
立体繊維構造体とこれを用いた衣料の保形材
【課題】熱成型加工後であっても、熱成型加工前の肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性を維持できるようにする。
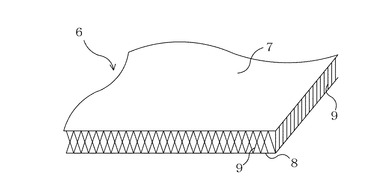
【解決手段】経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)である。前記の連結糸(9)が、捲縮加工の施された加工糸からなる。熱成型加工による加熱・加圧作用により連結糸(9)が倒されずに、立体繊維構造体(6)が連結糸(9)の反力により熱成型加工前に近い状態に維持され、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性を維持できる。
【解決手段】経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)である。前記の連結糸(9)が、捲縮加工の施された加工糸からなる。熱成型加工による加熱・加圧作用により連結糸(9)が倒されずに、立体繊維構造体(6)が連結糸(9)の反力により熱成型加工前に近い状態に維持され、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性を維持できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばブラジャーカップ材、肩パット、クロッチ材など衣料の保形材として用いる立体繊維構造体に関し、熱成型加工により、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性が悪化されることなくこれら特性を維持できるとともに、連結糸のコスト増加や編成のコスト増加を低減することができる立体繊維構造体とこれを用いた衣料の保形材に関する。
【背景技術】
【0002】
上記の立体繊維構造体は、例えばブラジャーカップ用素材として用いる場合、ファブリック等の基布にウレタンフォームや不織布を積層して積層体とし、この積層体を縫製や熱成型等の方法により加工して製造されていた。しかし、ウレタンフォームを用いた場合には、保形性、嵩高性および耐洗濯性には優れるものの、通気性および吸水速乾性には乏しく、さらに耐光性が悪く黄変するという問題があった。また不織布を用いた場合には、耐光性、通気性および速乾性には優れるものの、保形性および耐洗濯性には乏しく、型くずれ、嵩の減少、毛羽の発生や不織布と基布が剥がれるなどの問題があった。
【0003】
従来、上記の問題を解決するものとして、高融点の繊維およびバインダーと低融点の繊維およびバインダーとを積層接合した後、熱成型加工により固めた不織布成型体のブラジャーカップが開示されている(例えば、特許文献1を参照。)。このブラジャーカップは、肌触りおよび保形性には優れるものの、成型時に圧縮されるため嵩高性が不十分で、押圧して凹んだ場合の反発力がほとんどなく、バインダーの経時的物性変化などもあって好ましいとはいえない。更に、このような素材では、素材単体によりブラジャーカップを形成することが難しく、ブラジャーカップとして用いるには、織物や編物などの布帛を表面に張合わせた積層構造にしなければならず、ラミネート工程を要するとの問題があった。
【0004】
また近年では、表裏の編地と、これらを連結する連結糸からなるダブルラッセル編地単体により、通気性があり、肌触りが柔らかく、保形性が良好なブラジャーカップ材として用いることのできる、立体繊維構造体が開発されている(例えば、特許文献2を参照。以下従来技術2という。)。この立体繊維構造体は、2〜6mmの厚さを有するダブルラッセル編地であって、単糸繊度が3〜6dtexのマルチフィラメント糸から構成された、繊度が33〜110dtexの連結糸を有している。このダブルラッセル編地は、連結糸の単糸繊度や糸の全体の繊度および地組織の編目密度を調整することにより、嵩高性、弾力性、肌触り、保形性や通気性が調整可能となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭50−100372号公報
【特許文献2】特開2005−200796号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の従来技術2では、立体繊維構造体が縫製またはモールド加工等の加圧・加熱作用により所定の立体形状に賦形される。しかしながら、この賦形の際に、連結糸の単糸繊度、糸の全体の繊度、地組織の編目密度を調整したとしても、嵩高性、弾力性、肌触り、保形性や通気性の、全ての特性を十分に満足させることは難しい。例えば、縫製により成形する場合、縫製に掛かる成形コストが多大なものとなるだけでなく、縫製に用いた糸により、縫製部での肌触りが悪くなるとの問題がある。
【0007】
また、モールド加工等にて成型する場合には、その加熱・加圧作用により連結糸がつぶされ、嵩高性が低下するとともに、編地が硬くなり、弾力性、肌触りや通気性が悪くなるとの問題がある。この問題に対して、連結糸の太さを大きくし、モールド加工等の加熱・加圧作用によりつぶされないようにすることが考え得る。しかしこの方法により連結糸がつぶれなくても、加熱・加圧作用により連結糸が一方向に倒れ、表裏の編地にずれが生じることにより、成型後の表面にしわを形成する虞がある。さらに、倒れた連結糸により表裏の編地間の空間が少なくなり、通気性および吸水性が悪くなる虞がある。また、モールド加工等の加熱・加圧作用に耐え得る程に、地組織の密度を増加させることも考えられる。しかしこの方法では、連結糸のコストおよび編成のコストが共に高くなるとともに、単位面積あたりの重量が大幅に増加するとの問題がある。
【0008】
そこで本発明の技術的課題は、上記の各問題点を解消し、熱成型加工により、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性が悪化されることなくこれら特性を維持できるとともに、連結糸のコスト増加や編成のコスト増加を低減することができる立体繊維構造体とこれを用いた衣料の保形材を提供することにある。
【課題を解決するための手段】
【0009】
本発明は上記の課題を解決するために、例えば本発明の実施の形態を示す図1〜図8に基づいて説明すると、次のように構成したものである。
即ち、本発明1は立体繊維構造体に関し、経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)であって、前記の連結糸(9)が、捲縮加工の施された加工糸からなることを特徴とする。
【0010】
また本発明2は衣料の保形材に関し、上記の本発明1の立体繊維構造体(6)を用いた衣料の保形材であって、前記の立体繊維構造体(6)を所定の形状に賦形することを特徴とする。
【0011】
上記の立体繊維構造体は、第1編地と第2編地とが連結糸により連結されたものであり、肌触り、保形性、嵩高性、弾力性および通気性に優れる。また、捲縮加工が施された加工糸を連結糸に用いたことにより、例えばモールド加工等の熱成型加工の際に、加熱・加圧作用により連結糸が倒れてしまうことがない。このため、立体繊維構造体の厚さが維持され、加熱・加圧作用により、肌触り、保形性、嵩高性、弾力性や通気性さらには吸水速乾性が低下されることなく維持される。また、捲縮加工が施された連結糸を用いるため、地組織の密度を増加させる必要がなく、単位面積あたりの重量増加が低減される。
【0012】
