
積層構造体
【課題】構造色発色用の被膜が表面に露出している場合においても、異物等による構造色の不鮮明化或いは消失が防止され、安定した構造色を形成することが可能な積層構造体を提供する。
【解決手段】基材53の表面に構造色発色用被膜50が設けられている積層構造体であって、該構造色発色用被膜50には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部55が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部55の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする。
【解決手段】基材53の表面に構造色発色用被膜50が設けられている積層構造体であって、該構造色発色用被膜50には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部55が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部55の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造色を発色するための規則的配列の空洞部を有する構造色発色用樹脂被膜が基材上に設けられている積層構造体に関する。
【背景技術】
【0002】
キャップ或いは容器等の分野において、容器等の表面を装飾することにより商品価値を向上させることは従来から行われているが、近年、リサイクル性や環境適性の観点から顔料等の物質を用いる化学的発色が受け入れられなくなりつつある。そのため、微細周期構造による光の回折・干渉等の現象を用いて発色する構造色(例えばホログラム像)を発現させる技術が、化学的発色に代わる技術として種々提案されている。
【0003】
例えば、下記特許文献1では、熱可塑性合成樹脂基材の表面に膜厚1000Åの金属薄膜層を蒸着して複合基材を形成し、この複合基材の前記金属薄膜層表面にレリーフホログラムの凹凸形状を有する金型の金型表面を接触させ、且つ、加熱及び加圧して賦型することを特徴とするレリーフホログラムの複製方法が提案されている。
【0004】
しかしながら、版型の複製により微細周期構造を形成する従来の作成方法では、曲面や凹凸面に微細周期構造を形成することが困難であり、また版型の作成はコストが高い上に、模様を変えるには新たに版型を作成する必要があり、少量多品種の製品への適用は困難である。また平板上に微細周期構造を形成しておき、これを目的の形状に成形すると、加飾効果が弱まるという問題もあった。
【0005】
一方、光照射により微細周期構造を形成し、構造色を発現する方法も提案されており、例えば、LIPS(Laser Induced Periodic Structures)がある(例えば、非特許文献1参照)。これは、レーザ照射により物質表面に自己組織的に形成される微細周期構造であり、このLIPSを利用した構造色を発現する構造体も本出願人から提案されている(特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平3−60115号公報
【特許文献2】特開2007−286113号公報
【非特許文献】
【0007】
【非特許文献1】Sylvain Lazare著「Large scale excimer laser production of submicron periodic structures on polymer surface.」Applied Surface Science 69(1993)31-37 North-Holland
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記LIPSを利用した構造色を発現可能な構造体は、版型が不要で、模様の変更がスキャニング・プログラムの変更で対応できるため、少量多品種への適用が容易であると共に、平面のみならず、曲面や凹凸面にも容易に適用することが可能である。更に、版型を用いた場合のように被形成面と接触することがないため、成形品への追加工も可能になるという、優れた作用効果を有している。
しかしながら、ホログラム像形成用の微細な規則的配列の空洞部が設けられる被膜の材質或いは状態等によっては、必ずしも満足する構造色が得られない場合がある。特に、この被膜が基材の表面に形成されている場合には、この被膜表面に形成されている空洞部に異物(例えば指で触れたときの脂質)が入り込んでしまい、この結果、ホログラム像が不鮮明になったり、場合によっては消失してしまうという問題がある。このために、この被膜表面にはさらに保護膜を形成することが必要となっている。
【0009】
また、本出願人は、構造色発色用の空洞部が形成される被膜として、芳香環を有する化合物を含有するものを使用し、このような被膜に周期的強度分布を有するレーザ光を照射することにより、安定した良好な構造色を発現させる技術を、PCT/JP2009/068052により提案したが、かかる技術においても、やはり、この被膜が表面に形成されている場合には、ホログラム像形成用の凹部に異物が侵入し、ホログラム像が損なわれるという問題があり、このため、該被膜表面には、保護膜を形成することが必要となっている。
【0010】
従って本発明の目的は、構造色発色用の被膜が表面に露出している場合においても、異物等による構造色の不鮮明化或いは消失が防止され、安定した構造色を形成することが可能な積層構造体を提供することにある。
【課題を解決するための手段】
【0011】
本発明によれば、基材表面に構造色発色用樹脂被膜が設けられている積層構造体であって、該構造色発色用樹脂被膜には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする積層構造体が提供される。
【0012】
本発明の積層構造体においては、
(1)被膜中に封じ込まれている前記空洞部が、規則的配列の空洞部の全個数当り、少なくとも10%の割合で存在していること、
(2)前記構造色発色用樹脂被膜が表面に露出していること、
(3)前記紫外線吸収剤が有機系紫外線吸収剤であり、前記構造色発色用樹脂被膜を形成している樹脂100重量部当り0.01乃至20重量部の量で添加されていること、
(4)上記(3)において、被膜中に封じ込められた空洞部が、該被膜と基材との界面側に偏在していること、
(5)前記紫外線吸収剤が無機系紫外線吸収剤であり、前記樹脂被膜を形成している樹脂100重量部当り1乃至300重量部の量で添加されていること、
(6)上記(5)において、被膜中に封じ込められた空洞部が、該被膜の表面側に偏在していること、
(7)前記基材が金属製であること、
(8)前記基材が金属キャップまたは金属缶であり、該キャップの頂板部外面側或いは該金属缶の胴部外面側に前記構造色発色用樹脂被膜が形成されていること、
が好適である。
【発明の効果】
【0013】
本発明の積層構造体においては、構造色発色用樹脂被膜に形成されている規則的配列の空洞部の少なくとも一部が、この被膜中に封じ込まれていることが顕著な特徴である。即ち、規則的に配列された微細な空洞部での光の反射光が互いに干渉して所謂構造色が発現し、例えばホログラム像を形成するわけであるが、この空洞部の少なくとも一部が閉じられおり、内部空洞の形態で存在している。このため、この被膜が表面に露出していたとしても、該被膜中に封じ込まれている空洞部内には異物が侵入することがない。例えば、この表面を指で触ったり或いは擦ったりした場合においても、被膜中に封じ込まれている空洞部に脂質が侵入することがなく、従って、異物の侵入によって構造色が損なわれることが無く、安定して良好な構造色を発現させることが可能となるのである。
尚、規則的に配列された空洞部の少なくとも一部が被膜中に封じ込まれていることはSEM観察により容易に確認することができる。
【0014】
本発明においては、構造色発色用樹脂被膜が表面に露出して設けられている場合においても、空洞部内への異物の侵入が有効に抑制されるため、この被膜の上にさらに異物の侵入を防止するための保護膜を省略することができ、これは、本発明の大きな利点である。
【図面の簡単な説明】
【0015】
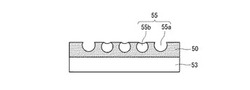
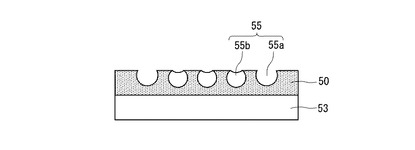
【図1】本発明の積層構造体の断面構造の一例を示す図である。
【図2】本発明の積層構造体の構造色発色用樹脂被膜の表面のSEM写真を示す図である。
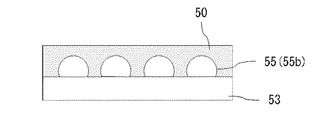
【図3】本発明の積層構造体の断面構造の他の例を示す図である。
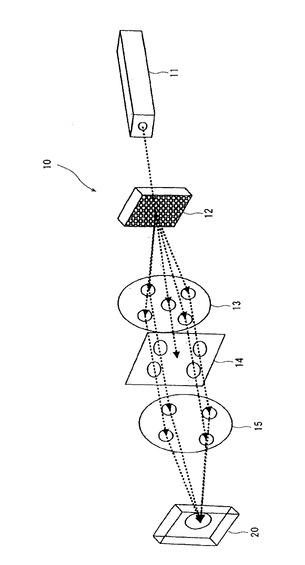
【図4】本発明の積層構造体の作成に用いるレーザ照射装置の構成を示す概略斜視図である。
【図5】本発明の積層構造体に照射される光の干渉領域を示す模式図である。
【発明を実施するための形態】
【0016】
図1及び図2を参照して、本発明の積層構造体においては、構造色発色用の樹脂被膜50が基材53の表面に設けられており、この被膜50には、構造色を発色するための微細な空洞部55が規則的にほぼ等間隔で配列されている。即ち、この空洞部55の間隔及びその大きさは、可視光波長(約400nm〜700nm)に近いものであり、このような空洞部55が多数形成されていることにより、光の回折が生じ、空洞部55と空洞部55の間の部分との間で光路差による光の干渉が生じ、これにより、構造色が発現するわけである。
