
皮革テクスチャ感触編物の製造方法

【課題】皮革テクスチャ感触編物の製造方法の提供。
【解決手段】本皮革テクスチャ感触編物の製造方法は、高収縮繊維と第1超細繊維を編成して複数の経糸パイルとなし、表面と背面を有する上層編地を得る。続いて、複数の定型樹脂で形成した液体顆粒を包含するミストを該上層編地の表面にスプレーし、該液体顆粒を該表面の経編パイルに付着させる。その後、該上層編地を加工温度まで加熱し、且つカレンダ設備でカレンダ加工し、該定型樹脂を硬化させ並びに該表面に位置する該経編パイルの反り返りを抑制し、且つ該表面に所定模様を形成させる。最後に、接着剤で該上層編地の該背面と下層編地とを相互に貼り合わせ、皮革テクスチャ感触編物を完成する。本皮革テクスチャ感触編物の編成方式は、優れた通気性を有する。
【解決手段】本皮革テクスチャ感触編物の製造方法は、高収縮繊維と第1超細繊維を編成して複数の経糸パイルとなし、表面と背面を有する上層編地を得る。続いて、複数の定型樹脂で形成した液体顆粒を包含するミストを該上層編地の表面にスプレーし、該液体顆粒を該表面の経編パイルに付着させる。その後、該上層編地を加工温度まで加熱し、且つカレンダ設備でカレンダ加工し、該定型樹脂を硬化させ並びに該表面に位置する該経編パイルの反り返りを抑制し、且つ該表面に所定模様を形成させる。最後に、接着剤で該上層編地の該背面と下層編地とを相互に貼り合わせ、皮革テクスチャ感触編物を完成する。本皮革テクスチャ感触編物の編成方式は、優れた通気性を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一種の編物の製造方法に係り、特に、皮革に近いテクスチャの編物の製造方法に関する。
【背景技術】
【0002】
皮革の主要な応用の領域は、靴、衣服、インテリア、運動器材等、各種の民生消費物品をカバーし、取得源は天然皮革と合成皮革に分けられ、前者は動物の皮膚を加工後に得た皮革を指し、後者は不織布の上を皮革テクスチャを有する高分子材料で被覆して得られる。現在の環境保護意識の高まりを鑑み、業者は天然皮革材料の使用量をできるだけ減らして、合成皮革を代わりに使用するようになっている。
【0003】
周知の合成皮革製造方法には、たとえば、特許文献1から6に記載のものがあり、それに記載された合成皮革は、通常、高分子層、接着層、及び不織布ベースを包含する。該高分子層は、シート状或いはブロック状を呈し、大多数はポリウレタン(PU)或いはポリ塩化ビニル(PVC)を採用し、製造上、直接該高分子層に該接着層を介して該不織布ベースを被覆させる。このほか、特許文献7から9に記載の合成皮革製造方法によると、不織布を、弾性高分子を含有する水溶液中に浸漬させ、該弾性高分子に該不織布の間隙を充満させ、並びに完全に該不織布の表面を被覆させ、そのうち、該弾性高分子のほとんどは、ポリウレタンを使用している。該高分子層或いは該弾性高分子が、織物とは異なる弾性、平滑度及び厚実感により、皮革のようなテクスチャを提供する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許公開第2003/0162453号明細書
【特許文献2】米国特許公開第2004/0237221号明細書
【特許文献3】米国特許公開第2006/0234589号明細書
【特許文献4】米国特許公告第7,896,997号明細書
【特許文献5】米国特許公告第4,465,730号明細書
【特許文献6】米国特許公告第5,484,646号明細書
【特許文献7】米国特許公告第6,890,602号明細書
【特許文献8】米国特許公開第2011/0039055号明細書
【特許文献9】米国特許公開第2009/0047476号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の従来の技術に開示された合成皮革は、いずれも一定厚さの高分子で完全に不織布表面を被覆することで、皮革に類似の効果を発生している。ポリウレタン或いはポリ塩化ビニル等の高分子材料は、通常、天然皮革に極めて近いテクスチャと外観を提供し、並びに厚実感を有しているが、通気性不良の欠点を有している。これにより、実際の衣類、インテリア或いは運動用品等への応用においては、使用者は蒸し暑く感じられることがある。
【0006】
本発明の主要な目的は、周知の合成皮革の表層に厚実の弾性高分子を採用することによる通気性不良の問題を解決することにある。
【課題を解決するための手段】
【0007】
本皮革テクスチャ感触編物の製造方法は、高収縮繊維と第1超細繊維を編成して複数の経糸パイルとなし、表面と背面を有する上層編地を得る。続いて、複数の定型樹脂で形成した液体顆粒を包含するミストを該上層編地の表面にスプレーし、該液体顆粒を該表面の経編パイルに付着させる。その後、該上層編地に、該定型樹脂の融点より低い加工温度を加え並びにカレンダ設備でカレンダ加工し、該定型樹脂を硬化させ並びに該表面に位置する該経編パイルの反り返りを抑制し、且つ該表面に所定模様を形成させる。最後に、該上層編地の冷却を待ち、接着剤で該上層編地の該背面と下層編地の結合面とを相互に貼り合わせ、皮革テクスチャ感触編物を完成する。
【発明の効果】
【0008】
以上から分かるように、本発明の皮革テクスチャ感触編物の製造方法は、周知の技術と較べて、以下のような有益な作用効果を有する。
1.本発明の採用する第1超細繊維の外径は比較的小さく、編成時に該上層編地の繊維と繊維の間の間隙寸法を減らすことができ、さらに、該高収縮繊維の、熱を受けて大幅に収縮する特性を利用し、さらにその隙間の寸法を縮小し、使用者が接触した時に一般の編物が現出する緩い構造を感じることがなく、天然皮革の緊実構造に接近し、これにより、該定型樹脂が該経編パイルの反り返りを抑制でき、該皮革テクスチャ感触編物の表面を平滑とし、天然皮革に類似の触感と外観を現出させる。
