
粉体、成形体、被包体及び粉体の製造方法
【課題】成形時や充填時における飛散や成形欠陥の発生を抑制することが可能であり、且つ十分な断熱性能を示す粉体、成形体、被包体及び粉体の製造方法を提供する。
【解決手段】シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体。
【解決手段】シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉体、成形体、被包体及び粉体の製造方法に関する。
【背景技術】
【0002】
室温での空気分子の平均自由行程は約100nmである。従って、直径100nm以下の空隙を有する多孔質体内では、空気による対流や伝導による伝熱が抑制されるため、このような多孔質体は優れた断熱作用を示す。
【0003】
この断熱作用の原理に従い、超微粒子は熱伝導率が低く断熱材に適していることが知られている。例えば、特許文献1には、シリカの超微粉末を多孔体に単独で成形した断熱材が記載されており、この断熱材のかさ密度は0.2〜1.5g/cm3、BET比表面積は15〜400m2/g、平均粒子径は0.001〜0.5μm、積算総細孔容積は0.3〜4cm3/gであり、平均細孔径1μm以下である細孔の積算細孔容積は成形体中の積算細孔容積の70%以上かつ平均細孔径0.1μm以下である細孔の積算細孔容積は成形体中の積算細孔容積の10%以上である。特許文献2には、リング内径が0.1μm以下となるようにリング状又はらせん状に会合した超微粒子によって、輻射吸収散乱材料等からなる粒子を被覆して多孔体被覆粒子を形成し、これを無機繊維又は多孔体被覆粒子と同様に形成された多孔体被覆繊維と混合して、断熱材前駆体の粉体とし、この前駆体を加圧成形して断熱材を製造する方法が記載されている。特許文献3には、一次粒子径の異なる2種以上の微粒子からなる微細多孔体が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−169158号公報
【特許文献2】特許4367612号明細書
【特許文献3】特開平1−103968公報
【非特許文献】
【0005】
【非特許文献1】独立行政法人 新エネルギー・産業技術総合開発機構、平成17年度〜18年度成果報告書 エネルギー使用合理化技術戦略的開発 エネルギー使用合理化技術実用化開発 「ナノ多孔・複合構造を持つ超低熱伝導材料の実用化開発」
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1〜3に記載されているような粉体や成形体は、理論的には静止空気に近い熱伝導率を有しており、断熱材として使用が可能である。しかしながら、特許文献1〜3に記載のような超微粒子を主成分とする断熱材を工業的に利用しようとすると、製造工程で問題が出てくることを本発明者は発見した。この問題を具体的に説明すると、超微粒子を主成分とする断熱材は非常にかさ高く、一見、軽量で扱い易いように思われるが、実際には、加圧成形等の加工をする場合に疎充填かさ密度の小ささが障害となる。疎充填かさ密度の小さい粉体を加圧成形する場合、まず、成形型に充填しにくい上、成形型や粉体を貯蔵するタンク等をその体積に見合う程度に大きくしなければならずコスト高である。また金型への供給工程において断熱材が凝集すると、貯槽ホッパ内で断熱材の残量によって疎充填かさ密度が変化するため、安定した連続供給が難しいことがある。このような成形原料の凝集は、金型への充填不足を招く可能性があり、生産性を著しく低下させる。
【0007】
さらに、粉状の断熱材は加圧成形時に空気を脱気する必要があるが、予め保有している空気量が多い上、特許文献3に記載されているように、超微粒子を主成分とする多孔体は細孔径が小さいため、減圧等による脱気に長時間必要とする傾向があり、生産性が低い。また、超微粒子を主成分とするようなかさ高い断熱材を加圧成形する際にはストロークが大きくなる傾向がある。ストロークが大きいと、加圧箇所近傍の粉体は充分に圧密されても、加圧箇所から離れるにしたがって圧密が不十分となりやすい。例えば、成形型に粉体を充填し、上方から加圧した場合、成形型に充填され加圧されている粉体の上部は充分に圧密されるが、下部、すなわち成形型の底付近は圧密が不十分となる傾向がある。粉体の圧密化にムラがあると、圧力を開放した際にラミネーションが発生しやすい。ラミネーションとは、加圧成形をして得られた成形品について、主に厚み方向において2層以上に剥離してしまう現象のことをいう。このような層剥離が発生すると、製品として扱えず、歩留まりが低下するので好ましくない。
【0008】
粉状の断熱材は、加圧成形される以外にも、外被材(例えばガラスクロスの袋やチューブ)中に充填され、管状物等に巻きつけるなどして利用されることがある。粉体が飛散しやすいと外被材への充填時の作業効率が悪いため、このような使用態様の場合は粉体の飛散は一層問題であり、解決が望まれている。
【0009】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、成形時や充填時における飛散や成形欠陥の発生を抑制することが可能であり、且つ十分な断熱性能を示す粉体を提供することを目的とする。また、上記粉体を用いた成形体及び被包体並びに粉体の製造方法を提供することも目的とする。
【課題を解決するための手段】
【0010】
本発明者は、従来技術を踏まえ、その課題の克服のために鋭意検討した結果、低い熱伝導率を有するシリカ粉体やアルミナ粉体の平均粒子径や、平均粒子径の異なる粉体の含有量を適切に設定することで、成形時や充填時における飛散や成形欠陥の発生を抑制することが可能である粉体が得られることに想到し、本発明に想到した。
【0011】
すなわち、本発明は、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体を提供する。
【0012】
上記粉体の疎充填かさ密度は0.018g/cm3以上0.35g/cm3以下であることが好ましい。
【0013】
上記粉体は、赤外線不透明化粒子を含有し、800℃における熱伝導率が0.2W/m・K以下であることが好ましい。
【0014】
上記赤外線不透明化粒子の平均粒子径は0.5μm以上30μm以下であり、赤外線不透明化粒子の体積含有率は、粉体の全体積を基準として、0.02体積%以上5体積%以下であることが好ましい。
【0015】
上記粉体は、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素を含み、アルカリ金属元素及びアルカリ土類金属からなる群より選択される少なくとも1種の元素を含有する場合、その含有率は、粉体の全質量を基準として0.005質量%以上5質量%以下であり、ゲルマニウムを含有する場合、その含有率は、粉体の全質量を基準として10質量ppm以上1000質量ppm以下であることが好ましい。
【0016】
上記アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素は、上記大粒子に含有されていることが好ましい。
【0017】
上記粉体は、無機繊維を含有し、無機繊維の含有量は、粉体の全質量を基準として、0質量%超20質量%以下であることが好ましい。
【0018】
上記粉体は、リンを含有し、リンの含有量が、粉体の全質量を基準として、0.002質量%以上6質量%以下であることが好ましい。
【0019】
上記粉体は、鉄を含有し、鉄の含有量が、粉体の全質量を基準として、0.005質量%以上6質量%以下であることが好ましい。
【0020】
本発明はまた、上記粉体を含有する成形体を提供する。
【0021】
本発明はまた、上記粉体及び/又は上記成形体と、粉体及び/又は成形体を収容する外被材と、を備える被包体を提供する。
【0022】
上記外被材は無機繊維を含むか、樹脂フィルムであることが好ましい。
【0023】
本発明はまた、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合する工程を有する、粉体の製造方法を提供する。
【0024】
本発明はまた、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナと、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素とを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合し、無機混合物を得る工程を有する、粉体の製造方法を提供する。
【発明の効果】
【0025】
本発明によれば、成形時や充填時における飛散が抑制されて取扱い性に優れ、加圧成形した場合の成形欠陥の発生が抑制されて成形性が良好である粉体及びその製造方法を提供することができる。また、上記粉体を用いた成形体、被包体及び粉体の製造方法を提供することもできる。
【図面の簡単な説明】
【0026】
【図1】粉体の疎充填かさ密度と粉体中の大粒子の割合との関係を示すグラフである。
【図2】本発明の一実施形態に係る被包体の断面模式図である。
【図3】本発明の一実施形態に係る成形体が含有する小粒子及び大粒子の断面模式図である。
【発明を実施するための形態】
【0027】
以下、本発明を実施するための形態(以下、単に「本実施形態」という。)について詳細に説明する。なお、本発明は以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0028】
[1]粉体
[1−1]シリカ、アルミナ
粉体中のシリカ及び/又はアルミナの含有率が50質量%以上であると、固体伝導による伝熱が小さいため、断熱材用途の場合は好ましい。シリカ粒子及び/又はアルミナ粒子の含有率が粉体の75質量%以上であると、粉体同士の付着力が増して、粉体の飛散が少なくなるためより好ましい。なお、本明細書中シリカ粒子とは、組成式SiO2で表される成分からなる粒子の他、SiO2を含む材料を指し、SiO2に加えて金属成分等、他の無機化合物を含有する粒子を包含する。シリカ粒子は、純粋な二酸化ケイ素に加えて、Si及び種々の他元素との塩や複合酸化物を含有してもよいし、水酸化物のような含水酸化物を含有してもよいし、シラノール基を有していてもよい。本明細書中、アルミナ粒子とは、組成式Al2O3で表される成分のみからなる粒子の他、Al2O3を含む材料を広く包含する概念であり、Al2O3に加えて金属成分等、他の無機化合物を含有する粒子を包含する。アルミナ粒子は、純粋な酸化アルミニウムに加えて、Al及び種々の他元素との塩や複合酸化物を含有してもよいし、水酸化物のような含水酸化物を含有していてもよい。シリカ粒子及び/又はアルミナ粒子中のアルミナは、結晶質であっても、非晶質であっても、それらの混合体であってもよいが、断熱材用途の場合は非晶質であると、断熱材中の固体伝導による伝熱が小さく、断熱性能が高いため、好ましい。
【0029】
シリカ粒子の具体例としては、下記のものが挙げられる。
「シリカ」や「石英」と呼ばれるケイ素の酸化物。
ケイ素の部分酸化物。
シリカアルミナやゼオライトのようなケイ素の複合酸化物。
Na、Ca、K、Mg、Ba、Ce、B、Fe及びAlのいずれかのケイ酸塩(ガラス)。
ケイ素以外の元素の酸化物、部分酸化物、塩又は複合酸化物(アルミナやチタニア等)と、ケイ素の酸化物、部分酸化物、塩又は複合酸化物との混合体。
SiCやSiNの酸化物。
【0030】
アルミナ粒子の具体例としては、下記のものが挙げられる。
「アルミナ」と呼ばれるアルミニウムの酸化物。
α−アルミナ、γ−アルミナ、β−アルミナと呼ばれるアルミナ。
アルミニウムの部分酸化物。
シリカアルミナやゼオライトのようなアルミニウムの複合酸化物。
Na、Ca、K、Mg、Ba、Ce、B、Fe及びSiのいずれかのアルミン酸塩(ガラス)。
アルミニウム以外の元素の酸化物、部分酸化物、塩又は複合酸化物(シリカやチタニア等)と、アルミニウムの酸化物、部分酸化物、塩又は複合酸化物との混合体。
炭化アルミニウムや窒化アルミニウムの酸化物。
【0031】
粉体を断熱材とする場合、使用される温度においてシリカ粒子及び/又はアルミナ粒子が熱的に安定であることが好ましい。具体的には、断熱材の使用最高温度において1時間保持したときに、シリカ粒子及び/又はアルミナ粒子の重量が10%以上減少しないことが好ましい。また、シリカ粒子及び/又はアルミナ粒子は、断熱材として使用する場合に断熱性能を維持する観点や、成形した場合の形状保持の観点から、耐水性を有することが好ましい。具体的には、25℃の水100gに対するシリカ粒子及び/又はアルミナ粒子の溶解量が0.1g未満であることが好ましく、0.01g未満であることがより好ましい。
【0032】
シリカ粒子、アルミナ粒子の比重は、粉体を断熱材とする場合、2.0以上5.0以下であることが好ましい。2.0以上4.5以下であると、断熱材のかさ密度が小さいためより好ましく、2.0以上4.2以下であるとさらに好ましい。ここで、シリカ粒子、アルミナ粒子の比重は、ピクノメーター法により求まる真比重を指す。
【0033】
上述したように、直径100nm以下の空隙を有する多孔質体は、熱伝導率が低く断熱材に適していることが知られている。このような粉体を得たい場合、粒子径100nm以下の微粒子を加圧等によって成形するのが単純である。しかしながら、粒径20nm程度のいわゆる超微粒子のみからなる粉体を用いて、例えば加圧成形をして多孔質体を製造する場合、加圧前の粉体の体積が非常に大きい傾向があり、製造装置が大型になりやすい上、加圧時のストロークが長くなり、その結果タクトタイム、すなわち粉体を成形型に充填し、加圧し、圧力を開放し、成形型から粉体を加圧成形した成形体を取り出すまでにかかる時間が長くなるほか、ラミネーションが起こり易く不良率が高いために生産性が低下する傾向がある。また、かさ密度が小さいため、成形型に均一に充填するのが困難な傾向がある。さらに、例えば粉体の供給工程において、貯槽ホッパ投入時の飛散や貯槽ホッパ内での凝集が起こりやすい上、加圧成形時に成形欠陥が発生しやすい。成形欠陥を抑制するために、例えば超微粒子量を減らし、無機繊維量を増やすと、断熱材としての使用に障害が出るほど断熱性能が低下してしまう。
【0034】
ところが、従来は断熱材原料として適していないとみなされていた、例えばマイクロメートルオーダーのそれほど粒子径が小さくない粒子(大粒子)を原料にしても、驚くべきことに、適切な量で超微粒子(小粒子)と混合することにより加圧成形装置等の製造装置の小型化が可能であり、優れた断熱性能を発現させることが可能であることが発見された。
【0035】
本発明者が検討をしたところ、小粒子として、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である粒子と、大粒子として、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である粒子とを選択し、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下の範囲になるように混合することで、加圧前の粉体の体積が大きくなりすぎず、さらに成形型に充填しやすい上、飛散や凝集がしにくい粉体を得られることを見出した。
【0036】
さらに本発明者が検討を重ねたところ、小粒子と大粒子を混合した粉体の疎充填かさ密度は、前記RLが0〜60質量%未満の範囲ではRLによらず疎充填かさ密度が小さい傾向であるのに対し、RLが60質量%以上では、粉体の疎充填かさ密度が増大する傾向であることが分かった(図1)。すなわち、RLが60質量%以上であると粉体の疎充填かさ密度が適切な大きさになり、加圧前の体積が大きくなりずぎず、成形型に充填しやすくなると推定される。この理由は定かではないが、RLによって小粒子と大粒子の充填状態が異なり、RLが60質量%未満では小粒子と大粒子とで形成される空隙が比較的大きいため、粉体の疎充填かさ密度が小さくなると考えられる。これに対し、RLが60質量%以上であると、小粒子と大粒子の充填状態がより密な状態になって空隙が減少し、粉体の疎充填かさ密度が増大すると推定される。一方で、空隙が減少するにもかかわらず優れた熱伝導率を示すのは、RLが60質量%以上90質量%以下の範囲で小粒子と大粒子が混合されると、充填状態は比較的密になるものの、これらの粒子によって形成される空隙が空間の熱伝導のボトルネックを形成し、空間の熱伝導が抑制されやすいことに起因すると推測している。また、粒子径の異なる粒子が混合されることで、付着性や粒子同士の物理摩擦角である粒子間摩擦角、粉体内部における層同士の摩擦角である内部摩擦角、帯電性等が変化し、超微粒子のみからなる粉体の飛散しやすさ、凝集しやすさといった課題を緩和することが可能になったのではないかと推測している。
【0037】
すなわち、粉体はシリカ粒子及び/又はアルミナ粒子を2種類以上含み、特に、粒子径の異なる2種類の粒子、すなわちシリカ及び/又はアルミナからなる小粒子と大粒子を含有する場合、小粒子の質量と大粒子の質量の合計を基準として、大粒子の質量の割合RLが60質量%以上90質量%以下である。大粒子の含有量が60質量%未満であると、粉体が飛散しやすい傾向があり、90質量%超であると、断熱性能が低下しやすく、加圧成形しにくい傾向がある。大粒子の含有量は、断熱性能の観点から60質量%以上85質量%以下が好ましい。
【0038】
非特許文献1に記載されているように、超微粒子を主成分とする断熱材前駆体は、加圧成形した後、圧力を開放した時に、成形体が大きく膨張しやすい傾向がある。この膨張はスプリングバックと呼ばれている。特許文献1記載のシリカ成形体のように、超微粉末を主成分とする超微粒子を加圧成形した成形体には、スプリングバックが発生し、場合によっては成形欠陥が発生するという問題がある。確かに微細多孔構造は、断熱材の熱伝導を小さくするのに寄与するが、加圧成形時の空気抜きが不十分であると、スプリングバックが発生しやすい。大粒子を配合することで、小粒子のみからなる場合に比べて、成形時におけるスプリングバックの発生は抑制できる傾向があるが、この配合量が25質量%以上であると抑制効果が顕著である。上述のとおり、大粒子の配合量が多すぎると断熱性能は低下する傾向にあることから、断熱用途の粉体や成形体の場合、大粒子と小粒子の比率は、粉体の飛散性、成形体のスプリングバックの抑制及び熱伝導率が所望の値となるようにバランスを考えて決定するのが好ましい。
【0039】
特許文献2に記載の断熱材には、非特許文献1に開示されているように、加圧成形時にプレス面に対して垂直な面に亀裂状の成形欠陥が発生する。このような成形欠陥が断熱材に存在すると、断熱材が破損する恐れがあるばかりか、断熱性能も低下するため製品として扱えず、歩留まりが低下するので好ましくない。また、超微粒子を主成分とする断熱材は、加圧成形した後、ラミネーションが発生しやすい傾向もある。ラミネーションとは、加圧成形をして得られた成形品について、主に厚み方向において2層以上に剥離してしまう現象のことをいう。このような層剥離が発生すると、製品として扱えず、歩留まりが低下するので好ましくない。シリカを主成分とする大粒子及び小粒子であって、大粒子の平均粒子径が40nm〜10μm、小粒子の平均粒子径が5nm〜30nmの場合、粉体に占める大粒子の比率が、上述のスプリングバック抑制に好ましいものであると、ラミネーションも発生しにくい傾向にある。上述したように、大粒子の配合量が60質量%以上であると疎充填かさ密度が適度な大きさになってストロークが小さくなる上、大粒子、小粒子の平均粒子径が前記の範囲であると、粒子の充填状態が好ましい様態になり、ラミネーションの抑制効果が顕著となる傾向がある。
【0040】
本明細書中、「疎充填かさ密度」とは、JIS R 1628の「初期かさ密度」の測定手順に従って得られる値のことをいう。具体的には「7.1 定容積測定法の手順」において、(1)〜(4)、すなわち、
(1)測定容器の質量を、はかりによって量る。
(2)測定容器に、ふるいをとおして試料をあふれるまで入れる。このとき測定容器に振動を加えたり、試料を圧縮してはならない。
(3)測定容器の上端面から盛り上がった粉末を、すりきり板を使ってすりきる。このときすりきり板は、粉末を圧縮しないようすり切る方向から後ろへ傾斜させて使用する。
