
硬質被膜被覆工具

【課題】CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるようにする。
【解決手段】Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、そのI層22およびCrAlN/BNナノコンポジット被膜から成るII層26が交互に4層以上積層されて硬質被膜20が構成されているため、高い付着強度が得られる。I層22の層厚T2およびII層26の層厚T3は1nm〜50nmの範囲内で、総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26のCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるとともに、層厚T2、T3が1nm〜50nmの極めて薄いナノレイヤー構造であるため、密着性が更に向上して40GPa以上の被膜硬さが得られるようになる。
【解決手段】Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、そのI層22およびCrAlN/BNナノコンポジット被膜から成るII層26が交互に4層以上積層されて硬質被膜20が構成されているため、高い付着強度が得られる。I層22の層厚T2およびII層26の層厚T3は1nm〜50nmの範囲内で、総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26のCrAlN/BNナノコンポジット被膜が有する優れた被膜性能が適切に得られるとともに、層厚T2、T3が1nm〜50nmの極めて薄いナノレイヤー構造であるため、密着性が更に向上して40GPa以上の被膜硬さが得られるようになる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は硬質被膜被覆工具に係り、特に、高い耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等に優れた硬質被膜被覆工具に関するものである。
【背景技術】
【0002】
高速度工具鋼や超硬合金等の工具母材の表面を硬質被膜で被覆した硬質被膜被覆工具が広く知られている。特許文献1に記載の工具はその一例で、硬質被膜としてTiBNを設けることが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−1215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、近年、環境保護の観点から湿式切削から乾式切削へと切り換えられつつあるが、工具への負担が大きくなり、特に高速切削では刃先温度が数百℃以上にもなるため、従来の硬質被膜では必ずしも十分な工具寿命が得られず、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等が一層優れた硬質被膜被覆工具が求められている。
【0005】
これに対し、本願出願人は先に出願した特願2010−056087号において、CrAlNの窒化物相とBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)を硬質被膜として用いることを提案した。このCrAlN/BNナノコンポジット被膜は、CrAlN微結晶の周囲をアモルファス構造のBN相が取り囲むナノコンポジット構造を有し、転位の発生・移動が阻止されるだけでなく、粒界滑りも発生しにくいため、塑性硬さ(plastic hardness) が35GPa程度以上の超高硬度が得られる。また、非常に高い耐熱性、化学的安定性より耐溶着性に優れるなどの特性に加え、大気中の加熱によって塑性硬さが成膜直後よりも高くなるという自己硬化性を持つといった特異な特性も有する。しかしながら、このようなCrAlN/BNナノコンポジット被膜を高速度工具鋼や超硬合金等の工具母材の表面に直接設けた場合、密着性が悪くて必ずしも期待通りの性能が得られないという問題があった。
【0006】
本発明は以上の事情を背景として為されたもので、その目的とするところは、上記CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた耐熱性、高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようにすることにある。
【課題を解決するための手段】
【0007】
かかる目的を達成するために、第1発明は、硬質被膜で表面が被覆されている硬質被膜被覆工具において、(a) Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、(b) CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、を有し、(c) 工具母材の表面上に前記I層が設けられるとともに、そのI層および前記II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、(d) 前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他のI層および前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内であることを特徴とする。
【0008】
第2発明は、硬質被膜で表面が被覆されている硬質被膜被覆工具において、(a) Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、(b) CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、を有し、(c) 工具母材の表面上に前記I層が設けられるとともに前記II層が最表層となるように、それ等のI層およびII層が交互に4層以上積層されて前記硬質被膜が構成されている一方、(d) 前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他のI層および前記最表層を除く前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内であることを特徴とする。
【0009】
第3発明は、第1発明または第2発明の硬質被膜被覆工具において、前記I層のうち少なくとも前記工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されていることを特徴とする。
【0010】
第4発明は、第1発明〜第3発明の何れかの硬質被膜被覆工具において、前記II層はスパッタリング法で形成されていることを特徴とする。
【0011】
第5発明は、第1発明〜第4発明の何れかの硬質被膜被覆工具において、前記II層における前記BN相の含有率は8 vol(体積)%〜28 vol%の範囲内であることを特徴とする。
【0012】
第6発明は、第1発明〜第5発明の何れかの硬質被膜被覆工具において、前記I層と前記II層との間には、前記BN相の含有率が連続的に増加または減少する遷移層が設けられていることを特徴とする。
【0013】
第7発明は、第1発明〜第6発明の何れかの硬質被膜被覆工具において、前記工具母材の表面上に設けられた前記I層はアークイオンプレーティング法で形成され、その他のI層および前記II層は総てスパッタリング法で形成されていることを特徴とする。
【0014】
第8発明は、第1発明〜第6発明の何れかの硬質被膜被覆工具において、前記工具母材の表面上に設けられたものを含めて前記I層は総てアークイオンプレーティング法で形成され、前記II層は総てスパッタリング法で形成されていることを特徴とする。
【発明の効果】
【0015】
第1発明の硬質被膜被覆工具によれば、Ala Tib Crc の窒化物または炭窒化物から成るI層が工具母材の表面上に設けられるとともに、そのI層およびCrAlNの窒化物相とBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)から成るII層が交互に4層以上積層されて硬質被膜が構成されているため、その硬質被膜を高い付着強度で工具母材上に設けることができる。特に、工具母材の表面上に設けられるI層の層厚は10nm〜500nmの範囲内であるため、所定の被膜硬さを確保しつつ付着強度を適切に向上させることができる。
【0016】
また、上記工具母材の表面上のI層を除く他のI層およびII層の層厚は何れも1nm〜50nmの範囲内で、被膜全体の総膜厚は0.1μm〜20μmの範囲内であるため、II層を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようになり、乾式加工や高能率加工等の高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。特に、交互に積層されるI層およびII層の各層厚が1nm〜50nmの範囲内の極めて薄いナノレイヤー構造を成しているため、それ等の密着性が更に向上して40GPa程度以上の超高硬度の被膜硬さが得られるようになり、耐摩耗性等の耐久性が一層向上する。
【0017】
第2発明の硬質被膜被覆工具は、硬質被膜の最表層がII層にて構成されているとともに、その最表層の層厚について特に規定が無いことを除いて、第1発明と同様に構成されているため、実質的に第1発明と同様の作用効果が得られる。また、硬質被膜の最表層がII層にて構成されているとともに、その最表層のII層については50nmを超えた厚さで形成することができるため、II層を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が一層適切に得られるようになる。
【0018】
第3発明では、上記I層のうち少なくとも工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されているため、一層高い付着強度が得られる。すなわち、アークイオンプレーティング法はスパッタリング法に比較してイオン化率が高いため、三次元形状の工具の刃先等に対してI層を均一な膜質で設けることができ、高い付着強度で成膜できるのである。
【0019】
第4発明では前記II層がスパッタリング法で形成されているため、そのII層を構成しているCrAlN/BNナノコンポジット被膜を適切に設けることが可能で、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0020】
第5発明では、II層におけるBN相の含有率が8 vol%〜28 vol%の範囲内であるため、そのII層を構成しているCrAlN/BNナノコンポジット被膜が有する耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0021】
第6発明では、I層とII層との間にBN相の含有率が連続的に増加または減少する遷移層が設けられているため、I層とII層との間の密着性が一層高められ、硬質被膜の付着強度が更に向上する。
【0022】
第7発明では、工具母材の表面上に設けられたI層はアークイオンプレーティング法で形成され、その他のI層およびII層は総てスパッタリング法で形成されているため、多層構造の硬質被膜を簡便に設けることができる。
【0023】