【0017】
このような空洞部55は、後述する周期的強度分布を有するレーザ光を照射することにより形成され、従来公知の構造色発色用の樹脂被膜50では、この空洞部55は膜表面に位置しており、その上部が開放された凹部形状となっている(このような空洞部55は55aで示されている)。しかるに、本発明の積層構造体では、この様な空洞部55の少なくとも一部が、樹脂被膜50の内部に封じ込められた構造を有している。図1において、内部に封じ込められている空洞部55は55bで示されている。即ち、本発明の積層構造体では、内部に封じ込められている空洞部55bが形成されている点に顕著な特徴を有している。
【0018】
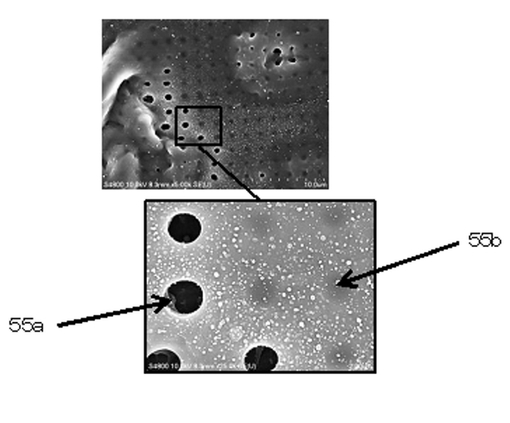
図2に示されているように、被膜50の表面をSEM観察すると、空洞部55aは鮮明な黒色像として観察されるが、空洞部55bは、不鮮明なぼやけた黒色像として観察されることから認識することができる。
【0019】
このように、本発明では、空洞部55の少なくとも一部が内部に封じ込められた空洞部55bとなっているため、この空洞部55bには異物が侵入することがなく、従って、異物の侵入による構造色の劣化を有効に防止することが可能となる。即ち、この被膜50が表面に露出しているような形態においても、空洞部55の全てに異物が侵入する事態を確実に防止することができるため、指で触れたり或いは擦ったりしても被膜50の内部に存在する空洞部55b内には脂質などの異物が侵入することはない。従って、本発明の積層構造体は、空洞部55内への異物の侵入による構造色の劣化を防止するために、被膜50のさらにその上の保護膜を省略することもでき、保護膜の形成によるコストの上昇を回避することができるため、これが本発明の最大の利点となる。
【0020】
本発明において、被膜50の内部に閉じ込められている空洞部55bの存在割合は臨界的ではないが、一般に、空洞部55の全個数(空洞部55aと空洞部55bとの合計数)当り、10%以上、特に30%以上、最も好ましくは50%以上の個数で空洞部55bが形成されていることが好ましく、表面が開放されている空洞部(凹部)55aの数をゼロとすることもできる。即ち、空洞部55bの数が少なすぎると、この被膜を表面に露出して設けた場合において、異物が侵入する空洞部55の割合が多くなるため、構造色の劣化を防止することが困難となってしまうからである。
【0021】
また、本発明において、上記のように、空洞部55の少なくとも一部を内部に封じ込まれている空洞部55bとするためには、被膜50が、膜形成材(マトリックス)である樹脂に紫外線吸収剤が添加されていることが必要である。即ち、被膜50での空洞部55の形成は、レーザ光を照射することにより行われる。レーザ照射部分がレーザ光を吸収して発熱して熱分解して揮散することにより空洞部55が形成されるわけである。しかるに、レーザ光はコヒーレントな光であり、空洞部55の形成に用いるレーザ光の波長は短く、紫外領域(400nm未満)にある。このため、紫外線吸収剤を添加させることにより、レーザ吸収性を高め、レーザ照射部分で効果的に空洞部55が形成されるようにするわけである。この場合、マトリックスである樹脂は、照射するレーザ光を透過するようなものであればよい。
【0022】
ところで、被膜50の膜形成材(マトリックス)自体がレーザ光吸収性を示す場合においても、空洞部55を形成することはできる。例えば、本出願人が先に出願したPCT/JP2009/068052で提案したように、芳香族環を分子中に有する樹脂は、所定の短波長領域の波長のレーザ光に対して吸収性を示し、このような樹脂を用いて被膜50を形成した場合には、紫外線吸収剤を添加しなくとも、レーザ光の照射により空洞部55を形成することが可能である。しかしながら、膜形成材自体が照射する光に対して吸収能を示す場合においては、表面が開放されている空洞部55aを形成することはできても、内部に封じ込められている空洞部55bを形成することはできない。
【0023】
上記の理由は、正確に解明されていないが、本発明者等は次のように推定している。
即ち、空洞部55を形成するために照射する周期的強度分布を有するレーザ光に対して、膜形成材自体が吸収性を示す場合には、被膜50の表面から内部に向かってレーザアブレーションが進行し、この結果、形成される多数の空洞部55は、表面が開放されたもの(即ち、空洞部55a)となってしまう。一方、上記のレーザ光に対して吸収性を示す紫外線吸収剤が被膜50中に添加されている場合には、この紫外線吸収剤が起点となってレーザアブレーションが進行するため、このアブレーションの進行度合いが凹部55の形態に反映されてしまうものと推定される。即ち、レーザアブレーションが過大に生じるときには、その進行が被膜50の表面にまで達し、表面が開放された形態の空洞部55aが形成されるが、一部のレーザアブレーションの進行は、紫外線吸収剤の濃度ムラや照射レーザ光の強度ムラ或いは被膜50の厚みムラなどの影響を受け、その進行が被膜50の表面にまでは達せず、内部に封じ込められた空洞部55bが形成されるものと推定される。
【0024】
本発明において、被膜50に添加される紫外線吸収剤としては、有機系の紫外線吸収剤や無機系の紫外線吸収剤などがあり、これらの中で、空洞部55の形成のために照射するレーザ光の波長に感度を有するものが使用される。即ち、このような紫外線吸収剤の配合により、被膜50の内部からもレーザアブレーションが進行するため、被膜50の内部に封じ込められた空洞部55bが形成されるわけである。
【0025】
例えば、有機系の紫外線吸収剤としては、ベンゾフェノン系、ベンゾトリアゾール系、サリチル酸エステル系、シアノアクリレート系、ヒドロキシベンゾエート系、ベンゾオキサジノン系、トリアジン系等に属する化合物や、アゾ系染料、アントラキノン系染料、インジゴ系染料、フタロシアニン系染料、ピラゾロン染料、スチルペン系染料、チアゾール系染料、キノリン染料、ジフェニルメタン染料、トリフェニルメタン染料、アクリジン染料、アジン染料、チアジン染料、オキサジン染料、ポリメチン染料、インドフェノール染料、ナフタルイミド染料、ペリレン染料等が知られており、これらの内、所定のレーザ光の波長領域に極大吸収を有するものが使用される。
また、無機系の紫外線吸収剤としては、例えば、酸化亜鉛、酸化セリウム、酸化ジルコニウム、酸化鉄、酸化チタン等の金属酸化物やこれら金属酸化物を含む複合金属酸化物などのコロイド粒子を挙げることができ、これらの内、所定のレーザ光の波長領域に極大吸収を有するものが使用される。
【0026】
本発明において、被膜50に添加する紫外線吸収剤のタイプに応じて内部に封じ込められた空洞部55bの位置が若干異なっている。
例えば、無機系紫外線吸収剤が配合されている場合には、図1に示されているように、被膜50の表面近傍に内部に封じ込められた空洞部55bが偏在している。即ち、無機系紫外線吸収剤の場合には、レーザ光を吸収して発熱して熱分解して揮散する作用が大きく、この結果、被膜50の表面近傍でレーザアブレーションが優先的に進行し、空洞部55bが被膜50の表面近傍に偏在することとなる。
一方、有機系紫外線吸収剤が配合されている場合には、レーザ光を吸収して発熱して熱分解して揮散する作用は大きくなく、レーザ光が被膜50の内部に浸透し且つ基材53との界面で反射する。この結果、被膜50と基材53との界面側からレーザアブレーションが進行し、この結果、図3に示されているように、被膜50と基材53との界面側に内部に封じ込められた空洞部55bが偏在するようになる。特に、基材53として金属製のものを用いた場合には、界面側でのレーザ光の反射の度合いが極めて大きいため、空洞部55bが界面側に偏在する傾向が極めて大きい。このことから理解されるように、内部に閉じ込められた空洞部55bの存在割合を高めるためには、有機系紫外線吸収剤を用いることが好適であり、有機系紫外線吸収剤を用いた場合には空洞部55の全てを内部に封じ込められた空洞部55bとすることができる。
【0027】
本発明において、被膜50中に添加される紫外線吸収剤の量は、その種類やレーザ光に対する感度によっても若干異なるが、無機系紫外線吸収剤の場合には、被膜50の形成に用いる樹脂(樹脂マトリックス)100重量部当り、0.01乃至300重量部、好ましくは、1乃至200重量部、特に好ましくは5乃至40重量部の量で使用するのがよい。一方、有機系紫外線吸収剤の量は、無機系紫外線吸収剤に比して少なく、0.01乃至20重量部、特に0.3乃至4.0重量部の範囲が好適である。即ち、これら紫外線吸収剤を必要以上に多量に添加すると、レーザアブレーションが過大に生じてしまい、内部に封じ込められた空洞部55bを形成することが困難となってしまう。また、紫外線吸収剤の量が少なすぎると、レーザアブレーションが好適に生ぜず、レーザ照射による空洞部の形成が困難となってしまうおそれがある。
【0028】
また、本発明においては、無機系紫外線吸収剤の使用はレーザ加工性の観点で有利である。即ち、無機系の紫外線吸収剤は、有機系の紫外線吸収剤に比して多量に添加することができ、このため、低出力の安価なレーザ発振器を用いてレーザ加工を行うことができる。また、加工時のフルエンス(パルスレーザ照射エネルギー密度)が低減すると、レーザ照射に必要とされる1パルスのエネルギーが小さくて良い。そうすると、パルスエネルギーは小さいがパルス繰り返し周波数がより大きいレーザ発振器を用いることができ、単位時間あたりの加工点数を多くすることができ、ひいては加工速度の向上を図れる。このように、無機系の紫外線吸収剤の使用は、生産性やコストの点で極めて有利となる。