(4)測定容器ごと質量をはかりで量り、測定容器の質量を差し引いて試料の質量を計算する。
に基づいて測定する。JIS R 1628は、初期かさ密度と本測定のかさ密度の差が0.3%以内であることを前提としている指標であるのに対し、本実施態様の粉体の場合は初期かさ密度と本来のかさ密度の差が大きく異なる場合がある。しかし、本発明者はそれを踏まえた上で、加圧成形する場合のラミネーションの起こり易さについては、「初期かさ密度」が重要な指標になることを見出し、本発明を完成した。
【0041】
粉体の疎充填かさ密度は、0.018g/cm3以上0.35g/cm3以下が好ましい。疎充填かさ密度が0.018g/cm3未満であると、粉体の体積が大きく、例えば加圧成形に必要な装置が大型化する傾向がある上、著しく飛散、凝集しやすくなる傾向があるため好ましくない。粉体の疎充填かさ密度は、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合を調整することにより制御することができる。
【0042】
小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下、かつ0℃における熱伝導率が0.05W/m・K以下を満たしつつ、疎充填かさ密度を0.018g/cm3以上0.35g/cm3以下にする場合、平均粒子径DLが比較的小さい大粒子(例えば50nm〜10μm)を選択するか、大粒子の質量の割合を少なめ(例えば60質量%以上80質量%以下)に設定するのが調整し易い態様である。この場合、粉体の熱伝導率は0.035W/m・K以下程度になる場合が多く、すなわち扱い易さのために疎充填かさ密度を調整することで、熱伝導率を断熱材としてより好ましい範囲にすることに繋がるというメリットが生まれる。
【0043】
疎充填かさ密度が0.35g/cm3超であると、断熱性能が低下する傾向があるため、好ましくない。加圧前の体積を適切な大きさとし、成形型への充填を容易にする観点から0.02g/cm3以上0.3g/cm3がより好ましく、断熱性能の観点から0.02g/cm3以上0.25g/cm3がさらに好ましい。
【0044】
小粒子と大粒子の含有量は、例えば粉体から小粒子、大粒子を分離し、それぞれの質量を測定することで算出することが可能である。小粒子と大粒子を分離する方法は特に限定されないが、例えば、改訂六版 化学工学便覧(丸善)に掲載されている分級方法や分級機を使用して分離することができる。公知の分級方法としては湿式分級や乾式分級が挙げられる。湿式分級を行う機械としては、重力分級機(沈降分級機)、スピッツカステン、水力分級機、サイホンサイザー、遠心分級機、液体サイクロン、ジェットサイザー、レーキ分級機、エーキンス型、スパイラル分級機、ボウル分級機、ハイドロセパレーター、デカンター等が挙げられる。乾式分級を行う機械としては、振動ふるい、面内ふるい、回転ふるい、二重円筒型ふるい等のふるい分け機、重力分級機、ジグザグ分級機、風力分級機、自由うず型遠心分級機、サイクロン、ディパージョンセパレーター、強制うず型遠心分級機、ターボクラシファイア、ミクロプレックス、ミクロンセパレーター、アキュカット、スーパーセパレーター、スターテバント型分級機、ターボプレックス、サイクロンエアーセパレーター、O−SEPA等の遠心分級機、ルーバー型分級機、ファントンゲレン型分級機、エルボージェット、改良型バーチャルインパクター等の慣性分級機等が挙げられる。分級機は、分離したい小粒子、大粒子の粒子径に応じて選択すればよく、これらの分級機を組み合わせて使用してもよい。
【0045】
シリカ粒子やアルミナ粒子の粒子径は、電界放射型走査型電子顕微鏡(FE−SEM)で観察することにより測定できる。小粒子の平均粒子径DS、大粒子の平均粒子径DLは、小粒子、大粒子各1000個をFE−SEMで観察し、その等面積円相当径を求めて数平均を算出することにより、求めることができる。この時、等面積円相当径が35nm未満の粒子を小粒子として測定し、等面積円相当径が35nm以上の粒子を大粒子として測定する。
【0046】
小粒子の平均粒子径DSは、5nm以上30nm以下である。DSが5nm以上であると、DSが上記の数値範囲外である場合に比べて、小粒子が化学的に安定である傾向があり、断熱性能が安定しやすい傾向がある。DSが30nm以下であると、DSが上記の数値範囲外である場合に比べて、小粒子同士の接触面積が小さく、粉体の固体伝導による伝熱が少なく、熱伝導率が小さい傾向がある。DSは、5nm以上25nm以下であると、熱伝導率の観点から好ましく、5nm以上20nm以下であるとより好ましく、5nm以上18nm以下であるとさらに好ましい。
【0047】
大粒子の平均粒子径DLは、DS<DLを満たす。DLは40nm以上100μm以下である。DLは、前述のDSと同じ方法により求められる。DLが40nm以上であると、粉体を成形した場合に成形体におけるスプリングバックが小さい傾向がある。DLが100μm以下であると、熱伝導率が小さい傾向がある。大粒子の平均粒子径DLは、40nm以上50μm以下であると、粉体が無機繊維や赤外線不透明化粒子を含む場合にこれらとの均一な混合が容易であるため、好ましい。DLは、40nm以上10μm以下であると、粒子の付着力が大きく、粉体からの粒子の脱落が少ないため、より好ましく、40nm以上5μm以下がさらに好ましい。
【0048】
DLがDSの2倍以上であると、粉体を成形した場合にスプリングバックが小さくなるため、好ましい。DLはDSの3倍以上であると、小粒子と大粒子の混合粉体のかさ比重が大きく、粉体体積が小さいと作業性が高いので、より好ましい。DLはDSの4倍以上であると、小粒子と大粒子の粒径の差が大きく、小粒子と大粒子を混合した際に大粒子の小粒子に対する分散が容易であるので、さらに好ましい。粉体が断熱材用途の場合、粒子の凝集による固体伝熱の観点から、各々の粒子が分散していることが好ましい。すなわち、大粒子が互いに直接接触、連結している箇所が存在しないことが好ましい。大粒子が直接連結しないことで生じる大粒子間の空隙は小粒子で充填され、大粒子同士が直接接触し難い。そのため、粉体中に固体伝導の大きい伝熱経路が存在せず、粉体全体の熱伝導率が低くなり易い。さらに、大粒子間の空隙を小粒子が充填することで、粉体中に存在する空隙の大きさが小さくなり、空気による対流や伝熱が抑制されるため、粉体全体の熱伝導率が低くなり易い。
【0049】
粉体は、水が粉体や成形体に浸み込んだ場合にハンドリング性の低下や成形体の変形、ひび割れ等が起こるのを抑制する観点から、撥水剤を含むことが好ましい。撥水剤としては、例えば、パラフィンワックス、ポリエチレンワックス、アクリル・エチレン共重合体ワックス等のワックス系撥水剤;シリコーン樹脂、ポリジメチルシロキサン、アルキルアルコキシシラン等のシリコン系撥水剤;パーフロロアルキルカルボン酸塩、パーフロロアルキルリン酸エステル、パーフロロアルキルトリメチルアンモニウム塩等のフッ素系撥水剤、アルキル基やパーフルオロ基を含むアルコキシシラン等のシランカップリング剤、トリメチルシリルクロライドや1,1,1,3,3,3−ヘキサメチルジシラザン等のシリル化剤が挙げられる。これらは1種または2種以上で使用することができる。これらはそのまま用いてもよいし、溶液やエマルジョンの形態で用いることも可能である。このうち、ワックス系撥水剤、シリコン系撥水剤が好ましく用いられる。粉体中の撥水剤の含有率は、十分な撥水効果を付与する観点から、粉体全体の質量/撥水剤の質量比は100/30〜100/0.1が好ましく、100/20〜100/0.5がより好ましく、100/10〜100/1がさらに好ましい。撥水剤の添加方法は特に限定されないが、例えば、これらの撥水剤を水又はアルコール等の溶媒で希釈したものを添加しながら粉体を攪拌後乾燥する方法、粉体を水又はアルコール等の溶媒に分散させてスラリーとし、そこへ撥水剤を添加して攪拌及び濾過後、乾燥する方法や、クロロトリメチルシラン等での蒸気処理が挙げられる。
【0050】
[1−2]無機繊維
粉体を成形する場合、粉体は無機繊維を含有するのが好ましい。無機繊維を含有する粉体は、加圧成形において、成形体からの粒子の脱落が少なく、生産性が高いという利点を有する。さらに、無機繊維を含有する成形体は崩壊しにくく、取り扱いやすいという利点を有する。粉体の状態においても、飛散が少ないので、取扱の上で好ましい。本明細書中、無機繊維とは平均太さに対する無機繊維の平均長さの比(アスペクト比)が10以上であるものをいう。アスペクト比は10以上であることが好ましく、粉体を成形する場合、小さい圧力で成形を可能とし、成形体の生産性を向上させる観点から50以上がより好ましく、成形体の曲げ強度の観点から100以上がさらに好ましい。無機繊維のアスペクト比は、FE−SEMにより測定した無機繊維1000本の太さ及び長さの平均値から求めることができる。無機繊維は粉体中で単分散して混合されていることが好ましいが、無機繊維が互いに絡まった状態や、複数の無機繊維が同一方向で揃った束の状態で混合されていてもかまわない。また、単分散状態において、無機繊維の向きが同一方向で揃った状態であってもかまわないが、熱伝導率を小さくする観点から、無機繊維は、伝熱方向に対して垂直方向に配向していることが好ましい。無機繊維を伝熱方向に対して垂直に配向させる方法は特に限定されないが、例えば、外被材や施工箇所に粉体を充填する場合、充填箇所へ高所から粉体を落下させて充填することにより、無機繊維が伝熱方向に対して垂直に配向しやすい傾向がある。加圧成形体の場合、例えば伝熱方向と同じ方向で加圧することにより、伝熱方向に配向していた無機繊維を、伝熱方向に対して垂直方向へ配向させやすい。
【0051】
無機繊維の例を示すと、ガラス長繊維(フィラメント)(SiO2−Al2O3−B2O3−CaO)、グラスファイバー、グラスウール(SiO2−Al2O3−CaO−Na2O)、耐アルカリガラス繊維(SiO2−ZrO2−CaO−Na2O)、ロックウール(バサルトウール)(SiO2−Al2O3−Fe2O3−MgO−CaO)、スラグウール(SiO2−Al2O3−MgO−CaO)、セラミックファイバー(ムライト繊維)(Al2O3−SiO2)、シリカ繊維(SiO2)、アルミナ繊維(Al2O3−SiO2)、チタン酸カリウム繊維、アルミナウィスカー、炭化ケイ素ウィスカー、窒化ケイ素ウィスカー、炭酸カルシウムウィスカー、塩基性硫酸マグネシウムウィスカー、硫酸カルシウムウィスカー(セッコウ繊維)、酸化亜鉛ウィスカー、ジルコニア繊維、炭素繊維、黒鉛ウィスカー、フォスフェート繊維、AES(Alkaline Earth Silicate)ファイバー(SiO2−CaO−MgO)、天然鉱物のウォラストナイト、セピオライト、アタパルジャイト、ブルーサイトを挙げることができる。
【0052】
無機繊維の中でも、特に人体にとって安全である生体溶解性のAESファイバー(Alkaline Earth Silicate Fiber)を用いることが好ましい。AESファイバーとしては、例えば、SiO2−CaO−MgO系の無機質のガラス(無機高分子)が挙げられる。
【0053】
無機繊維の平均太さは飛散を防ぐ観点で1μm以上が好ましい。断熱材の場合は固体伝導による伝熱を押さえる観点で20μm以下であることが好ましい。無機繊維の平均太さは、FE−SEMにより無機繊維1000本の太さを求めて、これを平均して求めることができる。
【0054】
断熱用途の場合、粉体中の無機繊維の含有量は、加圧成形した成形体からの粉体の脱離抑制の観点で粉体全体の質量に対して0質量%超が好ましく、熱伝導率が0.05W/m・K以下とする観点で20質量%以下であることが好ましい。
【0055】
粉体が赤外線不透明化粒子を含有する場合、赤外線不透明化粒子との混合の容易さの観点から、無機繊維の含有量は0.5質量%以上18質量%以下であることがより好ましく、疎充填かさ密度が小さくなる観点から0.5質量%以上16質量%以下であることがさらに好ましい。
【0056】
無機繊維の含有量は、例えば、無機繊維を粉体から分級することにより、求めることができる。
【0057】
[1−3]赤外線不透明化粒子
粉体は、赤外線不透明化粒子を含有することが、高い温度での断熱性能を要する場合は、好ましい。赤外線不透明化粒子とは、赤外線を反射、散乱又は吸収する材料からなる粒子を指す。断熱材に赤外線不透明化粒子が混合されていると、輻射による伝熱が抑制されるため、特に200℃以上の高い温度領域での断熱性能が高い。
【0058】
赤外線不透明化粒子の例として、酸化ジルコニウム、ケイ酸ジルコニウム、二酸化チタン、鉄チタン酸化物、酸化鉄、酸化銅、炭化ケイ素、金鉱石、二酸化クロム、二酸化マンガン、グラファイトなどの炭素質物質、炭素繊維、スピネル顔料、アルミニウムの粒子、ステンレス鋼の粒子、青銅の粒子、銅/亜鉛合金の粒子、銅/クロム合金の粒子を挙げることができる。従来、赤外線不透明物質として知られる上記の金属粒子又は非金属粒子を、単独で用いてもよく、2種類以上を併用してもよい。
【0059】
赤外線不透明化粒子としては、特に、酸化ジルコニウム、ケイ酸ジルコニウム、二酸化チタン又は炭化ケイ素が好ましい。赤外線不透明化粒子の組成はFE−SEM EDXにより求められる。
【0060】
赤外線不透明化粒子の平均粒子径は、200℃以上での断熱性能の観点で0.5μm以上が好ましく、固体伝導の抑制による200℃未満での断熱性能の観点で30μm以下であることが好ましい。なお、赤外線不透明化粒子の平均粒子径は、シリカ粒子やアルミナ粒子と同じ方法により求められる。無機繊維やシリカ粒子、アルミナ粒子のサイズにもよるが、シリカ粒子及び/又はアルミナ粒子が5nm〜100μmの場合、シリカ粒子及び/又はアルミナ粒子との混合の容易さの観点で赤外線不透明化粒子の平均粒子径は、0.5μm以上10μm以下であることが、より好ましい。
【0061】
発明者らは、赤外線不透明化粒子の赤外線反射、散乱又は吸収効率は、粉体中に含まれる赤外線不透明化粒子の体積割合に依存する傾向があることを見出した。粉体中の赤外線不透明化粒子の含有量は、粉体全体の体積を基準として0体積%超5体積%以下であることが好ましい。赤外線不透明化粒子の含有率が5体積%より大きいと、固体伝導による伝熱が大きいため、200℃未満での断熱性能が低い傾向がある。200℃以上での断熱性能を向上させるためには、赤外線不透明化粒子の含有量は、0.02体積%以上5質量%以下がより好ましく、0.03体積%以上4体積%以下がさらに好ましい。前記RLが60質量%以上90質量%以下の範囲で含有する粉体と、赤外線不透明化粒子とを混合した混合粉体は、吸湿しにくい傾向があり、秤量時にバラつきが少ないという効果がある。また、シリカ粒子及び/又はアルミナ粒子と赤外線不透明化粒子の付着性が強くなる傾向があり、攪拌機や混合機の攪拌槽、混合槽内壁に付着しにくく各々の粒子が高分散した混合状態を得やすい、混合した粉体の回収ロスが少ないという効果がある。粉体全体の質量に対する赤外線不透明化粒子の割合を、0.1質量%以上39.5質量%以下にすると、赤外線不透明化粒子の含有率を0体積%超5体積%以下にしやすい傾向があるのでの好ましく、0.5質量%以上35質量%以下がより好ましく、1質量%以上30質量%以下がさらに好ましい。
【0062】
赤外線不透明化粒子の含有量は、例えば、赤外線不透明化粒子の組成をFE−SEM EDXで測定し、赤外線不透明化粒子のみが含有する元素を蛍光X線分析法により定量することで、求めることができる。
【0063】
[1−4]熱伝導率
本実施態様の粉体は、30℃における熱伝導率が0.05W/m・K以下である。断熱性能の観点から、熱伝導率は0.045W/m・K以下が好ましく、0.040W/m・K以下がより好ましく、0.037W/m・K以下がさらに好ましい。赤外線不透明化粒子を含有する粉体は、特に200℃以上の高い温度領域での断熱性能を要する場合に、好ましい。粉体が赤外線不透明化粒子を含有する場合、800℃における熱伝導率は0.2W/m・K以下が好ましく、0.19W/m・K以下がより好ましく、0.18W/m・K以下がさらに好ましい。熱伝導率の測定方法は、後述する。
【0064】
複数の種類のシリカ粒子及び/又はアルミナ粒子、例えば小粒子と大粒子を混合して粉体を調製する際は、RLを60質量%以上90質量%以下の範囲で含有するように粉体を調製した上で熱伝導率を測定することが好ましい。熱伝導率が0.05W/m・K超である場合は、前記含有量を維持する範囲で混合量を変えるのが好ましい。無機繊維、赤外線不透明化粒子を使用する場合も同様に混合量を決定することができる。無機繊維、赤外線不透明化粒子の混合量は、過剰であると断熱性が低下する場合があるため、熱伝導率を測定し、確認しながら適宜調製することが好ましい。例えば、シリカに平均繊維径が12μm、平均長さが5mmの無機繊維を混合する場合、無機繊維の混合量は18質量%以下であることが好ましい。例えば、シリカに平均粒子径が2μmの赤外線不透明化粒子を混合する場合、赤外線不透明化粒子の混合量は23質量%以下であることが好ましい。また、熱伝導率の小さい材料からなる無機繊維や赤外線不透明化粒子を選択すると、熱伝導率が0.05W/m・K以下の混合粉体を調製しやすい傾向がある。
【0065】
[1−5]アルカリ金属元素、アルカリ土類金属元素、Ge、P、Feの含有率
粉体の飛散を抑制する観点から、本実施形態の粉体は、アルカリ金属元素、アルカリ土類金属元素、ゲルマニウムからなる群より選択される少なくとも1種の元素を含むことが好ましい。アルカリ金属元素及びアルカリ土類金属元素からなる群より選択される少なくとも1種の元素(以下、本明細書において「塩基性元素」という場合がある)の具体例としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウム等のアルカリ金属、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属がそれぞれ挙げられる。塩基性元素は一種のみ含まれてもよく、2種類以上が含まれてもよい。その種類は特に限定されないが、粒子同士の付着性改善や、加熱処理を施す場合には、比較的低温の熱処理で硬化させることができる点で、ナトリウム、カリウム、マグネシウム、カルシウムが好ましい。
【0066】
粉体が塩基性元素を含有する場合、塩基性元素の含有率は、粉体の全質量を基準として0.005質量%以上5質量%以下が好ましく、Geを含有する場合、Geの含有率は10質量ppm以上1000質量ppm以下、Pの含有率は0.002質量%以上6質量%以下が好ましい。
【0067】
Feの含有率は0.005質量%以上6質量%以下であることが好ましい。また、塩基性元素の含有率が0.005質量%以上3質量%以下、Geの含有率が20質量ppm以上900質量ppm以下、Pの含有率が0.002質量%以上5.5質量%以下、Feの含有率が0.005質量%以上3質量%以下であることが粒子同士の付着性や流動性を改善し、凝集を抑制する観点でより好ましい。さらに、塩基性元素の含有率が0.005質量%以上2質量%以下、Geの含有率が20質量ppm以上800質量ppm以下、Pの含有率が0.002質量%以上5質量%以下、Feの含有率が0.005質量%以上2質量%以下であることがさらに好ましい。粉体における塩基性元素、Ge、P、Feの含有率は、XRF(蛍光X線分析)により定量することができる。
【0068】
アルカリ金属元素、アルカリ土類金属元素、Geは、大粒子に含有されていると、粉体の飛散や凝集の抑制、加熱処理を施す場合の生産性向上といった効果がより顕著に現れる傾向があるため、好ましい。大粒子に含まれる塩基性元素やGe、P、Feの含有率は、例えば上述した方法で小粒子と大粒子を分離し、蛍光X線分析法で測定することにより求めることができる。
【0069】
[2]粉体の製造方法
[2−1]シリカ粒子、アルミナ粒子
