
磁気記録媒体の製造方法及び磁気記録再生装置
【課題】鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うことを可能とした磁気記録媒体の製造方法を提供する。
【解決手段】研磨加工は、回転する研磨パッド101を非磁性基板1の表面に押し付けながら、この非磁性基板1の表面と研磨パッド101との間に研磨液Sを供給し、非磁性基板を回転又は揺動させることにより行い、研磨液Sは、単結晶のダイヤモンド粒子と研磨助剤とを含み、ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含む。
【解決手段】研磨加工は、回転する研磨パッド101を非磁性基板1の表面に押し付けながら、この非磁性基板1の表面と研磨パッド101との間に研磨液Sを供給し、非磁性基板を回転又は揺動させることにより行い、研磨液Sは、単結晶のダイヤモンド粒子と研磨助剤とを含み、ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハードディスク装置(HDD)等に用いられる磁気記録媒体の製造方法及び磁気記録再生装置に関するものである。
【背景技術】
【0002】
近年、磁気ディスク装置、フレキシブルディスク装置、磁気テープ装置等の磁気記録装置の適用範囲は著しく増大され、その重要性が増すと共に、これらの装置に用いられる磁気記録媒体について、その記録密度の著しい向上が図られつつある。特に、MRヘッドやPRML技術の導入以来、面記録密度の上昇は更に激しさを増し、近年ではGMRヘッドやTMRヘッドなども導入されて、1年に約1.5倍ものペースで増加を続けている。
【0003】
これらの磁気記録媒体については、今後更に高記録密度を達成することが要求されている。このため、磁性層の高保磁力化、高信号対雑音比(SNR)、及び高分解能を達成することが要求されている。また、近年では線記録密度の向上と同時にトラック密度の増加によって面記録密度を上昇させようとする努力も続けられている。
【0004】
最新の磁気記録装置においては、トラック密度110kTPIにも達している。しかしながら、トラック密度を上げていくと、隣接するトラック間の磁気記録情報が互いに干渉し合い、その境界領域の磁化遷移領域がノイズ源となりSNRを損なうという問題が生じ易くなっており、このことはそのままビット・エラー・レートの悪化につながるため、記録密度の向上に対して障害となっている。
【0005】
面記録密度を上昇させるためには、磁気記録媒体上の各記録ビットのサイズをより微細なものとし、各記録ビットに可能な限り大きな飽和磁化と磁性膜厚を確保する必要がある。その一方で、記録ビットを微細化していくと、1ビット当たりの磁化最小体積が小さくなり、熱揺らぎによる磁化反転で記録データが消失するという問題が生じてしまう。
【0006】
また、トラック密度を上げていくと、トラック間距離が近づくために、磁気記録装置では極めて高精度のトラックサーボ技術が要求されると同時に、記録を幅広く実行し、再生は隣接トラックからの影響をできるだけ排除するために記録時よりも狭く実行する方法が一般的に用いられている。しかしながら、この方法ではトラック間の影響を最小限に抑えることができる反面、再生出力を十分得ることが困難であり、その結果十分なSNRを確保することが難しいという問題がある。
【0007】
このような熱揺らぎの問題やSNRの確保、十分な出力の確保を達成する方法の一つとして、記録媒体表面にトラックに沿った凹凸を形成し、記録トラック同士を物理的に分離することによってトラック密度を上げようとする試みがなされている。このような技術は、一般にディスクリートトラック法と呼ばれており、それによって製造された磁気記録媒体のことをディスクリートトラック媒体と呼んでいる。また、同一トラック内のデータ領域を更に分割した、いわゆるパターンドメディアを製造しようとする試みもある。
【0008】
ディスクリートトラック媒体の一例として、表面に凹凸パターンを形成した非磁性基板に磁気記録媒体を形成して、物理的に分離した磁気記録トラック及びサーボ信号パターンを形成してなる磁気記録媒体が知られている(例えば、特許文献1を参照。)。
【0009】
この磁気記録媒体は、表面に複数の凹凸のある基板の表面に軟磁性層を介して強磁性層が形成されており、その表面に保護膜を形成したものである。この磁気記録媒体では、凸部領域に周囲と物理的に分断された磁気記録領域が形成されている。
【0010】
この磁気記録媒体によれば、軟磁性層での磁壁発生を抑制できるため熱揺らぎの影響が出にくく、隣接する信号間の干渉もないので、ノイズの少ない高密度磁気記録媒体を形成できるとされている。
【0011】
ディスクリートトラック法には、何層かの薄膜からなる磁気記録媒体を形成した後にトラックを形成する方法と、予め基板表面に直接、或いはトラック形成のための薄膜層に凹凸パターンを形成した後に、磁気記録媒体の薄膜形成を行う方法がある(例えば、特許文献2,3を参照。)。
【0012】
このうち、前者の方法は、磁気層加工型と呼ばれるものである。しかしながら、この方法の場合、媒体形成後に表面に対する物理的な加工が実施されるため、媒体が製造工程において汚染されやすく、かつ製造工程が非常に複雑となるといった欠点がある。一方、後者の方法は、エンボス加工型と呼ばれるものである。しかしながら、この方法の場合、製造工程中に媒体が汚染されにくいものの、基板に形成された凹凸形状がその上に成膜された膜にも引き継がれることになるため、媒体上を浮上しながら記録再生を行う記録再生ヘッドの浮上姿勢や、浮上高さが安定しなくなるといった問題がある。
【0013】
また、ディスクリートトラック媒体の磁気トラック間領域を、予め形成した磁性層に窒素、酸素等のイオンを注入し、または、レーザを照射することにより、その部分の磁気的な特性を変化させて形成する方法が開示されている(例えば、特許文献4〜6を参照。)。
【0014】
さらに、磁性層の表面に凹凸パターンを形成した後、その表面を覆う非磁性層を形成し、この非磁性層の表面を斜方イオンビームエッチングやCMP(Chemical Mechanical Polishing)によって平滑化することによって、磁気記録パターンを形成する方法が開示されている(例えば、特許文献7を参照。)。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2004−164692号公報
【特許文献2】特開2004−178793号公報
【特許文献3】特開2004−178794号公報
【特許文献4】特開平5−205257号公報
【特許文献5】特開2006−209952号公報
【特許文献6】特開2006−309841号公報
【特許文献7】特開2005−135455号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
ところで、磁気記録媒体の表面上で磁気ヘッドを安定した状態で浮上走行させるためには、磁気記録媒体の表面における高い平滑性が求められる。例えば、ディスクリートトラック媒体を製造する際には、磁性層に対して物理的に凹凸加工を施した後、その加工部分に非磁性材料を充填することになるが、充填後に余分な非磁性材料を基板の表面から除去する、又はその表面を平滑化する必要がある。
【0017】
この平滑化のプロセスとしては、斜方イオンビームエッチングが一般的に用いられる。しかしながら、斜方イオンビームエッチング(ドライエッチング)は、エッチングに時間がかかるため、磁気記録媒体の生産性が低下するといった問題がある。また、上記特許文献7には、平滑化のプロセスとしてCMPが記載されているが、CMPのような湿式の平滑化プロセスは、研磨速度は速いものの、精密研磨が難しく、高い平滑性が求められる磁気記録媒体の表面研磨には不向きであった。また、研磨後に磁性層が腐食する等の問題がある。
【0018】
本発明は、このような従来の事情に鑑みて提案されたものであり、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うと共に、更なる生産性の向上を可能とした磁気記録媒体の製造方法、並びに、そのような製造方法により製造された磁気記録媒体を用い、更なる電磁変換特性の向上を可能とした磁気記録再生装置を提供することを目的とする。
【課題を解決するための手段】
【0019】
上記目的を達成するために、本発明者は鋭意研究を行った結果、磁性層の加工された面上を覆う非磁性層の表面を磁性層が表出するまで研磨する際に、特定のダイヤモンド粒子と研磨助剤とを含むダイヤモンドスラリーを用い、このダイヤモンドスラリーを非磁性層の表面に供給しながら、回転する研磨パッドを非磁性層の表面に押し付けることによって、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行い、なお且つ生産性を高めることができることを見出し、本発明を完成するに至った。
【0020】
すなわち、本発明は以下の手段を提供する。
(1) 磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、
非磁性基板の上に磁性層を形成する工程と、
前記磁性層の上に前記磁気記録パターンに対応した形状にパターニングされたレジスト層を形成する工程と、
前記レジスト層を用いて前記磁性層を部分的に除去する工程と、
前記磁性層が除去された面上を覆う非磁性層を形成する工程と、
前記磁性層が表出するまで前記非磁性層に研磨加工を施す工程とを含み、
前記研磨加工は、回転する研磨パッドを前記非磁性層の表面に押し付けながら、前記非磁性層の表面と前記研磨パッドとの間にダイヤモンドスラリーを供給し、前記非磁性基板を回転又は揺動させることにより行い、
前記ダイヤモンドスラリーは、単結晶のダイヤモンド粒子と研磨助剤とを含み、
前記ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、
前記研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含むことを特徴とする磁気記録媒体の製造方法。
(2) 前記研磨助剤は、スルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物であることを特徴とする前項(1)に記載の磁気記録媒体の製造方法。
(3) 前記ダイヤモンドスラリーは、防食剤を更に含み、
前記防食剤は、ベンゾトリアゾール又はその誘導体であることを特徴とする前項(1)又は(2)に記載の磁気記録媒体の製造方法。
(4) 前記ベンゾトリアゾール誘導体は、ベンゾトリアゾールが有する1個又は2個以上の水素原子を、カルボキシル基、メチル基、アミノ基、ヒドロキシル基の何れかで置換したものであることを特徴とする前項(3)に記載の磁気記録媒体の製造方法。
(5) 前項(1)〜(4)の何れか一項に記載の方法により製造された磁気記録媒体と、
前記磁気記録媒体を記録方向に駆動する媒体駆動部と、
前記磁気記録媒体に対する記録動作と再生動作とを行う磁気ヘッドと、
前記磁気ヘッドを磁気記録媒体に対して相対移動させるヘッド移動手段と、
