
濾過体の製造方法
【課題】ヒダ部間のより深くまでホットメルト接着剤が供給され、全体により強固に一体になるとともに、外観にも優れた濾過体の製造方法を提供する。
【解決手段】帯状の濾材11の表面側111の両側端部に封止剤21を塗布する塗布工程と、濾材11を、長手方向に連続するように折り畳みつつ、隣接する複数のヒダ部113同士の濾材11の表面側111を封止剤21により接着して封止する封止工程と、この濾材11を表面側111が内側になるように折り返して反転させる反転工程と、反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112において拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤31を供給して接着する接着工程と、を備える方法により製造され、両側端部が封止され、幅方向の略中央部が接合された濾過体を得る。
【解決手段】帯状の濾材11の表面側111の両側端部に封止剤21を塗布する塗布工程と、濾材11を、長手方向に連続するように折り畳みつつ、隣接する複数のヒダ部113同士の濾材11の表面側111を封止剤21により接着して封止する封止工程と、この濾材11を表面側111が内側になるように折り返して反転させる反転工程と、反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112において拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤31を供給して接着する接着工程と、を備える方法により製造され、両側端部が封止され、幅方向の略中央部が接合された濾過体を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、濾過体の製造方法に関する。更に詳しくは、本発明は、帯状の濾材が長手方向に折り畳まれて形成された複数のヒダ部を有する濾過体の製造方法に関する。
【背景技術】
【0002】
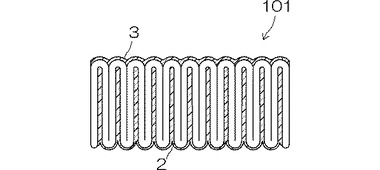
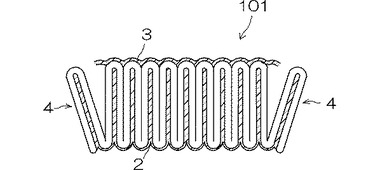
従来、角型濾紙タイプの濾過体等を備えるフィルタが、例えば、車両の自動変速機用のオイルフィルタなどとして用いられている。このような濾過体として、濾材が折り畳まれて複数のヒダ部が形成され、その外形が略直方体の角型の濾過体が知られており、この濾過体は、幅方向の両端部が封止剤により封止されるとともに、幅方向の略中央部が接着剤により接合され、一体に固定されることにより製造されている。この場合、所定寸法の濾過体の封止されている面と反対側の面の、幅方向の略中央部にホットメルト接着剤が供給され、接合されるが、ヒダ部の壁面間は接しているため、供給された接着剤はヒダの壁面間に入り込み難く、ヒダ部の山部近傍のみが接合され、内部は接合されないことがある(図6の接着剤供給器E2から供給される接着剤31及び接合部3、並びに図7、8の濾過体101の接合部3参照)。
【0003】
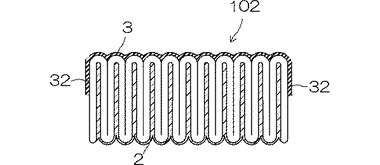
上述の図7の接合部3のように、ヒダ部の山部近傍のみが接合され、内部が接合されない場合、濾過体の長手方向の端部のヒダ部が接合部から外れしてしまうことがある(図8の外れたヒダ部4参照)。また、このように端部のヒダ部が外れしてしまうことを防止するため、端部のヒダ部の外側面にまで接着剤を供給し、塗布して、接合することもあるが(図9の濾過体102の端部のヒダ部の外側面における接合部32参照)、この場合、濾過体の外観が損なわれるという問題がある。いずれにしても、一旦濾過体を製造した後、補修する必要があり、工数が増加し、コスト面で好ましくない。
【0004】
尚、折り畳みタイプの濾過体へのホットメルト接着剤の塗布については、従来、例えば、下記の特許文献1、2に記載された方法等が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−220050号公報
【特許文献2】特開平8−19721号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上述の従来の状況に鑑みてなされたものであり、帯状の濾材が長手方向に折り畳まれて形成された複数のヒダ部を有する濾過体の製造方法であって、ヒダ部のより深くまでホットメルト接着剤が供給され、隣り合うヒダ部の壁面のうちのより多くの面が互いに接合され、全体により強固に一体となった濾過体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下のとおりである。
1.帯状の濾材の表面側の両側端部に封止剤を塗布する塗布工程と、
前記濾材を、山と谷が交互に形成されてなる複数のヒダ部が、前記濾材の長手方向に連続するように折り畳みつつ、隣接する前記複数のヒダ部同士の前記濾材の前記表面側を前記封止剤により接着して封止する封止工程と、
