
熔融石英ガラス
【課題】 プラズマ・エッチンを利用する半導体製造用部材、液晶製造用部材、MEMS製造用部材に好適に利用可能な低発塵性の熔融石英ガラスを安価に提供する。
【解決手段】 異物欠陥部の局部濃度においてハロゲン化物ガスに耐食性を有する元素の占める割合が0.4重量%未満、好ましくは異物欠陥部におけるZrとAlの濃度が共に0.1重量%未満であることを特徴とする、天然シリカを原料に用いてなる低発塵性に優れた熔融石英ガラスであり、このような熔融石英ガラスは、熔融石英ガラス製造時に熔湯を流動させ、熔湯内部に剪断応力を発生させることにより製造することができる。また、このような熔融石英ガラスは、シュリーレン法で観察される微小異物欠陥部が1.3mm以上の長さを有するものである。
【解決手段】 異物欠陥部の局部濃度においてハロゲン化物ガスに耐食性を有する元素の占める割合が0.4重量%未満、好ましくは異物欠陥部におけるZrとAlの濃度が共に0.1重量%未満であることを特徴とする、天然シリカを原料に用いてなる低発塵性に優れた熔融石英ガラスであり、このような熔融石英ガラスは、熔融石英ガラス製造時に熔湯を流動させ、熔湯内部に剪断応力を発生させることにより製造することができる。また、このような熔融石英ガラスは、シュリーレン法で観察される微小異物欠陥部が1.3mm以上の長さを有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体製造用部材、液晶製造用部材、MEMS(Micro Electro Mechanical System)製造用部材等として好適に利用可能な低発塵性の熔融石英ガラスおよびそれを安価に製造する方法に関する。
【背景技術】
【0002】
半導体製造工程や液晶製造工程においてはパーティクルの低減が一つの重要な解決課題であるが、その発生原因は極めて多岐に渡っている上、求められるパーティクルの数・サイズは半導体を構成する線幅の縮小に伴い年々厳しくなっており、解決は容易ではない。パーティクルの発生原因は多数存在するが、その1例としてエッチング装置部材表面の微小突起が挙げられる。これは、突起部に電荷が集中することで異常放電が発生し、突起を構成する物質が飛散することが原因であり、突起が大きいほどパーティクル発生の危険性も増すことが知られている。
【0003】
一方、石英ガラスは極めて高純度でありながら高温耐性や加工性に優れ、かつ比較的安価な材料であるため、半導体製造や液晶製造用途に必要不可欠な素材である。特に合成石英ガラスに比べ安価な熔融石英ガラスは使用頻度も高く、必須の素材である。しかしながら、合成石英ガラスに比べ熔融石英ガラスには、異物に由来する多くの欠陥が存在しており、特に天然シリカ原料を用いた熔融石英ガラスには、多くの微小異物欠陥が存在する欠点がある(非特許文献1参照)。これらの異物としては、多くの熔融石英ガラス中に不純物として存在するAlや、La,Ce等のIIIA族元素、IVA族のZr,Tiや、IIA族のCa,Mgを例示することができる。
【0004】
【非特許文献1】川副博司 他編、「非晶質シリカ材料応用ハンドブック」(1999年)、P.125
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、プラズマ・エッチングによる熔融石英ガラスの腐蝕において、熔融石英ガラス表面に異常形状が出現しにくく、ひいては熔融石英ガラスの原料に由来する発塵や異常放電が低減可能な素材を提供することを目的としている。
【課題を解決するための手段】
【0006】
かかる課題を解決するため、本発明者らは、熔融石英ガラス表面にハロゲン化物ガスを用いたプラズマ・エッチングを行い、エッチング前後の表面形状について詳しく調べた結果、表面に露出した微小異物欠陥部では、もとの形状を反映した独特の凹凸がプラズマ・エッチング後に発生し、更にこの凹凸の大小は微小異物欠陥の組成と金属不純物の局部濃度に依存することを見出した。そして、この知見に基づいて鋭意検討を重ねた結果、熔融石英ガラス中に存在する微小異物欠陥部において、ハロゲン化物ガスに耐食性を有する元素の占める割合が0.4重量%未満であることを特徴とする、天然シリカを原料に用いた熔融石英ガラスが、上記課題を解決可能であることを見出すと共に、当該熔融石英ガラスにおいて、シュリーレン法により観察される異物欠陥の長さが1.3mm以上の長さを有することを見出し、本発明を完成するに至った。
【0007】
即ち、本発明は、天然シリカを原料とする熔融石英ガラスにおいて、異物欠陥部に存在するハロゲン化物ガスに耐食性を有する元素の濃度が0.4重量%未満であることを特徴とする熔融石英ガラス及びその製造方法に関する。
【0008】
以下、さらに詳しく本発明を説明する。
【0009】
