
突き合わせ溶接方法及び突き合わせ溶接装置
【課題】開先幅が変化したとしても、開先内に高さがほぼ一様な溶接ビードを形成したり、溶接金属を肉痩せなく盛ったりすることができる突き合わせ溶接方法及び突き合わせ溶接装置を提供する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一対の鋼板の互いに対向して開先を形成する端面同士を接合する際に用いられる突き合わせ溶接方法及び突き合わせ溶接装置に関するものである。
【背景技術】
【0002】
上記したような突き合わせ溶接は、船舶や橋梁等の鋼板間における開先の下向溶接時や立向溶接時において広く用いられる溶接である。この突き合わせ溶接では、溶接トーチから開先内に向けて突出させた溶接ワイヤを溶融させつつ、この溶接トーチを連続する開先に沿って移動させることで、開先内に溶接ビードを形成するようになっており、溶接トーチの移動速度や溶接ワイヤの溶かし量は一定に設定される。
【0003】
このような突き合わせ溶接、例えば、下向溶接において、開先幅が一定していない場合には、溶接トーチの移動速度や溶接ワイヤの溶融量を一定に保ったまま溶接を続けると、開先内の溶接ビードの厚みに凹凸ができ、溶接ビードの厚みが足りないことによる溶接欠陥が生じたり、グラインダ加工等の後加工が必要になるような出っ張りが生じたりしてしまう。
このような開先内の溶接ビードの厚みの変化による不具合や不都合をなくすためは、開先幅の変化に合わせて、溶接作業者が溶接トーチの移動速度等の溶接条件を常時調整する必要がある。
【0004】
従来、溶接作業者の手を借りずに、開先幅の変化に合わせて溶接条件を調整し得る手法を採用した溶接技術としては、例えば、溶接トーチをウィービングさせることで開先幅を検出するアークセンサを用いた溶接方法(特許文献1)や、画像センサを用いて開先幅の変化を検出する溶接方法(特許文献2)があるほか、溶接ワイヤの突出量及びこれと相関関係にある実行溶接電流値に基づいて溶接トーチの移動速度を微調整する立向溶接に好適な溶接方法(特許文献3)がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許1881284号
【特許文献2】特開平11-129071号
【特許文献3】特許1451777号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した特許文献1に記載の溶接方法において、溶接トーチをウィービングさせない場合には、開先幅の変化を検出することができず、また、特許文献2に記載の溶接方法では、画像センサ等の溶接とは直接係わりのない装置類が別途必要になるという問題があった。
【0007】
一方、上記した特許文献3に記載の立向溶接に好適な溶接方法では、溶接ワイヤの突出量の変化に応じて溶接トーチの移動速度を微調整するようにしているので、開先幅の僅かな変化には対応することはできるものの、開先幅が広い場合には、溶接金属が十分に盛られる前に溶接トーチが上昇してしまうため、溶接金属の肉痩せ(溶接金属の肉盛量が開先容積に対して不足した融合不良状態)が発生し、一方、開先幅が狭い場合には、溶接金属が盛られ過ぎるため、溶接金属に溶接ワイヤが接触して溶接を続けることができなくなってしまうという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、下向溶接の場合には、開先幅が変化したとしても、アークセンサや、溶接に直接係わらない画像センサなどの機器を別途用いることなく、開先内に厚みがほぼ一様な溶接ビードを形成することが可能であり、その結果、多層盛り溶接においても高品質な溶接部を得ることができ、一方、立向溶接の場合には、開先幅が比較的大きく変化したとしても、溶接金属の肉痩せが生じたり、溶接不能に陥ったりするのを防ぐことが可能である突き合わせ溶接方法及び突き合わせ溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、CO2アーク溶接やMAG溶接において、溶接中における溶接ワイヤの溶接トーチ先端からの突出量と、この際の実行溶接電流値との間に、相関関係があることに着目した。具体的には、溶接ワイヤの突出量が長いときには実行溶接電流値が低くなり、一方、溶接ワイヤの突出量が短いときには実行溶接電流値が高くなることに着目した。
【0010】
ここで、例えば、下向溶接において、溶接トーチが上下動しないとすれば、溶接ワイヤの突出量が長いということは、溶接トーチの先端と溶接ビードとの距離が長い、すなわち、開先幅が広がったことにより溶接ビードの厚みが減っていることになり、一方、溶接ワイヤの突出量が短いということは、溶接トーチの先端と溶接ビードとの距離が短い、すなわち、開先幅が狭まったことにより溶接ビードの厚みが増していることになる。
【0011】
つまり、目標の厚みの溶接ビードが得られる溶接電流の範囲を理想溶接電流範囲としたときに、実行溶接電流値がこの理想溶接電流範囲よりも低いときは、開先幅が広がって溶接ビードの厚みが目標値よりも減っていると認識でき、一方、実行溶接電流値がこの理想溶接電流範囲よりも高いときは、開先幅が狭まって溶接ビードの厚みが目標値よりも増していると認識し得ることを見出し、この発明をするに至った。
【0012】
本発明の請求項1に係る発明は、一対の鋼板の互いに対向して開先を形成する端面同士の下向突き合わせ溶接や立向突き合わせ溶接等の突き合わせ溶接方法であって、溶接トーチの先端から前記開先内に向けて突出させた溶接ワイヤに電源を供給して溶融させつつ、該溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビード(立向突き合わせ溶接の場合は溶接金属)を形成するに際して、前記溶接ビード(又は溶接金属)を形成しつつ前記溶接ワイヤに流れる実行溶接電流値があらかじめ設定した理想溶接電流範囲(厚みや高さが目標値に達している溶接ビードや溶接金属が得られる溶接電流の範囲)内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較し、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行(下向突き合わせ溶接の場合は後退、立向突き合わせ溶接の場合は下降)させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させる構成としたことを特徴としており、この構成の突き合わせ溶接方法を前述した従来の課題を解決するための手段としている。
【0013】
また、本発明の請求項2に係る突き合わせ溶接方法は、前記適正速度を下回る低速度又は停止を含む負の速度と、前記適正速度を上回る高速度とをあらかじめ設定し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記溶接トーチの移動速度として前記低速度又は停止を含む負の速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記溶接トーチの移動速度として前記高速度を選択する構成としている。
【0014】
さらに、本発明の請求項3に係る突き合わせ溶接方法は、前記適正速度を下回る複数段階の低速度又は停止を含む複数段階の負の速度と、前記適正速度を上回る複数段階の高速度とをデータベースに収容し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記データベースにおける複数段階の低速度又は停止を含む複数段階の負の速度から前記溶接トーチの移動速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記データベースにおける複数段階の高速度から前記溶接トーチの移動を選択する構成としている。
【0015】
