
箱詰装置、整列ユニット、および整列方法
【課題】装置のスループットを低下させることなく複数の包装商品を立体的に整列させる整列ユニット、整列方法、および箱詰装置を提供する。
【解決手段】箱5の姿勢を開口面6cが横向きとなる姿勢から上向きとなる姿勢に変更する場合において、(1)まず、シリンダ325によってロッド326を矢印AR10方向に伸ばすことにより、イス部310に保持された箱5は回転軸322を中心に回動する。これにより、箱5の開口面6c側の高さ位置が、奥側の高さ位置と比較して高くなる。次に、シリンダ335によってロッド336を矢印AR11方向に縮めることにより、箱5は回転軸332を中心として回動する。これにより、箱5が、開口面6cを上向きとする姿勢に変更される。
【解決手段】箱5の姿勢を開口面6cが横向きとなる姿勢から上向きとなる姿勢に変更する場合において、(1)まず、シリンダ325によってロッド326を矢印AR10方向に伸ばすことにより、イス部310に保持された箱5は回転軸322を中心に回動する。これにより、箱5の開口面6c側の高さ位置が、奥側の高さ位置と比較して高くなる。次に、シリンダ335によってロッド336を矢印AR11方向に縮めることにより、箱5は回転軸332を中心として回動する。これにより、箱5が、開口面6cを上向きとする姿勢に変更される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、袋状の容器に内容物を入れた複数の包装商品を立体的に整列させる整列ユニット、整列方法、および袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置に関する。
【背景技術】
【0002】
従来より、箱の開口面を横に向けて(すなわち、箱の姿勢を当該開口面の法線方向と水平方向とが略平行となるように配置して)、複数の商品を箱に多段詰めにする箱詰装置が知られている(例えば、特許文献1)。
【0003】
【特許文献1】特開2004−155428号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1の図13から図16に示されるように、特許文献1の箱詰装置で行われる箱詰処理では、箱に対して一群の包装商品を複数回供給することにより、所定量の包装商品を箱に多段に積層して収容することになる。
【0005】
そのため、箱詰処理の完了した箱を下流工程に搬出するとともに、商品未収容の空箱を供給する処理は、包装商品を箱に供給する処理と同期を取ることが必要となる。すなわち、箱を下流工程に搬出する処理および空箱を供給する処理は、一群の包装商品を箱に供給する処理時間と同一またはそれ以下の時間で実行されなければならない。
【0006】
その結果、特許文献1の箱詰装置では、装置のスループットがこの箱搬出処理および空箱供給処理に律速されることとなり、さらなるスループットの向上が困難となる。
【0007】
そこで、本発明では、装置のスループットを低下させることなく複数の包装商品を立体的に整列させる整列ユニット、整列方法、および箱詰装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1の発明は、開口面の法線方向と水平第1方向とが略平行となる姿勢で配置された箱に、袋状の容器に内容物を入れた複数の包装商品を、前記開口面を介して収容する箱詰装置であって、前記複数の包装商品が前記水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列して多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、整列させた前記複数の包装商品を、前記水平第1方向に搬送しつつ前記箱の内側に収容する商品供給部と、を備える。
【0009】
また、請求項2の発明は、請求項1に記載の箱詰装置において、前記第1の押圧部は、前記水平第1方向に延伸する第1の部材と、前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、を含むことを特徴とする。
【0010】
また、請求項3の発明は、請求項1または請求項2に記載の箱詰装置において、前記第2の押圧部は、前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、前記水平第1方向に移動可能な規制部材と、を含むことを特徴とする。
【0011】
また、請求項4の発明は、請求項1ないし請求項3のいずれかに記載の箱詰装置において、前記第3の押圧部は、前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、を含むことを特徴とする。
【0012】
また、請求項5の発明は、請求項1ないし請求項4のいずれかに記載の箱詰装置において、前記第1の押圧部での押圧状態を検出する第1の検出部、をさらに備える。
【0013】
また、請求項6の発明は、請求項1ないし請求項5のいずれかに記載の箱詰装置において、前記第2の押圧部での押圧状態を検出する第2の検出部、をさらに備える。
【0014】
また、請求項7の発明は、請求項1ないし請求項6のいずれかに記載の箱詰装置において、前記第3の押圧部での押圧状態を検出する第3の検出部、をさらに備える。
【0015】
また、請求項8の発明は、請求項1ないし請求項4のいずれかに記載の箱詰装置において、前記複数の包装商品は、前記第1の押圧部による押圧処理が完了した後に、前記第2の押圧部によって押圧されることを特徴とする。
【0016】
また、請求項9の発明は、請求項1ないし請求項8のいずれかに記載の箱詰装置において、前記複数の包装商品は、前記第2の押圧部による押圧処理が完了した後に、前記第3の押圧部によって押圧されることを特徴とする。
【0017】
また、請求項10の発明は、袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置であって、前記複数の包装商品を押圧しつつ立体的に整列させることにより、前記複数の包装商品を略平行六面体の形状とする整列部と、前記整列部によって整列された前記複数の包装商品を、前記略平行六面体と略同一の形状を有する前記箱の収容空間に搬送して収容する商品供給部と、を備える。
【0018】
また、請求項11の発明は、袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列ユニットであって、前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、を備える。
【0019】
また、請求項12の発明は、請求項11に記載の整列ユニットにおいて、前記第1の押圧部は、前記水平第1方向に延伸する第1の部材と、前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、を含むことを特徴とする。
【0020】
また、請求項13の発明は、請求項11または請求項12に記載の整列ユニットにおいて、前記第2の押圧部は、前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、前記水平第1方向に移動可能な規制部材と、を含むことを特徴とする。
【0021】
また、請求項14の発明は、請求項11ないし請求項13のいずれかに記載の整列ユニットにおいて、前記第3の押圧部は、前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、を含むことを特徴とする。
【0022】
また、請求項15の発明は、袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列方法であって、(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記包装商品群の両側から前記水平第2方向に押圧する工程と、(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成する工程と、(c) 前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧する工程と、(d) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成する工程と、(e) 前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧する工程と、を備える。
【発明の効果】
【0023】
請求項1から請求項9に記載の発明によれば、袋状の容器に内容物を入れた複数の包装商品を第1ないし第3の押圧部によって押圧することができる。これにより、複数の包装商品を一段に整列させ、または、多段に積層させる際に、各包装商品の間に生ずる隙間空間を減少させることができる。そのため、箱に収容される包装商品の容積効率を向上させることができる。
【0024】
また、請求項1から請求項9に記載の発明によれば、箱に収容される包装商品の容積効率を向上させることができ、箱の容積と比較して複数の包装商品全体(すなわち、一列、一段、または一段の包装商品群)の容積をさらに小さくすることができる。これにより、包装商品を容易に箱の内側に供給することができる。そのため、複数の包装商品を無理に箱の内側に供給する必要がなくなり、供給時に包装商品の内容物や袋状の容器が破損するという問題を防止できる。
【0025】
さらに、請求項1から請求項9に記載の発明によれば、包装商品を多段に積層させた後に箱に収容することができる。すなわち、包装商品が多段に積層されている間において、商品供給部より後工程の処理部は、第1ないし第3の押圧部のいずれとも同期を取ることなく別の処理を実行できる。そのため、商品供給部より後工程の処理部で実行される動作につき、十分な時間を確保することができる。
【0026】
特に、請求項2に記載の発明によれば、第1および第2の部材によって一列の包装商品群の両側から前記水平第2方向に押圧することができる。そのため、各包装商品の間に生ずる隙間空間を減少させることができる。
【0027】
特に、請求項3に記載の発明によれば、搬送部と規制部材とによって一段の包装商品群の両側から前記水平第1方向に押圧することができる。そのため、各包装商品の間に生ずる隙間空間を減少させることができる。
【0028】
特に、請求項4に記載の発明によれば、昇降部を垂直方向に上昇させることによって、第2の押圧部から供給された複数の包装商品(すなわち、一列または一段の包装商品群)の上側をシャッターの下面によって押圧することができる。これにより、複数の包装商品によって形成される上側の面を略平面形状とすることができる。そのため、第3の押圧部によって形成された略平面の上に別の一段の包装商品を積層することができ、荷崩れを起こすことなく良好に包装商品を多段に積層することができる。
【0029】
特に、請求項5ないし請求項7に記載の発明によれば、第1ないし第3の押圧部のそれぞれによる押圧状態を第1ないし第3の検出部によって検出できる。そのため、第1ないし第3の検出部のそれぞれによる検出値に基づいて各押圧部の押圧状態を制御でき、包装商品の内容物や袋状の容器が破損することを防止できる。
【0030】
特に、請求項8に記載の発明によれば、隙間空間を減少させた複数の包装商品(すなわち、一列の包装商品群)によって一段の包装商品群を形成できる。そのため、さらに隙間空間の少ない一段の包装商品群を形成することができる。
【0031】
特に、請求項9に記載の発明によれば、隙間空間を減少させた複数の包装商品(すなわち一列または一段の包装商品群)によって多段の包装商品群を形成できる。そのため、さらに隙間空間の少ない多段の包装商品群を形成することができる。
【0032】
請求項10に記載の発明によれば、整列部は、複数の包装商品を、箱の収容空間と略同一の略平行六面体の形状とすることができる。そのため、複数の包装商品を容易に箱の収容空間に供給することができ、供給時に包装商品の内容物や袋状の容器が破損するといった問題を防止できる。
【0033】
また、請求項10に記載の発明によれば、複数の包装商品を押圧することにより、各包装商品の間に生ずる隙間空間を減少させることができる。そのため、箱に収容される包装商品の容積効率を向上させることができる。
【0034】
また、請求項11ないし請求項15に記載の発明によれば、袋状の容器に内容物を入れた複数の包装商品を第1ないし第3の押圧部によって押圧することができる。そのため、複数の包装商品を一段に整列させたり多段に積層させる際に、各包装商品の間に生ずる隙間空間を減少させることができ、複数の包装商品全体(すなわち、一列、一段、または一段の包装商品群)の容積を小さくすることができる。
【発明を実施するための最良の形態】
【0035】
以下、図面を参照しつつ本発明の実施の形態について詳細に説明する。
【0036】
<1.箱詰装置の全体構成>
図1は、本発明の実施の形態における箱詰装置1の全体構成を説明するための図である。箱詰装置1は、ネジやナットのような工業製品やスナック菓子のような食品等で広く利用されるピロー包装、およびレトルト食品、ヘアケア用品、洗剤などで広く利用されるパウチ包装のように、内容物が袋状の容器に入れられた商品(以下、単に「包装商品」とも呼ぶ)を箱に詰めて収容する装置である。
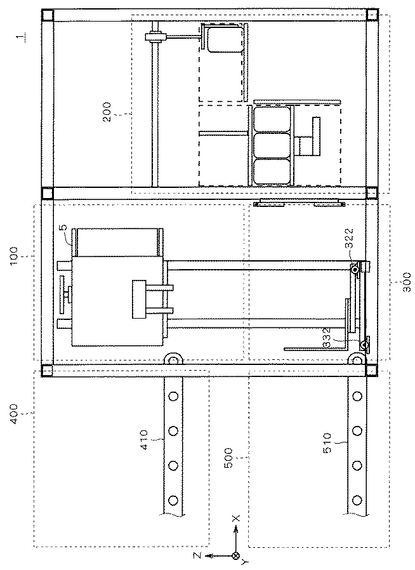
【0037】
図1に示すように、箱詰装置1は、主として、搬入ユニット400と、昇降ユニット100と、多段積層ユニット200と、箱回転ユニット300と、搬出ユニット500と、を備える。ここでは、各ユニット200〜500の概略について説明する。
【0038】
なお、図1および以降の各図にはそれらの方向関係を明確にするため必要に応じてZ軸方向を鉛直方向とし、XY平面を水平面とするXYZ直交座標系を付している。
【0039】
搬入ユニット400は、箱詰装置1外部で製函された箱5を昇降ユニット100へ搬送するのに使用されるユニットであり、主として、コンベア410を有する。コンベア410は、箱詰装置1の外部で製函された箱5を、所定時間の間隔で1つずつ、昇降ユニット100に供給する。
【0040】
昇降ユニット100は、昇降動作によって搬入ユニット400から供給された箱5を箱回転ユニット300に受け渡すユニットである。なお、昇降ユニット100についての詳細は後述する。
【0041】
多段積層ユニット200は、箱詰装置1の外部から供給される包装商品を多段に積層して整列する整列ユニットである。また、多段積層ユニット200は、箱回転ユニット300にて保持された箱5に、多段に積層させた複数の包装商品を、一度の搬送動作によって供給する商品供給ユニットとしても使用される。なお、多段積層ユニット200についての詳細は後述する。
【0042】
箱回転ユニット300は、昇降ユニット100から供給される空箱5を受け取って保持する。また、箱回転ユニット300は、多段積層ユニット200によって包装商品が収容された箱5を第1および第2の回転軸を中心に回転させることにより、反時計回りに90度回転させて箱の姿勢を変更する。さらに、箱回転ユニット300は、姿勢変更された箱5を搬出ユニット500のコンベア510に受け渡す。なお、箱回転ユニット300についての詳細は後述する。
【0043】