熔融石英ガラス中の微小異物欠陥は、主として原料である天然シリカ粉末中に存在する異物が原因である。そのため、天然シリカ粉末を原料として用いる限り、微小異物欠陥を完全に回避することは極めて困難である。本発明者らは、原料として、異物の発生原因となる不純物を殆ど含有しない非晶質高純度合成シリカ粉末を用いて熔融石英ガラスを製造すると、原料が高価なためコスト高になるものの、微小異物欠陥をほぼ皆無にすることが可能であること、及び天然シリカ粉末と非晶質高純度合成シリカ粉末とを混合して用いると、その混合割合に応じて微小異物欠陥が減少することを確認した。
【0010】
また、異物の存在しない天然シリカ粉末を原料として用いたとしても同様に微小異物欠陥を大幅に低減させることが可能であろうが現実的ではなく、また、原料である天然シリカ粉末の粒度を細かくし洗浄を行うことにより天然シリカ粉末中の異物を除去し、熔融石英ガラス中の微小異物欠陥を大幅に低減させることも考えられるが、原料粉末の微細化により熔融困難になる可能性がある上、この粉砕洗浄工程はコスト高の要因となってしまう。
【0011】
そこで本発明者らは、微小異物欠陥を取り除いたり、その数を減らすかわりに、微小異物欠陥の局部濃度を低下、すなわち希薄化すれば、低コストで微小異物欠陥の影響を抑制できることを見出した。ここで言う希薄化とは異物欠陥部における偏析の度合いを低減させることを意味する。
【0012】
本発明においては、微小異物欠陥部に存在する、プラズマ・エッチングに対する耐食性元素の局部濃度を0.4重量%未満とする。局部濃度を0.4重量%未満とすることにより、プラズマ・エッチング後の掘れ残りによる凹凸が小さくなり、発塵が抑制される。
【0013】
なお、本発明でいうプラズマ・エッチングに対する耐食性元素とは、例えば、Al、Na、Ca、Mg、Zr、Y、La、Ceを例示することができ、プラズマとしては、フッ素、塩素等のハロゲンガスや、CF4、SF6、NF3、BCl3のようなハロゲン化物ガスのプラズマを例示することができる。
【0014】
局部濃度として、好ましくは、耐食性元素のうちZrの局部濃度が0.4重量%未満で、かつAlの局部濃度が0.1重量%未満であり、更に好ましくは、Zr及びAlの濃度が共に0.1重量%未満である。
【0015】
本発明でいう局部濃度の値は、次のような測定方法により求めた値である。即ち、被測定物である熔融石英ガラスを90mm×90mm×10mmに切断したサンプルを1枚準備する。この際、90mm×90mmの面は両面共に光学研磨を行う。次いで、サンプルに対してその研磨面全域をノマルスキー顕微鏡で観察し、最も明瞭に確認できる微小異物欠陥を5つ選定し、マーキングを行う。この観察は通常の光学顕微鏡では極めて困難であるため、屈折率差に鋭敏なノマルスキー顕微鏡が必須である。そして、この5つの微小異物欠陥に対しEPMAによる定量分析を実施し、それぞれの微小異物欠陥から得られた値の平均値を前述の局部濃度としている。なお、EPMA分析時には、電子線が微小異物欠陥部にのみ照射されるよう留意した。
【0016】
ところで、EPMAによる局部濃度の測定は、日数とコストを要するため、これを日常の工程管理に用いることは困難を伴う。そこで、本発明者らはEPMA測定の代替手段を検討したところ、シュリーレン法による、熔融石英ガラス中の異物欠陥部の長さを測定する方法を併せて見出した。
【0017】
シュリーレン法とは、屈折率差に極めて鋭敏な観察法であり、気体の密度差を観察したり、ガラス中の欠陥を観察するために用いられる装置である。この装置は、所定の場所にサンプルを置くだけで即時観察が可能となるため、極めて簡便に用いることができ、又、装置価格も安価である。
【0018】
このシュリーレン法を用いて、前述の石英ガラス(90mm×90mm×10mm)を観察したところ、異物欠陥部が1.3mm以上の長さに伸展していれば、微小異物欠陥部の局部濃度が0.4重量%未満であるとの相関関係が成立することが判明した。
【0019】
しかしながら、この測定方法においては、サンプル調製時の切断方向について留意する必要がある。微小異物欠陥の形状は、製法に強く依存すると同時に、微小異物欠陥を見やすい切断方向(観察方向)が存在する。観察に最適な切断方向は製法や切断箇所により異なるため一概に述べることはできないが、例えば、原料粉末を落下させる際に酸水素炎や電気加熱によりこれを熔融し、熔融したガラスを徐々に堆積させるベルヌイ法では、原料粉末の落下地点を含み、かつ重力方向に平行な面で切断することにより、最も明瞭に微小異物欠陥を観察することが可能である。もし、最適な切断方向が判らなければ、少なくとも切断方向が直交する3つの切断サンプルを用意し、それぞれをシュリーレン法で観察する必要がある。
【0020】
また、観察対象の大きさは、本発明の熔融石英ガラスの主たる用途がプラズマ・エッチャー工程用の治具であることを考慮すれば、その部材に相当する大きさ全域で微小異物欠陥の長さが1.3mm以上であることが確認されることが望ましいが、実際には最低でも30mm×30mm×10mmの大きさのサンプルを観察すれば一応の傾向は把握可能である。逆にこれより小さなサイズでは信頼性に乏しく、望ましくない。