また、捲縮加工が施された加工糸を連結糸に用いたことにより、例えば洗濯等により嵩高が小さくなったとしても、捲縮された連結糸の反力により嵩高が復元されるため、肌触り、保形性、嵩高性、弾力性や通気性、さらには吸水速乾性が低下することなく、耐洗濯性も向上される。
【0013】
上記の衣料の保形材は、その保形材として所定の形状に賦形されればよく、特定の方法に限定されない。例えば、立体繊維構造体にモールド加工等の熱成型加工を施すことにより、立体繊維構造体が衣料の保形材としての形状に応じて、様々な形状に成型される。このため、縫製等の成形方法と比較して、縫製に用いる糸を要せず、この縫製部と肌とが接することがないので、肌触りを損なうことがない。また、縫製に用いた糸により縫製部の弾力性が低下する、ということもない。さらに、縫製に用いる糸を要しないため、容易に且つ安価に成型される。
【0014】
上記の連結糸は、捲縮加工が施された加工糸が用いられる。このため、上記の加熱・加圧作用により連結糸が倒れてしまうことはない。さらに、立体繊維構造体の嵩高が小さくされた際には、連結糸の十分な反力により、嵩高が復元される。この加工糸は、例えば嵩高値である伸縮復元率が30%以上の値にて捲縮加工されていればよく、35%〜50%の値で捲縮加工されていればより伸縮性・嵩高性が高く、好ましい。また上記加工糸の捲縮加工の方法は、1ヒーター(1方向のみ仮撚り)の方が、より嵩高性が高くなり好ましい。
【0015】
上記の伸縮復元率は、以下の方法で求められる。まず上記の加工糸から、0.1g/dtex以下の張力にて、長さ40cm、10回巻きの綛を作成する。この綛に90℃の熱水で20分間の熱水処理を施して12時間以上乾燥させる。その後、この綛に初荷重と荷重(例えば、2mg/dtex+100mg/dtex)をかけて水中に入れ、2分間放置後の綛の内側の長さLを測定する。次に荷重(この場合、100mg/dtex)を取り外し、さらに2分間放置後の綛の内側の長さL1を測定する。これらの測定値LおよびL1の値にて、次式により伸縮復元率が求められる。
伸縮復元率(%)=(L−L1)/L×100
【0016】
また、上記の連結糸は、特定の単糸繊度および繊度に限定されない。例えば、単糸繊度2〜5dtex(デシテックス)のマルチフィラメント糸で構成された、実繊度が80〜170dtexの加工糸であってもよい。加工糸の単糸繊度が2dtex未満であれば、繊維の強度及び弾力性が十分でないために保形性が悪くなる虞があり、また、5dtexより大きくなると、加工糸が硬くなるため、例えば肌と接した場合の肌触りが悪くなる虞がある。さらに実繊度が80dtex未満であれば、繊維の弾力性が十分でないために保形性が悪くなる虞があり、また、170dtexより大きくなると、立体繊維構造体が重くなるため、着用感が悪くなる虞がある。
【0017】
ここで、実繊度とは、JIS L 1013−1999のB法(簡便法)に準じて、初荷重10gをかけて、任意の長さL0あたりの絶乾質量mを量り、次式により求められる。
実繊維度(tex)=m/L0×1000×(100+R0)/100
上記のR0は、JIS L 0105の公定水分率に規定されるポリエステルの公定水分率0.4%を用いた。
【0018】
上記の立体繊維構造体は、第1,2編地とこれら編地を連結する連結糸とを備えた編地であればよく、特定の編地に限定されない。第1編地および第2編地は、同じ編目構造であってもよいが、互いに異なる編目構造であっても良い。例えば、第1編地と第2編地とをダブルラッセル編機により連結糸で連結しながら編成すると、ダブルラッセル編地である立体繊維構造体が容易に編成できて好ましい。
【0019】
上記の第1編地および第2編地は、糸にて編成された編地であればよく、特定の糸を用いたものに限定されない。第1編地および第2編地は、同じ編糸であってもよいが、互いに異なる編糸であっても良い。例えば、第1編地と第2編地の少なくともいずれかに、弾性繊維を交編してもよい。
【0020】
また、第1編地と第2編地の少なくともいずれかを編成する糸が、吸水速乾性に優れた糸を含むものであればなおよい。この吸水速乾性に優れた糸として、例えば、断面が三角形や星形の異形断面形状を有する糸などを挙げることができる。このような断面形状の糸は、通常の断面形状が円形の糸と比較して、その表面積が大きい。このため、異形断面形状を有する糸を含む糸により編成される編地は、吸水性および速乾性に優れる。
【0021】
上記の衣料の保形材は、賦形後の厚さが用途に応じた所定の厚さであればよく、特定の厚さに限定されない。例えば、立体繊維構造体を衣料の保形材として賦形する際に、モールド加工等の熱成型加工が施されても、この熱成型加工前後の厚みが、3.5〜4.0mmであることが好ましい。例えば、連結糸に捲縮加工が施された加工糸を有しない通常の立体繊維構造体に熱成型加工を施すと、加熱・加圧作用により連結糸がつぶされて、その厚みが大幅に減少する傾向にあり、この立体繊維構造体が有する特性が損なわれる。しかし本発明2の衣料の保形材は、捲縮加工が施された加工糸からなる連結糸を備えた立体繊維構造体を用いたことにより、熱成型加工により連結糸が倒れてしまうことなく、連結糸が熱成型加工前の状態に近い状態で維持されるので、熱成型加工前後での厚みの変化量が小さく抑えられる。このため、立体繊維構造体が有する特性が損なわれることなく、衣料の保形材が賦形される。
【0022】
上記の第1編地および第2編地は、吸水速乾性に優れた糸を有するいずれか一方の編地を肌側に配置すると好ましい。このため、前記の保形材を備えた衣料を着用した際には、発汗時の汗が保形材に吸収されるので、ベタツキ感が抑えられる。さらに、汗で湿った保形材から水分が随時気化されるので、湿った衣料による不快感が低減される。
【発明の効果】
【0023】
本発明の立体繊維構造体とこれを用いた衣料の保形材は、上記のように構成され作用することから、次の効果を奏する。
【0024】
(1)立体繊維構造体は、第1編地と第2編地とが連結糸により連結されたものであり、肌触り、保形性、嵩高性、弾力性や通気性に優れる。
(2)連結糸に捲縮加工が施された加工糸を用いたことにより、モールド加工等の熱成型加工の際に、加熱・加圧作用を受けても連結糸が倒れてしまうことなく、連結糸がモールド加工前の形状に近い状態に維持される。このため、加熱・加圧作用により所定の立体形状に賦形でき、保形性に優れたものでありながら、嵩高性、弾力性や通気性さらには吸水速乾性に優れ、しかも縫目がないので肌触りが良好である。
(3)連結糸に捲縮加工が施された加工糸を用いたことにより、洗濯等により嵩高が小さくなったとしても、捲縮された連結糸の反力により嵩高が復元され、肌触り、保形性、嵩高性、弾力性や通気性、さらには吸水速乾性が維持でき、耐洗濯性を向上できる。
(4)捲縮加工が施された連結糸を有する立体繊維構造体であり、地組織の密度を増加させるものと比較して、連結糸のコスト増加や編成のコスト増加を低減できるとともに、単位面積あたりの重量を調整できる。
(5)立体繊維構造体を所定の形状に賦形することにより、立体繊維構造体を衣料の保形材として様々な形状に成型できる。よって、縫製等の成形方法と比較して、肌触りおよび弾力性を維持でき、さらに容易に且つ安価に成型できる。
(6)吸水速乾性に優れた糸や弾性繊維など所定の糸を編地に組み入れることができ、ラミネート加工が不要であるため、容易に且つ安価に成型できる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態を示す、ブラジャーの斜視図である。
【図2】図1に示すA−A線矢視端面図である。
【図3】実施形態の、立体繊維構造体を示す概略模式図である。
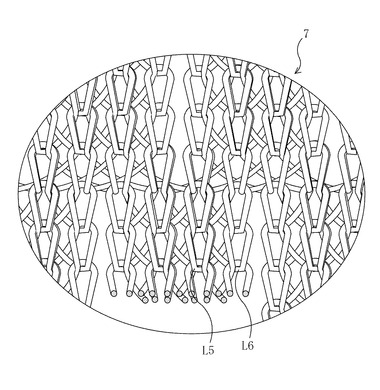