さらにまた、本発明の請求項4に係る突き合わせ溶接方法は、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、計算により前記適正速度よりも遅い前記溶接トーチの移動速度が決定され、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、計算により前記適正速度を超える前記溶接トーチの移動速度が決定される構成としている。
【0016】
一方、本発明の請求項5に係る発明は、一対の鋼板の互いに対向する端面間に形成される開先内に溶接ワイヤを突出させる溶接トーチと、この溶接トーチを前記開先に沿って移動させる走行台車等の走行部と、前記溶接ワイヤに電源を供給する溶接電源と、前記走行部の走行速度及び前記溶接トーチからの溶接ワイヤ突出量を制御する制御部を備え、前記溶接ワイヤに電源を供給して溶融させながら前記走行部とともに溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビード(立向突き合わせ溶接の場合は溶接金属)を形成する突き合わせ溶接装置において、前記制御部は、前記開先内に溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値を計測する電流計測手段を具備して、この電流計測手段で得た実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記電流計測手段により実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較して、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行(下向突き合わせ溶接の場合は後退、立向突き合わせ溶接の場合は下降)させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させるべく制御する構成としている。
【0017】
本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置では、下向突き合わせ溶接において、溶接ワイヤの溶接トーチ先端からの突出量、すなわち、開先幅の変化と相関関係がある実行溶接電流値と、厚みが目標値に達している溶接ビードが得られる溶接電流値とを比較し、これで認識される開先幅の状況に基づいて溶接トーチを速く移動させたり、遅く移動又は停止ないし後退させたりするので、開先幅が変化したとしても、溶接ワイヤの突出量が一定に保たれることとなり、したがって、開先内において厚みがほぼ一様な溶接ビードを形成し得ることとなる。
【0018】
一方、立向突き合わせ溶接において、溶接ワイヤの溶接トーチ先端からの突出量、すなわち、開先幅の変化と相関関係がある実行溶接電流値と、高さが目標値に達している溶接金属が得られる溶接電流値とを比較し、これで認識される開先幅の状況に基づいて溶接トーチの上昇速度を速くしたり、遅く又は停止ないし下降させたりするので、開先幅が変化したとしても、溶接ワイヤの突出量が一定に保たれることとなり、したがって、溶接不能に陥ることなく開先内に肉痩せのない溶接金属が盛られることとなる。
【発明の効果】
【0019】
本発明の請求項1に係る突き合わせ溶接方法では、上記した構成としているので、下向や上向の突き合わせ溶接の場合には、開先幅が変化したとしても、アークセンサや、溶接に直接係わらない画像センサなどの機器を別途用いることなく、開先内に厚みがほぼ一様な溶接ビードを形成することが可能であり、その結果、多層盛り溶接においても高品質な溶接部を得ることができ、一方、立向突き合わせ溶接の場合には、開先幅が比較的大きく変化したとしても、開先内に肉痩せのない溶接金属を滞りなく盛ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0020】
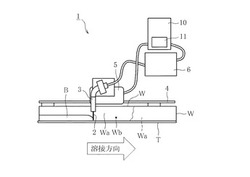
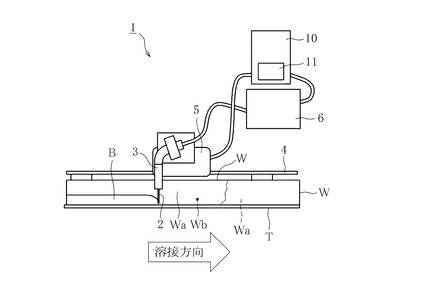
【図1】本発明の一実施例に係る突き合わせ溶接装置の側面説明図である。
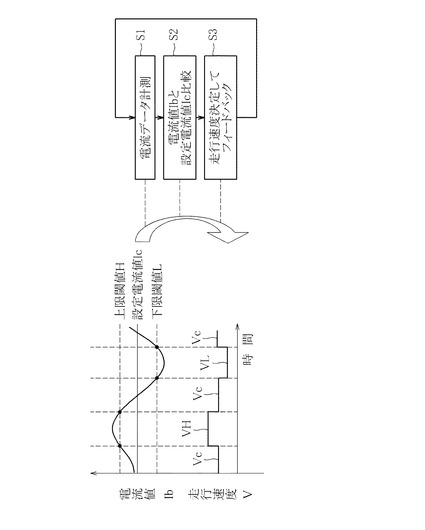
【図2】図1の突き合わせ溶接装置を用いた突き合わせ溶接における走行台車の走行速度制御要領及び制御フローを併せて示した制御説明図である。
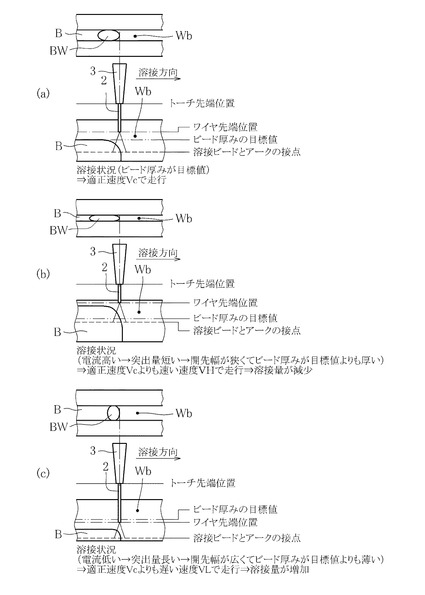
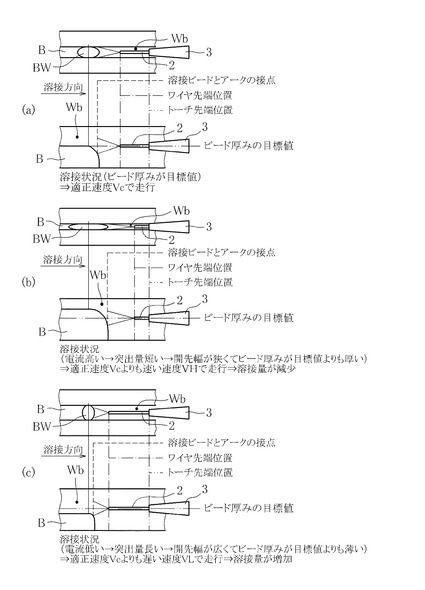
【図3】図1の突き合わせ溶接装置を用いて下向突き合わせ溶接を行っている際の溶接状況を平面及び断面を組み合わせて示す説明図(a)〜(c)である。
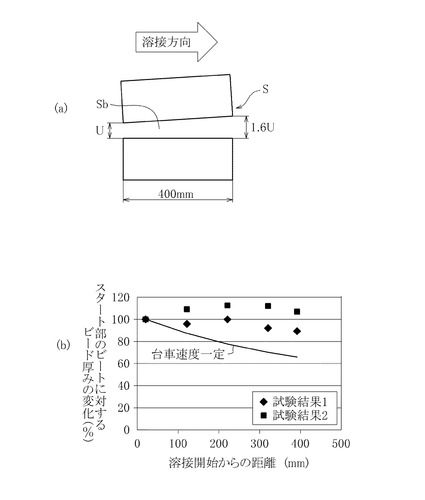
【図4】本発明に係る突き合わせ溶接方法の効果を確かめるための試験に用いる試験体の平面説明図(a)及びこの試験結果を示すグラフ(b)である。
【図5】本発明の他の実施例による突き合わせ溶接装置を用いて下方から溶接トーチを開先内に挿入して突き合わせ溶接を行っている際の溶接状況を平面視野及び断面視野を組み合わせて示す説明図(a)〜(c)である。
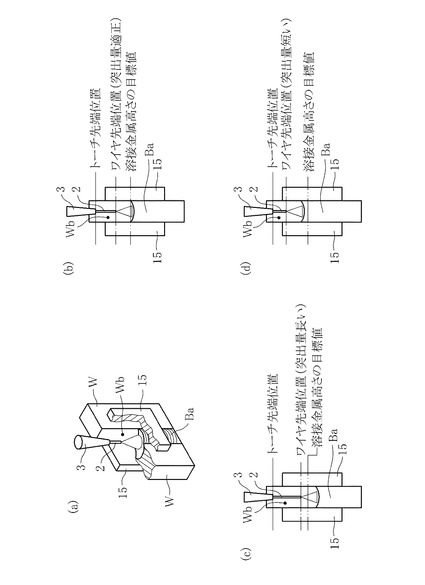
【図6】本発明のさらに他の実施例による突き合わせ溶接装置を用いて立向突き合わせ溶接を行っている際の溶接状況説明図(a)〜(d)である。
【発明を実施するための形態】
【0021】
以下、本発明を図面に基づいて説明する。
図1〜図3は本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置の一実施例を示しており、この実施例では、本発明を下向突き合わせアーク溶接に適用した場合を例に挙げて説明する。
【0022】
図1に示すように、この突き合わせ溶接装置1は、鉄板(又はセラミックス板)T上に置いた一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、この溶接トーチ3を搭載して開先Wbに沿って配置したレール4上を走行する走行台車(走行部)5と、溶接トーチ3から突出する溶接ワイヤ2に電源を供給する溶接電源6と、走行台車5の走行速度(溶接速度)や溶接ワイヤ2の突出量などを制御する制御部10を備えており、溶接ワイヤ2に電源を供給して溶融させながら走行台車5とともに溶接トーチ3を開先Wbに沿って移動させて、この開先Wb内に溶接ビードBを形成するようになっている。
【0023】
この場合、制御部10は、溶接を行っている際の実行溶接電流値を計測する電流値計測手段11を具備している。この制御部10では、電流値計測手段11で得られる実行溶接電流値(以下電流値)とあらかじめ設定した理想溶接電流範囲(厚みが目標値に達している溶接ビードが得られる溶接電流の範囲=設定電流値±閾値)とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定するようになっている。
【0024】
具体的には、この実施例において、制御部10は、電流値計測手段11で得られる電流値が上記理想溶接電流範囲内にある場合の走行台車5の走行速度を適正速度として定めたうえで、溶接ビードBを形成しつつ電流計測手段11により電流値を計測すると共に、この計測で取得した電流値と理想溶接電流範囲とを比較して、電流値が理想溶接電流範囲内にある場合には、走行台車5をそのままの適正速度で移動させるようになっている。
【0025】
また、制御部10は、適正速度を下回る低速度又は停止を含む後退速度と、適正速度を上回る高速度とをあらかじめ設定したうえで、電流値が理想溶接電流範囲の下限閾値を下回る場合は、走行台車5の走行速度として低速度又は停止を含む後退速度を選択し、一方、電流値が理想溶接電流範囲の上限閾値を上回る場合は、走行台車5の走行速度として高速度を選択するようになっている。