第8発明では、工具母材の表面上に設けられたものを含めてI層は総てアークイオンプレーティング法で形成され、II層は総てスパッタリング法で形成されているため、アークイオンプレーティング法で形成されるI層の存在で各層の密着性が向上し、硬質被膜の付着強度が一層向上する。なお、このようにアークイオンプレーティング法およびスパッタリング法でI層およびII層を交互に形成する場合でも、例えばアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置を用いることにより簡便に成膜できる。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施例であるボールエンドミルを示す図で、(a) は軸心と直角方向から見た正面図、(b) は先端側から見た拡大底面図、(c) は硬質被膜が設けられた刃部の表面近傍の拡大断面図である。
【図2】図1の硬質被膜を好適に成膜できるアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置の概略構成を説明する平面図である。
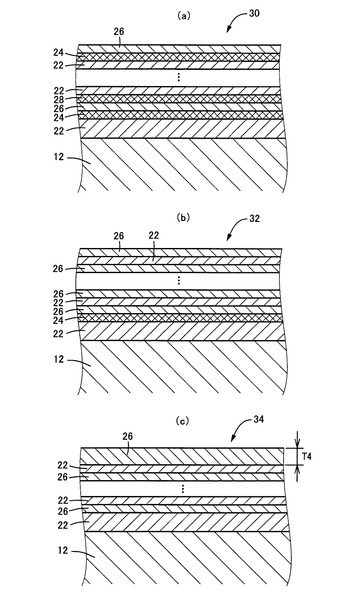
【図3】硬質被膜の積層構造の幾つかの別の例を示す図で、何れも図1(c) に対応する断面図である。
【図4】各種ガス雰囲気におけるCrAlN/BNナノコンポジット被膜の塑性硬さHplと熱処理温度Taとの関係を調べた結果を示す図である。
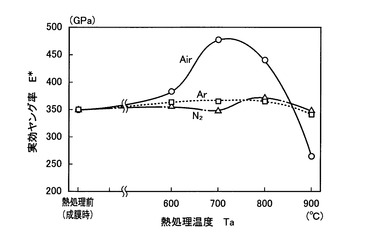
【図5】各種ガス雰囲気におけるCrAlN/BNナノコンポジット被膜の実効ヤング率E* と熱処理温度Taとの関係を調べた結果を示す図である。
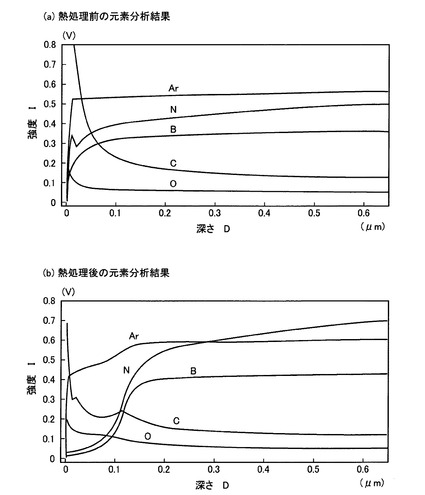
【図6】CrAlN/BNナノコンポジット被膜について、GDSによる元素分析の結果を熱処理前と熱処理後とで比較して示した図である。
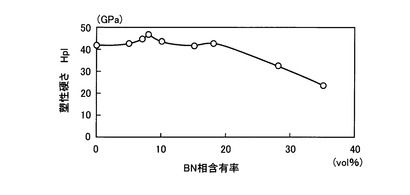
【図7】CrAlN/BNナノコンポジット被膜について、そのBN相の含有率と塑性硬さHplとの関係を調べた結果を示す図である。
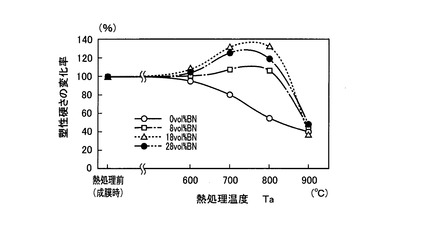
【図8】CrAlN/BNナノコンポジット被膜について、そのBN相の含有率が異なる複数種類の被膜について熱処理温度Taに対する塑性硬さの変化率を調べた結果を示す図である。
【図9】本発明品を含む複数種類の試料(試験品)について、その被膜硬さを調べた結果を示す図である。
【図10】図9の試料No1、No2、No5、およびNo12を用いて耐久性試験を行った際の試験条件を説明する図である。
【図11】図10の試験条件に従って耐久性試験を行った試験結果を示す図である。
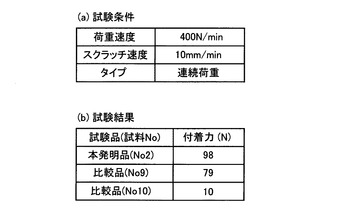
【図12】図9の試料No2、No9、およびNo10の3種類の試験品を用いて行ったスクラッチ試験の試験条件および試験結果を示す図である。
【発明を実施するための形態】
【0025】
本発明は、エンドミルやタップ、ドリルなどの回転切削工具の他、バイト等の非回転式の切削工具、或いは転造工具など、種々の加工工具の表面に設けられる硬質被膜に好適に適用される。硬質被膜被覆工具の工具母材としては、超硬合金や高速度工具鋼、工具鋼、ダイス鋼、サーメット、セラミックス、多結晶ダイヤモンド(PCD)、単結晶ダイヤモンド、多結晶CBN、単結晶CBNが好適に用いられるが、他の工具材料を採用することもできる。
【0026】
硬質被膜の形成手段としては、アークイオンプレーティング法やスパッタリング法、PLD(Puls LASER Deposition )法等のPVD法(物理蒸着法)が好適に用いられる。硬質被膜を構成するAla Tib Crc やCrAlの合金については、例えば同じ組成の金属ターゲットを用意すれば良く、II層を構成するBN相については、例えばBN焼結体等のBを含有するターゲットを用意すれば良い。C(炭素)の供給については、反応ガス(炭化水素ガスなど)或いは固体ターゲット(Cターゲット、C含有ターゲット)の何れの方法でも良い。N(窒素)については、反応ガスの供給で添加することができる。
【0027】
本発明の硬質被膜被覆工具は、例えば高速や高負荷での乾式切削加工など高温となる加工条件で使用する場合に好適に用いられ、優れた耐久性(工具寿命)が得られるようになるが、耐溶着性や耐摩耗性、耐熱性がそれ程要求されない加工条件下、例えば切削油剤を用いた切削加工等で使用することも勿論可能である。
【0028】
I層を構成しているAla Tib Crc の窒化物または炭窒化物は、少なくともAlを0.3〜0.7の原子比で含んでおり、TiおよびCrの何れか一方は0すなわち含有していなくても良い。すなわち、AlTiCrだけでなく、CrAlやTiAlを採用することもできる。また、CおよびNの両方を含む炭窒化物(Ala Tib Crc CN)でも、Nのみを含む窒化物(Ala Tib Crc N)でも良い。上記AlおよびCrは、CrAlNの窒化物相を有するCrAlN/BNナノコンポジット被膜との密着性向上に寄与し、Tiは被膜の強度アップに寄与する。
【0029】
II層を構成しているCrAlN/BNナノコンポジット被膜、すなわちCrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜は、CrAlN微結晶の周囲をアモルファス構造のBN相が取り囲むナノコンポジット構造を有し、転位の発生・移動が阻止されるだけでなく、粒界滑りも発生しにくいため、塑性硬さが35GPa程度以上の超高硬度が得られる。また、非常に高い耐熱性、化学的安定性より耐溶着性に優れるなどの特性に加え、大気中の加熱によって塑性硬さが成膜直後よりも高くなるという自己硬化性を持つといった特異な特性も有する。
【0030】
上記CrAlN/BNナノコンポジット被膜は、酸素やその他の不純物元素の金属が入っている場合も含む。特に、酸素はターゲット材などに通常1mass%未満含まれる他、真空成膜装置に残留するガスにも含まれることから、膜中には酸化物の形で無視できない程度に含まれる。また、CrおよびAl以外にMo、W、Ti、Zrなどの遷移金属元素やSiなどが不純物として含まれていても良い。
【0031】
CrAlN/BNナノコンポジット被膜を構成しているCrAlNのCrとAlとの原子比の割合は、3:7〜7:3程度の範囲内が望ましい。これ等のCrとAlとの原子比の割合が5:5であるとした場合、Crの代わりにCrとV、Mo、Nb、Ta等(Bの酸化物生成自由エネルギー線図の上にあるもの)とをCr>V等の原子比の割合としたものを用いても、同様の自己硬化性が得られるものと推測される。すなわち、CrAlNは、Crd Ale N〔但し、d、eはそれぞれ原子比で、0.3≦d≦0.7、0.3≦e≦0.7、d+e=1〕が望ましく、且つ、Crの原子比dの1/2より小さい割合でV、Mo、Nb、Ta等のBの酸化物生成自由エネルギー線図の上にある金属MeをCrの代わりに含有する態様も含む。
【0032】
CrAlN/BNナノコンポジット被膜は、BN相の含有率が28 vol%を超えると塑性硬さが低下し、8vol %未満になると熱処理によって塑性硬さが低下するようになるため、8 vol%〜28 vol%の範囲内が適当である。
【0033】
硬質被膜の総膜厚は0.1μm〜20μmの範囲内であるが、0.1μm未満の場合は硬質被膜としての性能が十分に得られず、20μmを超えると切削工具の刃先が丸くなるなどして工具性能が損なわれる可能性がある。この総膜厚は、工具母材の表面から硬質被膜の最表面までの膜厚で、I層とII層との間に遷移層を有する場合はその遷移層を含む膜厚である。
【0034】
工具母材の表面上のI層を除くI層および総てのII層、或いは最表層を除くII層は、それぞれ1nm〜50nmの層厚で交互に積層されるナノレイヤー構造を成しているが、両者の層厚は略同じ(均等)であっても良いし互いに異なっていても良い。例えば、ターゲットの使用出力および数量を変えることにより、I層とII層の層厚比が1:1、1:2、1:3、3:1、2:1等となるように成膜できる。また、ターゲット出力を変化させることにより、最下層から最表層にかけて各層の層厚が厚くなるように、或いは薄くなるように成膜することもできる。それ等の層厚が50nmを超えると被膜硬さの向上効果が十分に得られず、1nm未満では個々の被膜の性能が適切に得られないとともに膜厚制御が難しいため、1nm〜50nmの範囲内が適当である。これ等のI層およびII層は、交互に少なくとも4層以上積層されるが、10層以上或いは50層以上設けることが望ましい。
【0035】
第2発明でII層にて構成される最表層の層厚については、所定の被膜性能が得られるように1nm〜50nmの範囲内に制限されることなく、他の層と別個に独立に定めることができるが、ナノレイヤー構造による被膜硬さの向上効果を損なうことがないように、例えば1nm〜200nmの範囲内、或いは1nm〜100nm程度の範囲内が望ましい。第2発明では最表層がII層にて構成されるが、第1発明の実施に際しては、I層およびII層が何れも極めて薄いため、I層およびII層のどちらが最表層となっても良い。
【0036】
工具母材の表面上に設けられるI層の層厚は、500nmを超えると被膜硬さが低下し、10nm未満では付着強度の向上効果が十分に得られなくなるため、10nm〜500nmの範囲内が適当である。
【0037】
第6発明では、I層とII層との間にBN相の含有率が連続的に増加または減少する遷移層が設けられるが、単にI相およびII相が混ざり合っているだけの混合層を設けることもできる。I層とII層との間には、単にI層とII層とを切り換えるだけでも混合層が形成されるが、両方の層を所定時間だけ重複して同時に成膜することにより、所定厚さの混合層を設けることもできる。上記遷移層は、I層からII層への遷移部分ではBN相を徐々に増加させ、II層からI層への遷移部分ではBN相を徐々に減少させる。このような遷移層は、B含有ターゲットの出力を連続的に変化させることによって形成することができる。この遷移層の層厚は適宜設定されるが、例えば上下に位置するI層およびII層のうち薄い方の層厚と同じかそれより薄くすることが望ましい。
【実施例】
【0038】
以下、本発明の実施例を、図面を参照しつつ詳細に説明する。
図1は、本発明が適用された硬質被膜被覆工具の一例であるボールエンドミル10を説明する図で、(a) は軸心と直角方向から見た正面図、(b) は先端側((a) の図の右方向)から見た拡大底面図であり、超硬合金にて構成されている工具母材12にはシャンクに連続して刃部14が一体に設けられている。刃部14には、切れ刃として一対の外周刃16およびボール刃18が軸心に対して対称的に設けられているとともに、その刃部14の表面には硬質被膜20がコーティングされており、軸心まわりに回転駆動されることによりそれ等の外周刃16およびボール刃18によって切削加工が行われる。図1の(a) 、(b) における斜線部は硬質被膜20を表しており、図1の(c) は、硬質被膜20がコーティングされた刃部14の表面近傍の断面図である。
【0039】
図1(c) から明らかなように、硬質被膜20はI層22およびII層26を交互に4層以上積層した積層構造で、本実施例では50層以上積層した多層構造を成している。I層22は、Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物にて構成されており、工具母材12の表面上にはこのI層22が設けられる。II層26は、CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるCrAlN/BNナノコンポジット被膜で、CrAlNはCrd Ale N〔但し、d、eはそれぞれ原子比で、0.3≦d≦0.7、0.3≦e≦0.7、d+e=1〕であり、本実施例では硬質被膜20の最表層がこのII層26にて構成されている。I層22およびII層26は互いに接するように交互に積層されており、それ等の境界部分には両者の成分が混ざり合った混合層が形成される。