搬出ユニット500は、包装商品が収容された状態で箱回転ユニット300から受け渡される箱5を箱詰装置1の外部に搬出するユニットであり、図1に示すように、主として、コンベア510を有する。コンベア510は、箱回転ユニット300から受け渡された箱5を所定時間の間隔で1つずつ箱詰装置1外部に搬出する。
【0044】
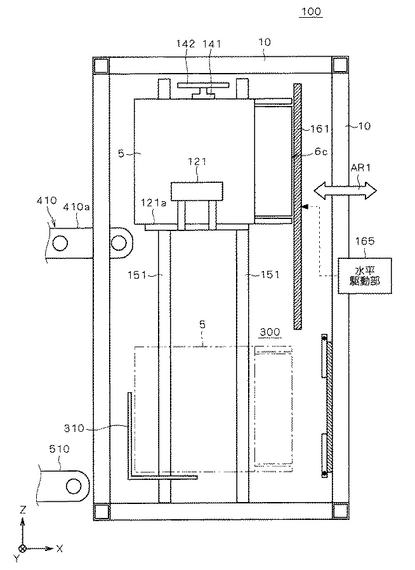
<2.昇降ユニットの構成>
図2および図3は、それぞれ昇降ユニット100の正面図および側面図を示す。ここでは、図2および図3を参照しつつ、昇降ユニット100のハードウェア構成および動作にについて説明する。
【0045】
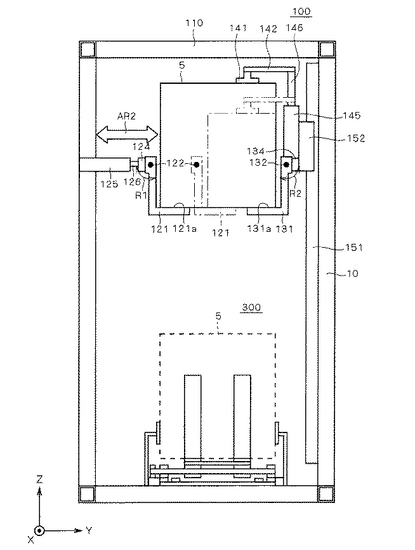
昇降ユニット100は、搬入ユニット400から受け取った箱5を把持しつつ下降させて、箱回転ユニット300に箱5を受け渡す処理を行う。図2および図3に示すように、昇降ユニット100は、主として、箱受け部121、131および上方押圧部材141を備える。
【0046】
箱受け部材121、131は、箱5を下支えする支持面121a、131aと、コンベア410の搬送面410aとが、垂直方向(Z軸方向)において略同一高さとなるように配置された支持部材である。
【0047】
ここで、箱受け部材121は、図3に示すように、回転軸122を中心として可動部材124に対して矢印R1方向に回動可能に設けられる。また、可動部材124は、シリンダ125のロッド126の右端部(Y軸正方向の端部)に取り付けられる。さらに、シリンダ125は、ロッド126を矢印AR2方向(Y軸方向:水平第2方向)に進退可能とする駆動部である。なお、本実施の形態では、可動範囲においてY軸方向における可動部材124の位置を任意に設定できる電動シリンダが使用される。
【0048】
また、箱受け部材131は、図3に示すように、回転軸132を中心として固定部材134に対して矢印R2方向に回動可能に設けられる。また、固定部材134は、後述する摺動部材152に取り付けられる。
【0049】
したがって、昇降ユニット100では、(1)保持面121a、131aのそれぞれが、コンベア410の搬送面410aと略同一高さとなるように箱受け部材121、131を回動させるとともに、(2)シリンダ125の進退動作をさせることにより、Y軸方向における箱受け部材121の位置を調整することができる。
【0050】
これにより、搬入ユニット400から供給される箱5の大きさに応じて箱受け部材121、131間の長さを設定することができる。例えば、実線の箱5の場合には箱受け部材121を実線の位置に、一点鎖線の箱5の場合には箱受け部材121を一点鎖線の位置に、それぞれ移動させることができる。そのため、コンベア410から箱5をスムーズに受け取ることができる。
【0051】
また、シリンダ125の駆動力を箱受け部材121に伝達して箱5をY軸正方向に押圧することができるため、Y軸方向の位置が固定された箱受け部材131を基準として箱の位置を設定することができる。
【0052】
上方押圧部材141は、箱5の上部から押圧する部材であり、その上端部は支持部材142の端部に取り付けられる。また、支持部材142は、シリンダ145のロッド146の上端部に取り付けられる。さらに、シリンダ145は、後述する摺動部材152に取りつけられており、ロッド146を垂直方向に昇降可能とする駆動部である。なお、本実施の形態では、可動範囲において垂直方向における支持部材142の位置を任意に設定できる電動シリンダが使用される。
【0053】
したがって、昇降ユニット100では、シリンダ145によって上方押圧部材141の垂直方向(Z方向)の位置を調整し、箱5の上端を上方押圧部材141によって当接・押圧することにより、上方押圧部材141と箱受け部材131との間に箱5を挟んで保持することができる。
【0054】
図2および図3に示すように、ガイドレール151は、支柱10に取りつけられており、Z軸方向に略平行に延設される一対のガイド機構である。また、摺動部材152は、この一対のガイドレール151を摺動可能に設けられる。
【0055】
また、図2に示すように、箱5の開口面6c側には、YZ平面と略平行な板状部材である垂直案内部材161が配設される。また、垂直案内部材161は、水平駆動部165からの駆動力を受けて矢印AR1方向(X軸方向)に移動可能に設けられる。
【0056】
そのため、箱5のX軸方向のサイズに応じて垂直案内部材161のX軸方向の位置を調整するとともに、搬入ユニット400から供給される箱5を垂直案内部材161に突き当てることにより、コンベア410による箱5の搬入方向から見て後端側を基準として、箱5のX軸方向の位置を設定することができる。すなわち、箱のサイズに関わらず後端側のX座標値を一定として箱5のX軸方向の位置を設定できる。
【0057】
さらに、昇降ユニット100では、(1)コンベア410によって搬送される箱5を垂直案内部材161に突き当て、(2)上方押圧部材141および箱受け部材131によって箱5を挟持し、(3)箱受け部材121を回動させて箱5から離隔させ、さらに、(4)摺動部材152を一対のガイドレール151に沿って下降させることができる。
【0058】
そのため、箱5を垂直案内部材161によって案内しつつ垂直方向に移動させることができ、箱5を搬入ユニット400のコンベア410付近の位置(実線位置)から箱回転ユニット300のイス部310付近(一点鎖線位置)まで安定して搬送することができる。
【0059】
<3.多段積層ユニットの構成>
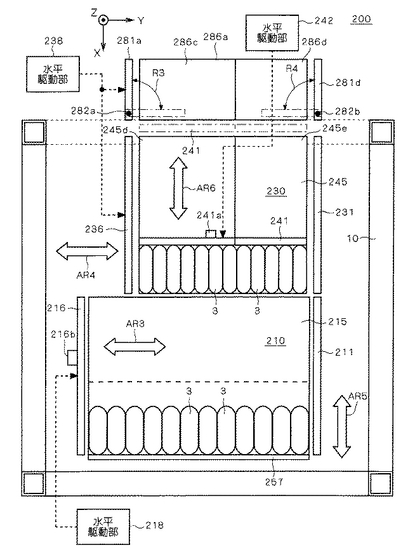
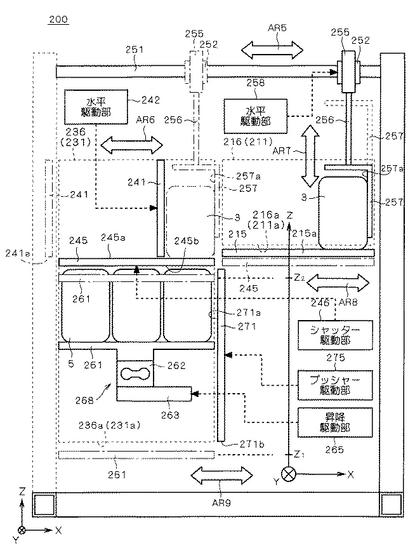
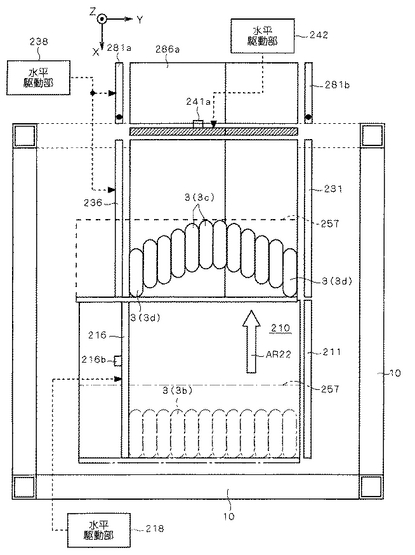
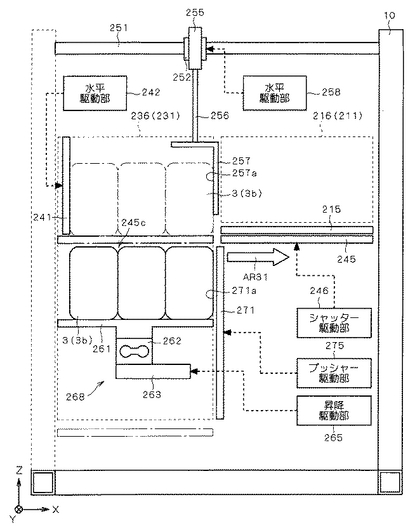
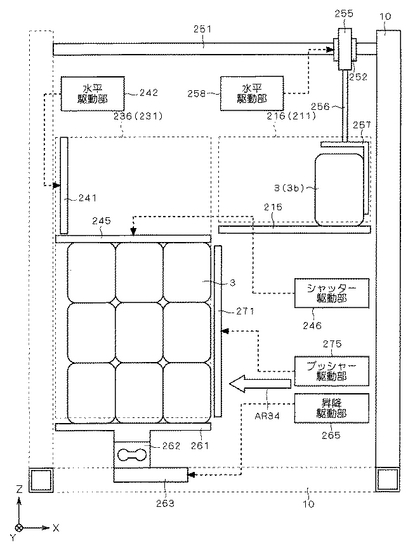
図4および図5は、それぞれ多段積層ユニット200の上面図および側面図を示す。ここでは、多段積層ユニット200のハードウェア構成と動作について説明する。図4および図5に示すように、多段積層ユニット200は、主として、第1押圧部210と、第2押圧部230と、第3押圧部260と、を備える。
【0060】
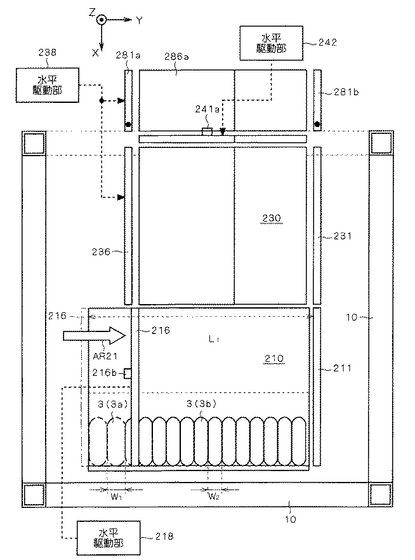
第1押圧部210は、複数の包装商品3の両側からY軸方向(水平第2方向)に押圧する押圧処理部である。図4に示すように、第1押圧部210は、主として、固定台215と、固定案内部材211と、可動案内部材216と、を備える。
【0061】
固定台215は、XY平面と略平行な板状部材であり、箱詰装置1外部から供給される包装商品3を載置する台である。ここで、本実施の形態において箱詰装置1外部から供給される包装商品3は、図4に示すように、水平第1方向(X軸方向)と略直交する水平第2方向(Y軸方向)に整列する一列の包装商品群として供給される。なお、本実施の形態において、箱詰装置1に供給される包装商品3は、箱詰装置1外部の重量測定装置や異物検査装置によって重量測定および異物検査がなされている。
【0062】
固定案内部材211は、図4および図5に示すように、ZX平面と略平行でありX軸方向に延伸する板状部材である。図5に示すように、固定案内部材211の下端部211aは、Z軸方向において固定台215の上面215aと同一高さ、または、上面215aより高い位置に固定して配置される。
【0063】
これに対して、可動案内部材216は、図4および図5に示すように、固定案内部材211と略同一の形状を有し、ZX平面と略平行でありX軸方向に延伸する板状部材である。また、図5に示すように、可動案内部材216の下端部216aは、Z軸方向において固定台215の上面215aより高い位置となるように配置される。さらに、可動案内部材216は、水平駆動部218から伝達される駆動力により、矢印AR3方向(水平第2方向)に移動可能に設けられる。
【0064】
したがって、第1押圧部210では、可動案内部材216を矢印AR21方向(水平第2方向)に移動させ、固定案内部材211と可動案内部材216とによって複数の包装商品3(一列の包装商品群)を挟むことにより、この一列の包装商品群の両側から押圧することができる。そのため、各包装商品3の幅WをW1からW2に減少させるとともに、各包装商品3の間に生ずる隙間空間を減少させることができる(図6参照)。
【0065】
また、可動案内部材216には、一列の包装商品群の押圧状況を検出するセンサ216bが設けられている。これにより、センサ216bの検出結果に基づいて水平駆動部218の動作を制御することができる。そのため、包装商品3の内容物や袋状の容器が破損することを防止できる。
【0066】
なお、本実施の形態では、第1押圧部210によって複数の包装商品3を押圧する前の時点において、固定案内部材211および可動案内部材216の距離L1と、装置1外部から供給される一列の包装商品群の水平第2方向の長さとが略同一になるように設定される。これにより、押圧処理において可動案内部材216の移動距離を低減させることができ、第1の第1押圧部210による押圧処理に要する時間を低減することができる。
【0067】
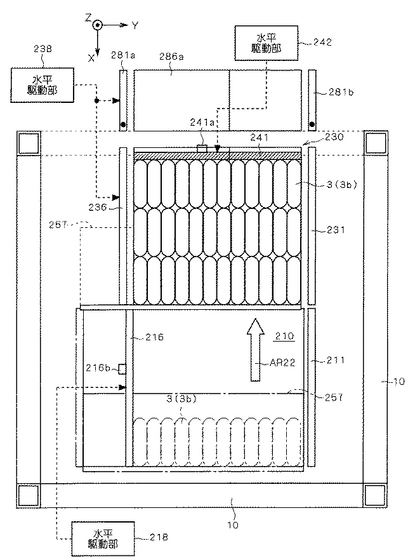
第2押圧部230では、主として、(1)第1押圧部210において押圧処理が完了した一列の包装商品群をシャッター245上に搬送する処理と、(2)複数の一列の包装商品群をX軸方向(水平第1方向)に整列させて一段の包装商品群を形成する処理と、(3)複数の包装商品3(一列の包装商品群、または複数の包装商品群)の両側からX軸方向に押圧する処理と、が実行される。図4および図5に示すように、第2押圧部230は、主として、送り部材257と、規制部材241と、固定案内部材231と、可動案内部材236と、を備える。
【0068】
送り部材257は、第1押圧部210にて押圧処理が施された複数の包装商品3(一列の包装商品群)を固定台215上からシャッター245上に搬送する搬送部材である。図5に示すように、送り部材257はシリンダ255のロッド256に取りつけられる。
【0069】
これにより、送り部材257は、シリンダ255によってロッド256を矢印AR7方向(Z軸方向)に進退可能とされ、包装商品3の搬送位置(実線位置)と、搬送位置に設けれた退避位置(点線位置)との間で昇降可能とされる。
【0070】
また、シリンダ255は、図5に示すように、摺動部材252に取り付けられる。さらに、摺動部材252は、X軸方向に延伸するガイドレール251上を摺動可能に設けられており、水平駆動部258から駆動力の伝達を受けて矢印AR5方向(水平第1方向)に移動可能とされる。そのため、送り部材257は、摺動部材252を矢印AR5方向に移動させることにより、搬送開始位置(実線位置)と搬送完了位置(一点鎖線位置)との間で移動可能とされる。
【0071】
したがって、第2押圧部230は、包装商品3を固定台215上からシャッター245の上に搬送する際には、送り部材257を垂直および水平第1方向に移動させて、送り部材257の接触面257aと包装商品3とが接触する状態にする。そして、送り部材257を一点鎖線の位置(搬送完了位置)まで移動させる。
【0072】
これにより、包装商品3は、固定台215上の実線位置からシャッター245上の一点鎖線位置まで搬送される。すなわち、送り部材257は、包装商品3を搬送する搬送部として使用される。
【0073】
一方、包装商品3の搬送が完了した際には、送り部材257は、包装商品3上方の退避位置まで上昇させられるとともに、X軸正方向に移動させられて点線位置に到達する。そして、箱詰装置1外部から新たに包装商品3が供給されると、送り部材257は下降させられて、包装商品3を搬送する準備が完了する。
【0074】
なお、本実施の形態では、搬送完了位置における接触面257aと、後述するプッシャー271の退避位置における側面271aとの位置は、X座標に関して略同一の位置となるように調整されている。
【0075】
規制部材241は、図4および図5に示すように、YZ平面と略平行な板状部材であり、規制部材241の下端部241aがシャッター245の上面245aより高い位置となるように配置される。また、規制部材241は、水平駆動部242から駆動力の伝達を受けて、矢印AR6方向(水平第1方向)に移動することができる。さらに、規制部材241は、送り部材257の移動動作と同期して移動可能とされている。
【0076】
これにより、送り部材257を矢印AR22方向に移動させる動作と、規制部材241を矢印AR23方向に移動させる動作とを連動させることができる。例えば、一列の包装商品群を搬送する際に、送り部材257を搬送完了位置(図5の点線位置)に移動させた後に、規制部材241を退避位置(図5の一点鎖線位置)から押圧位置(図5の実線位置)まで移動させることができる。
【0077】
そのため、送り部材257と規制部材241とによって第1押圧部210から供給される複数の包装商品3(一列の包装商品群)の両側から挟んで押圧することができる。その結果、各包装商品3の奥行き長さDを減少させるとともに、各包装商品3の間に生ずる隙間空間をさらに減少させることができる(図7参照)。
【0078】
また、第1押圧部210から第2押圧部230に包装商品3を搬送させる際に、包装商品3の進行方向前方に規制部材241を設けることができる。これにより、搬送後の一列の包装商品群のうち中央付近に配置される包装商品3cが両端付近に配置される包装商品3dと比較して進行方向前方に突出すること(図8参照)を防止できる。そのため、良好に包装商品3を搬送することができる。
【0079】
また、図4に示すように、規制部材241には、一列または一段の包装商品群を水平第1方向に押圧する際に、その押圧状況を検出するセンサ241aが設けられている。これにより、センサ241aの検出結果に基づいて水平駆動部242および水平駆動部258の動作状況を制御することができる。そのため、押圧処理に際して包装商品3の内容物や袋状の容器が破損することを防止できる。
【0080】
固定案内部材231は、図4および図5に示すように、ZX平面と略平行な板状部材であり、X軸方向から見て固定案内部材211の延長上に固定して配置される。また、固定案内部材231の下端部231aは、後述するプッシャー271の下端部271bと同一高さまたは下方となるように配置される。
【0081】
これに対して、可動案内部材236は、図4および図5に示すように、固定案内部材231と略同一の形状を有し、ZX平面と略平行な板状部材である。また、可動案内部材236の下端部236aは、固定案内部材231と同様に、後述するプッシャー271の下端部271bと同一高さまたは下方となるように配置される。さらに、可動案内部材236は、水平駆動部238から伝達される駆動力により、矢印AR3方向(水平第2方向)に移動可能に設けられる。
【0082】
したがって、固定案内部材231および可動案内部材236のY軸方向の距離L2を第1押圧部210にて押圧された一群の包装商品群のY軸方向の長さとすることにより、包装商品3は、固定案内部材231および可動案内部材236に案内されてX軸方向にスムーズに搬送される(図7参照)。
【0083】