【0021】
なお、プラズマ・エッチングに用いる部材全てを低発塵性である本発明の熔融石英ガラスで構成する必要はなく、腐蝕される部位にのみ、この熔融石英ガラスを用いれば十分と言えるが、その場合は腐蝕部位全域に渡って微小異物欠陥部の局部濃度が0.4重量%未満である必要がある。
【0022】
本発明に規定する局部濃度をもつ熔融石英ガラスを製造する方法としては、例えば、熔融石英ガラスの製造時にシリカ熔湯を流動させ、熔湯内部に剪断応力を発生させる方法を例示することができる。これは、透明な水飴の中に着色した水飴を1滴たらし、水飴全体を攪拌する作業に似ている。攪拌する前は明瞭に着色して見える水飴も、攪拌が進むに従い伸展され透明に近づいていく。これと同様に、原料シリカの熔融時、熔融石英ガラスの熔湯は高粘度ながら液体状態になっているため、この状態で熔湯を流動させれば微小異物欠陥は少なからず剪断応力を受け伸展されることとなり、その局部濃度は希薄化される。
【0023】
熔湯を流動させる方法としては、ベルヌイ法や引き下げ法等いくつかを例示可能であるが、大型インゴットが得られ、かつ熔湯の流動距離が長く、更に炉壁との温度差で剪断応力が発生しやすいことから、ベルヌイ法が好ましい。
【0024】
しかしながら、シリカ熔湯をどのような条件で流動させて熔湯内部に剪断応力を与えれば、本発明に規定する局部濃度をもつ熔融石英ガラスを製造可能であるかについては、熔湯が高温下にあることから直接剪断応力の大きさを測定することはできず、又、炉の大きさや炉壁と熔湯との距離も関係するため、一概に具体的条件を提示するのは困難である。但し、本発明が属する分野における通常の知識を有する、いわゆる当業者にとってトライアンドエラーによりこの製造条件を決定することは、過度の負担にはならず、容易に決定できるものと考えられる。
【発明の効果】
【0025】
本発明の熔融石英ガラスは、原料シリカ粉末に由来する微小異物欠陥が希薄化されているため、プラズマ・エッチング時のパーティクル発生と異常放電が少ない特徴を持つことから、プラズマ・エッチング工程で用いられる半導体製造用部材、液晶製造用部材、MEMS製造用部材等として好適に利用可能であるだけでなく、これを現行素材と遜色ない程度に安価に製造することが可能である。
【実施例】
【0026】
以下、実施例を示し、本発明を更に詳細に説明するが、本発明はこれら実施例になんら限定されるものではない。なお、各評価方法は以下に示すとおりである。
【0027】
<異物欠陥部の不純物の局部濃度の測定>
熔融石英ガラスを90mm×90mm×10mmに切断したサンプルを1枚準備し、90mm×90mmの面は両面共に光学研磨を行った後、サンプルに対してその研磨面全域をノマルスキー顕微鏡で観察し、最も明瞭に確認できる微小異物欠陥を5つ選定し、マーキングを行った。次に、この5つの微小異物欠陥をもつ熔融石英ガラス表面にカーボン蒸着を施し導電性を与えた後、EPMA(Electron Probe Micro Analyzer: 島津製作所製、商品名「EPMA1610」)を用い、1次電子線の加速電圧15kV、電流量150nA、プローブ径φ10μmの条件で定量分析を行い、サンプルより得られた値の平均値を局部濃度とした。分析時には電子線が全て異物欠陥部にのみ照射されるよう留意した。
【0028】
<異物欠陥長さの測定>
シュリーレン観察装置(溝尻光学工業所製、商品名「欠陥可視化装置SLM−10型」)を用い両面を光学研磨した90mm×90mm(厚さ10mm)の石英ガラス全域を観察し、大きな異物欠陥を5つ以上選び、その長さの平均値を異物欠陥長さとした。
【0029】
<プラズマ・エッチング>
ANELVA製の反応性イオンエッチング装置、商品名「DEM−451」を用いて石英ガラス・サンプルのプラズマ・エッチングを行った。エッチング時にはCF4ガス、O2ガス及びArガスを流しチャンバー内を14Paとし、50Wで48時間のエッチングを行った。
【0030】
<掘れ残り高さの測定>
プラズマ・エッチングにより生じた凹凸は走査型レーザー顕微鏡(キーエンス社製、商品名「VK−9500/VK−9510」)により観察/測定した。
【0031】
実施例1
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて1200mm×1200mm×300mm(高さ)の石英ガラスを製造した。異物欠陥長さは2.1mmであった。
【0032】
この石英ガラス・ブロックの中心を通りかつ底面に垂直な90mm×90mm×10mmの板材を切り出し、板材表面の微小異物欠陥部の不純物局部濃度を調べたところ、不純物元素を検出することはできなかった。プラズマ・エッチング後に異物欠陥部の高さ、すなわち掘れ残り高さを計測すると、その値は0.1μm未満であった。
