
溶融金属めっき浴用ロール

【課題】特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合を解消して、セラミック製の溶融金属めっき浴用ロールを提供することにある。
【解決手段】鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
【解決手段】鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼板に亜鉛めっき等の金属めっきを施す際に溶融金属浴中に浸漬して用いられるシンクロールやサポートロール等の連続溶融金属めっき浴用ロールに関する。
【背景技術】
【0002】
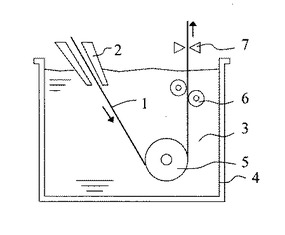
連続溶融金属めっき装置は、表面を清浄、活性化した鋼板を亜鉛等の溶融金属浴中に浸漬、走行させながら連続的にめっきを行うものである。その際、シンクロールやサポートロール等の連続溶融金属めっき用ロールが溶融金属浴中に浸漬されて用いられる。連続溶融金属めっき装置は典型的には図9に示すような構造を有する。この連続溶融金属めっき装置は、溶融金属浴3を入れた浴槽4と、溶融金属浴3の表層部分に浸漬されて、溶融金属浴3内に導入される鋼板1の酸化を防止するためのスナウト2と、溶融金属浴3中に配置されたシンクロール5と、溶融金属浴3内でシンクロール5の上方に位置し、シンクロール5より径小の一対のサポートロール6と、溶融金属浴3の表面より僅か上方に位置するガスワイピングノズル7とを具備する。シンクロール5自体には外部駆動力が付与されず、移動する鋼板1との接触により駆動される。またサポートロール6は一方が外部のモーター(図示せず)に連結された駆動ロールであり、他方が非駆動ロールである。なおサポートロールには外部駆動力が付与されない無駆動タイプもある。シンクロール5及び一対のサポートロール6はフレーム(図示せず)に取り付けられており、常に一体として溶融金属浴3内に浸漬される。
【0003】
鋼板1に溶融金属めっきが施される工程は、まず鋼板1はスナウト2を経て溶融金属浴3内に進入し溶融金属が鋼板1表面に塗布され、鋼板1はシンクロール5を経由して進行方向を変えられる。溶融金属浴3中を上昇する鋼板1は一対のサポートロール6に挟まれ、パスラインが保たれるとともに、反りや振動が防止される。ガスワイピングノズル7は、溶融金属浴3から出てきた鋼板1に高速ガスを吹き付ける。高速ガスのガス圧及び吹き付け角度により、鋼板1に付着した溶融金属の厚さを均一に調整する。このようにして、溶融金属めっきが施された鋼板1’が得られる。
【0004】
溶融金属めっき浴内で使用されるシンクロールやサポートロールは、溶融金属による著しい腐食環境下に曝されるので、従来から耐食性に優れたステンレス鋼やクロム系耐熱鋼等の鉄系材料により形成されてきた。しかしながら、これらのロールには、長時間の溶融金属浴中への浸漬により表面が侵食され、摩耗しやすくなるという欠点があった。そこで、本出願人は耐食性、耐熱性及び耐摩耗性に優れたセラミックスにより、鋼板が接触するロール胴部を構成した溶融金属めっき浴用ロールを以下に示すとおり提案している。
【0005】
特許文献1では、中空状のロール胴部及び軸部をそれぞれ窒化珪素系セラミックスで形成し、ロール胴部の両端部に軸部を接合した溶融金属めっき浴用ロールを開示している。このロールは全体がセラミックスにより形成されているため、耐食性、耐熱性及び耐摩耗性に優れている。
【0006】
また特許文献2では、中空状のロール胴部及び軸部をそれぞれ窒化珪素系セラミックスで形成し、ロール胴部の両端部に軸部を接合し、軸部の外周に溶融金属を排出するための孔を形成した連続溶融金属めっき用ロールを開示している。このロールはロールを浴中から引き上げた際に、溶融金属を円滑に排出するため隙間に溶融金属が溜まって凝固することによるロールの割れを防ぐことが出来る。
【0007】
さらに特許文献3では、中空状胴部及び軸部をそれぞれセラミックで形成し、前記胴部の内面は両端側の大径域と中央の小径域とからなり、前記軸部は小径部とフランジ部と大径部とを有し、前記胴部の大径域に前記軸部の大径部が焼嵌めにより接合されている溶融金属めっき浴用ロールを開示している。このロールは、溶融金属めっき浴中に長時間浸漬されても、胴部から軸部が脱離することがなく、長時間の連続溶融金属めっきを行うことが出来る。
【0008】
特許文献4では、中空状のロール胴部及び胴部に接合された軸部とからなる溶融金属メッキ用ロールであって、少なくとも胴部が常温における熱伝導率50W/mK以上の窒化珪素セラミックスで形成し、胴部の平均表面粗さRaが1〜20μmである溶融金属めっき浴用ロールを開示している。このロールによれば、実際の溶融金属めっきラインでロール表面と内部との伝熱が早く、熱応力によるクラックや破壊が起こりにくい。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001-89836号公報
【特許文献2】特開2001-89837号公報
【特許文献3】特開2006-193812号公報
【特許文献4】WO2005/056862号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記従来技術で本出願人が提案したセラミック製の溶融金属めっき浴用ロールは、実施例に記載の通り外径250mmまでの比較的小型のサポートロールへの適用を主眼として検討したものである。その後、セラミック製のサポートロールの溶融金属めっき浴での使用により、その耐食性、耐熱性及び耐摩耗性などが高評価され、さらにシンクロールなどの外径300mm以上というように大型の溶融金属めっき浴用ロールへの適用の検討が必要になってきた。
【0011】
本出願人が特許文献4で開示したセラミック製の溶融金属めっき浴用ロールは図7に示すように、中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される軸部20,及び軸部20の蓋状スラスト受け部材24から構成される単純形状をしていた。胴部10は、両端側に軸部を嵌合させるための内径域10a,10aを内面を有する一体的な中空円筒体である。また軸部20は、同一径からなる一体的な中空円筒体である。
【0012】
しかしながら、従来の外径200mm程度の小径の溶融金属めっき浴用ロールを外径300mm以上の大型ロールに適用すると、単純に大径化するだけでは、以下にように問題が生じていた。