前記磁気ヘッドへの信号入力と前記磁気ヘッドから出力信号の再生とを行うための記録再生信号処理手段とを備えることを特徴とする磁気記録再生装置。
【発明の効果】
【0021】
以上のように、本発明によれば、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うことが可能となるため、記録密度の高い磁気記録媒体を高い生産性で製造することが可能となる。また、このような磁気記録媒体を用いた磁気記録再生装置では、更なる電磁変換特性の向上が可能となる。
【図面の簡単な説明】
【0022】
【図1】図1は、本発明を適用した磁気記録媒体の製造方法を説明するための断面図である。
【図2】図2は、本発明で用いられる研磨加工装置の一例を示す側面図である。
【図3】図3は、本発明を適用して製造される磁気記録媒体の一例を示す断面図である。
【図4】図4は、磁気記録再生装置の一構成例を示す斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について、図面を参照して詳細に説明する。
なお、以下の説明で用いる図面は、特徴をわかりやすくするために、便宜上特徴となる部分を拡大して示している場合があり、各構成要素の寸法比率などが実際と同じであるとは限らない。
【0024】
(磁気記録媒体の製造方法)
先ず、本発明を適用した磁気記録媒体の製造方法について説明する。
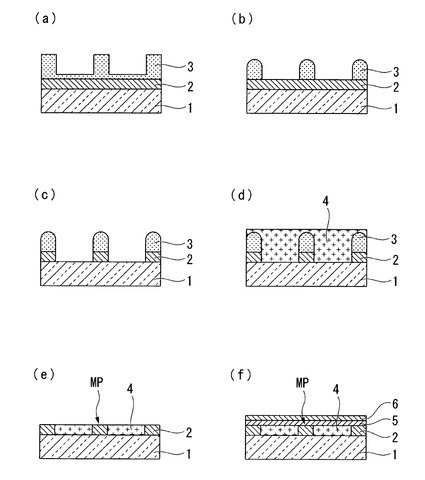
本発明は、磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、例えば図1(a)〜図1(f)に示すように、非磁性基板1上に磁性層2を形成する工程と、磁性層2の上に磁気記録パターンMPに対応した形状にパターニングされたレジスト層3を形成する工程と、レジスト層3を用いて磁性層2を部分的に除去する工程と、磁性層2が除去された面上を覆う非磁性層4を形成する工程と、磁性層2が表出するまで非磁性層4に研磨加工を施す工程と、研磨加工が施された面上に保護層5を形成する工程と、保護層5の上に潤滑膜6を形成する工程とを含んでいる。
【0025】
具体的に、このような磁気記録媒体を製造する際は、先ず、図1(a)に示すように、非磁性基板1の上に磁性層2を形成した後に、この磁性層2の上に、例えばフォトリソグラフィー法やナノインプリント法などを用いて、磁気記録パターンMPに対応した形状にパターニングされたレジスト層3を形成する。
【0026】
ここで、レジスト層3をパターニングする際は、ナノインプリント法を用いることが好ましい。このナノインプリント法では、放射線を照射することにより硬化する材料をレジスト層3に用い、このレジスト層3にスタンプ(図示せず。)を用いてパターンを転写する。
【0027】
また、本発明では、このようなパターンを転写する工程の後に、レジスト層3に放射線を照射することが好ましい。これにより、レジスト層3にスタンプの形状を精度良く転写することができ、磁気記録パターンMPの形成特性を向上させることが可能となる。
【0028】
特に、レジスト層3にスタンプを用いてパターンを転写する際は、レジスト層3の流動性が高い状態で、このレジスト層3にスタンプを押圧し、その押圧した状態で、レジスト層3に放射線を照射することによりレジスト層3を硬化させ、その後、スタンプをレジスト層3から離すことにより、スタンプの形状を精度良く、レジスト層3に転写することが可能である。
【0029】
レジスト層3にスタンプを押圧した状態で、このレジスト層3に放射線を照射する方法としては、例えば、スタンプの反対側、すなわち非磁性基板1側から放射線を照射する方法や、スタンプの材料として放射線を透過できる物質を選択し、スタンプ側から放射線を照射する方法、スタンプの側面から放射線を照射する方法、熱線のように固体に対して伝導性の高い放射線を用いて、スタンプ又は非磁性基板1からの熱伝導により放射線を照射する方法などを用いることができる。
【0030】
なお、本発明における放射線とは、熱線、可視光線、紫外線、X線、ガンマ線などの広い概念の電磁波のことを言う。また、放射線を照射することにより硬化する材料としては、例えば、熱線に対しては熱硬化樹脂、紫外線に対しては紫外線硬化樹脂を挙げることができる。
【0031】
また、このような材料の中でも特に、レジスト層3として、ノボラック系樹脂、アクリル酸エステル類、脂環式エポキシ類などの紫外線硬化樹脂を用い、スタンプ材料として、紫外線に対して透過性の高いガラス又は樹脂を用いることが好ましい。
【0032】
上述したパターンを転写する工程では、スタンプとして、例えば、金属プレートに電子線描画などの方法を用いて微細なトラックパターンを形成したスタンパを用いることができる。また、スタンパには、上記プロセスに耐え得る硬度及び耐久性が要求されるため、例えばNiなどが使用されるが、上記目的に合致するものであれば、その材質について特に限定されるものではない。さらに、スタンプには、通常のデータを記録するトラックの他にも、バーストパターンや、グレイコードパターン、プリアンブルパターンなどといったサーボ信号のパターンも形成することができる。
【0033】
また、レジスト層12は、図1(b)に示すように、上記パターンを転写した後に、磁性層11が表出するまで、イオンミリング等により除去される。
【0034】
次に、図1(c)に示すように、磁性層2のレジスト層3で覆われていない箇所をイオンミリング等によって部分的に除去する。これにより、磁性層2上に残存したレジスト層3の間から非磁性基板1の表面が表出した状態となる。
【0035】
次に、図1(d)に示すように、磁性層2が除去された面上を覆う非磁性層4を形成する。この非磁性層4は、磁性層2が除去された部分に埋め込まれるのに十分な厚みで形成されている。
【0036】
次に、図1(e)に示すように、磁性層2が表出するまで非磁性層4に対してCMP(Chemical Mechanical Polishing)による研磨加工を施す。これにより、平坦化された非磁性層4の間から磁気記録パターンMPとなる磁性層2が表出した状態となる。
【0037】
次に、図1(f)に示すように、研磨加工が施された磁性層2及び非磁性層4の上に保護層5を形成した後、この保護層5の上に潤滑剤を塗布することによって潤滑膜6を形成する。
【0038】
ところで、上記非磁性層4が形成された非磁性基板1の表面に研磨加工を施す際には、例えば図2に示すような研磨加工装置100が用いられる。
【0039】
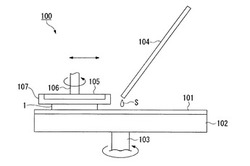
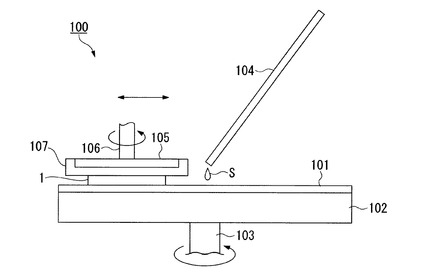
この研磨加工装置100は、図2に示すように、上面に研磨パッド101が取り付けられた平面定盤102と、平面定盤102を回転駆動するスピンドル103と、平面定盤102の回転中心から研磨パッド101の表面に研磨液Sを供給するノズル104と、研磨パッド101に非磁性基板1の非磁性層4側を押し付ける押付具105と、押付具105を回転駆動するスピンドル106とを備えている。
【0040】
また、この研磨加工装置100では、押付具105を介して非磁性基板1を平面定盤102の半径方向に揺動させることが可能である。さらに、押付具105の押付面には、ゴム等かなる弾性シート107が配置されている。そして、この研磨加工装置100では、弾性シート107を介して非磁性基板1を研磨パッド101に押し付けることによって、非磁性基板1に加わる圧力を均一化し、研磨ムラの発生を抑えることが可能となっている。
【0041】
以上のような構造を有する研磨加工装置100では、平面定盤102を回転させながら、この平面定盤102と共に回転する研磨パッド101の表面に、押付具105を介して非磁性基板1の非磁性層4側を押し付ける。このとき、ノズル104を通じて非磁性基板1の表面と研磨パッド101との間に研磨液Sが供給される。そして、押付具105を介して研磨パッド101上の非磁性基板1を回転又は揺動させることによって、非磁性基板1(非磁性層4)の表面を湿式研磨する。
【0042】
これにより、非磁性層4が形成された非磁性基板1の表面を磁性層2が表出するまで平滑化することができる。
【0043】
ところで、本発明を適用した磁気記録媒体の製造方法では、上記研磨液Sとして、特定のダイヤモンド粒子(砥粒)と研磨助剤(研磨促進剤)とを含むダイヤモンドスラリーを用いることによって、鮮明な磁気記録パターンMPを有する磁性層2の平滑化プロセスを高速で行うことが可能となっている。
【0044】
具体的に、このダイヤモンドスラリーは、ダイヤモンド粒子及び研磨助剤を水やアルコールなどの分散媒に分散させてなるものであり、単結晶のダイヤモンド粒子を0.001〜0.05質量%の範囲、研磨助剤をダイヤモンド粒子に対して10〜100倍の範囲でそれぞれ含んでいる。
【0045】
ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあることが好ましい。このようなダイヤモンド粒子を用いることにより、上記研磨工程において非磁性基板1の表面をより平滑化することができる。
【0046】
研磨助剤は、少なくともスルホン酸基又はカルボン酸基を有する有機重合物を含むものであり、その中でもスルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物を用いることが好ましい。これにより、上記研磨工程において非磁性基板1の表面をより平滑化することができる。
【0047】
スルホン酸ナトリウム又はカルボン酸ナトリウムを含む有機重合物としては、例えば、GEROPON SC/213(商品名/Rhodia)、GEROPON T/36(商品名/Rhodia)、GEROPON TA/10(商品名/Rhodia)、GEROPON TA/72(商品名/Rhodia)、ニューカルゲンWG−5(商品名/竹本油脂(株))、アグリゾールG−200(商品名/花王(株))、デモールEPパウダー(商品名/花王(株))、デモールRNL(商品名/花王(株))、イソバン600−SF35(商品名/(株)クラレ)、ポリスターOM(商品名/日本油脂(株))、Sokalan CP9(商品名/ビーエーエスエフジャパン(株))、Sokalan PA−15(商品名/ビーエーエスエフジャパン(株))、トキサノンGR−31A(商品名/三洋化成工業(株))、ソルポール7248(商品名/東邦化学工業(株))、シャロールAN−103P(商品名/第一工業製薬(株))、アロンT−40(商品名/東亞合成化学工業(株))、パナカヤクCP(商品名/日本化薬(株))、ディスロールH12C(商品名/日本乳化剤(株))などを挙げることができる。また、研磨助剤としては、この中で特に、デモールRNL(商品名/花王(株))、ポリスターOM(商品名/日本油脂(株))を用いることが好ましい。
【0048】
また、ダイヤモンドスラリーは、更に防食剤を含むことが好ましい。上記研磨工程では、研磨された非磁性層4の間から磁気記録パターンMPとなる磁性層2を表出させるが、一般的に磁性層2はCo、Ni、Feなどの腐食しやすい物質を含んでいる。したがって、ダイヤモンドスラリーに防食剤を添加することによって、研磨時における磁性層2の腐食を防止し、電磁変換特性に優れた磁気記録媒体を得ることが可能となる。