【図4】実施形態の、内側編地の編み組織を示す拡大平面図である。
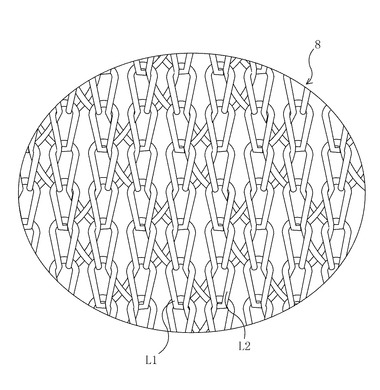
【図5】実施形態の、外側編地の編み組織を示す拡大平面図である。
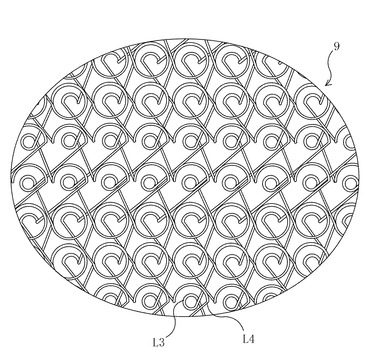
【図6】実施形態の、連結糸による編み組織を示す拡大概略図である。
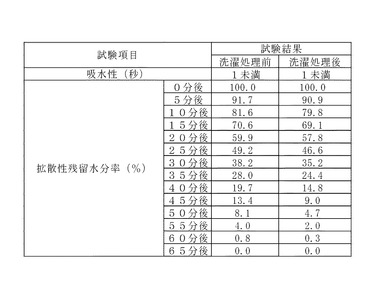
【図7】本発明の実施例1における、洗濯処理前後の性能を示す表である。
【図8】実施例1の、伸縮性を示す表である。
【図9】実施例1〜3の、連結糸の伸縮復元率及び実繊度を示す表である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態を図面に基づき説明する。
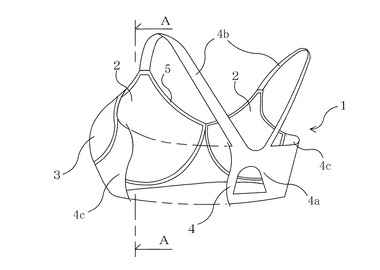
図1に示す実施形態では、一対のカップ材(2,2)を有するブラジャー(1)は、前記のカップ材(2,2)と、これらカップ材(2,2)が縫製により取り付けられるブラジャー本体(4)とを備えている。前記のブラジャー本体(4)は、適度な伸縮性と触感を備えたメッシュ状の編地にて形成されている。このブラジャー本体(4)は、背中部(4a)と、一対の肩紐部(4b,4b)と、一対の脇部(4c,4c)とを備え、背中部(4a)を介して、前記の各肩紐部(4b)および脇部(4c)が一体に形成されている。
【0027】
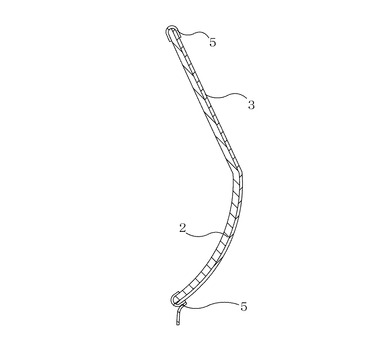
上記のカップ材(2)は、その外側が適度な伸縮性と触感とを備えたメッシュ状の保護編地(3)にて被覆されている。図2に示すように、前記の保護編地(3)とカップ材(2)とを一体にするように、カップ材(2)の周囲に亘って、テープ材(5)が縫製によって設けられている。このテープ材(5)が設けられることにより、カップ材(2)または保護編地(3)の端部の編み組織が保護される。なお、上記のブラジャー本体(4)の周囲端部に亘って前記のテープ材(5)を縫製により設けてもよく、ブラジャー本体(4)の端部の編み組織が保護される。
【0028】
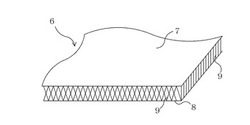
上記のカップ材(2)は、図3に示す、立体繊維構造体(6)をモールド加工等の熱成型加工を施すことにより賦形されている。この立体繊維構造体(6)は、肌に接しない外側に位置する第1編地(7)と、肌に接する内側に位置する第2編地(8)と、これら第1編地(7)と第2編地(8)とを連結する連結糸(9)とから編成される。
【0029】
上記の第1編地(7)には、弾性繊維が交編されている。図4に示すように、例えば、第1編地(7)は、弾性繊維のフィラメント糸にポリエステル糸が巻き回されて形成されたシングル・カバー・ヤーン(L5)と、ポリエステル糸(L6)とから編成されている。
【0030】
上記の第2編地(8)には、表面積が増加されて、吸水速乾性に優れた糸が含まれている。図5に示すように、例えば、第2編地(8)は、異形断面構造を有するポリエステル糸(L1,L2)から編成されている。このポリエステル糸(L1,L2)には、例えばセオアルファ(東レ株式会社、商標)が用いられ、通常の断面形状のポリエステル糸と比較して、その表面積が増加されている。このように編成された第2編地(8)は、表面積が増加されたことにより、吸水性および速乾性に優れたものとなっている。
【0031】
上記の連結糸(9)には、図6に示すように、例えば、単糸繊度2.29〜4.58dtexのマルチフィラメント糸で構成された、実繊度が84〜168dtexの加工糸(L3,L4)が用いられる。この連結糸(9)には、30%以上の伸縮復元率で、より好ましくは35%〜50%の伸縮復元率で、例えば、仮撚り等の1ヒーターの捲縮加工が施された加工糸(L3,L4)が用いられている。前記の仮撚りとは、フィラメント糸に2000〜3000回/m程度の撚りをかけ、熱セットした後撚りを元に戻して、フィラメント糸に細いしわやひだを生じさせ、フィラメント糸をふっくらとした嵩高いものにする加工方法であり、これによりフィラメント糸が捲縮されて伸縮性を有する。
【0032】
上記の加工糸の単糸繊度が2dtex未満であれば、繊維の強度及び弾性力が十分でないために保形性が悪くなる虞があり、また5dtexより大きくなると、加工糸が硬くなるため、肌と接した際の肌触りが悪くなる虞がある。また実繊度が80dtex未満であれば、繊維の弾性が十分でないために保形性が悪くなる虞があり、また170dtexより大きくなると、繊維が重くなるため、着用感が悪くなる虞がある。
【0033】
上記の立体繊維構造体(6)は、例えば、ダブルラッセル編機により、上記の第1編地(7)と第2編地(8)とが編成されるとともに、これらの編地(7,8)が連結糸(9)にて連結されて形成される。
【0034】
以下、各編地(7,8)および連結糸(9)の編み組織について説明する。
上記の第1編地(7)は、図4に示すように、順にヨコ方向に移動して編成される編み方と、ヨコ方向のループ(編目)を1つ飛ばして編成される編み方とが組み合わされて編成される。この第1編地(7)は、その一部において、1つの編目がシングル・カバー・ヤーン(L5)とポリエステル糸(L6)とから形成され、編目が重複して編成される部分を有し、また他の一部において、編目間を連結する各糸(L5,L6)がない状態に編成される部分を有している。このため第1編地(7)の表面が略凹凸状に編成され、第1編地(7)の表面積が増加されている。
【0035】
また、上記の第2編地(8)は、図5に示すように、編目が所定数だけ隣のヨコ方向に連続して移行され、その後方向を変えて折り返して編成される、例えばアトラス調編にて編成される。
【0036】
上記の連結糸(9)は、図6に示すように、第1編地(7)と第2編地(8)との間で往復移動するとともに、連続して隣のヨコ方向に移動して、第1編地(7)と第2編地(8)とを連結する。
【0037】
上記のように編成された立体繊維構造体(6)は、熱成型加工により、例えばモールド加工により、カップ材(2)としての所定形状に成型される。即ち、立体繊維構造体(6)は、所定の大きさに裁断された後、カップ材としてのキャビティを備える金型に収納され、加熱・加圧成型されて、カップ材(2)の形状に成型される。このとき立体繊維構造体(6)は、上記の第2編地(8)が肌と接する側になるように、金型に配置されて成型される。また、成型後のカップ材(2)が、ブラジャー本体(4)の肩紐部(4b,4b)と脇部(4c,4c)に、縫製により取り付けられて、ブラジャー(1)が形成される。
【0038】
上記の熱成型加工において、熱成型加工前の立体繊維構造体(6)の厚さが、例えば3.9mmであると、熱成型加工後のカップ材(2)の厚さは、3.65mmとなる。これは、熱成型加工の際に、連結糸(9)に捲縮加工が施されているため反発力が大きく、加熱・加圧作用により連結糸(9)が倒れてしまうことなくヒートセットされて、所定の立体形状に賦形される。これにより成型加工後の連結糸(9)が熱成型加工前の形状に近い状態に維持され、熱成型加工前後での厚さの変化が極力小さなものとなっている。よって、成型品であるカップ材(2)は、嵩高性に優れるとともに、加熱・加圧作用により、肌触り、保形性、嵩高性、弾力性や通気性さらには吸水速乾性が低下することなく維持できる。
【実施例】
【0039】
上記の立体繊維構造体を用いた衣料の保形材の性能について、以下に実施例1の立体繊維構造体と、この立体繊維構造体から成型される衣料の保形材について説明する。
【0040】