前記封止工程後の前記濾材を前記表面側が内側になるように折り返して反転させる反転工程と、
前記反転に伴い、前記隣接する前記複数のヒダ部同士の間隔が前記濾材の裏面側において拡がり、この拡がった拡開間隔部の前記濾材の幅方向の略中央部に、ホットメルト接着剤を供給して接着する接着工程と、を備え、
両側端部が封止され、幅方向の略中央部が接合された濾過体を製造することを特徴とする濾過体の製造方法。
2.前記ホットメルト接着剤は、接着剤供給部から供給され、
供給された前記ホットメルト接着剤が前記ヒダ部の壁面に接触するとき、前記壁面が水平に対して45度以上90度未満の角度で傾斜しているように、前記接着剤供給部が配置されている前記1.に記載の濾過体を製造する製造方法。
【発明の効果】
【0008】
本発明の濾過体の製造方法によれば、封止工程後、濾材を表面側が内側になるように折り返して反転させるときに、隣接する複数のヒダ部同士の間隔が濾材の裏面側において拡がり、この拡開間隔部の濾材の幅方向の略中央部に、ホットメルト接着剤が供給され、接合される。そのため、供給されたホットメルト接着剤がヒダ部の壁面を流下し、壁面の山部近傍のみでなく、内部に向かってより広範囲に接着剤が供給され、ヒダ部間がより強固に接合される。従って、長手方向の端部のヒダ部が接着不良により外れてしまうことがない。また、端部のヒダ部の外側面にまで接着剤を供給し、塗布する必要もないため、濾過体の端部の外側面における余剰の接着剤による外観不良もない。そのため、接着不良及び外観不良の補修に要する工数を削減することもできる。
また、ホットメルト接着剤は、接着剤供給部から供給され、供給されたホットメルト接着剤がヒダ部の壁面に接触するとき、壁面が水平に対して45度以上90度未満の角度で傾斜しているように、接着剤供給部が配置されている場合は、供給されたホットメルト接着剤がヒダ部の壁面をより流下し易く、接着剤がヒダ部のより内部にまで流下し、より多くの壁面に接着剤が供給され、接合される。そのため、接着不良により端部のヒダ部が外れてしまうことがより確実に防止される。
【図面の簡単な説明】
【0009】
【図1】本発明の方法により製造された濾過体の一例の模式的な斜視図である。
【図2】図1の濾過体の外周側に濾過体支持部材(枠体)が周設された様子を説明するための模式的な斜視図である。
【図3】封止工程後の濾材を表面側が内側になるように折り返して反転させるときの様子を説明するための側方からみた模式図である。
【図4】封止剤が濾材の両側端部に塗布される様子を説明するための模式的な斜視図である。
【図5】封止工程後の濾材を表面側が内側になるように折り返して反転させるときの様子を説明するための模式的な斜視図である。
【図6】封止工程後の濾材を表面側が内側になるように折り返して反転させた後、従来のように、略水平となったヒダ部の山部にホットメルト接着剤が供給され、塗布されている様子を説明するための側方からみた模式図である。
【図7】従来のように、隣り合うヒダ部が接した状態で、ヒダ部の上面近傍のみにホットメルト接着剤が供給され、接合された濾過体を説明するための側方からみた模式図である。
【図8】図7において、長手方向の端部のヒダ部が接合部から外れてしまった様子を説明するための側方からみた模式図である。
【図9】端部のヒダ部が外れてしまわないように、このヒダ部の外側面にまでホットメルト接着剤が供給され、接合された濾過体を説明するための側方からみた模式図である。
【発明を実施するための形態】
【0010】
以下、本発明を図1〜5を参照しながら詳しく説明する。
尚、ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0011】
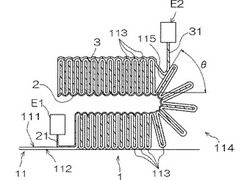
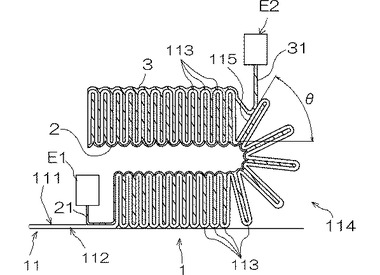
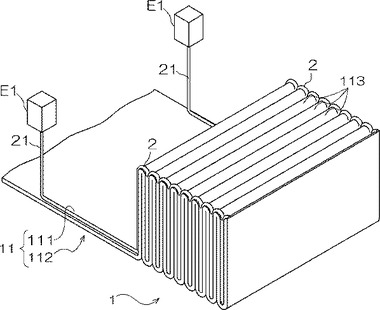
本発明の濾過体100(図1、2参照)の製造方法は、帯状の濾材11の表面側111の両側端部に封止剤21を塗布する塗布工程を備える(図3、4参照)。また、濾材11を、山と谷が交互に形成されてなる複数のヒダ部113が、濾材11の長手方向に連続するように折り畳みつつ、隣接する複数のヒダ部113同士の濾材11の表面側111を封止剤21(図3の封止剤供給器E1から供給される封止剤21参照)により接着して封止する封止工程を備える(図3、4参照)。更に、封止工程後の濾材11を表面側111が内側になるように折り返して反転させる反転工程(図3、5の反転部114参照)と、反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112において拡がり、この拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤(図3、4の接着剤供給器E2から供給されるホットメルト接着剤31参照)を供給して接着する接着工程を備える(図3、5参照)。
