
真空中のアーク溶接装置および同溶接方法
【課題】高真空中においても10〜20cc/分程度の微量の溶接ガス流量で、かつ比較的低電圧を利用して円滑なアーク起動および長いアーク長の溶接を行う溶接アークへの移行を円滑に行うことができるようにする。
【解決手段】アーク発生用の溶接ガスを供給するガス供給装置2と、内部にガス通路が形成されガス供給装置により供給される溶接ガスを先端から噴出する中空電極4と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、溶接ガス中にアークを発生させる電源8とを備え、中空電極4の先端部4aを一定長さに亘って本体部4bよりも肉薄としてアークから受ける先端部の熱エネルギ密度を本体部よりも高める。
【解決手段】アーク発生用の溶接ガスを供給するガス供給装置2と、内部にガス通路が形成されガス供給装置により供給される溶接ガスを先端から噴出する中空電極4と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、溶接ガス中にアークを発生させる電源8とを備え、中空電極4の先端部4aを一定長さに亘って本体部4bよりも肉薄としてアークから受ける先端部の熱エネルギ密度を本体部よりも高める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は宇宙空間等の真空中でアーク溶接、特にGTA(ガスタングステンアーク)溶接を行うためのアーク溶接装置および同溶接方法に関する。
【背景技術】
【0002】
従来一般に大気中で行っているGTA溶接では、中実棒状の電極を適用し、この電極の周囲に不活性ガス等の溶接ガスを噴射し、電極の周囲を非酸化性雰囲気としてアークを発生させ、溶接を行っている。ところが、宇宙空間等において大気中の溶接と同様の中実棒状の電極を適用してGTA溶接を実施しようとすると、高真空度により圧力が低下しているためアーク柱の電位傾度が低下してアークが不安定となり、溶接が困難となる。このため、宇宙空間では構造物を組立てる場合に溶接以外の機械的連結構造等に依存せざるを得ないと考えられていた。
【0003】
これに対し、近年では真空中におけるアーク溶接のアーク不安定を解決する手段としてアーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成されガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、溶接ガス中にアークを発生させる電源とを使用して、真空中で溶接を行うアーク溶接方法が提案されている(例えば特許文献1、2等参照)。
【0004】
この方法によると、中空電極の内部に溶接ガスを通して被溶接物に噴出することから、電極周囲の真空雰囲気の影響が減少して真空中でのアーク溶接を行うことが可能となる。
【0005】
このように、真空中の中空電極により可能となるアーク溶接の場合には、電極と被溶接物との間隔を大気圧中のGTAより遙かに長くしてアーク長を大きくすることが可能であり、これによりアークの強度が強くなって効率的であるため、略10mmの長いアーク長を使用することが見込まれている。
【0006】
中空電極を用いてアーク溶接を行う手順には、第1例として、予め中空電極と被溶接物との間隔を本来溶接時の状態である10mm前後に保持して起動する方法が知られている。この方法では、溶接アークを発生させる溶接ガスを中空電極の内部を通して先端から流出させ、中空電極と被溶接物との間に数千Vの高電圧を印加して放電させ、流れてきた溶接ガス中にアークを発生(スタート)させる。アークが発生した後は、溶接電源から供給されている低電圧の溶接電流に切換え、アークの誘導により溶接ガスをプラズマ化させ、溶接アークに移行させる。この方法によれば、高真空下でも中空電極を通ってきた溶接ガス中にアークを発生させ、溶接アークを維持することができる。
【0007】
また、溶接手順には第2例として、アーク起動をタッチスタートで行う方法も知られている。この方法は高圧電源を用いない方法であり、中空電極を被溶接物に接触させた状態で溶接電源を起動させ、ある電流を流した状態において電極を引き上げてスパークを発生させ、溶接アークへ移行させる方法である。すなわち、スパークのエネルギーを中空電極の先端から流れてくる溶接ガスへ与えてアークを発生させ、その後溶接アークに移行させて溶接する方法である。
【0008】
なお、以上の中空電極を使用する技術においては、ガス供給装置がシール部によってシールされており、また中空電極と被溶接物には溶接用の電源として、スタート用の高圧電源と本来溶接用の溶接電源とが並列に設けられ、両電源はスイッチを介して切換可能となっている。
【特許文献1】特開平7−185801号公報
【特許文献2】特開2003−170273号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、真空中の中空電極によるアーク溶接方法では大気圧中のGTAより遙かに長い10mm前後の長いアーク長が使用されることから、アーク起動のために高圧電源が必要となり、アーク起動が難しくなる。特に高真空になるほど、アーク発生が難くなる。
【0010】
また、真空中のアークを効率よく利用するには、溶接中の溶接ガス量を例えば、10〜20(cc/分)程度の微量とすることが望ましい。しかし、従来技術ではこのような微量の溶接ガス量でアーク起動用の高電圧をかけても、アークが発生しにくい。10パスカル程度より高真空側の真空度になると、2000V程度の電圧では無理な状態となり、印加電圧をかなり高くしなければならない。印加電圧が高くなれば、溶接装置として高電圧に対する対策が重要となり、装置構成が難しくなる。また、アーク起動を容易にするためにアーク起動時だけ多く溶接ガスを流し、溶接アークへ移行してからガス流量を減少させ、本来の溶接時のガス流量に戻すなどの余分な作業も必要となる。
【0011】
さらに、真空度が高くなるほどガス密度は下がるため、タッチスタートの場合にはスパーク時のエネルギーで溶接ガスを励起しようとしても、溶接ガスへのエネルギー伝達効率が悪くなり、溶接アークへの移行が極めて難しくなる。しかし、強いスパークを発生させると、薄板の場合にはスパークによる溶け落ちが生じてしまう。一方、薄板等を溶接する場合の低い溶接電流値では、真空度の上昇とともに、極めて低い確率でしか溶接アークに移行することができなくなる。
【0012】
なお、このような事情に対処する従来方法として、アーク発生時の溶接ガス流量を200cc/分程度に多くし、溶接アークが発生した後に目的とする溶接時の流量である10〜20cc/分程度に減少させる方法がある。しかし、アーク発生時に溶接ガスを多く流してアーク発生を容易にし、溶接アークへ移行してからガス流量を減少させて本来の溶接時のガス流量に戻すためには、溶接ガス流量調整計に広範囲の調整域が必要となる。
【0013】
さらに、アークスタートした後、急激に溶接ガス流量の設定を本来の少ない流量に設定すると、過渡的に設定値より少ない流量に脈動する現象が生じる。これを防止するには徐々に流量を下げなければならない。
【0014】