また、シャッター245は、第1部材245dと第2部材245eとから構成されており、シャッター245のY軸方向の長さは、可変とすることができる。また、同様に後述する垂直開閉扉286a、286b(図18参照)も、2つの部材(例えば、垂直開閉扉286aの場合、第1部材286cと第2部材286d)とから構成されており、垂直開閉扉286a、286bのY軸方向の長さは、可変とすることができる。
【0084】
さらに、図4に示すように、水平駆動部238からの駆動力は、可動案内部材236だけでなく後述する水平開閉扉281aにも伝達される。これにより、水平開閉扉281aは可動案内部材236と同期してY軸方向に移動することができる。
【0085】
したがって、本実施の形態では、シャッター245の長さ、垂直開閉扉286a、286bの長さ、および、水平開閉扉281aから水平開閉扉281bまでの長さを、一列の包装商品群のY軸方向の長さと略同一となるように調整することができる。そのため、多段積層ユニット200における包装商品3の整列処理、および多段積層ユニット200から箱回転ユニット300への包装商品3の受渡し処理を良好に行うことができる。
【0086】
また、第1押圧部210から第2押圧部230に向けて、さらに一列の包装商品群を搬送することにより、複数の一列の包装商品群がX軸方向(水平第1方向)に整列した一段の包装商品群を形成することができる。
【0087】
すなわち、第2押圧部230では、送り部材257と規制部材241とによって、この一段の包装商品群の両側から挟んで水平第1方向(X軸方向)に押圧することができる。そのため、一段の包装商品群についても、各包装商品3の奥行き長さを減少させるとともに、各包装商品3の間に生ずる隙間空間をさらに減少させることができる(図9参照)。
【0088】
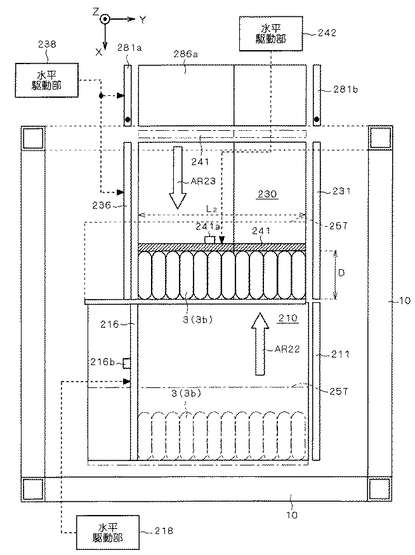
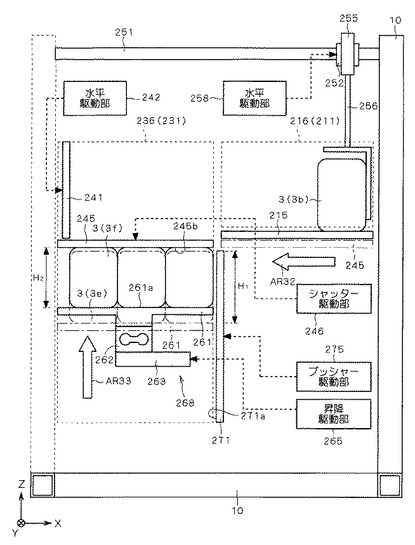
第3押圧部260では、主として、(1)第2押圧部230において押圧処理が完了した複数の包装商品3(一列または一段の包装商品群)をZ軸方向(垂直方向)に整列させて多段の包装商品群を形成する処理と、(2)複数の包装商品3の両側からZ軸方向に押圧する処理と、(3)多段に積層された複数の包装商品3を箱回転ユニット300に保持された箱5に供給する処理と、が実行される。図5に示すように、第3押圧部260は、主として、シャッター245と、昇降部268と、プッシャー271と、を備える。
【0089】
シャッター245は、XY平面に略平行な板状部材であり、第1押圧部210から搬送される包装商品3を、その上に載置することができる。
【0090】
また、シャッター245は、シャッター駆動部246から駆動力の伝達を受けて、シャッター245を閉鎖位置(図5の実線位置)から開放位置(図5の一点鎖線位置)まで進退させることができる。すなわち、シャッター245は開閉可能とされる。
【0091】
そのため、シャッター245を開放位置に移動させることにより形成される開口部245cを介して、シャッター245上に載置される複数の包装商品3(一列または一段の包装商品群)を昇降部268に受け渡すことができる(図10参照)。また、シャッター245を介して第2押圧部230から一列または一段の包装商品群を順次供給することにより、多段の包装商品群を形成することができる。
【0092】
昇降部268は、図5に示すように、主として、載置台261と、昇降駆動部265とを備える。載置台261は、XY平面と略平行な載置面を有し、シャッター245の下方に配設される。昇降部材263は、昇降駆動部265から駆動力の伝達を受けて、垂直方向に移動可能とされる。
【0093】
そのため、昇降駆動部265を動作させることにより、載置台261の高さ位置ZをZ1からZ2の範囲で移動させることができる。また、第2押圧部230から複数の包装商品3を受け取ってシャッター245を閉鎖した後に、載置台261を上昇させることにより、シャッター245の下面245bと載置台261の載置面261aとによって複数の包装商品3の両側から垂直方向に押圧することができる。そのため、各包装商品3の高さHをH1からH2に減少させるとともに、各包装商品3の間に生ずる隙間空間を減少させることができる(図11参照)。
【0094】
ロードセル262は、載置台261と昇降部材263との間に取り付けられており、載置台261から与えられる力を、対応した電気量(電気抵抗値)に変換して計測することができる。
【0095】
そのため、第3押圧部260では、ロードセル262によって包装商品3の押圧状態を検出することができる。これにより、ロードセル262の検出結果に基づき、包装商品3に過負荷がかかることを未然に防止できる。そのため、包装商品3の内容物や袋状の容器が破損することを防止できる。
【0096】
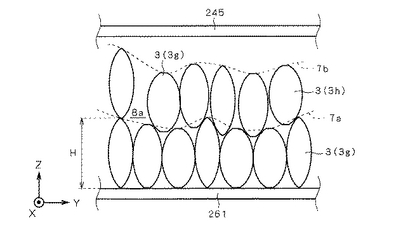
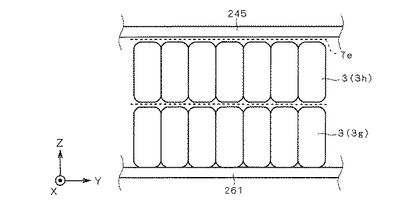
ここで、第3押圧部260に押圧処理について、さらに検討する。図12は、第1および第2押圧部230で押圧処理が施された複数の包装商品3(一列または一段の包装商品群)を多段に積層させた状態を示す。また、図13ないし図16は、第3押圧部による包装商品3の上側の押圧状況を説明するための図である。
【0097】
図12に示すように、載置台261側の包装商品3gは、Y軸方向(水平第2方向)については第1押圧部210によって押圧されることにより、隣り合う包装商品3gは互いに接した状態となる。しかし、Z軸方向には、押圧処理が施されておらず、各包装商品3の高さHはバラバラな値となる。そのため、複数の包装商品3gによって形成される上側の面(上端面)7aは、凹凸形状を有することとなる。
【0098】
このような場合に、凹凸形状を有する上端面7aの上(すなわち、複数の包装商品3gの上)に、さらに複数の包装商品3hが載置されると、隣り合う包装商品3hに間隙8aが生じたり、包装商品3hがこの間隙に嵌ることとなる(図12参照)。
【0099】
これにより、複数の包装商品3hによって形成される面(上端面)7bは、さらに凹凸状となる。そのため、多段に積層して立体的に整列させた包装商品が、箱に供給される際に崩落したり、箱に収容された状態で搬送される際に箱から飛び出すといった問題が生ずる。
【0100】
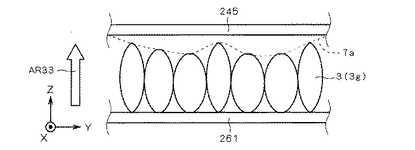
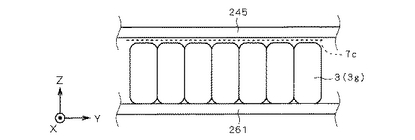
これに対して、本実施の形態では、上述のように、第3押圧部260においては、Z軸方向に押圧処理を施すことができる。すなわち、第3押圧部260に複数の包装商品3gが供給されて載置台261に載置されると、載置台261は矢印AR33方向(垂直方向)に昇降する。これにより、載置台261とシャッター245によって複数の包装商品3gのそれぞれを垂直方向に押圧することができる。そのため、複数の包装商品3gの上側の面は、凹凸状から略平面形状となる(図13および図14参照)。
【0101】
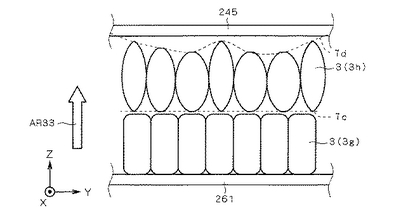
したがって、本実施の形態では、複数の包装商品3gの上にさらに包装商品3hを積層させる場合、平坦な上端面7cに包装商品3hを載置することができる(図15参照)。そして、包装商品3hについても垂直方向の押圧処理を施すことにより、上端面7cを略平面形状とすることができる(図16参照)。
【0102】
このように、第3押圧部260では、第2押圧部230から複数の包装商品3(一列または一段の包装商品群)が供給される毎に、この供給された複数の包装商品3に対して押圧処理を施すことができる。そのため、複数の包装商品3を良好に多段積層させることができる。
【0103】
プッシャー271は、図5に示すように、YZ平面と略平行な板状部材であり、プッシャー駆動部275から駆動力の伝達を受けることにより、矢印AR9方向(水平第1方向に)に移動可能とされる。また、図5に示すように、プッシャー271は、複数の包装商品3が積層される際においては、搬送完了位置まで移動した送り部材257の略直下となる退避位置に配置される。
【0104】
また、上述のように、固定案内部材231および可動案内部材236のY軸方向の距離L2と、第1押圧部210にて押圧された一群の包装商品群のY軸方向の長さとは、略同一とされており(図7参照)、固定案内部材231および可動案内部材236のそれぞれは、垂直方向に延伸する(図5参照)。
【0105】
これにより、第2押圧部230から第3押圧部260の載置台261に包装商品3が受け渡される場合、第3押圧部260は、プッシャー271の側面271a、固定案内部材231および載置台261に沿って包装商品3を下降させることができる。
【0106】
そのため、第2押圧部230から第3押圧部260に向けて包装商品3を円滑かつ良好に搬送することができる。このように、プッシャー271、固定案内部材231および可動案内部材236は、包装商品3をZ軸方向に案内する案内部材としても使用できる。
【0107】
2枚の水平開閉扉281a、281b、および2枚の垂直開閉扉286a、286bは、第3押圧部260から搬出される包装商品3の通路を確保する開閉扉である。図4および後述する図18に示すように、これら開閉扉281a、281b、286a、286bは、箱回転ユニット300側の支柱10部分に取り付けられる。
【0108】
図4に示すように、水平開閉扉281a、281bは、それぞれ回転軸282a、282bを中心として矢印R3、R4方向(水平方向)に回動可能に設けられる。また、図18に示すように、垂直開閉扉286a、286bは、それぞれ回転軸287a、287bを中心として矢印R9、R10(垂直方向)に回動可能に設けられる。
【0109】
したがって、水平開閉扉281a、281b、および垂直開閉扉286a、286bを開放しつつ、プッシャー271を矢印AR34方向(水平第2方向)に移動させることにより、多段に積層された包装商品3は、第3押圧部260から搬出されて箱回転ユニット300に保持された箱5に収容される(後述する図20参照)。このように、プッシャー271は、包装商品3を箱5に供給する商品供給部(商品供給ユニット)として使用される。
【0110】
また、図18に示すように、水平開閉扉281a、281bおよび垂直開閉扉286a、286bが開放されると、箱5につき、垂直方向に開閉可能に設けられた内フラップ6および水平方向に開閉可能に設けられた外フラップ6bを、それぞれ箱5の外側方向に回動させることができる。そのため、包装商品3の搬送路を確保するとともに、これら開閉扉281a、281b、286a、286bに沿って包装商品3を搬送することができる。そのため、包装商品3を円滑に第3押圧部260から箱回転ユニット300に供給することができる。
【0111】
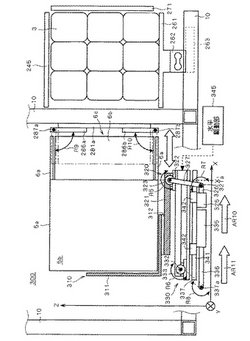
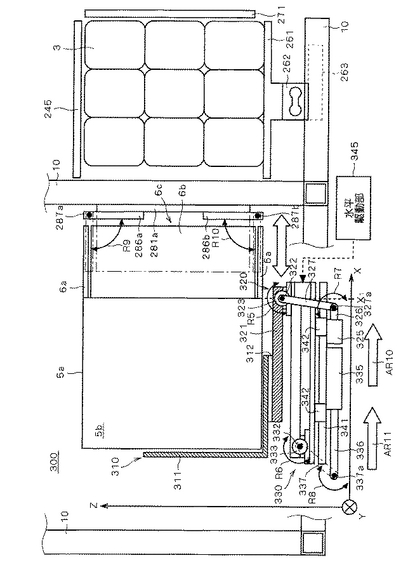
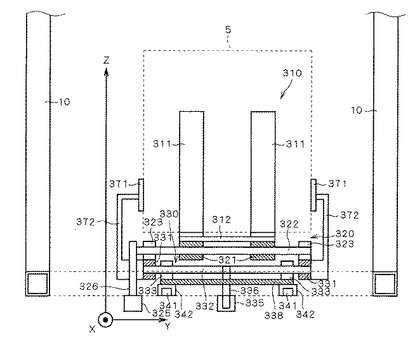
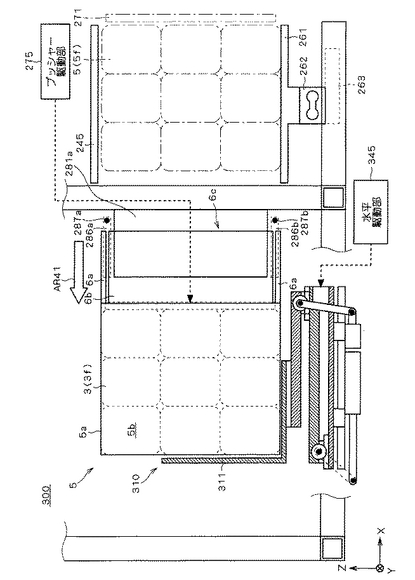
<4.箱回転ユニットの構成>
図18および図19は、それぞれ箱回転ユニット300の側面図および正面図を示す。ここでは、箱回転ユニット300のハードウェア構成と動作について説明する。図18および図19に示すように、箱回転ユニット300は、主として、イス部310と、第1回転部320と、第2回転部330と、を備える。
【0112】
イス部310は、箱5を保持する保持部であり、図18および図19に示すように、イス部310は、2本のL型部材311によって構成される。また、イス部310は、直下に配置された第1回転部320に取り付けられる。
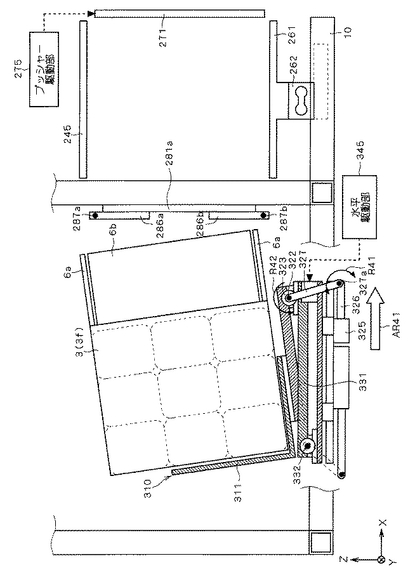
【0113】
第1回転部320は、イス部310に保持された箱5を開口面6c側に設けられた回転軸322を中心に回転させる。図18および図19に示すように、第1回転部320は、主として、第1回転部材321と、回転軸322と、シリンダ325と、を備える。
【0114】
第1回転部材321は、図18および図19に示すように、X軸方向に延伸する2つの板状部材である。図19に示すように、第1回転部材321は、XY平面に略平行な板状部材である固定部材312につき、Y軸方向から見た両端に取り付けられる。また、第1回転部材321は、2つの軸受323によって軸支されており、矢印R5方向に回動可能とされる回転軸322に固定される。ここで、図18および図19に示すように、回転軸322は箱5の下方に配置される。
【0115】
シリンダ325は、ロッド326を矢印AR10方向(X軸方向)に進退可能とする駆動部であり、ロッド326の先端は、回転軸327aを介してリンク部材327の一端とと連動接続される。また、リンク部材327の他端は、回転軸322に固定される。
【0116】
これにより、シリンダ325によってロッド326が矢印AR41方向に伸ばされることによって、リンク部材327が矢印R41方向に回動させられ、回転軸322が矢印R42方向に回動させられる。そのため、イス部310に保持された箱5は、回転軸322を中心として回転させられ、箱5の内フラップ6aおよび外フラップ6b側の高さ方向(Z軸方向)の位置が上昇し、開口面6cから見た箱5の奥側の高さ方向位置が下降する(図21参照)。
【0117】
第2回転部330は、図18および図19に示すように、第1回転部320の直下に配置されており、イス部310に保持された箱5を開口面6cから見て箱5の奥側に設けられた回転軸332を中心に回転させる。第2回転部330は、図18および図19に示すように、主として、第2回転部材331と、回転軸332と、シリンダ335と、を備える。
【0118】
第2回転部材331は、図18および図19に示すように、2個の軸受323のそれぞれの直下に取り付けられており、X軸方向に延伸する2つの板状部材である。また、第2回転部材331は、2つの軸受333によって軸支されて回動可能とされる回転軸332に固定される。ここで、図18および図19に示すように、回転軸332は、箱5の下方に配置される。
【0119】
シリンダ335は、ロッド336を矢印AR11方向(X軸方向)に進退可能とする駆動部であり、ロッド336の先端は、回転軸337aを介してリンク部材337の一端と連動接続される。また、リンク部材337の他端は、回転軸332に固定される。
【0120】
これにより、シリンダ335によってシリンダ335を矢印AR42方向に縮めることによって、リンク部材337が矢印R43方向に回動させられ、回転軸332が矢印R44方向に回動させられる。そのためイス部310に保持された箱5は、奥側の高さ位置を保持しつつ、回転軸332を中心に回動させられる(図24参照)。
【0121】
また、2つの第2回転部材331のそれぞれには、支持部材327を介して側方押圧部材371が取り付けられる。これにより、箱5を両側面から支えることができる。そのため、包装商品3を収容する処理、および箱5を回転する処理を円滑に行うことができる。
【0122】
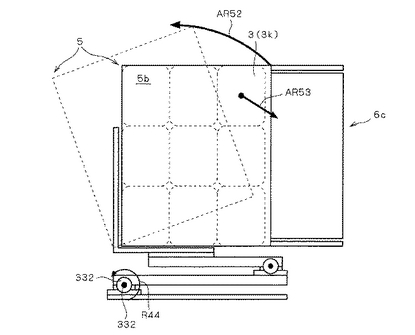
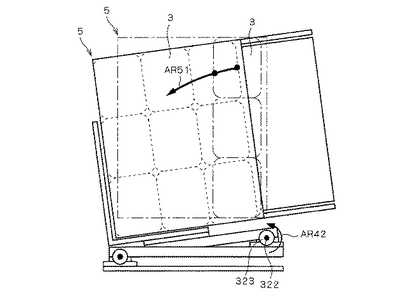