大径の溶融金属めっき浴用ロールは、図8に示す構造となる。図8に示すように大型の溶融金属めっき浴用ロールは、胴部10の端部内周に接合される軸部20は胴部10の端部内周に接合される大径部21、軸受け(図示せず)に接触される小径部23、大径部21と小径部23との間にあるテーパ部26からなる。テーパ部26の形状は、軸部自体が胴部の大径化に備えて高い応力に耐える必要があり、大径部21から小径部23へ滑らかに繋がる形状とする必要があるが、胴部の外径が300mm以上に大きくなると、軸部の外径と胴部の外径の差が大きいことから必然的にテーパ角度が例えば45°以上に大きくなる。
【0013】
実際に本発明者らが、図8に示す外径300mm以上の大型ロールの軸部20をセラミックスで製造してみると、セラミック粉末を用いて冷間静水圧プレス(CIP)などの方法で成形する際に、特に軸部の小径部23とテーパ部26の境界部分は急激に断面形状が変化することから、小径部23とテーパ部26の境界部の内面側に割れが発生しやすいという問題があった。また、成形可能であった場合も、軸部20自体の寸法が大きく、かつ小径部23とテーパ部26の境界部分は急激に断面形状が変化することから焼成に伴う割れが発生するため良好なセラミック製軸部を得ることが難しいという問題があった。
【0014】
従って、本発明の目的は、特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合を解消して、セラミック製の溶融金属めっき浴用ロールを提供することにある。
【課題を解決するための手段】
【0015】
本発明の溶融金属めっき浴用ロールは、鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部をそれぞれセラミックスで形成した後、接合してなることを特徴とする。
前記中間部は、軸部の外周に接合される孔の外周側に、ロール軸方向に貫通する孔を有することが好ましい。
前記中間部は、前記胴部内周面に接合される円筒状の大径部と前記軸部の外周に接合される円筒状の小径部を有し、前記中間部の前記大径部と前記小径部は、円盤状のリング部により一体形成されていると好ましい。
【発明の効果】
【0016】
本発明の溶融金属めっき浴用ロールは、特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合の発生しにくい、セラミック製の溶融金属めっき浴用ロールを提供することができる。
【図面の簡単な説明】
【0017】
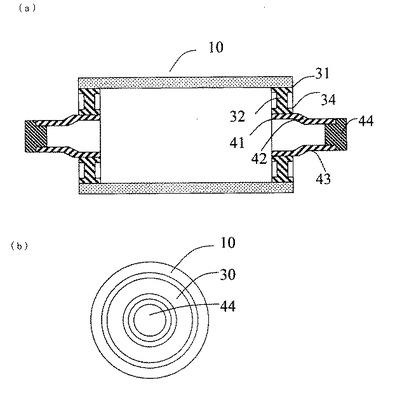
【図1】本発明の一実施態様による溶融金属めっき浴用ロールを示す断面図(a)および右側側面図(b)
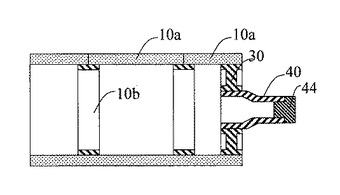
【図2】本発明の他の一実施態様による溶融金属めっき浴用ロールを示す断面図(a)および右側側面図(b)
【図3】本発明の他の一実施態様による溶融金属めっき浴用ロールを示す断面図である。
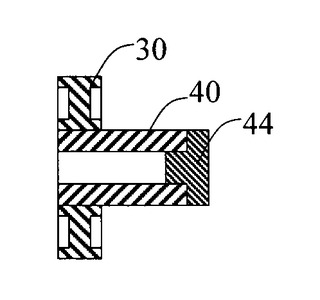
【図4】本発明の溶融金属めっき浴用ロール係る中間部、軸部を示す断面図である。
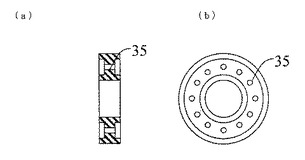
【図5】本発明の溶融金属めっき浴用ロール係る中間部を示す断面図(a)および中間部の右側面図(b)
【図6】本発明の溶融金属めっき浴用ロール係る中間部を示す断面図(a)および中間部の右側面図(b)
【図7】従来の溶融金属めっき浴用ロールを示す断面図である。
【図8】従来の溶融金属めっき浴用ロールを示す断面図である。
【図9】連続溶融亜鉛めっき装置を示す概略図である。
【発明を実施するための形態】
【0018】
上述したように本発明の重要な特徴は、大型のセラミック製ロールで問題となる大径の胴部と軸部との間の構造を見直すことにより、胴部と軸部との間に別体で中間部を設けた構造とすることにある。
本発明の溶融金属めっき浴用ロールは、胴部と軸部との間に別体で中間部を設けたことにより、中間部の形状が成形、焼成などの製造時に不具合が発生しにくい形状となるため、問題なく製造することが出来る。
【0019】
以下、本発明の溶融金属めっき浴用ロールについて詳細に説明する。
図1(a)
は本発明の一実施態様による溶融金属めっき浴用ロールの断面形状を示し、図1(b)は一方の軸方向から端部を見たロールを示す。このロールは図9に示す溶融金属めっき浴中でシンクロール5として使用される。ロール5は、中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される中間部30、および中間部の内面に接合される軸部40、軸部40に挿入される蓋状スラスト受け部材44から構成される。
【0020】
本発明のロール5は、特に胴部10と軸部40の間に中間部30を有することを特徴としている。中間部30の形状は図1に示すように厚肉の円板状でその外周面で、胴部10の端部の内周面に接合されるとともに、その内周面で軸部40の外周面に接合される。
胴部10と中間部30、中間部30と軸部40はそれぞれネジ止め、焼嵌めにより接合されると好ましい。特に焼き嵌めにより接合されると好ましい。胴部10、中間部30、軸部40がネジ止め又は焼嵌めにより接合されているので、溶融金属めっき浴中に長時間浸漬されていても、胴部から中間部、中間部から軸部が脱離することがなく、長時間の連続溶融金属めっきを行うことができる。また、焼き嵌めにより接合される場合には、ネジ止めする場合のような例えば接合される胴部と中間部にネジ加工をおこなうという煩雑なネジ加工も不要となり組立てが容易となり、製作コストも低減できる。
また、軸部40と軸受けとの接触磨耗により、軸部外周部が摩耗した場合にも、軸部40のみを交換することも可能となり、ランニングコストが低減できる。
【0021】
胴部10と中間部30の焼嵌め率はそれぞれ0.01/1000〜0.5/1000の範囲内であるのが好ましい。焼嵌め率が0.01/1000未満であると、胴部10による中間部30への締付け力が不十分であり、中間部30が胴部10から抜けたり滑ったりするおそれがある。また焼嵌め率が0.5/1000を超えると、焼嵌めによる締付け力が大きくなりすぎ、胴部10又は中間部30が破損するおそれがある。より好ましい焼嵌め率は0.2/1000〜0.3/1000である。焼嵌め率に関しては、中間部30と軸部40と間についても同様である。
【0022】