上記の立体繊維構造体は、第1,2編地と連結糸にて形成されている。この第1編地は、ポリエステルマルチフィラメント(捲縮加工糸、84dtex)と弾性繊維(ポリウレタン、22dtex)とからなるシングル・カバード・ヤーンと、ポリエステルマルチフィラメント(捲縮加工糸、84dtex、36フィラメント)とから編成される。また第2編地は、上記セオアルファ(捲縮加工糸、84dtex、24フィラメント)から編成される。さらに連結糸には、S撚りの捲縮加工が施されたポリエステルマルチフィラメント(捲縮加工糸、110dtex、48フィラメント)が用いられる。
【0041】
上記の立体繊維構造体は、22ゲージのダブルラッセル編機で6枚筬にて編成されるダブルラッセル編地である。このダブルラッセル編地は、1インチあたりの網目のループ数を表す機上密度が縦方向に22、横方向に40にて編成される。またこの後の染色加工により、厚さが3.9mm、1インチあたりの網目のループ数を表す密度が縦方向に23、横方向に35、目付けが630g/m2に仕上げられる。
【0042】
次に、上記の立体繊維構造体に、170℃〜180℃の成型温度下で130秒間圧力をかけてモールド加工を施し、ブラジャーのカップ材を成型した。これにより成型されたカップ材の厚さは3.65mmである。このカップ材は、JIS L 1018−1999(ブラジール形法)による通気性が17.5cm3/cm2・sであった。またJIS L 0217 103法の洗濯処理(吊干しによる)を10回実施した前後での吸水性について、JIS L 1907の滴下法により測定したところ、図7に示すように、いずれも1秒未満との結果であり、洗濯処理に関わらず吸水性に優れている。
【0043】
また、上記の洗濯処理を10回実施した前後で、温度20℃湿度65%の雰囲気中で0.3gの水を滴下させ、5分毎の質量を測定して拡散性残留水分率(各時間の水分量/滴下直後の水分量×100)を算出した。一般に60分後の拡散性残留水分率が、10%未満であれば、速乾性に優れると評価されるが、図7に示すように、いずれもこれを満たしており、洗濯処理に関わらず速乾性に優れている。また洗濯処理による各性能の大幅な低下が確認できず、耐洗濯性にも優れている。
【0044】
また、図8には、この実施例1の保形材について、伸長性の測定を行った結果を示す。この保形材であるカップ材は、伸長性に優れるウレタンモールドカップとの比較において、縦方向および横方向の伸長性から算出されるカップ材としての面方向の伸長性について、ウレタンモールドカップと同程度の優れた伸長性を有している。なお、上記の伸長性は、以下の方法にて求められる。まずダブルラッセルモールドカップとウレタンモールドカップの其々から試験片を作成する。次にこれら試験片を、上部つかみ2.5cm、下部つかみ3.5cm、つかみ間隔5.0cmにて、低速伸張形引張試験機に取り付けて、毎分28〜32cmの速さで、22.1Nとなるまで荷重をかける。このときの、9.8N時、14.7N時、および22.1N時の試験片の縦方向および横方向の長さを測定し、予め測定された各試験片の縦方向および横方向の長さとから、伸長性(%)を求める。
【0045】
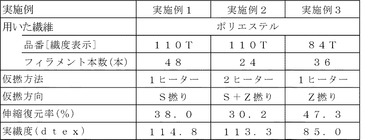
また、図9には、実施例1〜3について、捲縮加工されたポリエステルマルチフィラメントの捲縮加工方法と、得られた加工糸の伸縮復元率を示す。実施例1において、加工糸は、その品番が110Tで48フィラメントのポリエステルマルチフィラメントに、1ヒーターでS撚りの捲縮加工を施して形成している。この捲縮加工により得られた加工糸は、実繊度が114.8dtex、見掛繊度が120.2dtexとなり、38.0%の伸縮復元率を有する。
【0046】
なお本願において、捲縮加工後の加工糸の自然長における繊度の値である見掛繊度の値は、120.2dtexとなった。この見掛繊度の測定方法は、上記JIS L 1013−1999のB法における実繊度の測定に準じて、初荷重の値を0.05gに設定して測定したものである。
【0047】
また、実施例2では、品番が110Tで24フィラメントのポリエステルマルチフィラメントを用い、2ヒーターでS+Z撚りの捲縮加工を施してあり、得られた加工糸は、実繊度が113.3dtexとなり、30.2%の伸縮復元率を有する。また、実施例3では、品番が84Tで36フィラメントのポリエステルマルチフィラメントを用い、1ヒーターでZ撚りの捲縮加工を施してあり、得られた加工糸は、実繊度が85.0dtexとなり、47.3%の伸縮復元率を有する。
【0048】
上記各実施例において得られた加工糸はそれぞれ、優れた伸縮復元率を有した加工糸である。よって、これらの各加工糸を用いて編成されたダブルラッセル編地にモールド加工が施されても、連結糸が倒されることなく、ダブルラッセル編地が有する各特性が維持される。
【0049】
上記の実施形態や各実施例で説明した立体繊維構造体(6)およびカップ材(2)は、本発明の技術的思想を具体化するために例示したものであり、各部の編み方や編み糸の材質、太さ、編み密度、加工処理の内容、用途等を、上記の実施形態のものに限定するものではなく、本発明の特許請求の範囲内において種々の変更を加え得るものである。
【0050】
例えば上記の実施形態では、立体繊維構造体をカップ材に適用した場合について説明した。しかし本発明では、これを肩パット、クロッチ材など衣料の保形材、さらに他の用途に用いてもよい。
【0051】
また上記の実施形態では、立体繊維構造体を裁断した後、加熱成型加工によりカップ材を成型した。しかし本発明では、加熱成型加工後に裁断しても、あるいは加熱成型加工前におおまかに裁断し、加熱成型加工後に仕上げの裁断を施してもよい。
また上記の実施形態では、第1編地と第2編地、およびこれらを連結する連結糸の編み方を組織図に基づいて説明したが、この組織図に示す編み方に限らず、他の編み方で編成したものであってもよい。
【0052】
また上記の実施形態では、連結糸の捲縮加工について、熱を加えながら撚りをかける加工法について説明した。しかし本発明の連結糸は、この加工法に限らず、伸縮復元率が30%以上の捲縮が施された加工糸であればよく、適宜の方法にて縮れた形状に捲縮されればよい。
【産業上の利用可能性】
【0053】
本発明の立体繊維構造体は、熱成型加工後であってもその特性を維持できるので、ブラジャーのカップ材等に特に好適であるが、肩パット、クロッチ材等の衣料の保形材など、肌に接して保形性を必要とする他の用途にも好適である。
【符号の説明】
【0054】
1…ブラジャー
2…カップ材
6…立体繊維構造体
7…第1編地
8…第2編地
9…連結糸
【技術分野】
【0001】
本発明は、例えばブラジャーカップ材、肩パット、クロッチ材など衣料の保形材として用いる立体繊維構造体に関し、熱成型加工により、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性が悪化されることなくこれら特性を維持できるとともに、連結糸のコスト増加や編成のコスト増加を低減することができる立体繊維構造体とこれを用いた衣料の保形材に関する。
【背景技術】
【0002】
上記の立体繊維構造体は、例えばブラジャーカップ用素材として用いる場合、ファブリック等の基布にウレタンフォームや不織布を積層して積層体とし、この積層体を縫製や熱成型等の方法により加工して製造されていた。しかし、ウレタンフォームを用いた場合には、保形性、嵩高性および耐洗濯性には優れるものの、通気性および吸水速乾性には乏しく、さらに耐光性が悪く黄変するという問題があった。また不織布を用いた場合には、耐光性、通気性および速乾性には優れるものの、保形性および耐洗濯性には乏しく、型くずれ、嵩の減少、毛羽の発生や不織布と基布が剥がれるなどの問題があった。