【0049】
防食剤としては、ベンゾトリアゾール又はその誘導体を用いることが好ましい。また、ベンゾトリアゾールの誘導体としては、ベンゾトリアゾールの有する1個又は2個以上の水素原子を、例えば、カルボキシル基、メチル基、アミノ基、ヒドロキシル基等で置換したものなどを用いることができる。さらに、ベンゾトリアゾールの誘導体としては、4−カルボキシルベンゾトリアゾール又はその塩、7−カルボキシベンゾトリアゾール又はその塩、ベンゾトリアゾールブチルエステル、1−ヒドロキシメチルベンゾトリアゾール、1−ヒドロキシベンゾトリアゾールなどを用いることができる。防食剤の添加量は、ダイヤモンドスラリーの使用時における総量に対して、1質量%以下とすることが好ましく、より好ましくは0.001〜0.1質量%である。
【0050】
また、上記図2に示す研磨加工装置100を用いて、上記非磁性基板10の表面に研磨加工を施す際は、スピンドル103による平面定盤102の回転速度を、10〜100rpmの範囲とすることが好ましく、より好ましくは15〜50rpmの範囲である。なお、平面定盤102の回転速度が10rpm未満になると、非磁性基板1の表面を平滑化するのに非常に長い時間がかかることになる。一方、平面定盤102の回転速度が100rpmを超えると、ノズル104から供給される研磨液Sが非磁性基板1の表面と研磨パッド101との間に留まらず、周囲に飛散してしまうため好ましくない。
【0051】
ノズル104から供給される研磨液Sの流量は、10〜100ml/分であることが好ましい。この研磨液Sは、非磁性基板1の表面と研磨パッド101との間に連続的に供給しても、間隔をあけて供給しても、又は不連続的に供給してもよい。
【0052】
研磨パッド101としては、例えば、発泡ウレタンシートなどの発泡ウレタン系研磨パッド、ポリエステルなどの不織布にウレタン樹脂を含浸させた不織布系研磨パッド、スエード系研磨パッドなどを一般的に用いることができるが、これらに必ずしも限定されるものではない。
【0053】
押付具105は、非磁性基板1を平面定盤102の回転方向と同一方向又は逆方向に回転させることができる。このとき、押付具105による非磁性基板1の回転速度は、5〜60rpmの範囲とすることが好ましく、より好ましくは20〜40rpmの範囲である。これにより、スクラッチ等の発生や研磨液S中のダイヤモンド粒子が非磁性基板1の表面に突き刺さったり、埋めこまれたりすることなどを抑制することができる。なお、非磁性基板1の回転速度が5rpm未満になると、研磨面の研磨量の均質性が低下することになる。一方、非磁性基板1の回転速度が60rpmを超えると、研磨量が高まりすぎて研磨量の制御が難しいことになるため好ましくない。
【0054】
また、押付具105は、非磁性基板1を回転させると同時に平面定盤102の半径方向に揺動させることができる。その際の揺動速度は、往復で10〜100回/分とすることが好ましく、30〜50回/秒とすることがより好ましい。これにより、充分な研削量が得られ、且つスクラッチ等の発生を抑えた研削状態が均一な表面を得ることができる。
【0055】
押付具105による非磁性基板1の研磨パッド101への押し付け圧力は、0.5×9.8×104〜1.5×9.8×104Paの範囲が好ましく、0.8×9.8×104〜1.2×9.8×104Paの範囲とすることがより好ましい。これにより、スクラッチ等の発生を抑えて、平滑な研磨面を形成することができる。
【0056】
なお、上記研磨加工を施した後には、純水若しくは中性洗剤等によるクリーニング工程を行うことが好ましい。これにより、非磁性基板1の表面から上記研磨加工による残渣を取り除くことができる。
【0057】
なお、研磨工程を経た後の非磁性基板1の表面平均粗さRaは、低いほど好ましい。具体的には、2.5Å(0.25nm)以下であることが好ましく、1.5Å以下であることがより好ましい。ここで、非磁性基板1の表面平均粗さRaが2.5Åを越えると、磁気記録媒体表面の平滑性が低くなり、グライドハイト特性が低下し、記録再生時において磁気ヘッドのフライングハイトを低くすることが難しくなる。
【0058】
なお、図2に示す研磨加工装置100では、上記非磁性基板1の片面に対して研磨加工を施す構成となっているが、このような構成に限らず、上記非磁性基板1の両面に対して同時に研磨加工を施す構成とすることが可能である。
【0059】
上記図2に示す研磨加工装置100を用いた場合には、上記非磁性基板1の全面を同時に研磨することが可能であり、また、上記非磁性基板1の表面をランダムな方向に研磨することが可能である。したがって、このような研磨加工装置100を用いた場合には、上記非磁性基板1の表面における研磨ムラの発生を抑えることが可能であり、また、1台で複数枚の非磁性基板1を同時に研磨することも可能なため、生産性を高めることが可能である。
【0060】
以上のように、本発明によれば、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うことが可能となるため、記録密度の高い磁気記録媒体を高い生産性で製造することが可能となる。また、このような磁気記録媒体を用いた磁気記録再生装置では、更なる電磁変換特性の向上が可能となる。
【0061】
(磁気記録媒体)
次に、本発明を適用して製造される磁気記録媒体の具体的な構成について、例えば図3に示すディスクリート型の磁気記録媒体30を例に挙げて詳細に説明する。
なお、以下の説明において例示される磁気記録媒体30はほんの一例であり、本発明を適用して製造される磁気記録媒体は、そのような構成に必ずしも限定されるものではなく、本発明の要旨を変更しない範囲で適宜変更して実施することが可能である。
【0062】
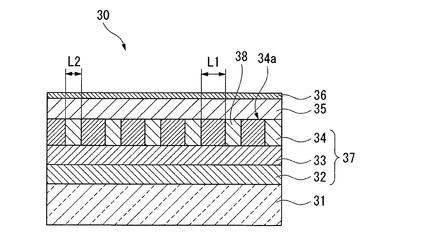
この磁気記録媒体30は、図3に示すように、非磁性基板31の両面に、軟磁性層32と、中間層33と、磁気記録パターン34aを有する記録磁性層34と、保護層35とが順次積層された構造を有し、更に最表面に潤滑膜36が形成された構造を有している。また、軟磁性層32、中間層33及び記録磁性層34によって磁性層37が構成されている。なお、図3においては、非磁性基板31の片面のみを図示するものとする。
【0063】
非磁性基板31としては、例えば、Al−Mg合金などのAlを主成分としたAl合金基板、ソーダガラスやアルミノシリケート系ガラス、結晶化ガラスなどのガラス基板、シリコン基板、チタン基板、セラミックス基板、樹脂基板等の各種基板を挙げることができるが、その中でも、Al合金基板や、ガラス基板、シリコン基板を用いることが好ましい。また、非磁性基板31の平均表面粗さ(Ra)は、1nm以下であることが好ましく、より好ましくは0.5nm以下であり、さらに好ましくは0.1nm以下である。
【0064】
磁性層37は、面内磁気記録媒体用の水平磁性層でも、垂直磁気記録媒体用の垂直磁性層でもかまわないが、より高い記録密度を実現するためには垂直磁性層が好ましい。また、磁性層37は、主としてCoを主成分とする合金から形成することが好ましく、例えば、CoCrPt系、CoCrPtB系、CoCrPtTa系の磁性層や、これらにSiO2や、Cr2O3等の酸化物を加えたグラニュラ構造の磁性層を用いることができる。
【0065】
垂直磁気記録媒体の場合には、例えば軟磁性のFeCo合金(FeCoB、FeCoSiB、FeCoZr、FeCoZrB、FeCoZrBCuなど)、FeTa合金(FeTaN、FeTaCなど)、Co合金(CoTaZr、CoZrNB、CoBなど)等からなる軟磁性層32と、Ru等からなる中間層33と、60Co−15Cr−15Pt合金や70Co−5Cr−15Pt−10SiO2合金からなる記録磁性層34とを積層したものを利用できる。また、軟磁性層32と中間層33との間にPt、Pd、NiCr、NiFeCrなどからなる配向制御膜を積層してもよい。
【0066】
一方、面内磁気記録媒体の場合には、磁性層37として、非磁性のCrMo下地層と強磁性のCoCrPtTa磁性層とを積層したものを利用できる。
【0067】
磁性層37の厚みは、3nm以上20nm以下、好ましくは5nm以上15nm以下とし、使用する磁性合金の種類と積層構造に合わせて、十分なヘッド出入力が得られるように形成すればよい。また、磁性層37は、再生の際に一定以上の出力を得るのにある程度以上の膜厚が必要であり、一方で記録再生特性を表す諸パラメーターは出力の上昇とともに劣化するのが通例であるため、最適な膜厚に設定する必要がある。磁性層37は、通常はスパッタ法により薄膜として形成する。
【0068】
グラニュラ構造の磁性層37としては、少なくとも磁性粒子としてCoとCrを含み、磁性粒子の粒界部に少なくともSi酸化物、Cr酸化物、Ti酸化物、W酸化物、Co酸化物、Ta酸化物、Ru酸化物の中から選ばれる少なくとも1種又は2種以上を含むものが好ましい。具体的には、例えば、CoCrPt−Si酸化物、CoCrPt−Cr酸化物、CoCrPt−W酸化物、CoCrPt−Co酸化物、CoCrPt−Cr酸化物−W酸化物、CoCrPt−Cr酸化物−Ru酸化物、CoRuPt−Cr酸化物−Si酸化物、CoCrPtRu−Cr酸化物−Si酸化物などを挙げることができる。
【0069】
グラニュラ構造を有する磁性結晶粒子の平均粒径は、1nm以上、12nm以下であることが好ましい。また磁性層中に存在する酸化物の総量は、3〜15モル%であることが好ましい。また、グラニュラ構造ではない磁性層としては、CoとCrを含み、好ましくはPtを含む磁性合金を用いた層が例示できる。
【0070】
また、この磁気記録媒体30は、記録磁性層34に形成された磁気記録パターン34aが非磁性層38によって磁気的に分離されてなる、いわゆるディスクリート型の磁気記録媒体である。非磁性層38には、例えば、Cr合金や、Crの含有量が多い非磁性のCoCr合金、Ti合金などの他に、スピンオングラス等を用いたSiO2や、樹脂材料などを用いることができる。
【0071】
また、ディスクリート型の磁気記録媒体30は、その記録密度を高めるために、記録磁性層34のうち、磁気記録パターン34aの幅L1を200nm以下、非磁性層38の幅L2を100nm以下とすることが好ましい。また、この磁気記録媒体30のトラックピッチP(=L1+L2)は、300nm以下とすることが好ましく、記録密度を高めるためにはできるだけ狭くすることが好ましい。
【0072】
保護層35には、磁気記録媒体において通常使用される材料を用いればよく、そのような材料として、例えば、炭素(C)、水素化炭素(HXC)、窒素化炭素(CN)、アルモファスカーボン、炭化珪素(SiC)等の炭素質材料や、SiO2、Zr2O3、TiNなどを挙げることができる。また、保護層35は、2層以上積層したものであってもよい。保護層35の厚みは、10nmを越えると、磁気ヘッドと磁性層37との距離が大きくなり、十分な入出力特性が得られなくなるため、10nm未満とすることが好ましい。
