
発泡金属の製造方法及び発泡金属の製造装置

【課題】低コストで品質の安定性に優れた発泡金属を製造することができる、発泡金属の製造方法を提供する。
【解決手段】金属又は合金から成る、帯状の板材13(11,12)に対して、発泡剤を供給した後に、板材13(11,12)の幅方向に並べて配置された複数個の摩擦攪拌工具5を用いて、摩擦攪拌を行う工程と、その後、加熱することにより、発泡剤を発泡させて、気泡15を形成する工程と、気泡15が形成された母材14を冷却させる工程とを有して、金属又は合金から成る母材14内に発泡による気泡15を有する発泡金属を製造する。
【解決手段】金属又は合金から成る、帯状の板材13(11,12)に対して、発泡剤を供給した後に、板材13(11,12)の幅方向に並べて配置された複数個の摩擦攪拌工具5を用いて、摩擦攪拌を行う工程と、その後、加熱することにより、発泡剤を発泡させて、気泡15を形成する工程と、気泡15が形成された母材14を冷却させる工程とを有して、金属又は合金から成る母材14内に発泡による気泡15を有する発泡金属を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポーラスアルミニウム等の発泡金属の製造方法及び発泡金属の製造装置に係わる。
【背景技術】
【0002】
ポーラスアルミニウム等、各種の金属や合金を発泡させた発泡金属は、軽量であって、衝撃エネルギーの吸収特性が高く、制振特性や断熱特性、遮音性等、非常に多くの優れた特徴を有する多機能な素材である。
発泡金属の用途としては、自動車、航空宇宙、鉄道車両、医療分野、建築部材、産業用機械部品等、様々な用途が考えられている。
【0003】
発泡金属の製造方法として、例えば、鋳造により発泡金属を作製する鋳造法や、アルミニウム合金等の母材中に発泡剤を混合して、プリカーサ(プリフォーム、発泡金属前駆体とも呼ばれる)を作製する、プリカーサ法等がある。
【0004】
鋳造法は、例えば、母材の純Al溶湯にCa等を添加して増粘させて、TiH2等の発泡剤を添加して発泡させる方法である(例えば、特許文献1を参照。)。
発泡させた後に、冷却して発泡体を取り出して、必要な大きさに切断する。
【0005】
プリカーサ法では、上述したようにプリカーサを作製した後に、プリカーサを加熱して、発泡剤を分解してガスを発生させ、このガスの発生により軟化した母材を膨張させる。
プリカーサ法の具体的な方法としては、様々な方法が提案されており、例えば、粉末冶金法や圧延接合法が提案されている。
粉末冶金法は、例えば、Al合金等の母材の粉末と、TiH2等の発泡剤の粉末とを均一になるまで混合して、混合物を押し出し成型する。その後、赤外線イメージ炉等で加熱して発泡剤を発泡させる(例えば、特許文献2、特許文献3を参照。)。
圧延接合法は、母材の板材を複数用意して、板材に必要に応じて表面処理を施した後に、板材の間に発泡剤を挟んで圧延し、複数の板材を接合する。そして、この圧延の工程を繰り返して母材中に発泡剤を均一に分散させて、発泡金属前駆体とする(例えば、特許文献4を参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−61865号公報
【特許文献2】独国特許出願公開第1048360号明細書
【特許文献3】独国特許出願公開第4101630号明細書
【特許文献4】特開2004−285446号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、前述した鋳造法は、気泡の形態(例えば、大きさや分布等)を制御することが難しい。
そのため、例えば、必要以上に気泡が大きくなってしまい、必要とされる強度が得られなくなることや、用途が限定されることがある。
【0008】
また、前述した粉末冶金法は、気泡の形態の制御が容易になる利点はあるが、原料である母材の粉末が板材と比較して高価であり、工程が煩雑であり時間もかかるので生産性が低いことから、発泡金属のコストが高くなってしまう。
また、圧延接合法は、圧延によって板材を接合するので、焼鈍や接合面の表面処理等の前処理が必要であること、圧延の前後で熱処理を行うのでエネルギー消費が大きいこと、発泡剤を均一に分散させるためには圧延を多数回繰り返す必要があること、圧延を繰り返すごとに圧延材を切断する必要があること等により、生産性が低くなることから、発泡金属のコストが高くなってしまう。
【0009】
上述した問題の解決のために、本発明においては、低コストで品質の安定性に優れた発泡金属を製造することができる、発泡金属の製造方法及び発泡金属の製造装置を提供するものである。
【課題を解決するための手段】
【0010】
本発明の発泡金属の製造方法は、金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造する方法である。そして、金属又は合金から成る、帯状の板材に対して、発泡剤を供給した後に、板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて、摩擦攪拌を行う工程と、その後、加熱することにより、発泡剤を発泡させて、気泡を形成する工程と、気泡が形成された母材を冷却する工程とを有するものである。
【0011】
上記本発明の発泡金属の製造方法において、2枚の帯状の板材の間に発泡剤を供給して、2枚の帯状の板材の間に発泡剤を挟みこむことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、帯状の板材をその長手方向に送ることも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、摩擦攪拌工具を板材の幅方向に複数個配置した列を板材の長手方向に複数列設けて、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の間にあるように配置することも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、発泡剤を供給した帯状の板材を複数重ねて積層体を作製し、この積層体に対して、下方及び上方からそれぞれ摩擦攪拌工具による摩擦攪拌を行うことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、発泡剤を供給した帯状の板材に対して摩擦攪拌を行った後に、帯状の板材の上に、さらに発泡剤を供給した別の帯状の板材を重ねて、上方から摩擦攪拌工具による摩擦攪拌を行うことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、積層体に対して摩擦攪拌を行った後に、積層体の上に、さらに発泡剤を供給した別の帯状の板材を重ねて、上方から摩擦攪拌工具による前記摩擦攪拌を行うことも可能である。
【0012】
本発明の発泡金属の製造装置は、金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造するための製造装置である。
そして、金属又は合金から成る帯状の板材に対して、板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、摩擦攪拌工具を回転駆動させる駆動部とを備えたものである。
【0013】
上記本発明の発泡金属の製造装置において、摩擦攪拌工具を板材の幅方向に複数個配置した列が板材の長手方向に複数列設けられ、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の中間にあるように配置されている構成とすることも可能である。
上記本発明の発泡金属の製造装置において、隣接する摩擦攪拌工具を接続すると共に、複数個の摩擦攪拌工具を1つの駆動系で回転させる、歯車をさらに有する構成とすることも可能である。
【0014】
上述の本発明の発泡金属の製造方法によれば、板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて摩擦攪拌を行うので、板材の幅方向全体に対して摩擦攪拌を行うことができる。
【0015】
上述の本発明の発泡金属の製造装置によれば、帯状の板材に対して、板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、摩擦攪拌工具を回転駆動させる駆動部とを備えている。これにより、板材の幅方向全体に対して摩擦攪拌を行うことが可能になる。
【発明の効果】
【0016】
上述の本発明によれば、板材の幅方向全体に対して摩擦攪拌を行うことが可能になり、また、摩擦攪拌工具を用いた摩擦攪拌を行うので、発泡剤を板材内に分散させることができる。これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0017】
また、本発明において、特に、摩擦攪拌工具を板材の幅方向に複数個配置した列を板材の長手方向に複数列設けて、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の間にあるように配置して摩擦攪拌を行う構成としたときには、板材の幅方向全体をほぼ均等に摩擦攪拌することができる。また、摩擦攪拌工具を長手方向に複数列設けたことにより、攪拌回数を最適な回数に制御し、良好な攪拌を行うことができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図2】本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図3】図2の摩擦攪拌工具付近の平面図である。
【図4】本発明の第2の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図5】本発明の第3の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図6】本発明の第4の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図7】図6の製造装置に金型で成型する工程を追加した製造装置の概略構成図である。
【図8】A、B 隣接する摩擦攪拌工具を歯車で接続した構成を示す平面図である。
【図9】1個の摩擦攪拌工具を板材に対して走査させる場合の概略斜視図である。
【図10】図9のA−Aにおける断面図である。
【図11】図9の積層体の一端から他端にかけて摩擦攪拌を行ったときの斜視図である。
【図12】図11のx−x線における断面図である。
【図13】攪拌部が重なるように、4回の摩擦攪拌を行った状態の斜視図である。
【発明を実施するための形態】
【0019】
以下、発明を実施するための最良の形態(以下、実施の形態とする)について説明する。
なお、説明は以下の順序で行う。
1.本発明の概要
2.第1の実施の形態
3.第2の実施の形態
4.第3の実施の形態
5.第4の実施の形態
6.変形例
【0020】
<1.本発明の概要>
まず、本発明の具体的な実施の形態の説明に先立ち、本発明の概要を説明する。
【0021】
本発明は、金属又は合金から成る母材中に、発泡による気泡を有する発泡金属を製造するための製造方法及び製造装置に関する。
本発明では、発泡剤を有する、金属又は合金から成る帯状の板材に対して、摩擦攪拌を行って、さらに加熱によって発泡剤を発泡させることにより、発泡金属の製造を行う。
【0022】
本発明における摩擦攪拌は、円柱状の本体と、本体の先端に取り付けられた棒状のプローブとから構成される摩擦攪拌工具(ツール)を使用することによって、実施することができる。
この摩擦攪拌工具は、プローブを対象とする板材に押圧させながら、円柱状の本体を回転駆動させることにより、板材に対して摩擦攪拌を行うことができる。
本発明の製造装置では、摩擦攪拌工具を回転駆動させる駆動部を備えた構成とする。
【0023】
本発明では、特に、帯状の板材の幅方向に複数個の摩擦攪拌工具を配置して、摩擦攪拌を行う。
そして、好ましくは、板材を固定して摩擦攪拌工具を走査させるよりも、板材をその長手方向に送りながら、位置が固定された摩擦攪拌工具を回転させて摩擦攪拌を行う。
【0024】
本発明において、摩擦攪拌に使用する板材の材料としては、各種の金属や合金材料を使用することが可能であり、例えば、アルミニウム、チタン、鉄、銅、アルミニウム合金、マグネシウム合金、チタン合金、鉄鋼材料、銅合金等が挙げられる。
【0025】
本発明において、発泡剤としては、例えば、水素化チタン(TiH2)、水素化ジルコニウム、炭酸カルシウム、水酸化マグネシウム、炭酸マグネシウム等を使用することが可能である。
さらにまた、発泡剤の他に、形成される気孔の形態(形や大きさ等)を制御するための気孔形態安定剤として、アルミナ、炭化珪素、二酸化珪素等を添加しても構わない。
【0026】
板材への発泡剤の供給は、例えば、2枚の板材の間に、粉末状とした、もしくは、液体に分散させた、発泡剤を散布することにより、行うことができる。