【0040】
工具母材12の表面上に設けられる最下層のI層22の層厚T1は、10nm〜500nmの範囲内で適当に定められ、その他のI層22の層厚T2、および総てのII層26の層厚T3は、何れも1nm〜50nmの範囲内で適当に定められる。また、層厚T2およびT3は互いに略等しいとともに、硬質被膜20の全体の総膜厚Ttotal は0.1μm〜20μmの範囲内とされている。
【0041】
このような硬質被膜20は、例えば図2に概略構成を示すアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40を用いて形成することができる。このアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40は、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44を共に備えているもので、共通のチャンバー46内に配置されたワーク48に対してアークイオンプレーティング法およびスパッタリング法の両方でコーティング処理を行うことができる。ワーク48は、硬質被膜20をコーティングする前の状態の工具母材12で、3つの第1回転テーブル50にそれぞれ配置されて自転させられるとともに、第2回転テーブル52によってチャンバー46内を公転させられ、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44の前方を通過させられる。図2では、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44がチャンバー46の周囲に90°間隔で交互に計4つ配設されているが、それ等の蒸発源42、44を1つずつ備えたものでも良い。
【0042】
上記アークイオンプレーティング蒸発源42は、前記I層22をアークイオンプレーティング法によって形成するためのもので、Ala Tib Crc の金属ターゲット54を備えている。スパッタリング蒸発源44は、前記II層26をスパッタリング法によって形成するためのもので、Crd Ale の金属ターゲット56およびBN焼結体ターゲット等のB含有ターゲット58を備えている。また、窒化物や炭窒化物のN(窒素)については、反応ガス(窒素ガス)の供給で添加することができ、炭窒化物のC(炭素)については、反応ガス(炭化水素ガスなど)或いは固体ターゲット(Cターゲット、C含有ターゲット)の何れかの方法で添加することができる。なお、スパッタガスとしてはアルゴンガスが用いられ、ワーク48にはバイアス電源により所定のバイアス電圧が印加されるようになっている。
【0043】
そして、本実施例では総てのI層22がアークイオンプレーティング蒸発源42を用いてアークイオンプレーティング法によって形成され、総てのII層26がスパッタリング蒸発源44を用いてスパッタリング法によって形成される。但し、I層22については、Ala Tib Crc の金属ターゲット54をスパッタリング蒸発源44にも配置することにより、そのスパッタリング蒸発源44を用いてスパッタリング法により形成することもできる。例えば工具母材12の表面上に接して設けられる最下層のI層22については、優れた密着性が得られるようにアークイオンプレーティング蒸発源42を用いてアークイオンプレーティング法によって形成し、それより上のI層22についてはスパッタリング蒸発源44を用いてスパッタリング法によって形成するようにしても良い。I層22は、Ala Tib Crc の窒化物または炭窒化物で、II層26を構成しているCrd Ale の窒化物相と同じ成分(AlやCr)を含有しているため、II層26との親和性が高く、スパッタリング法で形成しても十分な密着性を確保できる。なお、I層22のAla Tib Crc がII層26のCrd Ale と同じ成分、すなわち原子比a=e、c=dでb=0の場合には、共通の金属ターゲット56を用いてI層22を形成することができる。
【0044】
また、本実施例の硬質被膜20は、I層22とII層26とが互いに接するように積層されているが、図3の(a) に示す硬質被膜30のように、I層22とII層26との間に遷移層24、28が設けられても良い。遷移層24、28は、II層26と同じCrAlN/BNナノコンポジット被膜で、そのBN相の含有率が連続的に変化しているものであり、I層22の上に積層される第1遷移層24は、BN相の含有率が0 vol%から連続的に増加させられ、II層26との境界である表面部分ではII層26と同じ含有率とされる。また、II層26の上に積層される第2遷移層28は、BN相の含有率がII層26と同じ含有率から連続的に減少させられ、I層22との境界である表面部分では0 vol%とされる。このような遷移層24、28は、前記II層26と同様にスパッタリング蒸発源44を用いてスパッタリング法により形成することが可能で、BN焼結体ターゲット等のB含有ターゲット58の出力を変化させることによって形成できる。これ等の遷移層24、28の層厚は、I層22やII層26と略同じかそれより小さい厚さで、本実施例ではI層22、II層26の層厚T2、T3と略同じ厚さとされている。そして、この遷移層24、28を含む硬質被膜30の全体の総膜厚Ttotal は、前記硬質被膜20と同じく0.1μm〜20μmの範囲内である。
【0045】
図3の(b) の硬質被膜32は、最下層のI層22とその上のII層26との間にだけ第1遷移層24を設けた場合である。また、図3の(c) に示す硬質被膜34は、前記硬質被膜20に比較して、最表層を構成しているII層26の層厚T4を、所定の被膜性能が得られるように他のII層26の層厚T3よりも厚くした場合で、1nm〜200nmの範囲内で適宜定められる。何れの硬質被膜32、34も、全体の総膜厚Ttotal は0.1μm〜20μmの範囲内である。なお、硬質被膜30、32に関して、遷移層24、28の代わりに混合層が設けられても良い。その混合層の厚さは、I層22やII層26の層厚T2、T3と同じであっても良いが、それ等より薄くても差し支えない。
【0046】
次に、上記II層26を構成しているCrAlN/BNナノコンポジット被膜の被膜性能について調べた結果を説明する。ここでは、高速度鋼製の基板上に、スパッタリング法により加熱温度350℃でCrAlN/BNナノコンポジット被膜を3.5μmの目標膜厚で直接設けた試料を用いた。CrAlN/BNナノコンポジット被膜のCrd Ale N相のCrおよびAlの原子比d、eは共に0.5で、BN相の含有率は、BN焼結体ターゲット等のB含有ターゲット58の出力を変化させることによって適宜変更できる。このBN相の含有率については、例えば波長分散型EPMA(Electron Probe MicroAnalyser)を用いて測定できる。
【0047】
図4は、BN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜について、自己硬化性および耐熱性(耐酸化性)を評価するためのもので、塑性硬さHplが各種雰囲気(大気、窒素、アルゴン)下における熱処理温度Taの相違でどのように変化したかを示すグラフであり、各温度で1時間加熱した後に室温にて塑性硬さHplを測定した。塑性硬さHplについては、超マイクロインデンターを用い、膜中への圧子の侵入深さが膜厚の概ね10分の1以下となるように最高荷重を選択し、除荷曲線の接線から圧子の侵入深さを求め、接触面積に換算することにより塑性硬さHplを計算する公知のオリバー(Oliver)の方法を用いた。図4から明らかなように、窒素、アルゴンの場合は、加熱温度が800℃まで成膜直後の塑性硬さHplが略維持されるのに対し、大気の場合には、成膜直後40GPa程度であった塑性硬さHplが600℃を境にして急激に上昇し、700℃および800℃では50GPaを超え、900℃では一挙に20GPa未満に低下している。このことから、CrAlN/BNナノコンポジット被膜は、非酸化性雰囲気下では自己硬化性を殆ど有しないが、酸化性雰囲気下では自己硬化性を示すことが分かる。
【0048】
図5は、図4と同じくBN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜を用いて、実効ヤング率E* が各種雰囲気(大気、窒素、アルゴン)下における熱処理温度Taの相違でどのように変化したかを示すグラフである。実効ヤング率E* はE/(1−n2 )で、膜のポアソン比(n)が不明なため(1−n2 )でヤング率Eを除した値を用いた。図5の結果から、窒素、アルゴンの場合は、800℃まで成膜直後の実効ヤング率E* が略維持されるのに対し、大気の場合には、成膜直後350GPa程度であった実効ヤング率E* が600℃を境にして急激に上昇し、700℃では480GPa程度、800℃では440GPa程度となり、900℃で一挙に260GPa程度まで低下していることが分かる。
【0049】
図6は、上記のようにBN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜について、GDS(Glow Discharge Spectronmeter;グロー放電発光表面分析装置)による元素分析の結果を熱処理前と熱処理後とで比較して示した図である。熱処理後の試料は、大気中において熱処理温度Ta=800℃で1時間加熱した後に室温まで戻したものである。この図6から明らかなように、熱処理後には熱処理前に比較して、0.2μm以下の表層部分で酸素(O)が増大している。このことから、図4、図5を併せて考えると、ある程度表層が酸化されることによって被膜硬さ(塑性硬さHpl)や実効ヤング率E* が向上していると考えられる。
【0050】
図7は、CrAlN/BNナノコンポジット被膜について、そのBN相の含有率と塑性硬さHplとの関係を調べた結果を示す図である。この場合の塑性硬さHplは熱処理後の値で、BN相の含有率が28 vol%を超えると30GPa以下まで低下するため、28 vol%以下が望ましい。また、図8は、CrAlN/BNナノコンポジット被膜について、そのBN相の含有率が異なる複数種類の被膜について熱処理温度Taに対する塑性硬さの変化率を調べた結果を示す図で、成膜直後(熱処理前)の塑性硬さHplを100%として求めたものである。何れも大気中での加熱による熱処理で、BN相の含有率が0 vol%の場合は塑性硬さHplが単調に低下するのに対し、BN相を含む場合は維持または若干上昇する傾向を示す。図示は省略したが、BN相の含有率が7 vol%の時には、塑性硬さHplの上昇傾向が小さく、8 vol%以上になると塑性硬さHplが顕著に上昇する。これ等の図7および図8の結果から、BN相の含有率は8 vol%〜28 vol%の範囲内が望ましい。
【0051】
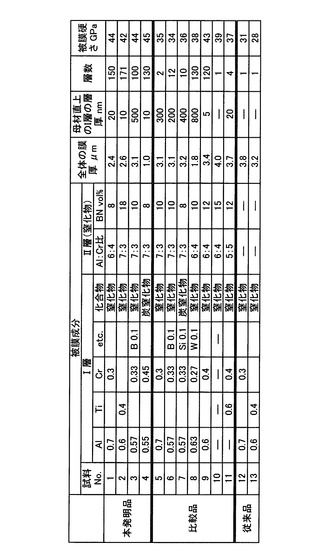