本発明のセラミックス製ローラは溶融金属めっき浴用ロールとして使用に耐えうる耐摩耗性を有する硬質、高強度のセラミックス、例えば、窒化珪素、サイアロン、アルミナ、炭化珪素、ジルコニアなどの少なくとも1種を含有するセラミックスであれば、使用可能であるが、中でも窒化珪素を主結晶とし、焼結助剤にMgO及び希土類酸化物を用いたセラミックスは、耐熱衝撃性、高熱伝導率を有する観点から好ましい。
【0023】
窒化珪素を主結晶とするセラミックスにおいて、2〜5質量%MgO、2〜5質量%希土類酸化物の焼結助剤を用いることにより、Mg、希土類を含む粒界相が形成され、窒化珪素結晶が直線距離10μm中に20個以下含まれ、その結果、常温における曲げ強度700MPa以上、室温から800℃の熱膨張係数は2.5〜4.0×10−6/℃、ヤング率は250〜350GPa、熱伝導率50W/mK以上の材料特性を有するセラミックスが得られる。このため、溶融金属めっき浴中に浸漬する場合の熱衝撃に対して十分耐えうることができる。希土類酸化物としてはY2O3が、曲げ強度を700MPa以上にする観点から好ましい。
【0024】
鋼板と接触して耐熱衝撃性が最も要求される胴部が少なくとも高熱伝導率の窒化珪素系セラミックスからなることが好ましい。更に、胴部、中間部及び軸部の熱膨張率を完全に同じとして、熱膨張差により発生する割れや、接合ずれなどの問題を回避するという目的で、胴部、中間部及び軸部がともに高熱伝導率の窒化珪素系セラミックスからなるのが好ましいが、使用条件等に応じて軸部は高熱伝導率の窒化珪素系セラミックス以外のセラミックスで形成してもよい。
【0025】
図2(a) は本発明の他の一実施態様による溶融金属めっき浴用ロールの断面形状を示し、図2(b)は一方の軸方向から端部を見たロールを示す。このロールも図9に示す溶融金属めっき浴中でシンクロール5として使用される。ロール5は、セラミックスからなる中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される中間部30、及び中間部の内面に接合される軸部40,40の蓋状スラスト受け部材44から構成される。
【0026】
図2に示す本実施態様のロール5は、特に中間部形状、軸部形状を特徴としている。中間部の形状は図2(a)に示すように胴部10の内周面に接合される円筒状の大径部31と前記軸部40の外周に接合される円筒状の小径部34を有し、その間を円盤状のリング部32で一体的に接続している。また軸部40は中間部の小径部34に接合される大径部41と軸受け(図示せず)に接触する小径部43を有し、大径部41と小径部43との間をテーパ部42によりなだらかに接続する構成としている。
【0027】
中間部は、円筒状の大径部31と円筒状の小径部34、リング部32で構成していることから、図1に示す実施形態1に比べて中間部の肉厚を大幅に薄くすることが出来るために、製造が容易になるとともに軽量化できるため、ロールの自重も軽くなり、使用時に高速回転が可能となり、めっきを施す鋼板のめっき浴中の浸漬スピードを上げることが出来ることから、めっき浴の効率向上の効果が期待できる。
【0028】
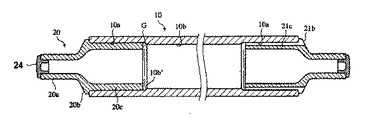
この実施形態の変形例として、図3に胴部を複数のスリーブにて形成させた例を示す。図3のロールの胴部10は、複数個のスリーブ10aが配置され、各々のスリーブ同士をリング状の接合部材10bにより接合してロール胴部を形成した構造となっている。ロール胴部となるスリーブを短尺化して複数個に分けて、すなわちロール胴部をロール軸方向に少なくとも2個以上に分割して構成させることにより、スリーブ製造時の焼結工程での総収縮量が小さくなりセラミックス焼結体の割れや反りを抑えて形成できる。また、セラミックス焼結体製スリーブの反りを防止できるため、ロール胴部の組立ての際、セラミックス製スリーブ同士の位置決めを容易に精度高くできる。また、複数個のセラミックス焼結体製スリーブの組み合わせによって、ロール胴部の長尺化に自由に対応できる。また、短尺なスリーブは小型の焼結炉で製造できるので経済的である。また、ロール胴部が損傷した場合でも、一体品のロール胴部全体を交換するのに比べて、損傷したスリーブのみの交換再生が容易で、かつ交換にかかる費用が低コストでできる。
【0029】
さらに胴部に使用される複数個のセラミックス製スリーブを異なる材料からなるスリーブを使用することが出来、鋼板の端部が通過する部分には耐磨耗性の高い材質を、また鋼板の中央部が通過する部分には端部に比べて磨耗は起こりにくいことから、経済性を考慮し、耐磨耗性に劣る安価な材質を使用することも出来る。
【0030】
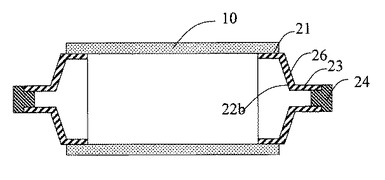
別の実施形態の変形例として、図4に軸部40の外周径の変わらない単純筒状の例を示す。この場合、図2の実施形態に比べて、軸部の形状が単純なために軸部の製造がさらに容易になる。
【0031】
別の実施形態の変形例として、中間部30のリング部32に軸方向に貫通孔35を設けた例を図5(a)、図5(b)に示す。本実施形態の場合には、シンクロール5を溶融金属浴中に浸漬するときに溶融金属がロール5内に進入して、ロール5内外の温度差を速やかに小さくすることが出来る。さらにロール5内部の空気が貫通孔から容易に排出でき、ロール5を容易に浸漬することができるとともに、作業性が改善される。また、溶融金属浴からロール5を取出す際に、溶融金属がロール5から容易に排出されるため、ロール5を溶融金属浴から引き上げた後の溶融金属の凝固に伴うロールの破損が起こりにくくなる。
【0032】
また金属浴中から取出した後には、ロール内部に残留して凝固する金属が少なくなるため、再び金属浴中に浸漬するためにロールを余熱する際に、溶融した金属が漏洩することによる災害の発生を防止することができる。 さらにロール内部で凝固した金属が溶融せずに偏在することによって生じるロールの回転不良が発生しにくくなるため、製品である鋼板の板傷の問題が発生しにくくなる。
【0033】
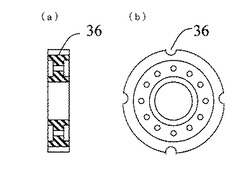
さらなる実施形態の変形例としては、中間部30の外周部に溝部36を設けた例を図6(a)、図6(b)に示す。中間部30には軸方向溝部36が形成されており、各溝部36は中間部30が胴部10に接合されると孔となる。図6(a)、図6(b)に示すように、中間部30の外周面には、8本の軸方向溝部36が円周方向に均等な間隔で形成されている。軸方向溝部36の本数は限定的ではなく、例えば4本でも6本でも良い。軸方向溝部36の断面形状(幅、深さ等)は、焼嵌め時の大径部31の強度、溶融金属の流通のし易さ等を考慮して決定する。