なお、発泡剤をシート状に成形できれば、シート状にした発泡剤を板材に載置することも可能になる。例えば、2枚の板材の間にシート状にした発泡剤を挟み込む。
【0027】
本発明において、摩擦攪拌工具の棒状のプローブの形状は特に限定されない。例えば、円柱形状、先端に向かって縮小する円錐形状、先端に向かって縮小する円錐台形状、等が考えられる。
摩擦攪拌工具を板材に対して押圧する際の深さは、プローブが実質的に板材に埋没する程度が好ましい。
また、摩擦攪拌工具の回転速度は特に限定されないが、例えば、500rpm〜3000rpm程度とすることができる。
【0028】
ここで、1個の摩擦攪拌工具を板材に対して走査させる場合を例にとり、摩擦攪拌について説明する。
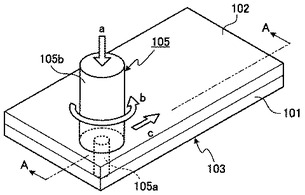
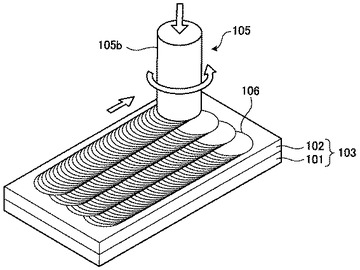
図9に概略斜視図を示すように、2枚の金属板101,102を重ねた積層体103において、積層体103の一方の面(上面)から摩擦攪拌を行う。積層体103の2枚の金属板101,102の間には、図示しない発泡剤が挟まれている。
この場合、円柱状の本体105bと、本体105bの先端に取り付けられた棒状のプローブ105aとから構成された摩擦攪拌工具105を使用して、摩擦攪拌を行う。
プローブ105aを矢印bで示すように所定の回転数で回転させながら、本体105b及びプローブ105aを矢印aで示す方向(下方向)に押圧することで、積層体103の一方の面の一端にプローブ105aを貫入させる。そして、矢印cで示すように、積層体103の他端に向かって積層体103の長手方向に摩擦攪拌工具105を移動させる。
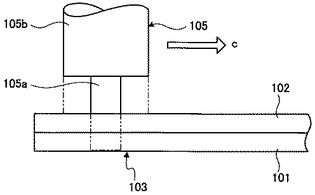
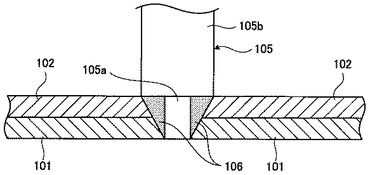
このとき、図9のA−Aにおける断面図を、図10に示す。図10において、実線は摩擦攪拌工具105のプローブ105aを積層体103の上面に接触させた状態を示し、二点鎖線は積層体103に押圧してプローブ105aを貫入させた状態を示している。図10に示すように、プローブ105aは積層体103の2枚の金属板101,102の接合面を貫通して、下層の金属板101に達する深さに貫入する。
次に、積層体103の一端から他端にかけて摩擦攪拌を行ったときの斜視図を、図11に示す。また、図12は、図11のx−x線(プローブ105aの中心軸を通る線)における断面図を示しており、摩擦攪拌を行ったときの積層体103の内部の様子を示したものである。
摩擦攪拌を行うことにより、積層体103と摩擦攪拌工具105との間に摩擦熱が生じ、摩擦攪拌された部分には攪拌部106が形成される。この場合、実際には、本体105bと金属板102の表面で摩擦熱が発生し、プローブ105aによって攪拌される。そして、攪拌部106において、2枚の金属板101,102と発泡剤とが均一に混合されると同時に、2枚の金属板101,102が接合される。これにより、攪拌部106は、金属板101,102内に発泡剤が混入された発泡金属前駆体となる。
【0029】
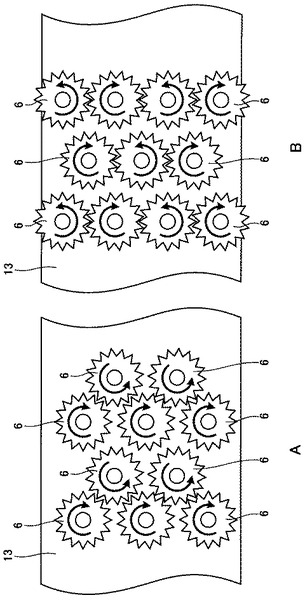
なお、図9〜図12に示す摩擦攪拌工具105の直径は、積層体103の幅よりも充分に小さいので、さらに、摩擦攪拌工具105を摩擦攪拌の走査方向と直交する方向(図9と図11の右下から左上に向かう、積層体103の幅方向)に移動させて、摩擦攪拌を行うことが望ましい。攪拌部が重なるように、4回の摩擦攪拌を行った状態の斜視図を、図13に示す。この図13では、4回とも同じ向き(左下から右上への向き)に摩擦攪拌工具105を走査させている。
さらに、図13に示した4回の摩擦攪拌を行った後に、摩擦攪拌を繰り返して行うことも可能であり、さらに摩擦攪拌の効果を高めることができる。この場合、繰り返し回数や、それぞれの摩擦攪拌における摩擦攪拌工具105を走査する方向は限定されない。摩擦攪拌工具105を図13と同じ方向に走査させても、各回の摩擦攪拌の間に図13とは逆方向の左上から右下に摩擦攪拌工具105を移動させても構わない。
【0030】
図9〜図13では、1個の摩擦攪拌工具を板材に対して走査させていたのに対して、本発明の製造方法及び製造装置では、板材の幅方向に複数個の摩擦攪拌工具を配置する。
そして、本発明の製造方法及び製造装置では、好ましくは、摩擦攪拌工具の位置を固定して、板材をその長手方向に送る。この場合、板材への摩擦攪拌のされ方は、図13に示した、1個の摩擦攪拌工具を同じ走査方向で複数回の摩擦攪拌を行った場合と、類似している。
【0031】
本発明の製造方法及び製造装置によれば、板材の幅方向に複数個の摩擦攪拌工具を配置することにより、板材の幅方向全体に対して摩擦攪拌を行うことが可能になり、また、摩擦攪拌工具を用いた摩擦攪拌を行うので、発泡剤を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を、高い生産性により低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0032】
本発明において、複数個の摩擦攪拌工具の配置は、一列のみ幅方向に摩擦攪拌工具を配置しても良いが、摩擦攪拌工具を板材の長手方向に複数列配置することが好ましい。摩擦攪拌工具を長手方向に複数列設けたことにより、攪拌回数を最適な回数に制御し、良好な攪拌を行うことができる。
より好ましくは、摩擦攪拌工具を、互いに隣接する列の摩擦攪拌工具の間の位置に配置する(例えば、図3の配置)。このように配置すれば、板材の幅方向全体をほぼ均等に摩擦攪拌することができる。
【0033】
本発明において、発泡剤を有する板材と摩擦攪拌工具との組み合わせを複数組設けて、摩擦攪拌がなされる板材を上下に積層した構成とすることも可能である。
このように構成することにより、発泡金属の前駆体となる接合体の厚さを2倍以上に厚くすることができるので、発泡金属の大型化や生産性の向上を図ることができる。
発泡金属を大型化することにより、例えば、人工島や埠頭等にも発泡金属を利用することが可能になる。
【0034】
また、本発明において、板材の下方と上方とからそれぞれ摩擦攪拌工具による摩擦攪拌がなされる構成とすることも可能である。
なお、この場合、下方の摩擦攪拌工具と上方の摩擦攪拌工具とは、先端が接触する構成も、先端が接触しない構成もいずれも可能である。また、下方と上方の摩擦攪拌工具のプローブの部分を一体化した構成とすることも可能である。
【0035】
また、大きい摩擦攪拌工具を使うことにより、板材の幅方向の摩擦攪拌工具の個数を減らすことが可能である。
なお、板材の幅が比較的狭い場合には、板材の幅方向において大きい1個の摩擦攪拌工具のみを配置することも可能である。この構成において、さらに帯状の板材の長手方向に複数個の摩擦攪拌工具を配置することにより、攪拌効果を高めて母材中の発泡剤の分布をより均一にすることができる。
【0036】
また、摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送ることが望ましいが、本発明において、帯状の板材の幅方向に配置した複数個の摩擦攪拌工具を、固定された板材に対して走査させる構成とすることも可能である。
摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送る方が、流れ作業で板材の積層体を供給することができ、また、摩擦攪拌を行った後に、次の加熱工程に送りやすい、という利点を有する。
【0037】
<2.第1の実施の形態>
続いて、本発明の具体的な実施の形態を説明する。
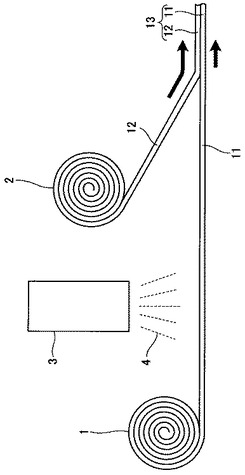
本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図1及び図2に示す。
本実施の形態は、複数個の摩擦攪拌工具を使用して、積層体の上面から摩擦攪拌を行う場合である。
【0038】
図1に示すように、本実施の形態の製造装置は、第1の板材11を供給する第1のロール1と、第2の板材12を供給する第2のロール2と、発泡剤4を散布する発泡剤供給部3とを備えている。発泡剤供給部3は、第1のロール1と第2のロール2との中間に設けられており、これにより、第2の板材12と積層される前の第1の板材11に、発泡剤4を散布することができる。
【0039】
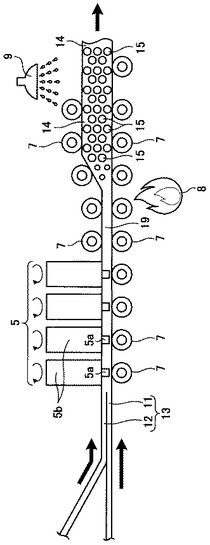
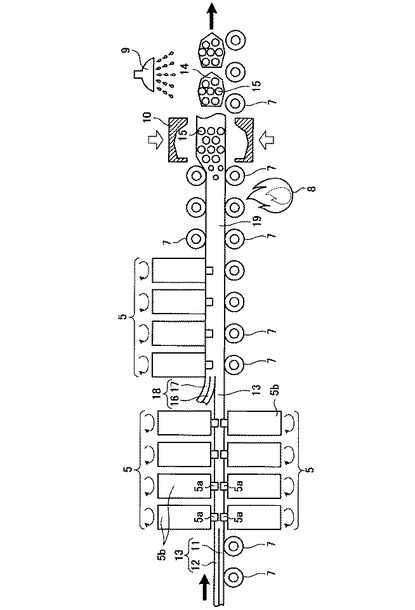
そして、図2に示すように、本実施の形態の製造装置は、第1の板材11及び第2の板材12を積層した積層体13に対して摩擦攪拌を行うための摩擦攪拌工具5と、積層体13を搬送し支持するためのローラ7とを備えている。
さらに、本実施の形態の製造装置は、摩擦攪拌が行われた積層体13に対して加熱を行う加熱炉から成る加熱部8と、加熱により発泡剤が発泡して気泡が発生した後に冷却するための散水機9を含む冷却部とを備えている。加熱部8の構成としては、電熱線により加熱する構成、ガス燃焼により加熱する構成、赤外線により加熱する構成等が考えられる。
【0040】
摩擦攪拌工具5は、図9〜図12に示した摩擦攪拌工具105と同様の構成を有しており、円柱状の本体5bと、本体5bの先端に取り付けられた棒状のプローブ5aとから、構成されている。
【0041】
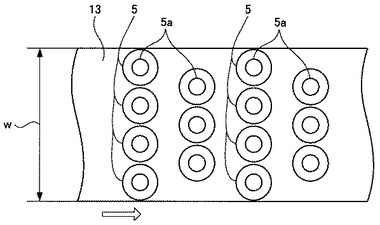
本実施の形態の製造装置では、特に、摩擦攪拌工具5付近の平面図を図3に示すように、積層体13に対して摩擦攪拌を行うための摩擦攪拌工具5が、積層体13の幅方向に複数個配置されている。そして、幅方向に複数個の摩擦攪拌工具5が並んだ列が、積層体13の長手方向に4列設けられている。
また、1列目及び3列目では、積層体13の幅Wに対してほぼ一杯に4個の摩擦攪拌工具5が配置され、2列目及び4列目では、積層体13の幅方向の位置が、隣の列の摩擦攪拌工具5の間にあるように摩擦攪拌工具5が配置されている。
なお、積層体13の幅Wは特に限定されないが、例えばこの幅Wを900mm程度とすることができる。
【0042】
図1及び図2に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0043】
図1に示すように、第1のロール1から供給される、第1の板材11の上に、発泡剤供給部3から発泡剤4を散布する。
その先で、第2のロール2から供給される、第2の板材12を、第1の板材11の上に載せて、第1の板材11と第2の板材12との間に発泡剤4が挟まれた積層体13を形成する。
【0044】
続いて、図2に示すように、積層体13に対して、円柱状の本体5bとプローブ5aとから成る摩擦攪拌工具5により、摩擦攪拌が行われる。積層体13は、その下に設けられたローラ7によって、図中右方向に送られると共に、摩擦攪拌工具5からの押圧に対して支持される。摩擦攪拌により、積層体13の第1の板材11及び第2の板材12が一体化されて、第1の板材11及び第2の板材12の境界がなくなり、2枚の板材の分の厚さを有する接合体19が形成される。
なお、図示しないが、帯状の積層体13に対して、その側面側にもローラを配置することにより、積層体13の幅を制御することが可能である。
2枚の板材11,12からなる積層体13の厚さは、例えば100mm程度とすることができる。
積層体13の送り速度は、例えば1m/分程度とすることができる。
【0045】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤4が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図2では、接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図2に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0046】
上述の本実施の形態によれば、積層体13の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0047】
また、本実施の形態によれば、幅方向に複数個の摩擦攪拌工具5が並んだ列が、積層体13の長手方向に4列設けられ、1列目及び3列目では、積層体13の幅Wに対してほぼ一杯に4個の摩擦攪拌工具5が配置され、2列目及び4列目では、積層体13の幅方向の位置が、隣の列の摩擦攪拌工具5の間にあるように摩擦攪拌工具5が配置されている。
これにより、積層体13の幅方向全体に対して、ほぼ均等に摩擦攪拌を行うことができ、発泡剤の良好な攪拌を行うことができる。
【0048】