シリカ粒子、アルミナ粒子は、それぞれシリカ成分、アルミナ成分を有する粒子であって、小粒子と大粒子の混合割合、熱伝導率を調整したものとすることができる。例えば、シリカ粒子は、酸性又はアルカリ性の条件下での湿式法により、ケイ酸イオンを縮合して製造された粒子でもよい。シリカ粒子は、湿式法でアルコキシシランを加水分解・縮合したものでもよいし、湿式法で製造されたシリカ成分を焼成しものでもよいし、塩化物などケイ素の化合物を気相で燃焼して製造したものでもよい。シリカ粒子は、ケイ素金属やケイ素を含む原料を加熱して得られたケイ素ガスを酸化・燃焼して製造されたものでもよい。シリカ粒子は、ケイ石などを溶融して製造されたものでもよい。例えば、アルミナ粒子は、可溶性のアルミニウム塩の水溶液から水酸化アルミニウムを沈殿させて濾過し、それを強熱して得られたものでもよい。ギブス石又はベーマイトを原料として水酸化ナトリウムで処理し、アルミン酸ナトリウムを製造する原理に基づくバイヤー法で得られるものでもよいし、ギブス石、ベーマイト、ダイアスポア、粘土、ミョウバン石などを硫酸、硝酸などで処理をしてアルミニウム塩を純化し、アンモニアによる沈殿法または熱分解法で酸基を分離し、焼成して得られるものでもよい。
【0070】
シリカ粒子やアルミナ粒子は、それぞれシリカ以外、アルミナ以外の成分を含有してもよく、例として上記の製法において原料中に不純物として存在するものが挙げられる。シリカやアルミナ以外の成分を、シリカやアルミナの製造プロセス中に添加してもよい。
【0071】
公知のシリカの製法には以下のものがある。
【0072】
<湿式法で合成されるシリカ>
ケイ酸ナトリウムを原料に酸性で作られるゲル法シリカ。
ケイ酸ナトリウムを原料にアルカリ性で作られる沈降法シリカ。
アルコキシシランの加水分解・縮合で合成されるシリカ。
【0073】
<乾式法で合成されるシリカ>
ケイ素の塩化物を燃焼して作られるヒュームドシリカ。
金属を高温で気化、酸化させて得られるシリカ。
フェロシリコン製造時などに副生するシリカヒューム。
アーク法やプラズマ法で製造されるシリカ。
粉砕したシリカ粉末を火炎中で溶融・球状化する溶融シリカ。
【0074】
公知のアルミナの製法には以下のものがある。
酸法で得られるアルミナ。
バイヤー法(アルカリ法)で得られるアルミナ。
バイヤー法で作られた仮焼アルミナを造粒、乾燥、焼成して得られる焼結アルミナ。
原料を電気炉で溶融後結晶固化して得られる電融アルミナ。
バイヤー法で作られた仮焼アルミナを原料にする白色電融アルミナ。
ボーキサイトを主原料にする褐色電融アルミナ。
ヒュームドアルミナ。
金属を高温で気化、酸化させて得られるアルミナ。
【0075】
各製造方法によって得られるシリカのうち、ケイ酸ナトリウムを原料に酸性で作られるゲル法シリカ、ケイ酸ナトリウムを原料にアルカリ性で作られる沈降法シリカ、アルコキシシランの加水分解・縮合で合成されるシリカ、ケイ素の塩化物を燃焼して作られるヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、アーク法やプラズマ法で製造されるシリカ、ヒュームドアルミナは、加圧成形時に成形欠陥が発生しやすい。さらに、飛散しやすく、凝集しやすい傾向がある。上述した方法で平均粒子径の異なるシリカを混合することで、成形欠陥や飛散、凝集を抑制することが可能であるので、他の製造方法で得られたシリカ粒子やアルミナ粒子も含め、複数のシリカ粒子やアルミナ粒子を混合することが好ましい。
【0076】
フェロシリコン製造時などに副生するシリカヒューム、粉砕したシリカ粉末を火炎中で溶融・球状化する溶融シリカ、バイヤー法で得られるアルミナ、焼結アルミナ、電融アルミナ(白色電融アルミナ、褐色電融アルミナ)は熱伝導率が0.05W/m・K超である。従って、この製造方法によって得られたシリカやアルミナのみをシリカ粒子、アルミナ粒子の原料とするのは、熱伝導率の点では好ましい態様ではないが、飛散が少なく、ハンドリングの面で優れている他、コストの面では有用な場合がある。他の製造方法で得られたシリカを混合することで、熱伝導率を0.05W/m・K以下に調整することは可能であるので、シリカヒューム、焼結アルミナ等を原料とする場合は、他の製造方法で得られたシリカ粒子やアルミナ粒子を混合することが好ましい。例えばケイ素の塩化物を燃焼して作られるヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、ヒュームドアルミナを混合することで、シリカヒューム、焼結アルミナ等を含むシリカ粒子及び/又はアルミナ粒子の熱伝導率を低減することができる。
【0077】
上記のシリカやアルミナのうち、生産性やコストの観点からヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、シリカヒューム、溶融シリカ、ヒュームドアルミナ、バイヤー法で得られるアルミナ、焼結アルミナを用いることがより好ましい。
【0078】
シリカ粒子として、天然のケイ酸塩鉱物を使用することが可能である。天然の鉱物としては、例えばカンラン石類、緑簾石類、石英、長石類、沸石類等が挙げられる。アルミナ粒子の例として、天然鉱物を使用することが可能である。アルミナの天然鉱物としては、ボーキサイト、ばん土頁岩、ムライト、シリマナイト、カイヤナイト、アンダルサイト、シャモットが挙げられる。ムライトは、合成ムライトである焼結ムライト、電融ムライトであってもよい。天然の鉱物に粉砕等の処理を施すことで平均粒子径が調整されて、粉体を構成するシリカ粒子及び/又はアルミナ粒子として使用することが可能である。
【0079】
[2−2]アルカリ金属元素、アルカリ土類金属元素、Ge、P、Fe
シリカの製造プロセスや粉体の製造プロセス中に、塩基性元素、Ge、P、Feを含む化合物としてそれぞれ添加してもよいが、十分な量の塩基性元素、Ge、P、Feを予め含有しているシリカ粒子及び/又はアルミナ粒子を粉体の原料としてもよい。塩基性元素、Ge、P、Feを含む化合物としては、特に限定されないが、例えば塩基性元素、Ge、P、Feの酸化物、複合酸化物、水酸化物、窒化物、炭化物、炭酸塩、酢酸塩、硝酸塩、アンモニウム塩、難溶性の塩、及びアルコキシド等が挙げられる。これらは単独で添加してもよく、もしくはこれらの混合物を添加してもよい。塩基性元素、Ge、P、Feを不純物として含有するシリカを含む無機化合物粒子を粉体の原料とするのは、生産性、コスト、作業性の観点から、好ましい態様である。このようなシリカを含む無機化合物粒子は、例えば沈殿法で作られたシリカゲル由来の粒子やフェロシリコン製造時などに複製するシリカヒュームとして得ることができる。
【0080】
塩基性元素、Ge、P、Feをそれぞれ含む化合物を添加する方法は、特に限定されない。例えば、上記湿式法や乾式法で得られたシリカ、酸法やアルカリ法で得られたアルミナ、焼結アルミナ、電融アルミナに添加してもよいし、シリカやアルミナの上記各製造工程において添加してもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物は、水溶性であっても水に不溶であってもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物の水溶液として添加し、必要に応じて乾燥させてもよいし、塩基性元素、Ge、P、Feをそれぞれ含む化合物を固形物もしくは液状物の状態で添加してもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物は、予め所定の粒子径まで粉砕しておいてもよく、また、予備的に粗粉砕しておいてもよい。
【0081】
シリカ粒子やアルミナ粒子が過剰な量の塩基性元素、Ge、P、Feを含んでいる場合は、シリカの製造プロセスや粉体の製造プロセス中に何らかの処理を施して、前記元素の含有量を所定範囲に調整してもよい。過剰な量の塩基性元素、Ge、P、Feを所定範囲に調整する方法は特に限定されない。例えば、塩基性元素の含有量の調整方法としては、酸性物質または他の元素による、置換、抽出、除去方法等が挙げられ、シリカを含む無機化合物粒子を硝酸や王水等で処理した後、乾燥し、粉体の原料として用いることが可能である。過剰な量の塩基性元素、Ge、P、Feの調整は、シリカ及び/又はアルミナを含む無機化合物粒子を予め所望の粒子径まで粉砕した後に行ってもよいし、塩基性元素、Ge、P、Feを所定範囲に調整した後に、シリカ粒子を粉砕してもかまわない。
【0082】
[2−3]混合方法
シリカ粒子及び/又はアルミナ粒子、赤外線不透明化粒子及び無機繊維は、公知の粉体混合機、例えば、改訂六版 化学工学便覧(丸善)に掲載されているものを使用して混合することができる。この時、シリカを含む無機化合物粒子を2種類以上混合したり、塩基性元素、Ge、P、Feをそれぞれ含む化合物やその水溶液を混合したりすることも可能である。公知の粉体混合機としては、容器回転型(容器自体が回転、振動、揺動する)として水平円筒型、V型(攪拌羽根が付いていてもよい)、ダブルコーン型、立方体型及び揺動回転型、機械撹拌型(容器は固定され、羽根などで撹拌する)として、単軸リボン型、複軸パドル型、回転鋤型、二軸遊星攪拌型、円錐スクリュー型、高速撹拌型、回転円盤型、ローラー付き回転容器型、撹拌付き回転容器型、高速楕円ローター型、流動撹拌型(空気、ガスによって撹拌する)として、気流撹拌型、重力による無撹拌型が挙げられる。これらの混合機を組み合わせて使用してもよい。
【0083】
シリカ粒子及び/又はアルミナ粒子、赤外線不透明化粒子及び無機繊維の混合は、粉砕機として公知のもの、例えば、改訂六版 化学工学便覧(丸善)に掲載されているものを使用して、粒子を粉砕したり、無機繊維を裁断したり、粒子や無機繊維の分散性を向上させながら行ってもよい。この時、シリカ粒子を2種類以上粉砕、分散させたり、塩基性元素、Ge、P、Feをそれぞれ含む化合物やその水溶液を粉砕、分散させたりすることも可能である。公知の粉砕機としては、ロールミル(高圧圧縮ロールミル、ロール回転ミル)、スタンプミル、エッジランナー(フレットミル、チリアンミル)、切断・せん断ミル(カッターミルなど)、ロッドミル、自生粉砕機(エロフォールミル、カスケードミルなど)、竪型ローラーミル(リングローラーミル、ローラーレスミル、ボールレースミル)、高速回転ミル(ハンマーミル、ケージミル、ディスインテグレーター、スクリーンミル、ディスクピンミル)、分級機内蔵型高速回転ミル(固定衝撃板型ミル、ターボ型ミル、遠心分級型ミル、アニュラー型ミル)、容器駆動媒体ミル(転動ボールミル(ポットミル、チューブミル、コニカルミル)、振動ボールミル(円形振動ミル、旋動振動ミル、遠心ミル)、遊星ミル、遠心流動化ミル)、媒体撹拌式ミル(塔式粉砕機、撹拌槽式ミル、横型流通槽式ミル、竪型流通槽式ミル、アニュラーミル)、気流式粉砕機(気流吸込型、ノズル内通過型、衝突型、流動層ジェット吹込型)、圧密せん断ミル(高速遠心ローラーミル、インナーピース式)、乳鉢、石臼などが挙げられる。これらの粉砕機を組み合わせて使用してもよい。
【0084】
これらの混合機と粉砕機のうち、撹拌羽根を有する粉体混合機、高速回転ミル、分級機内蔵型高速回転ミル、容器駆動媒体ミル、圧密せん断ミルが、粒子や無機繊維の分散性が向上するため、好ましい。粒子や無機繊維の分散性を向上させるには、撹拌羽根、回転板、ハンマープレート、ブレード、ピン等の先端の周速を100km/h以上にするのが好ましく、200km/h以上がより好ましく、300km/h以上がさらに好ましい。
【0085】
複数の種類のシリカ粒子及び/又はアルミナ粒子を混合する場合、かさ比重が小さい順にシリカ粒子及び/又はアルミナ粒子を攪拌機もしくは粉砕機に投入することが好ましい。無機繊維や赤外線不透明化粒子を含む場合は、シリカ粒子及び/又はアルミナ粒子を混合した後に赤外線不透明化粒子を添加して混合し、さらにその後無機繊維を添加して混合するのが好ましい。
【0086】
[2−4]成形方法
粉体が断熱用途の場合、成形等の工程を経ることなく、粉体を使用する箇所に充填しただけでそのまま用いてもよいし、粉体を加圧成形したものを断熱材として用いてもよい。
【0087】
粉体を加圧成形して成形体を製造する場合、金型プレス成形法(ラム式加圧成形法)、ラバープレス法(静水圧成形法)、押出成形法など、従来から知られるセラミックス加圧成形法によって成形することができる。生産性の観点から、金型プレス成形法が好ましい。
【0088】
金型プレス成形法やラバープレス法で粉体を型に充填するときには、粉体に振動を与えるなどして、均一に充填することが、成形体の厚みが均一となるため、好ましい。型内を減圧・脱気しながら粉体を型に充填すると、短時間で充填できるため、生産性の観点から好ましい。
【0089】
得られる成形体のかさ密度は、運搬時の負担を軽減する観点から0.25g/cm3〜2.0g/cm3になるように設定するのが好ましい。成形の条件を加圧圧力で制御しようとすると、使用する粉体のすべり性、粉体の粒子間や細孔への空気の取り込み量等によって、加圧した状態で保持する時間の経過に伴って圧力値が変化してしまうため、生産管理が困難になる傾向がある。これに対し、かさ密度を制御する方法は、時間の制御を要することなく得られる成形体の荷重を目標値にし易い点で好ましい。成形体のかさ密度は、0.25g/cm3〜1.7g/cm3がより好ましく、0.25g/cm3〜1.5g/cm3がさらに好ましい。
【0090】
得られる成形体のかさ密度が所定の大きさになるように、成形体を製造する方法の一例を説明すると、まず成形体の体積及びかさ密度から必要な無機混合物の重量を求める。次いで、秤量した無機混合物を成形型に充填し、所定の厚みになるように加圧して成形する。具体的には、縦30cm、横30cm、厚み20mmでかさ密度が0.5g/cm3である成形体を製造する場合、目的とするかさ密度に製造する成形体の体積をかけることで、成形体の製造に必要な粉体の重量を求めることが可能である。すなわち、上述した成形体の例では、0.5[g/cm3]×30[cm]×30[cm]×2[cm]=900[g]となり、必要な粉体は900gとなる。
【0091】
一般化すると、体積αcm3で、かさ密度がβg/cm3(ただし、βは粉体の疎充填かさ密度より大きい)の成形体を製造する場合、αβgだけ、粉体を秤量し、体積αまで粉体を圧縮することによって、成形する。
【0092】
粉体や、加圧成形中又は加圧成形後の成形体を、粉体もしくは成形体の耐熱性が十分である温度や時間の条件の範囲内で、加熱乾燥し、粉体もしくは成形体の吸着水を除去した後実用に供すると、熱伝導率が低くなるため好ましい。さらに、加熱処理を施してもよい。
【0093】
成形は、加圧成形のみでもよいが、加圧成形したものを加熱処理するのが好ましい。粉体を加圧成形したものに加熱処理を施すと、圧縮強度が向上し、荷重が大きい用途において特に好適に使用することができる。加熱処理工程の生産性を向上させる観点から、粉体にはアルカリ金属元素、アルカリ土類金属元素、Ge、P、Feが含まれることが好ましく、特に大粒子に含まれることが好ましい。
【0094】
寸法安定性の観点から、加熱処理温度は、その粉体もしくは成形体の使用最高温度より高温が好ましい。粉体もしくは成形体の用途により様々であるが、具体的には400〜1200℃が好ましく、より好ましくは500〜1200℃、更に好ましくは600〜1200℃である。
【0095】
粉体もしくは成形体の加熱処理の雰囲気は、空気中(又は大気中)、酸化性雰囲気中(酸素、オゾン、窒素酸化物、二酸化炭素、過酸化水素、次亜塩素酸、無機・有機過酸化物等)、及び不活性ガス雰囲気中(ヘリウム、アルゴン、窒素等)が挙げられる。加熱処理時間は、加熱処理温度及び断熱材の量に応じて適宜選択すればよい。加熱処理は、上記粉体を使用する箇所に充填した後に施してもよいし、粉体を加圧成形したものに施してもよい。
【0096】
[3]被包体
被包体は、粉体及び/又は粉体からなる成形体と、それを収容する外被材とを有する。被包体は粉体や成形体と比較して取扱が容易で、施工もしやすいという利点を有する。図2は、本実施形態に係る被包体の断面模式図の一例である。また、図3は本実施形態に係る小粒子及び大粒子の断面模式図の一例である。図1及び図2に示すように、本実施形態の被包体1は、複数の小粒子Sと、小粒子Sよりも粒子径が大きい複数の大粒子Lと、を含有する成形体2と、成形体2を収容する外被材3から構成される。成形体2内において、小粒子S及び大粒子Lは混合しており、大粒子Lの周囲に小粒子Sが存在している。なお、成形体をコア材という場合がある。
【0097】
[3−1]外被材
外被材は、コア材である粉体及び/又は成形体を収容可能な限り、特に限定されないが、例として、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、ポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム、ポリエチレンテレフタレートフィルム、フッ素系樹脂フィルム等の樹脂フィルム、プラスチック−金属フィルム、アルミニウム箔、ステンレス箔、銅箔等の金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙、セラミックコーティング、フッ素樹脂コーティング、シロキサン樹脂コーティング等の樹脂コーティング等を挙げることができる。被包体を断熱材とする場合、外被材の熱容量を小さくする観点から、外被材の厚みは薄い方が好ましいが、使用状況や必要な強度等に応じて適宜選択することが可能である。外被材が、コア材を使用する温度で安定なものからなる場合、使用時においても、外被材がコア材である粉体もしくは成形体を収容した状態である。高温で使用される被包体の場合は、使用後のコア材の取扱いがし易い観点で、耐熱性の高い外被材は好ましいが、本明細書中、「外被材」はコア材の使用時にコア材を収容しているものの他、コア材の運搬や施工の工程でコア材を収容しているものを包含する。つまり、外被材は運搬時や施工時にのみコア材を保護し、使用時には溶融及び/又は揮発してしまうものを包含するので、外被材そのものや外被材に含まれる有機成分は、コア材の使用温度で溶融や消失をしてもよい。
【0098】
外被材は、被覆工程が容易である観点から、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、ポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム、ポリエチレンテレフタレートフィルム、フッ素系樹脂フィルム等の樹脂フィルム、プラスチック−金属フィルム、アルミニウム箔、ステンレス箔、銅箔等の金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙のようなシート形状が好ましい。
【0099】
被包体が高温で使用される場合、外被材は、熱的な安定性の観点から、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、セラミックペーパー、無機繊維不織布がより好ましい。外被材は、強度の観点から無機繊維織物がさらに好ましい。
【0100】
[3−2]外被材で被覆する方法
粉体は、シリカ粒子を含み、使用状況に応じて大粒子、赤外線不透明化粒子や無機繊維を添加し形成した粉体をコア材として、袋状やチューブ状に加工した外被材に充填したものでもよいし、この粉体を加圧成形してコア材とし、外被材で被覆したものでもよい。粉体をコア材とする場合、外被材が形成する容積に対する粉体の充填率は、粉体を使用する対象物に応じて適宜設定することが可能である。成形体をコア材とする場合は、後述するように、粉体と外被材を共に加圧成形してもよいし、粉体を加圧成形した後に外被材で被覆することも可能である。
【0101】
コア材を外被材で被覆する方法は特に限定されず、コア材の調製や成形と外被材での被覆を同時に実施してもよいし、コア材を調製又は成形後に外被材で被覆してもよい。
【0102】
外被材が無機繊維織物、樹脂フィルム、プラスチック−金属フィルム、金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙等のシート状の形態である場合、例えば無機繊維糸や樹脂繊維糸等での縫合、外被材の接着固定、縫合と接着の両方で被覆することが可能である。
【0103】
外被材が樹脂フィルム、プラスチック−金属フィルム、金属箔等の場合は、被覆工程の容易さの観点から、真空パックやシュリンクパックが好ましい。
外被材がセラミックコーティング、樹脂コーティング等の場合は、コア材に刷毛やスプレーで塗布することにより、コア材を外被材で被覆することが可能である。
【0104】