これに対して、有機系紫外線吸収剤の使用は、被膜50の内部に封じ込められた空洞部55bを多く形成することができるという利点を有しており、特に、空洞部55の全てを内部に封じ込められた空洞部55bとすることができるという点で特に有利である。空洞部55全てが内部に封じ込められた空洞部55bとなっている場合には、被膜50の表面がフラットな面となるため、例えば、被膜50の上に保護膜を設けた場合に被膜50と保護膜との間に高い密着性を確保することができ、保護膜の剥離等を効果的に防止することができる。
【0029】
被膜50の膜形成材、即ちマトリックスとしては、成膜可能な樹脂が使用されるが、先にも述べたように、特に空洞部55の形成に用いるレーザ光に対して透過性が優れているもの、例えばその光線透過率が70%以上である樹脂が好適に使用される。即ち、空洞部55の形成に用いるレーザ光に対して透過性の低いものを用いたときは、被膜50の内部にまでレーザ光が侵入しにくいため、内部に封じ込められた空洞部55bの形成が困難となる傾向があるからである。逆の言い方をすると、被膜50の膜形成材に対して、透過性の高い波長のレーザ光を用いて空洞部55の形成(以下、単にレーザ加工と呼ぶことがある)を行うことが好ましいわけである。
例えば、延伸ポリエチレンテレフタレート(延伸PET)は、約330nm以上の波長に対して透過率が70%以上であることから、延伸PETが膜形成材として使用され、その内部に紫外線吸収剤が添加されているときには、波長が330nm以上のレーザ光を用いてレーザ加工を行うことが好適である。
【0030】
尚、本発明において、膜形成材として使用される樹脂は、上記のように空洞部55を形成するためのレーザ光に対して透過性を示し且つ成膜可能であれば、熱可塑性樹脂及び熱硬化性樹脂の何れでもよい。
【0031】
例えば、熱可塑性樹脂の例としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同士のランダムあるいはブロック共重合体、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル系共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体、ポリアクリル酸メチル、ポリメタクリル酸メチル等のビニル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、及びこれらの共重合ポリエステル等のポリエステル樹脂;ポリカーボネート樹脂;ポリフエニレンオキサイド樹脂;ポリ乳酸など生分解性樹脂などを挙げることができる。
【0032】
また、熱硬化性樹脂の例としては、例えば、フェノール樹脂、ケトンホルムアルデヒド樹脂、ノボラック樹脂、キシレン樹脂、芳香族系アクリル樹脂、ビスフェノール型エポキシ樹脂、ベンゾグアナミン樹脂、フェノキシ樹脂、フェノール変性アルキド樹脂、不飽和ポリエステル樹脂、アミノ樹脂等を挙げることができ、これらの熱硬化性樹脂と熱可塑性樹脂とを含む樹脂組成物、例えば、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−マレイン酸共重合体、塩化ビニル−マレイン酸−酢酸ビニル共重合体、アクリル重合体、飽和ポリエステル樹脂などと上記熱硬化性樹脂との樹脂組成物を用いることもできる。
【0033】
さらに上記の膜形成材は、前述した紫外線吸収剤と混合して所謂フィルムの形態で被膜50を形成することもできるし、紫外線吸収剤が添加され且つ上述した樹脂を膜形成材として含む塗料を使用し、塗膜の形態で被膜50を形成することもできる。フィルムの形態で被膜50を形成する場合には、例えば上記膜形成材を含む樹脂組成物を押出成形(或いは共押出)する手段や、予め形成されたフィルムを用いてのドライラミネーション等の手段を採用することができる。また、塗膜の形態として被膜50を設ける場合には、塗料の種類に応じて、該塗料を有機溶媒や水等の溶媒に溶解乃至分散させ、これを基材53の表面に塗布し、硬化させるという手段を採用することができる。
【0034】
塗料としては、後述する基材53の種類に応じて、上記の膜形成材を含む各種の塗料を紫外線吸収剤と混合して使用することができるが、特に基材53として金属製のものが使用される場合には、従来金属製缶や金属製キャップにニス等として使用されていた熱硬化性樹脂塗料、熱可塑性樹脂塗料、紫外線硬化型塗料等が好適である。
尚、紫外線硬化型塗料を用いる場合には、塗膜の硬化のための紫外線として、前述した紫外線吸収剤が感度を有していない波長領域の紫外線を用いることが、空洞部55を形成するためのレーザ加工を効果的に行うために必要である。即ち、塗膜の硬化のための紫外線照射に際して、この紫外線に対して紫外線吸収剤が感度を有していると、レーザ加工に際して、紫外線吸収剤が劣化してしまって効果的に機能せず、空洞部55の形成が困難となってしまうからである。
【0035】
被膜50の厚みは、前述した空洞部55を形成し得る程度であれば十分であり、一般的には、少なくとも0.5μm以上、特に1乃至15μmの範囲で、この積層構造体の用途等に応じて設定される。また、この被膜50は、必ずしも基材53の表面の全面に形成されている必要はなく、所望のパターンで基材53の表面の一部に形成することもできる。
但し、本発明では、この被膜50を外表面に露出させるように設けることができ、その上に保護層を設ける必要がないことが最大の利点であるため、この被膜50に基材53に対しての保護膜としての機能を与えることが好適であり、このために、基材53の外面側の全面に被膜50を設けることができ、この被膜50の一部分に、前述した空洞部55を形成することが最適である。
【0036】
さらに、基材53と被膜50との間の接着性が乏しい場合には、基材53と被膜50との間に適宜、接着樹脂層を設けることもできる。このような接着樹脂層は、それ自体公知の接着剤樹脂、例えば無水マレイン酸変性ポリエチレン等の不飽和カルボン酸変性オレフィン系樹脂などにより適宜の厚みで形成される。
【0037】
本発明の積層構造体において、基材53としては、その用途に応じて、金属、ガラス、プラスチック、紙等、従来包装体等に使用されていた種々の材料などを使用することができ、例えば、キャップ、缶蓋、缶、ボトル、カップ、トレイ、パウチ、シート、フィルム等、用途に応じて、種々の形態を有していてよいが、特に金属製であることが、前述した空洞部55を形成する上で最も好適である。即ち、金属製の基材53の上に被膜50を形成した場合においては、おそらく、基材53の表面での反射によるものと思われるが、レーザ加工を行ったとき、この表面での反射レーザ光により被膜50の内面側からも空洞部55の形成が行われ、従って内部に封じ込められた空洞部55bの形成が一層容易となる。
【0038】
また、基材53の被膜50が設けられる側の面は、平均表面粗さRa(JIS B−0601)が10μm以下、特に3μm以下であることが特に好ましい。これにより平滑な被膜50を形成することができ、レーザ加工によって規則的な配列を有する微細周期構造の空洞部55を容易に形成し、この空洞部55による構造色が鮮明に映し出され、加飾性の高いホログラム像等の構造色を形成することができる。
【0039】
さらに、金属製の基材53は、箔でもよいし、板状でもよく、例えば、ティンフリースチール、錫めっき鋼板、ブリキ等の各種表面処理鋼板、アルミニウム箔等の軽金属板等、従来金属缶や金属製キャップに用いられている金属板や金属箔であってよい。また、その表面がポリエステル等の樹脂被覆が形成されている樹脂被覆金属板を用いることもでき、この樹脂被覆上に前述した構造色発色用樹脂被膜を形成することもできる。
【0040】
また、金属製の基材53の形態は、特に制限されないが、特に金属製キャップや金属缶であることが最適である。即ち、金属製キャップや金属缶の場合には、その天板の外面或いは胴部の外面に前述した被膜50を形成し、この被膜50に前述した空洞部55(少なくとも一部が内部に封じ込められた空洞部55bとなっている)を設け、構造色による加飾性を与え、これらの商品価値を著しく高めることができる。
【0041】
既に述べた通り、本発明においては、空洞部55が形成されている被膜50が表面に露出している場合においても、空洞部55内への異物の侵入による構造色の劣化を有効に回避でき、従って、被膜50上にさらに保護層等を設ける必要がないというのが最大の利点であるが、勿論、必要に応じて保護層を設けることも可能である。このような保護層は、当然のことながら、可視光に対して透過性を有していること(例えば可視光に対する光線透過率が70%以上)が必要であり、前述した被膜50を形成するために使用される各種の樹脂により保護層を形成することが可能である。また、保護層を形成する場合には、被膜50の上に保護層を形成した後に、レーザ加工により空洞部55の形成が行われる。従って、かかる保護層はレーザ加工に用いるレーザ光に対しても透過性のものでなければならない。
【0042】
本発明の積層構造体は、上述した基材53の表面に被膜50を設けた後、前述した紫外線吸収剤が感度を有するレーザ光を所定のパターンで照射してのレーザ加工によって空洞部55(少なくとも一部が内部に封じ込められた空洞部55bとなっている)を形成することにより製造される。
【0043】
このようなレーザ加工を行うためのレーザ光照射装置は、図4に示された構造を有するものであり、全体として10で示されている照射装置10は、レーザ発振器11、ビームスプリッタ(透過型回折光学素子)12、コリメータ素子13、光束選択素子14と、集光素子15を備えている。