なお、図2では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0049】
<3.第2の実施の形態>
本発明の第2の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図4に示す。
本実施の形態は、2つの積層体を重ねて、その上下両面から摩擦攪拌を行う場合である。
【0050】
図4に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した(第1の)積層体13と、第3の板材16及び第4の板材17を積層した第2の積層体18とを重ねている。
そして、それぞれの積層体13,18に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されている。即ち、下側の第1の積層体13の下方と、上側の第2の積層体18の上方とに、それぞれ、摩擦攪拌工具5が配置されている。
下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、積層体13,18の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の積層体13,18の幅方向の位置に配置されている。
なお、図4よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0051】
本実施の形態において、摩擦攪拌の後段の工程及び装置は、図2と同様となっている。ただし、本実施の形態では、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0052】
図4に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0053】
それぞれ図示しないロールから供給される、第1の板材11、第2の板材12、第3の板材16、第4の板材17を用いて、図4に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13、第3の板材16と第4の板材17とを積層した第2の積層体18とを作製する。これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
【0054】
続いて、第1の積層体13の上に第2の積層体18を重ねて、その状態で、下方及び上方に配置された摩擦攪拌工具5により、摩擦攪拌及び2つの積層体13,18の接合が行われる。
この図4の場合、下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、矢印で示すように同じ向きに回転させている。
下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、このように同じ向きに回転させる構成とすると、簡易な構成で同一の回転体から回転運動を伝達して回転駆動させることができるので、駆動のための構成を簡略化することができる。
摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第2の積層体18の第3の板材16及び第4の板材17が一体化される。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。従って、各板材11,12,16,17の境界がなくなり、4枚の板材の分の厚さを有する接合体19が形成される。
【0055】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図4では、図2と同様に接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図4に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0056】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0057】
また、本実施の形態によれば、それぞれの積層体13,18に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の2倍とすることができる。
これにより、発泡金属の大型化や生産性の向上を図ることができる。
【0058】
なお、図4では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0059】
また、積層体13,18の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、互いに接続されておらず、また、プローブ5a同士が接触してもいないため、互いに逆の方向に回転させることも可能である。
逆の方向に回転させる構成とすると、同じ方向に回転させる構成と比較して、回転駆動のための構成が若干増えることにはなる。なお、上下の摩擦攪拌工具5の回転方向の関係が摩擦攪拌へ及ぼす影響は少ないと考えられる。
【0060】
<4.第3の実施の形態>
本発明の第3の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図5に示す。
本実施の形態は、1つの積層体の上面から摩擦攪拌を行い、その上に他の積層体を重ねて、他の積層体の上面から摩擦攪拌を行う場合である。
【0061】
図5に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した(第1の)積層体13に摩擦攪拌を行う摩擦攪拌工具5よりも後段において、第3の板材16及び第4の板材17を積層した第2の積層体18を第1の積層体13上に重ねている。
そして、第2の積層体18を第1の積層体13上に重ねた後に、第2の積層体18の上方に摩擦攪拌を行う摩擦攪拌工具5が配置されている。
第1の積層体13の上方の摩擦攪拌工具5と、第2の積層体18の上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、積層体13,18の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の積層体13,18の幅方向の位置に配置されている。
なお、図5よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0062】
本実施の形態において、摩擦攪拌よりも後段の工程及び装置は、図2と同様となっている。ただし、本実施の形態では、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0063】
図5に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0064】
それぞれ図示しないロールから供給される、第1の板材11及び第2の板材12を用いて、図5に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13を作製する。また、それぞれ図示しないロールから供給される、第3の板材16及び第4の板材17を用いて、図5に示すように、第3の板材16と第4の板材17とを積層した第2の積層体18を作製する。
これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
なお、第1の積層体13と第2の積層体18との間にも発泡剤を供給して、これらの積層体13,18の間に発泡剤を挟むようにしても構わない。
【0065】
まず、第1の積層体13に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第1の板材11及び第2の板材12の境界がなくなる。
その後、摩擦攪拌が行われた第1の積層体13の上に、第2の積層体18を重ねる。
次に、第2の積層体18に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第2の積層体18の第3の板材16及び第4の板材17が一体化され、第3の板材16及び第4の板材17の境界がなくなる。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。
これにより、4枚の板材11,12,16,17の分の厚さを有する接合体19が形成される。
【0066】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図5では、図2と同様に接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図5に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0067】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0068】
また、本実施の形態によれば、それぞれの積層体13,18に対して、上方から摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の2倍とすることができる。
これにより、発泡金属の大型化や生産性の向上を図ることができる。
【0069】
なお、図5では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0070】
また、図5では、積層体13,18を2つ重ねていた。
第2の積層体18及びその上方から摩擦攪拌を行う摩擦攪拌工具5と同様の構成の積層体及び摩擦攪拌工具をさらに配置して、摩擦攪拌を繰り返す構成とすることにより、3つ以上の積層体を重ねて、発泡金属の前駆体となる接合体を作製することができる。これにより、任意の厚さの発泡金属を製造することが可能である。
【0071】
また、図5では、第1の積層体13の上に、2枚の板材16,17を積層した第2の積層体18を重ねて摩擦攪拌を行う構成としていたが、第1の積層体13の上に発泡剤を散布して、その上に1枚の板材だけを重ねて摩擦攪拌を行う構成としてもよい。
【0072】
<5.第4の実施の形態>
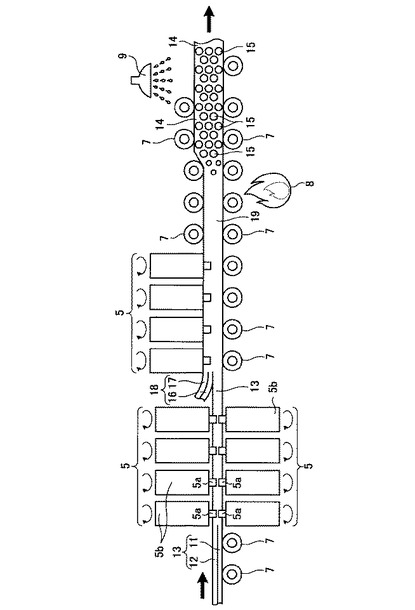
本発明の第4の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図6に示す。
本実施の形態は、第2の実施の形態と第3の実施の形態の組み合わせに近い構成であるが、最初に1つの積層体の両面から摩擦攪拌を行う構成である点が第2の実施の形態とは異なっている。
【0073】
図6に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した第1の積層体13に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されている。
第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、第1の積層体13の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の第1の積層体13の幅方向の位置に配置されている。
なお、本実施の形態の製造装置では、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、それぞれのプローブ5aが接触する手前まで近づけている。
【0074】
また、図6に示すように、本実施の形態の製造装置では、図5に示した第3の実施の形態の製造装置と同様に、第1の板材11及び第2の板材12を積層した第1の積層体13に摩擦攪拌を行う摩擦攪拌工具5よりも後段において、第3の板材16及び第4の板材17を積層した第2の積層体18を第1の積層体13上に重ねている。
そして、第2の積層体18を第1の積層体13上に重ねた後に、第2の積層体18の上方に摩擦攪拌を行う摩擦攪拌工具5が配置されている。
【0075】
なお、図6よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0076】
本実施の形態において、摩擦攪拌よりも後段の工程及び装置は、図5と同様となっている。従って、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0077】
図6に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0078】
それぞれ図示しないロールから供給される、第1の板材11及び第2の板材12を用いて、図6に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13を作製する。また、それぞれ図示しないロールから供給される、第3の板材16及び第4の板材17を用いて、図6に示すように、第3の板材16と第4の板材17とを積層した第2の積層体18を作製する。これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