本発明はこのような事情に鑑みてなされたものであり、高真空中においても10〜20cc/分程度の微量の溶接ガス流量で、かつ比較的低電圧を利用して円滑なアーク起動および長いアーク長の溶接を行う溶接アークへの移行を円滑に行うことができる真空中のアーク溶接装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記の目的を達成するため、請求項1に係る発明では、アーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成され前記ガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、前記溶接ガス中にアークを発生させる電源とを備え、真空中で溶接を行うアーク溶接装置において、前記中空電極の先端部を一定長さに亘って本体部よりも肉薄としてアークから受ける前記先端部の熱エネルギ密度を前記本体部よりも高める構成としたことを特徴とする真空中のアーク溶接装置を提供する。
【0016】
請求項2に係る発明では、前記中空電極のガス通路の径を一定とし、かつ前記中空電極の先端部の外径を段差部を介して本体部の外径よりも小径とした請求項1記載の真空中のアーク溶接装置を提供する。
【0017】
請求項3に係る発明では、前記中空電極の段差部における軸方向断面形状を角形または円弧状とした請求項2記載の真空中のアーク溶接装置を提供する。
【0018】
請求項4に係る発明では、前記被溶接物の溶接開始端近傍に配置されて前記中空電極との間でアークを発生させるアーク発生板と、このアーク発生板を温度制御する温度制御装置とを備えた請求項1ないし3のいずれか一項に記載の真空中のアーク溶接装置を提供する。
【0019】
請求項5に係る発明では、請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極と前記被溶接物との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法を提供する。
【0020】
請求項6に係る発明では、請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極を前記被溶接物に瞬間的に接触させてスパークさせるタッチスタートによりアークを発生させ、アーク発生後の前記中空電極と前記被溶接物との間隔を一定時間小さく保持してスタート時の溶接ガス密度を高めた後に、前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法を提供する。
【発明の効果】
【0021】
本発明によれば、アークを発生させるための中空電極先端部の肉厚ひいては体積を小さくすることにより、中空電極と被溶接物とを離間して起動する高電圧起動方法、中空電極を被溶接物へ接触させてアークスタートするタッチスタート方法のいずれの方法においても、短時間で電極先端の温度を上昇させ、アーク起動を行うことができるとともに、溶接アークへの移行が容易となり、高真空であってもアーク起動時のガス流量を溶接時から変える必要なく、余分な操作を省略して、簡単な装置で能率よく、かつ余分な操作も必要とすることなく、良質な溶接を得ることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明に係る真空中のアーク溶接装置および方法の実施形態について、図面を参照して説明する。
【0023】
[第1実施形態(図1、図2)]
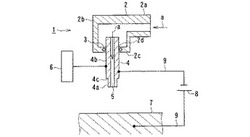
図1は、本発明の第1実施形態による真空中のアーク溶接装置全体を示す構成図であり、図2(a),(b)は、図1に示したアーク溶接装置の中空電極の異なる先端部構成を示す拡大断面図である。
【0024】
図1に示すように、本実施形態のアーク溶接装置1は、アーク発生用の溶接ガスaを供給するガス供給装置2を備えている。このガス供給装置2は、例えば筐体状に構成されており、図示省略のガス供給源から溶接ガスaの供給を受ける横向き開口のガス導入部2aと、このガス導入部2aの孔径よりも内部断面が大きくなったガス受け部2bとを有している。ガス受け部2bは下方に向って一定長さ突出しており、この突出部分2cの下端に中空電極支持孔2dが下向きに開口している。このガス供給装置2の中空電極支持孔2dには、シール部材3を介して中空電極4が気密を保持して移動可能、例えば昇降可能に連結されている。なお、以下の例では中空電極4をタングステン電極とした場合について説明する。
【0025】
中空電極4は例えば軸方向(図示上下方向)の両端が開口する円管状のものであり、ガス供給装置2に保持された状態で上下一定範囲の昇降移動ができる長さを有している。そして、中空電極4の軸方向に沿って形成されている内部孔が、溶接ガスを流通させるためのガス通路5となっている。このガス通路5に、ガス供給装置2により供給される溶接ガスaが通され、中空電極4の先端(下端)から溶接ガスaが下向きに噴出する構成となっている。また、中空電極4には電極移動機構、例えば昇降機構6が連結されており、この昇降機構6によって中空電極4の先端が被溶接物7に向って昇降移動できるようになっている。さらに、中空電極4と被溶接物との間には、これらに電圧を印加して放電を起させ、溶接ガスa中にアークを発生させる電源8がそれぞれ配線9を介して接続されている。
【0026】
本実施形態では、このような構成において、中空電極4の先端部(下端部)4aが一定長さに亘って本体部4bよりも肉薄とされ、体積が小さいことによりアークから受ける先端部4aの熱エネルギ密度を本体部4bよりも高める構成となっている。この中空電極4における先端部4aの肉薄構成例(第1例)を図2(a)に拡大して具体的に示している。
【0027】
図2(a)に示すように、中空電極4のガス通路5の直径(d1)は長さ方向(上下方向)全体で一定であり、中空電極4の先端部(下端部)4aの外径(d2)は、段差部4cを介して本体部4bの外径(D)よりも小径となっている。この中空電極4の本体部4bの外周面と、先端部4aの外周面との段差部4cでは、軸方向断面形状が角形、例えば直角な段差形状とされ、先端部4aは一定の上下方向長さ(l)を有している。これら先端部4aの肉厚(d2/2−d1/2)および長さ(l)は、適用する溶接装置に必要な熱エネルギ密度に応じて設定されている。
【0028】
図2(b)は、中空電極4における先端部4aの他の肉薄構成例(第2例)を拡大して具体的に示している。この図2(b)の例では、中空電極4の段差部における軸方向断面形状が円弧状(R形状)となっている。この中空電極4の場合にも、中空電極4のガス通路5の直径(d1)は長さ方向全体で一定であり、中空電極4の先端部(下端部)4aの外径(d2)は、段差部4cを介して本体部4bの外径(D)よりも小径となっている。
【0029】
次に、以上の構成に基づき、真空中のアーク溶接を実施する方法について説明する。上述したアーク溶接装置1を使用することにより、本実施形態では、中空電極4と被溶接物7との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させる方法、すなわち高電圧スタート方法を適用することができる。
【0030】
この方法では、まず、ガス供給装置2により溶接ガスを供給する。溶接ガスは中空電極4のガス通路5を通って先端部4aから流出する。この状態で中空電極4を昇降機構6によって下降させ、被溶接物7に対して1〜2mm接近させる。