【0044】
レーザ発振器(レーザ光源)11は、レーザを出力するものであって、本発明においては、YAGレーザ、YVO4レーザ、YLFレーザ等を好適に用いることができる。
前述した被膜50に空洞部55を形成するためには、高パワーパルスレーザであることが必要であり、また微細周期構造により構造色を発現させる場合、可視光で効率よく発色する為には微細周期構造のピッチは0.5〜2μm程度がよく、その周期構造を精度よく加工するためにはレーザ光の波長をこのピッチよりも短い紫外線波長域にする必要があり、更に、微細周期構造の空洞部55の形成は、レーザ光の干渉を利用した樹脂等の分解(レーザアブレーション)によるものであるため、コヒーレンシーの高いレーザを使用する必要がある。このために、上記レーザを好適に用いることができる。
また、これらのパルスレーザは、数Hz〜数十MHzの繰り返し周波数を有するが、この繰り返し周期の間、蓄えられたエネルギーを数ps〜数十nsというきわめて短い時間幅で放出する為、少ない入力エネルギーから高いピークパワーを効率的に得ることができる。
【0045】
このレーザ発振器11は、照射パルス数を調整する機能を有している。またレーザ発振器11は、レーザ出力を調整することで、エネルギー密度(フルエンス:1パルス照射面積当たりのエネルギー)をコントロールすることもできる。
尚、エネルギー密度のコントロールは、レーザ発振器11におけるレーザ出力の調整の他、例えば、レーザ出力が同じで照射ビーム径を変化させることによっても実現できる。
【0046】
ビームスプリッタ12は、表面に微細な凹部又は凸部が周期的に刻まれている為に回折を起こす、透過型の光学素子であって、レーザ光を複数の光束に分割する。
【0047】
コリメータ素子13は、例えば焦点距離が200mmの合成石英平凸レンズを用いることができ、この場合は、ビームスプリッタ12から200mmの位置に置かれる。そして、コリメータ素子13は、ビームスプリッタ12で分割された複数の光束を通す。
【0048】
光束選択素子14は、コリメータ素子13を通過した光束が焦点を結ぶ位置におかれ、複数の光束のうち干渉に不必要な光束を遮り、必要な光束のみを通過させる。
集光素子15は、例えば、焦点距離が100mmの合成石英平凸レンズを用いることができ、光束選択素子14を通過した光束を集光し、光束を交差させ干渉させる。
尚、コリメータ素子や集光素子としては、凸レンズの他、フレネルレンズやGRIN(Graded−Index)レンズ等の光学素子を用いることができる。
【0049】
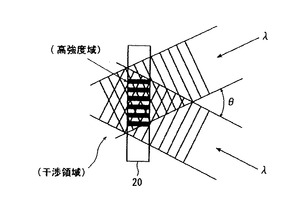
この干渉した領域は図5に示すように高強度域の分布となり、この領域で20で示されている積層構造体20に照射する。このとき、干渉領域における高強度域の間隔(周期)dは、光束の交差角度θによって異なる。高強度域の周期dは、レーザ波長λ、光束の交差角度θを用いて次式で求めることができる。
d=λ/(2sin(θ/2))
【0050】
即ち、基材53の表面に被膜50が形成された積層構造体(20)をレーザ光照射装置10の集光素子15から所定の距離のところに配置する。この位置は集光素子15により複数の光束が交差する干渉領域である(図5参照)。
レーザ光照射装置10が、レーザ光を出力し、ビームスプリッタ12がレーザ光を分割して複数の光束を形成し、集光素子15がそれら複数の光束を交差させて干渉領域を形成し、積層構造体20に照射させる。ここで積層構造体20の被膜(50)中の紫外線吸収剤によりレーザ光が吸収される。また、レーザ光の照射が干渉領域で行われるため、被膜50の表面に周期的な光強度分布が励起し、高強度部でレーザアブレーションの発生が顕著となり、空洞部55が形成されることとなる。本発明では、紫外線吸収剤が被膜50中に添加され、分散されている紫外線吸収剤の吸収によって、被膜50の内部からレーザアブレーションが発生するため、内部に封じ込められた空洞部55bが形成されることとなる。このように形成される空洞部55(空洞部55b)は、レーザ光の周期的強度分布と同じ周期で形成されることとなる。
【実施例】
【0051】
本発明の優れた効果を、次の実験例で説明する。
【0052】
<実施例1>
ポリエステルアミノ塗料にベンゾトリアゾール系の紫外線吸収剤を、該塗料の樹脂成分100重量部に対して1重量部の量を添加し、塗料を調合した。
この塗料をアルミニウム製板(厚み200μm)の片面側に塗布して積層体を調製した。このとき、アルミニウム製板の表面に形成した樹脂被膜の厚みは約1μmである。
【0053】
上記の積層体に対して、被膜が形成された側からレーザ光照射装置を用いて、フルエンス(レーザ照射エネルギー密度)が150mJ/cm2で1パルスを照射し、樹脂被膜の表面に構造色発色用凹部を、約1.6μmの周期で規則的に形成した。
照射するレーザ光には、Qスイッチ パルスYAGレーザ第3高調波(波長355nm)を用いた。パルスYAGレーザのパルス幅は5nsである。
【0054】
尚、YAG第3高調波の透過率は、紫外線吸収剤を添加する前のポリエステルアミノ塗料からなる被膜に対しては73.6%、紫外線吸収剤を添加した後の塗料からなる被膜に対しては46.8%であった。このように、紫外線吸収剤を添加したことにより、被膜においてレーザ光波長に対する吸収性が現れている。なお、ここでいう透過率の値は、分光光度計(島津製 UV−3100PC)を用いて試料の全光線反射率測定により求められた値を用いている。
【0055】
上記のようにして樹脂被膜の表面に構造色発色用空洞部55を形成した結果、虹色に発色する構造色が観察され、指で擦った後も発色が消失することはなかった。また、その表面を走査型電子顕微鏡(SEM)で観察したところ、図2に示すように、被膜に開放された空洞部55aと内部に封じ込められた空洞部55bとが形成されていることが分かった。
また、このSEM写真から、内部に封じ込められた空洞部55bは、全空洞部55の80%であった。
【0056】
<実施例2〜9>
各種樹脂組成の塗料にベンゾトリアゾール系紫外線吸収剤または酸化亜鉛を、塗料の樹脂成分100重量部に対して各重量部の量を添加し、塗料を調合した。この塗料をアルミニウム製板(厚み200μm)の片面側に塗布して試料を調製した。このとき、被膜の厚みは約1〜5μmである。
これら試料に対して、パルスYAGレーザ第3高調波(波長355nm)を、被膜が形成された側からレーザ光照射装置を用いて各フルエンスで1パルスを照射し、実施例1と同様にして構造色発色用空洞部55を被膜に形成した。このときの、構造色発色の有無と表面を指で擦った後の変化を確認した結果を表1に示す。
何れの場合にも、図2に示されているように内部に封じ込められた空洞部55bが形成されていることを確認した。
【0057】
この結果、有機系または無機系の紫外線吸収剤が添加されているすべての試料において構造色発色が確認され、指で擦った後も発色が消失しないことが分かった。また、無機系の紫外線吸収剤を用いたとき、有機系の紫外線吸収剤の場合と比べて低いフルエンスで規則的配列の空洞部55を形成でき、同様の構造色発色が得られた。
【0058】
【表1】

【0059】
<実施例10>
エポキシ塗料に酸化亜鉛を、塗料の樹脂成分100重量部に対して20重量部の量を添加し、塗料を調合した。この塗料をアルミニウム製板(厚み200μm)の片面側に塗布し被膜を形成した後、この被膜の上にポリエステルアミノ塗料を塗布し保護層を形成した。このようにして試料を調製した。このとき、被膜の厚みは約3μm、保護層の厚みは約6μmである。
この試料に対して、パルスYAGレーザ第3高調波(波長355nm)を、被膜および保護層が形成された側からレーザ光照射装置を用いてフルエンスが60mJ/cm2で1パルスを照射し、実施例1と同様にして、規則的配列の構造色発色用空洞部55を形成した。その結果、虹色に発色する構造色が観察され、指で擦った後も発色が消失することはなかった。
このとき、規則的配列の空洞部55(内部に封じ込められた空洞部55b)は被膜の表面側近傍に偏在していた。
【符号の説明】
【0060】
50:構造色発色用樹脂被膜
53:基材
55:構造色発色用空洞部
55a:表面が開放された空洞部
55b:内部に封じ込められた空洞部
【技術分野】
【0001】
本発明は、構造色を発色するための規則的配列の空洞部を有する構造色発色用樹脂被膜が基材上に設けられている積層構造体に関する。
【背景技術】
【0002】
キャップ或いは容器等の分野において、容器等の表面を装飾することにより商品価値を向上させることは従来から行われているが、近年、リサイクル性や環境適性の観点から顔料等の物質を用いる化学的発色が受け入れられなくなりつつある。そのため、微細周期構造による光の回折・干渉等の現象を用いて発色する構造色(例えばホログラム像)を発現させる技術が、化学的発色に代わる技術として種々提案されている。
【0003】
例えば、下記特許文献1では、熱可塑性合成樹脂基材の表面に膜厚1000Åの金属薄膜層を蒸着して複合基材を形成し、この複合基材の前記金属薄膜層表面にレリーフホログラムの凹凸形状を有する金型の金型表面を接触させ、且つ、加熱及び加圧して賦型することを特徴とするレリーフホログラムの複製方法が提案されている。
【0004】
しかしながら、版型の複製により微細周期構造を形成する従来の作成方法では、曲面や凹凸面に微細周期構造を形成することが困難であり、また版型の作成はコストが高い上に、模様を変えるには新たに版型を作成する必要があり、少量多品種の製品への適用は困難である。また平板上に微細周期構造を形成しておき、これを目的の形状に成形すると、加飾効果が弱まるという問題もあった。