【0034】
本実施形態の変形例の場合には、図5(a)、図5(b)に示した実施形態よりも、孔部がシンクロールの外周部にあるために、シンクロール5を溶融金属浴中に浸漬するとき溶融金属がロール5内に進入しやすく、ロール5内外の温度差をより速やかに少なくできるのととともに、溶融金属浴から取り出すときも溶融金属がロール5から排出されるやすいために、ロールを溶融金属浴から引き上げた後の溶融金属の凝固に伴うロールの破損がさらに起こりにくくなる。
【0035】
以下、本発明の連続溶融金属めっき用ロールとして、連続溶融金属めっき装置のシンクロールに適用した実施例について説明する。本発明はこれらの実施例に限定されるものではない。
【実施例】
【0036】
以下、本発明を実施例に基づいて更に詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
実施例1
平均粒径0.5μmの窒化ケイ素粉末に、焼結助剤として、平均粒径0.2μmの酸化マグネシウム粉末を3.0重量%、平均粒径2.0μmの酸化イットリウム粉末を3.0重量%添加し、適量の分散剤を加えエタノール中で粉砕、混合した。ついで、噴霧乾燥後、篩を通して造粒した後、ゴム型に充填し、静水圧により冷間静水圧プレス(CIP)を行い、図2(a)、図2(b)に示す所定形状の成形体を作製した。この成形体を1950℃、60気圧の窒素ガス雰囲気中で5時間焼成し、窒化ケイ素セラミックス焼結体を得た。得られた焼結体をそれぞれ所定の形状に機械加工して胴部10、中間部30、および軸部40を作製した。
【0037】
図2(a)に示す形状のシンクロール5は、胴部10は、外径600mm、内径550mm及び長さ1700
mmの中空円筒状焼結体からなるように機械加工により形成した。
中間部30は、胴部10の内周面に接合される大径部31を外径約550mm、厚さ20mm、長さ200mm、軸部の外周面に接合される小径部34を内径約400mm、厚さ20mm、長さ200mmになるように機械加工により形成した。また、軸部40は、中間部30の小径部34と接合される外周部41を外径約400mm、厚さ20mm、長さ210mm、軸受けと接触する軸43を外径160mm、厚さ20mm、長さ300mmとなるように機械加工により形成した。
【0038】
軸部40に中間部30を焼嵌めするために、軸部40の外周部41の外径を中間部30の小径部34の内径より僅かに(約40μm)大きく加工した。その後、中間部30を加熱し、軸部40を嵌め込んだ。続いて、胴部10に中間部30を焼嵌めするために、胴部の端部の内周面に対して、中間部の外周面の外径を(約40μm)大きく加工した。その後、胴部10を加熱し、中間部30を嵌め込み、溶融金属めっき浴用ロールを作成した。
【0039】
このロールを図9に示す連続溶融亜鉛めっき装置にシンクロール5として使用し、板厚が2mm、板幅が1300mmの鋼板の亜鉛めっき処理を行った。約1ヶ月の連続使用後でも、このシンクロール5には侵食及び摩耗がほとんど見られなかった。またロールに亀裂は全く見られず、耐熱衝撃性に優れていることが確認できた。これは、ロールを形成する窒化珪素系セラミックスが50W/(m・K)以上の高熱伝導率を有するためであると考えられる。また、胴部の大径域と軸部の大径部とが焼嵌めにより接合されているので、溶融金属めっき浴中に長時間浸漬されていても、胴部から中間部、中間部から軸部がそれぞれ脱離することがなく、胴部及び軸部は破損も全くなかった。本発明のシンクロール5により、めっき表面に疵がない高品質な亜鉛めっき鋼板が得られた。
【0040】
比較例1
実施例1と同じ窒化珪素系セラミックスを用いて、図8に示す形状のシンクロール5の胴部10及び軸部20を同じ手順で作製した。図8に示す形状のシンクロール5は、胴部10は、外径600mm、内径550mm及び長さ1700
mmの中空円筒状焼結体からなるように機械加工により形成した。 軸部20は、胴部10の内周面に接合される軸部の大径部21を外径約550mm、厚さ20mm、長さ100mm、軸受けに接触して使用される軸部の小径部23を外径160mm、厚さ20mm、長さ100mmとなるように冷間静水圧プレス(CIP)を用いて粉末を成形した。この際、小径部とテーパ部26bの境界に成形割れが発生し、軸部20を形成することができなかった。
【産業上の利用可能性】
【0041】
本発明の溶融金属めっき浴用ロールによれば、外径300mm以上のセラミックス製シンクロールを提供することができるため、これにより長寿命の使用に耐えるセラミックス製シンクロールを実現することが可能となり、高品質のめっき鋼板を得ることが可能となる。本発明は外径300mm以上の溶融金属メッキ浴用ロールの実現を主目的とするものであるが、外径φ300mm未満の溶融金属メッキ浴用ロールに適用できることは言うまでもない。
【符号の説明】
【0042】
1 鋼板、 2
スナウト、 3 溶融金属浴、 4 浴槽、 5
シンクロール、
6 サポートロール、 7
ガスワイピングノズル、
10 胴部、 10a 胴部の内径域、
20 軸部、
21 軸部の大径部、 22 中間部、 22b 小径部近傍の中間部、
23 軸部の小径部、
24 スラスト受け部材、26 テーパ部
30
中間部、 31 中間部の大径部、32 リング部、 34 中間部の小径部、
35 貫通孔、36 溝部、
40 軸部、
41 軸部の大径部、42 テーパ部、 43 軸部の小径部、
44 スラスト受け部材
【技術分野】
【0001】
本発明は、鋼板に亜鉛めっき等の金属めっきを施す際に溶融金属浴中に浸漬して用いられるシンクロールやサポートロール等の連続溶融金属めっき浴用ロールに関する。
【背景技術】
【0002】
連続溶融金属めっき装置は、表面を清浄、活性化した鋼板を亜鉛等の溶融金属浴中に浸漬、走行させながら連続的にめっきを行うものである。その際、シンクロールやサポートロール等の連続溶融金属めっき用ロールが溶融金属浴中に浸漬されて用いられる。連続溶融金属めっき装置は典型的には図9に示すような構造を有する。この連続溶融金属めっき装置は、溶融金属浴3を入れた浴槽4と、溶融金属浴3の表層部分に浸漬されて、溶融金属浴3内に導入される鋼板1の酸化を防止するためのスナウト2と、溶融金属浴3中に配置されたシンクロール5と、溶融金属浴3内でシンクロール5の上方に位置し、シンクロール5より径小の一対のサポートロール6と、溶融金属浴3の表面より僅か上方に位置するガスワイピングノズル7とを具備する。シンクロール5自体には外部駆動力が付与されず、移動する鋼板1との接触により駆動される。またサポートロール6は一方が外部のモーター(図示せず)に連結された駆動ロールであり、他方が非駆動ロールである。なおサポートロールには外部駆動力が付与されない無駆動タイプもある。シンクロール5及び一対のサポートロール6はフレーム(図示せず)に取り付けられており、常に一体として溶融金属浴3内に浸漬される。