【0026】
この突き合わせ溶接装置1により下向突き合わせ溶接を行う場合には、まず、溶接トーチ3から突出させた溶接ワイヤ2に溶接電源6から電源を供給し、一対の鋼板W,W間の開先Wb内に位置する溶接ワイヤ2を溶融させる。
【0027】
これと同時に、制御部10から走行台車5に対して、図2におけるグラフに示すように、電流値Ibが上記理想溶接電流範囲(設定電流値Ic±閾値H,L)内にある場合の走行速度、すなわち、厚みが目標値に達している溶接ビードBを形成し得る適正速度Vcの走行指令が出され、走行台車5は、開先Wbに沿って配置したレール4上において適正速度Vcでの走行を開始し、この走行台車5の走行により、開先Wb内には溶接ワイヤ2を溶融させて成る溶接ビードBが形成され、この溶接の間、図2における制御フローのステップS1において、制御部10の電流値計測手段11により、溶接ワイヤ2の突出量と相関関係にある電流値Ibが計測される。
【0028】
そして、ステップS2において、制御部10により、上記で得た電流値Ibとあらかじめ設定した理想溶接電流範囲(厚みが目標値に達している溶接ビードBが得られる溶接電流の範囲=上限閾値H〜設定電流値Ic〜下限閾値L)との比較がなされる。
【0029】
この際、電流値Ibが理想溶接電流範囲内にある場合には、制御部10により、図3(a)に示すように、溶接ワイヤ2の突出量が適切、すなわち、溶接ビードBの厚みが目標値であると判定され、図2における制御フローのステップS3において、走行台車5の走行速度(溶接速度)Vとして適正速度Vcが選択され、したがって、走行台車5は、速度を変えずにこの適正速度Vcで走行する。なお、図3(a)の平面視野における符号BWは、溶接ビードBの先端の溶融金属部分を表しており、以下に示す図3(b),(c)の平面視野における各符号BWも、互いに形状は異なるがいずれも同体積の溶融金属部分を表している。
【0030】
また、電流値Ibが理想溶接電流範囲の上限閾値Hを上回る場合には、制御部10により、図3(b)に示すように、溶接ワイヤ2の突出量が短い、すなわち、開先Wbの幅が狭くて溶接ビードBの厚みが目標値よりも高いと判定され、図2における制御フローのステップS3において、適正速度Vcを超える速度VHが選択され、したがって、走行台車5は、溶接ビードBの厚みが目標値になる部位まで迅速に前進する。
【0031】
一方、電流値Ibが理想溶接電流範囲の下限閾値Lを下回る場合には、制御部10により、図3(c)に示すように、溶接ワイヤ2の突出量が長い、すなわち、開先Wbの幅が広くて溶接ビードBの厚みが目標値よりも薄いと判定され、図2における制御フローのステップS3において、溶接ビードBの厚みが目標値に達するように、走行台車5の走行速度Vとして上記適正速度Vcよりも遅い走行速度VLが選択され、したがって、走行台車5は、走行速度VLで走行する。なお、溶接ビードBの厚みが目標値よりも大幅に薄い状況においては、走行速度VLの値がゼロに選択されたりマイナスに選択されたりすることがあり、このような場合には、走行台車5は一旦停止したり後退したりすることになる。
【0032】
このように、上記した本実施例に係る突き合わせ溶接方法及び突き合わせ溶接装置1では、溶接ワイヤ2の溶接トーチ3先端からの突出量、すなわち、開先Wbの幅の変化と相関関係がある電流値Ibと、厚みが目標値に達している溶接ビードBを得るための設定電流値Icとを比較し、これで認識される開先Wbの幅の状況に基づいて溶接トーチ3を搭載した走行台車5を走行速度VHで速く移動させたり、走行速度VLで遅く移動(停止ないし後退を含む)させたりするので、開先Wbの幅が変化したとしても、溶接ワイヤ2の突出量が一定に保たれることとなって、開先Wb内において厚みがほぼ一様な溶接ビードBを形成し得ることとなり、その結果、多層盛り溶接においても高品質な溶接部が得られることとなる。
【0033】
次に、本実施例に係る突き合わせ溶接装置1を用いた下向突き合わせ溶接の効果を確かめるべく、図4(a)に示すように、開先Sbの幅を変化させた試験体Sに対して、本実施例に係る下向の突き合わせ溶接方法による試験溶接を行った。
【0034】
ここで、上記突き合わせ溶接において、1回の溶接トーチ3の移動(1パス)で盛る溶接ビードBの厚みは約5mmであり、肉厚のある鋼板同士の突き合わせ溶接のように、5mmを超えて溶接金属を盛る場合には、多層盛溶接となる。
鋼板の板厚が25mmを超えない場合の突き合わせ溶接では、溶接ワイヤ2のみが開先Sb内に挿入されるので、開先Sbの幅は5〜6mm程度になり、一方、鋼板の板厚が25mm以上の場合の突き合わせ溶接では、溶接トーチ3を開先Sb内に挿入する都合上、開先Sbのトーチ挿入側の幅は30mm以上になる。
【0035】
このように、開先Sbの幅や開先角度は、溶接条件により種々変更されるものであり、これを踏まえて、この試験溶接では、溶接長さ400mmに対して、開先Sbの幅がUmmから1.6Ummまで変化するものとし、開先Sbの幅がUmmの端部をスタート部として溶接を開始した。その結果を図4(b)に示す。なお、この図4(b)における実線は、走行台車5の走行速度Vを一定に保ったまま溶接を行った場合の溶接ビードBの厚みの変化を示している。
【0036】
図4(b)に示す試験結果から、走行台車5の走行速度Vを一定に保ったまま溶接を行うと、開先Sbの幅が広がるのに伴ってビードの厚みが漸次減少しているのに対して、本実施例に係る下向の突き合わせ溶接方法では、1回目の試験の場合(試験結果1)及び2回目の試験の場合(試験結果2)のいずれの場合も、開先Sbの幅の変化にかかわらずビードの厚みがほとんど変わらないことがわかる。
したがって、本実施例に係る下向の突き合わせ溶接方法では、開先Sbの幅の変化にかかわらず厚みがほぼ一様な溶接ビードを形成し得ることが実証された。
【0037】
なお、溶接トーチ3を搭載した走行台車5の走行速度Vを決定するための制御は、上記した実施例の制御に限定されるものではない。
【0038】
例えば、上記適正速度Vcと、この適正速度Vcを下回る複数段階の低速度又は停止を含む複数段階の後退速度と、適正速度Vcを上回る複数段階の高速度とをデータベースに収容し、そのうえで、電流計測手段11により取得した電流値Ibと理想溶接電流範囲との比較に基づいて、データベースから上記適正速度Vc,複数段階の停止ないし後退を含む低速度VL及び複数段階の高速度VHのうちのいずれかを走行台車5の走行速度Vとして選択するようにしてもよい。
【0039】
また、電流値Ibが理想溶接電流範囲の下限閾値Lを下回ったり上限閾値Hを上回ったりした場合に、適正速度Vcよりも遅い走行速度VLや適正速度Vcを超える走行速度VHを計算によって決定するようにしてもよい。
【0040】
上記した実施例では、本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置を下向突き合わせアーク溶接に適用した場合を例に挙げて説明したが、これに限定されるものではなく、他の実施例として、本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置を上向突き合わせアーク溶接(開先に対して、この開先の下方で且つ溶接方向前方から溶接ワイヤを挿入して行う溶接)や立向突き合わせアーク溶接や横向突き合わせアーク溶接に適用してもよい。
【0041】
上記した突き合わせ溶接装置1を上向突き合わせアーク溶接に適用した場合において、電流値Ibが理想溶接電流範囲内にあるときには、図5(a)に示すように、溶接ビードBの厚みが目標値であると判定され、走行台車5の走行速度(溶接速度)Vとして適正速度Vcが選択され、したがって、走行台車5は速度を変えずにこの適正速度Vcで走行する。なお、図5(a)の平面視野における符号BWは、溶接ビードBの先端の溶融金属部分を表しており、以下に示す図5(b),(c)の平面視野における各符号BWも、互いに形状は異なるがいずれも同体積の溶融金属部分を表している。