【0073】
潤滑膜36は、例えば、フッ素系潤滑剤や、炭化水素系潤滑剤、これらの混合物等からなる潤滑剤を保護層35上に塗布することにより形成することができる。また、潤滑膜36の膜厚は、通常は1〜4nm程度である。
【0074】
以上のようなディスクリート型の磁気記録媒体30は、上記本発明を適用した磁気記録媒体の製造方法を用いることによって、高い生産性で製造することが可能である。
【0075】
(磁気記録再生装置)
次に、本発明を適用した磁気記録再生装置(HDD)について説明する。
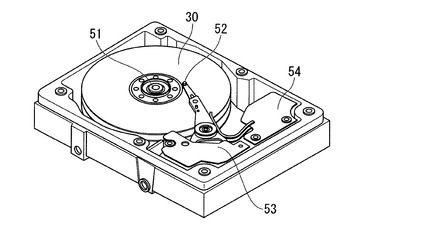
本発明を適用した磁気記録再生装置は、例えば図4に示すように、上記磁気記録媒体30と、上記磁気記録媒体30を回転駆動する回転駆動部51と、上記磁気記録媒体30に対する記録動作と再生動作とを行う磁気ヘッド52と、磁気ヘッド52を上記磁気記録媒体30の径方向に移動させるヘッド駆動部53と、磁気ヘッド52への信号入力と磁気ヘッド52から出力信号の再生とを行うための記録再生信号処理系54とを備えている。
【0076】
この磁気記録再生装置では、上記ディスクリートトラック型の磁気記録媒体30を用いることにより、この磁気記録媒体30に磁気記録を行う際の書きにじみをなくし、高い面記録密度を得ることが可能である。すなわち、上記磁気記録媒体30を用いることで記録密度の高い磁気記録再生装置を構成することが可能となる。また、上記磁気記録媒体30の記録トラックを磁気的に不連続に加工したことによって、従来はトラックエッジ部の磁化遷移領域の影響を排除するために再生ヘッド幅を記録ヘッド幅よりも狭くして対応していたものを、両者をほぼ同じ幅にして動作させることができる。これにより十分な再生出力と高いSNRを得ることができるようになる。
【0077】
さらに、磁気ヘッド52の再生部をGMRヘッド又はTMRヘッドで構成することにより、高記録密度においても十分な信号強度を得ることができ、高記録密度を持った磁気記録再生装置を実現することができる。また、この磁気ヘッド52の浮上量を0.005μm〜0.020μmの範囲内とし、従来より低い高さで浮上させると、出力が向上して高い装置SNRが得られ、大容量で高信頼性の磁気記録再生装置を提供することができる。
【0078】
さらに、最尤復号法による信号処理回路を組み合わせるとさらに記録密度を向上でき、例えば、トラック密度100kトラック/インチ以上、線記録密度1000kビット/インチ以上、1平方インチ当たり100Gビット以上の記録密度で記録・再生する場合にも十分なSNRが得られる。
【0079】
なお、本発明は、磁気的に分離された磁気記録パターンMPを有する磁気記録媒体に対して幅広く適用することが可能であり、磁気記録パターンを有する磁気記録媒体としては、磁気記録パターンが1ビットごとに一定の規則性をもって配置された、いわゆるパターンドメディアや、磁気記録パターンがトラック状に配置されたメディア、その他、サーボ信号パターン等を含む磁気記録媒体を挙げることができる。本発明は、この中でも磁気的に分離された磁気記録パターンが磁気記録トラック及びサーボ信号パターンである、いわゆるディスクリート型の磁気記録媒体に適用することが、その製造における簡便性から好ましい。
【実施例】
【0080】
以下、実施例により本発明の効果をより明らかなものとする。なお、本発明は、以下の実施例に限定されるものではなく、その要旨を変更しない範囲で適宜変更して実施することができる。
【0081】
(実施例1)
実施例1では、先ず、HD用ガラス基板をセットした真空チャンバを予め1.0×10−5Pa以下に真空排気した。ここで使用したガラス基板は、Li2Si2O5、Al2O3−K2O、Al2O3−K2O、MgO−P2O5、Sb2O3−ZnOを構成成分とする結晶化ガラスを材質とし、外径が65mm、内径が20mm、平均表面粗さ(Ra)が2オングストローム(単位:Å、0.2nm)である。
【0082】
次に、このガラス基板にDCスパッタリング法を用いて、軟磁性層として層厚60nmのFeCoB膜、中間層として層厚10nmのRu膜と、記録磁性層として層厚15nmの70Co−5Cr−15Pt−10SiO2合金膜、層厚14nmの70Co−5Cr−15Pt合金膜とをこの順で積層した。
【0083】
次に、この上に、レジストをスピンコート法により塗布し、層厚100nmのレジスト層を形成した。なお、レジストには、紫外線硬化樹脂であるノボラック系樹脂を用いた。そして、磁気記録パターンのポジパターンを有するガラス製のスタンプを用いて、このスタンプを1MPa(約8.8kgf/cm2)の圧力でレジスト層に押し付けた状態で、波長250nmの紫外線を、紫外線の透過率が95%以上であるガラス製のスタンプの上部から10秒間照射し、レジスト層を硬化させた。その後、スタンプをレジスト層から分離し、レジスト層に磁気記録パターンに対応した凹凸パターンを転写した。
【0084】
なお、レジスト層に転写した凹凸パターンは、271kトラック/インチの磁気記録パターンに対応しており、凸部が幅64nmの円周状、凹部が幅30nmの円周状であり、レジスト層の層厚は65nm、レジスト層の凹部の深さは約5nmであった。また、凹部の基板面に対する角度は、ほぼ90度であった。
【0085】
次に、レジスト層の凹部の箇所をドライエッチングで除去した。ドライエッチングの条件は、O2ガスを40sccm、圧力を0.3Pa、高周波プラズマ電力を300W、DCバイアスを30W、エッチング時間を10秒とした。
【0086】
次に、記録磁性層でマスク層に覆われていない箇所をイオンビームで加工した。イオンビームは、窒素ガス40sccm、水素ガス20sccm、ネオン20sccmの混合ガスを用いて発生させた。イオンの量は5×1016原子/cm2、加速電圧は20keV、エッチング速度は0.1nm/秒とし、エッチング時間を90秒とした。なお、記録磁性層の加工深さは15nmで、その加工位置の下の約14nmの厚さの記録磁性層はイオンビームの注入により非晶質化し保磁力が約80%低下していた。
【0087】
次に、この表面に、シルセスキオキサン骨格含有有機化合物膜をスピンコート法で形成した。スピンコートは、組成物0.5mlをスピンコーター内にセットした基板上に滴下し、基板を500rpmで5秒間回転、次いで3000rpmで2秒間、さらに5000rpmで20秒間回転させることにより行った。そして、基板表面に有機化合物膜を塗布した後、この有機化合物膜に紫外線を照射して硬化させた。
【0088】
次に、上記図2に示す研磨加工装置100を用いて、この非磁性基板の表面に研磨加工を施した。研磨加工の条件は以下の通りである。すなわち、研磨液Sに含まれる砥粒については、1次粒子が5nm、2次粒子が70nm、濃度1質量%のクラスター状の単結晶ダイヤモンド粒子を用いた。これに、研磨助剤としてパラトルエンスルホン酸ナトリウムを濃度5質量%、ベンゾトリアゾールを濃度0.1質量%添加した。なお、研磨液の溶媒には純水を用いた。研磨液は、1cc/分の滴下速度で加工が開始される前に2秒間滴下した。
【0089】
また、厚さ2mmの発泡ウレタン製の研磨パッドを使用し、平面定盤102の回転数は100rpm、押付具105による非磁性基板の回転数は60rpm、押付具105による非磁性基板の揺動速度は、揺動幅を2cmとして2回/秒のサイクルとした。また、押付具105の非磁性基板に対する押付荷重は、0.5kgf/cm2とし、研磨時間は60秒とした。
【0090】
次に、純水を用いて非磁性基板をスピン洗浄した後、イオンビームエッチングを用いて非磁性基板の表面を1nm程度エッチングし、CVD法にてDLC膜を厚さ4nm形成し、潤滑剤を2nm塗布して磁気記録媒体を作製した。
【0091】
(比較例1)
比較例1では、ダイヤモンド粒子の平均1次粒子径を20nm、平均2次粒子径を80nmとし、他の条件は実施例1と同様にした。
【0092】
以上の方法により作製された実施例1及び比較例1の磁気記録媒体について、電磁変換特性の評価を行った。具体的に、電磁変換特性の評価は、スピンスタンドを用いて実施した。また、評価用のヘッドには、記録には垂直記録ヘッド、読み込みにはTuMRヘッドを用いて、750kFCIの信号を記録したときの3T−squashの測定を最内周と最外周で行い、これら最内周と最外周での3T−squashのバラツキを求めた。
【0093】
その結果、実施例1の磁気記録媒体では、3T−squashの平均が90%であり、最内周と最外周での3T−squashのバラツキが±2%であった。一方、比較例1の磁気記録媒体では、3T−squashの平均が90%であるものの、最内周と最外周での3T−squashのバラツキが±4%であった。
【符号の説明】
【0094】
1…非磁性基板 2…磁性層 3…レジスト層 4…非磁性層 5…保護層 6…潤滑膜 MP…磁気記録パターン
30…磁気記録媒体 31…非磁性基板 32…軟磁性層 33…中間層 34…記録磁性層 34a…磁気記録パターン 35…保護層 36…潤滑膜 37…磁性層 38…非磁性層
51…回転駆動部 52…磁気ヘッド 53…ヘッド駆動部 54…記録再生信号処理系
100…研磨加工装置 101…研磨パッド 102…平面定盤 103…スピンドル 104…ノズル 105…押付具 106…スピンドル 107…弾性シート S…研磨液
【技術分野】
【0001】
本発明は、ハードディスク装置(HDD)等に用いられる磁気記録媒体の製造方法及び磁気記録再生装置に関するものである。
【背景技術】
【0002】
近年、磁気ディスク装置、フレキシブルディスク装置、磁気テープ装置等の磁気記録装置の適用範囲は著しく増大され、その重要性が増すと共に、これらの装置に用いられる磁気記録媒体について、その記録密度の著しい向上が図られつつある。特に、MRヘッドやPRML技術の導入以来、面記録密度の上昇は更に激しさを増し、近年ではGMRヘッドやTMRヘッドなども導入されて、1年に約1.5倍ものペースで増加を続けている。
【0003】
これらの磁気記録媒体については、今後更に高記録密度を達成することが要求されている。このため、磁性層の高保磁力化、高信号対雑音比(SNR)、及び高分解能を達成することが要求されている。また、近年では線記録密度の向上と同時にトラック密度の増加によって面記録密度を上昇させようとする努力も続けられている。
【0004】
最新の磁気記録装置においては、トラック密度110kTPIにも達している。しかしながら、トラック密度を上げていくと、隣接するトラック間の磁気記録情報が互いに干渉し合い、その境界領域の磁化遷移領域がノイズ源となりSNRを損なうという問題が生じ易くなっており、このことはそのままビット・エラー・レートの悪化につながるため、記録密度の向上に対して障害となっている。
【0005】
面記録密度を上昇させるためには、磁気記録媒体上の各記録ビットのサイズをより微細なものとし、各記録ビットに可能な限り大きな飽和磁化と磁性膜厚を確保する必要がある。その一方で、記録ビットを微細化していくと、1ビット当たりの磁化最小体積が小さくなり、熱揺らぎによる磁化反転で記録データが消失するという問題が生じてしまう。
【0006】