【0031】
この状態で、中空電極4と被溶接物7との間にアークが発生する。中空電極4の先端部4aは肉厚の薄い構造で被溶接物7から近距離に在るため、発生したアークおよび電流によるジュール熱で加熱され、中空電極4の小径な先端部4aの温度は瞬時に上昇する。これにより、電極4の温度が高くなるほど、電極からの電子放出が活発となり、アークになり易い。
【0032】
また、温度上昇により供給されている溶接ガスaは、高温部となる電極4の先端部4aにより加熱されてプラズマ化し、溶接アークに移行する。溶接アークへ移行した後は、昇降機構6により中空電極4と被溶接物7との間隔を10mm前後の溶接条件の間隔まで引き上げ、アーク長を伸ばして溶接アークが効率的に使用できる強い領域へ移動して溶接する。
【0033】
このように、本実施形態の装置を用いて高電圧スタートによる方法を実施することにより、電極4の先端部4aの体積が小さいために短時間(例えば5秒)で先端部4aの温度を上昇させることができる。したがって、溶接アークへの移行が容易となり、高真空環境であってもアーク起動時のガス流量を溶接時から変える必要なく溶接することができ、簡単な装置で良質な溶接が得られる。
【0034】
このような方法に適用する中空電極4の先端部4aの肉厚(d2/2−d1/2)および長さ(l)の各寸法は、溶接ガスの流量を10〜20ccとした場合、種々の実験の結果、以下の(例1〜例4)に示す値が好適であることが認められた。
(例1)スタート時の電流(I)が30アンペア以上の場合、外径(d2)=2mm、長さ(l)=1〜3mm。
(例2)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=3mm、長さ(l)=1mm。
(例3)スタート時の電流(I)が40アンペア以上の場合、外径(d2)=3mm、長さ(l)=2〜6mm。
(例4)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=4mm、長さ(l)=2〜8mm。
【0035】
なお、中空電極4のガス通路5の径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけ段部4cを介して小径とすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。また、中空電極4のガス通路径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけを段付きとして小径にすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。
【0036】
次に、本実施形態のアーク溶接装置1を使用することにより、中空電極4を被溶接物7に瞬間的に接触させてスパークさせるタッチスタートにより、アークを発生させ、アーク発生後の中空電極4と被溶接物7との間隔を一定時間、例えば5秒程度の間、1〜2mm程度に小さく保持して、スタート時の溶接ガス密度を高めた後に、中空電極4と被溶接物7との間隔を拡大して、溶接アークに移行させることができる。
【0037】
この方法の場合には、まずガス供給装置2により溶接ガスを供給する。溶接ガスは中空電極4のガス通路5を通って先端部4aから流出する。この状態で中空電極4を昇降機構6によって下降させ、被溶接物7に接触させる。接触の確認には数種の方法がある。例えば溶接電源8の無負荷電圧を監視して電圧が零ボルトになることで接触を判定する方法がある。また、溶接電源8と並列に10ボルト程度の小容量電源を付加し、この電圧を監視して零ボルトで接触を判断する等電気的な方法がある。なお、機械的に押さえつける力を監視して判断してもよく、また光学的な方法を適用することもできる。
【0038】
中空電極4を被溶接物7に接触した後、溶接電源8を出力させた状態で昇降機構6により1〜2mm中空電極4を引き上げる。通電状態で中空電極4と被溶接物7が引き離されるため、これらの中空電極と被溶接物7との間でスパークによるアークが発生する。中空電極4の先端部4aは肉厚の薄い構造で被溶接物7から近距離に在るため、発生したスパークのアークおよび電流によるジュール熱で加熱され、中空電極4の小径な先端部4aの温度は瞬時に上昇する。これにより、電極4の温度が高くなるほど、電極からの電子放出が活発となり、アークになりやすい。
【0039】
また、温度上昇により供給されている溶接ガスaは、高温部となる電極4の先端部4aにより加熱されてプラズマ化し、溶接アークに移行する。溶接アークへ移行した後は、昇降機構6により中空電極4と被溶接物7との間隔を例えば10mm前後の溶接条件の間隔まで引き上げ、アーク長を伸ばして溶接アークが効率的に使用できる強い領域へ移動して溶接することにより良質な品質の溶接部が得られる。
【0040】
この方法の場合にも、適用する中空電極4の先端部4aの肉厚(d2/2−d1/2)および長さ(l)の各寸法は、溶接ガスの流量を10〜20ccとした場合、種々の実験の結果、以下の(例5〜例8)に示す値が好適であることが認められた。
(例5)スタート時の電流(I)が30アンペア以上の場合、外径(d2)=2mm、長さ(l)=1〜3mm。
(例6)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=3mm、長さ(l)=1mm。
(例7)スタート時の電流(I)が40アンペア以上の場合、外径(d2)=3mm、長さ(l)=2〜6mm。
(例8)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=4mm、長さ(l)=2〜8mm。
【0041】
本実施形態によれば、中空電極4を被溶接物7に接触させてアークスタートするタッチスタート方法および高電圧起動方法のいずれの方法においても、電極4の先端部4aの体積が小さいため短時間で先端部4aの温度が上昇し、溶接アークへの移行が容易となり、高真空環境であってもアーク起動時のガス流量を溶接時から変える必要なく溶接することができ、簡単な装置で良質な溶接が得られる。
【0042】
また、中空電極4のガス通路5の径は、溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけ段部4cを介して小径とすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。また、中空電極4のガス通路径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけを段付として小径にすることにより、溶接装置を電極径によって交換する必要なく種々のガス通路径の中空電極4に対応することができる。
【0043】
[第2実施形態(図3)]
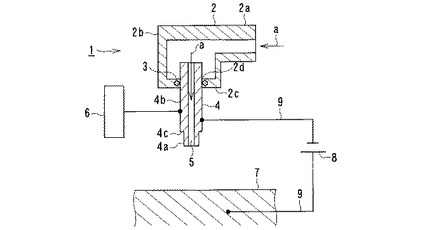
図3は、本発明の第2実施形態による真空中のアーク溶接装置全体を示す構成図である。本実施形態が第1実施形態と異なる点は、被溶接物7の溶接開始端近傍にアーク発生板10を配置し、中空電極4との間でアーク発生板10にアークを発生させる構成とした点にある。また、アーク発生板10には、これを温度制御するための温度制御装置11が設けられている。その他の構成は、第1実施形態と同様であるから、図3に図1と同符号を付して、構成説明を省略する。