【0042】
また、電流値Ibが理想溶接電流範囲の上限閾値Hを上回るときには、図5(b)に示すように、溶接ワイヤ2の突出量が短い、すなわち、開先Wbの幅が狭くて溶接ビードBの厚みが目標値よりも厚いと判定され、適正速度Vcを超える速度VHが選択されて、走行台車5は、溶接ビードBの厚みが目標値になる部位まで迅速に前進する。
【0043】
さらに、電流値Ibが理想溶接電流範囲の下限閾値Lを下回るときには、図5(c)に示すように、溶接ワイヤ2の突出量が長い、すなわち、開先Wbの幅が広くて溶接ビードBの厚みが目標値よりも薄いと判定され、溶接ビードBの厚みが目標値に達するように、走行台車5の走行速度Vとして上記適正速度Vcよりも遅い走行速度VLが選択され、したがって、走行台車5は、走行速度VLで走行する。なお、溶接ビードBの厚みが目標値よりも大幅に薄い状況においては、走行速度VLの値がゼロに選択されたりマイナスに選択されたりすることがあり、このような場合には、走行台車5は一旦停止したり後退したりすることになる。
【0044】
一方、立向突き合わせアーク溶接の場合は、図6(a)に示すように、板厚が20〜50mmの鋼板W,W間における開先Wbに溶接金属(溶接ビード)Baを1パスで盛るが、この際、溶接トーチ3の先端を開先Wb内に上側又は脇側から挿入するので、開先Wbのトーチ挿入側の幅は30mm以上になる。
このような立向突き合わせアーク溶接に、上記した突き合わせ溶接装置1を適用した場合において、電流値Ibが理想溶接電流範囲内にあるときには、図6(b)に示すように、当て金15,15間における溶接金属(溶接ビード)Baの高さが目標値であると判定されるので、溶接トーチ3の上昇速度(溶接速度)として適正速度が選択され、溶接トーチ3は上昇速度を変えずに上昇する。
【0045】
また、電流値Ibが理想溶接電流範囲の下限閾値Lを下回るときには、図6(c)に示すように、当て金15,15間における溶接ワイヤ2の突出量が長く(開先Wbの幅が広く)溶接金属Baの高さが要求よりも低いと判定され、高さが目標値の溶接金属Baを盛ることができるように、溶接トーチ3の上昇速度(溶接速度)として上記適正速度よりも遅い上昇速度が選択され、溶接トーチ3は遅い上昇速度で上昇する。なお、溶接金属Baの高さが目標値よりも大幅に低い状況においては、溶接トーチ3の上昇速度の値がゼロないしマイナスに選択されることがあり、このような場合において、溶接トーチ3は一旦停止したり下降したりすることになる。
【0046】
さらに、電流値Ibが理想溶接電流範囲の上限閾値Hを上回るときには、図6(d)に示すように、溶接ワイヤ2の突出量が短く(開先Wbの幅が狭く)溶接金属Baの高さが目標値よりも高いと判定されるので、溶接トーチ3の上昇速度(溶接速度)として上記適正速度よりも速い上昇速度が選択され、溶接トーチ3は速い上昇速度で上昇して、溶接金属Baの高さが目標値の高さになる部位まで迅速に移動する。
【0047】
本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0048】
1 突き合わせ溶接装置
2 溶接ワイヤ
3 溶接トーチ
5 走行台車(走行部)
6 溶接電源
10 制御部
11 電流値計測手段
B 溶接ビード
Ba 溶接金属(溶接ビード)
Ib 電流値(実行溶接電流値)
Ic 理想溶接電流範囲の設定電流値
H 理想溶接電流範囲の上限閾値
L 理想溶接電流範囲の下限閾値
V 走行速度
Vc 適正速度
W 鋼板
Wa 鋼板の端面
Wb 開先
【技術分野】
【0001】
本発明は、一対の鋼板の互いに対向して開先を形成する端面同士を接合する際に用いられる突き合わせ溶接方法及び突き合わせ溶接装置に関するものである。
【背景技術】
【0002】
上記したような突き合わせ溶接は、船舶や橋梁等の鋼板間における開先の下向溶接時や立向溶接時において広く用いられる溶接である。この突き合わせ溶接では、溶接トーチから開先内に向けて突出させた溶接ワイヤを溶融させつつ、この溶接トーチを連続する開先に沿って移動させることで、開先内に溶接ビードを形成するようになっており、溶接トーチの移動速度や溶接ワイヤの溶かし量は一定に設定される。
【0003】
このような突き合わせ溶接、例えば、下向溶接において、開先幅が一定していない場合には、溶接トーチの移動速度や溶接ワイヤの溶融量を一定に保ったまま溶接を続けると、開先内の溶接ビードの厚みに凹凸ができ、溶接ビードの厚みが足りないことによる溶接欠陥が生じたり、グラインダ加工等の後加工が必要になるような出っ張りが生じたりしてしまう。
このような開先内の溶接ビードの厚みの変化による不具合や不都合をなくすためは、開先幅の変化に合わせて、溶接作業者が溶接トーチの移動速度等の溶接条件を常時調整する必要がある。
【0004】
従来、溶接作業者の手を借りずに、開先幅の変化に合わせて溶接条件を調整し得る手法を採用した溶接技術としては、例えば、溶接トーチをウィービングさせることで開先幅を検出するアークセンサを用いた溶接方法(特許文献1)や、画像センサを用いて開先幅の変化を検出する溶接方法(特許文献2)があるほか、溶接ワイヤの突出量及びこれと相関関係にある実行溶接電流値に基づいて溶接トーチの移動速度を微調整する立向溶接に好適な溶接方法(特許文献3)がある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許1881284号
【特許文献2】特開平11-129071号
【特許文献3】特許1451777号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記した特許文献1に記載の溶接方法において、溶接トーチをウィービングさせない場合には、開先幅の変化を検出することができず、また、特許文献2に記載の溶接方法では、画像センサ等の溶接とは直接係わりのない装置類が別途必要になるという問題があった。
【0007】
一方、上記した特許文献3に記載の立向溶接に好適な溶接方法では、溶接ワイヤの突出量の変化に応じて溶接トーチの移動速度を微調整するようにしているので、開先幅の僅かな変化には対応することはできるものの、開先幅が広い場合には、溶接金属が十分に盛られる前に溶接トーチが上昇してしまうため、溶接金属の肉痩せ(溶接金属の肉盛量が開先容積に対して不足した融合不良状態)が発生し、一方、開先幅が狭い場合には、溶接金属が盛られ過ぎるため、溶接金属に溶接ワイヤが接触して溶接を続けることができなくなってしまうという問題を有しており、これらの問題を解決することが従来の課題となっていた。
【0008】
本発明は、上記した従来の課題に着目してなされたもので、下向溶接の場合には、開先幅が変化したとしても、アークセンサや、溶接に直接係わらない画像センサなどの機器を別途用いることなく、開先内に厚みがほぼ一様な溶接ビードを形成することが可能であり、その結果、多層盛り溶接においても高品質な溶接部を得ることができ、一方、立向溶接の場合には、開先幅が比較的大きく変化したとしても、溶接金属の肉痩せが生じたり、溶接不能に陥ったりするのを防ぐことが可能である突き合わせ溶接方法及び突き合わせ溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明者らは、CO2アーク溶接やMAG溶接において、溶接中における溶接ワイヤの溶接トーチ先端からの突出量と、この際の実行溶接電流値との間に、相関関係があることに着目した。具体的には、溶接ワイヤの突出量が長いときには実行溶接電流値が低くなり、一方、溶接ワイヤの突出量が短いときには実行溶接電流値が高くなることに着目した。