【0033】
実施例2
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて1200mm×1200mm×200mm(高さ)の石英ガラスを製造した。異物欠陥長さは2.4mmであった。
【0034】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは0.3μmと極僅かであった。
【0035】
実施例3
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて900mm×900mm×250mm(高さ)の石英ガラスを製造した。異物欠陥長さは1.8mmであった。
【0036】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは0.4μmと極僅かであった。
【0037】
実施例4
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて600mm×600mm×200mm(高さ)の石英ガラスを製造した。異物欠陥長さは1.3mmであった。
【0038】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは1.7μmであった。
【0039】
比較例1
天然水晶を粉砕・洗浄して得た粉末を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、コラム炉方式の側壁を持たない炉底中央部に堆積させ、炉の外周方向に伸展させて200mmφ×500mm(高さ)の石英ガラスを製造した。異物欠陥長さは0.5mmであった。
【0040】
実施例1と同様の手順で評価を行ったところ、不純物元素としてAlが0.1wt%検出された。プラズマ・エッチング後には高さ11.0μmの巨大な掘れ残りが発生し、異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0041】
比較例2
天然水晶をカーボン容器に充填し、電気溶融法により減圧下、1800℃以上の温度で熔融することで熔融石英ガラスを製造した。異物欠陥は0.2mmの球状であった。
【0042】
実施例1と同様の手順で評価を行ったところ、異物欠陥部からは0.4wt%のZrが不純物として検出され、プラズマ・エッチング後には高さ7.1μmの巨大な掘れ残りが発生し、異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0043】
比較例3
比較例2と同じ製法で、かつ別バッチで製造した熔融石英ガラスからZrが0.5wt%検出された。この石英ガラスでは、プラズマ・エッチング後に9.9μmの巨大な異物欠陥部の掘れ残りが発生し、やはり異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0044】
上記実施例1〜4及び比較例1〜3における熔融石英ガラスにつき、そのプラズマ・エッチング前のZr濃度、Al濃度及び異物欠陥長さ並びにプラズマ・エッチング後の掘れ残り高さをまとめたものを表1に示す。
【0045】
なお、上記実施例及び比較例は、天然珪砂粉末に由来する微小異物欠陥について行った結果であるが、微小異物欠陥がアルミナ耐火煉瓦やジルコニア質耐火煉瓦に由来するものであったとしても同様の結果となることは当業者であれば明らかである。
【0046】
【表1】

【図面の簡単な説明】
【0047】
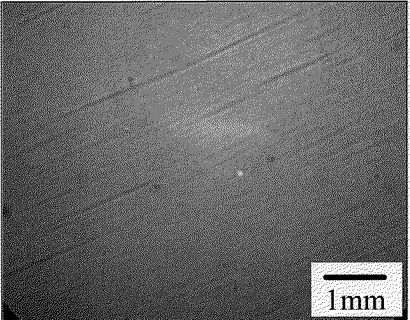
【図1】実施例1における熔融石英ガラスをシュリーレン法により観察した図を示す。
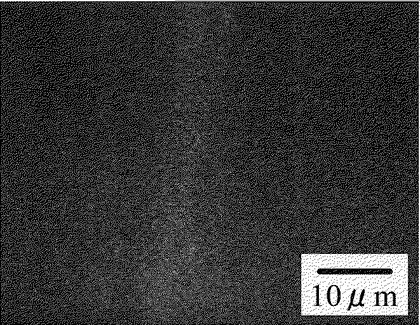
【図2】実施例1におけるプラズマ・エッチング後の熔融石英ガラス表面を示す図である。
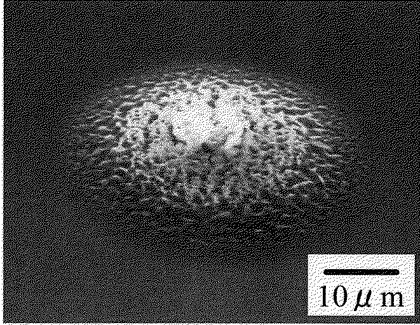
【図3】比較例3におけるプラズマ・エッチング後の熔融石英ガラス表面を示す図である。
【技術分野】
【0001】
本発明は、半導体製造用部材、液晶製造用部材、MEMS(Micro Electro Mechanical System)製造用部材等として好適に利用可能な低発塵性の熔融石英ガラスおよびそれを安価に製造する方法に関する。
【背景技術】
【0002】
半導体製造工程や液晶製造工程においてはパーティクルの低減が一つの重要な解決課題であるが、その発生原因は極めて多岐に渡っている上、求められるパーティクルの数・サイズは半導体を構成する線幅の縮小に伴い年々厳しくなっており、解決は容易ではない。パーティクルの発生原因は多数存在するが、その1例としてエッチング装置部材表面の微小突起が挙げられる。これは、突起部に電荷が集中することで異常放電が発生し、突起を構成する物質が飛散することが原因であり、突起が大きいほどパーティクル発生の危険性も増すことが知られている。