ここで、箱5の回転動作と箱5に収容された包装商品3の関係についてさらに検討する。図22は、従来の箱回転ユニットにより、回転軸332の回動動作のみによって行われる箱の姿勢変更説明する図である。また、図23は、本実施の形態の箱回転ユニット300により、回転軸332に加えて回転軸322の回動動作によって行われる箱の姿勢変更を説明する図である。
【0123】
従来の箱回転ユニットでは、箱5が回転軸332を中心として矢印R44方向に回動させられると、箱5は矢印AR52方向に移動することになる。その結果、箱5に収容された包装商品3、特に、収容空間5bの上部であって開口面6c側に収容された包装商品3kが箱5からAR53方向に飛び出すという問題が発生する。
【0124】
これに対して、本実施の形態の箱回転ユニット300では、これに対して、本実施の形態の箱回転ユニット300では、第1段階として回転軸322を中心に箱5回動させ、次に、第2段階として回転軸332を中心に箱5を回動させる。この第1段階の回動動作により、箱5に収容された包装商品3のそれぞれは、図23に示すように、一点鎖線位置から破線位置へ斜め下方向(矢印AR51方向)に移動する。すなわち、各包装商品3は、箱5とともに、開口面6cから見て箱5の奥側下方向に移動することになる。
【0125】
このように、本実施の形態の箱回転ユニット300では、まず、(1)回転軸322を中心として箱5を回動させ、次に、(2)回転軸332を中心として箱5を回動させることにより、箱5の姿勢を開口面6cの法線方向とX軸方向(水平第1方向)とが略平行となる姿勢(すなわち、開口面6cが横向きとなる姿勢:図18参照)から法線方向とX軸方向とが略垂直関係となる姿勢(すなわち、開口面6cが上向きとなる姿勢:図24参照)に変更させることができる。
【0126】
すなわち、本実施の形態の箱回転ユニット300では、第1段階の回動動作において収容された包装商品3を箱5の奥側(箱5の底部)に移動させ、各包装商品3の収容状況を安定させた後に、回転軸332を中心とした第2段階の回動動作を実行できる。そのため、箱の回転速度を低下させることなく、箱5から包装商品3が飛び出すことを抑制できる。
【0127】
また、本実施の形態のように2段階の回動処理によって箱5を回転させる場合、回転軸322のみを中心として回動させる場合と比較して、箱5が下方向に移動する量を最小限に抑えることができる。そのため、箱回転ユニット300が、例えば工場の床面付近に配置されて箱回転に必要となる空間を十分に確保することが困難となる場合であっても、スループットを低下させることなく箱5の姿勢変更処理を実行することができる。
【0128】
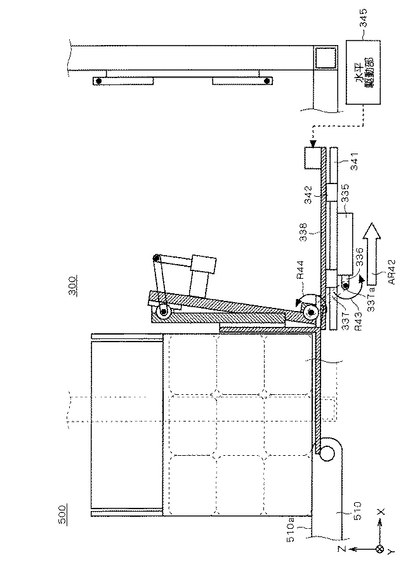
なお、本実施の形態では、図24に示すように、箱5の姿勢を開口面6cが上向きとなる姿勢とした場合、イス部310のL型部材311が搬出ユニット500の付近に位置することになる。具体的に言うと、イス部310の保持要素であるL型部材311が包装商品3の収容された箱5を搬送するコンベア510の搬送面510aより下方となるように箱回転ユニット300および搬出ユニット500が配置される。
【0129】
これにより、箱5が箱回転ユニット300から搬出ユニット500に受け渡される際には、L型部材311とコンベア510とが非干渉状態となり、かつ、箱5はL型部材311から離間しつつ搬送面510aに接触することになる。そのため、箱回転ユニット300から搬出ユニット500へ箱を受け渡す処理を円滑に行うことができる。
【0130】
また、本実施の形態において、回転軸322は、箱5の開口面6cから見て収容空間5bの手前側端面の略直下である位置X1に設けられているがこれに限定されない。回転軸332より開口面6c側に設けられていればよい。換言すれば、回転軸332は、回転軸322を挟んで商品供給ユニットの逆側に設けられていればよい。
【0131】
<5.本実施の形態の箱詰装置の利点>
以上のように、本実施の形態における箱詰装置1の多段積層ユニット200では、複数の包装商品3を第1ないし第3押圧部210、230、260によって押圧することができる。これにより、複数の包装商品3を一段に整列させたり多段に積層させる際に、各包装商品3の間に生ずる隙間空間を減少させることができる。
【0132】
すなわち、本実施の形態の多段積層ユニット200では、第1ないし第3押圧部210、230、260を整列部として複数の包装商品3を押圧することによって、包装商品3を立体的に整列させることができる。これにより、複数の包装商品3全体の形状を略平行六面体としつつ、各包装商品3の間に生ずる隙間空間を減少させることができる。
【0133】
そのため、箱5に収容される包装商品3の容積効率を向上させることができる。
【0134】
また、多段積層ユニット200によって実行される包装商品3の整列処理では、箱5に収容される包装商品3の容積効率をさらに向上させることができるため、箱5の容積と比較して複数の包装商品3全体の容積をさらに小さくすることができる。これにより、包装商品3を容易に箱の内側に供給することが可能となる。そのため、包装商品3を無理に箱5の内側に供給する必要がなくなり、供給時に包装商品3の内容物や袋状の容器が破損するという問題を防止できる。
【0135】
さらに、多段積層ユニット200では、包装商品3を多段に積層させた後に箱5に収容することができる。すなわち、包装商品3が多段に積層されている間において、多段積層ユニット200の第3押圧部260より後工程の処理ユニット(例えば、昇降ユニット100、箱回転ユニット300、および搬出ユニット500)は、第1ないし第3押圧部210、230、260のいずれとも同期を取ることなく別の処理を実行できる。そのため、昇降ユニット100、箱回転ユニット300および搬出ユニット500で実行される動作のために十分な時間を確保することができる。
【0136】
また、本実施の形態における箱詰装置1の箱回転ユニット300では、多段積層ユニット200から供給されて複数の包装商品3が収容された箱5につき、(1)回転軸322を中心に回転させ、次に(2)回転軸332を中心に回転させる2段階の回動動作により、箱5の姿勢を開口面6cが横向きとなる姿勢(図18参照)から上向きとなる姿勢(図24参照)に変更させることができる。すなわち、箱回転ユニット300では、これら2つの姿勢間で箱姿勢を変更することができる。
【0137】
これにより、各包装商品3の回動による慣性力を低減させつつ、箱5から飛び出し易い包装商品3kを箱5の外側に押し付けることができる(図23参照)。そのため、箱5の箱詰め作業のスループットを低下させることなく、包装商品3の飛び出しを抑制できる。
【0138】
<6.変形例>
以上、本発明の実施の形態について説明したが、この発明は上記の例に限定されるものではない。
【0139】
(1)本実施の形態では、押圧処理の順番、水平第2方向、水平第1方向、および垂直方向の順番に行っているがこれに限定されるものでない。例えば、水平第1方向に整列する一列の包装商品群が多段積層ユニット200に供給される場合は、水平第1方向、水平第2方向、および垂直方向の順番に押圧処理を実行してもよい。
【0140】
(2)第2押圧部230で水平第1方向に押圧処理を施す際において、規制部材241に取り付けられたセンサ241aによって押圧状況を検出しているが、これに限定されるものではない。例えば、送り部材257に取り付けられたセンサによって行ってもよいし、規制部材241および送り部材257のそれぞれに取り付けられた2つのセンサからの検出結果に基づいて押圧状況を制御してもよい。
【図面の簡単な説明】
【0141】
【図1】本発明の実施の形態における箱詰装置の全体構成の一例を示す図である。
【図2】昇降ユニットの正面図である。
【図3】昇降ユニットの側面図である。
【図4】多段積層ユニットの上面図である。
【図5】多段積層ユニットの側面図である。
【図6】第1押圧部による包装商品の圧縮処理を説明するための図である。
【図7】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図8】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図9】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図10】第3押圧部による包装商品の圧縮処理を説明するための図である。
【図11】第3押圧部による包装商品の圧縮処理を説明するための図である。
【図12】多段に積層された包装商品の積層状態を説明するための図である。
【図13】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図14】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図15】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図16】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図17】第3押圧部による包装商品の押圧処理を説明するための図である。
【図18】箱回転ユニットの側面図である。
【図19】箱回転ユニットの正面図である。
【図20】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【図21】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【図22】第2の回転軸を中心に箱を回転させた際に、包装商品に作用する力を説明するための図である。
【図23】第1の回転軸を中心に箱を回転させた際に、包装商品に作用する力を説明するための図である。
【図24】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【符号の説明】
【0142】
1 箱詰装置
3 商品
7a〜7d 上端面
8a、8b 間隙
5 箱
5a 本体部
5b 収容空間
100 昇降ユニット
200 多段積層ユニット
210 第1押圧部
211 固定案内部材
216 可動案内部材
230 第2押圧部
231 固定案内部材
236 可動案内部材
241 規制部材
242 水平駆動部
245 シャッター
257 送り部材
260 第3押圧部
261 載置台
262 ロードセル
271 プッシャー
300 箱回転ユニット
310 イス部
320 第1回転部
322 第1回転軸
323、333 軸受
330 第2回転部
332 第2回転軸
338 固定台
341 ガイドレール
342 摺動部材
371 側方押圧部材
400 搬入ユニット
410、510 コンベア
500 搬出ユニット
【技術分野】
【0001】
本発明は、袋状の容器に内容物を入れた複数の包装商品を立体的に整列させる整列ユニット、整列方法、および袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置に関する。
【背景技術】
【0002】
従来より、箱の開口面を横に向けて(すなわち、箱の姿勢を当該開口面の法線方向と水平方向とが略平行となるように配置して)、複数の商品を箱に多段詰めにする箱詰装置が知られている(例えば、特許文献1)。
【0003】
【特許文献1】特開2004−155428号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1の図13から図16に示されるように、特許文献1の箱詰装置で行われる箱詰処理では、箱に対して一群の包装商品を複数回供給することにより、所定量の包装商品を箱に多段に積層して収容することになる。
【0005】
そのため、箱詰処理の完了した箱を下流工程に搬出するとともに、商品未収容の空箱を供給する処理は、包装商品を箱に供給する処理と同期を取ることが必要となる。すなわち、箱を下流工程に搬出する処理および空箱を供給する処理は、一群の包装商品を箱に供給する処理時間と同一またはそれ以下の時間で実行されなければならない。
【0006】
その結果、特許文献1の箱詰装置では、装置のスループットがこの箱搬出処理および空箱供給処理に律速されることとなり、さらなるスループットの向上が困難となる。
【0007】
そこで、本発明では、装置のスループットを低下させることなく複数の包装商品を立体的に整列させる整列ユニット、整列方法、および箱詰装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、請求項1の発明は、開口面の法線方向と水平第1方向とが略平行となる姿勢で配置された箱に、袋状の容器に内容物を入れた複数の包装商品を、前記開口面を介して収容する箱詰装置であって、前記複数の包装商品が前記水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列して多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、整列させた前記複数の包装商品を、前記水平第1方向に搬送しつつ前記箱の内側に収容する商品供給部と、を備える。
【0009】
また、請求項2の発明は、請求項1に記載の箱詰装置において、前記第1の押圧部は、前記水平第1方向に延伸する第1の部材と、前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、を含むことを特徴とする。
【0010】
また、請求項3の発明は、請求項1または請求項2に記載の箱詰装置において、前記第2の押圧部は、前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、前記水平第1方向に移動可能な規制部材と、を含むことを特徴とする。
【0011】
また、請求項4の発明は、請求項1ないし請求項3のいずれかに記載の箱詰装置において、前記第3の押圧部は、前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、を含むことを特徴とする。
【0012】
また、請求項5の発明は、請求項1ないし請求項4のいずれかに記載の箱詰装置において、前記第1の押圧部での押圧状態を検出する第1の検出部、をさらに備える。
【0013】
また、請求項6の発明は、請求項1ないし請求項5のいずれかに記載の箱詰装置において、前記第2の押圧部での押圧状態を検出する第2の検出部、をさらに備える。
【0014】
また、請求項7の発明は、請求項1ないし請求項6のいずれかに記載の箱詰装置において、前記第3の押圧部での押圧状態を検出する第3の検出部、をさらに備える。
【0015】
また、請求項8の発明は、請求項1ないし請求項4のいずれかに記載の箱詰装置において、前記複数の包装商品は、前記第1の押圧部による押圧処理が完了した後に、前記第2の押圧部によって押圧されることを特徴とする。
【0016】
また、請求項9の発明は、請求項1ないし請求項8のいずれかに記載の箱詰装置において、前記複数の包装商品は、前記第2の押圧部による押圧処理が完了した後に、前記第3の押圧部によって押圧されることを特徴とする。
【0017】
また、請求項10の発明は、袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置であって、前記複数の包装商品を押圧しつつ立体的に整列させることにより、前記複数の包装商品を略平行六面体の形状とする整列部と、前記整列部によって整列された前記複数の包装商品を、前記略平行六面体と略同一の形状を有する前記箱の収容空間に搬送して収容する商品供給部と、を備える。