【0079】
まず、第1の積層体13に対して、下方に配置された摩擦攪拌工具5及び上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。このとき、下方に配置された摩擦攪拌工具5及び上方に配置された摩擦攪拌工具5を、図中矢印で示すように同じ方向に回転させる。そして、それぞれの摩擦攪拌工具5のプローブ5a同士を接触する手前まで近づける。
摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第1の板材11及び第2の板材12の境界がなくなる。
その後、摩擦攪拌が行われた第1の積層体13の上に、第2の積層体18を重ねる。
次に、第2の積層体18に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第2の積層体18の第3の板材16及び第4の板材17が一体化され、第3の板材16及び第4の板材17の境界がなくなる。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。なお、このとき、摩擦攪拌工具5を下の第1の積層体13に若干でも摺らせると、第1の積層体13と第2の積層体18とを完全に接合させることができる。
このようにして、4枚の板材11,12,17,18の分の厚さを有する接合体19が形成される。
【0080】
次に、図5に示した第3の実施の形態と同様に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。
さらに、図5に示した第3の実施の形態と同様に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0081】
上述した実施の形態の製造装置及び製造方法の説明では、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とが接触する手前まで近づいていた。
これに対して、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5のプローブ5a同士が一体化されている構成とすることも可能である。ただし、この構成の場合、プローブ5aを上下方向に動かして積層体13に差し込むことができないので、プローブ5aの横から、積層体13を入れていくことになる。
なお、前述した第2の実施の形態の製造装置及び製造方法(図4)に対しても、このように下方の摩擦攪拌工具5と上方の摩擦攪拌工具5のプローブ5a同士が一体化されている構成に変形することが可能である。
【0082】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になるので、品質の安定性に優れた発泡金属を低いコストで製造することが可能になる。
【0083】
さらにまた、本実施の形態によれば、それぞれの積層体13,18に対して、摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の3倍とすることができる。
これにより、第2の実施の形態や第3の実施の形態の構成と同様に、発泡金属の大型化や生産性の向上を図ることができる。
【0084】
<6.変形例>
続いて、上述した各実施の形態の製造装置及び製造方法に対する変形例を、以下に説明する。
【0085】
まず、図6に示した第4の実施の形態の製造装置の構成に、金型で成型する工程を追加した製造装置の概略構成図を、図7に示す。
図7に示す製造装置は、図6に示した製造装置の加熱工程と冷却工程との間に、気泡15が発生して膨張した接合体19に対して、下方及び上方から金型10を押し当てて成型する工程が追加されている。
加熱工程と冷却工程との間に、金型10で成型する工程を追加したことにより、発泡金属を金型10に対応した複雑な形状に成型することが可能になる。例えば、湾曲した形状とすることも可能である。そして、成型された状態で、冷却工程が行われる。
図7は、図6に示した第4の実施の形態の製造装置の構成に、金型で成型する工程を追加した場合であったが、同様にして第1〜第3の各実施の形態の製造装置の加熱工程と冷却工程との間に、金型で成型する工程を追加することができる。
【0086】
次に、隣接する攪拌混合工具を、歯車で接続した構成の平面図を、図8A及び図8Bにそれぞれ示す。
図8Aに示す構成は、左から1列目及び2列目の摩擦攪拌工具を歯車6で接続し、左から3列目及び4列目の摩擦攪拌工具を歯車6で接続している。摩擦攪拌工具は、歯車6の下側にあり、積層体13と歯車6の間にある。
そして、左から1列目(3列目)の摩擦攪拌工具と、左から2列目(4列目)の摩擦攪拌工具とを、互い違いに歯車6で接続している。これにより、矢印で示すように、同じ列の摩擦攪拌工具は同じ向きに回転し、隣接する列の摩擦攪拌工具は互いに逆向きに回転する。図8Aの場合、左から1列目及び3列目の摩擦攪拌工具が右回りに回転し、左から2列目及び4列目の摩擦攪拌工具が左回りに回転している。
図8Bに示す構成は、同じ列の摩擦攪拌工具同士を歯車6で接続している。図8Aと同様に、摩擦攪拌工具は、歯車6の下側にあり、積層体13と歯車6の間にある。
同じ列の摩擦攪拌工具同士を歯車6で接続しているので、矢印で示すように、同じ列の隣接する摩擦攪拌工具が互いに逆向きに回転する。図8Bの場合、各列の図中下側から奇数番目の摩擦攪拌工具が右回りに回転し、偶数番目の摩擦攪拌工具が左回りに回転している。
このように、歯車6により摩擦攪拌工具を接続する場合、歯車6の組み合わせにより、摩擦攪拌工具の回転方向を変えることができる。
なお、図8Aでは5本の摩擦攪拌工具が、図8Bでは4本又は3本の摩擦攪拌工具が、歯車6によって接続されて1つのユニットを構成している。歯車6によって接続された、1つのユニットの摩擦攪拌工具の本数は特に限定されないが、例えば50本程度と多くすると回転駆動に対する負荷が大きくなり過ぎるので、10本程度までの範囲とすることが好ましい。
【0087】
また、第2及び第4の各実施の形態では、下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とが同じ位置に配置されていたが、本発明では、下方の摩擦攪拌工具の位置と上方の摩擦攪拌工具の位置とが異なっていても構わない。例えば、一列毎に上面側と下面側とに交互に摩擦攪拌工具を配置しても構わない。
【0088】
また、摩擦攪拌により接合される複数枚の板材は、通常は同じ材料が用いられるが、互いに異なる材料から成る板材を、摩擦攪拌により接合することも可能である。
例えば、互いに異なる材料から成る2枚以上の板材を積層して、摩擦攪拌により接合することができる。
例えば、互いに異なる材料から成る2枚以上の板材を横に並べて、板材の境界部分に対して摩擦攪拌を行うことにより接合することができる。
このように、互いに異なる材料から成る板材を摩擦攪拌により接合することにより、厚さ方向や水平方向に材料の組成が徐々に変化していく、傾斜機能材料を作製することも可能になる。
【0089】
なお、互いに異なる材料から成る2枚以上の板材を積層する際には、発泡剤を含む板材同士を積層する構成と、発泡剤を含む板材と発泡剤を含まない板材とを積層する構成との、いずれも可能である。
発泡剤を含む板材と発泡剤を含まない板材とを積層した場合、発泡剤から気泡を発生させた最終的な状態では、発泡金属と、発泡を生じていない緻密金属とが一体化された、傾斜機能材料が形成される。
また、発泡剤を含む板材同士を積層する構成において、それぞれの板材に対する発泡剤の含有比率を異ならせれば、部分によって気孔の体積比が異なる構成の発泡金属を作製することも可能である。
【0090】
また、本発明の製造方法及び製造装置において、前述したように、摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送ることが望ましいが、帯状の板材の幅方向に配置した複数個の摩擦攪拌工具を、固定された板材に対して走査させる構成とすることも可能である。
【0091】
上述した各実施の形態では、帯状の板材の積層体や接合体の幅方向に、複数個の摩擦攪拌工具を配置して、図3に示したように、その幅方向の複数個の摩擦攪拌工具が幅方向に一列に、即ち長手方向では同じ位置に配置されている場合を説明していた。
本発明の製造方法及び製造装置において、幅方向に配置する複数個の摩擦攪拌工具の長手方向の位置は同じ位置に限定されるものではなく、例えば、各工具の長手方向の位置をずらして、平面図で見て帯状の板材に対して斜めに配置しても構わない。
【0092】
また、本発明の製造方法及び製造装置において、それぞれの摩擦攪拌工具のすぐ横にローラを設けて、帯状の板材が回転したり横ずれしたりすることを抑制することも可能である。
【0093】
また、図2及び図4〜図7では、矢印で示すように、全ての摩擦攪拌工具5を同じ右回りに回転させていた。
本発明において、各摩擦攪拌工具の回転方向は、これらの図に示した回転方向には限定されず、任意の回転方向とすることが可能である。
なお、ある程度の範囲の摩擦攪拌工具の回転方向を同じに揃えれば、摩擦攪拌工具を回転させる駆動部の構成を簡略化できる。例えば、図2及び図4〜図7に示した全て右回りとする他に、全て左回りにする、同じ列は同じ回転方向とする、隣接する複数の列全体を同じ回転方向とする、等が可能である。
【0094】
本発明は、上述の実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲でその他様々な構成が取り得る。
【符号の説明】
【0095】
1 第1のロール、2 第2のロール、3 発泡剤供給部、4 発泡剤、5 摩擦攪拌工具、5a プローブ、5b (摩擦攪拌工具の)本体、6 歯車、7 ローラ、8 加熱部、9 散水機、10 金型、11 第1の板材、12 第2の板材、13 (第1の)積層体、14 母材、15 気泡、16 第3の板材、17 第4の板材、18 第2の積層体、19 接合体
【技術分野】
【0001】
本発明は、ポーラスアルミニウム等の発泡金属の製造方法及び発泡金属の製造装置に係わる。
【背景技術】
【0002】
ポーラスアルミニウム等、各種の金属や合金を発泡させた発泡金属は、軽量であって、衝撃エネルギーの吸収特性が高く、制振特性や断熱特性、遮音性等、非常に多くの優れた特徴を有する多機能な素材である。
発泡金属の用途としては、自動車、航空宇宙、鉄道車両、医療分野、建築部材、産業用機械部品等、様々な用途が考えられている。
【0003】
発泡金属の製造方法として、例えば、鋳造により発泡金属を作製する鋳造法や、アルミニウム合金等の母材中に発泡剤を混合して、プリカーサ(プリフォーム、発泡金属前駆体とも呼ばれる)を作製する、プリカーサ法等がある。
【0004】
鋳造法は、例えば、母材の純Al溶湯にCa等を添加して増粘させて、TiH2等の発泡剤を添加して発泡させる方法である(例えば、特許文献1を参照。)。
発泡させた後に、冷却して発泡体を取り出して、必要な大きさに切断する。
【0005】
プリカーサ法では、上述したようにプリカーサを作製した後に、プリカーサを加熱して、発泡剤を分解してガスを発生させ、このガスの発生により軟化した母材を膨張させる。
プリカーサ法の具体的な方法としては、様々な方法が提案されており、例えば、粉末冶金法や圧延接合法が提案されている。
粉末冶金法は、例えば、Al合金等の母材の粉末と、TiH2等の発泡剤の粉末とを均一になるまで混合して、混合物を押し出し成型する。その後、赤外線イメージ炉等で加熱して発泡剤を発泡させる(例えば、特許文献2、特許文献3を参照。)。
圧延接合法は、母材の板材を複数用意して、板材に必要に応じて表面処理を施した後に、板材の間に発泡剤を挟んで圧延し、複数の板材を接合する。そして、この圧延の工程を繰り返して母材中に発泡剤を均一に分散させて、発泡金属前駆体とする(例えば、特許文献4を参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−61865号公報
【特許文献2】独国特許出願公開第1048360号明細書
【特許文献3】独国特許出願公開第4101630号明細書
【特許文献4】特開2004−285446号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、前述した鋳造法は、気泡の形態(例えば、大きさや分布等)を制御することが難しい。
そのため、例えば、必要以上に気泡が大きくなってしまい、必要とされる強度が得られなくなることや、用途が限定されることがある。
【0008】
また、前述した粉末冶金法は、気泡の形態の制御が容易になる利点はあるが、原料である母材の粉末が板材と比較して高価であり、工程が煩雑であり時間もかかるので生産性が低いことから、発泡金属のコストが高くなってしまう。