【0005】
一方、光照射により微細周期構造を形成し、構造色を発現する方法も提案されており、例えば、LIPS(Laser Induced Periodic Structures)がある(例えば、非特許文献1参照)。これは、レーザ照射により物質表面に自己組織的に形成される微細周期構造であり、このLIPSを利用した構造色を発現する構造体も本出願人から提案されている(特許文献2)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平3−60115号公報
【特許文献2】特開2007−286113号公報
【非特許文献】
【0007】
【非特許文献1】Sylvain Lazare著「Large scale excimer laser production of submicron periodic structures on polymer surface.」Applied Surface Science 69(1993)31-37 North-Holland
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記LIPSを利用した構造色を発現可能な構造体は、版型が不要で、模様の変更がスキャニング・プログラムの変更で対応できるため、少量多品種への適用が容易であると共に、平面のみならず、曲面や凹凸面にも容易に適用することが可能である。更に、版型を用いた場合のように被形成面と接触することがないため、成形品への追加工も可能になるという、優れた作用効果を有している。
しかしながら、ホログラム像形成用の微細な規則的配列の空洞部が設けられる被膜の材質或いは状態等によっては、必ずしも満足する構造色が得られない場合がある。特に、この被膜が基材の表面に形成されている場合には、この被膜表面に形成されている空洞部に異物(例えば指で触れたときの脂質)が入り込んでしまい、この結果、ホログラム像が不鮮明になったり、場合によっては消失してしまうという問題がある。このために、この被膜表面にはさらに保護膜を形成することが必要となっている。
【0009】
また、本出願人は、構造色発色用の空洞部が形成される被膜として、芳香環を有する化合物を含有するものを使用し、このような被膜に周期的強度分布を有するレーザ光を照射することにより、安定した良好な構造色を発現させる技術を、PCT/JP2009/068052により提案したが、かかる技術においても、やはり、この被膜が表面に形成されている場合には、ホログラム像形成用の凹部に異物が侵入し、ホログラム像が損なわれるという問題があり、このため、該被膜表面には、保護膜を形成することが必要となっている。
【0010】
従って本発明の目的は、構造色発色用の被膜が表面に露出している場合においても、異物等による構造色の不鮮明化或いは消失が防止され、安定した構造色を形成することが可能な積層構造体を提供することにある。
【課題を解決するための手段】
【0011】
本発明によれば、基材表面に構造色発色用樹脂被膜が設けられている積層構造体であって、該構造色発色用樹脂被膜には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする積層構造体が提供される。
【0012】
本発明の積層構造体においては、
(1)被膜中に封じ込まれている前記空洞部が、規則的配列の空洞部の全個数当り、少なくとも10%の割合で存在していること、
(2)前記構造色発色用樹脂被膜が表面に露出していること、
(3)前記紫外線吸収剤が有機系紫外線吸収剤であり、前記構造色発色用樹脂被膜を形成している樹脂100重量部当り0.01乃至20重量部の量で添加されていること、
(4)上記(3)において、被膜中に封じ込められた空洞部が、該被膜と基材との界面側に偏在していること、
(5)前記紫外線吸収剤が無機系紫外線吸収剤であり、前記樹脂被膜を形成している樹脂100重量部当り1乃至300重量部の量で添加されていること、
(6)上記(5)において、被膜中に封じ込められた空洞部が、該被膜の表面側に偏在していること、
(7)前記基材が金属製であること、
(8)前記基材が金属キャップまたは金属缶であり、該キャップの頂板部外面側或いは該金属缶の胴部外面側に前記構造色発色用樹脂被膜が形成されていること、
が好適である。
【発明の効果】
【0013】
本発明の積層構造体においては、構造色発色用樹脂被膜に形成されている規則的配列の空洞部の少なくとも一部が、この被膜中に封じ込まれていることが顕著な特徴である。即ち、規則的に配列された微細な空洞部での光の反射光が互いに干渉して所謂構造色が発現し、例えばホログラム像を形成するわけであるが、この空洞部の少なくとも一部が閉じられおり、内部空洞の形態で存在している。このため、この被膜が表面に露出していたとしても、該被膜中に封じ込まれている空洞部内には異物が侵入することがない。例えば、この表面を指で触ったり或いは擦ったりした場合においても、被膜中に封じ込まれている空洞部に脂質が侵入することがなく、従って、異物の侵入によって構造色が損なわれることが無く、安定して良好な構造色を発現させることが可能となるのである。
尚、規則的に配列された空洞部の少なくとも一部が被膜中に封じ込まれていることはSEM観察により容易に確認することができる。
【0014】
本発明においては、構造色発色用樹脂被膜が表面に露出して設けられている場合においても、空洞部内への異物の侵入が有効に抑制されるため、この被膜の上にさらに異物の侵入を防止するための保護膜を省略することができ、これは、本発明の大きな利点である。
【図面の簡単な説明】
【0015】
【図1】本発明の積層構造体の断面構造の一例を示す図である。
【図2】本発明の積層構造体の構造色発色用樹脂被膜の表面のSEM写真を示す図である。
【図3】本発明の積層構造体の断面構造の他の例を示す図である。
【図4】本発明の積層構造体の作成に用いるレーザ照射装置の構成を示す概略斜視図である。
【図5】本発明の積層構造体に照射される光の干渉領域を示す模式図である。
【発明を実施するための形態】
【0016】
図1及び図2を参照して、本発明の積層構造体においては、構造色発色用の樹脂被膜50が基材53の表面に設けられており、この被膜50には、構造色を発色するための微細な空洞部55が規則的にほぼ等間隔で配列されている。即ち、この空洞部55の間隔及びその大きさは、可視光波長(約400nm〜700nm)に近いものであり、このような空洞部55が多数形成されていることにより、光の回折が生じ、空洞部55と空洞部55の間の部分との間で光路差による光の干渉が生じ、これにより、構造色が発現するわけである。
【0017】
このような空洞部55は、後述する周期的強度分布を有するレーザ光を照射することにより形成され、従来公知の構造色発色用の樹脂被膜50では、この空洞部55は膜表面に位置しており、その上部が開放された凹部形状となっている(このような空洞部55は55aで示されている)。しかるに、本発明の積層構造体では、この様な空洞部55の少なくとも一部が、樹脂被膜50の内部に封じ込められた構造を有している。図1において、内部に封じ込められている空洞部55は55bで示されている。即ち、本発明の積層構造体では、内部に封じ込められている空洞部55bが形成されている点に顕著な特徴を有している。
【0018】
図2に示されているように、被膜50の表面をSEM観察すると、空洞部55aは鮮明な黒色像として観察されるが、空洞部55bは、不鮮明なぼやけた黒色像として観察されることから認識することができる。
【0019】
このように、本発明では、空洞部55の少なくとも一部が内部に封じ込められた空洞部55bとなっているため、この空洞部55bには異物が侵入することがなく、従って、異物の侵入による構造色の劣化を有効に防止することが可能となる。即ち、この被膜50が表面に露出しているような形態においても、空洞部55の全てに異物が侵入する事態を確実に防止することができるため、指で触れたり或いは擦ったりしても被膜50の内部に存在する空洞部55b内には脂質などの異物が侵入することはない。従って、本発明の積層構造体は、空洞部55内への異物の侵入による構造色の劣化を防止するために、被膜50のさらにその上の保護膜を省略することもでき、保護膜の形成によるコストの上昇を回避することができるため、これが本発明の最大の利点となる。
【0020】
本発明において、被膜50の内部に閉じ込められている空洞部55bの存在割合は臨界的ではないが、一般に、空洞部55の全個数(空洞部55aと空洞部55bとの合計数)当り、10%以上、特に30%以上、最も好ましくは50%以上の個数で空洞部55bが形成されていることが好ましく、表面が開放されている空洞部(凹部)55aの数をゼロとすることもできる。即ち、空洞部55bの数が少なすぎると、この被膜を表面に露出して設けた場合において、異物が侵入する空洞部55の割合が多くなるため、構造色の劣化を防止することが困難となってしまうからである。
【0021】
また、本発明において、上記のように、空洞部55の少なくとも一部を内部に封じ込まれている空洞部55bとするためには、被膜50が、膜形成材(マトリックス)である樹脂に紫外線吸収剤が添加されていることが必要である。即ち、被膜50での空洞部55の形成は、レーザ光を照射することにより行われる。レーザ照射部分がレーザ光を吸収して発熱して熱分解して揮散することにより空洞部55が形成されるわけである。しかるに、レーザ光はコヒーレントな光であり、空洞部55の形成に用いるレーザ光の波長は短く、紫外領域(400nm未満)にある。このため、紫外線吸収剤を添加させることにより、レーザ吸収性を高め、レーザ照射部分で効果的に空洞部55が形成されるようにするわけである。この場合、マトリックスである樹脂は、照射するレーザ光を透過するようなものであればよい。