加圧成形したコア材と外被材から構成される成形体に線状のくぼみを設け、成形体に柔軟性を付与することも可能である。線の形態は、成形体の使用状況に応じて直線状、曲線状、破線状等を選ぶことができ、これらのうち2種類以上を組み合わせてもよい。線の太さ、くぼみの深さは成形体の厚み、強度、使用状況に応じて決定される。
【0105】
外被材は、コア材の表面全体を被覆していてもよいし、コア材を部分的に被覆していてもよい。
【0106】
[4]用途
本実施形態のシリカ粒子を含む粉体、成形体及び被包体は、断熱材の他、吸音材、防音材、遮音材、反響防止材、消音材、研磨剤、触媒担体、吸着剤、芳香剤や殺菌剤などの薬剤を吸着する担体、脱臭剤、消臭剤、調湿材、充填剤、顔料等に好適に用いることもできる。
【0107】
[5]パラメータの測定
粉体の熱伝導率、疎充填かさ密度の測定、加圧成形時に必要とされる成形型の深さ評価、スプリングバックの測定は、次の方法により実施する。
【0108】
[粉体の熱伝導率の測定]
縦30cm、横30cm、厚み5cmの発泡スチロールの中心部を縦24cm、横24cmの正方形状にくりぬき、発泡スチロールの枠を形成する。枠の一方に縦30cm、横30cmのアルミ箔を貼り付けて凹部を形成し、試料台とする。なお、アルミ箔で覆った面を試料台の底面とし、発泡スチロールの厚み方向に対するもう一方の面を天井面とする。粉体をタップや加圧をせずに凹部へ疎充填し、すりきりにした後、天井面に縦30cm、横30cmのアルミ箔をのせたものを測定試料とする。測定試料を用いて、30℃での熱伝導率を、ヒートフローメーター HFM 436 Lambda(商品名、NETZSCH社製)を使用して熱伝導率を測定する。較正は、JISA1412−2に従い、密度163.12kg/m3、厚さ25.32mmのNIST SRM 1450c校正用標準板を使用して、高温側と低温側の温度差が20℃の条件において、15、20、24、30、40、50、60、65℃で予め実施する。成形体を測定する場合は、縦30cm、横30cm、厚み20mmの形状にした成形体を測定試料とする。800℃における熱伝導率は、JIS A 1421−1の方法に準拠して測定する。直径30cm、厚み20mmの円板状にした成形体2枚を測定試料とし、測定装置として、保護熱板法熱伝導率測定装置(英弘精機株式会社製)を使用する。
【0109】
[粉体の疎充填かさ密度の測定]
筒井理化学器械株式会社製の疎充填カサ密度測定器MVD−86形を用いて、電磁振動によりアパーチャーが500μmのふるいを通してサンプルを分散させ、100mLの試料容器に落下投入させる。試料充填終了後にすり切りヘラにてすり切り、重量を測定して密度を計算し、得られた値を疎充填かさ密度とする。
【0110】
[加圧成形時に必要とされる成形型の深さ評価]
粉体を成形型に充填して加圧成形し、縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、原料の粉体の必要量は900gであり、かさ密度が1.0g/cm3の成形体を製造すると仮定した場合、原料の粉体の必要量は1800gである。各粉体の疎充填かさ密度が0.5g/cm3未満の場合は、疎充填かさ密度から、900gにおける粉体の体積を計算し、疎充填かさ密度が0.5g/cm3以上の場合は、疎充填かさ密度から、1800gにおける粉体の体積を計算し、前記成形体を得るための成形型における必要深さを算出する。
【0111】
[スプリングバックの測定]
成形体原料である無機混合物(前述の小粒子と大粒子を含み、必要に応じて、さらに赤外線不透明化粒子や無機繊維等を含む混合粉末全体)の、水平方向における寸法を固定し、無機混合物に対して垂直方向に所定のかさ密度の成形体を得られるように圧力を加えた状態での、無機混合物(成形体)の垂直方向における厚みをT1とし、加圧後、水平方向における成形体の寸法を固定したまま、圧力を開放した後の成形体の垂直方向における厚みをT2としたとき、T1に対するT2の比率、すなわち成形体の厚みの増加率100×T2/T1[%]を測定することで評価する。なお、「水平方向における寸法を固定」するとは、例えば、正方形や円筒状の枠状の金型に成形体原料である無機混合物が充填された状態のことを指す。
【実施例】
【0112】
以下、本発明を実施例により更に詳細に説明するが、本発明はこれらの実施例に限定されるものではない。当業者は、以下に示す実施例のみならず様々な変更を加えて実施することが可能であり、かかる変更も本発明の特許請求の範囲に包含される。なお、実施例及び比較例における熱伝導率の測定、粉体の疎充填かさ密度の測定、加圧成形時に必要とされる成形型の深さ評価、スプリングバックの測定は、それぞれ上述のとおりとした。
【0113】
[実施例1]
平均粒子径が14nmのシリカ粉体(小粒子)10質量%と、平均粒子径が60μmのシリカ粉体(大粒子)90質量%をハンマーミルで均一に混合し、実施例1の粉体を得た。この粉体の30℃における熱伝導率は0.0479W/m・Kであった。この粉体の疎充填かさ密度は0.62g/cm3であったことから、実施例1の粉体1800gの体積は1800/0.62=2903cm3である。従って、実施例1の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が1.0g/cm3の成形体を製造すると仮定した場合、内寸が縦30cm、横30cmの成形型が必要とする深さは2903/(30×30)=3.23cmである。また、実施例1の粉体1638gを使用して内寸が縦30cm、横30cmの金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.91g/cm3の成形体を得た。この時の厚みの増加率は103%であった。実施例1の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0478W/m・Kであった。
【0114】
[実施例2]
平均粒子径が7.5nmのシリカ粉体(小粒子)25質量%と、平均粒子径が6μmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例2の粉体を得た。この粉体の30℃における熱伝導率は0.0297W/m・Kであった。この粉体の疎充填かさ密度は0.075g/cm3であったことから、実施例2の粉体900gの体積は、実施例1と同様に計算すると12000cm3である。従って、実施例2の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、13.3cmである。また、実施例2の粉体936gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.52g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例2の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0301W/m・Kであった。
【0115】
[実施例3]
平均粒子径が14nmのシリカ粉体(小粒子)25質量%と、平均粒子径が10μmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例3の粉体を得た。この粉体の30℃における熱伝導率は0.0313W/m・Kであった。この粉体の疎充填かさ密度は0.091g/cm3であったことから、実施例3の粉体900gの体積は、実施例1と同様に計算すると9890cm3である。従って、実施例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、11.0cmである。また、実施例3の粉体1260gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.7g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例3の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0314W/m・Kであった。
【0116】
[実施例4]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が150nmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例4の粉体を得た。この粉体の30℃における熱伝導率は0.0299W/m・Kであった。この粉体の疎充填かさ密度は0.069g/cm3であったことから、実施例4の粉体900gの体積は、実施例1と同様に計算すると13043cm3である。従って、実施例4の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、14.5cmである。また、実施例4の粉体954gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.53g/cm3の成形体を得た。この時の厚みの増加率は107%であった。実施例4の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0298W/m・Kであった。
【0117】
[実施例5]
平均粒子径が14nmのシリカ粉体(小粒子)35質量%と、平均粒子径が320nmのシリカ粉体(大粒子)65質量%をハンマーミルで均一に混合し、実施例5の粉体を得た。この粉体の30℃における熱伝導率は0.0293W/m・Kであった。この粉体の疎充填かさ密度は0.038g/cm3であったことから、実施例5の粉体900gの体積は、実施例1と同様に計算すると24684cm3である。従って、実施例5の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、26.3cmである。また、実施例5の粉体846gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.47g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例5の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したところ、このうち1枚にラミネーションが見られたが、残りの9枚は、いずれにおいてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0294W/m・Kであった。
【0118】
[実施例6]
平均粒子径が12nmのシリカ粉体(小粒子)40質量%と、平均粒子径が100μmのシリカ粉体(大粒子)60質量%をハンマーミルで均一に混合し、実施例6の粉体を得た。この粉体の30℃における熱伝導率は0.0469W/m・Kであった。この粉体の疎充填かさ密度は0.184g/cm3であったことから、実施例6の粉体900gの体積は4891cm3である。従って、実施例6の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、5.4cmである。また、実施例6の粉体1044gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.58g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例6の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0468W/m・Kであった。
【0119】
[実施例7]
平均粒子径が14nmのシリカ粉体(小粒子)30質量%と、平均粒子径が80nmのシリカ粉体(大粒子)70質量%をハンマーミルで均一に混合し、実施例7の粉体を得た。この粉体の30℃における熱伝導率は0.0237W/m・Kであった。この粉体の疎充填かさ密度は0.065g/cm3であったことから、実施例7の粉体900gの体積は13846cm3である。従って、実施例7の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、15.4cmである。また、実施例7の粉体756gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.42g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例7の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0236W/m・Kであった。
【0120】
[実施例8]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が200nmのアルミナ粉体(大粒子)80質量%をハンマーミルで均一に混合し、実施例8の粉体を得た。この粉体の30℃における熱伝導率は0.0357W/m・Kであった。この粉体の疎充填かさ密度は0.085g/cm3であったことから、実施例8の粉体900gの体積は10588cm3である。従って、実施例8の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、11.8cmである。また、実施例8の粉体1296gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.72g/cm3の成形体を得た。この時の厚みの増加率は104%であった。実施例8の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0356W/m・Kであった。
【0121】
[実施例9]
平均粒子径が7nmのアルミナ粉体(小粒子)30質量%と、平均粒子径が80nmのシリカ粉体(大粒子)70質量%をハンマーミルで均一に混合し、実施例9の粉体を得た。この粉体の30℃における熱伝導率は0.0289W/m・Kであった。この粉体の疎充填かさ密度は0.077g/cm3であったことから、実施例9の粉体900gの体積は11688cm3である。従って、実施例8の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、13.0cmである。また、実施例9の粉体972gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.54g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例9の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0290W/m・Kであった。
【0122】
[実施例10]
平均粒子径が14nmのシリカ粉体(小粒子)21質量%と、平均粒子径が150nmのシリカ粉体(大粒子)63質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム16質量%を添加して引き続き均一に混合し、実施例10の粉体を得た。実施例10の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.21体積%であった。この粉体の30℃における熱伝導率は0.0273W/m・Kであった。この粉体の疎充填かさ密度は0.061g/cm3であったことから、実施例10の粉体900gの体積は14754cm3である。従って、実施例10の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、16.4cmである。また、実施例10の粉体1044gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.58g/cm3の成形体を得た。この時の厚みの増加率は102%であった。実施例10の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0275W/m・Kであった。
【0123】
また、この粉体819gずつ使用して、内径が直径30cmの円筒型の金型を使用して加圧成形を行い、直径30cm、厚み20mmの円板状の成形体を2枚得た。この2枚の成形体を用いて、800℃における熱伝導率を測定したところ、0.0851W/m・Kであった。
【0124】
[実施例11]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が150nmのシリカ粉体(大粒子)60質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム15質量%を添加して引き続き均一に混合し、さらに平均繊維径が11μmで平均繊維長が6.4mm、耐熱温度が1050℃のグラスファイバー5質量%を添加して高速せん断ミキサーで混合して均一にし、実施例11の粉体を得た。実施例11の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.19体積%であった。この粉体の30℃における熱伝導率は0.0279W/m・Kであった。この粉体の疎充填かさ密度は0.059g/cm3であったことから、実施例11の粉体900gの体積は15254cm3である。従って、実施例11の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、16.9cmである。また、実施例11の粉体702gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.39g/cm3の成形体を得た。この時の厚みの増加率は102%であった。実施例11の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0278W/m・Kであった。
【0125】
[実施例12]
平均粒子径が7.5nmのシリカ粉体(小粒子)19質量%と、平均粒子径が80nmのシリカ粉体(大粒子)57質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム14質量%を添加して引き続き均一に混合し、さらに平均繊維径が11μmで平均繊維長が6.4mm、耐熱温度が1050℃のグラスファイバー10質量%を添加して高速せん断ミキサーで混合して均一にし、実施例12の粉体を得た。実施例12の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.25体積%であった。この粉体の30℃における熱伝導率は0.0273W/m・Kであった。この粉体の疎充填かさ密度は0.081g/cm3であったことから、実施例12の粉体900gの体積は11111cm3である。従って、実施例12の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、12.3cmである。また、実施例12の粉体972gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.54g/cm3の成形体を得た。この時の厚みの増加率は103%であった。実施例12の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0272W/m・Kであった。
【0126】
[比較例1]
平均粒子径が14nmのシリカ粉体100質量%を比較例1の粉体とした。この粉体の30℃における熱伝導率は0.018W/m・Kであった。この粉体の疎充填かさ密度は0.0107g/cm3であったことから、比較例1の粉体900gの体積は84112cm3である。従って、比較例1の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、93.5cmである。また、実施例8の粉体306gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.17g/cm3の成形体を得た。この時の厚みの増加率は132%であった。比較例1の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体においても成形欠陥が発生していた。このため、成形体の30℃における熱伝導率は測定できなかった。
【0127】
[比較例2]