一方、図9は、前記図1のボールエンドミル10のように前記I層22およびII層26(T2=T3)を互いに接するように交互に50層以上積層した硬質被膜20が設けられた本発明の硬質被膜被覆工具を含む複数種類の試験品について、被膜硬さ(塑性硬さHpl)を調べた結果を、各試験品の被膜構造と共に示した図である。図9において、比較品の試料No5〜No7は、積層構造の硬質被膜であるが、I層22およびII層26の層厚T2、T3が50nmを超えている。比較品の試料No8は、工具母材12の表面上の最下層のI層22の層厚T1が500nmを超えている点が本発明品と相違し、試料No9は層厚T1が10nmに満たない点が本発明品と相違する。試料No10はCrAlN/BNナノコンポジット被膜から成るII層26のみの単層の硬質被膜で、試料No11は、I層22がAlを含有していない点が本発明品と相違する。従来品の試料No12、No13は、何れもCrAlN/BNナノコンポジット被膜から成るII層26を備えていない点が本発明品と相違する。また、「全体の膜厚」は工具母材12の表面から被膜表面までの前記総膜厚Ttotal で、「母材直上のI層の層厚」は前記層厚T1である。「層数」はI層22およびII層26の積層数で、I層22およびII層26を共に有する場合、偶数の時はII層26が最表層となり、奇数の時はI層22が最表層となる。「被膜硬さ」は前記塑性硬さHplで、成膜時の値であり、前記超マイクロインデンターを用いて測定した。なお、I層22やII層26の層厚T2、T3は、「全体の膜厚」から「母材直上のI層の層厚」を引き算し、(「層数」−1)で割り算することによって求められる。
【0052】
図9から明らかなように、本発明品(試料No1〜No4)は何れも40GPa以上の超高硬度の被膜硬さが得られた。これに対し、I層22やII層26の層厚T2、T3が50nmを超える比較品(試料No5〜No7)の被膜硬さは34〜36GPaで、本発明品に比べて5GPa以上低い。「母材直上のI層の層厚」すなわち前記層厚T1が800nmの比較品(試料No8)についても、被膜硬さは38GPaで、本発明品よりも低い。層厚T1が5nmの比較品(試料No9)は、被膜硬さが43GPaで、本発明品と同程度の被膜硬さが得られるが、図12のスクラッチ試験から明らかなように十分な付着強度が得られない。その他の比較品や従来品(試料No10〜13)は、何れも被膜硬さが40GPa未満で、本発明品に比べて低い。
【0053】
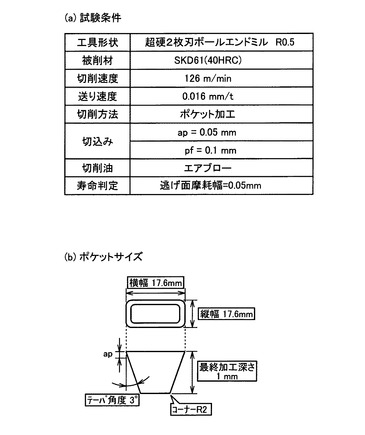
図10は、図9の試験品(試料No1、No2、No5、およびNo12)をそれぞれ2本ずつ用いて耐久性試験を行った際の試験条件を説明する図で、図11はその試験結果を示す図である。図10の(a) は試験条件で、使用工具は工具母材12が超硬合金で2枚刃、R=0.5mmのボールエンドミル、被削材はJISの規格によるSKD61(40HRC)〔合金工具鋼〕、切削速度は126m/min、送り速度は1刃当り0.016mm、切削方法はポケット加工、軸方向切込み寸法ap=0.05mm、ピックフィードpf=0.1mm、切削油剤はエアブローで、ボール刃18の逃げ面摩耗幅が0.05mmに達するまでの切削加工時間を調べた。ポケット加工を行う際のポケットサイズは、図10の(b) に示す通りで、縦幅17.6mm、横幅17.6mmの正方形の加工部に対して、ピックフィードpf=0.1mmのうず巻き線に沿って切削加工を行うとともに、テーパ角度3°で最終加工深さ1mmまで掘り下げる。
【0054】
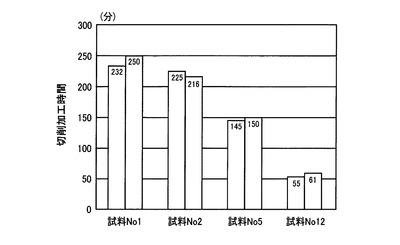
図11の試験結果から明らかなように、本発明品(試料No1、No2)は何れも200分以上切削加工を行うことが可能で、60分程度の従来品(試料No12)に比べて耐久性(耐摩耗性)が大幅に向上する。また、I層22やII層26の層厚T2、T3が50nmを超える比較品(試料No5)は150分程度で、50nm以下のナノレイヤー構造の本発明品の方が40%以上優れた耐久性が得られる。
【0055】
図12は、図9の試験品のうち本発明品(試料No2)、および比較品(試料No9およびNo10)の計3種類の試験品を用いて、硬質被膜の付着強度に関するスクラッチ試験を行った結果を説明する図である。このスクラッチ試験では、ダイヤモンドコーンを試験品に押し付けて引っ掻く際に、その押付荷重(N)を増加させることにより、被膜が破壊したり剥離したりする際に発生するアコースティックエミッション(AE)を検出し、その検出信号が急激に立ち上がった時の荷重を付着力として測定した。試験条件は、(a) に示すように荷重速度が400N/min、スクラッチ速度が10mm/minで、押付荷重を連続的に増加させる連続荷重タイプである。図12の(b) は試験結果で、本発明品(試料No2)の付着力は98Nであったのに対し、前記層厚T1が5nmの比較品(試料No9)は79Nで、本発明品に比較して20N程度低くなる。また、工具母材12の表面上にII層26を直接設けた比較品(試料No10)は10Nで、付着力が極めて悪い。
【0056】
以上の各試験結果からも明らかなように、前記実施例のボールエンドミル10を含めて、試料No1〜No4の本発明品によれば、Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、そのI層22およびCrAlNとBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)から成るII層26が交互に4層以上積層されて硬質被膜20等が構成されているため、その硬質被膜20等を高い付着強度で工具母材12上に設けることができる。特に、工具母材12の表面上に設けられるI層22の層厚T1は10nm〜500nmの範囲内であるため、所定の被膜硬さを確保しつつ付着強度を適切に向上させることができる。
【0057】
また、上記工具母材12の表面上のI層22を除く他のI層22およびII層26の層厚T2、T3は何れも1nm〜50nmの範囲内で、被膜全体の総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようになり、乾式加工や高能率加工等の高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。特に、交互に積層されるI層22およびII層26の各層厚T2、T3が1nm〜50nmの範囲内の極めて薄いナノレイヤー構造を成しているため、それ等の密着性が更に向上して40GPa程度以上の超高硬度の被膜硬さが得られるようになり、耐摩耗性等の耐久性が一層向上する。
【0058】
図2の(c) に示す硬質被膜34のように、最表層がII層26にて構成されているとともに、その最表層の層厚T4が、所定の被膜性能が得られるように他のII層26の層厚T3よりも厚く、1nm〜200nmの範囲内の所定厚さを有する場合、前記硬質被膜20と同様の効果が得られるのに加えて、最表層のII層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が一層適切に得られるようになる。
【0059】
また、前記I層22のうち少なくとも工具母材12の表面上に設けられる最下層のI層22をアークイオンプレーティング法で形成すれば、一層高い付着強度が得られる。すなわち、アークイオンプレーティング法はスパッタリング法に比較してイオン化率が高いため、三次元形状の工具の刃先等に対してI層22を均一な膜質で設けることができ、高い付着強度で成膜できるのである。
【0060】
また、前記II層26はスパッタリング法で形成されているため、そのII層26を構成しているCrAlN/BNナノコンポジット被膜を適切に設けることが可能で、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0061】
また、II層26におけるBN相の含有率を8 vol%〜28 vol%の範囲内とすれば、そのII層26を構成しているCrAlN/BNナノコンポジット被膜が有する耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られ、耐久性が一層向上する。
【0062】
また、図3の(a) 、(b) に示す硬質被膜30、32のように、I層22とII層26との間にBN相の含有率が連続的に増加または減少する遷移層24、28が設けられる場合は、I層22とII層26との間の密着性が一層高められ、付着強度が更に向上する。
【0063】
また、工具母材12の表面上に設けられたI層22についてはアークイオンプレーティング法で形成し、その他のI層22およびII層26については総てスパッタリング法で形成する場合、多層構造の硬質被膜20等を簡便に設けることができる。
【0064】
また、工具母材12の表面上に設けられる最下層のI層22を含めて総てのI層22をアークイオンプレーティング法で形成し、II層26は総てスパッタリング法で形成する場合には、アークイオンプレーティング法で形成されるI層22の存在で各層の密着性が向上し、硬質被膜20等の付着強度が一層向上する。このようにアークイオンプレーティング法およびスパッタリング法でI層22およびII層26を交互に形成する場合でも、前記アークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40を用いることにより簡便に成膜できる。
【0065】
以上、本発明の実施例を図面に基づいて詳細に説明したが、これ等はあくまでも一実施形態であり、本発明は当業者の知識に基づいて種々の変更,改良を加えた態様で実施することができる。
【符号の説明】
【0066】
10:ボールエンドミル(硬質被膜被覆工具) 12:工具母材 20、30、32、34:硬質被膜 22:I層 24:第1遷移層 26:II層 28:第2遷移層 Ttotal :総膜厚 T1:母材直上のI層の層厚 T2:母材直上以外のI層の層厚 T3:II層の層厚 T4:最表層のII層の層厚
【技術分野】
【0001】
本発明は硬質被膜被覆工具に係り、特に、高い耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等に優れた硬質被膜被覆工具に関するものである。
【背景技術】
【0002】
高速度工具鋼や超硬合金等の工具母材の表面を硬質被膜で被覆した硬質被膜被覆工具が広く知られている。特許文献1に記載の工具はその一例で、硬質被膜としてTiBNを設けることが提案されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−1215号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、近年、環境保護の観点から湿式切削から乾式切削へと切り換えられつつあるが、工具への負担が大きくなり、特に高速切削では刃先温度が数百℃以上にもなるため、従来の硬質被膜では必ずしも十分な工具寿命が得られず、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等が一層優れた硬質被膜被覆工具が求められている。
【0005】
これに対し、本願出願人は先に出願した特願2010−056087号において、CrAlNの窒化物相とBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)を硬質被膜として用いることを提案した。このCrAlN/BNナノコンポジット被膜は、CrAlN微結晶の周囲をアモルファス構造のBN相が取り囲むナノコンポジット構造を有し、転位の発生・移動が阻止されるだけでなく、粒界滑りも発生しにくいため、塑性硬さ(plastic hardness) が35GPa程度以上の超高硬度が得られる。また、非常に高い耐熱性、化学的安定性より耐溶着性に優れるなどの特性に加え、大気中の加熱によって塑性硬さが成膜直後よりも高くなるという自己硬化性を持つといった特異な特性も有する。しかしながら、このようなCrAlN/BNナノコンポジット被膜を高速度工具鋼や超硬合金等の工具母材の表面に直接設けた場合、密着性が悪くて必ずしも期待通りの性能が得られないという問題があった。