また、圧延接合法は、圧延によって板材を接合するので、焼鈍や接合面の表面処理等の前処理が必要であること、圧延の前後で熱処理を行うのでエネルギー消費が大きいこと、発泡剤を均一に分散させるためには圧延を多数回繰り返す必要があること、圧延を繰り返すごとに圧延材を切断する必要があること等により、生産性が低くなることから、発泡金属のコストが高くなってしまう。
【0009】
上述した問題の解決のために、本発明においては、低コストで品質の安定性に優れた発泡金属を製造することができる、発泡金属の製造方法及び発泡金属の製造装置を提供するものである。
【課題を解決するための手段】
【0010】
本発明の発泡金属の製造方法は、金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造する方法である。そして、金属又は合金から成る、帯状の板材に対して、発泡剤を供給した後に、板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて、摩擦攪拌を行う工程と、その後、加熱することにより、発泡剤を発泡させて、気泡を形成する工程と、気泡が形成された母材を冷却する工程とを有するものである。
【0011】
上記本発明の発泡金属の製造方法において、2枚の帯状の板材の間に発泡剤を供給して、2枚の帯状の板材の間に発泡剤を挟みこむことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、帯状の板材をその長手方向に送ることも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、摩擦攪拌工具を板材の幅方向に複数個配置した列を板材の長手方向に複数列設けて、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の間にあるように配置することも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、発泡剤を供給した帯状の板材を複数重ねて積層体を作製し、この積層体に対して、下方及び上方からそれぞれ摩擦攪拌工具による摩擦攪拌を行うことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、発泡剤を供給した帯状の板材に対して摩擦攪拌を行った後に、帯状の板材の上に、さらに発泡剤を供給した別の帯状の板材を重ねて、上方から摩擦攪拌工具による摩擦攪拌を行うことも可能である。
上記本発明の発泡金属の製造方法において、摩擦攪拌を行う工程で、積層体に対して摩擦攪拌を行った後に、積層体の上に、さらに発泡剤を供給した別の帯状の板材を重ねて、上方から摩擦攪拌工具による前記摩擦攪拌を行うことも可能である。
【0012】
本発明の発泡金属の製造装置は、金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造するための製造装置である。
そして、金属又は合金から成る帯状の板材に対して、板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、摩擦攪拌工具を回転駆動させる駆動部とを備えたものである。
【0013】
上記本発明の発泡金属の製造装置において、摩擦攪拌工具を板材の幅方向に複数個配置した列が板材の長手方向に複数列設けられ、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の中間にあるように配置されている構成とすることも可能である。
上記本発明の発泡金属の製造装置において、隣接する摩擦攪拌工具を接続すると共に、複数個の摩擦攪拌工具を1つの駆動系で回転させる、歯車をさらに有する構成とすることも可能である。
【0014】
上述の本発明の発泡金属の製造方法によれば、板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて摩擦攪拌を行うので、板材の幅方向全体に対して摩擦攪拌を行うことができる。
【0015】
上述の本発明の発泡金属の製造装置によれば、帯状の板材に対して、板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、摩擦攪拌工具を回転駆動させる駆動部とを備えている。これにより、板材の幅方向全体に対して摩擦攪拌を行うことが可能になる。
【発明の効果】
【0016】
上述の本発明によれば、板材の幅方向全体に対して摩擦攪拌を行うことが可能になり、また、摩擦攪拌工具を用いた摩擦攪拌を行うので、発泡剤を板材内に分散させることができる。これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0017】
また、本発明において、特に、摩擦攪拌工具を板材の幅方向に複数個配置した列を板材の長手方向に複数列設けて、摩擦攪拌工具の板材の幅方向の位置が隣の列の摩擦攪拌工具の間にあるように配置して摩擦攪拌を行う構成としたときには、板材の幅方向全体をほぼ均等に摩擦攪拌することができる。また、摩擦攪拌工具を長手方向に複数列設けたことにより、攪拌回数を最適な回数に制御し、良好な攪拌を行うことができる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図2】本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図3】図2の摩擦攪拌工具付近の平面図である。
【図4】本発明の第2の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図5】本発明の第3の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図6】本発明の第4の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)である。
【図7】図6の製造装置に金型で成型する工程を追加した製造装置の概略構成図である。
【図8】A、B 隣接する摩擦攪拌工具を歯車で接続した構成を示す平面図である。
【図9】1個の摩擦攪拌工具を板材に対して走査させる場合の概略斜視図である。
【図10】図9のA−Aにおける断面図である。
【図11】図9の積層体の一端から他端にかけて摩擦攪拌を行ったときの斜視図である。
【図12】図11のx−x線における断面図である。
【図13】攪拌部が重なるように、4回の摩擦攪拌を行った状態の斜視図である。
【発明を実施するための形態】
【0019】
以下、発明を実施するための最良の形態(以下、実施の形態とする)について説明する。
なお、説明は以下の順序で行う。
1.本発明の概要
2.第1の実施の形態
3.第2の実施の形態
4.第3の実施の形態
5.第4の実施の形態
6.変形例
【0020】
<1.本発明の概要>
まず、本発明の具体的な実施の形態の説明に先立ち、本発明の概要を説明する。
【0021】
本発明は、金属又は合金から成る母材中に、発泡による気泡を有する発泡金属を製造するための製造方法及び製造装置に関する。
本発明では、発泡剤を有する、金属又は合金から成る帯状の板材に対して、摩擦攪拌を行って、さらに加熱によって発泡剤を発泡させることにより、発泡金属の製造を行う。
【0022】
本発明における摩擦攪拌は、円柱状の本体と、本体の先端に取り付けられた棒状のプローブとから構成される摩擦攪拌工具(ツール)を使用することによって、実施することができる。
この摩擦攪拌工具は、プローブを対象とする板材に押圧させながら、円柱状の本体を回転駆動させることにより、板材に対して摩擦攪拌を行うことができる。
本発明の製造装置では、摩擦攪拌工具を回転駆動させる駆動部を備えた構成とする。
【0023】
本発明では、特に、帯状の板材の幅方向に複数個の摩擦攪拌工具を配置して、摩擦攪拌を行う。
そして、好ましくは、板材を固定して摩擦攪拌工具を走査させるよりも、板材をその長手方向に送りながら、位置が固定された摩擦攪拌工具を回転させて摩擦攪拌を行う。
【0024】
本発明において、摩擦攪拌に使用する板材の材料としては、各種の金属や合金材料を使用することが可能であり、例えば、アルミニウム、チタン、鉄、銅、アルミニウム合金、マグネシウム合金、チタン合金、鉄鋼材料、銅合金等が挙げられる。
【0025】
本発明において、発泡剤としては、例えば、水素化チタン(TiH2)、水素化ジルコニウム、炭酸カルシウム、水酸化マグネシウム、炭酸マグネシウム等を使用することが可能である。
さらにまた、発泡剤の他に、形成される気孔の形態(形や大きさ等)を制御するための気孔形態安定剤として、アルミナ、炭化珪素、二酸化珪素等を添加しても構わない。
【0026】
板材への発泡剤の供給は、例えば、2枚の板材の間に、粉末状とした、もしくは、液体に分散させた、発泡剤を散布することにより、行うことができる。
なお、発泡剤をシート状に成形できれば、シート状にした発泡剤を板材に載置することも可能になる。例えば、2枚の板材の間にシート状にした発泡剤を挟み込む。
【0027】
本発明において、摩擦攪拌工具の棒状のプローブの形状は特に限定されない。例えば、円柱形状、先端に向かって縮小する円錐形状、先端に向かって縮小する円錐台形状、等が考えられる。
摩擦攪拌工具を板材に対して押圧する際の深さは、プローブが実質的に板材に埋没する程度が好ましい。
また、摩擦攪拌工具の回転速度は特に限定されないが、例えば、500rpm〜3000rpm程度とすることができる。
【0028】
ここで、1個の摩擦攪拌工具を板材に対して走査させる場合を例にとり、摩擦攪拌について説明する。
図9に概略斜視図を示すように、2枚の金属板101,102を重ねた積層体103において、積層体103の一方の面(上面)から摩擦攪拌を行う。積層体103の2枚の金属板101,102の間には、図示しない発泡剤が挟まれている。
この場合、円柱状の本体105bと、本体105bの先端に取り付けられた棒状のプローブ105aとから構成された摩擦攪拌工具105を使用して、摩擦攪拌を行う。
プローブ105aを矢印bで示すように所定の回転数で回転させながら、本体105b及びプローブ105aを矢印aで示す方向(下方向)に押圧することで、積層体103の一方の面の一端にプローブ105aを貫入させる。そして、矢印cで示すように、積層体103の他端に向かって積層体103の長手方向に摩擦攪拌工具105を移動させる。
このとき、図9のA−Aにおける断面図を、図10に示す。図10において、実線は摩擦攪拌工具105のプローブ105aを積層体103の上面に接触させた状態を示し、二点鎖線は積層体103に押圧してプローブ105aを貫入させた状態を示している。図10に示すように、プローブ105aは積層体103の2枚の金属板101,102の接合面を貫通して、下層の金属板101に達する深さに貫入する。
次に、積層体103の一端から他端にかけて摩擦攪拌を行ったときの斜視図を、図11に示す。また、図12は、図11のx−x線(プローブ105aの中心軸を通る線)における断面図を示しており、摩擦攪拌を行ったときの積層体103の内部の様子を示したものである。
摩擦攪拌を行うことにより、積層体103と摩擦攪拌工具105との間に摩擦熱が生じ、摩擦攪拌された部分には攪拌部106が形成される。この場合、実際には、本体105bと金属板102の表面で摩擦熱が発生し、プローブ105aによって攪拌される。そして、攪拌部106において、2枚の金属板101,102と発泡剤とが均一に混合されると同時に、2枚の金属板101,102が接合される。これにより、攪拌部106は、金属板101,102内に発泡剤が混入された発泡金属前駆体となる。
【0029】
なお、図9〜図12に示す摩擦攪拌工具105の直径は、積層体103の幅よりも充分に小さいので、さらに、摩擦攪拌工具105を摩擦攪拌の走査方向と直交する方向(図9と図11の右下から左上に向かう、積層体103の幅方向)に移動させて、摩擦攪拌を行うことが望ましい。攪拌部が重なるように、4回の摩擦攪拌を行った状態の斜視図を、図13に示す。この図13では、4回とも同じ向き(左下から右上への向き)に摩擦攪拌工具105を走査させている。
さらに、図13に示した4回の摩擦攪拌を行った後に、摩擦攪拌を繰り返して行うことも可能であり、さらに摩擦攪拌の効果を高めることができる。この場合、繰り返し回数や、それぞれの摩擦攪拌における摩擦攪拌工具105を走査する方向は限定されない。摩擦攪拌工具105を図13と同じ方向に走査させても、各回の摩擦攪拌の間に図13とは逆方向の左上から右下に摩擦攪拌工具105を移動させても構わない。
【0030】
図9〜図13では、1個の摩擦攪拌工具を板材に対して走査させていたのに対して、本発明の製造方法及び製造装置では、板材の幅方向に複数個の摩擦攪拌工具を配置する。
そして、本発明の製造方法及び製造装置では、好ましくは、摩擦攪拌工具の位置を固定して、板材をその長手方向に送る。この場合、板材への摩擦攪拌のされ方は、図13に示した、1個の摩擦攪拌工具を同じ走査方向で複数回の摩擦攪拌を行った場合と、類似している。