平均粒子径が10μmのシリカ粉体100質量%を比較例2の粉体とした。この粉体の30℃における熱伝導率は0.0636W/m・Kであった。この粉体の疎充填かさ密度は0.693g/cm3であったことから、比較例2の粉体1800gの体積は2597cm3である。従って、比較例2の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、2.89cmである。また、比較例2の粉体1458gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.81g/cm3の成形体を得た。この時の厚みの増加率は108%であった。比較例2の粉体をホッパへ投入する際、粉体の飛散は少なかったが、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体も脆く、金型から取り出す際に崩壊した。このため、成形体の30℃における熱伝導率は測定できなかった。
【0128】
[比較例3]
平均粒子径が14nmのシリカ粉体(小粒子)80質量%と、平均粒子径が60μmのシリカ粉体(大粒子)20質量%をハンマーミルで均一に混合し、比較例3の粉体を得た。この粉体の30℃における熱伝導率は0.0212W/m・Kであった。この粉体の疎充填かさ密度は0.0126g/cm3であったことから、実施例7の粉体900gの体積は71429cm3である。従って、比較例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、79.4cmである。また、比較例3の粉体486gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.27g/cm3の成形体を得た。この時の厚みの増加率は128%であった。比較例3の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体においても成形欠陥が発生していた。このため、成形体の30℃における熱伝導率は測定できなかった。
【0129】
[比較例4]
平均粒子径が12nmのシリカ粉体(小粒子)50質量%と、平均粒子径が320nmのシリカ粉体(大粒子)50質量%をハンマーミルで均一に混合し、比較例4の粉体を得た。この粉体の30℃における熱伝導率は0.0312W/m・Kであった。この粉体の疎充填かさ密度は0.0264g/cm3であったことから、比較例4の粉体900gの体積は34091cm3である。従って、比較例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、37.9cmである。また、比較例4の粉体702gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.39g/cm3の成形体を得た。この時の厚みの増加率は116%であった。比較例3の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、このうち8枚の成形体において成形欠陥が発生していた。
【符号の説明】
【0130】
1・・・被包体(断熱材)、2・・・コア材(成形体)、3・・・外被材、S・・・小粒子、L・・・大粒子。
【技術分野】
【0001】
本発明は、粉体、成形体、被包体及び粉体の製造方法に関する。
【背景技術】
【0002】
室温での空気分子の平均自由行程は約100nmである。従って、直径100nm以下の空隙を有する多孔質体内では、空気による対流や伝導による伝熱が抑制されるため、このような多孔質体は優れた断熱作用を示す。
【0003】
この断熱作用の原理に従い、超微粒子は熱伝導率が低く断熱材に適していることが知られている。例えば、特許文献1には、シリカの超微粉末を多孔体に単独で成形した断熱材が記載されており、この断熱材のかさ密度は0.2〜1.5g/cm3、BET比表面積は15〜400m2/g、平均粒子径は0.001〜0.5μm、積算総細孔容積は0.3〜4cm3/gであり、平均細孔径1μm以下である細孔の積算細孔容積は成形体中の積算細孔容積の70%以上かつ平均細孔径0.1μm以下である細孔の積算細孔容積は成形体中の積算細孔容積の10%以上である。特許文献2には、リング内径が0.1μm以下となるようにリング状又はらせん状に会合した超微粒子によって、輻射吸収散乱材料等からなる粒子を被覆して多孔体被覆粒子を形成し、これを無機繊維又は多孔体被覆粒子と同様に形成された多孔体被覆繊維と混合して、断熱材前駆体の粉体とし、この前駆体を加圧成形して断熱材を製造する方法が記載されている。特許文献3には、一次粒子径の異なる2種以上の微粒子からなる微細多孔体が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−169158号公報
【特許文献2】特許4367612号明細書
【特許文献3】特開平1−103968公報
【非特許文献】
【0005】
【非特許文献1】独立行政法人 新エネルギー・産業技術総合開発機構、平成17年度〜18年度成果報告書 エネルギー使用合理化技術戦略的開発 エネルギー使用合理化技術実用化開発 「ナノ多孔・複合構造を持つ超低熱伝導材料の実用化開発」
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1〜3に記載されているような粉体や成形体は、理論的には静止空気に近い熱伝導率を有しており、断熱材として使用が可能である。しかしながら、特許文献1〜3に記載のような超微粒子を主成分とする断熱材を工業的に利用しようとすると、製造工程で問題が出てくることを本発明者は発見した。この問題を具体的に説明すると、超微粒子を主成分とする断熱材は非常にかさ高く、一見、軽量で扱い易いように思われるが、実際には、加圧成形等の加工をする場合に疎充填かさ密度の小ささが障害となる。疎充填かさ密度の小さい粉体を加圧成形する場合、まず、成形型に充填しにくい上、成形型や粉体を貯蔵するタンク等をその体積に見合う程度に大きくしなければならずコスト高である。また金型への供給工程において断熱材が凝集すると、貯槽ホッパ内で断熱材の残量によって疎充填かさ密度が変化するため、安定した連続供給が難しいことがある。このような成形原料の凝集は、金型への充填不足を招く可能性があり、生産性を著しく低下させる。
【0007】
さらに、粉状の断熱材は加圧成形時に空気を脱気する必要があるが、予め保有している空気量が多い上、特許文献3に記載されているように、超微粒子を主成分とする多孔体は細孔径が小さいため、減圧等による脱気に長時間必要とする傾向があり、生産性が低い。また、超微粒子を主成分とするようなかさ高い断熱材を加圧成形する際にはストロークが大きくなる傾向がある。ストロークが大きいと、加圧箇所近傍の粉体は充分に圧密されても、加圧箇所から離れるにしたがって圧密が不十分となりやすい。例えば、成形型に粉体を充填し、上方から加圧した場合、成形型に充填され加圧されている粉体の上部は充分に圧密されるが、下部、すなわち成形型の底付近は圧密が不十分となる傾向がある。粉体の圧密化にムラがあると、圧力を開放した際にラミネーションが発生しやすい。ラミネーションとは、加圧成形をして得られた成形品について、主に厚み方向において2層以上に剥離してしまう現象のことをいう。このような層剥離が発生すると、製品として扱えず、歩留まりが低下するので好ましくない。
【0008】
粉状の断熱材は、加圧成形される以外にも、外被材(例えばガラスクロスの袋やチューブ)中に充填され、管状物等に巻きつけるなどして利用されることがある。粉体が飛散しやすいと外被材への充填時の作業効率が悪いため、このような使用態様の場合は粉体の飛散は一層問題であり、解決が望まれている。
【0009】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、成形時や充填時における飛散や成形欠陥の発生を抑制することが可能であり、且つ十分な断熱性能を示す粉体を提供することを目的とする。また、上記粉体を用いた成形体及び被包体並びに粉体の製造方法を提供することも目的とする。
【課題を解決するための手段】
【0010】
本発明者は、従来技術を踏まえ、その課題の克服のために鋭意検討した結果、低い熱伝導率を有するシリカ粉体やアルミナ粉体の平均粒子径や、平均粒子径の異なる粉体の含有量を適切に設定することで、成形時や充填時における飛散や成形欠陥の発生を抑制することが可能である粉体が得られることに想到し、本発明に想到した。
【0011】
すなわち、本発明は、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体を提供する。
【0012】
上記粉体の疎充填かさ密度は0.018g/cm3以上0.35g/cm3以下であることが好ましい。
【0013】
上記粉体は、赤外線不透明化粒子を含有し、800℃における熱伝導率が0.2W/m・K以下であることが好ましい。
【0014】
上記赤外線不透明化粒子の平均粒子径は0.5μm以上30μm以下であり、赤外線不透明化粒子の体積含有率は、粉体の全体積を基準として、0.02体積%以上5体積%以下であることが好ましい。
【0015】
上記粉体は、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素を含み、アルカリ金属元素及びアルカリ土類金属からなる群より選択される少なくとも1種の元素を含有する場合、その含有率は、粉体の全質量を基準として0.005質量%以上5質量%以下であり、ゲルマニウムを含有する場合、その含有率は、粉体の全質量を基準として10質量ppm以上1000質量ppm以下であることが好ましい。
【0016】
上記アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素は、上記大粒子に含有されていることが好ましい。
【0017】
上記粉体は、無機繊維を含有し、無機繊維の含有量は、粉体の全質量を基準として、0質量%超20質量%以下であることが好ましい。
【0018】
上記粉体は、リンを含有し、リンの含有量が、粉体の全質量を基準として、0.002質量%以上6質量%以下であることが好ましい。
【0019】
上記粉体は、鉄を含有し、鉄の含有量が、粉体の全質量を基準として、0.005質量%以上6質量%以下であることが好ましい。
【0020】
本発明はまた、上記粉体を含有する成形体を提供する。
【0021】
本発明はまた、上記粉体及び/又は上記成形体と、粉体及び/又は成形体を収容する外被材と、を備える被包体を提供する。
【0022】
上記外被材は無機繊維を含むか、樹脂フィルムであることが好ましい。
【0023】
本発明はまた、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合する工程を有する、粉体の製造方法を提供する。
【0024】
本発明はまた、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナと、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素とを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合し、無機混合物を得る工程を有する、粉体の製造方法を提供する。
【発明の効果】
【0025】
本発明によれば、成形時や充填時における飛散が抑制されて取扱い性に優れ、加圧成形した場合の成形欠陥の発生が抑制されて成形性が良好である粉体及びその製造方法を提供することができる。また、上記粉体を用いた成形体、被包体及び粉体の製造方法を提供することもできる。
【図面の簡単な説明】
【0026】
【図1】粉体の疎充填かさ密度と粉体中の大粒子の割合との関係を示すグラフである。
【図2】本発明の一実施形態に係る被包体の断面模式図である。
【図3】本発明の一実施形態に係る成形体が含有する小粒子及び大粒子の断面模式図である。
【発明を実施するための形態】
【0027】
以下、本発明を実施するための形態(以下、単に「本実施形態」という。)について詳細に説明する。なお、本発明は以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々変形して実施することができる。
【0028】
[1]粉体
[1−1]シリカ、アルミナ
粉体中のシリカ及び/又はアルミナの含有率が50質量%以上であると、固体伝導による伝熱が小さいため、断熱材用途の場合は好ましい。シリカ粒子及び/又はアルミナ粒子の含有率が粉体の75質量%以上であると、粉体同士の付着力が増して、粉体の飛散が少なくなるためより好ましい。なお、本明細書中シリカ粒子とは、組成式SiO2で表される成分からなる粒子の他、SiO2を含む材料を指し、SiO2に加えて金属成分等、他の無機化合物を含有する粒子を包含する。シリカ粒子は、純粋な二酸化ケイ素に加えて、Si及び種々の他元素との塩や複合酸化物を含有してもよいし、水酸化物のような含水酸化物を含有してもよいし、シラノール基を有していてもよい。本明細書中、アルミナ粒子とは、組成式Al2O3で表される成分のみからなる粒子の他、Al2O3を含む材料を広く包含する概念であり、Al2O3に加えて金属成分等、他の無機化合物を含有する粒子を包含する。アルミナ粒子は、純粋な酸化アルミニウムに加えて、Al及び種々の他元素との塩や複合酸化物を含有してもよいし、水酸化物のような含水酸化物を含有していてもよい。シリカ粒子及び/又はアルミナ粒子中のアルミナは、結晶質であっても、非晶質であっても、それらの混合体であってもよいが、断熱材用途の場合は非晶質であると、断熱材中の固体伝導による伝熱が小さく、断熱性能が高いため、好ましい。
【0029】
シリカ粒子の具体例としては、下記のものが挙げられる。
「シリカ」や「石英」と呼ばれるケイ素の酸化物。
ケイ素の部分酸化物。
シリカアルミナやゼオライトのようなケイ素の複合酸化物。
Na、Ca、K、Mg、Ba、Ce、B、Fe及びAlのいずれかのケイ酸塩(ガラス)。
ケイ素以外の元素の酸化物、部分酸化物、塩又は複合酸化物(アルミナやチタニア等)と、ケイ素の酸化物、部分酸化物、塩又は複合酸化物との混合体。
SiCやSiNの酸化物。
【0030】
アルミナ粒子の具体例としては、下記のものが挙げられる。
「アルミナ」と呼ばれるアルミニウムの酸化物。
α−アルミナ、γ−アルミナ、β−アルミナと呼ばれるアルミナ。
アルミニウムの部分酸化物。
シリカアルミナやゼオライトのようなアルミニウムの複合酸化物。
Na、Ca、K、Mg、Ba、Ce、B、Fe及びSiのいずれかのアルミン酸塩(ガラス)。
アルミニウム以外の元素の酸化物、部分酸化物、塩又は複合酸化物(シリカやチタニア等)と、アルミニウムの酸化物、部分酸化物、塩又は複合酸化物との混合体。
炭化アルミニウムや窒化アルミニウムの酸化物。
【0031】
粉体を断熱材とする場合、使用される温度においてシリカ粒子及び/又はアルミナ粒子が熱的に安定であることが好ましい。具体的には、断熱材の使用最高温度において1時間保持したときに、シリカ粒子及び/又はアルミナ粒子の重量が10%以上減少しないことが好ましい。また、シリカ粒子及び/又はアルミナ粒子は、断熱材として使用する場合に断熱性能を維持する観点や、成形した場合の形状保持の観点から、耐水性を有することが好ましい。具体的には、25℃の水100gに対するシリカ粒子及び/又はアルミナ粒子の溶解量が0.1g未満であることが好ましく、0.01g未満であることがより好ましい。
【0032】
シリカ粒子、アルミナ粒子の比重は、粉体を断熱材とする場合、2.0以上5.0以下であることが好ましい。2.0以上4.5以下であると、断熱材のかさ密度が小さいためより好ましく、2.0以上4.2以下であるとさらに好ましい。ここで、シリカ粒子、アルミナ粒子の比重は、ピクノメーター法により求まる真比重を指す。
【0033】
上述したように、直径100nm以下の空隙を有する多孔質体は、熱伝導率が低く断熱材に適していることが知られている。このような粉体を得たい場合、粒子径100nm以下の微粒子を加圧等によって成形するのが単純である。しかしながら、粒径20nm程度のいわゆる超微粒子のみからなる粉体を用いて、例えば加圧成形をして多孔質体を製造する場合、加圧前の粉体の体積が非常に大きい傾向があり、製造装置が大型になりやすい上、加圧時のストロークが長くなり、その結果タクトタイム、すなわち粉体を成形型に充填し、加圧し、圧力を開放し、成形型から粉体を加圧成形した成形体を取り出すまでにかかる時間が長くなるほか、ラミネーションが起こり易く不良率が高いために生産性が低下する傾向がある。また、かさ密度が小さいため、成形型に均一に充填するのが困難な傾向がある。さらに、例えば粉体の供給工程において、貯槽ホッパ投入時の飛散や貯槽ホッパ内での凝集が起こりやすい上、加圧成形時に成形欠陥が発生しやすい。成形欠陥を抑制するために、例えば超微粒子量を減らし、無機繊維量を増やすと、断熱材としての使用に障害が出るほど断熱性能が低下してしまう。
【0034】
ところが、従来は断熱材原料として適していないとみなされていた、例えばマイクロメートルオーダーのそれほど粒子径が小さくない粒子(大粒子)を原料にしても、驚くべきことに、適切な量で超微粒子(小粒子)と混合することにより加圧成形装置等の製造装置の小型化が可能であり、優れた断熱性能を発現させることが可能であることが発見された。
【0035】
本発明者が検討をしたところ、小粒子として、シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である粒子と、大粒子として、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である粒子とを選択し、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下の範囲になるように混合することで、加圧前の粉体の体積が大きくなりすぎず、さらに成形型に充填しやすい上、飛散や凝集がしにくい粉体を得られることを見出した。
【0036】
さらに本発明者が検討を重ねたところ、小粒子と大粒子を混合した粉体の疎充填かさ密度は、前記RLが0〜60質量%未満の範囲ではRLによらず疎充填かさ密度が小さい傾向であるのに対し、RLが60質量%以上では、粉体の疎充填かさ密度が増大する傾向であることが分かった(図1)。すなわち、RLが60質量%以上であると粉体の疎充填かさ密度が適切な大きさになり、加圧前の体積が大きくなりずぎず、成形型に充填しやすくなると推定される。この理由は定かではないが、RLによって小粒子と大粒子の充填状態が異なり、RLが60質量%未満では小粒子と大粒子とで形成される空隙が比較的大きいため、粉体の疎充填かさ密度が小さくなると考えられる。これに対し、RLが60質量%以上であると、小粒子と大粒子の充填状態がより密な状態になって空隙が減少し、粉体の疎充填かさ密度が増大すると推定される。一方で、空隙が減少するにもかかわらず優れた熱伝導率を示すのは、RLが60質量%以上90質量%以下の範囲で小粒子と大粒子が混合されると、充填状態は比較的密になるものの、これらの粒子によって形成される空隙が空間の熱伝導のボトルネックを形成し、空間の熱伝導が抑制されやすいことに起因すると推測している。また、粒子径の異なる粒子が混合されることで、付着性や粒子同士の物理摩擦角である粒子間摩擦角、粉体内部における層同士の摩擦角である内部摩擦角、帯電性等が変化し、超微粒子のみからなる粉体の飛散しやすさ、凝集しやすさといった課題を緩和することが可能になったのではないかと推測している。
【0037】
すなわち、粉体はシリカ粒子及び/又はアルミナ粒子を2種類以上含み、特に、粒子径の異なる2種類の粒子、すなわちシリカ及び/又はアルミナからなる小粒子と大粒子を含有する場合、小粒子の質量と大粒子の質量の合計を基準として、大粒子の質量の割合RLが60質量%以上90質量%以下である。大粒子の含有量が60質量%未満であると、粉体が飛散しやすい傾向があり、90質量%超であると、断熱性能が低下しやすく、加圧成形しにくい傾向がある。大粒子の含有量は、断熱性能の観点から60質量%以上85質量%以下が好ましい。
【0038】