【0006】
本発明は以上の事情を背景として為されたもので、その目的とするところは、上記CrAlN/BNナノコンポジット被膜が高い付着強度で工具母材に設けられ、そのCrAlN/BNナノコンポジット被膜が有する優れた耐熱性、高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようにすることにある。
【課題を解決するための手段】
【0007】
かかる目的を達成するために、第1発明は、硬質被膜で表面が被覆されている硬質被膜被覆工具において、(a) Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、(b) CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、を有し、(c) 工具母材の表面上に前記I層が設けられるとともに、そのI層および前記II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、(d) 前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他のI層および前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内であることを特徴とする。
【0008】
第2発明は、硬質被膜で表面が被覆されている硬質被膜被覆工具において、(a) Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、(b) CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、を有し、(c) 工具母材の表面上に前記I層が設けられるとともに前記II層が最表層となるように、それ等のI層およびII層が交互に4層以上積層されて前記硬質被膜が構成されている一方、(d) 前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他のI層および前記最表層を除く前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内であることを特徴とする。
【0009】
第3発明は、第1発明または第2発明の硬質被膜被覆工具において、前記I層のうち少なくとも前記工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されていることを特徴とする。
【0010】
第4発明は、第1発明〜第3発明の何れかの硬質被膜被覆工具において、前記II層はスパッタリング法で形成されていることを特徴とする。
【0011】
第5発明は、第1発明〜第4発明の何れかの硬質被膜被覆工具において、前記II層における前記BN相の含有率は8 vol(体積)%〜28 vol%の範囲内であることを特徴とする。
【0012】
第6発明は、第1発明〜第5発明の何れかの硬質被膜被覆工具において、前記I層と前記II層との間には、前記BN相の含有率が連続的に増加または減少する遷移層が設けられていることを特徴とする。
【0013】
第7発明は、第1発明〜第6発明の何れかの硬質被膜被覆工具において、前記工具母材の表面上に設けられた前記I層はアークイオンプレーティング法で形成され、その他のI層および前記II層は総てスパッタリング法で形成されていることを特徴とする。
【0014】
第8発明は、第1発明〜第6発明の何れかの硬質被膜被覆工具において、前記工具母材の表面上に設けられたものを含めて前記I層は総てアークイオンプレーティング法で形成され、前記II層は総てスパッタリング法で形成されていることを特徴とする。
【発明の効果】
【0015】
第1発明の硬質被膜被覆工具によれば、Ala Tib Crc の窒化物または炭窒化物から成るI層が工具母材の表面上に設けられるとともに、そのI層およびCrAlNの窒化物相とBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)から成るII層が交互に4層以上積層されて硬質被膜が構成されているため、その硬質被膜を高い付着強度で工具母材上に設けることができる。特に、工具母材の表面上に設けられるI層の層厚は10nm〜500nmの範囲内であるため、所定の被膜硬さを確保しつつ付着強度を適切に向上させることができる。
【0016】
また、上記工具母材の表面上のI層を除く他のI層およびII層の層厚は何れも1nm〜50nmの範囲内で、被膜全体の総膜厚は0.1μm〜20μmの範囲内であるため、II層を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようになり、乾式加工や高能率加工等の高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。特に、交互に積層されるI層およびII層の各層厚が1nm〜50nmの範囲内の極めて薄いナノレイヤー構造を成しているため、それ等の密着性が更に向上して40GPa程度以上の超高硬度の被膜硬さが得られるようになり、耐摩耗性等の耐久性が一層向上する。
【0017】
第2発明の硬質被膜被覆工具は、硬質被膜の最表層がII層にて構成されているとともに、その最表層の層厚について特に規定が無いことを除いて、第1発明と同様に構成されているため、実質的に第1発明と同様の作用効果が得られる。また、硬質被膜の最表層がII層にて構成されているとともに、その最表層のII層については50nmを超えた厚さで形成することができるため、II層を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が一層適切に得られるようになる。
【0018】
第3発明では、上記I層のうち少なくとも工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されているため、一層高い付着強度が得られる。すなわち、アークイオンプレーティング法はスパッタリング法に比較してイオン化率が高いため、三次元形状の工具の刃先等に対してI層を均一な膜質で設けることができ、高い付着強度で成膜できるのである。
【0019】
第4発明では前記II層がスパッタリング法で形成されているため、そのII層を構成しているCrAlN/BNナノコンポジット被膜を適切に設けることが可能で、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0020】
第5発明では、II層におけるBN相の含有率が8 vol%〜28 vol%の範囲内であるため、そのII層を構成しているCrAlN/BNナノコンポジット被膜が有する耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0021】
第6発明では、I層とII層との間にBN相の含有率が連続的に増加または減少する遷移層が設けられているため、I層とII層との間の密着性が一層高められ、硬質被膜の付着強度が更に向上する。
【0022】
第7発明では、工具母材の表面上に設けられたI層はアークイオンプレーティング法で形成され、その他のI層およびII層は総てスパッタリング法で形成されているため、多層構造の硬質被膜を簡便に設けることができる。
【0023】
第8発明では、工具母材の表面上に設けられたものを含めてI層は総てアークイオンプレーティング法で形成され、II層は総てスパッタリング法で形成されているため、アークイオンプレーティング法で形成されるI層の存在で各層の密着性が向上し、硬質被膜の付着強度が一層向上する。なお、このようにアークイオンプレーティング法およびスパッタリング法でI層およびII層を交互に形成する場合でも、例えばアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置を用いることにより簡便に成膜できる。
【図面の簡単な説明】
【0024】
【図1】本発明の一実施例であるボールエンドミルを示す図で、(a) は軸心と直角方向から見た正面図、(b) は先端側から見た拡大底面図、(c) は硬質被膜が設けられた刃部の表面近傍の拡大断面図である。
【図2】図1の硬質被膜を好適に成膜できるアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置の概略構成を説明する平面図である。
【図3】硬質被膜の積層構造の幾つかの別の例を示す図で、何れも図1(c) に対応する断面図である。
【図4】各種ガス雰囲気におけるCrAlN/BNナノコンポジット被膜の塑性硬さHplと熱処理温度Taとの関係を調べた結果を示す図である。
【図5】各種ガス雰囲気におけるCrAlN/BNナノコンポジット被膜の実効ヤング率E* と熱処理温度Taとの関係を調べた結果を示す図である。
【図6】CrAlN/BNナノコンポジット被膜について、GDSによる元素分析の結果を熱処理前と熱処理後とで比較して示した図である。
【図7】CrAlN/BNナノコンポジット被膜について、そのBN相の含有率と塑性硬さHplとの関係を調べた結果を示す図である。
【図8】CrAlN/BNナノコンポジット被膜について、そのBN相の含有率が異なる複数種類の被膜について熱処理温度Taに対する塑性硬さの変化率を調べた結果を示す図である。
【図9】本発明品を含む複数種類の試料(試験品)について、その被膜硬さを調べた結果を示す図である。
【図10】図9の試料No1、No2、No5、およびNo12を用いて耐久性試験を行った際の試験条件を説明する図である。
【図11】図10の試験条件に従って耐久性試験を行った試験結果を示す図である。
【図12】図9の試料No2、No9、およびNo10の3種類の試験品を用いて行ったスクラッチ試験の試験条件および試験結果を示す図である。
【発明を実施するための形態】
【0025】
本発明は、エンドミルやタップ、ドリルなどの回転切削工具の他、バイト等の非回転式の切削工具、或いは転造工具など、種々の加工工具の表面に設けられる硬質被膜に好適に適用される。硬質被膜被覆工具の工具母材としては、超硬合金や高速度工具鋼、工具鋼、ダイス鋼、サーメット、セラミックス、多結晶ダイヤモンド(PCD)、単結晶ダイヤモンド、多結晶CBN、単結晶CBNが好適に用いられるが、他の工具材料を採用することもできる。
【0026】
硬質被膜の形成手段としては、アークイオンプレーティング法やスパッタリング法、PLD(Puls LASER Deposition )法等のPVD法(物理蒸着法)が好適に用いられる。硬質被膜を構成するAla Tib Crc やCrAlの合金については、例えば同じ組成の金属ターゲットを用意すれば良く、II層を構成するBN相については、例えばBN焼結体等のBを含有するターゲットを用意すれば良い。C(炭素)の供給については、反応ガス(炭化水素ガスなど)或いは固体ターゲット(Cターゲット、C含有ターゲット)の何れの方法でも良い。N(窒素)については、反応ガスの供給で添加することができる。
【0027】
本発明の硬質被膜被覆工具は、例えば高速や高負荷での乾式切削加工など高温となる加工条件で使用する場合に好適に用いられ、優れた耐久性(工具寿命)が得られるようになるが、耐溶着性や耐摩耗性、耐熱性がそれ程要求されない加工条件下、例えば切削油剤を用いた切削加工等で使用することも勿論可能である。
【0028】