【0018】
また、請求項11の発明は、袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列ユニットであって、前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、を備える。
【0019】
また、請求項12の発明は、請求項11に記載の整列ユニットにおいて、前記第1の押圧部は、前記水平第1方向に延伸する第1の部材と、前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、を含むことを特徴とする。
【0020】
また、請求項13の発明は、請求項11または請求項12に記載の整列ユニットにおいて、前記第2の押圧部は、前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、前記水平第1方向に移動可能な規制部材と、を含むことを特徴とする。
【0021】
また、請求項14の発明は、請求項11ないし請求項13のいずれかに記載の整列ユニットにおいて、前記第3の押圧部は、前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、を含むことを特徴とする。
【0022】
また、請求項15の発明は、袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列方法であって、(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記包装商品群の両側から前記水平第2方向に押圧する工程と、(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成する工程と、(c) 前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧する工程と、(d) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成する工程と、(e) 前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧する工程と、を備える。
【発明の効果】
【0023】
請求項1から請求項9に記載の発明によれば、袋状の容器に内容物を入れた複数の包装商品を第1ないし第3の押圧部によって押圧することができる。これにより、複数の包装商品を一段に整列させ、または、多段に積層させる際に、各包装商品の間に生ずる隙間空間を減少させることができる。そのため、箱に収容される包装商品の容積効率を向上させることができる。
【0024】
また、請求項1から請求項9に記載の発明によれば、箱に収容される包装商品の容積効率を向上させることができ、箱の容積と比較して複数の包装商品全体(すなわち、一列、一段、または一段の包装商品群)の容積をさらに小さくすることができる。これにより、包装商品を容易に箱の内側に供給することができる。そのため、複数の包装商品を無理に箱の内側に供給する必要がなくなり、供給時に包装商品の内容物や袋状の容器が破損するという問題を防止できる。
【0025】
さらに、請求項1から請求項9に記載の発明によれば、包装商品を多段に積層させた後に箱に収容することができる。すなわち、包装商品が多段に積層されている間において、商品供給部より後工程の処理部は、第1ないし第3の押圧部のいずれとも同期を取ることなく別の処理を実行できる。そのため、商品供給部より後工程の処理部で実行される動作につき、十分な時間を確保することができる。
【0026】
特に、請求項2に記載の発明によれば、第1および第2の部材によって一列の包装商品群の両側から前記水平第2方向に押圧することができる。そのため、各包装商品の間に生ずる隙間空間を減少させることができる。
【0027】
特に、請求項3に記載の発明によれば、搬送部と規制部材とによって一段の包装商品群の両側から前記水平第1方向に押圧することができる。そのため、各包装商品の間に生ずる隙間空間を減少させることができる。
【0028】
特に、請求項4に記載の発明によれば、昇降部を垂直方向に上昇させることによって、第2の押圧部から供給された複数の包装商品(すなわち、一列または一段の包装商品群)の上側をシャッターの下面によって押圧することができる。これにより、複数の包装商品によって形成される上側の面を略平面形状とすることができる。そのため、第3の押圧部によって形成された略平面の上に別の一段の包装商品を積層することができ、荷崩れを起こすことなく良好に包装商品を多段に積層することができる。
【0029】
特に、請求項5ないし請求項7に記載の発明によれば、第1ないし第3の押圧部のそれぞれによる押圧状態を第1ないし第3の検出部によって検出できる。そのため、第1ないし第3の検出部のそれぞれによる検出値に基づいて各押圧部の押圧状態を制御でき、包装商品の内容物や袋状の容器が破損することを防止できる。
【0030】
特に、請求項8に記載の発明によれば、隙間空間を減少させた複数の包装商品(すなわち、一列の包装商品群)によって一段の包装商品群を形成できる。そのため、さらに隙間空間の少ない一段の包装商品群を形成することができる。
【0031】
特に、請求項9に記載の発明によれば、隙間空間を減少させた複数の包装商品(すなわち一列または一段の包装商品群)によって多段の包装商品群を形成できる。そのため、さらに隙間空間の少ない多段の包装商品群を形成することができる。
【0032】
請求項10に記載の発明によれば、整列部は、複数の包装商品を、箱の収容空間と略同一の略平行六面体の形状とすることができる。そのため、複数の包装商品を容易に箱の収容空間に供給することができ、供給時に包装商品の内容物や袋状の容器が破損するといった問題を防止できる。
【0033】
また、請求項10に記載の発明によれば、複数の包装商品を押圧することにより、各包装商品の間に生ずる隙間空間を減少させることができる。そのため、箱に収容される包装商品の容積効率を向上させることができる。
【0034】
また、請求項11ないし請求項15に記載の発明によれば、袋状の容器に内容物を入れた複数の包装商品を第1ないし第3の押圧部によって押圧することができる。そのため、複数の包装商品を一段に整列させたり多段に積層させる際に、各包装商品の間に生ずる隙間空間を減少させることができ、複数の包装商品全体(すなわち、一列、一段、または一段の包装商品群)の容積を小さくすることができる。
【発明を実施するための最良の形態】
【0035】
以下、図面を参照しつつ本発明の実施の形態について詳細に説明する。
【0036】
<1.箱詰装置の全体構成>
図1は、本発明の実施の形態における箱詰装置1の全体構成を説明するための図である。箱詰装置1は、ネジやナットのような工業製品やスナック菓子のような食品等で広く利用されるピロー包装、およびレトルト食品、ヘアケア用品、洗剤などで広く利用されるパウチ包装のように、内容物が袋状の容器に入れられた商品(以下、単に「包装商品」とも呼ぶ)を箱に詰めて収容する装置である。
【0037】
図1に示すように、箱詰装置1は、主として、搬入ユニット400と、昇降ユニット100と、多段積層ユニット200と、箱回転ユニット300と、搬出ユニット500と、を備える。ここでは、各ユニット200〜500の概略について説明する。
【0038】
なお、図1および以降の各図にはそれらの方向関係を明確にするため必要に応じてZ軸方向を鉛直方向とし、XY平面を水平面とするXYZ直交座標系を付している。
【0039】
搬入ユニット400は、箱詰装置1外部で製函された箱5を昇降ユニット100へ搬送するのに使用されるユニットであり、主として、コンベア410を有する。コンベア410は、箱詰装置1の外部で製函された箱5を、所定時間の間隔で1つずつ、昇降ユニット100に供給する。
【0040】
昇降ユニット100は、昇降動作によって搬入ユニット400から供給された箱5を箱回転ユニット300に受け渡すユニットである。なお、昇降ユニット100についての詳細は後述する。
【0041】
多段積層ユニット200は、箱詰装置1の外部から供給される包装商品を多段に積層して整列する整列ユニットである。また、多段積層ユニット200は、箱回転ユニット300にて保持された箱5に、多段に積層させた複数の包装商品を、一度の搬送動作によって供給する商品供給ユニットとしても使用される。なお、多段積層ユニット200についての詳細は後述する。
【0042】
箱回転ユニット300は、昇降ユニット100から供給される空箱5を受け取って保持する。また、箱回転ユニット300は、多段積層ユニット200によって包装商品が収容された箱5を第1および第2の回転軸を中心に回転させることにより、反時計回りに90度回転させて箱の姿勢を変更する。さらに、箱回転ユニット300は、姿勢変更された箱5を搬出ユニット500のコンベア510に受け渡す。なお、箱回転ユニット300についての詳細は後述する。
【0043】
搬出ユニット500は、包装商品が収容された状態で箱回転ユニット300から受け渡される箱5を箱詰装置1の外部に搬出するユニットであり、図1に示すように、主として、コンベア510を有する。コンベア510は、箱回転ユニット300から受け渡された箱5を所定時間の間隔で1つずつ箱詰装置1外部に搬出する。
【0044】
<2.昇降ユニットの構成>
図2および図3は、それぞれ昇降ユニット100の正面図および側面図を示す。ここでは、図2および図3を参照しつつ、昇降ユニット100のハードウェア構成および動作にについて説明する。
【0045】
昇降ユニット100は、搬入ユニット400から受け取った箱5を把持しつつ下降させて、箱回転ユニット300に箱5を受け渡す処理を行う。図2および図3に示すように、昇降ユニット100は、主として、箱受け部121、131および上方押圧部材141を備える。
【0046】
箱受け部材121、131は、箱5を下支えする支持面121a、131aと、コンベア410の搬送面410aとが、垂直方向(Z軸方向)において略同一高さとなるように配置された支持部材である。
【0047】
ここで、箱受け部材121は、図3に示すように、回転軸122を中心として可動部材124に対して矢印R1方向に回動可能に設けられる。また、可動部材124は、シリンダ125のロッド126の右端部(Y軸正方向の端部)に取り付けられる。さらに、シリンダ125は、ロッド126を矢印AR2方向(Y軸方向:水平第2方向)に進退可能とする駆動部である。なお、本実施の形態では、可動範囲においてY軸方向における可動部材124の位置を任意に設定できる電動シリンダが使用される。
【0048】
また、箱受け部材131は、図3に示すように、回転軸132を中心として固定部材134に対して矢印R2方向に回動可能に設けられる。また、固定部材134は、後述する摺動部材152に取り付けられる。
【0049】
したがって、昇降ユニット100では、(1)保持面121a、131aのそれぞれが、コンベア410の搬送面410aと略同一高さとなるように箱受け部材121、131を回動させるとともに、(2)シリンダ125の進退動作をさせることにより、Y軸方向における箱受け部材121の位置を調整することができる。
【0050】
これにより、搬入ユニット400から供給される箱5の大きさに応じて箱受け部材121、131間の長さを設定することができる。例えば、実線の箱5の場合には箱受け部材121を実線の位置に、一点鎖線の箱5の場合には箱受け部材121を一点鎖線の位置に、それぞれ移動させることができる。そのため、コンベア410から箱5をスムーズに受け取ることができる。
【0051】
また、シリンダ125の駆動力を箱受け部材121に伝達して箱5をY軸正方向に押圧することができるため、Y軸方向の位置が固定された箱受け部材131を基準として箱の位置を設定することができる。
【0052】
上方押圧部材141は、箱5の上部から押圧する部材であり、その上端部は支持部材142の端部に取り付けられる。また、支持部材142は、シリンダ145のロッド146の上端部に取り付けられる。さらに、シリンダ145は、後述する摺動部材152に取りつけられており、ロッド146を垂直方向に昇降可能とする駆動部である。なお、本実施の形態では、可動範囲において垂直方向における支持部材142の位置を任意に設定できる電動シリンダが使用される。
【0053】
したがって、昇降ユニット100では、シリンダ145によって上方押圧部材141の垂直方向(Z方向)の位置を調整し、箱5の上端を上方押圧部材141によって当接・押圧することにより、上方押圧部材141と箱受け部材131との間に箱5を挟んで保持することができる。
【0054】
図2および図3に示すように、ガイドレール151は、支柱10に取りつけられており、Z軸方向に略平行に延設される一対のガイド機構である。また、摺動部材152は、この一対のガイドレール151を摺動可能に設けられる。
【0055】
また、図2に示すように、箱5の開口面6c側には、YZ平面と略平行な板状部材である垂直案内部材161が配設される。また、垂直案内部材161は、水平駆動部165からの駆動力を受けて矢印AR1方向(X軸方向)に移動可能に設けられる。
【0056】
そのため、箱5のX軸方向のサイズに応じて垂直案内部材161のX軸方向の位置を調整するとともに、搬入ユニット400から供給される箱5を垂直案内部材161に突き当てることにより、コンベア410による箱5の搬入方向から見て後端側を基準として、箱5のX軸方向の位置を設定することができる。すなわち、箱のサイズに関わらず後端側のX座標値を一定として箱5のX軸方向の位置を設定できる。
【0057】
さらに、昇降ユニット100では、(1)コンベア410によって搬送される箱5を垂直案内部材161に突き当て、(2)上方押圧部材141および箱受け部材131によって箱5を挟持し、(3)箱受け部材121を回動させて箱5から離隔させ、さらに、(4)摺動部材152を一対のガイドレール151に沿って下降させることができる。
【0058】
そのため、箱5を垂直案内部材161によって案内しつつ垂直方向に移動させることができ、箱5を搬入ユニット400のコンベア410付近の位置(実線位置)から箱回転ユニット300のイス部310付近(一点鎖線位置)まで安定して搬送することができる。
【0059】
<3.多段積層ユニットの構成>
図4および図5は、それぞれ多段積層ユニット200の上面図および側面図を示す。ここでは、多段積層ユニット200のハードウェア構成と動作について説明する。図4および図5に示すように、多段積層ユニット200は、主として、第1押圧部210と、第2押圧部230と、第3押圧部260と、を備える。
【0060】
第1押圧部210は、複数の包装商品3の両側からY軸方向(水平第2方向)に押圧する押圧処理部である。図4に示すように、第1押圧部210は、主として、固定台215と、固定案内部材211と、可動案内部材216と、を備える。
【0061】
固定台215は、XY平面と略平行な板状部材であり、箱詰装置1外部から供給される包装商品3を載置する台である。ここで、本実施の形態において箱詰装置1外部から供給される包装商品3は、図4に示すように、水平第1方向(X軸方向)と略直交する水平第2方向(Y軸方向)に整列する一列の包装商品群として供給される。なお、本実施の形態において、箱詰装置1に供給される包装商品3は、箱詰装置1外部の重量測定装置や異物検査装置によって重量測定および異物検査がなされている。