【0010】
ここで、例えば、下向溶接において、溶接トーチが上下動しないとすれば、溶接ワイヤの突出量が長いということは、溶接トーチの先端と溶接ビードとの距離が長い、すなわち、開先幅が広がったことにより溶接ビードの厚みが減っていることになり、一方、溶接ワイヤの突出量が短いということは、溶接トーチの先端と溶接ビードとの距離が短い、すなわち、開先幅が狭まったことにより溶接ビードの厚みが増していることになる。
【0011】
つまり、目標の厚みの溶接ビードが得られる溶接電流の範囲を理想溶接電流範囲としたときに、実行溶接電流値がこの理想溶接電流範囲よりも低いときは、開先幅が広がって溶接ビードの厚みが目標値よりも減っていると認識でき、一方、実行溶接電流値がこの理想溶接電流範囲よりも高いときは、開先幅が狭まって溶接ビードの厚みが目標値よりも増していると認識し得ることを見出し、この発明をするに至った。
【0012】
本発明の請求項1に係る発明は、一対の鋼板の互いに対向して開先を形成する端面同士の下向突き合わせ溶接や立向突き合わせ溶接等の突き合わせ溶接方法であって、溶接トーチの先端から前記開先内に向けて突出させた溶接ワイヤに電源を供給して溶融させつつ、該溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビード(立向突き合わせ溶接の場合は溶接金属)を形成するに際して、前記溶接ビード(又は溶接金属)を形成しつつ前記溶接ワイヤに流れる実行溶接電流値があらかじめ設定した理想溶接電流範囲(厚みや高さが目標値に達している溶接ビードや溶接金属が得られる溶接電流の範囲)内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較し、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行(下向突き合わせ溶接の場合は後退、立向突き合わせ溶接の場合は下降)させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させる構成としたことを特徴としており、この構成の突き合わせ溶接方法を前述した従来の課題を解決するための手段としている。
【0013】
また、本発明の請求項2に係る突き合わせ溶接方法は、前記適正速度を下回る低速度又は停止を含む負の速度と、前記適正速度を上回る高速度とをあらかじめ設定し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記溶接トーチの移動速度として前記低速度又は停止を含む負の速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記溶接トーチの移動速度として前記高速度を選択する構成としている。
【0014】
さらに、本発明の請求項3に係る突き合わせ溶接方法は、前記適正速度を下回る複数段階の低速度又は停止を含む複数段階の負の速度と、前記適正速度を上回る複数段階の高速度とをデータベースに収容し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記データベースにおける複数段階の低速度又は停止を含む複数段階の負の速度から前記溶接トーチの移動速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記データベースにおける複数段階の高速度から前記溶接トーチの移動を選択する構成としている。
【0015】
さらにまた、本発明の請求項4に係る突き合わせ溶接方法は、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、計算により前記適正速度よりも遅い前記溶接トーチの移動速度が決定され、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、計算により前記適正速度を超える前記溶接トーチの移動速度が決定される構成としている。
【0016】
一方、本発明の請求項5に係る発明は、一対の鋼板の互いに対向する端面間に形成される開先内に溶接ワイヤを突出させる溶接トーチと、この溶接トーチを前記開先に沿って移動させる走行台車等の走行部と、前記溶接ワイヤに電源を供給する溶接電源と、前記走行部の走行速度及び前記溶接トーチからの溶接ワイヤ突出量を制御する制御部を備え、前記溶接ワイヤに電源を供給して溶融させながら前記走行部とともに溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビード(立向突き合わせ溶接の場合は溶接金属)を形成する突き合わせ溶接装置において、前記制御部は、前記開先内に溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値を計測する電流計測手段を具備して、この電流計測手段で得た実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記電流計測手段により実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較して、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行(下向突き合わせ溶接の場合は後退、立向突き合わせ溶接の場合は下降)させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させるべく制御する構成としている。
【0017】
本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置では、下向突き合わせ溶接において、溶接ワイヤの溶接トーチ先端からの突出量、すなわち、開先幅の変化と相関関係がある実行溶接電流値と、厚みが目標値に達している溶接ビードが得られる溶接電流値とを比較し、これで認識される開先幅の状況に基づいて溶接トーチを速く移動させたり、遅く移動又は停止ないし後退させたりするので、開先幅が変化したとしても、溶接ワイヤの突出量が一定に保たれることとなり、したがって、開先内において厚みがほぼ一様な溶接ビードを形成し得ることとなる。
【0018】
一方、立向突き合わせ溶接において、溶接ワイヤの溶接トーチ先端からの突出量、すなわち、開先幅の変化と相関関係がある実行溶接電流値と、高さが目標値に達している溶接金属が得られる溶接電流値とを比較し、これで認識される開先幅の状況に基づいて溶接トーチの上昇速度を速くしたり、遅く又は停止ないし下降させたりするので、開先幅が変化したとしても、溶接ワイヤの突出量が一定に保たれることとなり、したがって、溶接不能に陥ることなく開先内に肉痩せのない溶接金属が盛られることとなる。
【発明の効果】
【0019】
本発明の請求項1に係る突き合わせ溶接方法では、上記した構成としているので、下向や上向の突き合わせ溶接の場合には、開先幅が変化したとしても、アークセンサや、溶接に直接係わらない画像センサなどの機器を別途用いることなく、開先内に厚みがほぼ一様な溶接ビードを形成することが可能であり、その結果、多層盛り溶接においても高品質な溶接部を得ることができ、一方、立向突き合わせ溶接の場合には、開先幅が比較的大きく変化したとしても、開先内に肉痩せのない溶接金属を滞りなく盛ることが可能であるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施例に係る突き合わせ溶接装置の側面説明図である。
【図2】図1の突き合わせ溶接装置を用いた突き合わせ溶接における走行台車の走行速度制御要領及び制御フローを併せて示した制御説明図である。
【図3】図1の突き合わせ溶接装置を用いて下向突き合わせ溶接を行っている際の溶接状況を平面及び断面を組み合わせて示す説明図(a)〜(c)である。