【0022】
ところで、被膜50の膜形成材(マトリックス)自体がレーザ光吸収性を示す場合においても、空洞部55を形成することはできる。例えば、本出願人が先に出願したPCT/JP2009/068052で提案したように、芳香族環を分子中に有する樹脂は、所定の短波長領域の波長のレーザ光に対して吸収性を示し、このような樹脂を用いて被膜50を形成した場合には、紫外線吸収剤を添加しなくとも、レーザ光の照射により空洞部55を形成することが可能である。しかしながら、膜形成材自体が照射する光に対して吸収能を示す場合においては、表面が開放されている空洞部55aを形成することはできても、内部に封じ込められている空洞部55bを形成することはできない。
【0023】
上記の理由は、正確に解明されていないが、本発明者等は次のように推定している。
即ち、空洞部55を形成するために照射する周期的強度分布を有するレーザ光に対して、膜形成材自体が吸収性を示す場合には、被膜50の表面から内部に向かってレーザアブレーションが進行し、この結果、形成される多数の空洞部55は、表面が開放されたもの(即ち、空洞部55a)となってしまう。一方、上記のレーザ光に対して吸収性を示す紫外線吸収剤が被膜50中に添加されている場合には、この紫外線吸収剤が起点となってレーザアブレーションが進行するため、このアブレーションの進行度合いが凹部55の形態に反映されてしまうものと推定される。即ち、レーザアブレーションが過大に生じるときには、その進行が被膜50の表面にまで達し、表面が開放された形態の空洞部55aが形成されるが、一部のレーザアブレーションの進行は、紫外線吸収剤の濃度ムラや照射レーザ光の強度ムラ或いは被膜50の厚みムラなどの影響を受け、その進行が被膜50の表面にまでは達せず、内部に封じ込められた空洞部55bが形成されるものと推定される。
【0024】
本発明において、被膜50に添加される紫外線吸収剤としては、有機系の紫外線吸収剤や無機系の紫外線吸収剤などがあり、これらの中で、空洞部55の形成のために照射するレーザ光の波長に感度を有するものが使用される。即ち、このような紫外線吸収剤の配合により、被膜50の内部からもレーザアブレーションが進行するため、被膜50の内部に封じ込められた空洞部55bが形成されるわけである。
【0025】
例えば、有機系の紫外線吸収剤としては、ベンゾフェノン系、ベンゾトリアゾール系、サリチル酸エステル系、シアノアクリレート系、ヒドロキシベンゾエート系、ベンゾオキサジノン系、トリアジン系等に属する化合物や、アゾ系染料、アントラキノン系染料、インジゴ系染料、フタロシアニン系染料、ピラゾロン染料、スチルペン系染料、チアゾール系染料、キノリン染料、ジフェニルメタン染料、トリフェニルメタン染料、アクリジン染料、アジン染料、チアジン染料、オキサジン染料、ポリメチン染料、インドフェノール染料、ナフタルイミド染料、ペリレン染料等が知られており、これらの内、所定のレーザ光の波長領域に極大吸収を有するものが使用される。
また、無機系の紫外線吸収剤としては、例えば、酸化亜鉛、酸化セリウム、酸化ジルコニウム、酸化鉄、酸化チタン等の金属酸化物やこれら金属酸化物を含む複合金属酸化物などのコロイド粒子を挙げることができ、これらの内、所定のレーザ光の波長領域に極大吸収を有するものが使用される。
【0026】
本発明において、被膜50に添加する紫外線吸収剤のタイプに応じて内部に封じ込められた空洞部55bの位置が若干異なっている。
例えば、無機系紫外線吸収剤が配合されている場合には、図1に示されているように、被膜50の表面近傍に内部に封じ込められた空洞部55bが偏在している。即ち、無機系紫外線吸収剤の場合には、レーザ光を吸収して発熱して熱分解して揮散する作用が大きく、この結果、被膜50の表面近傍でレーザアブレーションが優先的に進行し、空洞部55bが被膜50の表面近傍に偏在することとなる。
一方、有機系紫外線吸収剤が配合されている場合には、レーザ光を吸収して発熱して熱分解して揮散する作用は大きくなく、レーザ光が被膜50の内部に浸透し且つ基材53との界面で反射する。この結果、被膜50と基材53との界面側からレーザアブレーションが進行し、この結果、図3に示されているように、被膜50と基材53との界面側に内部に封じ込められた空洞部55bが偏在するようになる。特に、基材53として金属製のものを用いた場合には、界面側でのレーザ光の反射の度合いが極めて大きいため、空洞部55bが界面側に偏在する傾向が極めて大きい。このことから理解されるように、内部に閉じ込められた空洞部55bの存在割合を高めるためには、有機系紫外線吸収剤を用いることが好適であり、有機系紫外線吸収剤を用いた場合には空洞部55の全てを内部に封じ込められた空洞部55bとすることができる。
【0027】
本発明において、被膜50中に添加される紫外線吸収剤の量は、その種類やレーザ光に対する感度によっても若干異なるが、無機系紫外線吸収剤の場合には、被膜50の形成に用いる樹脂(樹脂マトリックス)100重量部当り、0.01乃至300重量部、好ましくは、1乃至200重量部、特に好ましくは5乃至40重量部の量で使用するのがよい。一方、有機系紫外線吸収剤の量は、無機系紫外線吸収剤に比して少なく、0.01乃至20重量部、特に0.3乃至4.0重量部の範囲が好適である。即ち、これら紫外線吸収剤を必要以上に多量に添加すると、レーザアブレーションが過大に生じてしまい、内部に封じ込められた空洞部55bを形成することが困難となってしまう。また、紫外線吸収剤の量が少なすぎると、レーザアブレーションが好適に生ぜず、レーザ照射による空洞部の形成が困難となってしまうおそれがある。
【0028】
また、本発明においては、無機系紫外線吸収剤の使用はレーザ加工性の観点で有利である。即ち、無機系の紫外線吸収剤は、有機系の紫外線吸収剤に比して多量に添加することができ、このため、低出力の安価なレーザ発振器を用いてレーザ加工を行うことができる。また、加工時のフルエンス(パルスレーザ照射エネルギー密度)が低減すると、レーザ照射に必要とされる1パルスのエネルギーが小さくて良い。そうすると、パルスエネルギーは小さいがパルス繰り返し周波数がより大きいレーザ発振器を用いることができ、単位時間あたりの加工点数を多くすることができ、ひいては加工速度の向上を図れる。このように、無機系の紫外線吸収剤の使用は、生産性やコストの点で極めて有利となる。
これに対して、有機系紫外線吸収剤の使用は、被膜50の内部に封じ込められた空洞部55bを多く形成することができるという利点を有しており、特に、空洞部55の全てを内部に封じ込められた空洞部55bとすることができるという点で特に有利である。空洞部55全てが内部に封じ込められた空洞部55bとなっている場合には、被膜50の表面がフラットな面となるため、例えば、被膜50の上に保護膜を設けた場合に被膜50と保護膜との間に高い密着性を確保することができ、保護膜の剥離等を効果的に防止することができる。
【0029】
被膜50の膜形成材、即ちマトリックスとしては、成膜可能な樹脂が使用されるが、先にも述べたように、特に空洞部55の形成に用いるレーザ光に対して透過性が優れているもの、例えばその光線透過率が70%以上である樹脂が好適に使用される。即ち、空洞部55の形成に用いるレーザ光に対して透過性の低いものを用いたときは、被膜50の内部にまでレーザ光が侵入しにくいため、内部に封じ込められた空洞部55bの形成が困難となる傾向があるからである。逆の言い方をすると、被膜50の膜形成材に対して、透過性の高い波長のレーザ光を用いて空洞部55の形成(以下、単にレーザ加工と呼ぶことがある)を行うことが好ましいわけである。
例えば、延伸ポリエチレンテレフタレート(延伸PET)は、約330nm以上の波長に対して透過率が70%以上であることから、延伸PETが膜形成材として使用され、その内部に紫外線吸収剤が添加されているときには、波長が330nm以上のレーザ光を用いてレーザ加工を行うことが好適である。
【0030】
尚、本発明において、膜形成材として使用される樹脂は、上記のように空洞部55を形成するためのレーザ光に対して透過性を示し且つ成膜可能であれば、熱可塑性樹脂及び熱硬化性樹脂の何れでもよい。
【0031】
例えば、熱可塑性樹脂の例としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同士のランダムあるいはブロック共重合体、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル系共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体、ポリアクリル酸メチル、ポリメタクリル酸メチル等のビニル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、及びこれらの共重合ポリエステル等のポリエステル樹脂;ポリカーボネート樹脂;ポリフエニレンオキサイド樹脂;ポリ乳酸など生分解性樹脂などを挙げることができる。
【0032】