【0003】
鋼板1に溶融金属めっきが施される工程は、まず鋼板1はスナウト2を経て溶融金属浴3内に進入し溶融金属が鋼板1表面に塗布され、鋼板1はシンクロール5を経由して進行方向を変えられる。溶融金属浴3中を上昇する鋼板1は一対のサポートロール6に挟まれ、パスラインが保たれるとともに、反りや振動が防止される。ガスワイピングノズル7は、溶融金属浴3から出てきた鋼板1に高速ガスを吹き付ける。高速ガスのガス圧及び吹き付け角度により、鋼板1に付着した溶融金属の厚さを均一に調整する。このようにして、溶融金属めっきが施された鋼板1’が得られる。
【0004】
溶融金属めっき浴内で使用されるシンクロールやサポートロールは、溶融金属による著しい腐食環境下に曝されるので、従来から耐食性に優れたステンレス鋼やクロム系耐熱鋼等の鉄系材料により形成されてきた。しかしながら、これらのロールには、長時間の溶融金属浴中への浸漬により表面が侵食され、摩耗しやすくなるという欠点があった。そこで、本出願人は耐食性、耐熱性及び耐摩耗性に優れたセラミックスにより、鋼板が接触するロール胴部を構成した溶融金属めっき浴用ロールを以下に示すとおり提案している。
【0005】
特許文献1では、中空状のロール胴部及び軸部をそれぞれ窒化珪素系セラミックスで形成し、ロール胴部の両端部に軸部を接合した溶融金属めっき浴用ロールを開示している。このロールは全体がセラミックスにより形成されているため、耐食性、耐熱性及び耐摩耗性に優れている。
【0006】
また特許文献2では、中空状のロール胴部及び軸部をそれぞれ窒化珪素系セラミックスで形成し、ロール胴部の両端部に軸部を接合し、軸部の外周に溶融金属を排出するための孔を形成した連続溶融金属めっき用ロールを開示している。このロールはロールを浴中から引き上げた際に、溶融金属を円滑に排出するため隙間に溶融金属が溜まって凝固することによるロールの割れを防ぐことが出来る。
【0007】
さらに特許文献3では、中空状胴部及び軸部をそれぞれセラミックで形成し、前記胴部の内面は両端側の大径域と中央の小径域とからなり、前記軸部は小径部とフランジ部と大径部とを有し、前記胴部の大径域に前記軸部の大径部が焼嵌めにより接合されている溶融金属めっき浴用ロールを開示している。このロールは、溶融金属めっき浴中に長時間浸漬されても、胴部から軸部が脱離することがなく、長時間の連続溶融金属めっきを行うことが出来る。
【0008】
特許文献4では、中空状のロール胴部及び胴部に接合された軸部とからなる溶融金属メッキ用ロールであって、少なくとも胴部が常温における熱伝導率50W/mK以上の窒化珪素セラミックスで形成し、胴部の平均表面粗さRaが1〜20μmである溶融金属めっき浴用ロールを開示している。このロールによれば、実際の溶融金属めっきラインでロール表面と内部との伝熱が早く、熱応力によるクラックや破壊が起こりにくい。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2001-89836号公報
【特許文献2】特開2001-89837号公報
【特許文献3】特開2006-193812号公報
【特許文献4】WO2005/056862号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記従来技術で本出願人が提案したセラミック製の溶融金属めっき浴用ロールは、実施例に記載の通り外径250mmまでの比較的小型のサポートロールへの適用を主眼として検討したものである。その後、セラミック製のサポートロールの溶融金属めっき浴での使用により、その耐食性、耐熱性及び耐摩耗性などが高評価され、さらにシンクロールなどの外径300mm以上というように大型の溶融金属めっき浴用ロールへの適用の検討が必要になってきた。
【0011】
本出願人が特許文献4で開示したセラミック製の溶融金属めっき浴用ロールは図7に示すように、中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される軸部20,及び軸部20の蓋状スラスト受け部材24から構成される単純形状をしていた。胴部10は、両端側に軸部を嵌合させるための内径域10a,10aを内面を有する一体的な中空円筒体である。また軸部20は、同一径からなる一体的な中空円筒体である。
【0012】
しかしながら、従来の外径200mm程度の小径の溶融金属めっき浴用ロールを外径300mm以上の大型ロールに適用すると、単純に大径化するだけでは、以下にように問題が生じていた。
大径の溶融金属めっき浴用ロールは、図8に示す構造となる。図8に示すように大型の溶融金属めっき浴用ロールは、胴部10の端部内周に接合される軸部20は胴部10の端部内周に接合される大径部21、軸受け(図示せず)に接触される小径部23、大径部21と小径部23との間にあるテーパ部26からなる。テーパ部26の形状は、軸部自体が胴部の大径化に備えて高い応力に耐える必要があり、大径部21から小径部23へ滑らかに繋がる形状とする必要があるが、胴部の外径が300mm以上に大きくなると、軸部の外径と胴部の外径の差が大きいことから必然的にテーパ角度が例えば45°以上に大きくなる。
【0013】
実際に本発明者らが、図8に示す外径300mm以上の大型ロールの軸部20をセラミックスで製造してみると、セラミック粉末を用いて冷間静水圧プレス(CIP)などの方法で成形する際に、特に軸部の小径部23とテーパ部26の境界部分は急激に断面形状が変化することから、小径部23とテーパ部26の境界部の内面側に割れが発生しやすいという問題があった。また、成形可能であった場合も、軸部20自体の寸法が大きく、かつ小径部23とテーパ部26の境界部分は急激に断面形状が変化することから焼成に伴う割れが発生するため良好なセラミック製軸部を得ることが難しいという問題があった。
【0014】
従って、本発明の目的は、特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合を解消して、セラミック製の溶融金属めっき浴用ロールを提供することにある。