【0044】
本実施形態では、タッチスタート方法を適用する実施形態について説明する。アーク発生板10は、アークを発生させた後にアーク長および溶接電流等を調整し、安定な溶接条件へ設定するためのものである。このアーク発生板10は溶接のための走行が停止された状態で調整される。アーク発生板10でのアーク時間は比較的長くなるので、損傷を防ぐために例えば銅板またはカーボン板等を用いると溶融池が発生し難くなり、溶接条件の調整がし易くなる。
【0045】
アーク発生板10は温度制御装置11でアーク発生前の温度が調整される。被溶接物7はアーク発生板10の温度の影響を受けずに安定な溶け込みを得るため、1mm前後距離を離して熱的に絶縁するように設置する。電源8は、中空電極4、アーク発生板10および被溶接物7に接続される。アーク発生板10と被溶接物7との極性は同極として結線する。
【0046】
このように構成された本実施形態において、真空中のアーク溶接を行う場合には、まずガス供給装置2を介して中空電極4に溶接ガスaを供給する。溶接ガスaは中空電極4のガス通路5を通って中空電極4の先端部4aから放出される。この状態で中空電極4を昇降機構6によって下降させ、中空電極4の先端部4aをアーク発生板10に接触させる。この接触の確認には第1実施形態と同様に、数種の方法が適用できる。
【0047】
中空電極4がアーク発生板10に接触した後は、溶接電源8の出力電流をスパークさせる電流で出力させた状態において、昇降機構2により中空電極4を引き上げる。通電状態で中空電極4とアーク発生板10が引き離されるため、この間にスパークが発生する。スパーク時のエネルギーにより、中空電極4の先端部4aが加熱され、また流れてくる溶接ガスaが加熱励起され、溶接アークへ移行するが、中空電極4の対極であるアーク発生板10の温度が低い場合には、中空電極4から放出された電子を受けるアーク発生板10のエネルギーレベルが低く、この間でのアーク維持が難しくなる。すなわち、瞬間的なスパーク時のエネルギーだけでは密度の低い溶接ガスaへエネルギーを十分に伝えることができず、アーク維持が困難となり消滅する。
【0048】
これに対し、本実施形態では、アーク発生板10の温度を温度制御装置11により、例えば20〜150℃に高く保持する。これにより、アーク発生板10のエネルギーレベルが上昇し、瞬間的なスパーク時の小エネルギーでもアークが維持され、溶接アークへ移行することができる。溶接アークへ移行した後は、被溶接物7を図示省略の移動機構によって移動させ、溶接を行うことができる。
【0049】
また、中空電極4がアーク発生板10に接触している間に、アーク発生板10の温度が伝導して中空電極4の先端部4aが加熱され、さらに中空電極4の先端部4aに留まっている溶接ガスaの温度も上昇することにより、スパーク時の電子放出がし易くなり、アーク発生が容易となる。
【0050】
以上説明したように、本実施形態の真空中のアーク溶接装置および方法においては、アーク発生板10の温度を制御することにより中空電極4から放出される電子を受け止めるアーク発生板10の温度上昇によるエネルギーレベル上昇により、アーク起動時の弱い瞬間的なスパークエネルギーから溶接アークへの移行が容易となる効果がある。また、アーク発生板10に接触している間に中空電極4先端部4aおよび中空電極4の先端部4aに留まっている溶接ガスaの温度も上昇し、電子放出し易くなり、アークの発生を容易にすることによって高真空であっても、アーク起動時のガス流量を溶接時から変える必要なく微量の溶接ガスaで溶接アークへ容易に移行することができ、良質な溶接が得られる。
【0051】
また、タッチスタート時の電極接触確認後の接触を保持する時間を設けることにより、アーク発生時の溶接ガス密度を高めることができ、アーク起動時の弱い瞬間的なスパークエネルギーを溶接ガスaへ伝達する効率が上がり、溶接アークへの移行が容易となる効果がある。
【0052】
さらにまた、溶接ガスaの供給量は途中で調整する必要がなく、一定量で供給されるので、従来のような流量調整計の広範囲の調整域は不要であり、また途中の流量調整も不要になり、流量の脈動も除去することができる。
【0053】
なお、本実施形態ではタッチスタート方法について説明したが、第1実施形態と同様に、温度制御装置11の温度を適正に設定することにより、非タッチのスタート方法を適用することも可能である。
【0054】
本実施形態によれば、各種方法を組合わせることにより、アーク発生時の溶接ガス密度が高まるとともに中空電極4の先端部4aおよび中空電極4内の溶接ガスaの温度上昇により、アーク発生時のエネルギーレベル上昇が顕著となり、微弱なスパークエネルギーの溶接ガスaへの伝達効率を高めることができる。
【0055】
このように、本実施形態によれば、高真空下であってもアーク起動時の溶接ガス流量を溶接時と変えることなく、微量の溶接ガス流量でも溶接アークへ容易に移行することができ、良質な溶接を得ることができる。
【図面の簡単な説明】
【0056】
【図1】本発明の第1実施形態による真空中のアーク溶接装置の構成を示す全体図。
【図2】(a)、(b)は図1に示した中空電極の第1、第2構成例をそれぞれ示す部分拡大図。
【図3】本発明の第2実施形態による真空中のアーク溶接装置の構成を示す全体図。
【符号の説明】
【0057】
1 アーク溶接装置
2 ガス供給装置
2a ガス導入部
2b ガス受け部
2c 突出部分
2d 中空電極支持孔
3 シール部材
4 中空電極
4a 先端部(下端部)
4b 本体部
4c 段差部
5 ガス通路
6 昇降機構
7 被溶接物
8 電源
9 配線
10 アーク発生板
11 温度制御装置
a 溶接ガス
【技術分野】
【0001】
本発明は宇宙空間等の真空中でアーク溶接、特にGTA(ガスタングステンアーク)溶接を行うためのアーク溶接装置および同溶接方法に関する。
【背景技術】
【0002】
従来一般に大気中で行っているGTA溶接では、中実棒状の電極を適用し、この電極の周囲に不活性ガス等の溶接ガスを噴射し、電極の周囲を非酸化性雰囲気としてアークを発生させ、溶接を行っている。ところが、宇宙空間等において大気中の溶接と同様の中実棒状の電極を適用してGTA溶接を実施しようとすると、高真空度により圧力が低下しているためアーク柱の電位傾度が低下してアークが不安定となり、溶接が困難となる。このため、宇宙空間では構造物を組立てる場合に溶接以外の機械的連結構造等に依存せざるを得ないと考えられていた。
【0003】
これに対し、近年では真空中におけるアーク溶接のアーク不安定を解決する手段としてアーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成されガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、溶接ガス中にアークを発生させる電源とを使用して、真空中で溶接を行うアーク溶接方法が提案されている(例えば特許文献1、2等参照)。
【0004】
この方法によると、中空電極の内部に溶接ガスを通して被溶接物に噴出することから、電極周囲の真空雰囲気の影響が減少して真空中でのアーク溶接を行うことが可能となる。
【0005】