2.本発明は編成方式を使用し、少量の定型樹脂で組成したミストを組合せ、該液体顆粒を該表面の経編パイルに付着させ、並びにカレンダ加工を組み合わせて該経編パイルの反り返りを抑制し高い平滑触感を達成し、該定型樹脂は層状形態で該上層編地の表面を被覆するのではなく、顆粒状で該経編パイルに付着し、これにより、本発明の提供する編物は、皮革テクスチャの感触を達成すると共に、優れた通気性を有し、使用者に蒸し暑さを感じさせない。
【図面の簡単な説明】
【0009】
【図1A】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
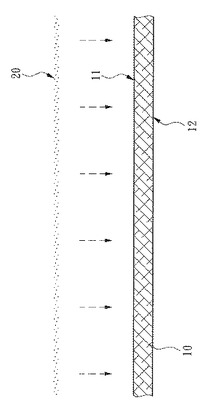
【図1B】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
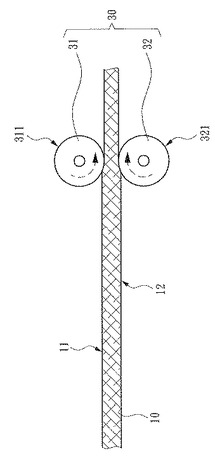
【図1C】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
【図1D】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
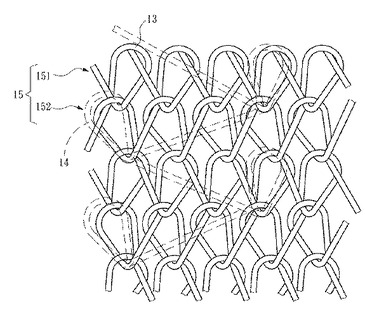
【図2】本発明の皮革テクスチャ感触編物の製造方法の実施例の上層編地の編成構造表示図である。
【図3】本発明の皮革テクスチャ感触編物の製造方法の実施例の下層編地の編成構造表示図である。
【図4】本発明の皮革テクスチャ感触編物の製造方法の実施例のスクリーンを使用してミストをスプレーする表示図である。
【発明を実施するための形態】
【0010】
本発明の皮革テクスチャ感触編物の製造方法の詳細な説明及び技術内容について、図面を参照して以下に説明する。
【0011】
図1Aから図1D、及び図2は、それぞれ本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図、及び上層編地の編成構造表示図である。
【0012】
まず図1Aに示されるように、上層編地10を提供する。該上層編地10は、表面11と、該表面11に背向する背面12を有する。
【0013】
さらに、図2に示されるように、該上層編地10は高収縮繊維13と第1超細繊維14を編成してなる複数の経編パイル15を有し、該経編パイル15は、並びに該高収縮繊維13で構成された第1経編パイル151と、該第1超細繊維14で構成された第2経編パイル152をそれぞれ包含する。
【0014】
本実施例中、該高収縮繊維13と該第1超細繊維14の材料はスパンデックス(Spandex)、ナイロン6(Nylon 6)繊維、ナイロン6−6(Nylon 6−6)繊維、ポリエチレンテレフタレート(略称PET)繊維、ポリウレタン(略称PU)繊維、ポリエチレン(略称PE)繊維、或いはポリプロピレン(略称PP)繊維とされ得る。本発明中、該高収縮繊維13は、2dtexから3dtexの糸密度を有する。該第1超細繊維14は、0.2dtexから0.6dtexの糸密度を有する。また、図2は、該上層編地10の編成構造の例示説明のための図であり、実際の生産要求により、該上層編地10もまた、その他の態様の経編組織とされ得る。
【0015】
続いて、図1Bに示されるように、ミスト20を、該上層編地10の該表面11にスプレーする。該ミスト20の化学組成は、定型樹脂を包含し、且つ該ミスト20は複数の液体顆粒で構成され、該液体顆粒は、該上層編地10にしみこみ、並びに図2に示される該表面11の該経編パイル15に付着する。本発明において、該定型樹脂は、粘着性を有する熱硬化性樹脂、たとえば、エポキシ樹脂、ポリメチルメタクリレート(略称PMMA)樹脂、ポリ塩化ビニル(略称PVC)樹脂、ポリエチレンテレフタレート(略称PET)樹脂とされ、該ミスト20は、該定型樹脂を配合してなる混合溶液とされ、ミスト発生設備と組合せて使用される。
【0016】
本実施例では、ミスト発生設備はケーシング、該ケーシング内に設けられた収容室及び複数の、該ケーシングを貫通するスプレー孔を包含し、該混合溶液は該スプレー孔を通過する。そのうち、該混合溶液は、該スプレー孔の口径により該液体顆粒を形成する。前述のミスト発生設備は本発明において該ミスト20の形成方式を説明するための一例にすぎず、本発明はこれに限定されるわけではなく、実際の応用により、本発明はまた、その他の方式或いは設備を採用可能であり、該定型樹脂に、該液体顆粒を含有する該ミスト20を形成させられるものとされる。
【0017】
図1Cを参照されたい。該ミスト20が該上層編地10の該表面11にスプレーされ、且つ該液体顆粒が該経編パイル15に付着させられた後、該上層編地10が加工温度まで加熱させられ、且つカレンダ設備30を使用して、該上層編地10に対してカレンダ加工がなされ、該加工温度は該定型樹脂の融点より低い。そのうち、該加工温度の選択は、該定型樹脂の実際の材料に合わされ、ある実施例においては、該定型樹脂の材料はポリウレタンとされ、該加工温度は摂氏130度から170度の間とされ、且つ最も好ましくは摂氏145度から155度の間とされる。図1Cに示されるように、本実施例の該カレンダ設備30は、第1カレンダロール31と該第1カレンダロール31に対向するよう設置された第2カレンダロール32を包含する。該第1カレンダロール31と該第2カレンダロール32はそれぞれ第1環状壁311と第2環状壁321を包含し、該第1環状壁311の表面に押し型模様が形成されている。このほか、該第1カレンダロール31と該第2カレンダロール32には金属材質が採用され、これにより、熱エネルギーが該上層編地10の該表面11に伝えられる。このステップでは、該上層編地10が該カレンダ設備30に送られ、該第1カレンダロール31と該第2カレンダロール32の間の間隙が該上層編地10の厚さよりも小さいことから、該第1カレンダロール31が該上層編地10に対して加圧し、並びに該第1カレンダロール31が該上層編地10の該表面11を該加工温度まで加熱することで、該経編パイル15に付着した該定型樹脂が加熱され且つ加圧され、該経編パイル15の該表面10に対する反り返りが抑制され、且つ該上層編地10の厚さが縮小され、厚さ方向の構造が、更に緊密とされる。