【0031】
本発明の製造方法及び製造装置によれば、板材の幅方向に複数個の摩擦攪拌工具を配置することにより、板材の幅方向全体に対して摩擦攪拌を行うことが可能になり、また、摩擦攪拌工具を用いた摩擦攪拌を行うので、発泡剤を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を、高い生産性により低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0032】
本発明において、複数個の摩擦攪拌工具の配置は、一列のみ幅方向に摩擦攪拌工具を配置しても良いが、摩擦攪拌工具を板材の長手方向に複数列配置することが好ましい。摩擦攪拌工具を長手方向に複数列設けたことにより、攪拌回数を最適な回数に制御し、良好な攪拌を行うことができる。
より好ましくは、摩擦攪拌工具を、互いに隣接する列の摩擦攪拌工具の間の位置に配置する(例えば、図3の配置)。このように配置すれば、板材の幅方向全体をほぼ均等に摩擦攪拌することができる。
【0033】
本発明において、発泡剤を有する板材と摩擦攪拌工具との組み合わせを複数組設けて、摩擦攪拌がなされる板材を上下に積層した構成とすることも可能である。
このように構成することにより、発泡金属の前駆体となる接合体の厚さを2倍以上に厚くすることができるので、発泡金属の大型化や生産性の向上を図ることができる。
発泡金属を大型化することにより、例えば、人工島や埠頭等にも発泡金属を利用することが可能になる。
【0034】
また、本発明において、板材の下方と上方とからそれぞれ摩擦攪拌工具による摩擦攪拌がなされる構成とすることも可能である。
なお、この場合、下方の摩擦攪拌工具と上方の摩擦攪拌工具とは、先端が接触する構成も、先端が接触しない構成もいずれも可能である。また、下方と上方の摩擦攪拌工具のプローブの部分を一体化した構成とすることも可能である。
【0035】
また、大きい摩擦攪拌工具を使うことにより、板材の幅方向の摩擦攪拌工具の個数を減らすことが可能である。
なお、板材の幅が比較的狭い場合には、板材の幅方向において大きい1個の摩擦攪拌工具のみを配置することも可能である。この構成において、さらに帯状の板材の長手方向に複数個の摩擦攪拌工具を配置することにより、攪拌効果を高めて母材中の発泡剤の分布をより均一にすることができる。
【0036】
また、摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送ることが望ましいが、本発明において、帯状の板材の幅方向に配置した複数個の摩擦攪拌工具を、固定された板材に対して走査させる構成とすることも可能である。
摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送る方が、流れ作業で板材の積層体を供給することができ、また、摩擦攪拌を行った後に、次の加熱工程に送りやすい、という利点を有する。
【0037】
<2.第1の実施の形態>
続いて、本発明の具体的な実施の形態を説明する。
本発明の第1の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図1及び図2に示す。
本実施の形態は、複数個の摩擦攪拌工具を使用して、積層体の上面から摩擦攪拌を行う場合である。
【0038】
図1に示すように、本実施の形態の製造装置は、第1の板材11を供給する第1のロール1と、第2の板材12を供給する第2のロール2と、発泡剤4を散布する発泡剤供給部3とを備えている。発泡剤供給部3は、第1のロール1と第2のロール2との中間に設けられており、これにより、第2の板材12と積層される前の第1の板材11に、発泡剤4を散布することができる。
【0039】
そして、図2に示すように、本実施の形態の製造装置は、第1の板材11及び第2の板材12を積層した積層体13に対して摩擦攪拌を行うための摩擦攪拌工具5と、積層体13を搬送し支持するためのローラ7とを備えている。
さらに、本実施の形態の製造装置は、摩擦攪拌が行われた積層体13に対して加熱を行う加熱炉から成る加熱部8と、加熱により発泡剤が発泡して気泡が発生した後に冷却するための散水機9を含む冷却部とを備えている。加熱部8の構成としては、電熱線により加熱する構成、ガス燃焼により加熱する構成、赤外線により加熱する構成等が考えられる。
【0040】
摩擦攪拌工具5は、図9〜図12に示した摩擦攪拌工具105と同様の構成を有しており、円柱状の本体5bと、本体5bの先端に取り付けられた棒状のプローブ5aとから、構成されている。
【0041】
本実施の形態の製造装置では、特に、摩擦攪拌工具5付近の平面図を図3に示すように、積層体13に対して摩擦攪拌を行うための摩擦攪拌工具5が、積層体13の幅方向に複数個配置されている。そして、幅方向に複数個の摩擦攪拌工具5が並んだ列が、積層体13の長手方向に4列設けられている。
また、1列目及び3列目では、積層体13の幅Wに対してほぼ一杯に4個の摩擦攪拌工具5が配置され、2列目及び4列目では、積層体13の幅方向の位置が、隣の列の摩擦攪拌工具5の間にあるように摩擦攪拌工具5が配置されている。
なお、積層体13の幅Wは特に限定されないが、例えばこの幅Wを900mm程度とすることができる。
【0042】
図1及び図2に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0043】
図1に示すように、第1のロール1から供給される、第1の板材11の上に、発泡剤供給部3から発泡剤4を散布する。
その先で、第2のロール2から供給される、第2の板材12を、第1の板材11の上に載せて、第1の板材11と第2の板材12との間に発泡剤4が挟まれた積層体13を形成する。
【0044】
続いて、図2に示すように、積層体13に対して、円柱状の本体5bとプローブ5aとから成る摩擦攪拌工具5により、摩擦攪拌が行われる。積層体13は、その下に設けられたローラ7によって、図中右方向に送られると共に、摩擦攪拌工具5からの押圧に対して支持される。摩擦攪拌により、積層体13の第1の板材11及び第2の板材12が一体化されて、第1の板材11及び第2の板材12の境界がなくなり、2枚の板材の分の厚さを有する接合体19が形成される。
なお、図示しないが、帯状の積層体13に対して、その側面側にもローラを配置することにより、積層体13の幅を制御することが可能である。
2枚の板材11,12からなる積層体13の厚さは、例えば100mm程度とすることができる。
積層体13の送り速度は、例えば1m/分程度とすることができる。
【0045】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤4が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図2では、接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図2に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0046】
上述の本実施の形態によれば、積層体13の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0047】
また、本実施の形態によれば、幅方向に複数個の摩擦攪拌工具5が並んだ列が、積層体13の長手方向に4列設けられ、1列目及び3列目では、積層体13の幅Wに対してほぼ一杯に4個の摩擦攪拌工具5が配置され、2列目及び4列目では、積層体13の幅方向の位置が、隣の列の摩擦攪拌工具5の間にあるように摩擦攪拌工具5が配置されている。
これにより、積層体13の幅方向全体に対して、ほぼ均等に摩擦攪拌を行うことができ、発泡剤の良好な攪拌を行うことができる。
【0048】
なお、図2では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0049】
<3.第2の実施の形態>
本発明の第2の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図4に示す。
本実施の形態は、2つの積層体を重ねて、その上下両面から摩擦攪拌を行う場合である。
【0050】
図4に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した(第1の)積層体13と、第3の板材16及び第4の板材17を積層した第2の積層体18とを重ねている。
そして、それぞれの積層体13,18に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されている。即ち、下側の第1の積層体13の下方と、上側の第2の積層体18の上方とに、それぞれ、摩擦攪拌工具5が配置されている。
下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、積層体13,18の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の積層体13,18の幅方向の位置に配置されている。
なお、図4よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0051】
本実施の形態において、摩擦攪拌の後段の工程及び装置は、図2と同様となっている。ただし、本実施の形態では、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0052】
図4に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0053】
それぞれ図示しないロールから供給される、第1の板材11、第2の板材12、第3の板材16、第4の板材17を用いて、図4に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13、第3の板材16と第4の板材17とを積層した第2の積層体18とを作製する。これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
【0054】
続いて、第1の積層体13の上に第2の積層体18を重ねて、その状態で、下方及び上方に配置された摩擦攪拌工具5により、摩擦攪拌及び2つの積層体13,18の接合が行われる。
この図4の場合、下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、矢印で示すように同じ向きに回転させている。
下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、このように同じ向きに回転させる構成とすると、簡易な構成で同一の回転体から回転運動を伝達して回転駆動させることができるので、駆動のための構成を簡略化することができる。
摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第2の積層体18の第3の板材16及び第4の板材17が一体化される。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。従って、各板材11,12,16,17の境界がなくなり、4枚の板材の分の厚さを有する接合体19が形成される。
【0055】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図4では、図2と同様に接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図4に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0056】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0057】
また、本実施の形態によれば、それぞれの積層体13,18に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の2倍とすることができる。
これにより、発泡金属の大型化や生産性の向上を図ることができる。
【0058】
なお、図4では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0059】
また、積層体13,18の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、互いに接続されておらず、また、プローブ5a同士が接触してもいないため、互いに逆の方向に回転させることも可能である。
逆の方向に回転させる構成とすると、同じ方向に回転させる構成と比較して、回転駆動のための構成が若干増えることにはなる。なお、上下の摩擦攪拌工具5の回転方向の関係が摩擦攪拌へ及ぼす影響は少ないと考えられる。