【課題を解決するための手段】
【0015】
本発明の溶融金属めっき浴用ロールは、鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部をそれぞれセラミックスで形成した後、接合してなることを特徴とする。
前記中間部は、軸部の外周に接合される孔の外周側に、ロール軸方向に貫通する孔を有することが好ましい。
前記中間部は、前記胴部内周面に接合される円筒状の大径部と前記軸部の外周に接合される円筒状の小径部を有し、前記中間部の前記大径部と前記小径部は、円盤状のリング部により一体形成されていると好ましい。
【発明の効果】
【0016】
本発明の溶融金属めっき浴用ロールは、特に外径300mm以上の大径のセラミック製溶融金属めっき浴用ロールにおいて、軸部に発生する成形時、焼成時の割れの不具合の発生しにくい、セラミック製の溶融金属めっき浴用ロールを提供することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施態様による溶融金属めっき浴用ロールを示す断面図(a)および右側側面図(b)
【図2】本発明の他の一実施態様による溶融金属めっき浴用ロールを示す断面図(a)および右側側面図(b)
【図3】本発明の他の一実施態様による溶融金属めっき浴用ロールを示す断面図である。
【図4】本発明の溶融金属めっき浴用ロール係る中間部、軸部を示す断面図である。
【図5】本発明の溶融金属めっき浴用ロール係る中間部を示す断面図(a)および中間部の右側面図(b)
【図6】本発明の溶融金属めっき浴用ロール係る中間部を示す断面図(a)および中間部の右側面図(b)
【図7】従来の溶融金属めっき浴用ロールを示す断面図である。
【図8】従来の溶融金属めっき浴用ロールを示す断面図である。
【図9】連続溶融亜鉛めっき装置を示す概略図である。
【発明を実施するための形態】
【0018】
上述したように本発明の重要な特徴は、大型のセラミック製ロールで問題となる大径の胴部と軸部との間の構造を見直すことにより、胴部と軸部との間に別体で中間部を設けた構造とすることにある。
本発明の溶融金属めっき浴用ロールは、胴部と軸部との間に別体で中間部を設けたことにより、中間部の形状が成形、焼成などの製造時に不具合が発生しにくい形状となるため、問題なく製造することが出来る。
【0019】
以下、本発明の溶融金属めっき浴用ロールについて詳細に説明する。
図1(a)
は本発明の一実施態様による溶融金属めっき浴用ロールの断面形状を示し、図1(b)は一方の軸方向から端部を見たロールを示す。このロールは図9に示す溶融金属めっき浴中でシンクロール5として使用される。ロール5は、中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される中間部30、および中間部の内面に接合される軸部40、軸部40に挿入される蓋状スラスト受け部材44から構成される。
【0020】
本発明のロール5は、特に胴部10と軸部40の間に中間部30を有することを特徴としている。中間部30の形状は図1に示すように厚肉の円板状でその外周面で、胴部10の端部の内周面に接合されるとともに、その内周面で軸部40の外周面に接合される。
胴部10と中間部30、中間部30と軸部40はそれぞれネジ止め、焼嵌めにより接合されると好ましい。特に焼き嵌めにより接合されると好ましい。胴部10、中間部30、軸部40がネジ止め又は焼嵌めにより接合されているので、溶融金属めっき浴中に長時間浸漬されていても、胴部から中間部、中間部から軸部が脱離することがなく、長時間の連続溶融金属めっきを行うことができる。また、焼き嵌めにより接合される場合には、ネジ止めする場合のような例えば接合される胴部と中間部にネジ加工をおこなうという煩雑なネジ加工も不要となり組立てが容易となり、製作コストも低減できる。
また、軸部40と軸受けとの接触磨耗により、軸部外周部が摩耗した場合にも、軸部40のみを交換することも可能となり、ランニングコストが低減できる。
【0021】
胴部10と中間部30の焼嵌め率はそれぞれ0.01/1000〜0.5/1000の範囲内であるのが好ましい。焼嵌め率が0.01/1000未満であると、胴部10による中間部30への締付け力が不十分であり、中間部30が胴部10から抜けたり滑ったりするおそれがある。また焼嵌め率が0.5/1000を超えると、焼嵌めによる締付け力が大きくなりすぎ、胴部10又は中間部30が破損するおそれがある。より好ましい焼嵌め率は0.2/1000〜0.3/1000である。焼嵌め率に関しては、中間部30と軸部40と間についても同様である。
【0022】
本発明のセラミックス製ローラは溶融金属めっき浴用ロールとして使用に耐えうる耐摩耗性を有する硬質、高強度のセラミックス、例えば、窒化珪素、サイアロン、アルミナ、炭化珪素、ジルコニアなどの少なくとも1種を含有するセラミックスであれば、使用可能であるが、中でも窒化珪素を主結晶とし、焼結助剤にMgO及び希土類酸化物を用いたセラミックスは、耐熱衝撃性、高熱伝導率を有する観点から好ましい。
【0023】
窒化珪素を主結晶とするセラミックスにおいて、2〜5質量%MgO、2〜5質量%希土類酸化物の焼結助剤を用いることにより、Mg、希土類を含む粒界相が形成され、窒化珪素結晶が直線距離10μm中に20個以下含まれ、その結果、常温における曲げ強度700MPa以上、室温から800℃の熱膨張係数は2.5〜4.0×10−6/℃、ヤング率は250〜350GPa、熱伝導率50W/mK以上の材料特性を有するセラミックスが得られる。このため、溶融金属めっき浴中に浸漬する場合の熱衝撃に対して十分耐えうることができる。希土類酸化物としてはY2O3が、曲げ強度を700MPa以上にする観点から好ましい。
【0024】
鋼板と接触して耐熱衝撃性が最も要求される胴部が少なくとも高熱伝導率の窒化珪素系セラミックスからなることが好ましい。更に、胴部、中間部及び軸部の熱膨張率を完全に同じとして、熱膨張差により発生する割れや、接合ずれなどの問題を回避するという目的で、胴部、中間部及び軸部がともに高熱伝導率の窒化珪素系セラミックスからなるのが好ましいが、使用条件等に応じて軸部は高熱伝導率の窒化珪素系セラミックス以外のセラミックスで形成してもよい。
【0025】
図2(a) は本発明の他の一実施態様による溶融金属めっき浴用ロールの断面形状を示し、図2(b)は一方の軸方向から端部を見たロールを示す。このロールも図9に示す溶融金属めっき浴中でシンクロール5として使用される。ロール5は、セラミックスからなる中空円筒状の胴部10、胴部10の各端部に焼嵌めにより接合される中間部30、及び中間部の内面に接合される軸部40,40の蓋状スラスト受け部材44から構成される。