【0018】
続いて、図1Dに示されるように、該定型樹脂の冷却と硬化(Setting)を待ち、該上層編地10と下層編地40が貼り合わされ、以上で皮革テクスチャ感触編物が得られる。該皮革テクスチャ感触編物の厚さは1mmから3mmの間である。本発明中、このステップでは接着剤を使用して、該上層編地10の背面12と該下層編地40の結合面41を貼り合わせる。該接着剤は、通気効果を有する湿気硬化型高分子接着剤を選択可能であり、且つ好ましくは、硬化後にその延べ性を保留できる高分子種類、たとえばポリウレタン或いはポリメチルメタクリレートとされる。まず、ローラプリンティング、ナイフプリンティング、或いはスプレッディング(Spreading)方式を利用し、湿気硬化型高分子接着剤を該上層編地10の該背面12に塗布し、接着層50を形成し、図1Dに示されるように、該接着層50は好ましくは部分的に該下層編地40の結合面41を被覆し、すなわち、該接着層50は複数の接合領域51と複数の非接合領域52を包含し、該接合領域51は該結合面41に接続される。該非接合領域52は該接合領域51と相補する。該接着層50の形成の後、該上層編地10の該背面11と該接着層50が相互に接触し、これにより該上層編地10と該下層編地40が相互に接合する。
【0019】
本実施例は、該接着剤が該下層編地40の該結合面41に塗布されることで該接着層50を形成する場合を例として説明しているが、その他の実施方式により、該接着剤はまた、該上層編地10の該背面11に先に塗布されて該接着層50を形成した後に、さらに該下層編地40の該結合面41と該接着層50が接触させられてもよい。このほか、本実施例中、該下層編地40は、第2超細繊維43が編成されて、緯編組織配列の複数の緯編パイル44を有するものとされてもよく、該第2超細繊維43の材料は、スパンデックス(Spandex)、ナイロン6(Nylon 6)繊維、ナイロン6−6(Nylon6−6)繊維、ポリエチレンテレフタレート(略称PET)繊維、ポリウレタン(略称PU)繊維、ポリエチレン(略称PE)繊維、或いはポリプロピレン(略称PP)繊維とされ得て、且つ該第2超細繊維43は0.6dtexから1.2dtexの糸密度を有する。図3は本発明の皮革テクスチャ感触編物の製造方法の実施例の下層編地の編成構造表示図である。しかし、図3は僅かに該下層編地40の編成構造を説明するための一例にすぎず、実際の生産要求により、該下層編地40はまたその他の態様の緯編組織に編成されてもよい。
【0020】
該接着剤を使用して該上層編地10と該下層編地40を結合させる前に、該下層編地40にまず起毛処理が行われ、起毛ブラシを使用し、該下層編地40の該結合面41及び該結合面41に背向する着用面42に複数の起毛糸が形成される。或いは、該起毛糸が切断され、該下層編地40の該結合面41及び該結合面41に背向する該着用面42に複数の起毛を形成する。起毛処理はすでに成熟した周知の技術に属するため、ここでは詳しく説明しない。これにより、該結合面41において該接着層50との間の接着面積を増加できる。また、該結合面41は、該起毛糸或いは起毛により、該上層編地10の該背面11に位置する該経編パイル15と機械性の結合を形成し得て、これにより該上層編地10と該下層編地40の間の結合がさらに強固となる。且つ、該着用面42に対して起毛処理を行うことで、靴材、衣類などの製品に使用する時、天然皮革内面の触感にさらに接近させられ、また、使用者の肌に快適である。
【0021】
このほか、図1Bに示されるように、該ミスト20が完全に上層編地10にスプレーされることで、該液体顆粒が該表面11の該経編パイル15に付着する面積が比較的大きくなり、また、図4に示されるように、該ミスト20をスプレーする時、スクリーン60で該上層編地10の表面11上が被覆され、該スクリーン60は複数の貫通孔61を有し、該ミスト20がこれら貫通孔61を通り、該上層編地10の一部面積にスプレーされて、該液体顆粒の該表面11に位置する該経編パイル15に付着する面積を減らし、こうして、最終的に比較的柔軟な皮革テクスチャ感触編物を得る。
【0022】
本発明の皮革テクスチャ感触編物の製造方法が選択しようする該第1超細繊維の外径は小さく、これにより、該上層編地内の繊維と繊維間の隙間寸法を減らせる。該高収縮繊維の加熱されて大幅に収縮する特性により、カレンダ加工の後にさらにその隙間の寸法を縮小して、天然皮革のような緊密な構造を形成できる。さらに、該定型樹脂にカレンダ加工を組み合わせることで、該経編パイルの反り返りを抑制し、表面の良好な平滑性を達成する。上述の特徴を総合すると、該皮革テクスチャ感触編物は極めて天然皮革に接近したテクスチャと外観を現出する。このほか、本発明の皮革テクスチャ感触編物は編成方式を採用し、且つ少量の、該経編パイルの反り返りを抑制するための該定型樹脂を組合せ、そのうち、該定型樹脂は片状に成形されて該上層編地の表面を被覆するのではなく、顆粒形態で部分的に該経編パイルに付着する。ゆえに、本発明の提供する皮革テクスチャ感触編物は、優れた通気性を有し、使用者に蒸し暑さを感じさせない。これにより、本発明は極めて進歩性を有し、特許の要件を具備しているものと考え、ここに出願する次第です。
【0023】
以上述べたことは、本発明の実施例にすぎず、本発明の実施の範囲を限定するものではなく、本発明の特許請求の範囲に基づきなし得る同等の変化と修飾は、いずれも本発明の権利のカバーする範囲内に属するものとする。
【符号の説明】
【0024】