非特許文献1に記載されているように、超微粒子を主成分とする断熱材前駆体は、加圧成形した後、圧力を開放した時に、成形体が大きく膨張しやすい傾向がある。この膨張はスプリングバックと呼ばれている。特許文献1記載のシリカ成形体のように、超微粉末を主成分とする超微粒子を加圧成形した成形体には、スプリングバックが発生し、場合によっては成形欠陥が発生するという問題がある。確かに微細多孔構造は、断熱材の熱伝導を小さくするのに寄与するが、加圧成形時の空気抜きが不十分であると、スプリングバックが発生しやすい。大粒子を配合することで、小粒子のみからなる場合に比べて、成形時におけるスプリングバックの発生は抑制できる傾向があるが、この配合量が25質量%以上であると抑制効果が顕著である。上述のとおり、大粒子の配合量が多すぎると断熱性能は低下する傾向にあることから、断熱用途の粉体や成形体の場合、大粒子と小粒子の比率は、粉体の飛散性、成形体のスプリングバックの抑制及び熱伝導率が所望の値となるようにバランスを考えて決定するのが好ましい。
【0039】
特許文献2に記載の断熱材には、非特許文献1に開示されているように、加圧成形時にプレス面に対して垂直な面に亀裂状の成形欠陥が発生する。このような成形欠陥が断熱材に存在すると、断熱材が破損する恐れがあるばかりか、断熱性能も低下するため製品として扱えず、歩留まりが低下するので好ましくない。また、超微粒子を主成分とする断熱材は、加圧成形した後、ラミネーションが発生しやすい傾向もある。ラミネーションとは、加圧成形をして得られた成形品について、主に厚み方向において2層以上に剥離してしまう現象のことをいう。このような層剥離が発生すると、製品として扱えず、歩留まりが低下するので好ましくない。シリカを主成分とする大粒子及び小粒子であって、大粒子の平均粒子径が40nm〜10μm、小粒子の平均粒子径が5nm〜30nmの場合、粉体に占める大粒子の比率が、上述のスプリングバック抑制に好ましいものであると、ラミネーションも発生しにくい傾向にある。上述したように、大粒子の配合量が60質量%以上であると疎充填かさ密度が適度な大きさになってストロークが小さくなる上、大粒子、小粒子の平均粒子径が前記の範囲であると、粒子の充填状態が好ましい様態になり、ラミネーションの抑制効果が顕著となる傾向がある。
【0040】
本明細書中、「疎充填かさ密度」とは、JIS R 1628の「初期かさ密度」の測定手順に従って得られる値のことをいう。具体的には「7.1 定容積測定法の手順」において、(1)〜(4)、すなわち、
(1)測定容器の質量を、はかりによって量る。
(2)測定容器に、ふるいをとおして試料をあふれるまで入れる。このとき測定容器に振動を加えたり、試料を圧縮してはならない。
(3)測定容器の上端面から盛り上がった粉末を、すりきり板を使ってすりきる。このときすりきり板は、粉末を圧縮しないようすり切る方向から後ろへ傾斜させて使用する。
(4)測定容器ごと質量をはかりで量り、測定容器の質量を差し引いて試料の質量を計算する。
に基づいて測定する。JIS R 1628は、初期かさ密度と本測定のかさ密度の差が0.3%以内であることを前提としている指標であるのに対し、本実施態様の粉体の場合は初期かさ密度と本来のかさ密度の差が大きく異なる場合がある。しかし、本発明者はそれを踏まえた上で、加圧成形する場合のラミネーションの起こり易さについては、「初期かさ密度」が重要な指標になることを見出し、本発明を完成した。
【0041】
粉体の疎充填かさ密度は、0.018g/cm3以上0.35g/cm3以下が好ましい。疎充填かさ密度が0.018g/cm3未満であると、粉体の体積が大きく、例えば加圧成形に必要な装置が大型化する傾向がある上、著しく飛散、凝集しやすくなる傾向があるため好ましくない。粉体の疎充填かさ密度は、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合を調整することにより制御することができる。
【0042】
小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下、かつ0℃における熱伝導率が0.05W/m・K以下を満たしつつ、疎充填かさ密度を0.018g/cm3以上0.35g/cm3以下にする場合、平均粒子径DLが比較的小さい大粒子(例えば50nm〜10μm)を選択するか、大粒子の質量の割合を少なめ(例えば60質量%以上80質量%以下)に設定するのが調整し易い態様である。この場合、粉体の熱伝導率は0.035W/m・K以下程度になる場合が多く、すなわち扱い易さのために疎充填かさ密度を調整することで、熱伝導率を断熱材としてより好ましい範囲にすることに繋がるというメリットが生まれる。
【0043】
疎充填かさ密度が0.35g/cm3超であると、断熱性能が低下する傾向があるため、好ましくない。加圧前の体積を適切な大きさとし、成形型への充填を容易にする観点から0.02g/cm3以上0.3g/cm3がより好ましく、断熱性能の観点から0.02g/cm3以上0.25g/cm3がさらに好ましい。
【0044】
小粒子と大粒子の含有量は、例えば粉体から小粒子、大粒子を分離し、それぞれの質量を測定することで算出することが可能である。小粒子と大粒子を分離する方法は特に限定されないが、例えば、改訂六版 化学工学便覧(丸善)に掲載されている分級方法や分級機を使用して分離することができる。公知の分級方法としては湿式分級や乾式分級が挙げられる。湿式分級を行う機械としては、重力分級機(沈降分級機)、スピッツカステン、水力分級機、サイホンサイザー、遠心分級機、液体サイクロン、ジェットサイザー、レーキ分級機、エーキンス型、スパイラル分級機、ボウル分級機、ハイドロセパレーター、デカンター等が挙げられる。乾式分級を行う機械としては、振動ふるい、面内ふるい、回転ふるい、二重円筒型ふるい等のふるい分け機、重力分級機、ジグザグ分級機、風力分級機、自由うず型遠心分級機、サイクロン、ディパージョンセパレーター、強制うず型遠心分級機、ターボクラシファイア、ミクロプレックス、ミクロンセパレーター、アキュカット、スーパーセパレーター、スターテバント型分級機、ターボプレックス、サイクロンエアーセパレーター、O−SEPA等の遠心分級機、ルーバー型分級機、ファントンゲレン型分級機、エルボージェット、改良型バーチャルインパクター等の慣性分級機等が挙げられる。分級機は、分離したい小粒子、大粒子の粒子径に応じて選択すればよく、これらの分級機を組み合わせて使用してもよい。
【0045】
シリカ粒子やアルミナ粒子の粒子径は、電界放射型走査型電子顕微鏡(FE−SEM)で観察することにより測定できる。小粒子の平均粒子径DS、大粒子の平均粒子径DLは、小粒子、大粒子各1000個をFE−SEMで観察し、その等面積円相当径を求めて数平均を算出することにより、求めることができる。この時、等面積円相当径が35nm未満の粒子を小粒子として測定し、等面積円相当径が35nm以上の粒子を大粒子として測定する。
【0046】
小粒子の平均粒子径DSは、5nm以上30nm以下である。DSが5nm以上であると、DSが上記の数値範囲外である場合に比べて、小粒子が化学的に安定である傾向があり、断熱性能が安定しやすい傾向がある。DSが30nm以下であると、DSが上記の数値範囲外である場合に比べて、小粒子同士の接触面積が小さく、粉体の固体伝導による伝熱が少なく、熱伝導率が小さい傾向がある。DSは、5nm以上25nm以下であると、熱伝導率の観点から好ましく、5nm以上20nm以下であるとより好ましく、5nm以上18nm以下であるとさらに好ましい。
【0047】
大粒子の平均粒子径DLは、DS<DLを満たす。DLは40nm以上100μm以下である。DLは、前述のDSと同じ方法により求められる。DLが40nm以上であると、粉体を成形した場合に成形体におけるスプリングバックが小さい傾向がある。DLが100μm以下であると、熱伝導率が小さい傾向がある。大粒子の平均粒子径DLは、40nm以上50μm以下であると、粉体が無機繊維や赤外線不透明化粒子を含む場合にこれらとの均一な混合が容易であるため、好ましい。DLは、40nm以上10μm以下であると、粒子の付着力が大きく、粉体からの粒子の脱落が少ないため、より好ましく、40nm以上5μm以下がさらに好ましい。
【0048】
DLがDSの2倍以上であると、粉体を成形した場合にスプリングバックが小さくなるため、好ましい。DLはDSの3倍以上であると、小粒子と大粒子の混合粉体のかさ比重が大きく、粉体体積が小さいと作業性が高いので、より好ましい。DLはDSの4倍以上であると、小粒子と大粒子の粒径の差が大きく、小粒子と大粒子を混合した際に大粒子の小粒子に対する分散が容易であるので、さらに好ましい。粉体が断熱材用途の場合、粒子の凝集による固体伝熱の観点から、各々の粒子が分散していることが好ましい。すなわち、大粒子が互いに直接接触、連結している箇所が存在しないことが好ましい。大粒子が直接連結しないことで生じる大粒子間の空隙は小粒子で充填され、大粒子同士が直接接触し難い。そのため、粉体中に固体伝導の大きい伝熱経路が存在せず、粉体全体の熱伝導率が低くなり易い。さらに、大粒子間の空隙を小粒子が充填することで、粉体中に存在する空隙の大きさが小さくなり、空気による対流や伝熱が抑制されるため、粉体全体の熱伝導率が低くなり易い。
【0049】
粉体は、水が粉体や成形体に浸み込んだ場合にハンドリング性の低下や成形体の変形、ひび割れ等が起こるのを抑制する観点から、撥水剤を含むことが好ましい。撥水剤としては、例えば、パラフィンワックス、ポリエチレンワックス、アクリル・エチレン共重合体ワックス等のワックス系撥水剤;シリコーン樹脂、ポリジメチルシロキサン、アルキルアルコキシシラン等のシリコン系撥水剤;パーフロロアルキルカルボン酸塩、パーフロロアルキルリン酸エステル、パーフロロアルキルトリメチルアンモニウム塩等のフッ素系撥水剤、アルキル基やパーフルオロ基を含むアルコキシシラン等のシランカップリング剤、トリメチルシリルクロライドや1,1,1,3,3,3−ヘキサメチルジシラザン等のシリル化剤が挙げられる。これらは1種または2種以上で使用することができる。これらはそのまま用いてもよいし、溶液やエマルジョンの形態で用いることも可能である。このうち、ワックス系撥水剤、シリコン系撥水剤が好ましく用いられる。粉体中の撥水剤の含有率は、十分な撥水効果を付与する観点から、粉体全体の質量/撥水剤の質量比は100/30〜100/0.1が好ましく、100/20〜100/0.5がより好ましく、100/10〜100/1がさらに好ましい。撥水剤の添加方法は特に限定されないが、例えば、これらの撥水剤を水又はアルコール等の溶媒で希釈したものを添加しながら粉体を攪拌後乾燥する方法、粉体を水又はアルコール等の溶媒に分散させてスラリーとし、そこへ撥水剤を添加して攪拌及び濾過後、乾燥する方法や、クロロトリメチルシラン等での蒸気処理が挙げられる。
【0050】
[1−2]無機繊維
粉体を成形する場合、粉体は無機繊維を含有するのが好ましい。無機繊維を含有する粉体は、加圧成形において、成形体からの粒子の脱落が少なく、生産性が高いという利点を有する。さらに、無機繊維を含有する成形体は崩壊しにくく、取り扱いやすいという利点を有する。粉体の状態においても、飛散が少ないので、取扱の上で好ましい。本明細書中、無機繊維とは平均太さに対する無機繊維の平均長さの比(アスペクト比)が10以上であるものをいう。アスペクト比は10以上であることが好ましく、粉体を成形する場合、小さい圧力で成形を可能とし、成形体の生産性を向上させる観点から50以上がより好ましく、成形体の曲げ強度の観点から100以上がさらに好ましい。無機繊維のアスペクト比は、FE−SEMにより測定した無機繊維1000本の太さ及び長さの平均値から求めることができる。無機繊維は粉体中で単分散して混合されていることが好ましいが、無機繊維が互いに絡まった状態や、複数の無機繊維が同一方向で揃った束の状態で混合されていてもかまわない。また、単分散状態において、無機繊維の向きが同一方向で揃った状態であってもかまわないが、熱伝導率を小さくする観点から、無機繊維は、伝熱方向に対して垂直方向に配向していることが好ましい。無機繊維を伝熱方向に対して垂直に配向させる方法は特に限定されないが、例えば、外被材や施工箇所に粉体を充填する場合、充填箇所へ高所から粉体を落下させて充填することにより、無機繊維が伝熱方向に対して垂直に配向しやすい傾向がある。加圧成形体の場合、例えば伝熱方向と同じ方向で加圧することにより、伝熱方向に配向していた無機繊維を、伝熱方向に対して垂直方向へ配向させやすい。
【0051】
無機繊維の例を示すと、ガラス長繊維(フィラメント)(SiO2−Al2O3−B2O3−CaO)、グラスファイバー、グラスウール(SiO2−Al2O3−CaO−Na2O)、耐アルカリガラス繊維(SiO2−ZrO2−CaO−Na2O)、ロックウール(バサルトウール)(SiO2−Al2O3−Fe2O3−MgO−CaO)、スラグウール(SiO2−Al2O3−MgO−CaO)、セラミックファイバー(ムライト繊維)(Al2O3−SiO2)、シリカ繊維(SiO2)、アルミナ繊維(Al2O3−SiO2)、チタン酸カリウム繊維、アルミナウィスカー、炭化ケイ素ウィスカー、窒化ケイ素ウィスカー、炭酸カルシウムウィスカー、塩基性硫酸マグネシウムウィスカー、硫酸カルシウムウィスカー(セッコウ繊維)、酸化亜鉛ウィスカー、ジルコニア繊維、炭素繊維、黒鉛ウィスカー、フォスフェート繊維、AES(Alkaline Earth Silicate)ファイバー(SiO2−CaO−MgO)、天然鉱物のウォラストナイト、セピオライト、アタパルジャイト、ブルーサイトを挙げることができる。
【0052】
無機繊維の中でも、特に人体にとって安全である生体溶解性のAESファイバー(Alkaline Earth Silicate Fiber)を用いることが好ましい。AESファイバーとしては、例えば、SiO2−CaO−MgO系の無機質のガラス(無機高分子)が挙げられる。
【0053】
無機繊維の平均太さは飛散を防ぐ観点で1μm以上が好ましい。断熱材の場合は固体伝導による伝熱を押さえる観点で20μm以下であることが好ましい。無機繊維の平均太さは、FE−SEMにより無機繊維1000本の太さを求めて、これを平均して求めることができる。
【0054】
断熱用途の場合、粉体中の無機繊維の含有量は、加圧成形した成形体からの粉体の脱離抑制の観点で粉体全体の質量に対して0質量%超が好ましく、熱伝導率が0.05W/m・K以下とする観点で20質量%以下であることが好ましい。
【0055】
粉体が赤外線不透明化粒子を含有する場合、赤外線不透明化粒子との混合の容易さの観点から、無機繊維の含有量は0.5質量%以上18質量%以下であることがより好ましく、疎充填かさ密度が小さくなる観点から0.5質量%以上16質量%以下であることがさらに好ましい。
【0056】
無機繊維の含有量は、例えば、無機繊維を粉体から分級することにより、求めることができる。
【0057】
[1−3]赤外線不透明化粒子
粉体は、赤外線不透明化粒子を含有することが、高い温度での断熱性能を要する場合は、好ましい。赤外線不透明化粒子とは、赤外線を反射、散乱又は吸収する材料からなる粒子を指す。断熱材に赤外線不透明化粒子が混合されていると、輻射による伝熱が抑制されるため、特に200℃以上の高い温度領域での断熱性能が高い。
【0058】
赤外線不透明化粒子の例として、酸化ジルコニウム、ケイ酸ジルコニウム、二酸化チタン、鉄チタン酸化物、酸化鉄、酸化銅、炭化ケイ素、金鉱石、二酸化クロム、二酸化マンガン、グラファイトなどの炭素質物質、炭素繊維、スピネル顔料、アルミニウムの粒子、ステンレス鋼の粒子、青銅の粒子、銅/亜鉛合金の粒子、銅/クロム合金の粒子を挙げることができる。従来、赤外線不透明物質として知られる上記の金属粒子又は非金属粒子を、単独で用いてもよく、2種類以上を併用してもよい。
【0059】
赤外線不透明化粒子としては、特に、酸化ジルコニウム、ケイ酸ジルコニウム、二酸化チタン又は炭化ケイ素が好ましい。赤外線不透明化粒子の組成はFE−SEM EDXにより求められる。
【0060】
赤外線不透明化粒子の平均粒子径は、200℃以上での断熱性能の観点で0.5μm以上が好ましく、固体伝導の抑制による200℃未満での断熱性能の観点で30μm以下であることが好ましい。なお、赤外線不透明化粒子の平均粒子径は、シリカ粒子やアルミナ粒子と同じ方法により求められる。無機繊維やシリカ粒子、アルミナ粒子のサイズにもよるが、シリカ粒子及び/又はアルミナ粒子が5nm〜100μmの場合、シリカ粒子及び/又はアルミナ粒子との混合の容易さの観点で赤外線不透明化粒子の平均粒子径は、0.5μm以上10μm以下であることが、より好ましい。
【0061】
発明者らは、赤外線不透明化粒子の赤外線反射、散乱又は吸収効率は、粉体中に含まれる赤外線不透明化粒子の体積割合に依存する傾向があることを見出した。粉体中の赤外線不透明化粒子の含有量は、粉体全体の体積を基準として0体積%超5体積%以下であることが好ましい。赤外線不透明化粒子の含有率が5体積%より大きいと、固体伝導による伝熱が大きいため、200℃未満での断熱性能が低い傾向がある。200℃以上での断熱性能を向上させるためには、赤外線不透明化粒子の含有量は、0.02体積%以上5質量%以下がより好ましく、0.03体積%以上4体積%以下がさらに好ましい。前記RLが60質量%以上90質量%以下の範囲で含有する粉体と、赤外線不透明化粒子とを混合した混合粉体は、吸湿しにくい傾向があり、秤量時にバラつきが少ないという効果がある。また、シリカ粒子及び/又はアルミナ粒子と赤外線不透明化粒子の付着性が強くなる傾向があり、攪拌機や混合機の攪拌槽、混合槽内壁に付着しにくく各々の粒子が高分散した混合状態を得やすい、混合した粉体の回収ロスが少ないという効果がある。粉体全体の質量に対する赤外線不透明化粒子の割合を、0.1質量%以上39.5質量%以下にすると、赤外線不透明化粒子の含有率を0体積%超5体積%以下にしやすい傾向があるのでの好ましく、0.5質量%以上35質量%以下がより好ましく、1質量%以上30質量%以下がさらに好ましい。
【0062】
赤外線不透明化粒子の含有量は、例えば、赤外線不透明化粒子の組成をFE−SEM EDXで測定し、赤外線不透明化粒子のみが含有する元素を蛍光X線分析法により定量することで、求めることができる。
【0063】
[1−4]熱伝導率
本実施態様の粉体は、30℃における熱伝導率が0.05W/m・K以下である。断熱性能の観点から、熱伝導率は0.045W/m・K以下が好ましく、0.040W/m・K以下がより好ましく、0.037W/m・K以下がさらに好ましい。赤外線不透明化粒子を含有する粉体は、特に200℃以上の高い温度領域での断熱性能を要する場合に、好ましい。粉体が赤外線不透明化粒子を含有する場合、800℃における熱伝導率は0.2W/m・K以下が好ましく、0.19W/m・K以下がより好ましく、0.18W/m・K以下がさらに好ましい。熱伝導率の測定方法は、後述する。
【0064】
複数の種類のシリカ粒子及び/又はアルミナ粒子、例えば小粒子と大粒子を混合して粉体を調製する際は、RLを60質量%以上90質量%以下の範囲で含有するように粉体を調製した上で熱伝導率を測定することが好ましい。熱伝導率が0.05W/m・K超である場合は、前記含有量を維持する範囲で混合量を変えるのが好ましい。無機繊維、赤外線不透明化粒子を使用する場合も同様に混合量を決定することができる。無機繊維、赤外線不透明化粒子の混合量は、過剰であると断熱性が低下する場合があるため、熱伝導率を測定し、確認しながら適宜調製することが好ましい。例えば、シリカに平均繊維径が12μm、平均長さが5mmの無機繊維を混合する場合、無機繊維の混合量は18質量%以下であることが好ましい。例えば、シリカに平均粒子径が2μmの赤外線不透明化粒子を混合する場合、赤外線不透明化粒子の混合量は23質量%以下であることが好ましい。また、熱伝導率の小さい材料からなる無機繊維や赤外線不透明化粒子を選択すると、熱伝導率が0.05W/m・K以下の混合粉体を調製しやすい傾向がある。
【0065】
[1−5]アルカリ金属元素、アルカリ土類金属元素、Ge、P、Feの含有率