また、トラック密度を上げていくと、トラック間距離が近づくために、磁気記録装置では極めて高精度のトラックサーボ技術が要求されると同時に、記録を幅広く実行し、再生は隣接トラックからの影響をできるだけ排除するために記録時よりも狭く実行する方法が一般的に用いられている。しかしながら、この方法ではトラック間の影響を最小限に抑えることができる反面、再生出力を十分得ることが困難であり、その結果十分なSNRを確保することが難しいという問題がある。
【0007】
このような熱揺らぎの問題やSNRの確保、十分な出力の確保を達成する方法の一つとして、記録媒体表面にトラックに沿った凹凸を形成し、記録トラック同士を物理的に分離することによってトラック密度を上げようとする試みがなされている。このような技術は、一般にディスクリートトラック法と呼ばれており、それによって製造された磁気記録媒体のことをディスクリートトラック媒体と呼んでいる。また、同一トラック内のデータ領域を更に分割した、いわゆるパターンドメディアを製造しようとする試みもある。
【0008】
ディスクリートトラック媒体の一例として、表面に凹凸パターンを形成した非磁性基板に磁気記録媒体を形成して、物理的に分離した磁気記録トラック及びサーボ信号パターンを形成してなる磁気記録媒体が知られている(例えば、特許文献1を参照。)。
【0009】
この磁気記録媒体は、表面に複数の凹凸のある基板の表面に軟磁性層を介して強磁性層が形成されており、その表面に保護膜を形成したものである。この磁気記録媒体では、凸部領域に周囲と物理的に分断された磁気記録領域が形成されている。
【0010】
この磁気記録媒体によれば、軟磁性層での磁壁発生を抑制できるため熱揺らぎの影響が出にくく、隣接する信号間の干渉もないので、ノイズの少ない高密度磁気記録媒体を形成できるとされている。
【0011】
ディスクリートトラック法には、何層かの薄膜からなる磁気記録媒体を形成した後にトラックを形成する方法と、予め基板表面に直接、或いはトラック形成のための薄膜層に凹凸パターンを形成した後に、磁気記録媒体の薄膜形成を行う方法がある(例えば、特許文献2,3を参照。)。
【0012】
このうち、前者の方法は、磁気層加工型と呼ばれるものである。しかしながら、この方法の場合、媒体形成後に表面に対する物理的な加工が実施されるため、媒体が製造工程において汚染されやすく、かつ製造工程が非常に複雑となるといった欠点がある。一方、後者の方法は、エンボス加工型と呼ばれるものである。しかしながら、この方法の場合、製造工程中に媒体が汚染されにくいものの、基板に形成された凹凸形状がその上に成膜された膜にも引き継がれることになるため、媒体上を浮上しながら記録再生を行う記録再生ヘッドの浮上姿勢や、浮上高さが安定しなくなるといった問題がある。
【0013】
また、ディスクリートトラック媒体の磁気トラック間領域を、予め形成した磁性層に窒素、酸素等のイオンを注入し、または、レーザを照射することにより、その部分の磁気的な特性を変化させて形成する方法が開示されている(例えば、特許文献4〜6を参照。)。
【0014】
さらに、磁性層の表面に凹凸パターンを形成した後、その表面を覆う非磁性層を形成し、この非磁性層の表面を斜方イオンビームエッチングやCMP(Chemical Mechanical Polishing)によって平滑化することによって、磁気記録パターンを形成する方法が開示されている(例えば、特許文献7を参照。)。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2004−164692号公報
【特許文献2】特開2004−178793号公報
【特許文献3】特開2004−178794号公報
【特許文献4】特開平5−205257号公報
【特許文献5】特開2006−209952号公報
【特許文献6】特開2006−309841号公報
【特許文献7】特開2005−135455号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
ところで、磁気記録媒体の表面上で磁気ヘッドを安定した状態で浮上走行させるためには、磁気記録媒体の表面における高い平滑性が求められる。例えば、ディスクリートトラック媒体を製造する際には、磁性層に対して物理的に凹凸加工を施した後、その加工部分に非磁性材料を充填することになるが、充填後に余分な非磁性材料を基板の表面から除去する、又はその表面を平滑化する必要がある。
【0017】
この平滑化のプロセスとしては、斜方イオンビームエッチングが一般的に用いられる。しかしながら、斜方イオンビームエッチング(ドライエッチング)は、エッチングに時間がかかるため、磁気記録媒体の生産性が低下するといった問題がある。また、上記特許文献7には、平滑化のプロセスとしてCMPが記載されているが、CMPのような湿式の平滑化プロセスは、研磨速度は速いものの、精密研磨が難しく、高い平滑性が求められる磁気記録媒体の表面研磨には不向きであった。また、研磨後に磁性層が腐食する等の問題がある。
【0018】
本発明は、このような従来の事情に鑑みて提案されたものであり、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うと共に、更なる生産性の向上を可能とした磁気記録媒体の製造方法、並びに、そのような製造方法により製造された磁気記録媒体を用い、更なる電磁変換特性の向上を可能とした磁気記録再生装置を提供することを目的とする。
【課題を解決するための手段】
【0019】
上記目的を達成するために、本発明者は鋭意研究を行った結果、磁性層の加工された面上を覆う非磁性層の表面を磁性層が表出するまで研磨する際に、特定のダイヤモンド粒子と研磨助剤とを含むダイヤモンドスラリーを用い、このダイヤモンドスラリーを非磁性層の表面に供給しながら、回転する研磨パッドを非磁性層の表面に押し付けることによって、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行い、なお且つ生産性を高めることができることを見出し、本発明を完成するに至った。
【0020】
すなわち、本発明は以下の手段を提供する。
(1) 磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、
非磁性基板の上に磁性層を形成する工程と、
前記磁性層の上に前記磁気記録パターンに対応した形状にパターニングされたレジスト層を形成する工程と、
前記レジスト層を用いて前記磁性層を部分的に除去する工程と、
前記磁性層が除去された面上を覆う非磁性層を形成する工程と、
前記磁性層が表出するまで前記非磁性層に研磨加工を施す工程とを含み、
前記研磨加工は、回転する研磨パッドを前記非磁性層の表面に押し付けながら、前記非磁性層の表面と前記研磨パッドとの間にダイヤモンドスラリーを供給し、前記非磁性基板を回転又は揺動させることにより行い、
前記ダイヤモンドスラリーは、単結晶のダイヤモンド粒子と研磨助剤とを含み、
前記ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、
前記研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含むことを特徴とする磁気記録媒体の製造方法。
(2) 前記研磨助剤は、スルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物であることを特徴とする前項(1)に記載の磁気記録媒体の製造方法。
(3) 前記ダイヤモンドスラリーは、防食剤を更に含み、
前記防食剤は、ベンゾトリアゾール又はその誘導体であることを特徴とする前項(1)又は(2)に記載の磁気記録媒体の製造方法。
(4) 前記ベンゾトリアゾール誘導体は、ベンゾトリアゾールが有する1個又は2個以上の水素原子を、カルボキシル基、メチル基、アミノ基、ヒドロキシル基の何れかで置換したものであることを特徴とする前項(3)に記載の磁気記録媒体の製造方法。
(5) 前項(1)〜(4)の何れか一項に記載の方法により製造された磁気記録媒体と、
前記磁気記録媒体を記録方向に駆動する媒体駆動部と、
前記磁気記録媒体に対する記録動作と再生動作とを行う磁気ヘッドと、
前記磁気ヘッドを磁気記録媒体に対して相対移動させるヘッド移動手段と、
前記磁気ヘッドへの信号入力と前記磁気ヘッドから出力信号の再生とを行うための記録再生信号処理手段とを備えることを特徴とする磁気記録再生装置。
【発明の効果】
【0021】
以上のように、本発明によれば、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うことが可能となるため、記録密度の高い磁気記録媒体を高い生産性で製造することが可能となる。また、このような磁気記録媒体を用いた磁気記録再生装置では、更なる電磁変換特性の向上が可能となる。
【図面の簡単な説明】
【0022】
【図1】図1は、本発明を適用した磁気記録媒体の製造方法を説明するための断面図である。
【図2】図2は、本発明で用いられる研磨加工装置の一例を示す側面図である。
【図3】図3は、本発明を適用して製造される磁気記録媒体の一例を示す断面図である。
【図4】図4は、磁気記録再生装置の一構成例を示す斜視図である。
【発明を実施するための形態】
【0023】
以下、本発明の実施の形態について、図面を参照して詳細に説明する。
なお、以下の説明で用いる図面は、特徴をわかりやすくするために、便宜上特徴となる部分を拡大して示している場合があり、各構成要素の寸法比率などが実際と同じであるとは限らない。
【0024】
(磁気記録媒体の製造方法)
先ず、本発明を適用した磁気記録媒体の製造方法について説明する。
本発明は、磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、例えば図1(a)〜図1(f)に示すように、非磁性基板1上に磁性層2を形成する工程と、磁性層2の上に磁気記録パターンMPに対応した形状にパターニングされたレジスト層3を形成する工程と、レジスト層3を用いて磁性層2を部分的に除去する工程と、磁性層2が除去された面上を覆う非磁性層4を形成する工程と、磁性層2が表出するまで非磁性層4に研磨加工を施す工程と、研磨加工が施された面上に保護層5を形成する工程と、保護層5の上に潤滑膜6を形成する工程とを含んでいる。
【0025】
具体的に、このような磁気記録媒体を製造する際は、先ず、図1(a)に示すように、非磁性基板1の上に磁性層2を形成した後に、この磁性層2の上に、例えばフォトリソグラフィー法やナノインプリント法などを用いて、磁気記録パターンMPに対応した形状にパターニングされたレジスト層3を形成する。
【0026】
ここで、レジスト層3をパターニングする際は、ナノインプリント法を用いることが好ましい。このナノインプリント法では、放射線を照射することにより硬化する材料をレジスト層3に用い、このレジスト層3にスタンプ(図示せず。)を用いてパターンを転写する。
【0027】
また、本発明では、このようなパターンを転写する工程の後に、レジスト層3に放射線を照射することが好ましい。これにより、レジスト層3にスタンプの形状を精度良く転写することができ、磁気記録パターンMPの形成特性を向上させることが可能となる。