【図4】本発明に係る突き合わせ溶接方法の効果を確かめるための試験に用いる試験体の平面説明図(a)及びこの試験結果を示すグラフ(b)である。
【図5】本発明の他の実施例による突き合わせ溶接装置を用いて下方から溶接トーチを開先内に挿入して突き合わせ溶接を行っている際の溶接状況を平面視野及び断面視野を組み合わせて示す説明図(a)〜(c)である。
【図6】本発明のさらに他の実施例による突き合わせ溶接装置を用いて立向突き合わせ溶接を行っている際の溶接状況説明図(a)〜(d)である。
【発明を実施するための形態】
【0021】
以下、本発明を図面に基づいて説明する。
図1〜図3は本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置の一実施例を示しており、この実施例では、本発明を下向突き合わせアーク溶接に適用した場合を例に挙げて説明する。
【0022】
図1に示すように、この突き合わせ溶接装置1は、鉄板(又はセラミックス板)T上に置いた一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、この溶接トーチ3を搭載して開先Wbに沿って配置したレール4上を走行する走行台車(走行部)5と、溶接トーチ3から突出する溶接ワイヤ2に電源を供給する溶接電源6と、走行台車5の走行速度(溶接速度)や溶接ワイヤ2の突出量などを制御する制御部10を備えており、溶接ワイヤ2に電源を供給して溶融させながら走行台車5とともに溶接トーチ3を開先Wbに沿って移動させて、この開先Wb内に溶接ビードBを形成するようになっている。
【0023】
この場合、制御部10は、溶接を行っている際の実行溶接電流値を計測する電流値計測手段11を具備している。この制御部10では、電流値計測手段11で得られる実行溶接電流値(以下電流値)とあらかじめ設定した理想溶接電流範囲(厚みが目標値に達している溶接ビードが得られる溶接電流の範囲=設定電流値±閾値)とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定するようになっている。
【0024】
具体的には、この実施例において、制御部10は、電流値計測手段11で得られる電流値が上記理想溶接電流範囲内にある場合の走行台車5の走行速度を適正速度として定めたうえで、溶接ビードBを形成しつつ電流計測手段11により電流値を計測すると共に、この計測で取得した電流値と理想溶接電流範囲とを比較して、電流値が理想溶接電流範囲内にある場合には、走行台車5をそのままの適正速度で移動させるようになっている。
【0025】
また、制御部10は、適正速度を下回る低速度又は停止を含む後退速度と、適正速度を上回る高速度とをあらかじめ設定したうえで、電流値が理想溶接電流範囲の下限閾値を下回る場合は、走行台車5の走行速度として低速度又は停止を含む後退速度を選択し、一方、電流値が理想溶接電流範囲の上限閾値を上回る場合は、走行台車5の走行速度として高速度を選択するようになっている。
【0026】
この突き合わせ溶接装置1により下向突き合わせ溶接を行う場合には、まず、溶接トーチ3から突出させた溶接ワイヤ2に溶接電源6から電源を供給し、一対の鋼板W,W間の開先Wb内に位置する溶接ワイヤ2を溶融させる。
【0027】
これと同時に、制御部10から走行台車5に対して、図2におけるグラフに示すように、電流値Ibが上記理想溶接電流範囲(設定電流値Ic±閾値H,L)内にある場合の走行速度、すなわち、厚みが目標値に達している溶接ビードBを形成し得る適正速度Vcの走行指令が出され、走行台車5は、開先Wbに沿って配置したレール4上において適正速度Vcでの走行を開始し、この走行台車5の走行により、開先Wb内には溶接ワイヤ2を溶融させて成る溶接ビードBが形成され、この溶接の間、図2における制御フローのステップS1において、制御部10の電流値計測手段11により、溶接ワイヤ2の突出量と相関関係にある電流値Ibが計測される。
【0028】
そして、ステップS2において、制御部10により、上記で得た電流値Ibとあらかじめ設定した理想溶接電流範囲(厚みが目標値に達している溶接ビードBが得られる溶接電流の範囲=上限閾値H〜設定電流値Ic〜下限閾値L)との比較がなされる。
【0029】
この際、電流値Ibが理想溶接電流範囲内にある場合には、制御部10により、図3(a)に示すように、溶接ワイヤ2の突出量が適切、すなわち、溶接ビードBの厚みが目標値であると判定され、図2における制御フローのステップS3において、走行台車5の走行速度(溶接速度)Vとして適正速度Vcが選択され、したがって、走行台車5は、速度を変えずにこの適正速度Vcで走行する。なお、図3(a)の平面視野における符号BWは、溶接ビードBの先端の溶融金属部分を表しており、以下に示す図3(b),(c)の平面視野における各符号BWも、互いに形状は異なるがいずれも同体積の溶融金属部分を表している。
【0030】
また、電流値Ibが理想溶接電流範囲の上限閾値Hを上回る場合には、制御部10により、図3(b)に示すように、溶接ワイヤ2の突出量が短い、すなわち、開先Wbの幅が狭くて溶接ビードBの厚みが目標値よりも高いと判定され、図2における制御フローのステップS3において、適正速度Vcを超える速度VHが選択され、したがって、走行台車5は、溶接ビードBの厚みが目標値になる部位まで迅速に前進する。
【0031】
一方、電流値Ibが理想溶接電流範囲の下限閾値Lを下回る場合には、制御部10により、図3(c)に示すように、溶接ワイヤ2の突出量が長い、すなわち、開先Wbの幅が広くて溶接ビードBの厚みが目標値よりも薄いと判定され、図2における制御フローのステップS3において、溶接ビードBの厚みが目標値に達するように、走行台車5の走行速度Vとして上記適正速度Vcよりも遅い走行速度VLが選択され、したがって、走行台車5は、走行速度VLで走行する。なお、溶接ビードBの厚みが目標値よりも大幅に薄い状況においては、走行速度VLの値がゼロに選択されたりマイナスに選択されたりすることがあり、このような場合には、走行台車5は一旦停止したり後退したりすることになる。
【0032】
このように、上記した本実施例に係る突き合わせ溶接方法及び突き合わせ溶接装置1では、溶接ワイヤ2の溶接トーチ3先端からの突出量、すなわち、開先Wbの幅の変化と相関関係がある電流値Ibと、厚みが目標値に達している溶接ビードBを得るための設定電流値Icとを比較し、これで認識される開先Wbの幅の状況に基づいて溶接トーチ3を搭載した走行台車5を走行速度VHで速く移動させたり、走行速度VLで遅く移動(停止ないし後退を含む)させたりするので、開先Wbの幅が変化したとしても、溶接ワイヤ2の突出量が一定に保たれることとなって、開先Wb内において厚みがほぼ一様な溶接ビードBを形成し得ることとなり、その結果、多層盛り溶接においても高品質な溶接部が得られることとなる。
【0033】
次に、本実施例に係る突き合わせ溶接装置1を用いた下向突き合わせ溶接の効果を確かめるべく、図4(a)に示すように、開先Sbの幅を変化させた試験体Sに対して、本実施例に係る下向の突き合わせ溶接方法による試験溶接を行った。
【0034】
ここで、上記突き合わせ溶接において、1回の溶接トーチ3の移動(1パス)で盛る溶接ビードBの厚みは約5mmであり、肉厚のある鋼板同士の突き合わせ溶接のように、5mmを超えて溶接金属を盛る場合には、多層盛溶接となる。
鋼板の板厚が25mmを超えない場合の突き合わせ溶接では、溶接ワイヤ2のみが開先Sb内に挿入されるので、開先Sbの幅は5〜6mm程度になり、一方、鋼板の板厚が25mm以上の場合の突き合わせ溶接では、溶接トーチ3を開先Sb内に挿入する都合上、開先Sbのトーチ挿入側の幅は30mm以上になる。
【0035】