【0062】
固定案内部材211は、図4および図5に示すように、ZX平面と略平行でありX軸方向に延伸する板状部材である。図5に示すように、固定案内部材211の下端部211aは、Z軸方向において固定台215の上面215aと同一高さ、または、上面215aより高い位置に固定して配置される。
【0063】
これに対して、可動案内部材216は、図4および図5に示すように、固定案内部材211と略同一の形状を有し、ZX平面と略平行でありX軸方向に延伸する板状部材である。また、図5に示すように、可動案内部材216の下端部216aは、Z軸方向において固定台215の上面215aより高い位置となるように配置される。さらに、可動案内部材216は、水平駆動部218から伝達される駆動力により、矢印AR3方向(水平第2方向)に移動可能に設けられる。
【0064】
したがって、第1押圧部210では、可動案内部材216を矢印AR21方向(水平第2方向)に移動させ、固定案内部材211と可動案内部材216とによって複数の包装商品3(一列の包装商品群)を挟むことにより、この一列の包装商品群の両側から押圧することができる。そのため、各包装商品3の幅WをW1からW2に減少させるとともに、各包装商品3の間に生ずる隙間空間を減少させることができる(図6参照)。
【0065】
また、可動案内部材216には、一列の包装商品群の押圧状況を検出するセンサ216bが設けられている。これにより、センサ216bの検出結果に基づいて水平駆動部218の動作を制御することができる。そのため、包装商品3の内容物や袋状の容器が破損することを防止できる。
【0066】
なお、本実施の形態では、第1押圧部210によって複数の包装商品3を押圧する前の時点において、固定案内部材211および可動案内部材216の距離L1と、装置1外部から供給される一列の包装商品群の水平第2方向の長さとが略同一になるように設定される。これにより、押圧処理において可動案内部材216の移動距離を低減させることができ、第1の第1押圧部210による押圧処理に要する時間を低減することができる。
【0067】
第2押圧部230では、主として、(1)第1押圧部210において押圧処理が完了した一列の包装商品群をシャッター245上に搬送する処理と、(2)複数の一列の包装商品群をX軸方向(水平第1方向)に整列させて一段の包装商品群を形成する処理と、(3)複数の包装商品3(一列の包装商品群、または複数の包装商品群)の両側からX軸方向に押圧する処理と、が実行される。図4および図5に示すように、第2押圧部230は、主として、送り部材257と、規制部材241と、固定案内部材231と、可動案内部材236と、を備える。
【0068】
送り部材257は、第1押圧部210にて押圧処理が施された複数の包装商品3(一列の包装商品群)を固定台215上からシャッター245上に搬送する搬送部材である。図5に示すように、送り部材257はシリンダ255のロッド256に取りつけられる。
【0069】
これにより、送り部材257は、シリンダ255によってロッド256を矢印AR7方向(Z軸方向)に進退可能とされ、包装商品3の搬送位置(実線位置)と、搬送位置に設けれた退避位置(点線位置)との間で昇降可能とされる。
【0070】
また、シリンダ255は、図5に示すように、摺動部材252に取り付けられる。さらに、摺動部材252は、X軸方向に延伸するガイドレール251上を摺動可能に設けられており、水平駆動部258から駆動力の伝達を受けて矢印AR5方向(水平第1方向)に移動可能とされる。そのため、送り部材257は、摺動部材252を矢印AR5方向に移動させることにより、搬送開始位置(実線位置)と搬送完了位置(一点鎖線位置)との間で移動可能とされる。
【0071】
したがって、第2押圧部230は、包装商品3を固定台215上からシャッター245の上に搬送する際には、送り部材257を垂直および水平第1方向に移動させて、送り部材257の接触面257aと包装商品3とが接触する状態にする。そして、送り部材257を一点鎖線の位置(搬送完了位置)まで移動させる。
【0072】
これにより、包装商品3は、固定台215上の実線位置からシャッター245上の一点鎖線位置まで搬送される。すなわち、送り部材257は、包装商品3を搬送する搬送部として使用される。
【0073】
一方、包装商品3の搬送が完了した際には、送り部材257は、包装商品3上方の退避位置まで上昇させられるとともに、X軸正方向に移動させられて点線位置に到達する。そして、箱詰装置1外部から新たに包装商品3が供給されると、送り部材257は下降させられて、包装商品3を搬送する準備が完了する。
【0074】
なお、本実施の形態では、搬送完了位置における接触面257aと、後述するプッシャー271の退避位置における側面271aとの位置は、X座標に関して略同一の位置となるように調整されている。
【0075】
規制部材241は、図4および図5に示すように、YZ平面と略平行な板状部材であり、規制部材241の下端部241aがシャッター245の上面245aより高い位置となるように配置される。また、規制部材241は、水平駆動部242から駆動力の伝達を受けて、矢印AR6方向(水平第1方向)に移動することができる。さらに、規制部材241は、送り部材257の移動動作と同期して移動可能とされている。
【0076】
これにより、送り部材257を矢印AR22方向に移動させる動作と、規制部材241を矢印AR23方向に移動させる動作とを連動させることができる。例えば、一列の包装商品群を搬送する際に、送り部材257を搬送完了位置(図5の点線位置)に移動させた後に、規制部材241を退避位置(図5の一点鎖線位置)から押圧位置(図5の実線位置)まで移動させることができる。
【0077】
そのため、送り部材257と規制部材241とによって第1押圧部210から供給される複数の包装商品3(一列の包装商品群)の両側から挟んで押圧することができる。その結果、各包装商品3の奥行き長さDを減少させるとともに、各包装商品3の間に生ずる隙間空間をさらに減少させることができる(図7参照)。
【0078】
また、第1押圧部210から第2押圧部230に包装商品3を搬送させる際に、包装商品3の進行方向前方に規制部材241を設けることができる。これにより、搬送後の一列の包装商品群のうち中央付近に配置される包装商品3cが両端付近に配置される包装商品3dと比較して進行方向前方に突出すること(図8参照)を防止できる。そのため、良好に包装商品3を搬送することができる。
【0079】
また、図4に示すように、規制部材241には、一列または一段の包装商品群を水平第1方向に押圧する際に、その押圧状況を検出するセンサ241aが設けられている。これにより、センサ241aの検出結果に基づいて水平駆動部242および水平駆動部258の動作状況を制御することができる。そのため、押圧処理に際して包装商品3の内容物や袋状の容器が破損することを防止できる。
【0080】
固定案内部材231は、図4および図5に示すように、ZX平面と略平行な板状部材であり、X軸方向から見て固定案内部材211の延長上に固定して配置される。また、固定案内部材231の下端部231aは、後述するプッシャー271の下端部271bと同一高さまたは下方となるように配置される。
【0081】
これに対して、可動案内部材236は、図4および図5に示すように、固定案内部材231と略同一の形状を有し、ZX平面と略平行な板状部材である。また、可動案内部材236の下端部236aは、固定案内部材231と同様に、後述するプッシャー271の下端部271bと同一高さまたは下方となるように配置される。さらに、可動案内部材236は、水平駆動部238から伝達される駆動力により、矢印AR3方向(水平第2方向)に移動可能に設けられる。
【0082】
したがって、固定案内部材231および可動案内部材236のY軸方向の距離L2を第1押圧部210にて押圧された一群の包装商品群のY軸方向の長さとすることにより、包装商品3は、固定案内部材231および可動案内部材236に案内されてX軸方向にスムーズに搬送される(図7参照)。
【0083】
また、シャッター245は、第1部材245dと第2部材245eとから構成されており、シャッター245のY軸方向の長さは、可変とすることができる。また、同様に後述する垂直開閉扉286a、286b(図18参照)も、2つの部材(例えば、垂直開閉扉286aの場合、第1部材286cと第2部材286d)とから構成されており、垂直開閉扉286a、286bのY軸方向の長さは、可変とすることができる。
【0084】
さらに、図4に示すように、水平駆動部238からの駆動力は、可動案内部材236だけでなく後述する水平開閉扉281aにも伝達される。これにより、水平開閉扉281aは可動案内部材236と同期してY軸方向に移動することができる。
【0085】
したがって、本実施の形態では、シャッター245の長さ、垂直開閉扉286a、286bの長さ、および、水平開閉扉281aから水平開閉扉281bまでの長さを、一列の包装商品群のY軸方向の長さと略同一となるように調整することができる。そのため、多段積層ユニット200における包装商品3の整列処理、および多段積層ユニット200から箱回転ユニット300への包装商品3の受渡し処理を良好に行うことができる。
【0086】
また、第1押圧部210から第2押圧部230に向けて、さらに一列の包装商品群を搬送することにより、複数の一列の包装商品群がX軸方向(水平第1方向)に整列した一段の包装商品群を形成することができる。
【0087】
すなわち、第2押圧部230では、送り部材257と規制部材241とによって、この一段の包装商品群の両側から挟んで水平第1方向(X軸方向)に押圧することができる。そのため、一段の包装商品群についても、各包装商品3の奥行き長さを減少させるとともに、各包装商品3の間に生ずる隙間空間をさらに減少させることができる(図9参照)。
【0088】
第3押圧部260では、主として、(1)第2押圧部230において押圧処理が完了した複数の包装商品3(一列または一段の包装商品群)をZ軸方向(垂直方向)に整列させて多段の包装商品群を形成する処理と、(2)複数の包装商品3の両側からZ軸方向に押圧する処理と、(3)多段に積層された複数の包装商品3を箱回転ユニット300に保持された箱5に供給する処理と、が実行される。図5に示すように、第3押圧部260は、主として、シャッター245と、昇降部268と、プッシャー271と、を備える。
【0089】
シャッター245は、XY平面に略平行な板状部材であり、第1押圧部210から搬送される包装商品3を、その上に載置することができる。
【0090】
また、シャッター245は、シャッター駆動部246から駆動力の伝達を受けて、シャッター245を閉鎖位置(図5の実線位置)から開放位置(図5の一点鎖線位置)まで進退させることができる。すなわち、シャッター245は開閉可能とされる。
【0091】
そのため、シャッター245を開放位置に移動させることにより形成される開口部245cを介して、シャッター245上に載置される複数の包装商品3(一列または一段の包装商品群)を昇降部268に受け渡すことができる(図10参照)。また、シャッター245を介して第2押圧部230から一列または一段の包装商品群を順次供給することにより、多段の包装商品群を形成することができる。
【0092】
昇降部268は、図5に示すように、主として、載置台261と、昇降駆動部265とを備える。載置台261は、XY平面と略平行な載置面を有し、シャッター245の下方に配設される。昇降部材263は、昇降駆動部265から駆動力の伝達を受けて、垂直方向に移動可能とされる。
【0093】
そのため、昇降駆動部265を動作させることにより、載置台261の高さ位置ZをZ1からZ2の範囲で移動させることができる。また、第2押圧部230から複数の包装商品3を受け取ってシャッター245を閉鎖した後に、載置台261を上昇させることにより、シャッター245の下面245bと載置台261の載置面261aとによって複数の包装商品3の両側から垂直方向に押圧することができる。そのため、各包装商品3の高さHをH1からH2に減少させるとともに、各包装商品3の間に生ずる隙間空間を減少させることができる(図11参照)。
【0094】
ロードセル262は、載置台261と昇降部材263との間に取り付けられており、載置台261から与えられる力を、対応した電気量(電気抵抗値)に変換して計測することができる。
【0095】
そのため、第3押圧部260では、ロードセル262によって包装商品3の押圧状態を検出することができる。これにより、ロードセル262の検出結果に基づき、包装商品3に過負荷がかかることを未然に防止できる。そのため、包装商品3の内容物や袋状の容器が破損することを防止できる。
【0096】
ここで、第3押圧部260に押圧処理について、さらに検討する。図12は、第1および第2押圧部230で押圧処理が施された複数の包装商品3(一列または一段の包装商品群)を多段に積層させた状態を示す。また、図13ないし図16は、第3押圧部による包装商品3の上側の押圧状況を説明するための図である。
【0097】
図12に示すように、載置台261側の包装商品3gは、Y軸方向(水平第2方向)については第1押圧部210によって押圧されることにより、隣り合う包装商品3gは互いに接した状態となる。しかし、Z軸方向には、押圧処理が施されておらず、各包装商品3の高さHはバラバラな値となる。そのため、複数の包装商品3gによって形成される上側の面(上端面)7aは、凹凸形状を有することとなる。
【0098】
このような場合に、凹凸形状を有する上端面7aの上(すなわち、複数の包装商品3gの上)に、さらに複数の包装商品3hが載置されると、隣り合う包装商品3hに間隙8aが生じたり、包装商品3hがこの間隙に嵌ることとなる(図12参照)。
【0099】
これにより、複数の包装商品3hによって形成される面(上端面)7bは、さらに凹凸状となる。そのため、多段に積層して立体的に整列させた包装商品が、箱に供給される際に崩落したり、箱に収容された状態で搬送される際に箱から飛び出すといった問題が生ずる。
【0100】
これに対して、本実施の形態では、上述のように、第3押圧部260においては、Z軸方向に押圧処理を施すことができる。すなわち、第3押圧部260に複数の包装商品3gが供給されて載置台261に載置されると、載置台261は矢印AR33方向(垂直方向)に昇降する。これにより、載置台261とシャッター245によって複数の包装商品3gのそれぞれを垂直方向に押圧することができる。そのため、複数の包装商品3gの上側の面は、凹凸状から略平面形状となる(図13および図14参照)。
【0101】
したがって、本実施の形態では、複数の包装商品3gの上にさらに包装商品3hを積層させる場合、平坦な上端面7cに包装商品3hを載置することができる(図15参照)。そして、包装商品3hについても垂直方向の押圧処理を施すことにより、上端面7cを略平面形状とすることができる(図16参照)。
【0102】
このように、第3押圧部260では、第2押圧部230から複数の包装商品3(一列または一段の包装商品群)が供給される毎に、この供給された複数の包装商品3に対して押圧処理を施すことができる。そのため、複数の包装商品3を良好に多段積層させることができる。
【0103】