I層を構成しているAla Tib Crc の窒化物または炭窒化物は、少なくともAlを0.3〜0.7の原子比で含んでおり、TiおよびCrの何れか一方は0すなわち含有していなくても良い。すなわち、AlTiCrだけでなく、CrAlやTiAlを採用することもできる。また、CおよびNの両方を含む炭窒化物(Ala Tib Crc CN)でも、Nのみを含む窒化物(Ala Tib Crc N)でも良い。上記AlおよびCrは、CrAlNの窒化物相を有するCrAlN/BNナノコンポジット被膜との密着性向上に寄与し、Tiは被膜の強度アップに寄与する。
【0029】
II層を構成しているCrAlN/BNナノコンポジット被膜、すなわちCrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜は、CrAlN微結晶の周囲をアモルファス構造のBN相が取り囲むナノコンポジット構造を有し、転位の発生・移動が阻止されるだけでなく、粒界滑りも発生しにくいため、塑性硬さが35GPa程度以上の超高硬度が得られる。また、非常に高い耐熱性、化学的安定性より耐溶着性に優れるなどの特性に加え、大気中の加熱によって塑性硬さが成膜直後よりも高くなるという自己硬化性を持つといった特異な特性も有する。
【0030】
上記CrAlN/BNナノコンポジット被膜は、酸素やその他の不純物元素の金属が入っている場合も含む。特に、酸素はターゲット材などに通常1mass%未満含まれる他、真空成膜装置に残留するガスにも含まれることから、膜中には酸化物の形で無視できない程度に含まれる。また、CrおよびAl以外にMo、W、Ti、Zrなどの遷移金属元素やSiなどが不純物として含まれていても良い。
【0031】
CrAlN/BNナノコンポジット被膜を構成しているCrAlNのCrとAlとの原子比の割合は、3:7〜7:3程度の範囲内が望ましい。これ等のCrとAlとの原子比の割合が5:5であるとした場合、Crの代わりにCrとV、Mo、Nb、Ta等(Bの酸化物生成自由エネルギー線図の上にあるもの)とをCr>V等の原子比の割合としたものを用いても、同様の自己硬化性が得られるものと推測される。すなわち、CrAlNは、Crd Ale N〔但し、d、eはそれぞれ原子比で、0.3≦d≦0.7、0.3≦e≦0.7、d+e=1〕が望ましく、且つ、Crの原子比dの1/2より小さい割合でV、Mo、Nb、Ta等のBの酸化物生成自由エネルギー線図の上にある金属MeをCrの代わりに含有する態様も含む。
【0032】
CrAlN/BNナノコンポジット被膜は、BN相の含有率が28 vol%を超えると塑性硬さが低下し、8vol %未満になると熱処理によって塑性硬さが低下するようになるため、8 vol%〜28 vol%の範囲内が適当である。
【0033】
硬質被膜の総膜厚は0.1μm〜20μmの範囲内であるが、0.1μm未満の場合は硬質被膜としての性能が十分に得られず、20μmを超えると切削工具の刃先が丸くなるなどして工具性能が損なわれる可能性がある。この総膜厚は、工具母材の表面から硬質被膜の最表面までの膜厚で、I層とII層との間に遷移層を有する場合はその遷移層を含む膜厚である。
【0034】
工具母材の表面上のI層を除くI層および総てのII層、或いは最表層を除くII層は、それぞれ1nm〜50nmの層厚で交互に積層されるナノレイヤー構造を成しているが、両者の層厚は略同じ(均等)であっても良いし互いに異なっていても良い。例えば、ターゲットの使用出力および数量を変えることにより、I層とII層の層厚比が1:1、1:2、1:3、3:1、2:1等となるように成膜できる。また、ターゲット出力を変化させることにより、最下層から最表層にかけて各層の層厚が厚くなるように、或いは薄くなるように成膜することもできる。それ等の層厚が50nmを超えると被膜硬さの向上効果が十分に得られず、1nm未満では個々の被膜の性能が適切に得られないとともに膜厚制御が難しいため、1nm〜50nmの範囲内が適当である。これ等のI層およびII層は、交互に少なくとも4層以上積層されるが、10層以上或いは50層以上設けることが望ましい。
【0035】
第2発明でII層にて構成される最表層の層厚については、所定の被膜性能が得られるように1nm〜50nmの範囲内に制限されることなく、他の層と別個に独立に定めることができるが、ナノレイヤー構造による被膜硬さの向上効果を損なうことがないように、例えば1nm〜200nmの範囲内、或いは1nm〜100nm程度の範囲内が望ましい。第2発明では最表層がII層にて構成されるが、第1発明の実施に際しては、I層およびII層が何れも極めて薄いため、I層およびII層のどちらが最表層となっても良い。
【0036】
工具母材の表面上に設けられるI層の層厚は、500nmを超えると被膜硬さが低下し、10nm未満では付着強度の向上効果が十分に得られなくなるため、10nm〜500nmの範囲内が適当である。
【0037】
第6発明では、I層とII層との間にBN相の含有率が連続的に増加または減少する遷移層が設けられるが、単にI相およびII相が混ざり合っているだけの混合層を設けることもできる。I層とII層との間には、単にI層とII層とを切り換えるだけでも混合層が形成されるが、両方の層を所定時間だけ重複して同時に成膜することにより、所定厚さの混合層を設けることもできる。上記遷移層は、I層からII層への遷移部分ではBN相を徐々に増加させ、II層からI層への遷移部分ではBN相を徐々に減少させる。このような遷移層は、B含有ターゲットの出力を連続的に変化させることによって形成することができる。この遷移層の層厚は適宜設定されるが、例えば上下に位置するI層およびII層のうち薄い方の層厚と同じかそれより薄くすることが望ましい。
【実施例】
【0038】
以下、本発明の実施例を、図面を参照しつつ詳細に説明する。
図1は、本発明が適用された硬質被膜被覆工具の一例であるボールエンドミル10を説明する図で、(a) は軸心と直角方向から見た正面図、(b) は先端側((a) の図の右方向)から見た拡大底面図であり、超硬合金にて構成されている工具母材12にはシャンクに連続して刃部14が一体に設けられている。刃部14には、切れ刃として一対の外周刃16およびボール刃18が軸心に対して対称的に設けられているとともに、その刃部14の表面には硬質被膜20がコーティングされており、軸心まわりに回転駆動されることによりそれ等の外周刃16およびボール刃18によって切削加工が行われる。図1の(a) 、(b) における斜線部は硬質被膜20を表しており、図1の(c) は、硬質被膜20がコーティングされた刃部14の表面近傍の断面図である。
【0039】
図1(c) から明らかなように、硬質被膜20はI層22およびII層26を交互に4層以上積層した積層構造で、本実施例では50層以上積層した多層構造を成している。I層22は、Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物にて構成されており、工具母材12の表面上にはこのI層22が設けられる。II層26は、CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるCrAlN/BNナノコンポジット被膜で、CrAlNはCrd Ale N〔但し、d、eはそれぞれ原子比で、0.3≦d≦0.7、0.3≦e≦0.7、d+e=1〕であり、本実施例では硬質被膜20の最表層がこのII層26にて構成されている。I層22およびII層26は互いに接するように交互に積層されており、それ等の境界部分には両者の成分が混ざり合った混合層が形成される。
【0040】
工具母材12の表面上に設けられる最下層のI層22の層厚T1は、10nm〜500nmの範囲内で適当に定められ、その他のI層22の層厚T2、および総てのII層26の層厚T3は、何れも1nm〜50nmの範囲内で適当に定められる。また、層厚T2およびT3は互いに略等しいとともに、硬質被膜20の全体の総膜厚Ttotal は0.1μm〜20μmの範囲内とされている。
【0041】
このような硬質被膜20は、例えば図2に概略構成を示すアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40を用いて形成することができる。このアークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40は、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44を共に備えているもので、共通のチャンバー46内に配置されたワーク48に対してアークイオンプレーティング法およびスパッタリング法の両方でコーティング処理を行うことができる。ワーク48は、硬質被膜20をコーティングする前の状態の工具母材12で、3つの第1回転テーブル50にそれぞれ配置されて自転させられるとともに、第2回転テーブル52によってチャンバー46内を公転させられ、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44の前方を通過させられる。図2では、アークイオンプレーティング蒸発源42およびスパッタリング蒸発源44がチャンバー46の周囲に90°間隔で交互に計4つ配設されているが、それ等の蒸発源42、44を1つずつ備えたものでも良い。
【0042】
上記アークイオンプレーティング蒸発源42は、前記I層22をアークイオンプレーティング法によって形成するためのもので、Ala Tib Crc の金属ターゲット54を備えている。スパッタリング蒸発源44は、前記II層26をスパッタリング法によって形成するためのもので、Crd Ale の金属ターゲット56およびBN焼結体ターゲット等のB含有ターゲット58を備えている。また、窒化物や炭窒化物のN(窒素)については、反応ガス(窒素ガス)の供給で添加することができ、炭窒化物のC(炭素)については、反応ガス(炭化水素ガスなど)或いは固体ターゲット(Cターゲット、C含有ターゲット)の何れかの方法で添加することができる。なお、スパッタガスとしてはアルゴンガスが用いられ、ワーク48にはバイアス電源により所定のバイアス電圧が印加されるようになっている。
【0043】
そして、本実施例では総てのI層22がアークイオンプレーティング蒸発源42を用いてアークイオンプレーティング法によって形成され、総てのII層26がスパッタリング蒸発源44を用いてスパッタリング法によって形成される。但し、I層22については、Ala Tib Crc の金属ターゲット54をスパッタリング蒸発源44にも配置することにより、そのスパッタリング蒸発源44を用いてスパッタリング法により形成することもできる。例えば工具母材12の表面上に接して設けられる最下層のI層22については、優れた密着性が得られるようにアークイオンプレーティング蒸発源42を用いてアークイオンプレーティング法によって形成し、それより上のI層22についてはスパッタリング蒸発源44を用いてスパッタリング法によって形成するようにしても良い。I層22は、Ala Tib Crc の窒化物または炭窒化物で、II層26を構成しているCrd Ale の窒化物相と同じ成分(AlやCr)を含有しているため、II層26との親和性が高く、スパッタリング法で形成しても十分な密着性を確保できる。なお、I層22のAla Tib Crc がII層26のCrd Ale と同じ成分、すなわち原子比a=e、c=dでb=0の場合には、共通の金属ターゲット56を用いてI層22を形成することができる。
【0044】