粉体の飛散を抑制する観点から、本実施形態の粉体は、アルカリ金属元素、アルカリ土類金属元素、ゲルマニウムからなる群より選択される少なくとも1種の元素を含むことが好ましい。アルカリ金属元素及びアルカリ土類金属元素からなる群より選択される少なくとも1種の元素(以下、本明細書において「塩基性元素」という場合がある)の具体例としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウム等のアルカリ金属、マグネシウム、カルシウム、ストロンチウム、バリウム等のアルカリ土類金属がそれぞれ挙げられる。塩基性元素は一種のみ含まれてもよく、2種類以上が含まれてもよい。その種類は特に限定されないが、粒子同士の付着性改善や、加熱処理を施す場合には、比較的低温の熱処理で硬化させることができる点で、ナトリウム、カリウム、マグネシウム、カルシウムが好ましい。
【0066】
粉体が塩基性元素を含有する場合、塩基性元素の含有率は、粉体の全質量を基準として0.005質量%以上5質量%以下が好ましく、Geを含有する場合、Geの含有率は10質量ppm以上1000質量ppm以下、Pの含有率は0.002質量%以上6質量%以下が好ましい。
【0067】
Feの含有率は0.005質量%以上6質量%以下であることが好ましい。また、塩基性元素の含有率が0.005質量%以上3質量%以下、Geの含有率が20質量ppm以上900質量ppm以下、Pの含有率が0.002質量%以上5.5質量%以下、Feの含有率が0.005質量%以上3質量%以下であることが粒子同士の付着性や流動性を改善し、凝集を抑制する観点でより好ましい。さらに、塩基性元素の含有率が0.005質量%以上2質量%以下、Geの含有率が20質量ppm以上800質量ppm以下、Pの含有率が0.002質量%以上5質量%以下、Feの含有率が0.005質量%以上2質量%以下であることがさらに好ましい。粉体における塩基性元素、Ge、P、Feの含有率は、XRF(蛍光X線分析)により定量することができる。
【0068】
アルカリ金属元素、アルカリ土類金属元素、Geは、大粒子に含有されていると、粉体の飛散や凝集の抑制、加熱処理を施す場合の生産性向上といった効果がより顕著に現れる傾向があるため、好ましい。大粒子に含まれる塩基性元素やGe、P、Feの含有率は、例えば上述した方法で小粒子と大粒子を分離し、蛍光X線分析法で測定することにより求めることができる。
【0069】
[2]粉体の製造方法
[2−1]シリカ粒子、アルミナ粒子
シリカ粒子、アルミナ粒子は、それぞれシリカ成分、アルミナ成分を有する粒子であって、小粒子と大粒子の混合割合、熱伝導率を調整したものとすることができる。例えば、シリカ粒子は、酸性又はアルカリ性の条件下での湿式法により、ケイ酸イオンを縮合して製造された粒子でもよい。シリカ粒子は、湿式法でアルコキシシランを加水分解・縮合したものでもよいし、湿式法で製造されたシリカ成分を焼成しものでもよいし、塩化物などケイ素の化合物を気相で燃焼して製造したものでもよい。シリカ粒子は、ケイ素金属やケイ素を含む原料を加熱して得られたケイ素ガスを酸化・燃焼して製造されたものでもよい。シリカ粒子は、ケイ石などを溶融して製造されたものでもよい。例えば、アルミナ粒子は、可溶性のアルミニウム塩の水溶液から水酸化アルミニウムを沈殿させて濾過し、それを強熱して得られたものでもよい。ギブス石又はベーマイトを原料として水酸化ナトリウムで処理し、アルミン酸ナトリウムを製造する原理に基づくバイヤー法で得られるものでもよいし、ギブス石、ベーマイト、ダイアスポア、粘土、ミョウバン石などを硫酸、硝酸などで処理をしてアルミニウム塩を純化し、アンモニアによる沈殿法または熱分解法で酸基を分離し、焼成して得られるものでもよい。
【0070】
シリカ粒子やアルミナ粒子は、それぞれシリカ以外、アルミナ以外の成分を含有してもよく、例として上記の製法において原料中に不純物として存在するものが挙げられる。シリカやアルミナ以外の成分を、シリカやアルミナの製造プロセス中に添加してもよい。
【0071】
公知のシリカの製法には以下のものがある。
【0072】
<湿式法で合成されるシリカ>
ケイ酸ナトリウムを原料に酸性で作られるゲル法シリカ。
ケイ酸ナトリウムを原料にアルカリ性で作られる沈降法シリカ。
アルコキシシランの加水分解・縮合で合成されるシリカ。
【0073】
<乾式法で合成されるシリカ>
ケイ素の塩化物を燃焼して作られるヒュームドシリカ。
金属を高温で気化、酸化させて得られるシリカ。
フェロシリコン製造時などに副生するシリカヒューム。
アーク法やプラズマ法で製造されるシリカ。
粉砕したシリカ粉末を火炎中で溶融・球状化する溶融シリカ。
【0074】
公知のアルミナの製法には以下のものがある。
酸法で得られるアルミナ。
バイヤー法(アルカリ法)で得られるアルミナ。
バイヤー法で作られた仮焼アルミナを造粒、乾燥、焼成して得られる焼結アルミナ。
原料を電気炉で溶融後結晶固化して得られる電融アルミナ。
バイヤー法で作られた仮焼アルミナを原料にする白色電融アルミナ。
ボーキサイトを主原料にする褐色電融アルミナ。
ヒュームドアルミナ。
金属を高温で気化、酸化させて得られるアルミナ。
【0075】
各製造方法によって得られるシリカのうち、ケイ酸ナトリウムを原料に酸性で作られるゲル法シリカ、ケイ酸ナトリウムを原料にアルカリ性で作られる沈降法シリカ、アルコキシシランの加水分解・縮合で合成されるシリカ、ケイ素の塩化物を燃焼して作られるヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、アーク法やプラズマ法で製造されるシリカ、ヒュームドアルミナは、加圧成形時に成形欠陥が発生しやすい。さらに、飛散しやすく、凝集しやすい傾向がある。上述した方法で平均粒子径の異なるシリカを混合することで、成形欠陥や飛散、凝集を抑制することが可能であるので、他の製造方法で得られたシリカ粒子やアルミナ粒子も含め、複数のシリカ粒子やアルミナ粒子を混合することが好ましい。
【0076】
フェロシリコン製造時などに副生するシリカヒューム、粉砕したシリカ粉末を火炎中で溶融・球状化する溶融シリカ、バイヤー法で得られるアルミナ、焼結アルミナ、電融アルミナ(白色電融アルミナ、褐色電融アルミナ)は熱伝導率が0.05W/m・K超である。従って、この製造方法によって得られたシリカやアルミナのみをシリカ粒子、アルミナ粒子の原料とするのは、熱伝導率の点では好ましい態様ではないが、飛散が少なく、ハンドリングの面で優れている他、コストの面では有用な場合がある。他の製造方法で得られたシリカを混合することで、熱伝導率を0.05W/m・K以下に調整することは可能であるので、シリカヒューム、焼結アルミナ等を原料とする場合は、他の製造方法で得られたシリカ粒子やアルミナ粒子を混合することが好ましい。例えばケイ素の塩化物を燃焼して作られるヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、ヒュームドアルミナを混合することで、シリカヒューム、焼結アルミナ等を含むシリカ粒子及び/又はアルミナ粒子の熱伝導率を低減することができる。
【0077】
上記のシリカやアルミナのうち、生産性やコストの観点からヒュームドシリカ、ケイ素金属ガスを燃焼して作られるシリカ、シリカヒューム、溶融シリカ、ヒュームドアルミナ、バイヤー法で得られるアルミナ、焼結アルミナを用いることがより好ましい。
【0078】
シリカ粒子として、天然のケイ酸塩鉱物を使用することが可能である。天然の鉱物としては、例えばカンラン石類、緑簾石類、石英、長石類、沸石類等が挙げられる。アルミナ粒子の例として、天然鉱物を使用することが可能である。アルミナの天然鉱物としては、ボーキサイト、ばん土頁岩、ムライト、シリマナイト、カイヤナイト、アンダルサイト、シャモットが挙げられる。ムライトは、合成ムライトである焼結ムライト、電融ムライトであってもよい。天然の鉱物に粉砕等の処理を施すことで平均粒子径が調整されて、粉体を構成するシリカ粒子及び/又はアルミナ粒子として使用することが可能である。
【0079】
[2−2]アルカリ金属元素、アルカリ土類金属元素、Ge、P、Fe
シリカの製造プロセスや粉体の製造プロセス中に、塩基性元素、Ge、P、Feを含む化合物としてそれぞれ添加してもよいが、十分な量の塩基性元素、Ge、P、Feを予め含有しているシリカ粒子及び/又はアルミナ粒子を粉体の原料としてもよい。塩基性元素、Ge、P、Feを含む化合物としては、特に限定されないが、例えば塩基性元素、Ge、P、Feの酸化物、複合酸化物、水酸化物、窒化物、炭化物、炭酸塩、酢酸塩、硝酸塩、アンモニウム塩、難溶性の塩、及びアルコキシド等が挙げられる。これらは単独で添加してもよく、もしくはこれらの混合物を添加してもよい。塩基性元素、Ge、P、Feを不純物として含有するシリカを含む無機化合物粒子を粉体の原料とするのは、生産性、コスト、作業性の観点から、好ましい態様である。このようなシリカを含む無機化合物粒子は、例えば沈殿法で作られたシリカゲル由来の粒子やフェロシリコン製造時などに複製するシリカヒュームとして得ることができる。
【0080】
塩基性元素、Ge、P、Feをそれぞれ含む化合物を添加する方法は、特に限定されない。例えば、上記湿式法や乾式法で得られたシリカ、酸法やアルカリ法で得られたアルミナ、焼結アルミナ、電融アルミナに添加してもよいし、シリカやアルミナの上記各製造工程において添加してもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物は、水溶性であっても水に不溶であってもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物の水溶液として添加し、必要に応じて乾燥させてもよいし、塩基性元素、Ge、P、Feをそれぞれ含む化合物を固形物もしくは液状物の状態で添加してもよい。塩基性元素、Ge、P、Feをそれぞれ含む化合物は、予め所定の粒子径まで粉砕しておいてもよく、また、予備的に粗粉砕しておいてもよい。
【0081】
シリカ粒子やアルミナ粒子が過剰な量の塩基性元素、Ge、P、Feを含んでいる場合は、シリカの製造プロセスや粉体の製造プロセス中に何らかの処理を施して、前記元素の含有量を所定範囲に調整してもよい。過剰な量の塩基性元素、Ge、P、Feを所定範囲に調整する方法は特に限定されない。例えば、塩基性元素の含有量の調整方法としては、酸性物質または他の元素による、置換、抽出、除去方法等が挙げられ、シリカを含む無機化合物粒子を硝酸や王水等で処理した後、乾燥し、粉体の原料として用いることが可能である。過剰な量の塩基性元素、Ge、P、Feの調整は、シリカ及び/又はアルミナを含む無機化合物粒子を予め所望の粒子径まで粉砕した後に行ってもよいし、塩基性元素、Ge、P、Feを所定範囲に調整した後に、シリカ粒子を粉砕してもかまわない。
【0082】
[2−3]混合方法
シリカ粒子及び/又はアルミナ粒子、赤外線不透明化粒子及び無機繊維は、公知の粉体混合機、例えば、改訂六版 化学工学便覧(丸善)に掲載されているものを使用して混合することができる。この時、シリカを含む無機化合物粒子を2種類以上混合したり、塩基性元素、Ge、P、Feをそれぞれ含む化合物やその水溶液を混合したりすることも可能である。公知の粉体混合機としては、容器回転型(容器自体が回転、振動、揺動する)として水平円筒型、V型(攪拌羽根が付いていてもよい)、ダブルコーン型、立方体型及び揺動回転型、機械撹拌型(容器は固定され、羽根などで撹拌する)として、単軸リボン型、複軸パドル型、回転鋤型、二軸遊星攪拌型、円錐スクリュー型、高速撹拌型、回転円盤型、ローラー付き回転容器型、撹拌付き回転容器型、高速楕円ローター型、流動撹拌型(空気、ガスによって撹拌する)として、気流撹拌型、重力による無撹拌型が挙げられる。これらの混合機を組み合わせて使用してもよい。
【0083】
シリカ粒子及び/又はアルミナ粒子、赤外線不透明化粒子及び無機繊維の混合は、粉砕機として公知のもの、例えば、改訂六版 化学工学便覧(丸善)に掲載されているものを使用して、粒子を粉砕したり、無機繊維を裁断したり、粒子や無機繊維の分散性を向上させながら行ってもよい。この時、シリカ粒子を2種類以上粉砕、分散させたり、塩基性元素、Ge、P、Feをそれぞれ含む化合物やその水溶液を粉砕、分散させたりすることも可能である。公知の粉砕機としては、ロールミル(高圧圧縮ロールミル、ロール回転ミル)、スタンプミル、エッジランナー(フレットミル、チリアンミル)、切断・せん断ミル(カッターミルなど)、ロッドミル、自生粉砕機(エロフォールミル、カスケードミルなど)、竪型ローラーミル(リングローラーミル、ローラーレスミル、ボールレースミル)、高速回転ミル(ハンマーミル、ケージミル、ディスインテグレーター、スクリーンミル、ディスクピンミル)、分級機内蔵型高速回転ミル(固定衝撃板型ミル、ターボ型ミル、遠心分級型ミル、アニュラー型ミル)、容器駆動媒体ミル(転動ボールミル(ポットミル、チューブミル、コニカルミル)、振動ボールミル(円形振動ミル、旋動振動ミル、遠心ミル)、遊星ミル、遠心流動化ミル)、媒体撹拌式ミル(塔式粉砕機、撹拌槽式ミル、横型流通槽式ミル、竪型流通槽式ミル、アニュラーミル)、気流式粉砕機(気流吸込型、ノズル内通過型、衝突型、流動層ジェット吹込型)、圧密せん断ミル(高速遠心ローラーミル、インナーピース式)、乳鉢、石臼などが挙げられる。これらの粉砕機を組み合わせて使用してもよい。
【0084】
これらの混合機と粉砕機のうち、撹拌羽根を有する粉体混合機、高速回転ミル、分級機内蔵型高速回転ミル、容器駆動媒体ミル、圧密せん断ミルが、粒子や無機繊維の分散性が向上するため、好ましい。粒子や無機繊維の分散性を向上させるには、撹拌羽根、回転板、ハンマープレート、ブレード、ピン等の先端の周速を100km/h以上にするのが好ましく、200km/h以上がより好ましく、300km/h以上がさらに好ましい。
【0085】
複数の種類のシリカ粒子及び/又はアルミナ粒子を混合する場合、かさ比重が小さい順にシリカ粒子及び/又はアルミナ粒子を攪拌機もしくは粉砕機に投入することが好ましい。無機繊維や赤外線不透明化粒子を含む場合は、シリカ粒子及び/又はアルミナ粒子を混合した後に赤外線不透明化粒子を添加して混合し、さらにその後無機繊維を添加して混合するのが好ましい。
【0086】
[2−4]成形方法
粉体が断熱用途の場合、成形等の工程を経ることなく、粉体を使用する箇所に充填しただけでそのまま用いてもよいし、粉体を加圧成形したものを断熱材として用いてもよい。
【0087】
粉体を加圧成形して成形体を製造する場合、金型プレス成形法(ラム式加圧成形法)、ラバープレス法(静水圧成形法)、押出成形法など、従来から知られるセラミックス加圧成形法によって成形することができる。生産性の観点から、金型プレス成形法が好ましい。
【0088】
金型プレス成形法やラバープレス法で粉体を型に充填するときには、粉体に振動を与えるなどして、均一に充填することが、成形体の厚みが均一となるため、好ましい。型内を減圧・脱気しながら粉体を型に充填すると、短時間で充填できるため、生産性の観点から好ましい。
【0089】
得られる成形体のかさ密度は、運搬時の負担を軽減する観点から0.25g/cm3〜2.0g/cm3になるように設定するのが好ましい。成形の条件を加圧圧力で制御しようとすると、使用する粉体のすべり性、粉体の粒子間や細孔への空気の取り込み量等によって、加圧した状態で保持する時間の経過に伴って圧力値が変化してしまうため、生産管理が困難になる傾向がある。これに対し、かさ密度を制御する方法は、時間の制御を要することなく得られる成形体の荷重を目標値にし易い点で好ましい。成形体のかさ密度は、0.25g/cm3〜1.7g/cm3がより好ましく、0.25g/cm3〜1.5g/cm3がさらに好ましい。
【0090】
得られる成形体のかさ密度が所定の大きさになるように、成形体を製造する方法の一例を説明すると、まず成形体の体積及びかさ密度から必要な無機混合物の重量を求める。次いで、秤量した無機混合物を成形型に充填し、所定の厚みになるように加圧して成形する。具体的には、縦30cm、横30cm、厚み20mmでかさ密度が0.5g/cm3である成形体を製造する場合、目的とするかさ密度に製造する成形体の体積をかけることで、成形体の製造に必要な粉体の重量を求めることが可能である。すなわち、上述した成形体の例では、0.5[g/cm3]×30[cm]×30[cm]×2[cm]=900[g]となり、必要な粉体は900gとなる。
【0091】
一般化すると、体積αcm3で、かさ密度がβg/cm3(ただし、βは粉体の疎充填かさ密度より大きい)の成形体を製造する場合、αβgだけ、粉体を秤量し、体積αまで粉体を圧縮することによって、成形する。
【0092】
粉体や、加圧成形中又は加圧成形後の成形体を、粉体もしくは成形体の耐熱性が十分である温度や時間の条件の範囲内で、加熱乾燥し、粉体もしくは成形体の吸着水を除去した後実用に供すると、熱伝導率が低くなるため好ましい。さらに、加熱処理を施してもよい。
【0093】
成形は、加圧成形のみでもよいが、加圧成形したものを加熱処理するのが好ましい。粉体を加圧成形したものに加熱処理を施すと、圧縮強度が向上し、荷重が大きい用途において特に好適に使用することができる。加熱処理工程の生産性を向上させる観点から、粉体にはアルカリ金属元素、アルカリ土類金属元素、Ge、P、Feが含まれることが好ましく、特に大粒子に含まれることが好ましい。
【0094】
寸法安定性の観点から、加熱処理温度は、その粉体もしくは成形体の使用最高温度より高温が好ましい。粉体もしくは成形体の用途により様々であるが、具体的には400〜1200℃が好ましく、より好ましくは500〜1200℃、更に好ましくは600〜1200℃である。
【0095】
粉体もしくは成形体の加熱処理の雰囲気は、空気中(又は大気中)、酸化性雰囲気中(酸素、オゾン、窒素酸化物、二酸化炭素、過酸化水素、次亜塩素酸、無機・有機過酸化物等)、及び不活性ガス雰囲気中(ヘリウム、アルゴン、窒素等)が挙げられる。加熱処理時間は、加熱処理温度及び断熱材の量に応じて適宜選択すればよい。加熱処理は、上記粉体を使用する箇所に充填した後に施してもよいし、粉体を加圧成形したものに施してもよい。
【0096】
[3]被包体
被包体は、粉体及び/又は粉体からなる成形体と、それを収容する外被材とを有する。被包体は粉体や成形体と比較して取扱が容易で、施工もしやすいという利点を有する。図2は、本実施形態に係る被包体の断面模式図の一例である。また、図3は本実施形態に係る小粒子及び大粒子の断面模式図の一例である。図1及び図2に示すように、本実施形態の被包体1は、複数の小粒子Sと、小粒子Sよりも粒子径が大きい複数の大粒子Lと、を含有する成形体2と、成形体2を収容する外被材3から構成される。成形体2内において、小粒子S及び大粒子Lは混合しており、大粒子Lの周囲に小粒子Sが存在している。なお、成形体をコア材という場合がある。
【0097】
[3−1]外被材
外被材は、コア材である粉体及び/又は成形体を収容可能な限り、特に限定されないが、例として、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、ポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム、ポリエチレンテレフタレートフィルム、フッ素系樹脂フィルム等の樹脂フィルム、プラスチック−金属フィルム、アルミニウム箔、ステンレス箔、銅箔等の金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙、セラミックコーティング、フッ素樹脂コーティング、シロキサン樹脂コーティング等の樹脂コーティング等を挙げることができる。被包体を断熱材とする場合、外被材の熱容量を小さくする観点から、外被材の厚みは薄い方が好ましいが、使用状況や必要な強度等に応じて適宜選択することが可能である。外被材が、コア材を使用する温度で安定なものからなる場合、使用時においても、外被材がコア材である粉体もしくは成形体を収容した状態である。高温で使用される被包体の場合は、使用後のコア材の取扱いがし易い観点で、耐熱性の高い外被材は好ましいが、本明細書中、「外被材」はコア材の使用時にコア材を収容しているものの他、コア材の運搬や施工の工程でコア材を収容しているものを包含する。つまり、外被材は運搬時や施工時にのみコア材を保護し、使用時には溶融及び/又は揮発してしまうものを包含するので、外被材そのものや外被材に含まれる有機成分は、コア材の使用温度で溶融や消失をしてもよい。
【0098】