プッシャー271は、図5に示すように、YZ平面と略平行な板状部材であり、プッシャー駆動部275から駆動力の伝達を受けることにより、矢印AR9方向(水平第1方向に)に移動可能とされる。また、図5に示すように、プッシャー271は、複数の包装商品3が積層される際においては、搬送完了位置まで移動した送り部材257の略直下となる退避位置に配置される。
【0104】
また、上述のように、固定案内部材231および可動案内部材236のY軸方向の距離L2と、第1押圧部210にて押圧された一群の包装商品群のY軸方向の長さとは、略同一とされており(図7参照)、固定案内部材231および可動案内部材236のそれぞれは、垂直方向に延伸する(図5参照)。
【0105】
これにより、第2押圧部230から第3押圧部260の載置台261に包装商品3が受け渡される場合、第3押圧部260は、プッシャー271の側面271a、固定案内部材231および載置台261に沿って包装商品3を下降させることができる。
【0106】
そのため、第2押圧部230から第3押圧部260に向けて包装商品3を円滑かつ良好に搬送することができる。このように、プッシャー271、固定案内部材231および可動案内部材236は、包装商品3をZ軸方向に案内する案内部材としても使用できる。
【0107】
2枚の水平開閉扉281a、281b、および2枚の垂直開閉扉286a、286bは、第3押圧部260から搬出される包装商品3の通路を確保する開閉扉である。図4および後述する図18に示すように、これら開閉扉281a、281b、286a、286bは、箱回転ユニット300側の支柱10部分に取り付けられる。
【0108】
図4に示すように、水平開閉扉281a、281bは、それぞれ回転軸282a、282bを中心として矢印R3、R4方向(水平方向)に回動可能に設けられる。また、図18に示すように、垂直開閉扉286a、286bは、それぞれ回転軸287a、287bを中心として矢印R9、R10(垂直方向)に回動可能に設けられる。
【0109】
したがって、水平開閉扉281a、281b、および垂直開閉扉286a、286bを開放しつつ、プッシャー271を矢印AR34方向(水平第2方向)に移動させることにより、多段に積層された包装商品3は、第3押圧部260から搬出されて箱回転ユニット300に保持された箱5に収容される(後述する図20参照)。このように、プッシャー271は、包装商品3を箱5に供給する商品供給部(商品供給ユニット)として使用される。
【0110】
また、図18に示すように、水平開閉扉281a、281bおよび垂直開閉扉286a、286bが開放されると、箱5につき、垂直方向に開閉可能に設けられた内フラップ6および水平方向に開閉可能に設けられた外フラップ6bを、それぞれ箱5の外側方向に回動させることができる。そのため、包装商品3の搬送路を確保するとともに、これら開閉扉281a、281b、286a、286bに沿って包装商品3を搬送することができる。そのため、包装商品3を円滑に第3押圧部260から箱回転ユニット300に供給することができる。
【0111】
<4.箱回転ユニットの構成>
図18および図19は、それぞれ箱回転ユニット300の側面図および正面図を示す。ここでは、箱回転ユニット300のハードウェア構成と動作について説明する。図18および図19に示すように、箱回転ユニット300は、主として、イス部310と、第1回転部320と、第2回転部330と、を備える。
【0112】
イス部310は、箱5を保持する保持部であり、図18および図19に示すように、イス部310は、2本のL型部材311によって構成される。また、イス部310は、直下に配置された第1回転部320に取り付けられる。
【0113】
第1回転部320は、イス部310に保持された箱5を開口面6c側に設けられた回転軸322を中心に回転させる。図18および図19に示すように、第1回転部320は、主として、第1回転部材321と、回転軸322と、シリンダ325と、を備える。
【0114】
第1回転部材321は、図18および図19に示すように、X軸方向に延伸する2つの板状部材である。図19に示すように、第1回転部材321は、XY平面に略平行な板状部材である固定部材312につき、Y軸方向から見た両端に取り付けられる。また、第1回転部材321は、2つの軸受323によって軸支されており、矢印R5方向に回動可能とされる回転軸322に固定される。ここで、図18および図19に示すように、回転軸322は箱5の下方に配置される。
【0115】
シリンダ325は、ロッド326を矢印AR10方向(X軸方向)に進退可能とする駆動部であり、ロッド326の先端は、回転軸327aを介してリンク部材327の一端とと連動接続される。また、リンク部材327の他端は、回転軸322に固定される。
【0116】
これにより、シリンダ325によってロッド326が矢印AR41方向に伸ばされることによって、リンク部材327が矢印R41方向に回動させられ、回転軸322が矢印R42方向に回動させられる。そのため、イス部310に保持された箱5は、回転軸322を中心として回転させられ、箱5の内フラップ6aおよび外フラップ6b側の高さ方向(Z軸方向)の位置が上昇し、開口面6cから見た箱5の奥側の高さ方向位置が下降する(図21参照)。
【0117】
第2回転部330は、図18および図19に示すように、第1回転部320の直下に配置されており、イス部310に保持された箱5を開口面6cから見て箱5の奥側に設けられた回転軸332を中心に回転させる。第2回転部330は、図18および図19に示すように、主として、第2回転部材331と、回転軸332と、シリンダ335と、を備える。
【0118】
第2回転部材331は、図18および図19に示すように、2個の軸受323のそれぞれの直下に取り付けられており、X軸方向に延伸する2つの板状部材である。また、第2回転部材331は、2つの軸受333によって軸支されて回動可能とされる回転軸332に固定される。ここで、図18および図19に示すように、回転軸332は、箱5の下方に配置される。
【0119】
シリンダ335は、ロッド336を矢印AR11方向(X軸方向)に進退可能とする駆動部であり、ロッド336の先端は、回転軸337aを介してリンク部材337の一端と連動接続される。また、リンク部材337の他端は、回転軸332に固定される。
【0120】
これにより、シリンダ335によってシリンダ335を矢印AR42方向に縮めることによって、リンク部材337が矢印R43方向に回動させられ、回転軸332が矢印R44方向に回動させられる。そのためイス部310に保持された箱5は、奥側の高さ位置を保持しつつ、回転軸332を中心に回動させられる(図24参照)。
【0121】
また、2つの第2回転部材331のそれぞれには、支持部材327を介して側方押圧部材371が取り付けられる。これにより、箱5を両側面から支えることができる。そのため、包装商品3を収容する処理、および箱5を回転する処理を円滑に行うことができる。
【0122】
ここで、箱5の回転動作と箱5に収容された包装商品3の関係についてさらに検討する。図22は、従来の箱回転ユニットにより、回転軸332の回動動作のみによって行われる箱の姿勢変更説明する図である。また、図23は、本実施の形態の箱回転ユニット300により、回転軸332に加えて回転軸322の回動動作によって行われる箱の姿勢変更を説明する図である。
【0123】
従来の箱回転ユニットでは、箱5が回転軸332を中心として矢印R44方向に回動させられると、箱5は矢印AR52方向に移動することになる。その結果、箱5に収容された包装商品3、特に、収容空間5bの上部であって開口面6c側に収容された包装商品3kが箱5からAR53方向に飛び出すという問題が発生する。
【0124】
これに対して、本実施の形態の箱回転ユニット300では、これに対して、本実施の形態の箱回転ユニット300では、第1段階として回転軸322を中心に箱5回動させ、次に、第2段階として回転軸332を中心に箱5を回動させる。この第1段階の回動動作により、箱5に収容された包装商品3のそれぞれは、図23に示すように、一点鎖線位置から破線位置へ斜め下方向(矢印AR51方向)に移動する。すなわち、各包装商品3は、箱5とともに、開口面6cから見て箱5の奥側下方向に移動することになる。
【0125】
このように、本実施の形態の箱回転ユニット300では、まず、(1)回転軸322を中心として箱5を回動させ、次に、(2)回転軸332を中心として箱5を回動させることにより、箱5の姿勢を開口面6cの法線方向とX軸方向(水平第1方向)とが略平行となる姿勢(すなわち、開口面6cが横向きとなる姿勢:図18参照)から法線方向とX軸方向とが略垂直関係となる姿勢(すなわち、開口面6cが上向きとなる姿勢:図24参照)に変更させることができる。
【0126】
すなわち、本実施の形態の箱回転ユニット300では、第1段階の回動動作において収容された包装商品3を箱5の奥側(箱5の底部)に移動させ、各包装商品3の収容状況を安定させた後に、回転軸332を中心とした第2段階の回動動作を実行できる。そのため、箱の回転速度を低下させることなく、箱5から包装商品3が飛び出すことを抑制できる。
【0127】
また、本実施の形態のように2段階の回動処理によって箱5を回転させる場合、回転軸322のみを中心として回動させる場合と比較して、箱5が下方向に移動する量を最小限に抑えることができる。そのため、箱回転ユニット300が、例えば工場の床面付近に配置されて箱回転に必要となる空間を十分に確保することが困難となる場合であっても、スループットを低下させることなく箱5の姿勢変更処理を実行することができる。
【0128】
なお、本実施の形態では、図24に示すように、箱5の姿勢を開口面6cが上向きとなる姿勢とした場合、イス部310のL型部材311が搬出ユニット500の付近に位置することになる。具体的に言うと、イス部310の保持要素であるL型部材311が包装商品3の収容された箱5を搬送するコンベア510の搬送面510aより下方となるように箱回転ユニット300および搬出ユニット500が配置される。
【0129】
これにより、箱5が箱回転ユニット300から搬出ユニット500に受け渡される際には、L型部材311とコンベア510とが非干渉状態となり、かつ、箱5はL型部材311から離間しつつ搬送面510aに接触することになる。そのため、箱回転ユニット300から搬出ユニット500へ箱を受け渡す処理を円滑に行うことができる。
【0130】
また、本実施の形態において、回転軸322は、箱5の開口面6cから見て収容空間5bの手前側端面の略直下である位置X1に設けられているがこれに限定されない。回転軸332より開口面6c側に設けられていればよい。換言すれば、回転軸332は、回転軸322を挟んで商品供給ユニットの逆側に設けられていればよい。
【0131】
<5.本実施の形態の箱詰装置の利点>
以上のように、本実施の形態における箱詰装置1の多段積層ユニット200では、複数の包装商品3を第1ないし第3押圧部210、230、260によって押圧することができる。これにより、複数の包装商品3を一段に整列させたり多段に積層させる際に、各包装商品3の間に生ずる隙間空間を減少させることができる。
【0132】
すなわち、本実施の形態の多段積層ユニット200では、第1ないし第3押圧部210、230、260を整列部として複数の包装商品3を押圧することによって、包装商品3を立体的に整列させることができる。これにより、複数の包装商品3全体の形状を略平行六面体としつつ、各包装商品3の間に生ずる隙間空間を減少させることができる。
【0133】
そのため、箱5に収容される包装商品3の容積効率を向上させることができる。
【0134】
また、多段積層ユニット200によって実行される包装商品3の整列処理では、箱5に収容される包装商品3の容積効率をさらに向上させることができるため、箱5の容積と比較して複数の包装商品3全体の容積をさらに小さくすることができる。これにより、包装商品3を容易に箱の内側に供給することが可能となる。そのため、包装商品3を無理に箱5の内側に供給する必要がなくなり、供給時に包装商品3の内容物や袋状の容器が破損するという問題を防止できる。
【0135】
さらに、多段積層ユニット200では、包装商品3を多段に積層させた後に箱5に収容することができる。すなわち、包装商品3が多段に積層されている間において、多段積層ユニット200の第3押圧部260より後工程の処理ユニット(例えば、昇降ユニット100、箱回転ユニット300、および搬出ユニット500)は、第1ないし第3押圧部210、230、260のいずれとも同期を取ることなく別の処理を実行できる。そのため、昇降ユニット100、箱回転ユニット300および搬出ユニット500で実行される動作のために十分な時間を確保することができる。
【0136】
また、本実施の形態における箱詰装置1の箱回転ユニット300では、多段積層ユニット200から供給されて複数の包装商品3が収容された箱5につき、(1)回転軸322を中心に回転させ、次に(2)回転軸332を中心に回転させる2段階の回動動作により、箱5の姿勢を開口面6cが横向きとなる姿勢(図18参照)から上向きとなる姿勢(図24参照)に変更させることができる。すなわち、箱回転ユニット300では、これら2つの姿勢間で箱姿勢を変更することができる。
【0137】
これにより、各包装商品3の回動による慣性力を低減させつつ、箱5から飛び出し易い包装商品3kを箱5の外側に押し付けることができる(図23参照)。そのため、箱5の箱詰め作業のスループットを低下させることなく、包装商品3の飛び出しを抑制できる。
【0138】
<6.変形例>
以上、本発明の実施の形態について説明したが、この発明は上記の例に限定されるものではない。
【0139】
(1)本実施の形態では、押圧処理の順番、水平第2方向、水平第1方向、および垂直方向の順番に行っているがこれに限定されるものでない。例えば、水平第1方向に整列する一列の包装商品群が多段積層ユニット200に供給される場合は、水平第1方向、水平第2方向、および垂直方向の順番に押圧処理を実行してもよい。
【0140】
(2)第2押圧部230で水平第1方向に押圧処理を施す際において、規制部材241に取り付けられたセンサ241aによって押圧状況を検出しているが、これに限定されるものではない。例えば、送り部材257に取り付けられたセンサによって行ってもよいし、規制部材241および送り部材257のそれぞれに取り付けられた2つのセンサからの検出結果に基づいて押圧状況を制御してもよい。
【図面の簡単な説明】
【0141】
【図1】本発明の実施の形態における箱詰装置の全体構成の一例を示す図である。
【図2】昇降ユニットの正面図である。
【図3】昇降ユニットの側面図である。
【図4】多段積層ユニットの上面図である。
【図5】多段積層ユニットの側面図である。
【図6】第1押圧部による包装商品の圧縮処理を説明するための図である。
【図7】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図8】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図9】第2押圧部による包装商品の圧縮処理を説明するための図である。
【図10】第3押圧部による包装商品の圧縮処理を説明するための図である。
【図11】第3押圧部による包装商品の圧縮処理を説明するための図である。
【図12】多段に積層された包装商品の積層状態を説明するための図である。