【0003】
一方、石英ガラスは極めて高純度でありながら高温耐性や加工性に優れ、かつ比較的安価な材料であるため、半導体製造や液晶製造用途に必要不可欠な素材である。特に合成石英ガラスに比べ安価な熔融石英ガラスは使用頻度も高く、必須の素材である。しかしながら、合成石英ガラスに比べ熔融石英ガラスには、異物に由来する多くの欠陥が存在しており、特に天然シリカ原料を用いた熔融石英ガラスには、多くの微小異物欠陥が存在する欠点がある(非特許文献1参照)。これらの異物としては、多くの熔融石英ガラス中に不純物として存在するAlや、La,Ce等のIIIA族元素、IVA族のZr,Tiや、IIA族のCa,Mgを例示することができる。
【0004】
【非特許文献1】川副博司 他編、「非晶質シリカ材料応用ハンドブック」(1999年)、P.125
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、プラズマ・エッチングによる熔融石英ガラスの腐蝕において、熔融石英ガラス表面に異常形状が出現しにくく、ひいては熔融石英ガラスの原料に由来する発塵や異常放電が低減可能な素材を提供することを目的としている。
【課題を解決するための手段】
【0006】
かかる課題を解決するため、本発明者らは、熔融石英ガラス表面にハロゲン化物ガスを用いたプラズマ・エッチングを行い、エッチング前後の表面形状について詳しく調べた結果、表面に露出した微小異物欠陥部では、もとの形状を反映した独特の凹凸がプラズマ・エッチング後に発生し、更にこの凹凸の大小は微小異物欠陥の組成と金属不純物の局部濃度に依存することを見出した。そして、この知見に基づいて鋭意検討を重ねた結果、熔融石英ガラス中に存在する微小異物欠陥部において、ハロゲン化物ガスに耐食性を有する元素の占める割合が0.4重量%未満であることを特徴とする、天然シリカを原料に用いた熔融石英ガラスが、上記課題を解決可能であることを見出すと共に、当該熔融石英ガラスにおいて、シュリーレン法により観察される異物欠陥の長さが1.3mm以上の長さを有することを見出し、本発明を完成するに至った。
【0007】
即ち、本発明は、天然シリカを原料とする熔融石英ガラスにおいて、異物欠陥部に存在するハロゲン化物ガスに耐食性を有する元素の濃度が0.4重量%未満であることを特徴とする熔融石英ガラス及びその製造方法に関する。
【0008】
以下、さらに詳しく本発明を説明する。
【0009】
熔融石英ガラス中の微小異物欠陥は、主として原料である天然シリカ粉末中に存在する異物が原因である。そのため、天然シリカ粉末を原料として用いる限り、微小異物欠陥を完全に回避することは極めて困難である。本発明者らは、原料として、異物の発生原因となる不純物を殆ど含有しない非晶質高純度合成シリカ粉末を用いて熔融石英ガラスを製造すると、原料が高価なためコスト高になるものの、微小異物欠陥をほぼ皆無にすることが可能であること、及び天然シリカ粉末と非晶質高純度合成シリカ粉末とを混合して用いると、その混合割合に応じて微小異物欠陥が減少することを確認した。
【0010】
また、異物の存在しない天然シリカ粉末を原料として用いたとしても同様に微小異物欠陥を大幅に低減させることが可能であろうが現実的ではなく、また、原料である天然シリカ粉末の粒度を細かくし洗浄を行うことにより天然シリカ粉末中の異物を除去し、熔融石英ガラス中の微小異物欠陥を大幅に低減させることも考えられるが、原料粉末の微細化により熔融困難になる可能性がある上、この粉砕洗浄工程はコスト高の要因となってしまう。
【0011】
そこで本発明者らは、微小異物欠陥を取り除いたり、その数を減らすかわりに、微小異物欠陥の局部濃度を低下、すなわち希薄化すれば、低コストで微小異物欠陥の影響を抑制できることを見出した。ここで言う希薄化とは異物欠陥部における偏析の度合いを低減させることを意味する。
【0012】
本発明においては、微小異物欠陥部に存在する、プラズマ・エッチングに対する耐食性元素の局部濃度を0.4重量%未満とする。局部濃度を0.4重量%未満とすることにより、プラズマ・エッチング後の掘れ残りによる凹凸が小さくなり、発塵が抑制される。
【0013】
なお、本発明でいうプラズマ・エッチングに対する耐食性元素とは、例えば、Al、Na、Ca、Mg、Zr、Y、La、Ceを例示することができ、プラズマとしては、フッ素、塩素等のハロゲンガスや、CF4、SF6、NF3、BCl3のようなハロゲン化物ガスのプラズマを例示することができる。
【0014】
局部濃度として、好ましくは、耐食性元素のうちZrの局部濃度が0.4重量%未満で、かつAlの局部濃度が0.1重量%未満であり、更に好ましくは、Zr及びAlの濃度が共に0.1重量%未満である。
【0015】