【0028】
特に、レジスト層3にスタンプを用いてパターンを転写する際は、レジスト層3の流動性が高い状態で、このレジスト層3にスタンプを押圧し、その押圧した状態で、レジスト層3に放射線を照射することによりレジスト層3を硬化させ、その後、スタンプをレジスト層3から離すことにより、スタンプの形状を精度良く、レジスト層3に転写することが可能である。
【0029】
レジスト層3にスタンプを押圧した状態で、このレジスト層3に放射線を照射する方法としては、例えば、スタンプの反対側、すなわち非磁性基板1側から放射線を照射する方法や、スタンプの材料として放射線を透過できる物質を選択し、スタンプ側から放射線を照射する方法、スタンプの側面から放射線を照射する方法、熱線のように固体に対して伝導性の高い放射線を用いて、スタンプ又は非磁性基板1からの熱伝導により放射線を照射する方法などを用いることができる。
【0030】
なお、本発明における放射線とは、熱線、可視光線、紫外線、X線、ガンマ線などの広い概念の電磁波のことを言う。また、放射線を照射することにより硬化する材料としては、例えば、熱線に対しては熱硬化樹脂、紫外線に対しては紫外線硬化樹脂を挙げることができる。
【0031】
また、このような材料の中でも特に、レジスト層3として、ノボラック系樹脂、アクリル酸エステル類、脂環式エポキシ類などの紫外線硬化樹脂を用い、スタンプ材料として、紫外線に対して透過性の高いガラス又は樹脂を用いることが好ましい。
【0032】
上述したパターンを転写する工程では、スタンプとして、例えば、金属プレートに電子線描画などの方法を用いて微細なトラックパターンを形成したスタンパを用いることができる。また、スタンパには、上記プロセスに耐え得る硬度及び耐久性が要求されるため、例えばNiなどが使用されるが、上記目的に合致するものであれば、その材質について特に限定されるものではない。さらに、スタンプには、通常のデータを記録するトラックの他にも、バーストパターンや、グレイコードパターン、プリアンブルパターンなどといったサーボ信号のパターンも形成することができる。
【0033】
また、レジスト層12は、図1(b)に示すように、上記パターンを転写した後に、磁性層11が表出するまで、イオンミリング等により除去される。
【0034】
次に、図1(c)に示すように、磁性層2のレジスト層3で覆われていない箇所をイオンミリング等によって部分的に除去する。これにより、磁性層2上に残存したレジスト層3の間から非磁性基板1の表面が表出した状態となる。
【0035】
次に、図1(d)に示すように、磁性層2が除去された面上を覆う非磁性層4を形成する。この非磁性層4は、磁性層2が除去された部分に埋め込まれるのに十分な厚みで形成されている。
【0036】
次に、図1(e)に示すように、磁性層2が表出するまで非磁性層4に対してCMP(Chemical Mechanical Polishing)による研磨加工を施す。これにより、平坦化された非磁性層4の間から磁気記録パターンMPとなる磁性層2が表出した状態となる。
【0037】
次に、図1(f)に示すように、研磨加工が施された磁性層2及び非磁性層4の上に保護層5を形成した後、この保護層5の上に潤滑剤を塗布することによって潤滑膜6を形成する。
【0038】
ところで、上記非磁性層4が形成された非磁性基板1の表面に研磨加工を施す際には、例えば図2に示すような研磨加工装置100が用いられる。
【0039】
この研磨加工装置100は、図2に示すように、上面に研磨パッド101が取り付けられた平面定盤102と、平面定盤102を回転駆動するスピンドル103と、平面定盤102の回転中心から研磨パッド101の表面に研磨液Sを供給するノズル104と、研磨パッド101に非磁性基板1の非磁性層4側を押し付ける押付具105と、押付具105を回転駆動するスピンドル106とを備えている。
【0040】
また、この研磨加工装置100では、押付具105を介して非磁性基板1を平面定盤102の半径方向に揺動させることが可能である。さらに、押付具105の押付面には、ゴム等かなる弾性シート107が配置されている。そして、この研磨加工装置100では、弾性シート107を介して非磁性基板1を研磨パッド101に押し付けることによって、非磁性基板1に加わる圧力を均一化し、研磨ムラの発生を抑えることが可能となっている。
【0041】
以上のような構造を有する研磨加工装置100では、平面定盤102を回転させながら、この平面定盤102と共に回転する研磨パッド101の表面に、押付具105を介して非磁性基板1の非磁性層4側を押し付ける。このとき、ノズル104を通じて非磁性基板1の表面と研磨パッド101との間に研磨液Sが供給される。そして、押付具105を介して研磨パッド101上の非磁性基板1を回転又は揺動させることによって、非磁性基板1(非磁性層4)の表面を湿式研磨する。
【0042】
これにより、非磁性層4が形成された非磁性基板1の表面を磁性層2が表出するまで平滑化することができる。
【0043】
ところで、本発明を適用した磁気記録媒体の製造方法では、上記研磨液Sとして、特定のダイヤモンド粒子(砥粒)と研磨助剤(研磨促進剤)とを含むダイヤモンドスラリーを用いることによって、鮮明な磁気記録パターンMPを有する磁性層2の平滑化プロセスを高速で行うことが可能となっている。
【0044】
具体的に、このダイヤモンドスラリーは、ダイヤモンド粒子及び研磨助剤を水やアルコールなどの分散媒に分散させてなるものであり、単結晶のダイヤモンド粒子を0.001〜0.05質量%の範囲、研磨助剤をダイヤモンド粒子に対して10〜100倍の範囲でそれぞれ含んでいる。
【0045】
ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあることが好ましい。このようなダイヤモンド粒子を用いることにより、上記研磨工程において非磁性基板1の表面をより平滑化することができる。
【0046】
研磨助剤は、少なくともスルホン酸基又はカルボン酸基を有する有機重合物を含むものであり、その中でもスルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物を用いることが好ましい。これにより、上記研磨工程において非磁性基板1の表面をより平滑化することができる。
【0047】
スルホン酸ナトリウム又はカルボン酸ナトリウムを含む有機重合物としては、例えば、GEROPON SC/213(商品名/Rhodia)、GEROPON T/36(商品名/Rhodia)、GEROPON TA/10(商品名/Rhodia)、GEROPON TA/72(商品名/Rhodia)、ニューカルゲンWG−5(商品名/竹本油脂(株))、アグリゾールG−200(商品名/花王(株))、デモールEPパウダー(商品名/花王(株))、デモールRNL(商品名/花王(株))、イソバン600−SF35(商品名/(株)クラレ)、ポリスターOM(商品名/日本油脂(株))、Sokalan CP9(商品名/ビーエーエスエフジャパン(株))、Sokalan PA−15(商品名/ビーエーエスエフジャパン(株))、トキサノンGR−31A(商品名/三洋化成工業(株))、ソルポール7248(商品名/東邦化学工業(株))、シャロールAN−103P(商品名/第一工業製薬(株))、アロンT−40(商品名/東亞合成化学工業(株))、パナカヤクCP(商品名/日本化薬(株))、ディスロールH12C(商品名/日本乳化剤(株))などを挙げることができる。また、研磨助剤としては、この中で特に、デモールRNL(商品名/花王(株))、ポリスターOM(商品名/日本油脂(株))を用いることが好ましい。
【0048】
また、ダイヤモンドスラリーは、更に防食剤を含むことが好ましい。上記研磨工程では、研磨された非磁性層4の間から磁気記録パターンMPとなる磁性層2を表出させるが、一般的に磁性層2はCo、Ni、Feなどの腐食しやすい物質を含んでいる。したがって、ダイヤモンドスラリーに防食剤を添加することによって、研磨時における磁性層2の腐食を防止し、電磁変換特性に優れた磁気記録媒体を得ることが可能となる。
【0049】
防食剤としては、ベンゾトリアゾール又はその誘導体を用いることが好ましい。また、ベンゾトリアゾールの誘導体としては、ベンゾトリアゾールの有する1個又は2個以上の水素原子を、例えば、カルボキシル基、メチル基、アミノ基、ヒドロキシル基等で置換したものなどを用いることができる。さらに、ベンゾトリアゾールの誘導体としては、4−カルボキシルベンゾトリアゾール又はその塩、7−カルボキシベンゾトリアゾール又はその塩、ベンゾトリアゾールブチルエステル、1−ヒドロキシメチルベンゾトリアゾール、1−ヒドロキシベンゾトリアゾールなどを用いることができる。防食剤の添加量は、ダイヤモンドスラリーの使用時における総量に対して、1質量%以下とすることが好ましく、より好ましくは0.001〜0.1質量%である。
【0050】
また、上記図2に示す研磨加工装置100を用いて、上記非磁性基板10の表面に研磨加工を施す際は、スピンドル103による平面定盤102の回転速度を、10〜100rpmの範囲とすることが好ましく、より好ましくは15〜50rpmの範囲である。なお、平面定盤102の回転速度が10rpm未満になると、非磁性基板1の表面を平滑化するのに非常に長い時間がかかることになる。一方、平面定盤102の回転速度が100rpmを超えると、ノズル104から供給される研磨液Sが非磁性基板1の表面と研磨パッド101との間に留まらず、周囲に飛散してしまうため好ましくない。
【0051】
ノズル104から供給される研磨液Sの流量は、10〜100ml/分であることが好ましい。この研磨液Sは、非磁性基板1の表面と研磨パッド101との間に連続的に供給しても、間隔をあけて供給しても、又は不連続的に供給してもよい。
【0052】
研磨パッド101としては、例えば、発泡ウレタンシートなどの発泡ウレタン系研磨パッド、ポリエステルなどの不織布にウレタン樹脂を含浸させた不織布系研磨パッド、スエード系研磨パッドなどを一般的に用いることができるが、これらに必ずしも限定されるものではない。
【0053】
押付具105は、非磁性基板1を平面定盤102の回転方向と同一方向又は逆方向に回転させることができる。このとき、押付具105による非磁性基板1の回転速度は、5〜60rpmの範囲とすることが好ましく、より好ましくは20〜40rpmの範囲である。これにより、スクラッチ等の発生や研磨液S中のダイヤモンド粒子が非磁性基板1の表面に突き刺さったり、埋めこまれたりすることなどを抑制することができる。なお、非磁性基板1の回転速度が5rpm未満になると、研磨面の研磨量の均質性が低下することになる。一方、非磁性基板1の回転速度が60rpmを超えると、研磨量が高まりすぎて研磨量の制御が難しいことになるため好ましくない。
【0054】
また、押付具105は、非磁性基板1を回転させると同時に平面定盤102の半径方向に揺動させることができる。その際の揺動速度は、往復で10〜100回/分とすることが好ましく、30〜50回/秒とすることがより好ましい。これにより、充分な研削量が得られ、且つスクラッチ等の発生を抑えた研削状態が均一な表面を得ることができる。