【図13】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図14】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図15】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図16】第3押圧部による包装商品の上側の押圧状況を説明するための図である。
【図17】第3押圧部による包装商品の押圧処理を説明するための図である。
【図18】箱回転ユニットの側面図である。
【図19】箱回転ユニットの正面図である。
【図20】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【図21】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【図22】第2の回転軸を中心に箱を回転させた際に、包装商品に作用する力を説明するための図である。
【図23】第1の回転軸を中心に箱を回転させた際に、包装商品に作用する力を説明するための図である。
【図24】箱回転ユニットによる箱姿勢の変更処理を説明するための図である。
【符号の説明】
【0142】
1 箱詰装置
3 商品
7a〜7d 上端面
8a、8b 間隙
5 箱
5a 本体部
5b 収容空間
100 昇降ユニット
200 多段積層ユニット
210 第1押圧部
211 固定案内部材
216 可動案内部材
230 第2押圧部
231 固定案内部材
236 可動案内部材
241 規制部材
242 水平駆動部
245 シャッター
257 送り部材
260 第3押圧部
261 載置台
262 ロードセル
271 プッシャー
300 箱回転ユニット
310 イス部
320 第1回転部
322 第1回転軸
323、333 軸受
330 第2回転部
332 第2回転軸
338 固定台
341 ガイドレール
342 摺動部材
371 側方押圧部材
400 搬入ユニット
410、510 コンベア
500 搬出ユニット
【特許請求の範囲】
【請求項1】
開口面の法線方向と水平第1方向とが略平行となる姿勢で配置された箱に、袋状の容器に内容物を入れた複数の包装商品を、前記開口面を介して収容する箱詰装置であって、
(a) 前記複数の包装商品が前記水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、
(c) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列して多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、
(d) 整列させた前記複数の包装商品を、前記水平第1方向に搬送しつつ前記箱の内側に収容する商品供給部と、
を備えることを特徴とする箱詰装置。
【請求項2】
請求項1に記載の箱詰装置において、
前記第1の押圧部は、
(a-1) 前記水平第1方向に延伸する第1の部材と、
(a-2) 前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、
を含むことを特徴とする箱詰装置。
【請求項3】
請求項1または請求項2に記載の箱詰装置において、
前記第2の押圧部は、
(b-1) 前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、
(b-2) 前記水平第1方向に移動可能な規制部材と、
を含むことを特徴とする箱詰装置。
【請求項4】
請求項1ないし請求項3のいずれかに記載の箱詰装置において、
前記第3の押圧部は、
(c-1) 前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、
(c-2) 前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、
を含むことを特徴とする箱詰装置。
【請求項5】
請求項1ないし請求項4のいずれかに記載の箱詰装置において、
前記第1の押圧部での押圧状態を検出する第1の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項6】
請求項1ないし請求項5のいずれかに記載の箱詰装置において、
前記第2の押圧部での押圧状態を検出する第2の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項7】
請求項1ないし請求項6のいずれかに記載の箱詰装置において、
前記第3の押圧部での押圧状態を検出する第3の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項8】
請求項1ないし請求項4のいずれかに記載の箱詰装置において、
前記複数の包装商品は、前記第1の押圧部による押圧処理が完了した後に、前記第2の押圧部によって押圧されることを特徴とする箱詰装置。
【請求項9】
請求項1ないし請求項8のいずれかに記載の箱詰装置において、
前記複数の包装商品は、前記第2の押圧部による押圧処理が完了した後に、前記第3の押圧部によって押圧されることを特徴とする箱詰装置。
【請求項10】
袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置であって、
(a) 前記複数の包装商品を押圧しつつ立体的に整列させることにより、前記複数の包装商品を略平行六面体の形状とする整列部と、
(b) 前記整列部によって整列された前記複数の包装商品を、前記略平行六面体と略同一の形状を有する前記箱の収容空間に搬送して収容する商品供給部と、
を備えることを特徴とする箱詰装置。
【請求項11】
袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列ユニットであって、
(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、
(c) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、
を備えることを特徴とする整列ユニット。
【請求項12】
請求項11に記載の整列ユニットにおいて、
前記第1の押圧部は、
(a-1) 前記水平第1方向に延伸する第1の部材と、
(a-2) 前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、
を含むことを特徴とする整列ユニット。
【請求項13】
請求項11または請求項12に記載の整列ユニットにおいて、
前記第2の押圧部は、
(b-1) 前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、
(b-2) 前記水平第1方向に移動可能な規制部材と、
を含むことを特徴とする整列ユニット。
【請求項14】
請求項11ないし請求項13のいずれかに記載の整列ユニットにおいて、
前記第3の押圧部は、
(c-1) 前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、
(c-2) 前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、
を含むことを特徴とする整列ユニット。
【請求項15】
袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列方法であって、
(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記包装商品群の両側から前記水平第2方向に押圧する工程と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成する工程と、
(c) 前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧する工程と、
(d) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成する工程と、
(e) 前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧する工程と、
を備えることを特徴とする整列方法。
【請求項1】
開口面の法線方向と水平第1方向とが略平行となる姿勢で配置された箱に、袋状の容器に内容物を入れた複数の包装商品を、前記開口面を介して収容する箱詰装置であって、
(a) 前記複数の包装商品が前記水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、
(c) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列して多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、
(d) 整列させた前記複数の包装商品を、前記水平第1方向に搬送しつつ前記箱の内側に収容する商品供給部と、
を備えることを特徴とする箱詰装置。
【請求項2】
請求項1に記載の箱詰装置において、
前記第1の押圧部は、
(a-1) 前記水平第1方向に延伸する第1の部材と、
(a-2) 前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、
を含むことを特徴とする箱詰装置。
【請求項3】
請求項1または請求項2に記載の箱詰装置において、
前記第2の押圧部は、
(b-1) 前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、
(b-2) 前記水平第1方向に移動可能な規制部材と、
を含むことを特徴とする箱詰装置。
【請求項4】
請求項1ないし請求項3のいずれかに記載の箱詰装置において、
前記第3の押圧部は、
(c-1) 前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、
(c-2) 前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、
を含むことを特徴とする箱詰装置。
【請求項5】
請求項1ないし請求項4のいずれかに記載の箱詰装置において、
前記第1の押圧部での押圧状態を検出する第1の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項6】
請求項1ないし請求項5のいずれかに記載の箱詰装置において、
前記第2の押圧部での押圧状態を検出する第2の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項7】
請求項1ないし請求項6のいずれかに記載の箱詰装置において、
前記第3の押圧部での押圧状態を検出する第3の検出部、
をさらに備えることを特徴とする箱詰装置。
【請求項8】
請求項1ないし請求項4のいずれかに記載の箱詰装置において、
前記複数の包装商品は、前記第1の押圧部による押圧処理が完了した後に、前記第2の押圧部によって押圧されることを特徴とする箱詰装置。
【請求項9】
請求項1ないし請求項8のいずれかに記載の箱詰装置において、
前記複数の包装商品は、前記第2の押圧部による押圧処理が完了した後に、前記第3の押圧部によって押圧されることを特徴とする箱詰装置。
【請求項10】
袋状の容器に内容物を入れた複数の包装商品を箱に収容する箱詰装置であって、
(a) 前記複数の包装商品を押圧しつつ立体的に整列させることにより、前記複数の包装商品を略平行六面体の形状とする整列部と、
(b) 前記整列部によって整列された前記複数の包装商品を、前記略平行六面体と略同一の形状を有する前記箱の収容空間に搬送して収容する商品供給部と、
を備えることを特徴とする箱詰装置。
【請求項11】
袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列ユニットであって、
(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記一列の包装商品群の両側から前記水平第2方向に押圧可能とする第1の押圧部と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成可能とするとともに、前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧可能とする第2の押圧部と、
(c) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成可能とするとともに、前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧可能とする第3の押圧部と、
を備えることを特徴とする整列ユニット。
【請求項12】
請求項11に記載の整列ユニットにおいて、
前記第1の押圧部は、
(a-1) 前記水平第1方向に延伸する第1の部材と、
(a-2) 前記水平第1方向に延伸し、前記第1の部材から見て前記水平第2方向に相対移動可能な第2の部材と、
を含むことを特徴とする整列ユニット。
【請求項13】
請求項11または請求項12に記載の整列ユニットにおいて、
前記第2の押圧部は、
(b-1) 前記第1の押圧部から前記一列の包装商品群を前記水平第1方向に搬送する搬送部と、
(b-2) 前記水平第1方向に移動可能な規制部材と、
を含むことを特徴とする整列ユニット。
【請求項14】
請求項11ないし請求項13のいずれかに記載の整列ユニットにおいて、
前記第3の押圧部は、
(c-1) 前記複数の包装商品を載置可能であり、開放することによって前記複数の包装商品を前記第2の押圧部から受け取り可能とするシャッターと、
(c-2) 前記シャッターの下方に設けられており、前記第2の押圧部から受け渡される前記複数の包装商品を前記垂直方向に移動可能とする昇降部と、
を含むことを特徴とする整列ユニット。
【請求項15】
袋状の容器に内容物を入れた複数の包装商品を、立体的に整列させる整列方法であって、
(a) 前記複数の包装商品が水平第1方向と略直交する水平第2方向に整列する一列の包装商品群につき、前記包装商品群の両側から前記水平第2方向に押圧する工程と、
(b) 複数の前記一列の包装商品群を前記水平第1方向に整列させて一段の包装商品群を形成する工程と、
(c) 前記一列または前記一段の包装商品群の両側から前記水平第1方向に押圧する工程と、
(d) 複数の前記一列または一段の包装商品群を前記水平第1および第2方向のそれぞれと略直行する垂直方向に整列させて多段の包装商品群を形成する工程と、
(e) 前記一段または前記多段の包装商品群の両側から前記垂直方向に押圧する工程と、
を備えることを特徴とする整列方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【公開番号】特開2006−151438(P2006−151438A)
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願番号】特願2004−343947(P2004−343947)
【出願日】平成16年11月29日(2004.11.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年6月15日(2006.6.15)
【国際特許分類】
【出願日】平成16年11月29日(2004.11.29)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]