また、本実施例の硬質被膜20は、I層22とII層26とが互いに接するように積層されているが、図3の(a) に示す硬質被膜30のように、I層22とII層26との間に遷移層24、28が設けられても良い。遷移層24、28は、II層26と同じCrAlN/BNナノコンポジット被膜で、そのBN相の含有率が連続的に変化しているものであり、I層22の上に積層される第1遷移層24は、BN相の含有率が0 vol%から連続的に増加させられ、II層26との境界である表面部分ではII層26と同じ含有率とされる。また、II層26の上に積層される第2遷移層28は、BN相の含有率がII層26と同じ含有率から連続的に減少させられ、I層22との境界である表面部分では0 vol%とされる。このような遷移層24、28は、前記II層26と同様にスパッタリング蒸発源44を用いてスパッタリング法により形成することが可能で、BN焼結体ターゲット等のB含有ターゲット58の出力を変化させることによって形成できる。これ等の遷移層24、28の層厚は、I層22やII層26と略同じかそれより小さい厚さで、本実施例ではI層22、II層26の層厚T2、T3と略同じ厚さとされている。そして、この遷移層24、28を含む硬質被膜30の全体の総膜厚Ttotal は、前記硬質被膜20と同じく0.1μm〜20μmの範囲内である。
【0045】
図3の(b) の硬質被膜32は、最下層のI層22とその上のII層26との間にだけ第1遷移層24を設けた場合である。また、図3の(c) に示す硬質被膜34は、前記硬質被膜20に比較して、最表層を構成しているII層26の層厚T4を、所定の被膜性能が得られるように他のII層26の層厚T3よりも厚くした場合で、1nm〜200nmの範囲内で適宜定められる。何れの硬質被膜32、34も、全体の総膜厚Ttotal は0.1μm〜20μmの範囲内である。なお、硬質被膜30、32に関して、遷移層24、28の代わりに混合層が設けられても良い。その混合層の厚さは、I層22やII層26の層厚T2、T3と同じであっても良いが、それ等より薄くても差し支えない。
【0046】
次に、上記II層26を構成しているCrAlN/BNナノコンポジット被膜の被膜性能について調べた結果を説明する。ここでは、高速度鋼製の基板上に、スパッタリング法により加熱温度350℃でCrAlN/BNナノコンポジット被膜を3.5μmの目標膜厚で直接設けた試料を用いた。CrAlN/BNナノコンポジット被膜のCrd Ale N相のCrおよびAlの原子比d、eは共に0.5で、BN相の含有率は、BN焼結体ターゲット等のB含有ターゲット58の出力を変化させることによって適宜変更できる。このBN相の含有率については、例えば波長分散型EPMA(Electron Probe MicroAnalyser)を用いて測定できる。
【0047】
図4は、BN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜について、自己硬化性および耐熱性(耐酸化性)を評価するためのもので、塑性硬さHplが各種雰囲気(大気、窒素、アルゴン)下における熱処理温度Taの相違でどのように変化したかを示すグラフであり、各温度で1時間加熱した後に室温にて塑性硬さHplを測定した。塑性硬さHplについては、超マイクロインデンターを用い、膜中への圧子の侵入深さが膜厚の概ね10分の1以下となるように最高荷重を選択し、除荷曲線の接線から圧子の侵入深さを求め、接触面積に換算することにより塑性硬さHplを計算する公知のオリバー(Oliver)の方法を用いた。図4から明らかなように、窒素、アルゴンの場合は、加熱温度が800℃まで成膜直後の塑性硬さHplが略維持されるのに対し、大気の場合には、成膜直後40GPa程度であった塑性硬さHplが600℃を境にして急激に上昇し、700℃および800℃では50GPaを超え、900℃では一挙に20GPa未満に低下している。このことから、CrAlN/BNナノコンポジット被膜は、非酸化性雰囲気下では自己硬化性を殆ど有しないが、酸化性雰囲気下では自己硬化性を示すことが分かる。
【0048】
図5は、図4と同じくBN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜を用いて、実効ヤング率E* が各種雰囲気(大気、窒素、アルゴン)下における熱処理温度Taの相違でどのように変化したかを示すグラフである。実効ヤング率E* はE/(1−n2 )で、膜のポアソン比(n)が不明なため(1−n2 )でヤング率Eを除した値を用いた。図5の結果から、窒素、アルゴンの場合は、800℃まで成膜直後の実効ヤング率E* が略維持されるのに対し、大気の場合には、成膜直後350GPa程度であった実効ヤング率E* が600℃を境にして急激に上昇し、700℃では480GPa程度、800℃では440GPa程度となり、900℃で一挙に260GPa程度まで低下していることが分かる。
【0049】
図6は、上記のようにBN相の含有率が18 vol%のCrAlN/BNナノコンポジット被膜について、GDS(Glow Discharge Spectronmeter;グロー放電発光表面分析装置)による元素分析の結果を熱処理前と熱処理後とで比較して示した図である。熱処理後の試料は、大気中において熱処理温度Ta=800℃で1時間加熱した後に室温まで戻したものである。この図6から明らかなように、熱処理後には熱処理前に比較して、0.2μm以下の表層部分で酸素(O)が増大している。このことから、図4、図5を併せて考えると、ある程度表層が酸化されることによって被膜硬さ(塑性硬さHpl)や実効ヤング率E* が向上していると考えられる。
【0050】
図7は、CrAlN/BNナノコンポジット被膜について、そのBN相の含有率と塑性硬さHplとの関係を調べた結果を示す図である。この場合の塑性硬さHplは熱処理後の値で、BN相の含有率が28 vol%を超えると30GPa以下まで低下するため、28 vol%以下が望ましい。また、図8は、CrAlN/BNナノコンポジット被膜について、そのBN相の含有率が異なる複数種類の被膜について熱処理温度Taに対する塑性硬さの変化率を調べた結果を示す図で、成膜直後(熱処理前)の塑性硬さHplを100%として求めたものである。何れも大気中での加熱による熱処理で、BN相の含有率が0 vol%の場合は塑性硬さHplが単調に低下するのに対し、BN相を含む場合は維持または若干上昇する傾向を示す。図示は省略したが、BN相の含有率が7 vol%の時には、塑性硬さHplの上昇傾向が小さく、8 vol%以上になると塑性硬さHplが顕著に上昇する。これ等の図7および図8の結果から、BN相の含有率は8 vol%〜28 vol%の範囲内が望ましい。
【0051】
一方、図9は、前記図1のボールエンドミル10のように前記I層22およびII層26(T2=T3)を互いに接するように交互に50層以上積層した硬質被膜20が設けられた本発明の硬質被膜被覆工具を含む複数種類の試験品について、被膜硬さ(塑性硬さHpl)を調べた結果を、各試験品の被膜構造と共に示した図である。図9において、比較品の試料No5〜No7は、積層構造の硬質被膜であるが、I層22およびII層26の層厚T2、T3が50nmを超えている。比較品の試料No8は、工具母材12の表面上の最下層のI層22の層厚T1が500nmを超えている点が本発明品と相違し、試料No9は層厚T1が10nmに満たない点が本発明品と相違する。試料No10はCrAlN/BNナノコンポジット被膜から成るII層26のみの単層の硬質被膜で、試料No11は、I層22がAlを含有していない点が本発明品と相違する。従来品の試料No12、No13は、何れもCrAlN/BNナノコンポジット被膜から成るII層26を備えていない点が本発明品と相違する。また、「全体の膜厚」は工具母材12の表面から被膜表面までの前記総膜厚Ttotal で、「母材直上のI層の層厚」は前記層厚T1である。「層数」はI層22およびII層26の積層数で、I層22およびII層26を共に有する場合、偶数の時はII層26が最表層となり、奇数の時はI層22が最表層となる。「被膜硬さ」は前記塑性硬さHplで、成膜時の値であり、前記超マイクロインデンターを用いて測定した。なお、I層22やII層26の層厚T2、T3は、「全体の膜厚」から「母材直上のI層の層厚」を引き算し、(「層数」−1)で割り算することによって求められる。
【0052】
図9から明らかなように、本発明品(試料No1〜No4)は何れも40GPa以上の超高硬度の被膜硬さが得られた。これに対し、I層22やII層26の層厚T2、T3が50nmを超える比較品(試料No5〜No7)の被膜硬さは34〜36GPaで、本発明品に比べて5GPa以上低い。「母材直上のI層の層厚」すなわち前記層厚T1が800nmの比較品(試料No8)についても、被膜硬さは38GPaで、本発明品よりも低い。層厚T1が5nmの比較品(試料No9)は、被膜硬さが43GPaで、本発明品と同程度の被膜硬さが得られるが、図12のスクラッチ試験から明らかなように十分な付着強度が得られない。その他の比較品や従来品(試料No10〜13)は、何れも被膜硬さが40GPa未満で、本発明品に比べて低い。
【0053】
図10は、図9の試験品(試料No1、No2、No5、およびNo12)をそれぞれ2本ずつ用いて耐久性試験を行った際の試験条件を説明する図で、図11はその試験結果を示す図である。図10の(a) は試験条件で、使用工具は工具母材12が超硬合金で2枚刃、R=0.5mmのボールエンドミル、被削材はJISの規格によるSKD61(40HRC)〔合金工具鋼〕、切削速度は126m/min、送り速度は1刃当り0.016mm、切削方法はポケット加工、軸方向切込み寸法ap=0.05mm、ピックフィードpf=0.1mm、切削油剤はエアブローで、ボール刃18の逃げ面摩耗幅が0.05mmに達するまでの切削加工時間を調べた。ポケット加工を行う際のポケットサイズは、図10の(b) に示す通りで、縦幅17.6mm、横幅17.6mmの正方形の加工部に対して、ピックフィードpf=0.1mmのうず巻き線に沿って切削加工を行うとともに、テーパ角度3°で最終加工深さ1mmまで掘り下げる。
【0054】
図11の試験結果から明らかなように、本発明品(試料No1、No2)は何れも200分以上切削加工を行うことが可能で、60分程度の従来品(試料No12)に比べて耐久性(耐摩耗性)が大幅に向上する。また、I層22やII層26の層厚T2、T3が50nmを超える比較品(試料No5)は150分程度で、50nm以下のナノレイヤー構造の本発明品の方が40%以上優れた耐久性が得られる。
【0055】
図12は、図9の試験品のうち本発明品(試料No2)、および比較品(試料No9およびNo10)の計3種類の試験品を用いて、硬質被膜の付着強度に関するスクラッチ試験を行った結果を説明する図である。このスクラッチ試験では、ダイヤモンドコーンを試験品に押し付けて引っ掻く際に、その押付荷重(N)を増加させることにより、被膜が破壊したり剥離したりする際に発生するアコースティックエミッション(AE)を検出し、その検出信号が急激に立ち上がった時の荷重を付着力として測定した。試験条件は、(a) に示すように荷重速度が400N/min、スクラッチ速度が10mm/minで、押付荷重を連続的に増加させる連続荷重タイプである。図12の(b) は試験結果で、本発明品(試料No2)の付着力は98Nであったのに対し、前記層厚T1が5nmの比較品(試料No9)は79Nで、本発明品に比較して20N程度低くなる。また、工具母材12の表面上にII層26を直接設けた比較品(試料No10)は10Nで、付着力が極めて悪い。
【0056】