10 上層編地
11 表面
12 背面
13 高収縮繊維
14 第1超細繊維
15 経編パイル
20 ミスト
40 下層編地
41 結合面
43 第2超細繊維
44 緯編パイル
50 接着層
51 接合領域
52 非接合領域
【技術分野】
【0001】
本発明は一種の編物の製造方法に係り、特に、皮革に近いテクスチャの編物の製造方法に関する。
【背景技術】
【0002】
皮革の主要な応用の領域は、靴、衣服、インテリア、運動器材等、各種の民生消費物品をカバーし、取得源は天然皮革と合成皮革に分けられ、前者は動物の皮膚を加工後に得た皮革を指し、後者は不織布の上を皮革テクスチャを有する高分子材料で被覆して得られる。現在の環境保護意識の高まりを鑑み、業者は天然皮革材料の使用量をできるだけ減らして、合成皮革を代わりに使用するようになっている。
【0003】
周知の合成皮革製造方法には、たとえば、特許文献1から6に記載のものがあり、それに記載された合成皮革は、通常、高分子層、接着層、及び不織布ベースを包含する。該高分子層は、シート状或いはブロック状を呈し、大多数はポリウレタン(PU)或いはポリ塩化ビニル(PVC)を採用し、製造上、直接該高分子層に該接着層を介して該不織布ベースを被覆させる。このほか、特許文献7から9に記載の合成皮革製造方法によると、不織布を、弾性高分子を含有する水溶液中に浸漬させ、該弾性高分子に該不織布の間隙を充満させ、並びに完全に該不織布の表面を被覆させ、そのうち、該弾性高分子のほとんどは、ポリウレタンを使用している。該高分子層或いは該弾性高分子が、織物とは異なる弾性、平滑度及び厚実感により、皮革のようなテクスチャを提供する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】米国特許公開第2003/0162453号明細書
【特許文献2】米国特許公開第2004/0237221号明細書
【特許文献3】米国特許公開第2006/0234589号明細書
【特許文献4】米国特許公告第7,896,997号明細書
【特許文献5】米国特許公告第4,465,730号明細書
【特許文献6】米国特許公告第5,484,646号明細書
【特許文献7】米国特許公告第6,890,602号明細書
【特許文献8】米国特許公開第2011/0039055号明細書
【特許文献9】米国特許公開第2009/0047476号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の従来の技術に開示された合成皮革は、いずれも一定厚さの高分子で完全に不織布表面を被覆することで、皮革に類似の効果を発生している。ポリウレタン或いはポリ塩化ビニル等の高分子材料は、通常、天然皮革に極めて近いテクスチャと外観を提供し、並びに厚実感を有しているが、通気性不良の欠点を有している。これにより、実際の衣類、インテリア或いは運動用品等への応用においては、使用者は蒸し暑く感じられることがある。
【0006】
本発明の主要な目的は、周知の合成皮革の表層に厚実の弾性高分子を採用することによる通気性不良の問題を解決することにある。
【課題を解決するための手段】
【0007】
本皮革テクスチャ感触編物の製造方法は、高収縮繊維と第1超細繊維を編成して複数の経糸パイルとなし、表面と背面を有する上層編地を得る。続いて、複数の定型樹脂で形成した液体顆粒を包含するミストを該上層編地の表面にスプレーし、該液体顆粒を該表面の経編パイルに付着させる。その後、該上層編地に、該定型樹脂の融点より低い加工温度を加え並びにカレンダ設備でカレンダ加工し、該定型樹脂を硬化させ並びに該表面に位置する該経編パイルの反り返りを抑制し、且つ該表面に所定模様を形成させる。最後に、該上層編地の冷却を待ち、接着剤で該上層編地の該背面と下層編地の結合面とを相互に貼り合わせ、皮革テクスチャ感触編物を完成する。
【発明の効果】
【0008】
以上から分かるように、本発明の皮革テクスチャ感触編物の製造方法は、周知の技術と較べて、以下のような有益な作用効果を有する。
1.本発明の採用する第1超細繊維の外径は比較的小さく、編成時に該上層編地の繊維と繊維の間の間隙寸法を減らすことができ、さらに、該高収縮繊維の、熱を受けて大幅に収縮する特性を利用し、さらにその隙間の寸法を縮小し、使用者が接触した時に一般の編物が現出する緩い構造を感じることがなく、天然皮革の緊実構造に接近し、これにより、該定型樹脂が該経編パイルの反り返りを抑制でき、該皮革テクスチャ感触編物の表面を平滑とし、天然皮革に類似の触感と外観を現出させる。
2.本発明は編成方式を使用し、少量の定型樹脂で組成したミストを組合せ、該液体顆粒を該表面の経編パイルに付着させ、並びにカレンダ加工を組み合わせて該経編パイルの反り返りを抑制し高い平滑触感を達成し、該定型樹脂は層状形態で該上層編地の表面を被覆するのではなく、顆粒状で該経編パイルに付着し、これにより、本発明の提供する編物は、皮革テクスチャの感触を達成すると共に、優れた通気性を有し、使用者に蒸し暑さを感じさせない。
【図面の簡単な説明】
【0009】
【図1A】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
【図1B】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
【図1C】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
【図1D】本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図である。
【図2】本発明の皮革テクスチャ感触編物の製造方法の実施例の上層編地の編成構造表示図である。
【図3】本発明の皮革テクスチャ感触編物の製造方法の実施例の下層編地の編成構造表示図である。
【図4】本発明の皮革テクスチャ感触編物の製造方法の実施例のスクリーンを使用してミストをスプレーする表示図である。