本発明でいう局部濃度の値は、次のような測定方法により求めた値である。即ち、被測定物である熔融石英ガラスを90mm×90mm×10mmに切断したサンプルを1枚準備する。この際、90mm×90mmの面は両面共に光学研磨を行う。次いで、サンプルに対してその研磨面全域をノマルスキー顕微鏡で観察し、最も明瞭に確認できる微小異物欠陥を5つ選定し、マーキングを行う。この観察は通常の光学顕微鏡では極めて困難であるため、屈折率差に鋭敏なノマルスキー顕微鏡が必須である。そして、この5つの微小異物欠陥に対しEPMAによる定量分析を実施し、それぞれの微小異物欠陥から得られた値の平均値を前述の局部濃度としている。なお、EPMA分析時には、電子線が微小異物欠陥部にのみ照射されるよう留意した。
【0016】
ところで、EPMAによる局部濃度の測定は、日数とコストを要するため、これを日常の工程管理に用いることは困難を伴う。そこで、本発明者らはEPMA測定の代替手段を検討したところ、シュリーレン法による、熔融石英ガラス中の異物欠陥部の長さを測定する方法を併せて見出した。
【0017】
シュリーレン法とは、屈折率差に極めて鋭敏な観察法であり、気体の密度差を観察したり、ガラス中の欠陥を観察するために用いられる装置である。この装置は、所定の場所にサンプルを置くだけで即時観察が可能となるため、極めて簡便に用いることができ、又、装置価格も安価である。
【0018】
このシュリーレン法を用いて、前述の石英ガラス(90mm×90mm×10mm)を観察したところ、異物欠陥部が1.3mm以上の長さに伸展していれば、微小異物欠陥部の局部濃度が0.4重量%未満であるとの相関関係が成立することが判明した。
【0019】
しかしながら、この測定方法においては、サンプル調製時の切断方向について留意する必要がある。微小異物欠陥の形状は、製法に強く依存すると同時に、微小異物欠陥を見やすい切断方向(観察方向)が存在する。観察に最適な切断方向は製法や切断箇所により異なるため一概に述べることはできないが、例えば、原料粉末を落下させる際に酸水素炎や電気加熱によりこれを熔融し、熔融したガラスを徐々に堆積させるベルヌイ法では、原料粉末の落下地点を含み、かつ重力方向に平行な面で切断することにより、最も明瞭に微小異物欠陥を観察することが可能である。もし、最適な切断方向が判らなければ、少なくとも切断方向が直交する3つの切断サンプルを用意し、それぞれをシュリーレン法で観察する必要がある。
【0020】
また、観察対象の大きさは、本発明の熔融石英ガラスの主たる用途がプラズマ・エッチャー工程用の治具であることを考慮すれば、その部材に相当する大きさ全域で微小異物欠陥の長さが1.3mm以上であることが確認されることが望ましいが、実際には最低でも30mm×30mm×10mmの大きさのサンプルを観察すれば一応の傾向は把握可能である。逆にこれより小さなサイズでは信頼性に乏しく、望ましくない。
【0021】
なお、プラズマ・エッチングに用いる部材全てを低発塵性である本発明の熔融石英ガラスで構成する必要はなく、腐蝕される部位にのみ、この熔融石英ガラスを用いれば十分と言えるが、その場合は腐蝕部位全域に渡って微小異物欠陥部の局部濃度が0.4重量%未満である必要がある。
【0022】
本発明に規定する局部濃度をもつ熔融石英ガラスを製造する方法としては、例えば、熔融石英ガラスの製造時にシリカ熔湯を流動させ、熔湯内部に剪断応力を発生させる方法を例示することができる。これは、透明な水飴の中に着色した水飴を1滴たらし、水飴全体を攪拌する作業に似ている。攪拌する前は明瞭に着色して見える水飴も、攪拌が進むに従い伸展され透明に近づいていく。これと同様に、原料シリカの熔融時、熔融石英ガラスの熔湯は高粘度ながら液体状態になっているため、この状態で熔湯を流動させれば微小異物欠陥は少なからず剪断応力を受け伸展されることとなり、その局部濃度は希薄化される。
【0023】
熔湯を流動させる方法としては、ベルヌイ法や引き下げ法等いくつかを例示可能であるが、大型インゴットが得られ、かつ熔湯の流動距離が長く、更に炉壁との温度差で剪断応力が発生しやすいことから、ベルヌイ法が好ましい。
【0024】
しかしながら、シリカ熔湯をどのような条件で流動させて熔湯内部に剪断応力を与えれば、本発明に規定する局部濃度をもつ熔融石英ガラスを製造可能であるかについては、熔湯が高温下にあることから直接剪断応力の大きさを測定することはできず、又、炉の大きさや炉壁と熔湯との距離も関係するため、一概に具体的条件を提示するのは困難である。但し、本発明が属する分野における通常の知識を有する、いわゆる当業者にとってトライアンドエラーによりこの製造条件を決定することは、過度の負担にはならず、容易に決定できるものと考えられる。
【発明の効果】
【0025】
本発明の熔融石英ガラスは、原料シリカ粉末に由来する微小異物欠陥が希薄化されているため、プラズマ・エッチング時のパーティクル発生と異常放電が少ない特徴を持つことから、プラズマ・エッチング工程で用いられる半導体製造用部材、液晶製造用部材、MEMS製造用部材等として好適に利用可能であるだけでなく、これを現行素材と遜色ない程度に安価に製造することが可能である。