【0060】
<4.第3の実施の形態>
本発明の第3の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図5に示す。
本実施の形態は、1つの積層体の上面から摩擦攪拌を行い、その上に他の積層体を重ねて、他の積層体の上面から摩擦攪拌を行う場合である。
【0061】
図5に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した(第1の)積層体13に摩擦攪拌を行う摩擦攪拌工具5よりも後段において、第3の板材16及び第4の板材17を積層した第2の積層体18を第1の積層体13上に重ねている。
そして、第2の積層体18を第1の積層体13上に重ねた後に、第2の積層体18の上方に摩擦攪拌を行う摩擦攪拌工具5が配置されている。
第1の積層体13の上方の摩擦攪拌工具5と、第2の積層体18の上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、積層体13,18の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の積層体13,18の幅方向の位置に配置されている。
なお、図5よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0062】
本実施の形態において、摩擦攪拌よりも後段の工程及び装置は、図2と同様となっている。ただし、本実施の形態では、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0063】
図5に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0064】
それぞれ図示しないロールから供給される、第1の板材11及び第2の板材12を用いて、図5に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13を作製する。また、それぞれ図示しないロールから供給される、第3の板材16及び第4の板材17を用いて、図5に示すように、第3の板材16と第4の板材17とを積層した第2の積層体18を作製する。
これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
なお、第1の積層体13と第2の積層体18との間にも発泡剤を供給して、これらの積層体13,18の間に発泡剤を挟むようにしても構わない。
【0065】
まず、第1の積層体13に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第1の板材11及び第2の板材12の境界がなくなる。
その後、摩擦攪拌が行われた第1の積層体13の上に、第2の積層体18を重ねる。
次に、第2の積層体18に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第2の積層体18の第3の板材16及び第4の板材17が一体化され、第3の板材16及び第4の板材17の境界がなくなる。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。
これにより、4枚の板材11,12,16,17の分の厚さを有する接合体19が形成される。
【0066】
次に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。加熱工程の温度は、接合体19の材料の融点の近傍の温度とすることが望ましい。
なお、気泡15の発生により、母材である接合体19の体積が膨張するが、図5では、図2と同様に接合体19の上下にそれぞれローラ7を配置することにより、膨張した後の厚さを制御している。
次に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。例えば、図5に示す散水機9を使用して、水冷により発泡金属の冷却を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0067】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になる。また、摩擦攪拌工具5を用いた摩擦攪拌を行うので、発泡剤4を板材内に分散させることができる。
これにより、品質の安定性に優れた発泡金属を低いコストで製造することが可能になり、安定した品質を有する発泡金属を、従来の鋳造法や粉末冶金法よりも低いコストで製造することが可能になる。
【0068】
また、本実施の形態によれば、それぞれの積層体13,18に対して、上方から摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の2倍とすることができる。
これにより、発泡金属の大型化や生産性の向上を図ることができる。
【0069】
なお、図5では、散水機9を使用した水冷によって冷却工程を行っているが、その他の構成によって冷却工程を行っても構わない。
例えば、他の方法による水冷や、空冷(例えば、送風機等により空気や不活性気体を吹き付ける方法)も可能である。
【0070】
また、図5では、積層体13,18を2つ重ねていた。
第2の積層体18及びその上方から摩擦攪拌を行う摩擦攪拌工具5と同様の構成の積層体及び摩擦攪拌工具をさらに配置して、摩擦攪拌を繰り返す構成とすることにより、3つ以上の積層体を重ねて、発泡金属の前駆体となる接合体を作製することができる。これにより、任意の厚さの発泡金属を製造することが可能である。
【0071】
また、図5では、第1の積層体13の上に、2枚の板材16,17を積層した第2の積層体18を重ねて摩擦攪拌を行う構成としていたが、第1の積層体13の上に発泡剤を散布して、その上に1枚の板材だけを重ねて摩擦攪拌を行う構成としてもよい。
【0072】
<5.第4の実施の形態>
本発明の第4の実施の形態の発泡金属の製造方法に係る製造装置の概略構成図(模式的な断面図)を、図6に示す。
本実施の形態は、第2の実施の形態と第3の実施の形態の組み合わせに近い構成であるが、最初に1つの積層体の両面から摩擦攪拌を行う構成である点が第2の実施の形態とは異なっている。
【0073】
図6に示すように、本実施の形態の製造装置では、第1の板材11及び第2の板材12を積層した第1の積層体13に対して、下方及び上方からそれぞれ摩擦攪拌を行うための摩擦攪拌工具5が配置されている。
第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とは、第1の実施の形態の図3に示した配置と同様に、第1の積層体13の幅方向に複数個の摩擦攪拌工具5が配置され、それぞれの摩擦攪拌工具5が隣接する列の摩擦攪拌工具5の間の第1の積層体13の幅方向の位置に配置されている。
なお、本実施の形態の製造装置では、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とを、それぞれのプローブ5aが接触する手前まで近づけている。
【0074】
また、図6に示すように、本実施の形態の製造装置では、図5に示した第3の実施の形態の製造装置と同様に、第1の板材11及び第2の板材12を積層した第1の積層体13に摩擦攪拌を行う摩擦攪拌工具5よりも後段において、第3の板材16及び第4の板材17を積層した第2の積層体18を第1の積層体13上に重ねている。
そして、第2の積層体18を第1の積層体13上に重ねた後に、第2の積層体18の上方に摩擦攪拌を行う摩擦攪拌工具5が配置されている。
【0075】
なお、図6よりも前段にある、2枚の板材とその間に挟まれた発泡剤とを含む積層体13,18を作製する工程及び装置は、第1の実施の形態の図1に示した工程及び装置と同様とすることができる。
従って、図1に示した装置を2系統設けて、それぞれの系統で積層体13,18を作製する。
【0076】
本実施の形態において、摩擦攪拌よりも後段の工程及び装置は、図5と同様となっている。従って、摩擦攪拌により、2つの積層体13,18を接合するので、4枚の板材11,12,16,17の分の厚さの接合体19が作製される。
この接合体19に対して、加熱工程が行われる。
【0077】
図6に示す製造装置を用いて、以下に説明するようにして、発泡金属を製造することができる。
【0078】
それぞれ図示しないロールから供給される、第1の板材11及び第2の板材12を用いて、図6に示すように、第1の板材11と第2の板材12とを積層した第1の積層体13を作製する。また、それぞれ図示しないロールから供給される、第3の板材16及び第4の板材17を用いて、図6に示すように、第3の板材16と第4の板材17とを積層した第2の積層体18を作製する。これら第1の積層体13及び第2の積層体18には、2つの板材11,12及び16,17の間に挟まれた発泡剤を含んでいる。
【0079】
まず、第1の積層体13に対して、下方に配置された摩擦攪拌工具5及び上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。このとき、下方に配置された摩擦攪拌工具5及び上方に配置された摩擦攪拌工具5を、図中矢印で示すように同じ方向に回転させる。そして、それぞれの摩擦攪拌工具5のプローブ5a同士を接触する手前まで近づける。
摩擦攪拌により、第1の積層体13の第1の板材11及び第2の板材12が一体化され、第1の板材11及び第2の板材12の境界がなくなる。
その後、摩擦攪拌が行われた第1の積層体13の上に、第2の積層体18を重ねる。
次に、第2の積層体18に対して、上方に配置された摩擦攪拌工具5により、摩擦攪拌を行う。摩擦攪拌により、第2の積層体18の第3の板材16及び第4の板材17が一体化され、第3の板材16及び第4の板材17の境界がなくなる。また、摩擦攪拌の強力な塑性流動により、第1の積層体13と第2の積層体18とが接合される。なお、このとき、摩擦攪拌工具5を下の第1の積層体13に若干でも摺らせると、第1の積層体13と第2の積層体18とを完全に接合させることができる。
このようにして、4枚の板材11,12,17,18の分の厚さを有する接合体19が形成される。
【0080】
次に、図5に示した第3の実施の形態と同様に、摩擦攪拌を行った接合体19に対して、加熱部8を使用して、接合体19を加熱する加熱工程を行う。接合体19を加熱することにより、内部の発泡剤が発泡して、気泡15が発生する。
さらに、図5に示した第3の実施の形態と同様に、母材14の内部に気泡15が発生した発泡金属に対して、冷却工程を行う。
これにより、母材14の内部に気泡15を含む、発泡金属を製造することができる。
【0081】
上述した実施の形態の製造装置及び製造方法の説明では、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とが接触する手前まで近づいていた。
これに対して、第1の積層体13の下方の摩擦攪拌工具5と上方の摩擦攪拌工具5のプローブ5a同士が一体化されている構成とすることも可能である。ただし、この構成の場合、プローブ5aを上下方向に動かして積層体13に差し込むことができないので、プローブ5aの横から、積層体13を入れていくことになる。
なお、前述した第2の実施の形態の製造装置及び製造方法(図4)に対しても、このように下方の摩擦攪拌工具5と上方の摩擦攪拌工具5のプローブ5a同士が一体化されている構成に変形することが可能である。
【0082】
上述の本実施の形態によれば、積層体13,18の幅方向に複数個の摩擦攪拌工具5を配置して、摩擦攪拌を行うことにより、積層体13,18の幅方向全体に対して摩擦攪拌を行うことが可能になるので、品質の安定性に優れた発泡金属を低いコストで製造することが可能になる。
【0083】
さらにまた、本実施の形態によれば、それぞれの積層体13,18に対して、摩擦攪拌を行うための摩擦攪拌工具5が配置されているので、積層体13,18の全体の厚さを、第1の実施の形態の3倍とすることができる。
これにより、第2の実施の形態や第3の実施の形態の構成と同様に、発泡金属の大型化や生産性の向上を図ることができる。
【0084】
<6.変形例>
続いて、上述した各実施の形態の製造装置及び製造方法に対する変形例を、以下に説明する。
【0085】
まず、図6に示した第4の実施の形態の製造装置の構成に、金型で成型する工程を追加した製造装置の概略構成図を、図7に示す。
図7に示す製造装置は、図6に示した製造装置の加熱工程と冷却工程との間に、気泡15が発生して膨張した接合体19に対して、下方及び上方から金型10を押し当てて成型する工程が追加されている。
加熱工程と冷却工程との間に、金型10で成型する工程を追加したことにより、発泡金属を金型10に対応した複雑な形状に成型することが可能になる。例えば、湾曲した形状とすることも可能である。そして、成型された状態で、冷却工程が行われる。