また、熱硬化性樹脂の例としては、例えば、フェノール樹脂、ケトンホルムアルデヒド樹脂、ノボラック樹脂、キシレン樹脂、芳香族系アクリル樹脂、ビスフェノール型エポキシ樹脂、ベンゾグアナミン樹脂、フェノキシ樹脂、フェノール変性アルキド樹脂、不飽和ポリエステル樹脂、アミノ樹脂等を挙げることができ、これらの熱硬化性樹脂と熱可塑性樹脂とを含む樹脂組成物、例えば、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−マレイン酸共重合体、塩化ビニル−マレイン酸−酢酸ビニル共重合体、アクリル重合体、飽和ポリエステル樹脂などと上記熱硬化性樹脂との樹脂組成物を用いることもできる。
【0033】
さらに上記の膜形成材は、前述した紫外線吸収剤と混合して所謂フィルムの形態で被膜50を形成することもできるし、紫外線吸収剤が添加され且つ上述した樹脂を膜形成材として含む塗料を使用し、塗膜の形態で被膜50を形成することもできる。フィルムの形態で被膜50を形成する場合には、例えば上記膜形成材を含む樹脂組成物を押出成形(或いは共押出)する手段や、予め形成されたフィルムを用いてのドライラミネーション等の手段を採用することができる。また、塗膜の形態として被膜50を設ける場合には、塗料の種類に応じて、該塗料を有機溶媒や水等の溶媒に溶解乃至分散させ、これを基材53の表面に塗布し、硬化させるという手段を採用することができる。
【0034】
塗料としては、後述する基材53の種類に応じて、上記の膜形成材を含む各種の塗料を紫外線吸収剤と混合して使用することができるが、特に基材53として金属製のものが使用される場合には、従来金属製缶や金属製キャップにニス等として使用されていた熱硬化性樹脂塗料、熱可塑性樹脂塗料、紫外線硬化型塗料等が好適である。
尚、紫外線硬化型塗料を用いる場合には、塗膜の硬化のための紫外線として、前述した紫外線吸収剤が感度を有していない波長領域の紫外線を用いることが、空洞部55を形成するためのレーザ加工を効果的に行うために必要である。即ち、塗膜の硬化のための紫外線照射に際して、この紫外線に対して紫外線吸収剤が感度を有していると、レーザ加工に際して、紫外線吸収剤が劣化してしまって効果的に機能せず、空洞部55の形成が困難となってしまうからである。
【0035】
被膜50の厚みは、前述した空洞部55を形成し得る程度であれば十分であり、一般的には、少なくとも0.5μm以上、特に1乃至15μmの範囲で、この積層構造体の用途等に応じて設定される。また、この被膜50は、必ずしも基材53の表面の全面に形成されている必要はなく、所望のパターンで基材53の表面の一部に形成することもできる。
但し、本発明では、この被膜50を外表面に露出させるように設けることができ、その上に保護層を設ける必要がないことが最大の利点であるため、この被膜50に基材53に対しての保護膜としての機能を与えることが好適であり、このために、基材53の外面側の全面に被膜50を設けることができ、この被膜50の一部分に、前述した空洞部55を形成することが最適である。
【0036】
さらに、基材53と被膜50との間の接着性が乏しい場合には、基材53と被膜50との間に適宜、接着樹脂層を設けることもできる。このような接着樹脂層は、それ自体公知の接着剤樹脂、例えば無水マレイン酸変性ポリエチレン等の不飽和カルボン酸変性オレフィン系樹脂などにより適宜の厚みで形成される。
【0037】
本発明の積層構造体において、基材53としては、その用途に応じて、金属、ガラス、プラスチック、紙等、従来包装体等に使用されていた種々の材料などを使用することができ、例えば、キャップ、缶蓋、缶、ボトル、カップ、トレイ、パウチ、シート、フィルム等、用途に応じて、種々の形態を有していてよいが、特に金属製であることが、前述した空洞部55を形成する上で最も好適である。即ち、金属製の基材53の上に被膜50を形成した場合においては、おそらく、基材53の表面での反射によるものと思われるが、レーザ加工を行ったとき、この表面での反射レーザ光により被膜50の内面側からも空洞部55の形成が行われ、従って内部に封じ込められた空洞部55bの形成が一層容易となる。
【0038】
また、基材53の被膜50が設けられる側の面は、平均表面粗さRa(JIS B−0601)が10μm以下、特に3μm以下であることが特に好ましい。これにより平滑な被膜50を形成することができ、レーザ加工によって規則的な配列を有する微細周期構造の空洞部55を容易に形成し、この空洞部55による構造色が鮮明に映し出され、加飾性の高いホログラム像等の構造色を形成することができる。
【0039】
さらに、金属製の基材53は、箔でもよいし、板状でもよく、例えば、ティンフリースチール、錫めっき鋼板、ブリキ等の各種表面処理鋼板、アルミニウム箔等の軽金属板等、従来金属缶や金属製キャップに用いられている金属板や金属箔であってよい。また、その表面がポリエステル等の樹脂被覆が形成されている樹脂被覆金属板を用いることもでき、この樹脂被覆上に前述した構造色発色用樹脂被膜を形成することもできる。
【0040】
また、金属製の基材53の形態は、特に制限されないが、特に金属製キャップや金属缶であることが最適である。即ち、金属製キャップや金属缶の場合には、その天板の外面或いは胴部の外面に前述した被膜50を形成し、この被膜50に前述した空洞部55(少なくとも一部が内部に封じ込められた空洞部55bとなっている)を設け、構造色による加飾性を与え、これらの商品価値を著しく高めることができる。
【0041】
既に述べた通り、本発明においては、空洞部55が形成されている被膜50が表面に露出している場合においても、空洞部55内への異物の侵入による構造色の劣化を有効に回避でき、従って、被膜50上にさらに保護層等を設ける必要がないというのが最大の利点であるが、勿論、必要に応じて保護層を設けることも可能である。このような保護層は、当然のことながら、可視光に対して透過性を有していること(例えば可視光に対する光線透過率が70%以上)が必要であり、前述した被膜50を形成するために使用される各種の樹脂により保護層を形成することが可能である。また、保護層を形成する場合には、被膜50の上に保護層を形成した後に、レーザ加工により空洞部55の形成が行われる。従って、かかる保護層はレーザ加工に用いるレーザ光に対しても透過性のものでなければならない。
【0042】
本発明の積層構造体は、上述した基材53の表面に被膜50を設けた後、前述した紫外線吸収剤が感度を有するレーザ光を所定のパターンで照射してのレーザ加工によって空洞部55(少なくとも一部が内部に封じ込められた空洞部55bとなっている)を形成することにより製造される。
【0043】
このようなレーザ加工を行うためのレーザ光照射装置は、図4に示された構造を有するものであり、全体として10で示されている照射装置10は、レーザ発振器11、ビームスプリッタ(透過型回折光学素子)12、コリメータ素子13、光束選択素子14と、集光素子15を備えている。
【0044】
レーザ発振器(レーザ光源)11は、レーザを出力するものであって、本発明においては、YAGレーザ、YVO4レーザ、YLFレーザ等を好適に用いることができる。
前述した被膜50に空洞部55を形成するためには、高パワーパルスレーザであることが必要であり、また微細周期構造により構造色を発現させる場合、可視光で効率よく発色する為には微細周期構造のピッチは0.5〜2μm程度がよく、その周期構造を精度よく加工するためにはレーザ光の波長をこのピッチよりも短い紫外線波長域にする必要があり、更に、微細周期構造の空洞部55の形成は、レーザ光の干渉を利用した樹脂等の分解(レーザアブレーション)によるものであるため、コヒーレンシーの高いレーザを使用する必要がある。このために、上記レーザを好適に用いることができる。
また、これらのパルスレーザは、数Hz〜数十MHzの繰り返し周波数を有するが、この繰り返し周期の間、蓄えられたエネルギーを数ps〜数十nsというきわめて短い時間幅で放出する為、少ない入力エネルギーから高いピークパワーを効率的に得ることができる。
【0045】
このレーザ発振器11は、照射パルス数を調整する機能を有している。またレーザ発振器11は、レーザ出力を調整することで、エネルギー密度(フルエンス:1パルス照射面積当たりのエネルギー)をコントロールすることもできる。
尚、エネルギー密度のコントロールは、レーザ発振器11におけるレーザ出力の調整の他、例えば、レーザ出力が同じで照射ビーム径を変化させることによっても実現できる。
【0046】
ビームスプリッタ12は、表面に微細な凹部又は凸部が周期的に刻まれている為に回折を起こす、透過型の光学素子であって、レーザ光を複数の光束に分割する。
【0047】
コリメータ素子13は、例えば焦点距離が200mmの合成石英平凸レンズを用いることができ、この場合は、ビームスプリッタ12から200mmの位置に置かれる。そして、コリメータ素子13は、ビームスプリッタ12で分割された複数の光束を通す。
【0048】
光束選択素子14は、コリメータ素子13を通過した光束が焦点を結ぶ位置におかれ、複数の光束のうち干渉に不必要な光束を遮り、必要な光束のみを通過させる。
集光素子15は、例えば、焦点距離が100mmの合成石英平凸レンズを用いることができ、光束選択素子14を通過した光束を集光し、光束を交差させ干渉させる。
尚、コリメータ素子や集光素子としては、凸レンズの他、フレネルレンズやGRIN(Graded−Index)レンズ等の光学素子を用いることができる。
【0049】
この干渉した領域は図5に示すように高強度域の分布となり、この領域で20で示されている積層構造体20に照射する。このとき、干渉領域における高強度域の間隔(周期)dは、光束の交差角度θによって異なる。高強度域の周期dは、レーザ波長λ、光束の交差角度θを用いて次式で求めることができる。