【0003】
従来、上記の問題を解決するものとして、高融点の繊維およびバインダーと低融点の繊維およびバインダーとを積層接合した後、熱成型加工により固めた不織布成型体のブラジャーカップが開示されている(例えば、特許文献1を参照。)。このブラジャーカップは、肌触りおよび保形性には優れるものの、成型時に圧縮されるため嵩高性が不十分で、押圧して凹んだ場合の反発力がほとんどなく、バインダーの経時的物性変化などもあって好ましいとはいえない。更に、このような素材では、素材単体によりブラジャーカップを形成することが難しく、ブラジャーカップとして用いるには、織物や編物などの布帛を表面に張合わせた積層構造にしなければならず、ラミネート工程を要するとの問題があった。
【0004】
また近年では、表裏の編地と、これらを連結する連結糸からなるダブルラッセル編地単体により、通気性があり、肌触りが柔らかく、保形性が良好なブラジャーカップ材として用いることのできる、立体繊維構造体が開発されている(例えば、特許文献2を参照。以下従来技術2という。)。この立体繊維構造体は、2〜6mmの厚さを有するダブルラッセル編地であって、単糸繊度が3〜6dtexのマルチフィラメント糸から構成された、繊度が33〜110dtexの連結糸を有している。このダブルラッセル編地は、連結糸の単糸繊度や糸の全体の繊度および地組織の編目密度を調整することにより、嵩高性、弾力性、肌触り、保形性や通気性が調整可能となっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭50−100372号公報
【特許文献2】特開2005−200796号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の従来技術2では、立体繊維構造体が縫製またはモールド加工等の加圧・加熱作用により所定の立体形状に賦形される。しかしながら、この賦形の際に、連結糸の単糸繊度、糸の全体の繊度、地組織の編目密度を調整したとしても、嵩高性、弾力性、肌触り、保形性や通気性の、全ての特性を十分に満足させることは難しい。例えば、縫製により成形する場合、縫製に掛かる成形コストが多大なものとなるだけでなく、縫製に用いた糸により、縫製部での肌触りが悪くなるとの問題がある。
【0007】
また、モールド加工等にて成型する場合には、その加熱・加圧作用により連結糸がつぶされ、嵩高性が低下するとともに、編地が硬くなり、弾力性、肌触りや通気性が悪くなるとの問題がある。この問題に対して、連結糸の太さを大きくし、モールド加工等の加熱・加圧作用によりつぶされないようにすることが考え得る。しかしこの方法により連結糸がつぶれなくても、加熱・加圧作用により連結糸が一方向に倒れ、表裏の編地にずれが生じることにより、成型後の表面にしわを形成する虞がある。さらに、倒れた連結糸により表裏の編地間の空間が少なくなり、通気性および吸水性が悪くなる虞がある。また、モールド加工等の加熱・加圧作用に耐え得る程に、地組織の密度を増加させることも考えられる。しかしこの方法では、連結糸のコストおよび編成のコストが共に高くなるとともに、単位面積あたりの重量が大幅に増加するとの問題がある。
【0008】
そこで本発明の技術的課題は、上記の各問題点を解消し、熱成型加工により、肌触り、保形性、嵩高性、弾力性、通気性および耐洗濯性が悪化されることなくこれら特性を維持できるとともに、連結糸のコスト増加や編成のコスト増加を低減することができる立体繊維構造体とこれを用いた衣料の保形材を提供することにある。
【課題を解決するための手段】
【0009】
本発明は上記の課題を解決するために、例えば本発明の実施の形態を示す図1〜図8に基づいて説明すると、次のように構成したものである。
即ち、本発明1は立体繊維構造体に関し、経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)であって、前記の連結糸(9)が、捲縮加工の施された加工糸からなることを特徴とする。
【0010】
また本発明2は衣料の保形材に関し、上記の本発明1の立体繊維構造体(6)を用いた衣料の保形材であって、前記の立体繊維構造体(6)を所定の形状に賦形することを特徴とする。
【0011】
上記の立体繊維構造体は、第1編地と第2編地とが連結糸により連結されたものであり、肌触り、保形性、嵩高性、弾力性および通気性に優れる。また、捲縮加工が施された加工糸を連結糸に用いたことにより、例えばモールド加工等の熱成型加工の際に、加熱・加圧作用により連結糸が倒れてしまうことがない。このため、立体繊維構造体の厚さが維持され、加熱・加圧作用により、肌触り、保形性、嵩高性、弾力性や通気性さらには吸水速乾性が低下されることなく維持される。また、捲縮加工が施された連結糸を用いるため、地組織の密度を増加させる必要がなく、単位面積あたりの重量増加が低減される。
【0012】
また、捲縮加工が施された加工糸を連結糸に用いたことにより、例えば洗濯等により嵩高が小さくなったとしても、捲縮された連結糸の反力により嵩高が復元されるため、肌触り、保形性、嵩高性、弾力性や通気性、さらには吸水速乾性が低下することなく、耐洗濯性も向上される。
【0013】
上記の衣料の保形材は、その保形材として所定の形状に賦形されればよく、特定の方法に限定されない。例えば、立体繊維構造体にモールド加工等の熱成型加工を施すことにより、立体繊維構造体が衣料の保形材としての形状に応じて、様々な形状に成型される。このため、縫製等の成形方法と比較して、縫製に用いる糸を要せず、この縫製部と肌とが接することがないので、肌触りを損なうことがない。また、縫製に用いた糸により縫製部の弾力性が低下する、ということもない。さらに、縫製に用いる糸を要しないため、容易に且つ安価に成型される。
【0014】
上記の連結糸は、捲縮加工が施された加工糸が用いられる。このため、上記の加熱・加圧作用により連結糸が倒れてしまうことはない。さらに、立体繊維構造体の嵩高が小さくされた際には、連結糸の十分な反力により、嵩高が復元される。この加工糸は、例えば嵩高値である伸縮復元率が30%以上の値にて捲縮加工されていればよく、35%〜50%の値で捲縮加工されていればより伸縮性・嵩高性が高く、好ましい。また上記加工糸の捲縮加工の方法は、1ヒーター(1方向のみ仮撚り)の方が、より嵩高性が高くなり好ましい。
【0015】
上記の伸縮復元率は、以下の方法で求められる。まず上記の加工糸から、0.1g/dtex以下の張力にて、長さ40cm、10回巻きの綛を作成する。この綛に90℃の熱水で20分間の熱水処理を施して12時間以上乾燥させる。その後、この綛に初荷重と荷重(例えば、2mg/dtex+100mg/dtex)をかけて水中に入れ、2分間放置後の綛の内側の長さLを測定する。次に荷重(この場合、100mg/dtex)を取り外し、さらに2分間放置後の綛の内側の長さL1を測定する。これらの測定値LおよびL1の値にて、次式により伸縮復元率が求められる。
伸縮復元率(%)=(L−L1)/L×100
【0016】
また、上記の連結糸は、特定の単糸繊度および繊度に限定されない。例えば、単糸繊度2〜5dtex(デシテックス)のマルチフィラメント糸で構成された、実繊度が80〜170dtexの加工糸であってもよい。加工糸の単糸繊度が2dtex未満であれば、繊維の強度及び弾力性が十分でないために保形性が悪くなる虞があり、また、5dtexより大きくなると、加工糸が硬くなるため、例えば肌と接した場合の肌触りが悪くなる虞がある。さらに実繊度が80dtex未満であれば、繊維の弾力性が十分でないために保形性が悪くなる虞があり、また、170dtexより大きくなると、立体繊維構造体が重くなるため、着用感が悪くなる虞がある。