【発明を実施するための形態】
【0010】
本発明の皮革テクスチャ感触編物の製造方法の詳細な説明及び技術内容について、図面を参照して以下に説明する。
【0011】
図1Aから図1D、及び図2は、それぞれ本発明の皮革テクスチャ感触編物の製造方法の実施例の製造ステップ表示図、及び上層編地の編成構造表示図である。
【0012】
まず図1Aに示されるように、上層編地10を提供する。該上層編地10は、表面11と、該表面11に背向する背面12を有する。
【0013】
さらに、図2に示されるように、該上層編地10は高収縮繊維13と第1超細繊維14を編成してなる複数の経編パイル15を有し、該経編パイル15は、並びに該高収縮繊維13で構成された第1経編パイル151と、該第1超細繊維14で構成された第2経編パイル152をそれぞれ包含する。
【0014】
本実施例中、該高収縮繊維13と該第1超細繊維14の材料はスパンデックス(Spandex)、ナイロン6(Nylon 6)繊維、ナイロン6−6(Nylon 6−6)繊維、ポリエチレンテレフタレート(略称PET)繊維、ポリウレタン(略称PU)繊維、ポリエチレン(略称PE)繊維、或いはポリプロピレン(略称PP)繊維とされ得る。本発明中、該高収縮繊維13は、2dtexから3dtexの糸密度を有する。該第1超細繊維14は、0.2dtexから0.6dtexの糸密度を有する。また、図2は、該上層編地10の編成構造の例示説明のための図であり、実際の生産要求により、該上層編地10もまた、その他の態様の経編組織とされ得る。
【0015】
続いて、図1Bに示されるように、ミスト20を、該上層編地10の該表面11にスプレーする。該ミスト20の化学組成は、定型樹脂を包含し、且つ該ミスト20は複数の液体顆粒で構成され、該液体顆粒は、該上層編地10にしみこみ、並びに図2に示される該表面11の該経編パイル15に付着する。本発明において、該定型樹脂は、粘着性を有する熱硬化性樹脂、たとえば、エポキシ樹脂、ポリメチルメタクリレート(略称PMMA)樹脂、ポリ塩化ビニル(略称PVC)樹脂、ポリエチレンテレフタレート(略称PET)樹脂とされ、該ミスト20は、該定型樹脂を配合してなる混合溶液とされ、ミスト発生設備と組合せて使用される。
【0016】
本実施例では、ミスト発生設備はケーシング、該ケーシング内に設けられた収容室及び複数の、該ケーシングを貫通するスプレー孔を包含し、該混合溶液は該スプレー孔を通過する。そのうち、該混合溶液は、該スプレー孔の口径により該液体顆粒を形成する。前述のミスト発生設備は本発明において該ミスト20の形成方式を説明するための一例にすぎず、本発明はこれに限定されるわけではなく、実際の応用により、本発明はまた、その他の方式或いは設備を採用可能であり、該定型樹脂に、該液体顆粒を含有する該ミスト20を形成させられるものとされる。
【0017】
図1Cを参照されたい。該ミスト20が該上層編地10の該表面11にスプレーされ、且つ該液体顆粒が該経編パイル15に付着させられた後、該上層編地10が加工温度まで加熱させられ、且つカレンダ設備30を使用して、該上層編地10に対してカレンダ加工がなされ、該加工温度は該定型樹脂の融点より低い。そのうち、該加工温度の選択は、該定型樹脂の実際の材料に合わされ、ある実施例においては、該定型樹脂の材料はポリウレタンとされ、該加工温度は摂氏130度から170度の間とされ、且つ最も好ましくは摂氏145度から155度の間とされる。図1Cに示されるように、本実施例の該カレンダ設備30は、第1カレンダロール31と該第1カレンダロール31に対向するよう設置された第2カレンダロール32を包含する。該第1カレンダロール31と該第2カレンダロール32はそれぞれ第1環状壁311と第2環状壁321を包含し、該第1環状壁311の表面に押し型模様が形成されている。このほか、該第1カレンダロール31と該第2カレンダロール32には金属材質が採用され、これにより、熱エネルギーが該上層編地10の該表面11に伝えられる。このステップでは、該上層編地10が該カレンダ設備30に送られ、該第1カレンダロール31と該第2カレンダロール32の間の間隙が該上層編地10の厚さよりも小さいことから、該第1カレンダロール31が該上層編地10に対して加圧し、並びに該第1カレンダロール31が該上層編地10の該表面11を該加工温度まで加熱することで、該経編パイル15に付着した該定型樹脂が加熱され且つ加圧され、該経編パイル15の該表面10に対する反り返りが抑制され、且つ該上層編地10の厚さが縮小され、厚さ方向の構造が、更に緊密とされる。
【0018】
続いて、図1Dに示されるように、該定型樹脂の冷却と硬化(Setting)を待ち、該上層編地10と下層編地40が貼り合わされ、以上で皮革テクスチャ感触編物が得られる。該皮革テクスチャ感触編物の厚さは1mmから3mmの間である。本発明中、このステップでは接着剤を使用して、該上層編地10の背面12と該下層編地40の結合面41を貼り合わせる。該接着剤は、通気効果を有する湿気硬化型高分子接着剤を選択可能であり、且つ好ましくは、硬化後にその延べ性を保留できる高分子種類、たとえばポリウレタン或いはポリメチルメタクリレートとされる。まず、ローラプリンティング、ナイフプリンティング、或いはスプレッディング(Spreading)方式を利用し、湿気硬化型高分子接着剤を該上層編地10の該背面12に塗布し、接着層50を形成し、図1Dに示されるように、該接着層50は好ましくは部分的に該下層編地40の結合面41を被覆し、すなわち、該接着層50は複数の接合領域51と複数の非接合領域52を包含し、該接合領域51は該結合面41に接続される。該非接合領域52は該接合領域51と相補する。該接着層50の形成の後、該上層編地10の該背面11と該接着層50が相互に接触し、これにより該上層編地10と該下層編地40が相互に接合する。