【0012】
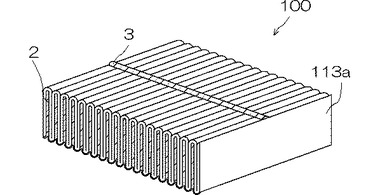
また、上述の特定の工程をこの順に備えることで、両側端部が封止剤21により接着されて封止され、且つ幅方向の略中央部がホットメルト接着剤31により接合され、長手方向の端部のヒダ部113aも含め、全体が強固に一体となるとともに、端部のヒダ部113aの外側面には接着剤31が塗布されていないため優れた外観を有する濾過体100とすることができる(図1、2参照)。
【0013】
前記「塗布工程」では、帯状の濾材11の表面側111の幅方向の両側端部に封止剤21が塗布される(図4の封止剤供給器E1から供給される封止剤21参照)。
前記「濾材11」は、帯状であることを除いて特に限定されず、幅等の寸法は濾過体100の所要寸法及び用途等によって設定すればよい。また、材質は濾過体100の用途等によって選定すればよい。濾材11としては、不織布、織布、濾紙、多孔質樹脂シート等が挙げられ、不織布からなる濾材が用いられることが多い。
【0014】
また、前記「封止剤21」としては、例えば、ポリオレフィン系樹脂、ポリエステル系樹脂及びポリアミド系樹脂等が挙げられ、これらの封止剤21は特に限定されず、いずれの封止剤21を用いてもよい。更に、前記「両側端部」は、濾材11の幅方向の端部近傍であり、濾材11の端面から所定幅の帯状部であってもよく、端面より内方の端面近傍の所定幅の帯状部であってもよい。また、封止剤21は、例えば、ベルトコンベア上に載置され、所定速度で移送される濾材11に、上方に配置された封止剤供給器E1から供給し、塗布することができる。
【0015】
前記「封止工程」では、幅方向の両側端部に封止剤21が塗布された濾材11を、山と谷とが交互に形成されるように長手方向に折り畳み、濾材11の長手方向に連続する複数のヒダ部113が形成される。これにより、隣接する複数のヒダ部113の壁面同士が封止剤21により接着され、封止される(図3参照)。このようにしてヒダ部113の濾材11の表面側111に相当する一面側の幅方向の両側端部が封止された折り畳み構造1が形成される(図3、4参照)。尚、この折り畳み構造1は、封止剤21により接着され、封止されてはいるが、ホットメルト接着剤31による接合はされていない。
【0016】
また、上述のようにして形成された折り畳み構造1が反転工程に供される。この場合、封止剤21の塗布から反転工程までの時間は特に限定されないが、作業の効率の観点では、短時間であることが好ましい。従って。短時間で硬化し、ヒダ部113間を十分な強度で接着させ、封止させることができる封止剤21を用いることが好ましい。このような封止剤21としては、例えば、熱硬化性樹脂及び紫外線、レーザー光等の照射により硬化する光硬化性樹脂を含有し、短時間で反応し、硬化する封止剤21を用いることが好ましい。
【0017】
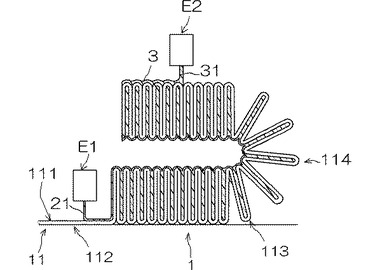
前記「反転工程」では、封止工程後の濾材11を表面側111、即ち、封止された側が内側になるように折り返して反転させる(図3、5の反転部114参照)。この反転の際、前述の塗布工程で、封止剤21は濾材11の裏面側112には塗布されないため、裏面側112では隣り合うヒダ部113間は封止されておらず、反転に伴ってヒダ部113間が拡がることになる。
【0018】
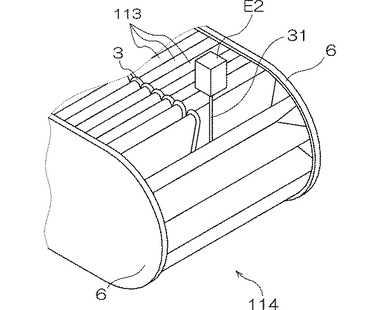
前記「接着工程」では、反転工程での反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112、即ち、封止剤21により封止されていない側において拡がり、この拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤が供給され、ヒダ部113間が接合される(図3参照)。尚、反転に伴い、ヒダ部113の間隔が拡がるのは、折り畳み構造1が円弧状となった箇所においてであり、このように拡がったヒダ部113間の内部にまでホットメルト接着剤31を容易に入り込ませることができ、ヒダ部113の壁面間をより強固に接合させることができる。一方、折り畳み構造1が直線状となっている箇所では隣り合うヒダ部113間は接しており、ホットメルト接着剤31を供給しても、ヒダ部113間の内部にまで侵入させることは困難である(上面のみに接合部3が形成されている図6参照)。
【0019】
また、ヒダ部113間の間隔が拡がった箇所では、拡がったヒダ部113が、上方、側方及び下方のいずれかを向いている(図3参照)。そして、供給された接着剤31をヒダ部113間の内部にまで入り込ませるためには、拡がったヒダ部113の壁面のうちのホットメルト接着剤31が供給される壁面(図3の壁面115参照)は、斜め上方を向いている必要がある。接着剤31が供給される壁面115が斜め上方を向いておれば、折り畳み構造1の上方に配置された接着剤供給器E2から接着剤31を流下させ、拡がったヒダ部113間に容易に供給することができるとともに、ヒダ部113間に供給された接着剤31を内部に向かってより容易に入り込ませることができる(図3参照)。