このように、開先Sbの幅や開先角度は、溶接条件により種々変更されるものであり、これを踏まえて、この試験溶接では、溶接長さ400mmに対して、開先Sbの幅がUmmから1.6Ummまで変化するものとし、開先Sbの幅がUmmの端部をスタート部として溶接を開始した。その結果を図4(b)に示す。なお、この図4(b)における実線は、走行台車5の走行速度Vを一定に保ったまま溶接を行った場合の溶接ビードBの厚みの変化を示している。
【0036】
図4(b)に示す試験結果から、走行台車5の走行速度Vを一定に保ったまま溶接を行うと、開先Sbの幅が広がるのに伴ってビードの厚みが漸次減少しているのに対して、本実施例に係る下向の突き合わせ溶接方法では、1回目の試験の場合(試験結果1)及び2回目の試験の場合(試験結果2)のいずれの場合も、開先Sbの幅の変化にかかわらずビードの厚みがほとんど変わらないことがわかる。
したがって、本実施例に係る下向の突き合わせ溶接方法では、開先Sbの幅の変化にかかわらず厚みがほぼ一様な溶接ビードを形成し得ることが実証された。
【0037】
なお、溶接トーチ3を搭載した走行台車5の走行速度Vを決定するための制御は、上記した実施例の制御に限定されるものではない。
【0038】
例えば、上記適正速度Vcと、この適正速度Vcを下回る複数段階の低速度又は停止を含む複数段階の後退速度と、適正速度Vcを上回る複数段階の高速度とをデータベースに収容し、そのうえで、電流計測手段11により取得した電流値Ibと理想溶接電流範囲との比較に基づいて、データベースから上記適正速度Vc,複数段階の停止ないし後退を含む低速度VL及び複数段階の高速度VHのうちのいずれかを走行台車5の走行速度Vとして選択するようにしてもよい。
【0039】
また、電流値Ibが理想溶接電流範囲の下限閾値Lを下回ったり上限閾値Hを上回ったりした場合に、適正速度Vcよりも遅い走行速度VLや適正速度Vcを超える走行速度VHを計算によって決定するようにしてもよい。
【0040】
上記した実施例では、本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置を下向突き合わせアーク溶接に適用した場合を例に挙げて説明したが、これに限定されるものではなく、他の実施例として、本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置を上向突き合わせアーク溶接(開先に対して、この開先の下方で且つ溶接方向前方から溶接ワイヤを挿入して行う溶接)や立向突き合わせアーク溶接や横向突き合わせアーク溶接に適用してもよい。
【0041】
上記した突き合わせ溶接装置1を上向突き合わせアーク溶接に適用した場合において、電流値Ibが理想溶接電流範囲内にあるときには、図5(a)に示すように、溶接ビードBの厚みが目標値であると判定され、走行台車5の走行速度(溶接速度)Vとして適正速度Vcが選択され、したがって、走行台車5は速度を変えずにこの適正速度Vcで走行する。なお、図5(a)の平面視野における符号BWは、溶接ビードBの先端の溶融金属部分を表しており、以下に示す図5(b),(c)の平面視野における各符号BWも、互いに形状は異なるがいずれも同体積の溶融金属部分を表している。
【0042】
また、電流値Ibが理想溶接電流範囲の上限閾値Hを上回るときには、図5(b)に示すように、溶接ワイヤ2の突出量が短い、すなわち、開先Wbの幅が狭くて溶接ビードBの厚みが目標値よりも厚いと判定され、適正速度Vcを超える速度VHが選択されて、走行台車5は、溶接ビードBの厚みが目標値になる部位まで迅速に前進する。
【0043】
さらに、電流値Ibが理想溶接電流範囲の下限閾値Lを下回るときには、図5(c)に示すように、溶接ワイヤ2の突出量が長い、すなわち、開先Wbの幅が広くて溶接ビードBの厚みが目標値よりも薄いと判定され、溶接ビードBの厚みが目標値に達するように、走行台車5の走行速度Vとして上記適正速度Vcよりも遅い走行速度VLが選択され、したがって、走行台車5は、走行速度VLで走行する。なお、溶接ビードBの厚みが目標値よりも大幅に薄い状況においては、走行速度VLの値がゼロに選択されたりマイナスに選択されたりすることがあり、このような場合には、走行台車5は一旦停止したり後退したりすることになる。
【0044】
一方、立向突き合わせアーク溶接の場合は、図6(a)に示すように、板厚が20〜50mmの鋼板W,W間における開先Wbに溶接金属(溶接ビード)Baを1パスで盛るが、この際、溶接トーチ3の先端を開先Wb内に上側又は脇側から挿入するので、開先Wbのトーチ挿入側の幅は30mm以上になる。
このような立向突き合わせアーク溶接に、上記した突き合わせ溶接装置1を適用した場合において、電流値Ibが理想溶接電流範囲内にあるときには、図6(b)に示すように、当て金15,15間における溶接金属(溶接ビード)Baの高さが目標値であると判定されるので、溶接トーチ3の上昇速度(溶接速度)として適正速度が選択され、溶接トーチ3は上昇速度を変えずに上昇する。
【0045】
また、電流値Ibが理想溶接電流範囲の下限閾値Lを下回るときには、図6(c)に示すように、当て金15,15間における溶接ワイヤ2の突出量が長く(開先Wbの幅が広く)溶接金属Baの高さが要求よりも低いと判定され、高さが目標値の溶接金属Baを盛ることができるように、溶接トーチ3の上昇速度(溶接速度)として上記適正速度よりも遅い上昇速度が選択され、溶接トーチ3は遅い上昇速度で上昇する。なお、溶接金属Baの高さが目標値よりも大幅に低い状況においては、溶接トーチ3の上昇速度の値がゼロないしマイナスに選択されることがあり、このような場合において、溶接トーチ3は一旦停止したり下降したりすることになる。
【0046】
さらに、電流値Ibが理想溶接電流範囲の上限閾値Hを上回るときには、図6(d)に示すように、溶接ワイヤ2の突出量が短く(開先Wbの幅が狭く)溶接金属Baの高さが目標値よりも高いと判定されるので、溶接トーチ3の上昇速度(溶接速度)として上記適正速度よりも速い上昇速度が選択され、溶接トーチ3は速い上昇速度で上昇して、溶接金属Baの高さが目標値の高さになる部位まで迅速に移動する。
【0047】
本発明に係る突き合わせ溶接方法及び突き合わせ溶接装置の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0048】
1 突き合わせ溶接装置
2 溶接ワイヤ
3 溶接トーチ
5 走行台車(走行部)
6 溶接電源
10 制御部
11 電流値計測手段
B 溶接ビード
Ba 溶接金属(溶接ビード)
Ib 電流値(実行溶接電流値)
Ic 理想溶接電流範囲の設定電流値
H 理想溶接電流範囲の上限閾値
L 理想溶接電流範囲の下限閾値
V 走行速度
Vc 適正速度
W 鋼板
Wa 鋼板の端面
Wb 開先
【特許請求の範囲】
【請求項1】
一対の鋼板の互いに対向して開先を形成する端面同士の突き合わせ溶接方法であって、
溶接トーチの先端から前記開先内に向けて突出させた溶接ワイヤに電源を供給して溶融させつつ、該溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビードを形成するに際して、
前記溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、
前記溶接ビードを形成しつつ前記実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較し、
前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、
前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行させ、
前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させる