図7は、図6に示した第4の実施の形態の製造装置の構成に、金型で成型する工程を追加した場合であったが、同様にして第1〜第3の各実施の形態の製造装置の加熱工程と冷却工程との間に、金型で成型する工程を追加することができる。
【0086】
次に、隣接する攪拌混合工具を、歯車で接続した構成の平面図を、図8A及び図8Bにそれぞれ示す。
図8Aに示す構成は、左から1列目及び2列目の摩擦攪拌工具を歯車6で接続し、左から3列目及び4列目の摩擦攪拌工具を歯車6で接続している。摩擦攪拌工具は、歯車6の下側にあり、積層体13と歯車6の間にある。
そして、左から1列目(3列目)の摩擦攪拌工具と、左から2列目(4列目)の摩擦攪拌工具とを、互い違いに歯車6で接続している。これにより、矢印で示すように、同じ列の摩擦攪拌工具は同じ向きに回転し、隣接する列の摩擦攪拌工具は互いに逆向きに回転する。図8Aの場合、左から1列目及び3列目の摩擦攪拌工具が右回りに回転し、左から2列目及び4列目の摩擦攪拌工具が左回りに回転している。
図8Bに示す構成は、同じ列の摩擦攪拌工具同士を歯車6で接続している。図8Aと同様に、摩擦攪拌工具は、歯車6の下側にあり、積層体13と歯車6の間にある。
同じ列の摩擦攪拌工具同士を歯車6で接続しているので、矢印で示すように、同じ列の隣接する摩擦攪拌工具が互いに逆向きに回転する。図8Bの場合、各列の図中下側から奇数番目の摩擦攪拌工具が右回りに回転し、偶数番目の摩擦攪拌工具が左回りに回転している。
このように、歯車6により摩擦攪拌工具を接続する場合、歯車6の組み合わせにより、摩擦攪拌工具の回転方向を変えることができる。
なお、図8Aでは5本の摩擦攪拌工具が、図8Bでは4本又は3本の摩擦攪拌工具が、歯車6によって接続されて1つのユニットを構成している。歯車6によって接続された、1つのユニットの摩擦攪拌工具の本数は特に限定されないが、例えば50本程度と多くすると回転駆動に対する負荷が大きくなり過ぎるので、10本程度までの範囲とすることが好ましい。
【0087】
また、第2及び第4の各実施の形態では、下方の摩擦攪拌工具5と上方の摩擦攪拌工具5とが同じ位置に配置されていたが、本発明では、下方の摩擦攪拌工具の位置と上方の摩擦攪拌工具の位置とが異なっていても構わない。例えば、一列毎に上面側と下面側とに交互に摩擦攪拌工具を配置しても構わない。
【0088】
また、摩擦攪拌により接合される複数枚の板材は、通常は同じ材料が用いられるが、互いに異なる材料から成る板材を、摩擦攪拌により接合することも可能である。
例えば、互いに異なる材料から成る2枚以上の板材を積層して、摩擦攪拌により接合することができる。
例えば、互いに異なる材料から成る2枚以上の板材を横に並べて、板材の境界部分に対して摩擦攪拌を行うことにより接合することができる。
このように、互いに異なる材料から成る板材を摩擦攪拌により接合することにより、厚さ方向や水平方向に材料の組成が徐々に変化していく、傾斜機能材料を作製することも可能になる。
【0089】
なお、互いに異なる材料から成る2枚以上の板材を積層する際には、発泡剤を含む板材同士を積層する構成と、発泡剤を含む板材と発泡剤を含まない板材とを積層する構成との、いずれも可能である。
発泡剤を含む板材と発泡剤を含まない板材とを積層した場合、発泡剤から気泡を発生させた最終的な状態では、発泡金属と、発泡を生じていない緻密金属とが一体化された、傾斜機能材料が形成される。
また、発泡剤を含む板材同士を積層する構成において、それぞれの板材に対する発泡剤の含有比率を異ならせれば、部分によって気孔の体積比が異なる構成の発泡金属を作製することも可能である。
【0090】
また、本発明の製造方法及び製造装置において、前述したように、摩擦攪拌工具の位置を固定して、帯状の板材を長手方向に送ることが望ましいが、帯状の板材の幅方向に配置した複数個の摩擦攪拌工具を、固定された板材に対して走査させる構成とすることも可能である。
【0091】
上述した各実施の形態では、帯状の板材の積層体や接合体の幅方向に、複数個の摩擦攪拌工具を配置して、図3に示したように、その幅方向の複数個の摩擦攪拌工具が幅方向に一列に、即ち長手方向では同じ位置に配置されている場合を説明していた。
本発明の製造方法及び製造装置において、幅方向に配置する複数個の摩擦攪拌工具の長手方向の位置は同じ位置に限定されるものではなく、例えば、各工具の長手方向の位置をずらして、平面図で見て帯状の板材に対して斜めに配置しても構わない。
【0092】
また、本発明の製造方法及び製造装置において、それぞれの摩擦攪拌工具のすぐ横にローラを設けて、帯状の板材が回転したり横ずれしたりすることを抑制することも可能である。
【0093】
また、図2及び図4〜図7では、矢印で示すように、全ての摩擦攪拌工具5を同じ右回りに回転させていた。
本発明において、各摩擦攪拌工具の回転方向は、これらの図に示した回転方向には限定されず、任意の回転方向とすることが可能である。
なお、ある程度の範囲の摩擦攪拌工具の回転方向を同じに揃えれば、摩擦攪拌工具を回転させる駆動部の構成を簡略化できる。例えば、図2及び図4〜図7に示した全て右回りとする他に、全て左回りにする、同じ列は同じ回転方向とする、隣接する複数の列全体を同じ回転方向とする、等が可能である。
【0094】
本発明は、上述の実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲でその他様々な構成が取り得る。
【符号の説明】
【0095】
1 第1のロール、2 第2のロール、3 発泡剤供給部、4 発泡剤、5 摩擦攪拌工具、5a プローブ、5b (摩擦攪拌工具の)本体、6 歯車、7 ローラ、8 加熱部、9 散水機、10 金型、11 第1の板材、12 第2の板材、13 (第1の)積層体、14 母材、15 気泡、16 第3の板材、17 第4の板材、18 第2の積層体、19 接合体
【特許請求の範囲】
【請求項1】
金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造する方法であって、
金属又は合金から成る、帯状の板材に対して、発泡剤を供給した後に、前記板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて、摩擦攪拌を行う工程と、
その後、加熱することにより、前記発泡剤を発泡させて、前記気泡を形成する工程と、
前記気泡が形成された前記母材を冷却する工程とを有する
発泡金属の製造方法。
【請求項2】
2枚の前記帯状の板材の間に前記発泡剤を供給して、2枚の前記帯状の板材の間に発泡剤を挟みこむ、請求項1に記載の発泡金属の製造方法。
【請求項3】
前記摩擦攪拌を行う工程において、前記帯状の板材をその長手方向に送る、請求項1又は請求項2に記載の発泡金属の製造方法。
【請求項4】
前記摩擦攪拌を行う工程において、前記摩擦攪拌工具を前記板材の幅方向に複数個配置した列を前記板材の長手方向に複数列設けて、前記摩擦攪拌工具の前記板材の幅方向の位置が隣の列の前記摩擦攪拌工具の間にあるように配置する、請求項1〜請求項3のいずれか1項に記載の発泡金属の製造方法。
【請求項5】
前記摩擦攪拌を行う工程において、前記発泡剤を供給した前記帯状の板材を複数重ねて積層体を作製し、前記積層体に対して、下方及び上方からそれぞれ前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項1〜請求項4のいずれか1項に記載の発泡金属の製造方法。
【請求項6】
前記摩擦攪拌を行う工程において、前記発泡剤を供給した前記帯状の板材に対して前記摩擦攪拌を行った後に、前記帯状の板材の上に、さらに前記発泡剤を供給した別の前記帯状の板材を重ねて、上方から前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項1〜請求項4のいずれか1項に記載の発泡金属の製造方法。
【請求項7】
前記摩擦攪拌を行う工程において、前記積層体に対して前記摩擦攪拌を行った後に、前記積層体の上に、さらに前記発泡剤を供給した別の前記帯状の板材を重ねて、上方から前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項5に記載の発泡金属の製造方法。
【請求項8】
金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造するための製造装置であって、
金属又は合金から成る帯状の板材に対して、前記板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、
前記摩擦攪拌工具を回転駆動させる駆動部とを備えた
発泡金属の製造装置。
【請求項9】
前記摩擦攪拌工具を前記板材の幅方向に複数個配置した列が前記板材の長手方向に複数列設けられ、前記摩擦攪拌工具の前記板材の幅方向の位置が隣の列の前記摩擦攪拌工具の間にあるように配置されている、請求項8に記載の発泡金属の製造装置。
【請求項10】
隣接する前記摩擦攪拌工具を接続すると共に、複数個の前記摩擦攪拌工具を1つの駆動系で回転させる、歯車をさらに有する、請求項8又は請求項9に記載の発泡金属の製造装置。
【請求項1】
金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造する方法であって、
金属又は合金から成る、帯状の板材に対して、発泡剤を供給した後に、前記板材の幅方向に並べて配置された複数個の摩擦攪拌工具を用いて、摩擦攪拌を行う工程と、
その後、加熱することにより、前記発泡剤を発泡させて、前記気泡を形成する工程と、
前記気泡が形成された前記母材を冷却する工程とを有する
発泡金属の製造方法。
【請求項2】
2枚の前記帯状の板材の間に前記発泡剤を供給して、2枚の前記帯状の板材の間に発泡剤を挟みこむ、請求項1に記載の発泡金属の製造方法。
【請求項3】
前記摩擦攪拌を行う工程において、前記帯状の板材をその長手方向に送る、請求項1又は請求項2に記載の発泡金属の製造方法。
【請求項4】
前記摩擦攪拌を行う工程において、前記摩擦攪拌工具を前記板材の幅方向に複数個配置した列を前記板材の長手方向に複数列設けて、前記摩擦攪拌工具の前記板材の幅方向の位置が隣の列の前記摩擦攪拌工具の間にあるように配置する、請求項1〜請求項3のいずれか1項に記載の発泡金属の製造方法。
【請求項5】
前記摩擦攪拌を行う工程において、前記発泡剤を供給した前記帯状の板材を複数重ねて積層体を作製し、前記積層体に対して、下方及び上方からそれぞれ前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項1〜請求項4のいずれか1項に記載の発泡金属の製造方法。
【請求項6】
前記摩擦攪拌を行う工程において、前記発泡剤を供給した前記帯状の板材に対して前記摩擦攪拌を行った後に、前記帯状の板材の上に、さらに前記発泡剤を供給した別の前記帯状の板材を重ねて、上方から前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項1〜請求項4のいずれか1項に記載の発泡金属の製造方法。
【請求項7】
前記摩擦攪拌を行う工程において、前記積層体に対して前記摩擦攪拌を行った後に、前記積層体の上に、さらに前記発泡剤を供給した別の前記帯状の板材を重ねて、上方から前記摩擦攪拌工具による前記摩擦攪拌を行う、請求項5に記載の発泡金属の製造方法。
【請求項8】
金属又は合金から成る母材内に発泡による気泡を有する発泡金属を製造するための製造装置であって、
金属又は合金から成る帯状の板材に対して、前記板材の幅方向に並べて配置された複数個の摩擦攪拌工具と、
前記摩擦攪拌工具を回転駆動させる駆動部とを備えた
発泡金属の製造装置。
【請求項9】
前記摩擦攪拌工具を前記板材の幅方向に複数個配置した列が前記板材の長手方向に複数列設けられ、前記摩擦攪拌工具の前記板材の幅方向の位置が隣の列の前記摩擦攪拌工具の間にあるように配置されている、請求項8に記載の発泡金属の製造装置。
【請求項10】
隣接する前記摩擦攪拌工具を接続すると共に、複数個の前記摩擦攪拌工具を1つの駆動系で回転させる、歯車をさらに有する、請求項8又は請求項9に記載の発泡金属の製造装置。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−251207(P2012−251207A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−124393(P2011−124393)
【出願日】平成23年6月2日(2011.6.2)
【出願人】(504145364)国立大学法人群馬大学 (352)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月2日(2011.6.2)
【出願人】(504145364)国立大学法人群馬大学 (352)
[ Back to top ]