【0055】
押付具105による非磁性基板1の研磨パッド101への押し付け圧力は、0.5×9.8×104〜1.5×9.8×104Paの範囲が好ましく、0.8×9.8×104〜1.2×9.8×104Paの範囲とすることがより好ましい。これにより、スクラッチ等の発生を抑えて、平滑な研磨面を形成することができる。
【0056】
なお、上記研磨加工を施した後には、純水若しくは中性洗剤等によるクリーニング工程を行うことが好ましい。これにより、非磁性基板1の表面から上記研磨加工による残渣を取り除くことができる。
【0057】
なお、研磨工程を経た後の非磁性基板1の表面平均粗さRaは、低いほど好ましい。具体的には、2.5Å(0.25nm)以下であることが好ましく、1.5Å以下であることがより好ましい。ここで、非磁性基板1の表面平均粗さRaが2.5Åを越えると、磁気記録媒体表面の平滑性が低くなり、グライドハイト特性が低下し、記録再生時において磁気ヘッドのフライングハイトを低くすることが難しくなる。
【0058】
なお、図2に示す研磨加工装置100では、上記非磁性基板1の片面に対して研磨加工を施す構成となっているが、このような構成に限らず、上記非磁性基板1の両面に対して同時に研磨加工を施す構成とすることが可能である。
【0059】
上記図2に示す研磨加工装置100を用いた場合には、上記非磁性基板1の全面を同時に研磨することが可能であり、また、上記非磁性基板1の表面をランダムな方向に研磨することが可能である。したがって、このような研磨加工装置100を用いた場合には、上記非磁性基板1の表面における研磨ムラの発生を抑えることが可能であり、また、1台で複数枚の非磁性基板1を同時に研磨することも可能なため、生産性を高めることが可能である。
【0060】
以上のように、本発明によれば、鮮明な磁気記録パターンを有する磁性層の平滑化プロセスを高速で行うことが可能となるため、記録密度の高い磁気記録媒体を高い生産性で製造することが可能となる。また、このような磁気記録媒体を用いた磁気記録再生装置では、更なる電磁変換特性の向上が可能となる。
【0061】
(磁気記録媒体)
次に、本発明を適用して製造される磁気記録媒体の具体的な構成について、例えば図3に示すディスクリート型の磁気記録媒体30を例に挙げて詳細に説明する。
なお、以下の説明において例示される磁気記録媒体30はほんの一例であり、本発明を適用して製造される磁気記録媒体は、そのような構成に必ずしも限定されるものではなく、本発明の要旨を変更しない範囲で適宜変更して実施することが可能である。
【0062】
この磁気記録媒体30は、図3に示すように、非磁性基板31の両面に、軟磁性層32と、中間層33と、磁気記録パターン34aを有する記録磁性層34と、保護層35とが順次積層された構造を有し、更に最表面に潤滑膜36が形成された構造を有している。また、軟磁性層32、中間層33及び記録磁性層34によって磁性層37が構成されている。なお、図3においては、非磁性基板31の片面のみを図示するものとする。
【0063】
非磁性基板31としては、例えば、Al−Mg合金などのAlを主成分としたAl合金基板、ソーダガラスやアルミノシリケート系ガラス、結晶化ガラスなどのガラス基板、シリコン基板、チタン基板、セラミックス基板、樹脂基板等の各種基板を挙げることができるが、その中でも、Al合金基板や、ガラス基板、シリコン基板を用いることが好ましい。また、非磁性基板31の平均表面粗さ(Ra)は、1nm以下であることが好ましく、より好ましくは0.5nm以下であり、さらに好ましくは0.1nm以下である。
【0064】
磁性層37は、面内磁気記録媒体用の水平磁性層でも、垂直磁気記録媒体用の垂直磁性層でもかまわないが、より高い記録密度を実現するためには垂直磁性層が好ましい。また、磁性層37は、主としてCoを主成分とする合金から形成することが好ましく、例えば、CoCrPt系、CoCrPtB系、CoCrPtTa系の磁性層や、これらにSiO2や、Cr2O3等の酸化物を加えたグラニュラ構造の磁性層を用いることができる。
【0065】
垂直磁気記録媒体の場合には、例えば軟磁性のFeCo合金(FeCoB、FeCoSiB、FeCoZr、FeCoZrB、FeCoZrBCuなど)、FeTa合金(FeTaN、FeTaCなど)、Co合金(CoTaZr、CoZrNB、CoBなど)等からなる軟磁性層32と、Ru等からなる中間層33と、60Co−15Cr−15Pt合金や70Co−5Cr−15Pt−10SiO2合金からなる記録磁性層34とを積層したものを利用できる。また、軟磁性層32と中間層33との間にPt、Pd、NiCr、NiFeCrなどからなる配向制御膜を積層してもよい。
【0066】
一方、面内磁気記録媒体の場合には、磁性層37として、非磁性のCrMo下地層と強磁性のCoCrPtTa磁性層とを積層したものを利用できる。
【0067】
磁性層37の厚みは、3nm以上20nm以下、好ましくは5nm以上15nm以下とし、使用する磁性合金の種類と積層構造に合わせて、十分なヘッド出入力が得られるように形成すればよい。また、磁性層37は、再生の際に一定以上の出力を得るのにある程度以上の膜厚が必要であり、一方で記録再生特性を表す諸パラメーターは出力の上昇とともに劣化するのが通例であるため、最適な膜厚に設定する必要がある。磁性層37は、通常はスパッタ法により薄膜として形成する。
【0068】
グラニュラ構造の磁性層37としては、少なくとも磁性粒子としてCoとCrを含み、磁性粒子の粒界部に少なくともSi酸化物、Cr酸化物、Ti酸化物、W酸化物、Co酸化物、Ta酸化物、Ru酸化物の中から選ばれる少なくとも1種又は2種以上を含むものが好ましい。具体的には、例えば、CoCrPt−Si酸化物、CoCrPt−Cr酸化物、CoCrPt−W酸化物、CoCrPt−Co酸化物、CoCrPt−Cr酸化物−W酸化物、CoCrPt−Cr酸化物−Ru酸化物、CoRuPt−Cr酸化物−Si酸化物、CoCrPtRu−Cr酸化物−Si酸化物などを挙げることができる。
【0069】
グラニュラ構造を有する磁性結晶粒子の平均粒径は、1nm以上、12nm以下であることが好ましい。また磁性層中に存在する酸化物の総量は、3〜15モル%であることが好ましい。また、グラニュラ構造ではない磁性層としては、CoとCrを含み、好ましくはPtを含む磁性合金を用いた層が例示できる。
【0070】
また、この磁気記録媒体30は、記録磁性層34に形成された磁気記録パターン34aが非磁性層38によって磁気的に分離されてなる、いわゆるディスクリート型の磁気記録媒体である。非磁性層38には、例えば、Cr合金や、Crの含有量が多い非磁性のCoCr合金、Ti合金などの他に、スピンオングラス等を用いたSiO2や、樹脂材料などを用いることができる。
【0071】
また、ディスクリート型の磁気記録媒体30は、その記録密度を高めるために、記録磁性層34のうち、磁気記録パターン34aの幅L1を200nm以下、非磁性層38の幅L2を100nm以下とすることが好ましい。また、この磁気記録媒体30のトラックピッチP(=L1+L2)は、300nm以下とすることが好ましく、記録密度を高めるためにはできるだけ狭くすることが好ましい。
【0072】
保護層35には、磁気記録媒体において通常使用される材料を用いればよく、そのような材料として、例えば、炭素(C)、水素化炭素(HXC)、窒素化炭素(CN)、アルモファスカーボン、炭化珪素(SiC)等の炭素質材料や、SiO2、Zr2O3、TiNなどを挙げることができる。また、保護層35は、2層以上積層したものであってもよい。保護層35の厚みは、10nmを越えると、磁気ヘッドと磁性層37との距離が大きくなり、十分な入出力特性が得られなくなるため、10nm未満とすることが好ましい。
【0073】
潤滑膜36は、例えば、フッ素系潤滑剤や、炭化水素系潤滑剤、これらの混合物等からなる潤滑剤を保護層35上に塗布することにより形成することができる。また、潤滑膜36の膜厚は、通常は1〜4nm程度である。
【0074】
以上のようなディスクリート型の磁気記録媒体30は、上記本発明を適用した磁気記録媒体の製造方法を用いることによって、高い生産性で製造することが可能である。
【0075】
(磁気記録再生装置)
次に、本発明を適用した磁気記録再生装置(HDD)について説明する。
本発明を適用した磁気記録再生装置は、例えば図4に示すように、上記磁気記録媒体30と、上記磁気記録媒体30を回転駆動する回転駆動部51と、上記磁気記録媒体30に対する記録動作と再生動作とを行う磁気ヘッド52と、磁気ヘッド52を上記磁気記録媒体30の径方向に移動させるヘッド駆動部53と、磁気ヘッド52への信号入力と磁気ヘッド52から出力信号の再生とを行うための記録再生信号処理系54とを備えている。
【0076】
この磁気記録再生装置では、上記ディスクリートトラック型の磁気記録媒体30を用いることにより、この磁気記録媒体30に磁気記録を行う際の書きにじみをなくし、高い面記録密度を得ることが可能である。すなわち、上記磁気記録媒体30を用いることで記録密度の高い磁気記録再生装置を構成することが可能となる。また、上記磁気記録媒体30の記録トラックを磁気的に不連続に加工したことによって、従来はトラックエッジ部の磁化遷移領域の影響を排除するために再生ヘッド幅を記録ヘッド幅よりも狭くして対応していたものを、両者をほぼ同じ幅にして動作させることができる。これにより十分な再生出力と高いSNRを得ることができるようになる。
【0077】
さらに、磁気ヘッド52の再生部をGMRヘッド又はTMRヘッドで構成することにより、高記録密度においても十分な信号強度を得ることができ、高記録密度を持った磁気記録再生装置を実現することができる。また、この磁気ヘッド52の浮上量を0.005μm〜0.020μmの範囲内とし、従来より低い高さで浮上させると、出力が向上して高い装置SNRが得られ、大容量で高信頼性の磁気記録再生装置を提供することができる。
【0078】
さらに、最尤復号法による信号処理回路を組み合わせるとさらに記録密度を向上でき、例えば、トラック密度100kトラック/インチ以上、線記録密度1000kビット/インチ以上、1平方インチ当たり100Gビット以上の記録密度で記録・再生する場合にも十分なSNRが得られる。
【0079】
なお、本発明は、磁気的に分離された磁気記録パターンMPを有する磁気記録媒体に対して幅広く適用することが可能であり、磁気記録パターンを有する磁気記録媒体としては、磁気記録パターンが1ビットごとに一定の規則性をもって配置された、いわゆるパターンドメディアや、磁気記録パターンがトラック状に配置されたメディア、その他、サーボ信号パターン等を含む磁気記録媒体を挙げることができる。本発明は、この中でも磁気的に分離された磁気記録パターンが磁気記録トラック及びサーボ信号パターンである、いわゆるディスクリート型の磁気記録媒体に適用することが、その製造における簡便性から好ましい。
【実施例】
【0080】
以下、実施例により本発明の効果をより明らかなものとする。なお、本発明は、以下の実施例に限定されるものではなく、その要旨を変更しない範囲で適宜変更して実施することができる。