【0019】
本実施例は、該接着剤が該下層編地40の該結合面41に塗布されることで該接着層50を形成する場合を例として説明しているが、その他の実施方式により、該接着剤はまた、該上層編地10の該背面11に先に塗布されて該接着層50を形成した後に、さらに該下層編地40の該結合面41と該接着層50が接触させられてもよい。このほか、本実施例中、該下層編地40は、第2超細繊維43が編成されて、緯編組織配列の複数の緯編パイル44を有するものとされてもよく、該第2超細繊維43の材料は、スパンデックス(Spandex)、ナイロン6(Nylon 6)繊維、ナイロン6−6(Nylon6−6)繊維、ポリエチレンテレフタレート(略称PET)繊維、ポリウレタン(略称PU)繊維、ポリエチレン(略称PE)繊維、或いはポリプロピレン(略称PP)繊維とされ得て、且つ該第2超細繊維43は0.6dtexから1.2dtexの糸密度を有する。図3は本発明の皮革テクスチャ感触編物の製造方法の実施例の下層編地の編成構造表示図である。しかし、図3は僅かに該下層編地40の編成構造を説明するための一例にすぎず、実際の生産要求により、該下層編地40はまたその他の態様の緯編組織に編成されてもよい。
【0020】
該接着剤を使用して該上層編地10と該下層編地40を結合させる前に、該下層編地40にまず起毛処理が行われ、起毛ブラシを使用し、該下層編地40の該結合面41及び該結合面41に背向する着用面42に複数の起毛糸が形成される。或いは、該起毛糸が切断され、該下層編地40の該結合面41及び該結合面41に背向する該着用面42に複数の起毛を形成する。起毛処理はすでに成熟した周知の技術に属するため、ここでは詳しく説明しない。これにより、該結合面41において該接着層50との間の接着面積を増加できる。また、該結合面41は、該起毛糸或いは起毛により、該上層編地10の該背面11に位置する該経編パイル15と機械性の結合を形成し得て、これにより該上層編地10と該下層編地40の間の結合がさらに強固となる。且つ、該着用面42に対して起毛処理を行うことで、靴材、衣類などの製品に使用する時、天然皮革内面の触感にさらに接近させられ、また、使用者の肌に快適である。
【0021】
このほか、図1Bに示されるように、該ミスト20が完全に上層編地10にスプレーされることで、該液体顆粒が該表面11の該経編パイル15に付着する面積が比較的大きくなり、また、図4に示されるように、該ミスト20をスプレーする時、スクリーン60で該上層編地10の表面11上が被覆され、該スクリーン60は複数の貫通孔61を有し、該ミスト20がこれら貫通孔61を通り、該上層編地10の一部面積にスプレーされて、該液体顆粒の該表面11に位置する該経編パイル15に付着する面積を減らし、こうして、最終的に比較的柔軟な皮革テクスチャ感触編物を得る。
【0022】
本発明の皮革テクスチャ感触編物の製造方法が選択しようする該第1超細繊維の外径は小さく、これにより、該上層編地内の繊維と繊維間の隙間寸法を減らせる。該高収縮繊維の加熱されて大幅に収縮する特性により、カレンダ加工の後にさらにその隙間の寸法を縮小して、天然皮革のような緊密な構造を形成できる。さらに、該定型樹脂にカレンダ加工を組み合わせることで、該経編パイルの反り返りを抑制し、表面の良好な平滑性を達成する。上述の特徴を総合すると、該皮革テクスチャ感触編物は極めて天然皮革に接近したテクスチャと外観を現出する。このほか、本発明の皮革テクスチャ感触編物は編成方式を採用し、且つ少量の、該経編パイルの反り返りを抑制するための該定型樹脂を組合せ、そのうち、該定型樹脂は片状に成形されて該上層編地の表面を被覆するのではなく、顆粒形態で部分的に該経編パイルに付着する。ゆえに、本発明の提供する皮革テクスチャ感触編物は、優れた通気性を有し、使用者に蒸し暑さを感じさせない。これにより、本発明は極めて進歩性を有し、特許の要件を具備しているものと考え、ここに出願する次第です。
【0023】
以上述べたことは、本発明の実施例にすぎず、本発明の実施の範囲を限定するものではなく、本発明の特許請求の範囲に基づきなし得る同等の変化と修飾は、いずれも本発明の権利のカバーする範囲内に属するものとする。
【符号の説明】
【0024】
10 上層編地
11 表面
12 背面
13 高収縮繊維
14 第1超細繊維
15 経編パイル
20 ミスト
40 下層編地
41 結合面
43 第2超細繊維
44 緯編パイル
50 接着層
51 接合領域
52 非接合領域
【特許請求の範囲】
【請求項1】
高収縮繊維(13)と第1超細繊維(14)を編成して経編組織配列を呈する複数の経編パイル(15)となして表面(11)と該表面(11)に背向する背面(12)とを具えた上層編地(10)を得、
定型樹脂で形成された複数の液体顆粒を包含するミスト(20)を、該表面(11)にスプレーすることで、該液体顆粒を該表面(11)に位置する該経編パイル(15)に付着させ、
該上層編地(10)に該定型樹脂の融点より低い加工温度を加えると共にカレンダ設備(30)でカレンダ加工し、該定型樹脂を硬化させて、該表面(11)に位置する該経編パイル(15)の該表面(11)に対する反り返りを抑制し、且つ該表面(11)に所定模様を形成し、