このように、真空中の中空電極により可能となるアーク溶接の場合には、電極と被溶接物との間隔を大気圧中のGTAより遙かに長くしてアーク長を大きくすることが可能であり、これによりアークの強度が強くなって効率的であるため、略10mmの長いアーク長を使用することが見込まれている。
【0006】
中空電極を用いてアーク溶接を行う手順には、第1例として、予め中空電極と被溶接物との間隔を本来溶接時の状態である10mm前後に保持して起動する方法が知られている。この方法では、溶接アークを発生させる溶接ガスを中空電極の内部を通して先端から流出させ、中空電極と被溶接物との間に数千Vの高電圧を印加して放電させ、流れてきた溶接ガス中にアークを発生(スタート)させる。アークが発生した後は、溶接電源から供給されている低電圧の溶接電流に切換え、アークの誘導により溶接ガスをプラズマ化させ、溶接アークに移行させる。この方法によれば、高真空下でも中空電極を通ってきた溶接ガス中にアークを発生させ、溶接アークを維持することができる。
【0007】
また、溶接手順には第2例として、アーク起動をタッチスタートで行う方法も知られている。この方法は高圧電源を用いない方法であり、中空電極を被溶接物に接触させた状態で溶接電源を起動させ、ある電流を流した状態において電極を引き上げてスパークを発生させ、溶接アークへ移行させる方法である。すなわち、スパークのエネルギーを中空電極の先端から流れてくる溶接ガスへ与えてアークを発生させ、その後溶接アークに移行させて溶接する方法である。
【0008】
なお、以上の中空電極を使用する技術においては、ガス供給装置がシール部によってシールされており、また中空電極と被溶接物には溶接用の電源として、スタート用の高圧電源と本来溶接用の溶接電源とが並列に設けられ、両電源はスイッチを介して切換可能となっている。
【特許文献1】特開平7−185801号公報
【特許文献2】特開2003−170273号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上述したように、真空中の中空電極によるアーク溶接方法では大気圧中のGTAより遙かに長い10mm前後の長いアーク長が使用されることから、アーク起動のために高圧電源が必要となり、アーク起動が難しくなる。特に高真空になるほど、アーク発生が難くなる。
【0010】
また、真空中のアークを効率よく利用するには、溶接中の溶接ガス量を例えば、10〜20(cc/分)程度の微量とすることが望ましい。しかし、従来技術ではこのような微量の溶接ガス量でアーク起動用の高電圧をかけても、アークが発生しにくい。10パスカル程度より高真空側の真空度になると、2000V程度の電圧では無理な状態となり、印加電圧をかなり高くしなければならない。印加電圧が高くなれば、溶接装置として高電圧に対する対策が重要となり、装置構成が難しくなる。また、アーク起動を容易にするためにアーク起動時だけ多く溶接ガスを流し、溶接アークへ移行してからガス流量を減少させ、本来の溶接時のガス流量に戻すなどの余分な作業も必要となる。
【0011】
さらに、真空度が高くなるほどガス密度は下がるため、タッチスタートの場合にはスパーク時のエネルギーで溶接ガスを励起しようとしても、溶接ガスへのエネルギー伝達効率が悪くなり、溶接アークへの移行が極めて難しくなる。しかし、強いスパークを発生させると、薄板の場合にはスパークによる溶け落ちが生じてしまう。一方、薄板等を溶接する場合の低い溶接電流値では、真空度の上昇とともに、極めて低い確率でしか溶接アークに移行することができなくなる。
【0012】
なお、このような事情に対処する従来方法として、アーク発生時の溶接ガス流量を200cc/分程度に多くし、溶接アークが発生した後に目的とする溶接時の流量である10〜20cc/分程度に減少させる方法がある。しかし、アーク発生時に溶接ガスを多く流してアーク発生を容易にし、溶接アークへ移行してからガス流量を減少させて本来の溶接時のガス流量に戻すためには、溶接ガス流量調整計に広範囲の調整域が必要となる。
【0013】
さらに、アークスタートした後、急激に溶接ガス流量の設定を本来の少ない流量に設定すると、過渡的に設定値より少ない流量に脈動する現象が生じる。これを防止するには徐々に流量を下げなければならない。
【0014】
本発明はこのような事情に鑑みてなされたものであり、高真空中においても10〜20cc/分程度の微量の溶接ガス流量で、かつ比較的低電圧を利用して円滑なアーク起動および長いアーク長の溶接を行う溶接アークへの移行を円滑に行うことができる真空中のアーク溶接装置および方法を提供することを目的とする。
【課題を解決するための手段】
【0015】
上記の目的を達成するため、請求項1に係る発明では、アーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成され前記ガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、前記溶接ガス中にアークを発生させる電源とを備え、真空中で溶接を行うアーク溶接装置において、前記中空電極の先端部を一定長さに亘って本体部よりも肉薄としてアークから受ける前記先端部の熱エネルギ密度を前記本体部よりも高める構成としたことを特徴とする真空中のアーク溶接装置を提供する。
【0016】
請求項2に係る発明では、前記中空電極のガス通路の径を一定とし、かつ前記中空電極の先端部の外径を段差部を介して本体部の外径よりも小径とした請求項1記載の真空中のアーク溶接装置を提供する。
【0017】
請求項3に係る発明では、前記中空電極の段差部における軸方向断面形状を角形または円弧状とした請求項2記載の真空中のアーク溶接装置を提供する。
【0018】
請求項4に係る発明では、前記被溶接物の溶接開始端近傍に配置されて前記中空電極との間でアークを発生させるアーク発生板と、このアーク発生板を温度制御する温度制御装置とを備えた請求項1ないし3のいずれか一項に記載の真空中のアーク溶接装置を提供する。
【0019】
請求項5に係る発明では、請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極と前記被溶接物との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法を提供する。
【0020】
請求項6に係る発明では、請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極を前記被溶接物に瞬間的に接触させてスパークさせるタッチスタートによりアークを発生させ、アーク発生後の前記中空電極と前記被溶接物との間隔を一定時間小さく保持してスタート時の溶接ガス密度を高めた後に、前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法を提供する。
【発明の効果】
【0021】
本発明によれば、アークを発生させるための中空電極先端部の肉厚ひいては体積を小さくすることにより、中空電極と被溶接物とを離間して起動する高電圧起動方法、中空電極を被溶接物へ接触させてアークスタートするタッチスタート方法のいずれの方法においても、短時間で電極先端の温度を上昇させ、アーク起動を行うことができるとともに、溶接アークへの移行が容易となり、高真空であってもアーク起動時のガス流量を溶接時から変える必要なく、余分な操作を省略して、簡単な装置で能率よく、かつ余分な操作も必要とすることなく、良質な溶接を得ることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明に係る真空中のアーク溶接装置および方法の実施形態について、図面を参照して説明する。