d=λ/(2sin(θ/2))
【0050】
即ち、基材53の表面に被膜50が形成された積層構造体(20)をレーザ光照射装置10の集光素子15から所定の距離のところに配置する。この位置は集光素子15により複数の光束が交差する干渉領域である(図5参照)。
レーザ光照射装置10が、レーザ光を出力し、ビームスプリッタ12がレーザ光を分割して複数の光束を形成し、集光素子15がそれら複数の光束を交差させて干渉領域を形成し、積層構造体20に照射させる。ここで積層構造体20の被膜(50)中の紫外線吸収剤によりレーザ光が吸収される。また、レーザ光の照射が干渉領域で行われるため、被膜50の表面に周期的な光強度分布が励起し、高強度部でレーザアブレーションの発生が顕著となり、空洞部55が形成されることとなる。本発明では、紫外線吸収剤が被膜50中に添加され、分散されている紫外線吸収剤の吸収によって、被膜50の内部からレーザアブレーションが発生するため、内部に封じ込められた空洞部55bが形成されることとなる。このように形成される空洞部55(空洞部55b)は、レーザ光の周期的強度分布と同じ周期で形成されることとなる。
【実施例】
【0051】
本発明の優れた効果を、次の実験例で説明する。
【0052】
<実施例1>
ポリエステルアミノ塗料にベンゾトリアゾール系の紫外線吸収剤を、該塗料の樹脂成分100重量部に対して1重量部の量を添加し、塗料を調合した。
この塗料をアルミニウム製板(厚み200μm)の片面側に塗布して積層体を調製した。このとき、アルミニウム製板の表面に形成した樹脂被膜の厚みは約1μmである。
【0053】
上記の積層体に対して、被膜が形成された側からレーザ光照射装置を用いて、フルエンス(レーザ照射エネルギー密度)が150mJ/cm2で1パルスを照射し、樹脂被膜の表面に構造色発色用凹部を、約1.6μmの周期で規則的に形成した。
照射するレーザ光には、Qスイッチ パルスYAGレーザ第3高調波(波長355nm)を用いた。パルスYAGレーザのパルス幅は5nsである。
【0054】
尚、YAG第3高調波の透過率は、紫外線吸収剤を添加する前のポリエステルアミノ塗料からなる被膜に対しては73.6%、紫外線吸収剤を添加した後の塗料からなる被膜に対しては46.8%であった。このように、紫外線吸収剤を添加したことにより、被膜においてレーザ光波長に対する吸収性が現れている。なお、ここでいう透過率の値は、分光光度計(島津製 UV−3100PC)を用いて試料の全光線反射率測定により求められた値を用いている。
【0055】
上記のようにして樹脂被膜の表面に構造色発色用空洞部55を形成した結果、虹色に発色する構造色が観察され、指で擦った後も発色が消失することはなかった。また、その表面を走査型電子顕微鏡(SEM)で観察したところ、図2に示すように、被膜に開放された空洞部55aと内部に封じ込められた空洞部55bとが形成されていることが分かった。
また、このSEM写真から、内部に封じ込められた空洞部55bは、全空洞部55の80%であった。
【0056】
<実施例2〜9>
各種樹脂組成の塗料にベンゾトリアゾール系紫外線吸収剤または酸化亜鉛を、塗料の樹脂成分100重量部に対して各重量部の量を添加し、塗料を調合した。この塗料をアルミニウム製板(厚み200μm)の片面側に塗布して試料を調製した。このとき、被膜の厚みは約1〜5μmである。
これら試料に対して、パルスYAGレーザ第3高調波(波長355nm)を、被膜が形成された側からレーザ光照射装置を用いて各フルエンスで1パルスを照射し、実施例1と同様にして構造色発色用空洞部55を被膜に形成した。このときの、構造色発色の有無と表面を指で擦った後の変化を確認した結果を表1に示す。
何れの場合にも、図2に示されているように内部に封じ込められた空洞部55bが形成されていることを確認した。
【0057】
この結果、有機系または無機系の紫外線吸収剤が添加されているすべての試料において構造色発色が確認され、指で擦った後も発色が消失しないことが分かった。また、無機系の紫外線吸収剤を用いたとき、有機系の紫外線吸収剤の場合と比べて低いフルエンスで規則的配列の空洞部55を形成でき、同様の構造色発色が得られた。
【0058】
【表1】
【0059】
<実施例10>
エポキシ塗料に酸化亜鉛を、塗料の樹脂成分100重量部に対して20重量部の量を添加し、塗料を調合した。この塗料をアルミニウム製板(厚み200μm)の片面側に塗布し被膜を形成した後、この被膜の上にポリエステルアミノ塗料を塗布し保護層を形成した。このようにして試料を調製した。このとき、被膜の厚みは約3μm、保護層の厚みは約6μmである。
この試料に対して、パルスYAGレーザ第3高調波(波長355nm)を、被膜および保護層が形成された側からレーザ光照射装置を用いてフルエンスが60mJ/cm2で1パルスを照射し、実施例1と同様にして、規則的配列の構造色発色用空洞部55を形成した。その結果、虹色に発色する構造色が観察され、指で擦った後も発色が消失することはなかった。
このとき、規則的配列の空洞部55(内部に封じ込められた空洞部55b)は被膜の表面側近傍に偏在していた。
【符号の説明】
【0060】
50:構造色発色用樹脂被膜
53:基材
55:構造色発色用空洞部
55a:表面が開放された空洞部
55b:内部に封じ込められた空洞部
【特許請求の範囲】
【請求項1】
基材表面に構造色発色用樹脂被膜が設けられている積層構造体であって、該構造色発色用樹脂被膜には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする積層構造体。
【請求項2】
前記被膜中に封じ込まれている前記空洞部が、規則的配列の空洞部の全個数当り、少なくとも10%の割合で存在している請求項1に記載の積層構造体。
【請求項3】
前記構造色発色用樹脂被膜が表面に露出している請求項1または2に記載の積層構造体。
【請求項4】
前記紫外線吸収剤が有機系紫外線吸収剤であり、前記構造色発色用樹脂被膜を形成している樹脂100重量部当り0.01乃至20重量部の量で添加されている請求項1乃至3の何れかに記載の積層構造体。
【請求項5】
被膜中に封じ込められた空洞部が、該被膜と基材との界面側に偏在している請求項4に記載の積層構造体。
【請求項6】
前記紫外線吸収剤が無機系紫外線吸収剤であり、前記樹脂被膜を形成している樹脂100重量部当り1乃至300重量部の量で添加されている請求項1乃至3の何れかに記載の積層構造体。
【請求項7】
被膜中に封じ込められた空洞部が、該被膜の表面側に偏在している請求項6に記載の積層構造体。
【請求項8】
前記基材が金属製である請求項1乃至7の何れかに記載の積層構造体。
【請求項9】
前記基材が金属キャップまたは金属缶であり、該キャップの頂板部外面側或いは該金属缶の胴部外面側に前記構造色発色用樹脂被膜が形成されている請求項8に記載の積層構造体。
【請求項1】
基材表面に構造色発色用樹脂被膜が設けられている積層構造体であって、該構造色発色用樹脂被膜には、紫外線吸収剤が添加されており且つ構造色を発色するための規則的配列の空洞部が周期的強度分布を有するレーザ光照射により形成されていると共に、該規則的配列の空洞部の少なくとも一部は、該被膜中に封じ込まれていることを特徴とする積層構造体。
【請求項2】
前記被膜中に封じ込まれている前記空洞部が、規則的配列の空洞部の全個数当り、少なくとも10%の割合で存在している請求項1に記載の積層構造体。
【請求項3】
前記構造色発色用樹脂被膜が表面に露出している請求項1または2に記載の積層構造体。
【請求項4】
前記紫外線吸収剤が有機系紫外線吸収剤であり、前記構造色発色用樹脂被膜を形成している樹脂100重量部当り0.01乃至20重量部の量で添加されている請求項1乃至3の何れかに記載の積層構造体。
【請求項5】
被膜中に封じ込められた空洞部が、該被膜と基材との界面側に偏在している請求項4に記載の積層構造体。
【請求項6】
前記紫外線吸収剤が無機系紫外線吸収剤であり、前記樹脂被膜を形成している樹脂100重量部当り1乃至300重量部の量で添加されている請求項1乃至3の何れかに記載の積層構造体。
【請求項7】
被膜中に封じ込められた空洞部が、該被膜の表面側に偏在している請求項6に記載の積層構造体。
【請求項8】
前記基材が金属製である請求項1乃至7の何れかに記載の積層構造体。
【請求項9】
前記基材が金属キャップまたは金属缶であり、該キャップの頂板部外面側或いは該金属缶の胴部外面側に前記構造色発色用樹脂被膜が形成されている請求項8に記載の積層構造体。
【図1】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【図2】
【公開番号】特開2011−240698(P2011−240698A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−226604(P2010−226604)
【出願日】平成22年10月6日(2010.10.6)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【出願人】(000228442)日本クラウンコルク株式会社 (382)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年10月6日(2010.10.6)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【出願人】(000228442)日本クラウンコルク株式会社 (382)
【Fターム(参考)】
[ Back to top ]