【0026】
図2に示す本実施態様のロール5は、特に中間部形状、軸部形状を特徴としている。中間部の形状は図2(a)に示すように胴部10の内周面に接合される円筒状の大径部31と前記軸部40の外周に接合される円筒状の小径部34を有し、その間を円盤状のリング部32で一体的に接続している。また軸部40は中間部の小径部34に接合される大径部41と軸受け(図示せず)に接触する小径部43を有し、大径部41と小径部43との間をテーパ部42によりなだらかに接続する構成としている。
【0027】
中間部は、円筒状の大径部31と円筒状の小径部34、リング部32で構成していることから、図1に示す実施形態1に比べて中間部の肉厚を大幅に薄くすることが出来るために、製造が容易になるとともに軽量化できるため、ロールの自重も軽くなり、使用時に高速回転が可能となり、めっきを施す鋼板のめっき浴中の浸漬スピードを上げることが出来ることから、めっき浴の効率向上の効果が期待できる。
【0028】
この実施形態の変形例として、図3に胴部を複数のスリーブにて形成させた例を示す。図3のロールの胴部10は、複数個のスリーブ10aが配置され、各々のスリーブ同士をリング状の接合部材10bにより接合してロール胴部を形成した構造となっている。ロール胴部となるスリーブを短尺化して複数個に分けて、すなわちロール胴部をロール軸方向に少なくとも2個以上に分割して構成させることにより、スリーブ製造時の焼結工程での総収縮量が小さくなりセラミックス焼結体の割れや反りを抑えて形成できる。また、セラミックス焼結体製スリーブの反りを防止できるため、ロール胴部の組立ての際、セラミックス製スリーブ同士の位置決めを容易に精度高くできる。また、複数個のセラミックス焼結体製スリーブの組み合わせによって、ロール胴部の長尺化に自由に対応できる。また、短尺なスリーブは小型の焼結炉で製造できるので経済的である。また、ロール胴部が損傷した場合でも、一体品のロール胴部全体を交換するのに比べて、損傷したスリーブのみの交換再生が容易で、かつ交換にかかる費用が低コストでできる。
【0029】
さらに胴部に使用される複数個のセラミックス製スリーブを異なる材料からなるスリーブを使用することが出来、鋼板の端部が通過する部分には耐磨耗性の高い材質を、また鋼板の中央部が通過する部分には端部に比べて磨耗は起こりにくいことから、経済性を考慮し、耐磨耗性に劣る安価な材質を使用することも出来る。
【0030】
別の実施形態の変形例として、図4に軸部40の外周径の変わらない単純筒状の例を示す。この場合、図2の実施形態に比べて、軸部の形状が単純なために軸部の製造がさらに容易になる。
【0031】
別の実施形態の変形例として、中間部30のリング部32に軸方向に貫通孔35を設けた例を図5(a)、図5(b)に示す。本実施形態の場合には、シンクロール5を溶融金属浴中に浸漬するときに溶融金属がロール5内に進入して、ロール5内外の温度差を速やかに小さくすることが出来る。さらにロール5内部の空気が貫通孔から容易に排出でき、ロール5を容易に浸漬することができるとともに、作業性が改善される。また、溶融金属浴からロール5を取出す際に、溶融金属がロール5から容易に排出されるため、ロール5を溶融金属浴から引き上げた後の溶融金属の凝固に伴うロールの破損が起こりにくくなる。
【0032】
また金属浴中から取出した後には、ロール内部に残留して凝固する金属が少なくなるため、再び金属浴中に浸漬するためにロールを余熱する際に、溶融した金属が漏洩することによる災害の発生を防止することができる。 さらにロール内部で凝固した金属が溶融せずに偏在することによって生じるロールの回転不良が発生しにくくなるため、製品である鋼板の板傷の問題が発生しにくくなる。
【0033】
さらなる実施形態の変形例としては、中間部30の外周部に溝部36を設けた例を図6(a)、図6(b)に示す。中間部30には軸方向溝部36が形成されており、各溝部36は中間部30が胴部10に接合されると孔となる。図6(a)、図6(b)に示すように、中間部30の外周面には、8本の軸方向溝部36が円周方向に均等な間隔で形成されている。軸方向溝部36の本数は限定的ではなく、例えば4本でも6本でも良い。軸方向溝部36の断面形状(幅、深さ等)は、焼嵌め時の大径部31の強度、溶融金属の流通のし易さ等を考慮して決定する。
【0034】
本実施形態の変形例の場合には、図5(a)、図5(b)に示した実施形態よりも、孔部がシンクロールの外周部にあるために、シンクロール5を溶融金属浴中に浸漬するとき溶融金属がロール5内に進入しやすく、ロール5内外の温度差をより速やかに少なくできるのととともに、溶融金属浴から取り出すときも溶融金属がロール5から排出されるやすいために、ロールを溶融金属浴から引き上げた後の溶融金属の凝固に伴うロールの破損がさらに起こりにくくなる。
【0035】
以下、本発明の連続溶融金属めっき用ロールとして、連続溶融金属めっき装置のシンクロールに適用した実施例について説明する。本発明はこれらの実施例に限定されるものではない。
【実施例】
【0036】
以下、本発明を実施例に基づいて更に詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
実施例1
平均粒径0.5μmの窒化ケイ素粉末に、焼結助剤として、平均粒径0.2μmの酸化マグネシウム粉末を3.0重量%、平均粒径2.0μmの酸化イットリウム粉末を3.0重量%添加し、適量の分散剤を加えエタノール中で粉砕、混合した。ついで、噴霧乾燥後、篩を通して造粒した後、ゴム型に充填し、静水圧により冷間静水圧プレス(CIP)を行い、図2(a)、図2(b)に示す所定形状の成形体を作製した。この成形体を1950℃、60気圧の窒素ガス雰囲気中で5時間焼成し、窒化ケイ素セラミックス焼結体を得た。得られた焼結体をそれぞれ所定の形状に機械加工して胴部10、中間部30、および軸部40を作製した。
【0037】
図2(a)に示す形状のシンクロール5は、胴部10は、外径600mm、内径550mm及び長さ1700
mmの中空円筒状焼結体からなるように機械加工により形成した。
中間部30は、胴部10の内周面に接合される大径部31を外径約550mm、厚さ20mm、長さ200mm、軸部の外周面に接合される小径部34を内径約400mm、厚さ20mm、長さ200mmになるように機械加工により形成した。また、軸部40は、中間部30の小径部34と接合される外周部41を外径約400mm、厚さ20mm、長さ210mm、軸受けと接触する軸43を外径160mm、厚さ20mm、長さ300mmとなるように機械加工により形成した。