【0020】
上述のように、ホットメルト接着剤31が供給される壁面は、斜め上方を向いている必要がある。この場合、接着剤31が供給される壁面が、供給される接着剤31が壁面に接触するときに、斜め上方を向いておればよいが、接着剤31が接触する壁面(図3の壁面115参照)が、水平に対して45度以上90度未満の角度、好ましくは55〜75度の角度で傾斜しているように、接着剤供給器E2(接着剤供給部)が配置されていることが好ましい(図3の角度θ参照)。これにより、供給された接着剤31を、拡がったヒダ部113間に容易に供給することができるとともに、供給された接着剤31を内部に向かってより容易に入り込ませることができる。
【0021】
尚、長手方向に所定の寸法を有する濾過体100とするため、製造工程のいずれかの段階で長手方向に切断する工程が必要となるが、濾材11、封止剤21が塗布された濾材11、折り畳み構造1、及び接着工程後の長寸法の濾過体、のいずれを所定寸法に切断してもよい。通常、折り畳み構造1が所定寸法に切断される。
【0022】
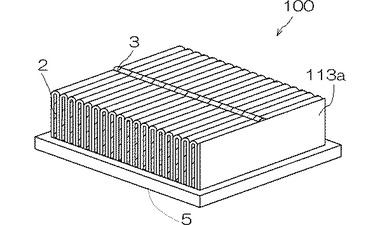
本発明の濾過体100(図1、2参照)の製造方法では、以上、詳述した特定の工程をこの順に備えることで、幅方向の両側端部が封止され、幅方向の略中央部が接合され、全体が強固に一体となった濾過体100とすることができる(図1、2参照)。また、この濾過体100は、通常、濾過体支持部材5に配置させて用いられる。濾過体支持部材5の形状及び寸法は、特に限定されないが、例えば、濾過体支持部材5は、濾過体100の外周側に周設される枠体とすることができる(図2参照)。
【0023】
また、濾過体支持部材5の材質も特に限定されないが、例えば、合成樹脂を用いることができる。この合成樹脂としては、各種の合成樹脂を特に限定されることなく用いることができる。合成樹脂としては、例えば、ポリスチレン系樹脂、ポリエチレン及びポリプロピレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート及びポリブチレンテレフタレート等のポリエステル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、及びポリウレタン系樹脂等が挙げられる。濾過体支持部材5は、各種のゴムを用いて成形することもできる。
【0024】
更に、上述のように、濾過体支持部材5に支持された濾過体100は、濾過体収容容器に収容され、各種の用途における濾過器として用いられる。濾過体収容容器は、収容された濾過体100を間にして、被濾過流体が流入し、流通する側の被濾過流体流通室と、濾過後の処理流体が濾過体100から流出し、流通する側の処理流体流通室とを備える。また、被濾過流体流通室には、被濾過流体を流入させるための流入孔が設けられ、処理流体流通室には、処理流体を流出させるための流出孔が設けられている。
【0025】
また、濾過体収容容器の材質も特に限定されないが、例えば、合成樹脂を用いることができる。この合成樹脂としては、前述の濾過体支持部材5の材質として例示した各種の合成樹脂を特に限定されることなく用いることができる。更に、被濾過流体流通室に設けられる流入孔の位置、及び処理流体流通室に設けられる流出孔の位置、も特に限定されない。
【0026】
尚、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施態様を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その態様において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施態様を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0027】
本発明は、流体を濾過する濾過体の技術分野において利用することができる。特に、車両におけるオイル、エア、燃料等の濾過に用いられる濾過器に配設されて用いられる濾過体の技術分野において好適に利用することができる。より具体的には、自動変速機用オイルの濾過、エンジンオイル及び油圧装置等のオイルの濾過、及び燃料等の各種の流体の濾過などの技術分野において利用することができる。
【符号の説明】
【0028】
100、101、102;濾過体、1;折り畳み構造、11;帯状の濾材、111;濾材の表面側、112;濾材の裏面側、113;ヒダ部、113a;長手方向の端部のヒダ部、114;反転部、115;ホットメルト接着剤が供給される壁面、2;封止部、21;封止剤、3;接合部、31;ホットメルト接着剤、32;最外側のヒダ部の外側面の接合部、4;外れたヒダ部、5;濾過体支持部材、6;濾過体側部支持枠、E1;封止剤供給器、E2;接着剤供給器。