【実施例】
【0026】
以下、実施例を示し、本発明を更に詳細に説明するが、本発明はこれら実施例になんら限定されるものではない。なお、各評価方法は以下に示すとおりである。
【0027】
<異物欠陥部の不純物の局部濃度の測定>
熔融石英ガラスを90mm×90mm×10mmに切断したサンプルを1枚準備し、90mm×90mmの面は両面共に光学研磨を行った後、サンプルに対してその研磨面全域をノマルスキー顕微鏡で観察し、最も明瞭に確認できる微小異物欠陥を5つ選定し、マーキングを行った。次に、この5つの微小異物欠陥をもつ熔融石英ガラス表面にカーボン蒸着を施し導電性を与えた後、EPMA(Electron Probe Micro Analyzer: 島津製作所製、商品名「EPMA1610」)を用い、1次電子線の加速電圧15kV、電流量150nA、プローブ径φ10μmの条件で定量分析を行い、サンプルより得られた値の平均値を局部濃度とした。分析時には電子線が全て異物欠陥部にのみ照射されるよう留意した。
【0028】
<異物欠陥長さの測定>
シュリーレン観察装置(溝尻光学工業所製、商品名「欠陥可視化装置SLM−10型」)を用い両面を光学研磨した90mm×90mm(厚さ10mm)の石英ガラス全域を観察し、大きな異物欠陥を5つ以上選び、その長さの平均値を異物欠陥長さとした。
【0029】
<プラズマ・エッチング>
ANELVA製の反応性イオンエッチング装置、商品名「DEM−451」を用いて石英ガラス・サンプルのプラズマ・エッチングを行った。エッチング時にはCF4ガス、O2ガス及びArガスを流しチャンバー内を14Paとし、50Wで48時間のエッチングを行った。
【0030】
<掘れ残り高さの測定>
プラズマ・エッチングにより生じた凹凸は走査型レーザー顕微鏡(キーエンス社製、商品名「VK−9500/VK−9510」)により観察/測定した。
【0031】
実施例1
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて1200mm×1200mm×300mm(高さ)の石英ガラスを製造した。異物欠陥長さは2.1mmであった。
【0032】
この石英ガラス・ブロックの中心を通りかつ底面に垂直な90mm×90mm×10mmの板材を切り出し、板材表面の微小異物欠陥部の不純物局部濃度を調べたところ、不純物元素を検出することはできなかった。プラズマ・エッチング後に異物欠陥部の高さ、すなわち掘れ残り高さを計測すると、その値は0.1μm未満であった。
【0033】
実施例2
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて1200mm×1200mm×200mm(高さ)の石英ガラスを製造した。異物欠陥長さは2.4mmであった。
【0034】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは0.3μmと極僅かであった。
【0035】
実施例3
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて900mm×900mm×250mm(高さ)の石英ガラスを製造した。異物欠陥長さは1.8mmであった。
【0036】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは0.4μmと極僅かであった。
【0037】
実施例4
中心径240μmの市販の天然珪砂を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、スラブ炉方式の耐火煉瓦を組み上げて構築した升状の炉の底部中央部に堆積させ、炉の外周方向に伸展させて600mm×600mm×200mm(高さ)の石英ガラスを製造した。異物欠陥長さは1.3mmであった。
【0038】
実施例1と同様の手順で評価を行ったところ、不純物元素は未検出であり、プラズマ・エッチング後の掘れ残り高さは1.7μmであった。
【0039】
比較例1
天然水晶を粉砕・洗浄して得た粉末を、回転する炉の上部から落下させながら酸水素火炎バーナーで溶融させつつ、コラム炉方式の側壁を持たない炉底中央部に堆積させ、炉の外周方向に伸展させて200mmφ×500mm(高さ)の石英ガラスを製造した。異物欠陥長さは0.5mmであった。
【0040】
実施例1と同様の手順で評価を行ったところ、不純物元素としてAlが0.1wt%検出された。プラズマ・エッチング後には高さ11.0μmの巨大な掘れ残りが発生し、異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0041】
比較例2
天然水晶をカーボン容器に充填し、電気溶融法により減圧下、1800℃以上の温度で熔融することで熔融石英ガラスを製造した。異物欠陥は0.2mmの球状であった。