該上層編地(10)の冷却後に、接着剤で該上層編地(10)の該背面(12)と下層編地(40)の結合面(41)を接着し、以上で皮革テクスチャ感触編物を得ることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項2】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該高収縮繊維(13)と第1超細繊維(14)の材料は、スパンデックス、ナイロン6繊維、ナイロン6−6繊維、ポリエチレンテレフタレート繊維、ポリウレタン繊維、ポリエチレン繊維、及びポリプロピレン繊維からなる群より選択することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項3】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該高収縮繊維(13)は2dtexから3dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項4】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該第1超細繊維(14)は0.2dtexから0.6dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項5】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該定型樹脂の材料は、エポキシ樹脂、ポリメチルメタクリレート樹脂、ポリ塩化ビニル樹脂、ポリエチレンテレフタレート樹脂からなる群より選択することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項6】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該下層編地(40)は第2超細繊維(43)を編成して緯編組織配列を呈する複数の緯編パイル(44)となして得ることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項7】
請求項6記載の皮革テクスチャ感触編物の製造方法において、該第2超細繊維(43)は0.6dtexから1.2dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項8】
請求項6記載の皮革テクスチャ感触編物の製造方法において、該上層編地(10)と該下層編地(40)を接着する前に、該下層編地(40)に起毛処理を行ない、該下層編地(40)の該結合面(41)の少なくとも一部に複数の起毛糸を形成することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項9】
請求項8記載の皮革テクスチャ感触編物の製造方法において、該下層編地(40)の該結合面(41)に該起毛糸を形成した後、さらに該起毛糸を切断して該下層編地(40)の該結合面(41)に複数の起毛を形成することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項10】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤は、ポリウレタン或いはポリメチルメタクリレートとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項11】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤を先に該上層編地(10)の該背面(12)に塗布して接着層(50)を形成し、さらに該下層編地(40)の該結合面(41)を該接着層(50)に付着させて該上層編地(10)と該下層編地(40)を貼り合わせることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項12】
請求項11記載の皮革テクスチャ感触編物の製造方法において、該接着層(50)は該背面(12)と該結合面(41)を接続する複数の接合領域(51)と、該接合領域(51)と相補の複数の非接合領域(52)を包含することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項13】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤は先に該下層編地(40)の該結合面(41)に塗布されて接着層(50)を形成し、該上層編地(10)の該背面(12)が該接着層(50)に付着させられて、該上層編地(10)と該下層編地(40)が貼り合わされることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項14】
請求項13記載の皮革テクスチャ感触編物の製造方法において、該接着層(50)は該背面(12)と該結合面(41)を接続する複数の接合領域(51)と、該接合領域(51)と相補の複数の非接合領域(52)を包含することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項15】
請求項1記載の皮革テクスチャ感触編物の製造方法により製造される皮革テクスチャ感触編物であることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項1】
高収縮繊維(13)と第1超細繊維(14)を編成して経編組織配列を呈する複数の経編パイル(15)となして表面(11)と該表面(11)に背向する背面(12)とを具えた上層編地(10)を得、
定型樹脂で形成された複数の液体顆粒を包含するミスト(20)を、該表面(11)にスプレーすることで、該液体顆粒を該表面(11)に位置する該経編パイル(15)に付着させ、
該上層編地(10)に該定型樹脂の融点より低い加工温度を加えると共にカレンダ設備(30)でカレンダ加工し、該定型樹脂を硬化させて、該表面(11)に位置する該経編パイル(15)の該表面(11)に対する反り返りを抑制し、且つ該表面(11)に所定模様を形成し、