【0023】
[第1実施形態(図1、図2)]
図1は、本発明の第1実施形態による真空中のアーク溶接装置全体を示す構成図であり、図2(a),(b)は、図1に示したアーク溶接装置の中空電極の異なる先端部構成を示す拡大断面図である。
【0024】
図1に示すように、本実施形態のアーク溶接装置1は、アーク発生用の溶接ガスaを供給するガス供給装置2を備えている。このガス供給装置2は、例えば筐体状に構成されており、図示省略のガス供給源から溶接ガスaの供給を受ける横向き開口のガス導入部2aと、このガス導入部2aの孔径よりも内部断面が大きくなったガス受け部2bとを有している。ガス受け部2bは下方に向って一定長さ突出しており、この突出部分2cの下端に中空電極支持孔2dが下向きに開口している。このガス供給装置2の中空電極支持孔2dには、シール部材3を介して中空電極4が気密を保持して移動可能、例えば昇降可能に連結されている。なお、以下の例では中空電極4をタングステン電極とした場合について説明する。
【0025】
中空電極4は例えば軸方向(図示上下方向)の両端が開口する円管状のものであり、ガス供給装置2に保持された状態で上下一定範囲の昇降移動ができる長さを有している。そして、中空電極4の軸方向に沿って形成されている内部孔が、溶接ガスを流通させるためのガス通路5となっている。このガス通路5に、ガス供給装置2により供給される溶接ガスaが通され、中空電極4の先端(下端)から溶接ガスaが下向きに噴出する構成となっている。また、中空電極4には電極移動機構、例えば昇降機構6が連結されており、この昇降機構6によって中空電極4の先端が被溶接物7に向って昇降移動できるようになっている。さらに、中空電極4と被溶接物との間には、これらに電圧を印加して放電を起させ、溶接ガスa中にアークを発生させる電源8がそれぞれ配線9を介して接続されている。
【0026】
本実施形態では、このような構成において、中空電極4の先端部(下端部)4aが一定長さに亘って本体部4bよりも肉薄とされ、体積が小さいことによりアークから受ける先端部4aの熱エネルギ密度を本体部4bよりも高める構成となっている。この中空電極4における先端部4aの肉薄構成例(第1例)を図2(a)に拡大して具体的に示している。
【0027】
図2(a)に示すように、中空電極4のガス通路5の直径(d1)は長さ方向(上下方向)全体で一定であり、中空電極4の先端部(下端部)4aの外径(d2)は、段差部4cを介して本体部4bの外径(D)よりも小径となっている。この中空電極4の本体部4bの外周面と、先端部4aの外周面との段差部4cでは、軸方向断面形状が角形、例えば直角な段差形状とされ、先端部4aは一定の上下方向長さ(l)を有している。これら先端部4aの肉厚(d2/2−d1/2)および長さ(l)は、適用する溶接装置に必要な熱エネルギ密度に応じて設定されている。
【0028】
図2(b)は、中空電極4における先端部4aの他の肉薄構成例(第2例)を拡大して具体的に示している。この図2(b)の例では、中空電極4の段差部における軸方向断面形状が円弧状(R形状)となっている。この中空電極4の場合にも、中空電極4のガス通路5の直径(d1)は長さ方向全体で一定であり、中空電極4の先端部(下端部)4aの外径(d2)は、段差部4cを介して本体部4bの外径(D)よりも小径となっている。
【0029】
次に、以上の構成に基づき、真空中のアーク溶接を実施する方法について説明する。上述したアーク溶接装置1を使用することにより、本実施形態では、中空電極4と被溶接物7との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させる方法、すなわち高電圧スタート方法を適用することができる。
【0030】
この方法では、まず、ガス供給装置2により溶接ガスを供給する。溶接ガスは中空電極4のガス通路5を通って先端部4aから流出する。この状態で中空電極4を昇降機構6によって下降させ、被溶接物7に対して1〜2mm接近させる。
【0031】
この状態で、中空電極4と被溶接物7との間にアークが発生する。中空電極4の先端部4aは肉厚の薄い構造で被溶接物7から近距離に在るため、発生したアークおよび電流によるジュール熱で加熱され、中空電極4の小径な先端部4aの温度は瞬時に上昇する。これにより、電極4の温度が高くなるほど、電極からの電子放出が活発となり、アークになり易い。
【0032】
また、温度上昇により供給されている溶接ガスaは、高温部となる電極4の先端部4aにより加熱されてプラズマ化し、溶接アークに移行する。溶接アークへ移行した後は、昇降機構6により中空電極4と被溶接物7との間隔を10mm前後の溶接条件の間隔まで引き上げ、アーク長を伸ばして溶接アークが効率的に使用できる強い領域へ移動して溶接する。
【0033】
このように、本実施形態の装置を用いて高電圧スタートによる方法を実施することにより、電極4の先端部4aの体積が小さいために短時間(例えば5秒)で先端部4aの温度を上昇させることができる。したがって、溶接アークへの移行が容易となり、高真空環境であってもアーク起動時のガス流量を溶接時から変える必要なく溶接することができ、簡単な装置で良質な溶接が得られる。
【0034】
このような方法に適用する中空電極4の先端部4aの肉厚(d2/2−d1/2)および長さ(l)の各寸法は、溶接ガスの流量を10〜20ccとした場合、種々の実験の結果、以下の(例1〜例4)に示す値が好適であることが認められた。
(例1)スタート時の電流(I)が30アンペア以上の場合、外径(d2)=2mm、長さ(l)=1〜3mm。
(例2)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=3mm、長さ(l)=1mm。
(例3)スタート時の電流(I)が40アンペア以上の場合、外径(d2)=3mm、長さ(l)=2〜6mm。
(例4)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=4mm、長さ(l)=2〜8mm。
【0035】
なお、中空電極4のガス通路5の径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけ段部4cを介して小径とすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。また、中空電極4のガス通路径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけを段付きとして小径にすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。
【0036】
次に、本実施形態のアーク溶接装置1を使用することにより、中空電極4を被溶接物7に瞬間的に接触させてスパークさせるタッチスタートにより、アークを発生させ、アーク発生後の中空電極4と被溶接物7との間隔を一定時間、例えば5秒程度の間、1〜2mm程度に小さく保持して、スタート時の溶接ガス密度を高めた後に、中空電極4と被溶接物7との間隔を拡大して、溶接アークに移行させることができる。