【0081】
(実施例1)
実施例1では、先ず、HD用ガラス基板をセットした真空チャンバを予め1.0×10−5Pa以下に真空排気した。ここで使用したガラス基板は、Li2Si2O5、Al2O3−K2O、Al2O3−K2O、MgO−P2O5、Sb2O3−ZnOを構成成分とする結晶化ガラスを材質とし、外径が65mm、内径が20mm、平均表面粗さ(Ra)が2オングストローム(単位:Å、0.2nm)である。
【0082】
次に、このガラス基板にDCスパッタリング法を用いて、軟磁性層として層厚60nmのFeCoB膜、中間層として層厚10nmのRu膜と、記録磁性層として層厚15nmの70Co−5Cr−15Pt−10SiO2合金膜、層厚14nmの70Co−5Cr−15Pt合金膜とをこの順で積層した。
【0083】
次に、この上に、レジストをスピンコート法により塗布し、層厚100nmのレジスト層を形成した。なお、レジストには、紫外線硬化樹脂であるノボラック系樹脂を用いた。そして、磁気記録パターンのポジパターンを有するガラス製のスタンプを用いて、このスタンプを1MPa(約8.8kgf/cm2)の圧力でレジスト層に押し付けた状態で、波長250nmの紫外線を、紫外線の透過率が95%以上であるガラス製のスタンプの上部から10秒間照射し、レジスト層を硬化させた。その後、スタンプをレジスト層から分離し、レジスト層に磁気記録パターンに対応した凹凸パターンを転写した。
【0084】
なお、レジスト層に転写した凹凸パターンは、271kトラック/インチの磁気記録パターンに対応しており、凸部が幅64nmの円周状、凹部が幅30nmの円周状であり、レジスト層の層厚は65nm、レジスト層の凹部の深さは約5nmであった。また、凹部の基板面に対する角度は、ほぼ90度であった。
【0085】
次に、レジスト層の凹部の箇所をドライエッチングで除去した。ドライエッチングの条件は、O2ガスを40sccm、圧力を0.3Pa、高周波プラズマ電力を300W、DCバイアスを30W、エッチング時間を10秒とした。
【0086】
次に、記録磁性層でマスク層に覆われていない箇所をイオンビームで加工した。イオンビームは、窒素ガス40sccm、水素ガス20sccm、ネオン20sccmの混合ガスを用いて発生させた。イオンの量は5×1016原子/cm2、加速電圧は20keV、エッチング速度は0.1nm/秒とし、エッチング時間を90秒とした。なお、記録磁性層の加工深さは15nmで、その加工位置の下の約14nmの厚さの記録磁性層はイオンビームの注入により非晶質化し保磁力が約80%低下していた。
【0087】
次に、この表面に、シルセスキオキサン骨格含有有機化合物膜をスピンコート法で形成した。スピンコートは、組成物0.5mlをスピンコーター内にセットした基板上に滴下し、基板を500rpmで5秒間回転、次いで3000rpmで2秒間、さらに5000rpmで20秒間回転させることにより行った。そして、基板表面に有機化合物膜を塗布した後、この有機化合物膜に紫外線を照射して硬化させた。
【0088】
次に、上記図2に示す研磨加工装置100を用いて、この非磁性基板の表面に研磨加工を施した。研磨加工の条件は以下の通りである。すなわち、研磨液Sに含まれる砥粒については、1次粒子が5nm、2次粒子が70nm、濃度1質量%のクラスター状の単結晶ダイヤモンド粒子を用いた。これに、研磨助剤としてパラトルエンスルホン酸ナトリウムを濃度5質量%、ベンゾトリアゾールを濃度0.1質量%添加した。なお、研磨液の溶媒には純水を用いた。研磨液は、1cc/分の滴下速度で加工が開始される前に2秒間滴下した。
【0089】
また、厚さ2mmの発泡ウレタン製の研磨パッドを使用し、平面定盤102の回転数は100rpm、押付具105による非磁性基板の回転数は60rpm、押付具105による非磁性基板の揺動速度は、揺動幅を2cmとして2回/秒のサイクルとした。また、押付具105の非磁性基板に対する押付荷重は、0.5kgf/cm2とし、研磨時間は60秒とした。
【0090】
次に、純水を用いて非磁性基板をスピン洗浄した後、イオンビームエッチングを用いて非磁性基板の表面を1nm程度エッチングし、CVD法にてDLC膜を厚さ4nm形成し、潤滑剤を2nm塗布して磁気記録媒体を作製した。
【0091】
(比較例1)
比較例1では、ダイヤモンド粒子の平均1次粒子径を20nm、平均2次粒子径を80nmとし、他の条件は実施例1と同様にした。
【0092】
以上の方法により作製された実施例1及び比較例1の磁気記録媒体について、電磁変換特性の評価を行った。具体的に、電磁変換特性の評価は、スピンスタンドを用いて実施した。また、評価用のヘッドには、記録には垂直記録ヘッド、読み込みにはTuMRヘッドを用いて、750kFCIの信号を記録したときの3T−squashの測定を最内周と最外周で行い、これら最内周と最外周での3T−squashのバラツキを求めた。
【0093】
その結果、実施例1の磁気記録媒体では、3T−squashの平均が90%であり、最内周と最外周での3T−squashのバラツキが±2%であった。一方、比較例1の磁気記録媒体では、3T−squashの平均が90%であるものの、最内周と最外周での3T−squashのバラツキが±4%であった。
【符号の説明】
【0094】
1…非磁性基板 2…磁性層 3…レジスト層 4…非磁性層 5…保護層 6…潤滑膜 MP…磁気記録パターン
30…磁気記録媒体 31…非磁性基板 32…軟磁性層 33…中間層 34…記録磁性層 34a…磁気記録パターン 35…保護層 36…潤滑膜 37…磁性層 38…非磁性層
51…回転駆動部 52…磁気ヘッド 53…ヘッド駆動部 54…記録再生信号処理系
100…研磨加工装置 101…研磨パッド 102…平面定盤 103…スピンドル 104…ノズル 105…押付具 106…スピンドル 107…弾性シート S…研磨液
【特許請求の範囲】
【請求項1】
磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、
非磁性基板の上に磁性層を形成する工程と、
前記磁性層の上に前記磁気記録パターンに対応した形状にパターニングされたレジスト層を形成する工程と、
前記レジスト層を用いて前記磁性層を部分的に除去する工程と、
前記磁性層が除去された面上を覆う非磁性層を形成する工程と、
前記磁性層が表出するまで前記非磁性層に研磨加工を施す工程とを含み、
前記研磨加工は、回転する研磨パッドを前記非磁性層の表面に押し付けながら、前記非磁性層の表面と前記研磨パッドとの間にダイヤモンドスラリーを供給し、前記非磁性基板を回転又は揺動させることにより行い、
前記ダイヤモンドスラリーは、単結晶のダイヤモンド粒子と研磨助剤とを含み、
前記ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、
前記研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含むことを特徴とする磁気記録媒体の製造方法。
【請求項2】
前記研磨助剤は、スルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物であることを特徴とする請求項1に記載の磁気記録媒体の製造方法。
【請求項3】
前記ダイヤモンドスラリーは、防食剤を更に含み、
前記防食剤は、ベンゾトリアゾール又はその誘導体であることを特徴とする請求項1又は2に記載の磁気記録媒体の製造方法。
【請求項4】
前記ベンゾトリアゾール誘導体は、ベンゾトリアゾールが有する1個又は2個以上の水素原子を、カルボキシル基、メチル基、アミノ基、ヒドロキシル基の何れかで置換したものであることを特徴とする請求項3に記載の磁気記録媒体の製造方法。
【請求項5】
請求項1〜4の何れか一項に記載の方法により製造された磁気記録媒体と、
前記磁気記録媒体を記録方向に駆動する媒体駆動部と、
前記磁気記録媒体に対する記録動作と再生動作とを行う磁気ヘッドと、
前記磁気ヘッドを磁気記録媒体に対して相対移動させるヘッド移動手段と、
前記磁気ヘッドへの信号入力と前記磁気ヘッドから出力信号の再生とを行うための記録再生信号処理手段とを備えることを特徴とする磁気記録再生装置。
【請求項1】
磁気的に分離された磁気記録パターンを有する磁気記録媒体の製造方法であって、
非磁性基板の上に磁性層を形成する工程と、
前記磁性層の上に前記磁気記録パターンに対応した形状にパターニングされたレジスト層を形成する工程と、
前記レジスト層を用いて前記磁性層を部分的に除去する工程と、
前記磁性層が除去された面上を覆う非磁性層を形成する工程と、
前記磁性層が表出するまで前記非磁性層に研磨加工を施す工程とを含み、
前記研磨加工は、回転する研磨パッドを前記非磁性層の表面に押し付けながら、前記非磁性層の表面と前記研磨パッドとの間にダイヤモンドスラリーを供給し、前記非磁性基板を回転又は揺動させることにより行い、
前記ダイヤモンドスラリーは、単結晶のダイヤモンド粒子と研磨助剤とを含み、
前記ダイヤモンド粒子は、その1次粒子径が1〜10nmの範囲、その2次粒子径が50〜100nmの範囲にあり、
前記研磨助剤は、スルホン酸基又はカルボン酸基を有する有機重合物を含むことを特徴とする磁気記録媒体の製造方法。
【請求項2】
前記研磨助剤は、スルホン酸ナトリウム又はカルボン酸ナトリウムを有する平均分子量が4000〜10000の有機重合物であることを特徴とする請求項1に記載の磁気記録媒体の製造方法。
【請求項3】
前記ダイヤモンドスラリーは、防食剤を更に含み、
前記防食剤は、ベンゾトリアゾール又はその誘導体であることを特徴とする請求項1又は2に記載の磁気記録媒体の製造方法。
【請求項4】
前記ベンゾトリアゾール誘導体は、ベンゾトリアゾールが有する1個又は2個以上の水素原子を、カルボキシル基、メチル基、アミノ基、ヒドロキシル基の何れかで置換したものであることを特徴とする請求項3に記載の磁気記録媒体の製造方法。
【請求項5】
請求項1〜4の何れか一項に記載の方法により製造された磁気記録媒体と、
前記磁気記録媒体を記録方向に駆動する媒体駆動部と、
前記磁気記録媒体に対する記録動作と再生動作とを行う磁気ヘッドと、
前記磁気ヘッドを磁気記録媒体に対して相対移動させるヘッド移動手段と、
前記磁気ヘッドへの信号入力と前記磁気ヘッドから出力信号の再生とを行うための記録再生信号処理手段とを備えることを特徴とする磁気記録再生装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−60339(P2011−60339A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−205307(P2009−205307)
【出願日】平成21年9月4日(2009.9.4)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月4日(2009.9.4)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
[ Back to top ]