【0017】
ここで、実繊度とは、JIS L 1013−1999のB法(簡便法)に準じて、初荷重10gをかけて、任意の長さL0あたりの絶乾質量mを量り、次式により求められる。
実繊維度(tex)=m/L0×1000×(100+R0)/100
上記のR0は、JIS L 0105の公定水分率に規定されるポリエステルの公定水分率0.4%を用いた。
【0018】
上記の立体繊維構造体は、第1,2編地とこれら編地を連結する連結糸とを備えた編地であればよく、特定の編地に限定されない。第1編地および第2編地は、同じ編目構造であってもよいが、互いに異なる編目構造であっても良い。例えば、第1編地と第2編地とをダブルラッセル編機により連結糸で連結しながら編成すると、ダブルラッセル編地である立体繊維構造体が容易に編成できて好ましい。
【0019】
上記の第1編地および第2編地は、糸にて編成された編地であればよく、特定の糸を用いたものに限定されない。第1編地および第2編地は、同じ編糸であってもよいが、互いに異なる編糸であっても良い。例えば、第1編地と第2編地の少なくともいずれかに、弾性繊維を交編してもよい。
【0020】
また、第1編地と第2編地の少なくともいずれかを編成する糸が、吸水速乾性に優れた糸を含むものであればなおよい。この吸水速乾性に優れた糸として、例えば、断面が三角形や星形の異形断面形状を有する糸などを挙げることができる。このような断面形状の糸は、通常の断面形状が円形の糸と比較して、その表面積が大きい。このため、異形断面形状を有する糸を含む糸により編成される編地は、吸水性および速乾性に優れる。
【0021】
上記の衣料の保形材は、賦形後の厚さが用途に応じた所定の厚さであればよく、特定の厚さに限定されない。例えば、立体繊維構造体を衣料の保形材として賦形する際に、モールド加工等の熱成型加工が施されても、この熱成型加工前後の厚みが、3.5〜4.0mmであることが好ましい。例えば、連結糸に捲縮加工が施された加工糸を有しない通常の立体繊維構造体に熱成型加工を施すと、加熱・加圧作用により連結糸がつぶされて、その厚みが大幅に減少する傾向にあり、この立体繊維構造体が有する特性が損なわれる。しかし本発明2の衣料の保形材は、捲縮加工が施された加工糸からなる連結糸を備えた立体繊維構造体を用いたことにより、熱成型加工により連結糸が倒れてしまうことなく、連結糸が熱成型加工前の状態に近い状態で維持されるので、熱成型加工前後での厚みの変化量が小さく抑えられる。このため、立体繊維構造体が有する特性が損なわれることなく、衣料の保形材が賦形される。
【0022】
上記の第1編地および第2編地は、吸水速乾性に優れた糸を有するいずれか一方の編地を肌側に配置すると好ましい。このため、前記の保形材を備えた衣料を着用した際には、発汗時の汗が保形材に吸収されるので、ベタツキ感が抑えられる。さらに、汗で湿った保形材から水分が随時気化されるので、湿った衣料による不快感が低減される。
【発明の効果】
【0023】
本発明の立体繊維構造体とこれを用いた衣料の保形材は、上記のように構成され作用することから、次の効果を奏する。
【0024】
(1)立体繊維構造体は、第1編地と第2編地とが連結糸により連結されたものであり、肌触り、保形性、嵩高性、弾力性や通気性に優れる。
(2)連結糸に捲縮加工が施された加工糸を用いたことにより、モールド加工等の熱成型加工の際に、加熱・加圧作用を受けても連結糸が倒れてしまうことなく、連結糸がモールド加工前の形状に近い状態に維持される。このため、加熱・加圧作用により所定の立体形状に賦形でき、保形性に優れたものでありながら、嵩高性、弾力性や通気性さらには吸水速乾性に優れ、しかも縫目がないので肌触りが良好である。
(3)連結糸に捲縮加工が施された加工糸を用いたことにより、洗濯等により嵩高が小さくなったとしても、捲縮された連結糸の反力により嵩高が復元され、肌触り、保形性、嵩高性、弾力性や通気性、さらには吸水速乾性が維持でき、耐洗濯性を向上できる。
(4)捲縮加工が施された連結糸を有する立体繊維構造体であり、地組織の密度を増加させるものと比較して、連結糸のコスト増加や編成のコスト増加を低減できるとともに、単位面積あたりの重量を調整できる。
(5)立体繊維構造体を所定の形状に賦形することにより、立体繊維構造体を衣料の保形材として様々な形状に成型できる。よって、縫製等の成形方法と比較して、肌触りおよび弾力性を維持でき、さらに容易に且つ安価に成型できる。
(6)吸水速乾性に優れた糸や弾性繊維など所定の糸を編地に組み入れることができ、ラミネート加工が不要であるため、容易に且つ安価に成型できる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施形態を示す、ブラジャーの斜視図である。
【図2】図1に示すA−A線矢視端面図である。
【図3】実施形態の、立体繊維構造体を示す概略模式図である。
【図4】実施形態の、内側編地の編み組織を示す拡大平面図である。
【図5】実施形態の、外側編地の編み組織を示す拡大平面図である。
【図6】実施形態の、連結糸による編み組織を示す拡大概略図である。
【図7】本発明の実施例1における、洗濯処理前後の性能を示す表である。
【図8】実施例1の、伸縮性を示す表である。
【図9】実施例1〜3の、連結糸の伸縮復元率及び実繊度を示す表である。
【発明を実施するための形態】
【0026】
以下、本発明の実施の形態を図面に基づき説明する。
図1に示す実施形態では、一対のカップ材(2,2)を有するブラジャー(1)は、前記のカップ材(2,2)と、これらカップ材(2,2)が縫製により取り付けられるブラジャー本体(4)とを備えている。前記のブラジャー本体(4)は、適度な伸縮性と触感を備えたメッシュ状の編地にて形成されている。このブラジャー本体(4)は、背中部(4a)と、一対の肩紐部(4b,4b)と、一対の脇部(4c,4c)とを備え、背中部(4a)を介して、前記の各肩紐部(4b)および脇部(4c)が一体に形成されている。
【0027】
上記のカップ材(2)は、その外側が適度な伸縮性と触感とを備えたメッシュ状の保護編地(3)にて被覆されている。図2に示すように、前記の保護編地(3)とカップ材(2)とを一体にするように、カップ材(2)の周囲に亘って、テープ材(5)が縫製によって設けられている。このテープ材(5)が設けられることにより、カップ材(2)または保護編地(3)の端部の編み組織が保護される。なお、上記のブラジャー本体(4)の周囲端部に亘って前記のテープ材(5)を縫製により設けてもよく、ブラジャー本体(4)の端部の編み組織が保護される。
【0028】
上記のカップ材(2)は、図3に示す、立体繊維構造体(6)をモールド加工等の熱成型加工を施すことにより賦形されている。この立体繊維構造体(6)は、肌に接しない外側に位置する第1編地(7)と、肌に接する内側に位置する第2編地(8)と、これら第1編地(7)と第2編地(8)とを連結する連結糸(9)とから編成される。
【0029】
上記の第1編地(7)には、弾性繊維が交編されている。図4に示すように、例えば、第1編地(7)は、弾性繊維のフィラメント糸にポリエステル糸が巻き回されて形成されたシングル・カバー・ヤーン(L5)と、ポリエステル糸(L6)とから編成されている。
【0030】