【0037】
この方法の場合には、まずガス供給装置2により溶接ガスを供給する。溶接ガスは中空電極4のガス通路5を通って先端部4aから流出する。この状態で中空電極4を昇降機構6によって下降させ、被溶接物7に接触させる。接触の確認には数種の方法がある。例えば溶接電源8の無負荷電圧を監視して電圧が零ボルトになることで接触を判定する方法がある。また、溶接電源8と並列に10ボルト程度の小容量電源を付加し、この電圧を監視して零ボルトで接触を判断する等電気的な方法がある。なお、機械的に押さえつける力を監視して判断してもよく、また光学的な方法を適用することもできる。
【0038】
中空電極4を被溶接物7に接触した後、溶接電源8を出力させた状態で昇降機構6により1〜2mm中空電極4を引き上げる。通電状態で中空電極4と被溶接物7が引き離されるため、これらの中空電極と被溶接物7との間でスパークによるアークが発生する。中空電極4の先端部4aは肉厚の薄い構造で被溶接物7から近距離に在るため、発生したスパークのアークおよび電流によるジュール熱で加熱され、中空電極4の小径な先端部4aの温度は瞬時に上昇する。これにより、電極4の温度が高くなるほど、電極からの電子放出が活発となり、アークになりやすい。
【0039】
また、温度上昇により供給されている溶接ガスaは、高温部となる電極4の先端部4aにより加熱されてプラズマ化し、溶接アークに移行する。溶接アークへ移行した後は、昇降機構6により中空電極4と被溶接物7との間隔を例えば10mm前後の溶接条件の間隔まで引き上げ、アーク長を伸ばして溶接アークが効率的に使用できる強い領域へ移動して溶接することにより良質な品質の溶接部が得られる。
【0040】
この方法の場合にも、適用する中空電極4の先端部4aの肉厚(d2/2−d1/2)および長さ(l)の各寸法は、溶接ガスの流量を10〜20ccとした場合、種々の実験の結果、以下の(例5〜例8)に示す値が好適であることが認められた。
(例5)スタート時の電流(I)が30アンペア以上の場合、外径(d2)=2mm、長さ(l)=1〜3mm。
(例6)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=3mm、長さ(l)=1mm。
(例7)スタート時の電流(I)が40アンペア以上の場合、外径(d2)=3mm、長さ(l)=2〜6mm。
(例8)スタート時の電流(I)が50アンペア以上の場合、外径(d2)=4mm、長さ(l)=2〜8mm。
【0041】
本実施形態によれば、中空電極4を被溶接物7に接触させてアークスタートするタッチスタート方法および高電圧起動方法のいずれの方法においても、電極4の先端部4aの体積が小さいため短時間で先端部4aの温度が上昇し、溶接アークへの移行が容易となり、高真空環境であってもアーク起動時のガス流量を溶接時から変える必要なく溶接することができ、簡単な装置で良質な溶接が得られる。
【0042】
また、中空電極4のガス通路5の径は、溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけ段部4cを介して小径とすることにより、溶接装置を電極径によって交換する必要なく、種々のガス通路径の中空電極4に対応することができる。また、中空電極4のガス通路径は溶接アークの強度に影響することから、被溶接物7の材質・形状等に応じたガス通路径を選択することができる。大径な中空電極4を用いて先端部4aだけを段付として小径にすることにより、溶接装置を電極径によって交換する必要なく種々のガス通路径の中空電極4に対応することができる。
【0043】
[第2実施形態(図3)]
図3は、本発明の第2実施形態による真空中のアーク溶接装置全体を示す構成図である。本実施形態が第1実施形態と異なる点は、被溶接物7の溶接開始端近傍にアーク発生板10を配置し、中空電極4との間でアーク発生板10にアークを発生させる構成とした点にある。また、アーク発生板10には、これを温度制御するための温度制御装置11が設けられている。その他の構成は、第1実施形態と同様であるから、図3に図1と同符号を付して、構成説明を省略する。
【0044】
本実施形態では、タッチスタート方法を適用する実施形態について説明する。アーク発生板10は、アークを発生させた後にアーク長および溶接電流等を調整し、安定な溶接条件へ設定するためのものである。このアーク発生板10は溶接のための走行が停止された状態で調整される。アーク発生板10でのアーク時間は比較的長くなるので、損傷を防ぐために例えば銅板またはカーボン板等を用いると溶融池が発生し難くなり、溶接条件の調整がし易くなる。
【0045】
アーク発生板10は温度制御装置11でアーク発生前の温度が調整される。被溶接物7はアーク発生板10の温度の影響を受けずに安定な溶け込みを得るため、1mm前後距離を離して熱的に絶縁するように設置する。電源8は、中空電極4、アーク発生板10および被溶接物7に接続される。アーク発生板10と被溶接物7との極性は同極として結線する。
【0046】
このように構成された本実施形態において、真空中のアーク溶接を行う場合には、まずガス供給装置2を介して中空電極4に溶接ガスaを供給する。溶接ガスaは中空電極4のガス通路5を通って中空電極4の先端部4aから放出される。この状態で中空電極4を昇降機構6によって下降させ、中空電極4の先端部4aをアーク発生板10に接触させる。この接触の確認には第1実施形態と同様に、数種の方法が適用できる。
【0047】
中空電極4がアーク発生板10に接触した後は、溶接電源8の出力電流をスパークさせる電流で出力させた状態において、昇降機構2により中空電極4を引き上げる。通電状態で中空電極4とアーク発生板10が引き離されるため、この間にスパークが発生する。スパーク時のエネルギーにより、中空電極4の先端部4aが加熱され、また流れてくる溶接ガスaが加熱励起され、溶接アークへ移行するが、中空電極4の対極であるアーク発生板10の温度が低い場合には、中空電極4から放出された電子を受けるアーク発生板10のエネルギーレベルが低く、この間でのアーク維持が難しくなる。すなわち、瞬間的なスパーク時のエネルギーだけでは密度の低い溶接ガスaへエネルギーを十分に伝えることができず、アーク維持が困難となり消滅する。
【0048】
これに対し、本実施形態では、アーク発生板10の温度を温度制御装置11により、例えば20〜150℃に高く保持する。これにより、アーク発生板10のエネルギーレベルが上昇し、瞬間的なスパーク時の小エネルギーでもアークが維持され、溶接アークへ移行することができる。溶接アークへ移行した後は、被溶接物7を図示省略の移動機構によって移動させ、溶接を行うことができる。
【0049】
また、中空電極4がアーク発生板10に接触している間に、アーク発生板10の温度が伝導して中空電極4の先端部4aが加熱され、さらに中空電極4の先端部4aに留まっている溶接ガスaの温度も上昇することにより、スパーク時の電子放出がし易くなり、アーク発生が容易となる。
【0050】