以上の各試験結果からも明らかなように、前記実施例のボールエンドミル10を含めて、試料No1〜No4の本発明品によれば、Ala Tib Crc の窒化物または炭窒化物から成るI層22が工具母材12の表面上に設けられるとともに、そのI層22およびCrAlNとBN相とが三次元的に混じり合う複合膜(CrAlN/BNナノコンポジット被膜)から成るII層26が交互に4層以上積層されて硬質被膜20等が構成されているため、その硬質被膜20等を高い付着強度で工具母材12上に設けることができる。特に、工具母材12の表面上に設けられるI層22の層厚T1は10nm〜500nmの範囲内であるため、所定の被膜硬さを確保しつつ付着強度を適切に向上させることができる。
【0057】
また、上記工具母材12の表面上のI層22を除く他のI層22およびII層26の層厚T2、T3は何れも1nm〜50nmの範囲内で、被膜全体の総膜厚Ttotal は0.1μm〜20μmの範囲内であるため、II層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られるようになり、乾式加工や高能率加工等の高負荷時の工具寿命が向上するとともに、溶着が抑制されることで加工面粗さが向上する。特に、交互に積層されるI層22およびII層26の各層厚T2、T3が1nm〜50nmの範囲内の極めて薄いナノレイヤー構造を成しているため、それ等の密着性が更に向上して40GPa程度以上の超高硬度の被膜硬さが得られるようになり、耐摩耗性等の耐久性が一層向上する。
【0058】
図2の(c) に示す硬質被膜34のように、最表層がII層26にて構成されているとともに、その最表層の層厚T4が、所定の被膜性能が得られるように他のII層26の層厚T3よりも厚く、1nm〜200nmの範囲内の所定厚さを有する場合、前記硬質被膜20と同様の効果が得られるのに加えて、最表層のII層26を構成しているCrAlN/BNナノコンポジット被膜が有する優れた耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が一層適切に得られるようになる。
【0059】
また、前記I層22のうち少なくとも工具母材12の表面上に設けられる最下層のI層22をアークイオンプレーティング法で形成すれば、一層高い付着強度が得られる。すなわち、アークイオンプレーティング法はスパッタリング法に比較してイオン化率が高いため、三次元形状の工具の刃先等に対してI層22を均一な膜質で設けることができ、高い付着強度で成膜できるのである。
【0060】
また、前記II層26はスパッタリング法で形成されているため、そのII層26を構成しているCrAlN/BNナノコンポジット被膜を適切に設けることが可能で、耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られる。
【0061】
また、II層26におけるBN相の含有率を8 vol%〜28 vol%の範囲内とすれば、そのII層26を構成しているCrAlN/BNナノコンポジット被膜が有する耐熱性や高温での化学的安定性、耐摩耗性、耐溶着性等の性能が適切に得られ、耐久性が一層向上する。
【0062】
また、図3の(a) 、(b) に示す硬質被膜30、32のように、I層22とII層26との間にBN相の含有率が連続的に増加または減少する遷移層24、28が設けられる場合は、I層22とII層26との間の密着性が一層高められ、付着強度が更に向上する。
【0063】
また、工具母材12の表面上に設けられたI層22についてはアークイオンプレーティング法で形成し、その他のI層22およびII層26については総てスパッタリング法で形成する場合、多層構造の硬質被膜20等を簡便に設けることができる。
【0064】
また、工具母材12の表面上に設けられる最下層のI層22を含めて総てのI層22をアークイオンプレーティング法で形成し、II層26は総てスパッタリング法で形成する場合には、アークイオンプレーティング法で形成されるI層22の存在で各層の密着性が向上し、硬質被膜20等の付着強度が一層向上する。このようにアークイオンプレーティング法およびスパッタリング法でI層22およびII層26を交互に形成する場合でも、前記アークイオンプレーティング蒸発源とスパッタリング蒸発源を共に備えた複合成膜装置40を用いることにより簡便に成膜できる。
【0065】
以上、本発明の実施例を図面に基づいて詳細に説明したが、これ等はあくまでも一実施形態であり、本発明は当業者の知識に基づいて種々の変更,改良を加えた態様で実施することができる。
【符号の説明】
【0066】
10:ボールエンドミル(硬質被膜被覆工具) 12:工具母材 20、30、32、34:硬質被膜 22:I層 24:第1遷移層 26:II層 28:第2遷移層 Ttotal :総膜厚 T1:母材直上のI層の層厚 T2:母材直上以外のI層の層厚 T3:II層の層厚 T4:最表層のII層の層厚
【特許請求の範囲】
【請求項1】
硬質被膜で表面が被覆されている硬質被膜被覆工具において、
Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、
CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、
を有し、工具母材の表面上に前記I層が設けられるとともに、該I層および前記II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、
前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他の該I層および前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内である
ことを特徴とする硬質被膜被覆工具。
【請求項2】
硬質被膜で表面が被覆されている硬質被膜被覆工具において、
Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、
CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、
を有し、工具母材の表面上に前記I層が設けられるとともに前記II層が最表層となるように、該I層および該II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、
前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他の該I層および前記最表層を除く前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内である
ことを特徴とする硬質被膜被覆工具。
【請求項3】
前記I層のうち少なくとも前記工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されている
ことを特徴とする請求項1または2に記載の硬質被膜被覆工具。
【請求項4】
前記II層はスパッタリング法で形成されている
ことを特徴とする請求項1〜3の何れか1項に記載の硬質被膜被覆工具。
【請求項5】
前記II層における前記BN相の含有率は8 vol%〜28 vol%の範囲内である
ことを特徴とする請求項1〜4の何れか1項に記載の硬質被膜被覆工具。
【請求項6】
前記I層と前記II層との間には、前記BN相の含有率が連続的に増加または減少する遷移層が設けられている
ことを特徴とする請求項1〜5の何れか1項に記載の硬質被膜被覆工具。
【請求項7】
前記工具母材の表面上に設けられた前記I層はアークイオンプレーティング法で形成され、その他の該I層および前記II層は総てスパッタリング法で形成されている
ことを特徴とする請求項1〜6の何れか1項に記載の硬質被膜被覆工具。
【請求項8】
前記工具母材の表面上に設けられたものを含めて前記I層は総てアークイオンプレーティング法で形成され、前記II層は総てスパッタリング法で形成されている
ことを特徴とする請求項1〜6の何れか1項に記載の硬質被膜被覆工具。
【請求項1】
硬質被膜で表面が被覆されている硬質被膜被覆工具において、
Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、
CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、
を有し、工具母材の表面上に前記I層が設けられるとともに、該I層および前記II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、
前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他の該I層および前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内である
ことを特徴とする硬質被膜被覆工具。
【請求項2】
硬質被膜で表面が被覆されている硬質被膜被覆工具において、
Ala Tib Crc 〔但し、a、b、cはそれぞれ原子比で、0.3≦a≦0.7、0≦b≦0.5、0≦c≦0.7、且つa+b+c=1〕の窒化物または炭窒化物から成るI層と、
CrAlNから成る窒化物相とBN相とが三次元的に混じり合う複合膜であるII層と、
を有し、工具母材の表面上に前記I層が設けられるとともに前記II層が最表層となるように、該I層および該II層が交互に4層以上積層されて前記硬質被膜が構成されている一方、
前記工具母材の表面上に設けられる前記I層の層厚は10nm〜500nmの範囲内で、その他の該I層および前記最表層を除く前記II層の層厚は何れも1nm〜50nmの範囲内であり、被膜全体の総膜厚は0.1μm〜20μmの範囲内である
ことを特徴とする硬質被膜被覆工具。
【請求項3】
前記I層のうち少なくとも前記工具母材の表面上に設けられたものはアークイオンプレーティング法で形成されている
ことを特徴とする請求項1または2に記載の硬質被膜被覆工具。
【請求項4】
前記II層はスパッタリング法で形成されている
ことを特徴とする請求項1〜3の何れか1項に記載の硬質被膜被覆工具。
【請求項5】
前記II層における前記BN相の含有率は8 vol%〜28 vol%の範囲内である
ことを特徴とする請求項1〜4の何れか1項に記載の硬質被膜被覆工具。
【請求項6】
前記I層と前記II層との間には、前記BN相の含有率が連続的に増加または減少する遷移層が設けられている
ことを特徴とする請求項1〜5の何れか1項に記載の硬質被膜被覆工具。
【請求項7】
前記工具母材の表面上に設けられた前記I層はアークイオンプレーティング法で形成され、その他の該I層および前記II層は総てスパッタリング法で形成されている
ことを特徴とする請求項1〜6の何れか1項に記載の硬質被膜被覆工具。
【請求項8】
前記工具母材の表面上に設けられたものを含めて前記I層は総てアークイオンプレーティング法で形成され、前記II層は総てスパッタリング法で形成されている
ことを特徴とする請求項1〜6の何れか1項に記載の硬質被膜被覆工具。
【図1】



【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−52478(P2013−52478A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−192860(P2011−192860)
【出願日】平成23年9月5日(2011.9.5)
【出願人】(305060567)国立大学法人富山大学 (194)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月5日(2011.9.5)
【出願人】(305060567)国立大学法人富山大学 (194)
【出願人】(000103367)オーエスジー株式会社 (180)
【Fターム(参考)】
[ Back to top ]