【技術分野】
【0001】
本発明は、濾過体の製造方法に関する。更に詳しくは、本発明は、帯状の濾材が長手方向に折り畳まれて形成された複数のヒダ部を有する濾過体の製造方法に関する。
【背景技術】
【0002】
従来、角型濾紙タイプの濾過体等を備えるフィルタが、例えば、車両の自動変速機用のオイルフィルタなどとして用いられている。このような濾過体として、濾材が折り畳まれて複数のヒダ部が形成され、その外形が略直方体の角型の濾過体が知られており、この濾過体は、幅方向の両端部が封止剤により封止されるとともに、幅方向の略中央部が接着剤により接合され、一体に固定されることにより製造されている。この場合、所定寸法の濾過体の封止されている面と反対側の面の、幅方向の略中央部にホットメルト接着剤が供給され、接合されるが、ヒダ部の壁面間は接しているため、供給された接着剤はヒダの壁面間に入り込み難く、ヒダ部の山部近傍のみが接合され、内部は接合されないことがある(図6の接着剤供給器E2から供給される接着剤31及び接合部3、並びに図7、8の濾過体101の接合部3参照)。
【0003】
上述の図7の接合部3のように、ヒダ部の山部近傍のみが接合され、内部が接合されない場合、濾過体の長手方向の端部のヒダ部が接合部から外れしてしまうことがある(図8の外れたヒダ部4参照)。また、このように端部のヒダ部が外れしてしまうことを防止するため、端部のヒダ部の外側面にまで接着剤を供給し、塗布して、接合することもあるが(図9の濾過体102の端部のヒダ部の外側面における接合部32参照)、この場合、濾過体の外観が損なわれるという問題がある。いずれにしても、一旦濾過体を製造した後、補修する必要があり、工数が増加し、コスト面で好ましくない。
【0004】
尚、折り畳みタイプの濾過体へのホットメルト接着剤の塗布については、従来、例えば、下記の特許文献1、2に記載された方法等が知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−220050号公報
【特許文献2】特開平8−19721号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上述の従来の状況に鑑みてなされたものであり、帯状の濾材が長手方向に折り畳まれて形成された複数のヒダ部を有する濾過体の製造方法であって、ヒダ部のより深くまでホットメルト接着剤が供給され、隣り合うヒダ部の壁面のうちのより多くの面が互いに接合され、全体により強固に一体となった濾過体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下のとおりである。
1.帯状の濾材の表面側の両側端部に封止剤を塗布する塗布工程と、
前記濾材を、山と谷が交互に形成されてなる複数のヒダ部が、前記濾材の長手方向に連続するように折り畳みつつ、隣接する前記複数のヒダ部同士の前記濾材の前記表面側を前記封止剤により接着して封止する封止工程と、
前記封止工程後の前記濾材を前記表面側が内側になるように折り返して反転させる反転工程と、
前記反転に伴い、前記隣接する前記複数のヒダ部同士の間隔が前記濾材の裏面側において拡がり、この拡がった拡開間隔部の前記濾材の幅方向の略中央部に、ホットメルト接着剤を供給して接着する接着工程と、を備え、
両側端部が封止され、幅方向の略中央部が接合された濾過体を製造することを特徴とする濾過体の製造方法。
2.前記ホットメルト接着剤は、接着剤供給部から供給され、
供給された前記ホットメルト接着剤が前記ヒダ部の壁面に接触するとき、前記壁面が水平に対して45度以上90度未満の角度で傾斜しているように、前記接着剤供給部が配置されている前記1.に記載の濾過体を製造する製造方法。
【発明の効果】
【0008】
本発明の濾過体の製造方法によれば、封止工程後、濾材を表面側が内側になるように折り返して反転させるときに、隣接する複数のヒダ部同士の間隔が濾材の裏面側において拡がり、この拡開間隔部の濾材の幅方向の略中央部に、ホットメルト接着剤が供給され、接合される。そのため、供給されたホットメルト接着剤がヒダ部の壁面を流下し、壁面の山部近傍のみでなく、内部に向かってより広範囲に接着剤が供給され、ヒダ部間がより強固に接合される。従って、長手方向の端部のヒダ部が接着不良により外れてしまうことがない。また、端部のヒダ部の外側面にまで接着剤を供給し、塗布する必要もないため、濾過体の端部の外側面における余剰の接着剤による外観不良もない。そのため、接着不良及び外観不良の補修に要する工数を削減することもできる。
また、ホットメルト接着剤は、接着剤供給部から供給され、供給されたホットメルト接着剤がヒダ部の壁面に接触するとき、壁面が水平に対して45度以上90度未満の角度で傾斜しているように、接着剤供給部が配置されている場合は、供給されたホットメルト接着剤がヒダ部の壁面をより流下し易く、接着剤がヒダ部のより内部にまで流下し、より多くの壁面に接着剤が供給され、接合される。そのため、接着不良により端部のヒダ部が外れてしまうことがより確実に防止される。