以上説明したように、本実施形態の真空中のアーク溶接装置および方法においては、アーク発生板10の温度を制御することにより中空電極4から放出される電子を受け止めるアーク発生板10の温度上昇によるエネルギーレベル上昇により、アーク起動時の弱い瞬間的なスパークエネルギーから溶接アークへの移行が容易となる効果がある。また、アーク発生板10に接触している間に中空電極4先端部4aおよび中空電極4の先端部4aに留まっている溶接ガスaの温度も上昇し、電子放出し易くなり、アークの発生を容易にすることによって高真空であっても、アーク起動時のガス流量を溶接時から変える必要なく微量の溶接ガスaで溶接アークへ容易に移行することができ、良質な溶接が得られる。
【0051】
また、タッチスタート時の電極接触確認後の接触を保持する時間を設けることにより、アーク発生時の溶接ガス密度を高めることができ、アーク起動時の弱い瞬間的なスパークエネルギーを溶接ガスaへ伝達する効率が上がり、溶接アークへの移行が容易となる効果がある。
【0052】
さらにまた、溶接ガスaの供給量は途中で調整する必要がなく、一定量で供給されるので、従来のような流量調整計の広範囲の調整域は不要であり、また途中の流量調整も不要になり、流量の脈動も除去することができる。
【0053】
なお、本実施形態ではタッチスタート方法について説明したが、第1実施形態と同様に、温度制御装置11の温度を適正に設定することにより、非タッチのスタート方法を適用することも可能である。
【0054】
本実施形態によれば、各種方法を組合わせることにより、アーク発生時の溶接ガス密度が高まるとともに中空電極4の先端部4aおよび中空電極4内の溶接ガスaの温度上昇により、アーク発生時のエネルギーレベル上昇が顕著となり、微弱なスパークエネルギーの溶接ガスaへの伝達効率を高めることができる。
【0055】
このように、本実施形態によれば、高真空下であってもアーク起動時の溶接ガス流量を溶接時と変えることなく、微量の溶接ガス流量でも溶接アークへ容易に移行することができ、良質な溶接を得ることができる。
【図面の簡単な説明】
【0056】
【図1】本発明の第1実施形態による真空中のアーク溶接装置の構成を示す全体図。
【図2】(a)、(b)は図1に示した中空電極の第1、第2構成例をそれぞれ示す部分拡大図。
【図3】本発明の第2実施形態による真空中のアーク溶接装置の構成を示す全体図。
【符号の説明】
【0057】
1 アーク溶接装置
2 ガス供給装置
2a ガス導入部
2b ガス受け部
2c 突出部分
2d 中空電極支持孔
3 シール部材
4 中空電極
4a 先端部(下端部)
4b 本体部
4c 段差部
5 ガス通路
6 昇降機構
7 被溶接物
8 電源
9 配線
10 アーク発生板
11 温度制御装置
a 溶接ガス
【特許請求の範囲】
【請求項1】
アーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成され前記ガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、前記溶接ガス中にアークを発生させる電源とを備え、真空中で溶接を行うアーク溶接装置において、前記中空電極の先端部を一定長さに亘って本体部よりも肉薄としてアークから受ける前記先端部の熱エネルギ密度を前記本体部よりも高める構成としたことを特徴とする真空中のアーク溶接装置。
【請求項2】
前記中空電極のガス通路の径を一定とし、かつ前記中空電極の先端部の外径を段差部を介して本体部の外径よりも小径とした請求項1記載の真空中のアーク溶接装置。
【請求項3】
前記中空電極の段差部における軸方向断面形状を角形または円弧状とした請求項2記載の真空中のアーク溶接装置。
【請求項4】
前記被溶接物の溶接開始端近傍に配置されて前記中空電極との間でアークを発生させるアーク発生板と、このアーク発生板を温度制御する温度制御装置とを備えた請求項1ないし3のいずれか一項に記載の真空中のアーク溶接装置。
【請求項5】
請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極と前記被溶接物との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法。
【請求項6】
請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極を前記被溶接物に瞬間的に接触させてスパークさせるタッチスタートによりアークを発生させ、アーク発生後の前記中空電極と前記被溶接物との間隔を一定時間小さく保持してスタート時の溶接ガス密度を高めた後に、前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法。
【請求項1】
アーク発生用の溶接ガスを供給するガス供給装置と、内部にガス通路が形成され前記ガス供給装置により供給される溶接ガスを先端から噴出する中空電極と、この中空電極と被溶接物との間に電圧を印加して放電を起させ、前記溶接ガス中にアークを発生させる電源とを備え、真空中で溶接を行うアーク溶接装置において、前記中空電極の先端部を一定長さに亘って本体部よりも肉薄としてアークから受ける前記先端部の熱エネルギ密度を前記本体部よりも高める構成としたことを特徴とする真空中のアーク溶接装置。
【請求項2】
前記中空電極のガス通路の径を一定とし、かつ前記中空電極の先端部の外径を段差部を介して本体部の外径よりも小径とした請求項1記載の真空中のアーク溶接装置。
【請求項3】
前記中空電極の段差部における軸方向断面形状を角形または円弧状とした請求項2記載の真空中のアーク溶接装置。
【請求項4】
前記被溶接物の溶接開始端近傍に配置されて前記中空電極との間でアークを発生させるアーク発生板と、このアーク発生板を温度制御する温度制御装置とを備えた請求項1ないし3のいずれか一項に記載の真空中のアーク溶接装置。
【請求項5】
請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極と前記被溶接物との間隔を1〜2mmに保持してアークを発生させ、その後に前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法。
【請求項6】
請求項1ないし4のいずれか一項に記載のアーク溶接装置を使用して、真空中でアーク溶接を行う方法であって、前記中空電極を前記被溶接物に瞬間的に接触させてスパークさせるタッチスタートによりアークを発生させ、アーク発生後の前記中空電極と前記被溶接物との間隔を一定時間小さく保持してスタート時の溶接ガス密度を高めた後に、前記間隔を拡大して溶接アークに移行させることを特徴とする真空中のアーク溶接方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2007−229783(P2007−229783A)
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−56639(P2006−56639)
【出願日】平成18年3月2日(2006.3.2)
【出願人】(390014568)東芝プラントシステム株式会社 (273)
【Fターム(参考)】
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成18年3月2日(2006.3.2)
【出願人】(390014568)東芝プラントシステム株式会社 (273)
【Fターム(参考)】
[ Back to top ]