ことを特徴とする突き合わせ溶接方法。
【請求項2】
前記適正速度を下回る低速度又は停止を含む負の速度と、前記適正速度を上回る高速度とをあらかじめ設定し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記溶接トーチの移動速度として前記低速度又は停止を含む負の速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記溶接トーチの移動速度として前記高速度を選択する請求項1に記載の突き合わせ溶接方法。
【請求項3】
前記適正速度を下回る複数段階の低速度又は停止を含む複数段階の負の速度と、前記適正速度を上回る複数段階の高速度とをデータベースに収容し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記データベースにおける複数段階の低速度又は停止を含む複数段階の負の速度から前記溶接トーチの移動速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記データベースにおける複数段階の高速度から前記溶接トーチの移動を選択する請求項1に記載の突き合わせ溶接方法。
【請求項4】
前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、計算により前記適正速度よりも遅い前記溶接トーチの移動速度が決定され、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、計算により前記適正速度を超える前記溶接トーチの移動速度が決定される請求項1に記載の突き合わせ溶接方法。
【請求項5】
一対の鋼板の互いに対向する端面間に形成される開先内に溶接ワイヤを突出させる溶接トーチと、
この溶接トーチを前記開先に沿って移動させる走行部と、
前記溶接ワイヤに電源を供給する溶接電源と、
前記走行部の走行速度及び前記溶接トーチからの溶接ワイヤ突出量を制御する制御部を備え、
前記溶接ワイヤに電源を供給して溶融させながら前記走行部とともに溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビードを形成する突き合わせ溶接装置において、
前記制御部は、前記開先内に溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値を計測する電流計測手段を具備して、この電流計測手段で得た実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記電流計測手段により実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較して、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させるべく制御する
ことを特徴とする突き合わせ溶接装置。
【請求項1】
一対の鋼板の互いに対向して開先を形成する端面同士の突き合わせ溶接方法であって、
溶接トーチの先端から前記開先内に向けて突出させた溶接ワイヤに電源を供給して溶融させつつ、該溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビードを形成するに際して、
前記溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、
前記溶接ビードを形成しつつ前記実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較し、
前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、
前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行させ、
前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させる
ことを特徴とする突き合わせ溶接方法。
【請求項2】
前記適正速度を下回る低速度又は停止を含む負の速度と、前記適正速度を上回る高速度とをあらかじめ設定し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記溶接トーチの移動速度として前記低速度又は停止を含む負の速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記溶接トーチの移動速度として前記高速度を選択する請求項1に記載の突き合わせ溶接方法。
【請求項3】
前記適正速度を下回る複数段階の低速度又は停止を含む複数段階の負の速度と、前記適正速度を上回る複数段階の高速度とをデータベースに収容し、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記データベースにおける複数段階の低速度又は停止を含む複数段階の負の速度から前記溶接トーチの移動速度を選択し、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記データベースにおける複数段階の高速度から前記溶接トーチの移動を選択する請求項1に記載の突き合わせ溶接方法。
【請求項4】
前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、計算により前記適正速度よりも遅い前記溶接トーチの移動速度が決定され、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、計算により前記適正速度を超える前記溶接トーチの移動速度が決定される請求項1に記載の突き合わせ溶接方法。
【請求項5】
一対の鋼板の互いに対向する端面間に形成される開先内に溶接ワイヤを突出させる溶接トーチと、
この溶接トーチを前記開先に沿って移動させる走行部と、
前記溶接ワイヤに電源を供給する溶接電源と、
前記走行部の走行速度及び前記溶接トーチからの溶接ワイヤ突出量を制御する制御部を備え、
前記溶接ワイヤに電源を供給して溶融させながら前記走行部とともに溶接トーチを前記開先に沿って移動させて、該開先内に溶接ビードを形成する突き合わせ溶接装置において、
前記制御部は、前記開先内に溶接ビードを形成しつつ前記溶接ワイヤに流れる実行溶接電流値を計測する電流計測手段を具備して、この電流計測手段で得た実行溶接電流値があらかじめ設定した理想溶接電流範囲内にある場合の前記溶接トーチの移動速度を適正速度として定め、前記溶接ビードを形成しつつ前記電流計測手段により実行溶接電流値を計測すると共に、この計測で取得した実行溶接電流値と前記理想溶接電流範囲とを比較して、前記実行溶接電流値が前記理想溶接電流範囲内にある場合は、前記溶接トーチをそのまま前記適正速度で移動させ、前記実行溶接電流値が前記理想溶接電流範囲の下限閾値を下回る場合は、前記適正速度よりも遅い速度で前記溶接トーチを移動させる又は停止ないし逆行させ、前記実行溶接電流値が前記理想溶接電流範囲の上限閾値を上回る場合は、前記適正速度を超える速度で前記溶接トーチを移動させるべく制御する
ことを特徴とする突き合わせ溶接装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−135793(P2012−135793A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289930(P2010−289930)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000000099)株式会社IHI (5,014)
【出願人】(502422351)株式会社アイ・エイチ・アイ マリンユナイテッド (159)
【Fターム(参考)】
[ Back to top ]