【図面の簡単な説明】
【0009】
【図1】本発明の方法により製造された濾過体の一例の模式的な斜視図である。
【図2】図1の濾過体の外周側に濾過体支持部材(枠体)が周設された様子を説明するための模式的な斜視図である。
【図3】封止工程後の濾材を表面側が内側になるように折り返して反転させるときの様子を説明するための側方からみた模式図である。
【図4】封止剤が濾材の両側端部に塗布される様子を説明するための模式的な斜視図である。
【図5】封止工程後の濾材を表面側が内側になるように折り返して反転させるときの様子を説明するための模式的な斜視図である。
【図6】封止工程後の濾材を表面側が内側になるように折り返して反転させた後、従来のように、略水平となったヒダ部の山部にホットメルト接着剤が供給され、塗布されている様子を説明するための側方からみた模式図である。
【図7】従来のように、隣り合うヒダ部が接した状態で、ヒダ部の上面近傍のみにホットメルト接着剤が供給され、接合された濾過体を説明するための側方からみた模式図である。
【図8】図7において、長手方向の端部のヒダ部が接合部から外れてしまった様子を説明するための側方からみた模式図である。
【図9】端部のヒダ部が外れてしまわないように、このヒダ部の外側面にまでホットメルト接着剤が供給され、接合された濾過体を説明するための側方からみた模式図である。
【発明を実施するための形態】
【0010】
以下、本発明を図1〜5を参照しながら詳しく説明する。
尚、ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0011】
本発明の濾過体100(図1、2参照)の製造方法は、帯状の濾材11の表面側111の両側端部に封止剤21を塗布する塗布工程を備える(図3、4参照)。また、濾材11を、山と谷が交互に形成されてなる複数のヒダ部113が、濾材11の長手方向に連続するように折り畳みつつ、隣接する複数のヒダ部113同士の濾材11の表面側111を封止剤21(図3の封止剤供給器E1から供給される封止剤21参照)により接着して封止する封止工程を備える(図3、4参照)。更に、封止工程後の濾材11を表面側111が内側になるように折り返して反転させる反転工程(図3、5の反転部114参照)と、反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112において拡がり、この拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤(図3、4の接着剤供給器E2から供給されるホットメルト接着剤31参照)を供給して接着する接着工程を備える(図3、5参照)。
【0012】
また、上述の特定の工程をこの順に備えることで、両側端部が封止剤21により接着されて封止され、且つ幅方向の略中央部がホットメルト接着剤31により接合され、長手方向の端部のヒダ部113aも含め、全体が強固に一体となるとともに、端部のヒダ部113aの外側面には接着剤31が塗布されていないため優れた外観を有する濾過体100とすることができる(図1、2参照)。
【0013】
前記「塗布工程」では、帯状の濾材11の表面側111の幅方向の両側端部に封止剤21が塗布される(図4の封止剤供給器E1から供給される封止剤21参照)。
前記「濾材11」は、帯状であることを除いて特に限定されず、幅等の寸法は濾過体100の所要寸法及び用途等によって設定すればよい。また、材質は濾過体100の用途等によって選定すればよい。濾材11としては、不織布、織布、濾紙、多孔質樹脂シート等が挙げられ、不織布からなる濾材が用いられることが多い。
【0014】
また、前記「封止剤21」としては、例えば、ポリオレフィン系樹脂、ポリエステル系樹脂及びポリアミド系樹脂等が挙げられ、これらの封止剤21は特に限定されず、いずれの封止剤21を用いてもよい。更に、前記「両側端部」は、濾材11の幅方向の端部近傍であり、濾材11の端面から所定幅の帯状部であってもよく、端面より内方の端面近傍の所定幅の帯状部であってもよい。また、封止剤21は、例えば、ベルトコンベア上に載置され、所定速度で移送される濾材11に、上方に配置された封止剤供給器E1から供給し、塗布することができる。
【0015】
前記「封止工程」では、幅方向の両側端部に封止剤21が塗布された濾材11を、山と谷とが交互に形成されるように長手方向に折り畳み、濾材11の長手方向に連続する複数のヒダ部113が形成される。これにより、隣接する複数のヒダ部113の壁面同士が封止剤21により接着され、封止される(図3参照)。このようにしてヒダ部113の濾材11の表面側111に相当する一面側の幅方向の両側端部が封止された折り畳み構造1が形成される(図3、4参照)。尚、この折り畳み構造1は、封止剤21により接着され、封止されてはいるが、ホットメルト接着剤31による接合はされていない。