【0038】
軸部40に中間部30を焼嵌めするために、軸部40の外周部41の外径を中間部30の小径部34の内径より僅かに(約40μm)大きく加工した。その後、中間部30を加熱し、軸部40を嵌め込んだ。続いて、胴部10に中間部30を焼嵌めするために、胴部の端部の内周面に対して、中間部の外周面の外径を(約40μm)大きく加工した。その後、胴部10を加熱し、中間部30を嵌め込み、溶融金属めっき浴用ロールを作成した。
【0039】
このロールを図9に示す連続溶融亜鉛めっき装置にシンクロール5として使用し、板厚が2mm、板幅が1300mmの鋼板の亜鉛めっき処理を行った。約1ヶ月の連続使用後でも、このシンクロール5には侵食及び摩耗がほとんど見られなかった。またロールに亀裂は全く見られず、耐熱衝撃性に優れていることが確認できた。これは、ロールを形成する窒化珪素系セラミックスが50W/(m・K)以上の高熱伝導率を有するためであると考えられる。また、胴部の大径域と軸部の大径部とが焼嵌めにより接合されているので、溶融金属めっき浴中に長時間浸漬されていても、胴部から中間部、中間部から軸部がそれぞれ脱離することがなく、胴部及び軸部は破損も全くなかった。本発明のシンクロール5により、めっき表面に疵がない高品質な亜鉛めっき鋼板が得られた。
【0040】
比較例1
実施例1と同じ窒化珪素系セラミックスを用いて、図8に示す形状のシンクロール5の胴部10及び軸部20を同じ手順で作製した。図8に示す形状のシンクロール5は、胴部10は、外径600mm、内径550mm及び長さ1700
mmの中空円筒状焼結体からなるように機械加工により形成した。 軸部20は、胴部10の内周面に接合される軸部の大径部21を外径約550mm、厚さ20mm、長さ100mm、軸受けに接触して使用される軸部の小径部23を外径160mm、厚さ20mm、長さ100mmとなるように冷間静水圧プレス(CIP)を用いて粉末を成形した。この際、小径部とテーパ部26bの境界に成形割れが発生し、軸部20を形成することができなかった。
【産業上の利用可能性】
【0041】
本発明の溶融金属めっき浴用ロールによれば、外径300mm以上のセラミックス製シンクロールを提供することができるため、これにより長寿命の使用に耐えるセラミックス製シンクロールを実現することが可能となり、高品質のめっき鋼板を得ることが可能となる。本発明は外径300mm以上の溶融金属メッキ浴用ロールの実現を主目的とするものであるが、外径φ300mm未満の溶融金属メッキ浴用ロールに適用できることは言うまでもない。
【符号の説明】
【0042】
1 鋼板、 2
スナウト、 3 溶融金属浴、 4 浴槽、 5
シンクロール、
6 サポートロール、 7
ガスワイピングノズル、
10 胴部、 10a 胴部の内径域、
20 軸部、
21 軸部の大径部、 22 中間部、 22b 小径部近傍の中間部、
23 軸部の小径部、
24 スラスト受け部材、26 テーパ部
30
中間部、 31 中間部の大径部、32 リング部、 34 中間部の小径部、
35 貫通孔、36 溝部、
40 軸部、
41 軸部の大径部、42 テーパ部、 43 軸部の小径部、
44 スラスト受け部材
【特許請求の範囲】
【請求項1】
鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
【請求項2】
前記中間部は、軸部の外周に接合される孔の外周側に、ロール軸方向に貫通する孔を有することを特徴とする請求項1に記載の溶融金属めっき浴用ロール。
【請求項3】
前記中間部は、前記胴部内周面に接合される円筒状の大径部と前記軸部の外周に接合される円筒状の小径部を有し、前記大径部と前記小径部は、円盤状のリング部により一体に形成されていることを特徴とする請求項1又は2のいずれかに記載の溶融金属めっき浴用ロール。
【請求項4】
前記胴部の外周が300mm以上であることを特徴とする請求項1乃至3のいずれかに記載の溶融金属めっき浴用ロール。
【請求項1】
鋼板と接触する中空状胴部と、軸受けに接触する軸部と、前記胴部内面に接合されるとともに軸部の外周に接合される中間部とからなるとともに、前記胴部、軸部及び中間部のそれぞれをセラミックスで形成した後、接合してなることを特徴とする溶融金属めっき浴用ロール。
【請求項2】
前記中間部は、軸部の外周に接合される孔の外周側に、ロール軸方向に貫通する孔を有することを特徴とする請求項1に記載の溶融金属めっき浴用ロール。
【請求項3】
前記中間部は、前記胴部内周面に接合される円筒状の大径部と前記軸部の外周に接合される円筒状の小径部を有し、前記大径部と前記小径部は、円盤状のリング部により一体に形成されていることを特徴とする請求項1又は2のいずれかに記載の溶融金属めっき浴用ロール。
【請求項4】
前記胴部の外周が300mm以上であることを特徴とする請求項1乃至3のいずれかに記載の溶融金属めっき浴用ロール。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−214115(P2011−214115A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−85180(P2010−85180)
【出願日】平成22年4月1日(2010.4.1)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度地域イノベーション創出研究開発事業「高品質自動車めっき鋼板用、世界初大型セラミックスロールの開発」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(504174135)国立大学法人九州工業大学 (489)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年4月1日(2010.4.1)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度地域イノベーション創出研究開発事業「高品質自動車めっき鋼板用、世界初大型セラミックスロールの開発」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(504174135)国立大学法人九州工業大学 (489)
【Fターム(参考)】
[ Back to top ]