【0042】
実施例1と同様の手順で評価を行ったところ、異物欠陥部からは0.4wt%のZrが不純物として検出され、プラズマ・エッチング後には高さ7.1μmの巨大な掘れ残りが発生し、異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0043】
比較例3
比較例2と同じ製法で、かつ別バッチで製造した熔融石英ガラスからZrが0.5wt%検出された。この石英ガラスでは、プラズマ・エッチング後に9.9μmの巨大な異物欠陥部の掘れ残りが発生し、やはり異常放電やパーティクル発生の原因になることは一目瞭然であった。
【0044】
上記実施例1〜4及び比較例1〜3における熔融石英ガラスにつき、そのプラズマ・エッチング前のZr濃度、Al濃度及び異物欠陥長さ並びにプラズマ・エッチング後の掘れ残り高さをまとめたものを表1に示す。
【0045】
なお、上記実施例及び比較例は、天然珪砂粉末に由来する微小異物欠陥について行った結果であるが、微小異物欠陥がアルミナ耐火煉瓦やジルコニア質耐火煉瓦に由来するものであったとしても同様の結果となることは当業者であれば明らかである。
【0046】
【表1】
【図面の簡単な説明】
【0047】
【図1】実施例1における熔融石英ガラスをシュリーレン法により観察した図を示す。
【図2】実施例1におけるプラズマ・エッチング後の熔融石英ガラス表面を示す図である。
【図3】比較例3におけるプラズマ・エッチング後の熔融石英ガラス表面を示す図である。
【特許請求の範囲】
【請求項1】
天然シリカを原料とする熔融石英ガラスにおいて、異物欠陥部に存在する、ハロゲン化物ガスに耐食性を有する元素の濃度が0.4重量%未満であることを特徴とする熔融石英ガラス。
【請求項2】
異物欠陥部におけるZrの濃度が0.4重量%未満で、かつ異物欠陥部におけるAlの濃度が0.1重量%未満であることを特徴とする請求項1に記載の熔融石英ガラス。
【請求項3】
異物欠陥部におけるZrとAlの濃度が共に0.1重量%未満であることを特徴とする請求項1又は請求項2に記載の熔融石英ガラス。
【請求項4】
天然シリカを原料とする熔融石英ガラスにおいて、シュリーレン法で観察される異物欠陥の長さが1.3mm以上であることを特徴とする熔融石英ガラス。
【請求項5】
天然シリカ粉末を熔融し、この熔融したガラスを堆積させる熔融ガラスの製造方法において、溶融したシリカ熔湯を流動させ、シリカ熔湯内部に剪断応力を発生させることを特徴とする、請求項1〜4のいずれかに記載の熔融石英ガラスの製造方法。
【請求項6】
請求項1〜4のいずれかに記載の溶融石英ガラスを用いてなる、ハロゲン化物ガスを用いたプラズマ・エッチャー工程用熔融石英ガラス部材。
【請求項1】
天然シリカを原料とする熔融石英ガラスにおいて、異物欠陥部に存在する、ハロゲン化物ガスに耐食性を有する元素の濃度が0.4重量%未満であることを特徴とする熔融石英ガラス。
【請求項2】
異物欠陥部におけるZrの濃度が0.4重量%未満で、かつ異物欠陥部におけるAlの濃度が0.1重量%未満であることを特徴とする請求項1に記載の熔融石英ガラス。
【請求項3】
異物欠陥部におけるZrとAlの濃度が共に0.1重量%未満であることを特徴とする請求項1又は請求項2に記載の熔融石英ガラス。
【請求項4】
天然シリカを原料とする熔融石英ガラスにおいて、シュリーレン法で観察される異物欠陥の長さが1.3mm以上であることを特徴とする熔融石英ガラス。
【請求項5】
天然シリカ粉末を熔融し、この熔融したガラスを堆積させる熔融ガラスの製造方法において、溶融したシリカ熔湯を流動させ、シリカ熔湯内部に剪断応力を発生させることを特徴とする、請求項1〜4のいずれかに記載の熔融石英ガラスの製造方法。
【請求項6】
請求項1〜4のいずれかに記載の溶融石英ガラスを用いてなる、ハロゲン化物ガスを用いたプラズマ・エッチャー工程用熔融石英ガラス部材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−120436(P2009−120436A)
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願番号】特願2007−295261(P2007−295261)
【出願日】平成19年11月14日(2007.11.14)
【出願人】(000003300)東ソー株式会社 (1,901)
【出願人】(390005083)東ソ−・エスジ−エム株式会社 (7)
【Fターム(参考)】
【公開日】平成21年6月4日(2009.6.4)
【国際特許分類】
【出願日】平成19年11月14日(2007.11.14)
【出願人】(000003300)東ソー株式会社 (1,901)
【出願人】(390005083)東ソ−・エスジ−エム株式会社 (7)
【Fターム(参考)】
[ Back to top ]