上記の第2編地(8)には、表面積が増加されて、吸水速乾性に優れた糸が含まれている。図5に示すように、例えば、第2編地(8)は、異形断面構造を有するポリエステル糸(L1,L2)から編成されている。このポリエステル糸(L1,L2)には、例えばセオアルファ(東レ株式会社、商標)が用いられ、通常の断面形状のポリエステル糸と比較して、その表面積が増加されている。このように編成された第2編地(8)は、表面積が増加されたことにより、吸水性および速乾性に優れたものとなっている。
【0031】
上記の連結糸(9)には、図6に示すように、例えば、単糸繊度2.29〜4.58dtexのマルチフィラメント糸で構成された、実繊度が84〜168dtexの加工糸(L3,L4)が用いられる。この連結糸(9)には、30%以上の伸縮復元率で、より好ましくは35%〜50%の伸縮復元率で、例えば、仮撚り等の1ヒーターの捲縮加工が施された加工糸(L3,L4)が用いられている。前記の仮撚りとは、フィラメント糸に2000〜3000回/m程度の撚りをかけ、熱セットした後撚りを元に戻して、フィラメント糸に細いしわやひだを生じさせ、フィラメント糸をふっくらとした嵩高いものにする加工方法であり、これによりフィラメント糸が捲縮されて伸縮性を有する。
【0032】
上記の加工糸の単糸繊度が2dtex未満であれば、繊維の強度及び弾性力が十分でないために保形性が悪くなる虞があり、また5dtexより大きくなると、加工糸が硬くなるため、肌と接した際の肌触りが悪くなる虞がある。また実繊度が80dtex未満であれば、繊維の弾性が十分でないために保形性が悪くなる虞があり、また170dtexより大きくなると、繊維が重くなるため、着用感が悪くなる虞がある。
【0033】
上記の立体繊維構造体(6)は、例えば、ダブルラッセル編機により、上記の第1編地(7)と第2編地(8)とが編成されるとともに、これらの編地(7,8)が連結糸(9)にて連結されて形成される。
【0034】
以下、各編地(7,8)および連結糸(9)の編み組織について説明する。
上記の第1編地(7)は、図4に示すように、順にヨコ方向に移動して編成される編み方と、ヨコ方向のループ(編目)を1つ飛ばして編成される編み方とが組み合わされて編成される。この第1編地(7)は、その一部において、1つの編目がシングル・カバー・ヤーン(L5)とポリエステル糸(L6)とから形成され、編目が重複して編成される部分を有し、また他の一部において、編目間を連結する各糸(L5,L6)がない状態に編成される部分を有している。このため第1編地(7)の表面が略凹凸状に編成され、第1編地(7)の表面積が増加されている。
【0035】
また、上記の第2編地(8)は、図5に示すように、編目が所定数だけ隣のヨコ方向に連続して移行され、その後方向を変えて折り返して編成される、例えばアトラス調編にて編成される。
【0036】
上記の連結糸(9)は、図6に示すように、第1編地(7)と第2編地(8)との間で往復移動するとともに、連続して隣のヨコ方向に移動して、第1編地(7)と第2編地(8)とを連結する。
【0037】
上記のように編成された立体繊維構造体(6)は、熱成型加工により、例えばモールド加工により、カップ材(2)としての所定形状に成型される。即ち、立体繊維構造体(6)は、所定の大きさに裁断された後、カップ材としてのキャビティを備える金型に収納され、加熱・加圧成型されて、カップ材(2)の形状に成型される。このとき立体繊維構造体(6)は、上記の第2編地(8)が肌と接する側になるように、金型に配置されて成型される。また、成型後のカップ材(2)が、ブラジャー本体(4)の肩紐部(4b,4b)と脇部(4c,4c)に、縫製により取り付けられて、ブラジャー(1)が形成される。
【0038】
上記の熱成型加工において、熱成型加工前の立体繊維構造体(6)の厚さが、例えば3.9mmであると、熱成型加工後のカップ材(2)の厚さは、3.65mmとなる。これは、熱成型加工の際に、連結糸(9)に捲縮加工が施されているため反発力が大きく、加熱・加圧作用により連結糸(9)が倒れてしまうことなくヒートセットされて、所定の立体形状に賦形される。これにより成型加工後の連結糸(9)が熱成型加工前の形状に近い状態に維持され、熱成型加工前後での厚さの変化が極力小さなものとなっている。よって、成型品であるカップ材(2)は、嵩高性に優れるとともに、加熱・加圧作用により、肌触り、保形性、嵩高性、弾力性や通気性さらには吸水速乾性が低下することなく維持できる。
【実施例】
【0039】
上記の立体繊維構造体を用いた衣料の保形材の性能について、以下に実施例1の立体繊維構造体と、この立体繊維構造体から成型される衣料の保形材について説明する。
【0040】
上記の立体繊維構造体は、第1,2編地と連結糸にて形成されている。この第1編地は、ポリエステルマルチフィラメント(捲縮加工糸、84dtex)と弾性繊維(ポリウレタン、22dtex)とからなるシングル・カバード・ヤーンと、ポリエステルマルチフィラメント(捲縮加工糸、84dtex、36フィラメント)とから編成される。また第2編地は、上記セオアルファ(捲縮加工糸、84dtex、24フィラメント)から編成される。さらに連結糸には、S撚りの捲縮加工が施されたポリエステルマルチフィラメント(捲縮加工糸、110dtex、48フィラメント)が用いられる。
【0041】
上記の立体繊維構造体は、22ゲージのダブルラッセル編機で6枚筬にて編成されるダブルラッセル編地である。このダブルラッセル編地は、1インチあたりの網目のループ数を表す機上密度が縦方向に22、横方向に40にて編成される。またこの後の染色加工により、厚さが3.9mm、1インチあたりの網目のループ数を表す密度が縦方向に23、横方向に35、目付けが630g/m2に仕上げられる。
【0042】
次に、上記の立体繊維構造体に、170℃〜180℃の成型温度下で130秒間圧力をかけてモールド加工を施し、ブラジャーのカップ材を成型した。これにより成型されたカップ材の厚さは3.65mmである。このカップ材は、JIS L 1018−1999(ブラジール形法)による通気性が17.5cm3/cm2・sであった。またJIS L 0217 103法の洗濯処理(吊干しによる)を10回実施した前後での吸水性について、JIS L 1907の滴下法により測定したところ、図7に示すように、いずれも1秒未満との結果であり、洗濯処理に関わらず吸水性に優れている。
【0043】
また、上記の洗濯処理を10回実施した前後で、温度20℃湿度65%の雰囲気中で0.3gの水を滴下させ、5分毎の質量を測定して拡散性残留水分率(各時間の水分量/滴下直後の水分量×100)を算出した。一般に60分後の拡散性残留水分率が、10%未満であれば、速乾性に優れると評価されるが、図7に示すように、いずれもこれを満たしており、洗濯処理に関わらず速乾性に優れている。また洗濯処理による各性能の大幅な低下が確認できず、耐洗濯性にも優れている。
【0044】
また、図8には、この実施例1の保形材について、伸長性の測定を行った結果を示す。この保形材であるカップ材は、伸長性に優れるウレタンモールドカップとの比較において、縦方向および横方向の伸長性から算出されるカップ材としての面方向の伸長性について、ウレタンモールドカップと同程度の優れた伸長性を有している。なお、上記の伸長性は、以下の方法にて求められる。まずダブルラッセルモールドカップとウレタンモールドカップの其々から試験片を作成する。次にこれら試験片を、上部つかみ2.5cm、下部つかみ3.5cm、つかみ間隔5.0cmにて、低速伸張形引張試験機に取り付けて、毎分28〜32cmの速さで、22.1Nとなるまで荷重をかける。このときの、9.8N時、14.7N時、および22.1N時の試験片の縦方向および横方向の長さを測定し、予め測定された各試験片の縦方向および横方向の長さとから、伸長性(%)を求める。
【0045】