【0016】
また、上述のようにして形成された折り畳み構造1が反転工程に供される。この場合、封止剤21の塗布から反転工程までの時間は特に限定されないが、作業の効率の観点では、短時間であることが好ましい。従って。短時間で硬化し、ヒダ部113間を十分な強度で接着させ、封止させることができる封止剤21を用いることが好ましい。このような封止剤21としては、例えば、熱硬化性樹脂及び紫外線、レーザー光等の照射により硬化する光硬化性樹脂を含有し、短時間で反応し、硬化する封止剤21を用いることが好ましい。
【0017】
前記「反転工程」では、封止工程後の濾材11を表面側111、即ち、封止された側が内側になるように折り返して反転させる(図3、5の反転部114参照)。この反転の際、前述の塗布工程で、封止剤21は濾材11の裏面側112には塗布されないため、裏面側112では隣り合うヒダ部113間は封止されておらず、反転に伴ってヒダ部113間が拡がることになる。
【0018】
前記「接着工程」では、反転工程での反転に伴い、隣接する複数のヒダ部113同士の間隔が濾材11の裏面側112、即ち、封止剤21により封止されていない側において拡がり、この拡がった拡開間隔部の濾材11の幅方向の略中央部に、ホットメルト接着剤が供給され、ヒダ部113間が接合される(図3参照)。尚、反転に伴い、ヒダ部113の間隔が拡がるのは、折り畳み構造1が円弧状となった箇所においてであり、このように拡がったヒダ部113間の内部にまでホットメルト接着剤31を容易に入り込ませることができ、ヒダ部113の壁面間をより強固に接合させることができる。一方、折り畳み構造1が直線状となっている箇所では隣り合うヒダ部113間は接しており、ホットメルト接着剤31を供給しても、ヒダ部113間の内部にまで侵入させることは困難である(上面のみに接合部3が形成されている図6参照)。
【0019】
また、ヒダ部113間の間隔が拡がった箇所では、拡がったヒダ部113が、上方、側方及び下方のいずれかを向いている(図3参照)。そして、供給された接着剤31をヒダ部113間の内部にまで入り込ませるためには、拡がったヒダ部113の壁面のうちのホットメルト接着剤31が供給される壁面(図3の壁面115参照)は、斜め上方を向いている必要がある。接着剤31が供給される壁面115が斜め上方を向いておれば、折り畳み構造1の上方に配置された接着剤供給器E2から接着剤31を流下させ、拡がったヒダ部113間に容易に供給することができるとともに、ヒダ部113間に供給された接着剤31を内部に向かってより容易に入り込ませることができる(図3参照)。
【0020】
上述のように、ホットメルト接着剤31が供給される壁面は、斜め上方を向いている必要がある。この場合、接着剤31が供給される壁面が、供給される接着剤31が壁面に接触するときに、斜め上方を向いておればよいが、接着剤31が接触する壁面(図3の壁面115参照)が、水平に対して45度以上90度未満の角度、好ましくは55〜75度の角度で傾斜しているように、接着剤供給器E2(接着剤供給部)が配置されていることが好ましい(図3の角度θ参照)。これにより、供給された接着剤31を、拡がったヒダ部113間に容易に供給することができるとともに、供給された接着剤31を内部に向かってより容易に入り込ませることができる。
【0021】
尚、長手方向に所定の寸法を有する濾過体100とするため、製造工程のいずれかの段階で長手方向に切断する工程が必要となるが、濾材11、封止剤21が塗布された濾材11、折り畳み構造1、及び接着工程後の長寸法の濾過体、のいずれを所定寸法に切断してもよい。通常、折り畳み構造1が所定寸法に切断される。
【0022】
本発明の濾過体100(図1、2参照)の製造方法では、以上、詳述した特定の工程をこの順に備えることで、幅方向の両側端部が封止され、幅方向の略中央部が接合され、全体が強固に一体となった濾過体100とすることができる(図1、2参照)。また、この濾過体100は、通常、濾過体支持部材5に配置させて用いられる。濾過体支持部材5の形状及び寸法は、特に限定されないが、例えば、濾過体支持部材5は、濾過体100の外周側に周設される枠体とすることができる(図2参照)。
【0023】
また、濾過体支持部材5の材質も特に限定されないが、例えば、合成樹脂を用いることができる。この合成樹脂としては、各種の合成樹脂を特に限定されることなく用いることができる。合成樹脂としては、例えば、ポリスチレン系樹脂、ポリエチレン及びポリプロピレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、ポリエチレンテレフタレート及びポリブチレンテレフタレート等のポリエステル系樹脂、ポリアミド系樹脂、ポリアセタール系樹脂、及びポリウレタン系樹脂等が挙げられる。濾過体支持部材5は、各種のゴムを用いて成形することもできる。
【0024】