該上層編地(10)の冷却後に、接着剤で該上層編地(10)の該背面(12)と下層編地(40)の結合面(41)を接着し、以上で皮革テクスチャ感触編物を得ることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項2】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該高収縮繊維(13)と第1超細繊維(14)の材料は、スパンデックス、ナイロン6繊維、ナイロン6−6繊維、ポリエチレンテレフタレート繊維、ポリウレタン繊維、ポリエチレン繊維、及びポリプロピレン繊維からなる群より選択することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項3】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該高収縮繊維(13)は2dtexから3dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項4】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該第1超細繊維(14)は0.2dtexから0.6dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項5】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該定型樹脂の材料は、エポキシ樹脂、ポリメチルメタクリレート樹脂、ポリ塩化ビニル樹脂、ポリエチレンテレフタレート樹脂からなる群より選択することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項6】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該下層編地(40)は第2超細繊維(43)を編成して緯編組織配列を呈する複数の緯編パイル(44)となして得ることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項7】
請求項6記載の皮革テクスチャ感触編物の製造方法において、該第2超細繊維(43)は0.6dtexから1.2dtexの糸密度を有するものとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項8】
請求項6記載の皮革テクスチャ感触編物の製造方法において、該上層編地(10)と該下層編地(40)を接着する前に、該下層編地(40)に起毛処理を行ない、該下層編地(40)の該結合面(41)の少なくとも一部に複数の起毛糸を形成することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項9】
請求項8記載の皮革テクスチャ感触編物の製造方法において、該下層編地(40)の該結合面(41)に該起毛糸を形成した後、さらに該起毛糸を切断して該下層編地(40)の該結合面(41)に複数の起毛を形成することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項10】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤は、ポリウレタン或いはポリメチルメタクリレートとすることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項11】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤を先に該上層編地(10)の該背面(12)に塗布して接着層(50)を形成し、さらに該下層編地(40)の該結合面(41)を該接着層(50)に付着させて該上層編地(10)と該下層編地(40)を貼り合わせることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項12】
請求項11記載の皮革テクスチャ感触編物の製造方法において、該接着層(50)は該背面(12)と該結合面(41)を接続する複数の接合領域(51)と、該接合領域(51)と相補の複数の非接合領域(52)を包含することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項13】
請求項1記載の皮革テクスチャ感触編物の製造方法において、該接着剤は先に該下層編地(40)の該結合面(41)に塗布されて接着層(50)を形成し、該上層編地(10)の該背面(12)が該接着層(50)に付着させられて、該上層編地(10)と該下層編地(40)が貼り合わされることを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項14】
請求項13記載の皮革テクスチャ感触編物の製造方法において、該接着層(50)は該背面(12)と該結合面(41)を接続する複数の接合領域(51)と、該接合領域(51)と相補の複数の非接合領域(52)を包含することを特徴とする、皮革テクスチャ感触編物の製造方法。
【請求項15】
請求項1記載の皮革テクスチャ感触編物の製造方法により製造される皮革テクスチャ感触編物であることを特徴とする、皮革テクスチャ感触編物の製造方法。
【図1A】


【図1B】
【図1C】
【図1D】

【図2】
【図3】

【図4】
【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4】
【公開番号】特開2013−87383(P2013−87383A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228941(P2011−228941)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(508116137)隆芳興業股▲ふん▼有限公司 (2)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(508116137)隆芳興業股▲ふん▼有限公司 (2)
【Fターム(参考)】
[ Back to top ]