また、図9には、実施例1〜3について、捲縮加工されたポリエステルマルチフィラメントの捲縮加工方法と、得られた加工糸の伸縮復元率を示す。実施例1において、加工糸は、その品番が110Tで48フィラメントのポリエステルマルチフィラメントに、1ヒーターでS撚りの捲縮加工を施して形成している。この捲縮加工により得られた加工糸は、実繊度が114.8dtex、見掛繊度が120.2dtexとなり、38.0%の伸縮復元率を有する。
【0046】
なお本願において、捲縮加工後の加工糸の自然長における繊度の値である見掛繊度の値は、120.2dtexとなった。この見掛繊度の測定方法は、上記JIS L 1013−1999のB法における実繊度の測定に準じて、初荷重の値を0.05gに設定して測定したものである。
【0047】
また、実施例2では、品番が110Tで24フィラメントのポリエステルマルチフィラメントを用い、2ヒーターでS+Z撚りの捲縮加工を施してあり、得られた加工糸は、実繊度が113.3dtexとなり、30.2%の伸縮復元率を有する。また、実施例3では、品番が84Tで36フィラメントのポリエステルマルチフィラメントを用い、1ヒーターでZ撚りの捲縮加工を施してあり、得られた加工糸は、実繊度が85.0dtexとなり、47.3%の伸縮復元率を有する。
【0048】
上記各実施例において得られた加工糸はそれぞれ、優れた伸縮復元率を有した加工糸である。よって、これらの各加工糸を用いて編成されたダブルラッセル編地にモールド加工が施されても、連結糸が倒されることなく、ダブルラッセル編地が有する各特性が維持される。
【0049】
上記の実施形態や各実施例で説明した立体繊維構造体(6)およびカップ材(2)は、本発明の技術的思想を具体化するために例示したものであり、各部の編み方や編み糸の材質、太さ、編み密度、加工処理の内容、用途等を、上記の実施形態のものに限定するものではなく、本発明の特許請求の範囲内において種々の変更を加え得るものである。
【0050】
例えば上記の実施形態では、立体繊維構造体をカップ材に適用した場合について説明した。しかし本発明では、これを肩パット、クロッチ材など衣料の保形材、さらに他の用途に用いてもよい。
【0051】
また上記の実施形態では、立体繊維構造体を裁断した後、加熱成型加工によりカップ材を成型した。しかし本発明では、加熱成型加工後に裁断しても、あるいは加熱成型加工前におおまかに裁断し、加熱成型加工後に仕上げの裁断を施してもよい。
また上記の実施形態では、第1編地と第2編地、およびこれらを連結する連結糸の編み方を組織図に基づいて説明したが、この組織図に示す編み方に限らず、他の編み方で編成したものであってもよい。
【0052】
また上記の実施形態では、連結糸の捲縮加工について、熱を加えながら撚りをかける加工法について説明した。しかし本発明の連結糸は、この加工法に限らず、伸縮復元率が30%以上の捲縮が施された加工糸であればよく、適宜の方法にて縮れた形状に捲縮されればよい。
【産業上の利用可能性】
【0053】
本発明の立体繊維構造体は、熱成型加工後であってもその特性を維持できるので、ブラジャーのカップ材等に特に好適であるが、肩パット、クロッチ材等の衣料の保形材など、肌に接して保形性を必要とする他の用途にも好適である。
【符号の説明】
【0054】
1…ブラジャー
2…カップ材
6…立体繊維構造体
7…第1編地
8…第2編地
9…連結糸
【特許請求の範囲】
【請求項1】
経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)であって、
前記の連結糸(9)が、捲縮加工の施された加工糸からなる、ことを特徴とする立体繊維構造体。
【請求項2】
上記の連結糸(9)が、30%以上の伸縮復元率で捲縮加工されている、請求項1に記載の立体繊維構造体。
【請求項3】
上記の連結糸(9)が、単糸繊度2〜5dtexのマルチフィラメント糸で構成された、実繊度が80〜170dtexの加工糸である、請求項1または2に記載の立体繊維構造体。
【請求項4】
ダブルラッセル編地である、請求項1〜3のいずれか1項に記載の立体繊維構造体。
【請求項5】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、弾性繊維が交編されている、請求項1〜4のいずれか1項に記載の立体繊維構造体。
【請求項6】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、吸水速乾性に優れた糸を含む、請求項1〜5のいずれか1項に記載の立体繊維構造体。
【請求項7】
上記の請求項1〜6のいずれか1項に記載の立体繊維構造体(6)を用いた衣料の保形材(2)であって、前記の立体繊維構造体(6)を所定の形状に賦形する、ことを特徴とする衣料の保形材。
【請求項8】
上記の賦形後の厚みが3.5〜4.0mmである、請求項7に記載の衣料の保形材。
【請求項9】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、吸水速乾性に優れた糸を含み、吸水速乾性に優れた糸を含む編地が肌側に配置してある、請求項7または8に記載の衣料の保形材。
【請求項1】
経編により編成される第1編地(7)と第2編地(8)と、これらの第1,2編地(7,8)を連結する連結糸(9)とを備えた立体繊維構造体(6)であって、
前記の連結糸(9)が、捲縮加工の施された加工糸からなる、ことを特徴とする立体繊維構造体。
【請求項2】
上記の連結糸(9)が、30%以上の伸縮復元率で捲縮加工されている、請求項1に記載の立体繊維構造体。
【請求項3】
上記の連結糸(9)が、単糸繊度2〜5dtexのマルチフィラメント糸で構成された、実繊度が80〜170dtexの加工糸である、請求項1または2に記載の立体繊維構造体。
【請求項4】
ダブルラッセル編地である、請求項1〜3のいずれか1項に記載の立体繊維構造体。
【請求項5】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、弾性繊維が交編されている、請求項1〜4のいずれか1項に記載の立体繊維構造体。
【請求項6】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、吸水速乾性に優れた糸を含む、請求項1〜5のいずれか1項に記載の立体繊維構造体。
【請求項7】
上記の請求項1〜6のいずれか1項に記載の立体繊維構造体(6)を用いた衣料の保形材(2)であって、前記の立体繊維構造体(6)を所定の形状に賦形する、ことを特徴とする衣料の保形材。
【請求項8】
上記の賦形後の厚みが3.5〜4.0mmである、請求項7に記載の衣料の保形材。
【請求項9】
上記の第1編地(7)と第2編地(8)との少なくともいずれかに、吸水速乾性に優れた糸を含み、吸水速乾性に優れた糸を含む編地が肌側に配置してある、請求項7または8に記載の衣料の保形材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−72513(P2012−72513A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−217480(P2010−217480)
【出願日】平成22年9月28日(2010.9.28)
【出願人】(510078241)ユニオン株式会社 (2)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月28日(2010.9.28)
【出願人】(510078241)ユニオン株式会社 (2)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]