更に、上述のように、濾過体支持部材5に支持された濾過体100は、濾過体収容容器に収容され、各種の用途における濾過器として用いられる。濾過体収容容器は、収容された濾過体100を間にして、被濾過流体が流入し、流通する側の被濾過流体流通室と、濾過後の処理流体が濾過体100から流出し、流通する側の処理流体流通室とを備える。また、被濾過流体流通室には、被濾過流体を流入させるための流入孔が設けられ、処理流体流通室には、処理流体を流出させるための流出孔が設けられている。
【0025】
また、濾過体収容容器の材質も特に限定されないが、例えば、合成樹脂を用いることができる。この合成樹脂としては、前述の濾過体支持部材5の材質として例示した各種の合成樹脂を特に限定されることなく用いることができる。更に、被濾過流体流通室に設けられる流入孔の位置、及び処理流体流通室に設けられる流出孔の位置、も特に限定されない。
【0026】
尚、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施態様を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その態様において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施態様を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0027】
本発明は、流体を濾過する濾過体の技術分野において利用することができる。特に、車両におけるオイル、エア、燃料等の濾過に用いられる濾過器に配設されて用いられる濾過体の技術分野において好適に利用することができる。より具体的には、自動変速機用オイルの濾過、エンジンオイル及び油圧装置等のオイルの濾過、及び燃料等の各種の流体の濾過などの技術分野において利用することができる。
【符号の説明】
【0028】
100、101、102;濾過体、1;折り畳み構造、11;帯状の濾材、111;濾材の表面側、112;濾材の裏面側、113;ヒダ部、113a;長手方向の端部のヒダ部、114;反転部、115;ホットメルト接着剤が供給される壁面、2;封止部、21;封止剤、3;接合部、31;ホットメルト接着剤、32;最外側のヒダ部の外側面の接合部、4;外れたヒダ部、5;濾過体支持部材、6;濾過体側部支持枠、E1;封止剤供給器、E2;接着剤供給器。
【特許請求の範囲】
【請求項1】
帯状の濾材の表面側の両側端部に封止剤を塗布する塗布工程と、
前記濾材を、山と谷が交互に形成されてなる複数のヒダ部が、前記濾材の長手方向に連続するように折り畳みつつ、隣接する前記複数のヒダ部同士の前記濾材の前記表面側を前記封止剤により接着して封止する封止工程と、
前記封止工程後の前記濾材を前記表面側が内側になるように折り返して反転させる反転工程と、
前記反転に伴い、前記隣接する前記複数のヒダ部同士の間隔が前記濾材の裏面側において拡がり、この拡がった拡開間隔部の前記濾材の幅方向の略中央部に、ホットメルト接着剤を供給して接着する接着工程と、を備え、
両側端部が封止され、幅方向の略中央部が接合された濾過体を製造することを特徴とする濾過体の製造方法。
【請求項2】
前記ホットメルト接着剤は、接着剤供給部から供給され、
供給された前記ホットメルト接着剤が前記ヒダ部の壁面に接触するとき、前記壁面が水平に対して45度以上90度未満の角度で傾斜しているように、前記接着剤供給部が配置されている請求項1に記載の濾過体を製造する製造方法。
【請求項1】
帯状の濾材の表面側の両側端部に封止剤を塗布する塗布工程と、
前記濾材を、山と谷が交互に形成されてなる複数のヒダ部が、前記濾材の長手方向に連続するように折り畳みつつ、隣接する前記複数のヒダ部同士の前記濾材の前記表面側を前記封止剤により接着して封止する封止工程と、
前記封止工程後の前記濾材を前記表面側が内側になるように折り返して反転させる反転工程と、
前記反転に伴い、前記隣接する前記複数のヒダ部同士の間隔が前記濾材の裏面側において拡がり、この拡がった拡開間隔部の前記濾材の幅方向の略中央部に、ホットメルト接着剤を供給して接着する接着工程と、を備え、
両側端部が封止され、幅方向の略中央部が接合された濾過体を製造することを特徴とする濾過体の製造方法。
【請求項2】
前記ホットメルト接着剤は、接着剤供給部から供給され、
供給された前記ホットメルト接着剤が前記ヒダ部の壁面に接触するとき、前記壁面が水平に対して45度以上90度未満の角度で傾斜しているように、前記接着剤供給部が配置されている請求項1に記載の濾過体を製造する製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−78731(P2013−78731A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−220485(P2011−220485)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]