外被材は、被覆工程が容易である観点から、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、ポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ナイロンフィルム、ポリエチレンテレフタレートフィルム、フッ素系樹脂フィルム等の樹脂フィルム、プラスチック−金属フィルム、アルミニウム箔、ステンレス箔、銅箔等の金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙のようなシート形状が好ましい。
【0099】
被包体が高温で使用される場合、外被材は、熱的な安定性の観点から、ガラスクロス、アルミナ繊維クロス、シリカクロス等の無機繊維織物、無機繊維編物、セラミックペーパー、無機繊維不織布がより好ましい。外被材は、強度の観点から無機繊維織物がさらに好ましい。
【0100】
[3−2]外被材で被覆する方法
粉体は、シリカ粒子を含み、使用状況に応じて大粒子、赤外線不透明化粒子や無機繊維を添加し形成した粉体をコア材として、袋状やチューブ状に加工した外被材に充填したものでもよいし、この粉体を加圧成形してコア材とし、外被材で被覆したものでもよい。粉体をコア材とする場合、外被材が形成する容積に対する粉体の充填率は、粉体を使用する対象物に応じて適宜設定することが可能である。成形体をコア材とする場合は、後述するように、粉体と外被材を共に加圧成形してもよいし、粉体を加圧成形した後に外被材で被覆することも可能である。
【0101】
コア材を外被材で被覆する方法は特に限定されず、コア材の調製や成形と外被材での被覆を同時に実施してもよいし、コア材を調製又は成形後に外被材で被覆してもよい。
【0102】
外被材が無機繊維織物、樹脂フィルム、プラスチック−金属フィルム、金属箔、セラミックペーパー、無機繊維不織布、有機繊維不織布、ガラス繊維紙、炭素繊維紙、ロックウール紙、無機充填紙、有機繊維紙等のシート状の形態である場合、例えば無機繊維糸や樹脂繊維糸等での縫合、外被材の接着固定、縫合と接着の両方で被覆することが可能である。
【0103】
外被材が樹脂フィルム、プラスチック−金属フィルム、金属箔等の場合は、被覆工程の容易さの観点から、真空パックやシュリンクパックが好ましい。
外被材がセラミックコーティング、樹脂コーティング等の場合は、コア材に刷毛やスプレーで塗布することにより、コア材を外被材で被覆することが可能である。
【0104】
加圧成形したコア材と外被材から構成される成形体に線状のくぼみを設け、成形体に柔軟性を付与することも可能である。線の形態は、成形体の使用状況に応じて直線状、曲線状、破線状等を選ぶことができ、これらのうち2種類以上を組み合わせてもよい。線の太さ、くぼみの深さは成形体の厚み、強度、使用状況に応じて決定される。
【0105】
外被材は、コア材の表面全体を被覆していてもよいし、コア材を部分的に被覆していてもよい。
【0106】
[4]用途
本実施形態のシリカ粒子を含む粉体、成形体及び被包体は、断熱材の他、吸音材、防音材、遮音材、反響防止材、消音材、研磨剤、触媒担体、吸着剤、芳香剤や殺菌剤などの薬剤を吸着する担体、脱臭剤、消臭剤、調湿材、充填剤、顔料等に好適に用いることもできる。
【0107】
[5]パラメータの測定
粉体の熱伝導率、疎充填かさ密度の測定、加圧成形時に必要とされる成形型の深さ評価、スプリングバックの測定は、次の方法により実施する。
【0108】
[粉体の熱伝導率の測定]
縦30cm、横30cm、厚み5cmの発泡スチロールの中心部を縦24cm、横24cmの正方形状にくりぬき、発泡スチロールの枠を形成する。枠の一方に縦30cm、横30cmのアルミ箔を貼り付けて凹部を形成し、試料台とする。なお、アルミ箔で覆った面を試料台の底面とし、発泡スチロールの厚み方向に対するもう一方の面を天井面とする。粉体をタップや加圧をせずに凹部へ疎充填し、すりきりにした後、天井面に縦30cm、横30cmのアルミ箔をのせたものを測定試料とする。測定試料を用いて、30℃での熱伝導率を、ヒートフローメーター HFM 436 Lambda(商品名、NETZSCH社製)を使用して熱伝導率を測定する。較正は、JISA1412−2に従い、密度163.12kg/m3、厚さ25.32mmのNIST SRM 1450c校正用標準板を使用して、高温側と低温側の温度差が20℃の条件において、15、20、24、30、40、50、60、65℃で予め実施する。成形体を測定する場合は、縦30cm、横30cm、厚み20mmの形状にした成形体を測定試料とする。800℃における熱伝導率は、JIS A 1421−1の方法に準拠して測定する。直径30cm、厚み20mmの円板状にした成形体2枚を測定試料とし、測定装置として、保護熱板法熱伝導率測定装置(英弘精機株式会社製)を使用する。
【0109】
[粉体の疎充填かさ密度の測定]
筒井理化学器械株式会社製の疎充填カサ密度測定器MVD−86形を用いて、電磁振動によりアパーチャーが500μmのふるいを通してサンプルを分散させ、100mLの試料容器に落下投入させる。試料充填終了後にすり切りヘラにてすり切り、重量を測定して密度を計算し、得られた値を疎充填かさ密度とする。
【0110】
[加圧成形時に必要とされる成形型の深さ評価]
粉体を成形型に充填して加圧成形し、縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、原料の粉体の必要量は900gであり、かさ密度が1.0g/cm3の成形体を製造すると仮定した場合、原料の粉体の必要量は1800gである。各粉体の疎充填かさ密度が0.5g/cm3未満の場合は、疎充填かさ密度から、900gにおける粉体の体積を計算し、疎充填かさ密度が0.5g/cm3以上の場合は、疎充填かさ密度から、1800gにおける粉体の体積を計算し、前記成形体を得るための成形型における必要深さを算出する。
【0111】
[スプリングバックの測定]
成形体原料である無機混合物(前述の小粒子と大粒子を含み、必要に応じて、さらに赤外線不透明化粒子や無機繊維等を含む混合粉末全体)の、水平方向における寸法を固定し、無機混合物に対して垂直方向に所定のかさ密度の成形体を得られるように圧力を加えた状態での、無機混合物(成形体)の垂直方向における厚みをT1とし、加圧後、水平方向における成形体の寸法を固定したまま、圧力を開放した後の成形体の垂直方向における厚みをT2としたとき、T1に対するT2の比率、すなわち成形体の厚みの増加率100×T2/T1[%]を測定することで評価する。なお、「水平方向における寸法を固定」するとは、例えば、正方形や円筒状の枠状の金型に成形体原料である無機混合物が充填された状態のことを指す。
【実施例】
【0112】
以下、本発明を実施例により更に詳細に説明するが、本発明はこれらの実施例に限定されるものではない。当業者は、以下に示す実施例のみならず様々な変更を加えて実施することが可能であり、かかる変更も本発明の特許請求の範囲に包含される。なお、実施例及び比較例における熱伝導率の測定、粉体の疎充填かさ密度の測定、加圧成形時に必要とされる成形型の深さ評価、スプリングバックの測定は、それぞれ上述のとおりとした。
【0113】
[実施例1]
平均粒子径が14nmのシリカ粉体(小粒子)10質量%と、平均粒子径が60μmのシリカ粉体(大粒子)90質量%をハンマーミルで均一に混合し、実施例1の粉体を得た。この粉体の30℃における熱伝導率は0.0479W/m・Kであった。この粉体の疎充填かさ密度は0.62g/cm3であったことから、実施例1の粉体1800gの体積は1800/0.62=2903cm3である。従って、実施例1の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が1.0g/cm3の成形体を製造すると仮定した場合、内寸が縦30cm、横30cmの成形型が必要とする深さは2903/(30×30)=3.23cmである。また、実施例1の粉体1638gを使用して内寸が縦30cm、横30cmの金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.91g/cm3の成形体を得た。この時の厚みの増加率は103%であった。実施例1の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0478W/m・Kであった。
【0114】
[実施例2]
平均粒子径が7.5nmのシリカ粉体(小粒子)25質量%と、平均粒子径が6μmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例2の粉体を得た。この粉体の30℃における熱伝導率は0.0297W/m・Kであった。この粉体の疎充填かさ密度は0.075g/cm3であったことから、実施例2の粉体900gの体積は、実施例1と同様に計算すると12000cm3である。従って、実施例2の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、13.3cmである。また、実施例2の粉体936gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.52g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例2の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0301W/m・Kであった。
【0115】
[実施例3]
平均粒子径が14nmのシリカ粉体(小粒子)25質量%と、平均粒子径が10μmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例3の粉体を得た。この粉体の30℃における熱伝導率は0.0313W/m・Kであった。この粉体の疎充填かさ密度は0.091g/cm3であったことから、実施例3の粉体900gの体積は、実施例1と同様に計算すると9890cm3である。従って、実施例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、11.0cmである。また、実施例3の粉体1260gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.7g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例3の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0314W/m・Kであった。
【0116】
[実施例4]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が150nmのシリカ粉体(大粒子)75質量%をハンマーミルで均一に混合し、実施例4の粉体を得た。この粉体の30℃における熱伝導率は0.0299W/m・Kであった。この粉体の疎充填かさ密度は0.069g/cm3であったことから、実施例4の粉体900gの体積は、実施例1と同様に計算すると13043cm3である。従って、実施例4の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、14.5cmである。また、実施例4の粉体954gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.53g/cm3の成形体を得た。この時の厚みの増加率は107%であった。実施例4の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0298W/m・Kであった。
【0117】
[実施例5]
平均粒子径が14nmのシリカ粉体(小粒子)35質量%と、平均粒子径が320nmのシリカ粉体(大粒子)65質量%をハンマーミルで均一に混合し、実施例5の粉体を得た。この粉体の30℃における熱伝導率は0.0293W/m・Kであった。この粉体の疎充填かさ密度は0.038g/cm3であったことから、実施例5の粉体900gの体積は、実施例1と同様に計算すると24684cm3である。従って、実施例5の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、26.3cmである。また、実施例5の粉体846gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.47g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例5の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したところ、このうち1枚にラミネーションが見られたが、残りの9枚は、いずれにおいてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0294W/m・Kであった。
【0118】
[実施例6]
平均粒子径が12nmのシリカ粉体(小粒子)40質量%と、平均粒子径が100μmのシリカ粉体(大粒子)60質量%をハンマーミルで均一に混合し、実施例6の粉体を得た。この粉体の30℃における熱伝導率は0.0469W/m・Kであった。この粉体の疎充填かさ密度は0.184g/cm3であったことから、実施例6の粉体900gの体積は4891cm3である。従って、実施例6の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、5.4cmである。また、実施例6の粉体1044gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.58g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例6の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0468W/m・Kであった。
【0119】
[実施例7]
平均粒子径が14nmのシリカ粉体(小粒子)30質量%と、平均粒子径が80nmのシリカ粉体(大粒子)70質量%をハンマーミルで均一に混合し、実施例7の粉体を得た。この粉体の30℃における熱伝導率は0.0237W/m・Kであった。この粉体の疎充填かさ密度は0.065g/cm3であったことから、実施例7の粉体900gの体積は13846cm3である。従って、実施例7の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、15.4cmである。また、実施例7の粉体756gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.42g/cm3の成形体を得た。この時の厚みの増加率は106%であった。実施例7の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0236W/m・Kであった。
【0120】
[実施例8]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が200nmのアルミナ粉体(大粒子)80質量%をハンマーミルで均一に混合し、実施例8の粉体を得た。この粉体の30℃における熱伝導率は0.0357W/m・Kであった。この粉体の疎充填かさ密度は0.085g/cm3であったことから、実施例8の粉体900gの体積は10588cm3である。従って、実施例8の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、11.8cmである。また、実施例8の粉体1296gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.72g/cm3の成形体を得た。この時の厚みの増加率は104%であった。実施例8の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0356W/m・Kであった。
【0121】
[実施例9]
平均粒子径が7nmのアルミナ粉体(小粒子)30質量%と、平均粒子径が80nmのシリカ粉体(大粒子)70質量%をハンマーミルで均一に混合し、実施例9の粉体を得た。この粉体の30℃における熱伝導率は0.0289W/m・Kであった。この粉体の疎充填かさ密度は0.077g/cm3であったことから、実施例9の粉体900gの体積は11688cm3である。従って、実施例8の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、13.0cmである。また、実施例9の粉体972gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.54g/cm3の成形体を得た。この時の厚みの増加率は105%であった。実施例9の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0290W/m・Kであった。
【0122】
[実施例10]
平均粒子径が14nmのシリカ粉体(小粒子)21質量%と、平均粒子径が150nmのシリカ粉体(大粒子)63質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム16質量%を添加して引き続き均一に混合し、実施例10の粉体を得た。実施例10の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.21体積%であった。この粉体の30℃における熱伝導率は0.0273W/m・Kであった。この粉体の疎充填かさ密度は0.061g/cm3であったことから、実施例10の粉体900gの体積は14754cm3である。従って、実施例10の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、16.4cmである。また、実施例10の粉体1044gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.58g/cm3の成形体を得た。この時の厚みの増加率は102%であった。実施例10の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0275W/m・Kであった。
【0123】
また、この粉体819gずつ使用して、内径が直径30cmの円筒型の金型を使用して加圧成形を行い、直径30cm、厚み20mmの円板状の成形体を2枚得た。この2枚の成形体を用いて、800℃における熱伝導率を測定したところ、0.0851W/m・Kであった。
【0124】
[実施例11]
平均粒子径が14nmのシリカ粉体(小粒子)20質量%と、平均粒子径が150nmのシリカ粉体(大粒子)60質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム15質量%を添加して引き続き均一に混合し、さらに平均繊維径が11μmで平均繊維長が6.4mm、耐熱温度が1050℃のグラスファイバー5質量%を添加して高速せん断ミキサーで混合して均一にし、実施例11の粉体を得た。実施例11の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.19体積%であった。この粉体の30℃における熱伝導率は0.0279W/m・Kであった。この粉体の疎充填かさ密度は0.059g/cm3であったことから、実施例11の粉体900gの体積は15254cm3である。従って、実施例11の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、16.9cmである。また、実施例11の粉体702gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.39g/cm3の成形体を得た。この時の厚みの増加率は102%であった。実施例11の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0278W/m・Kであった。
【0125】
[実施例12]
平均粒子径が7.5nmのシリカ粉体(小粒子)19質量%と、平均粒子径が80nmのシリカ粉体(大粒子)57質量%をハンマーミルで均一に混合した後、平均粒子径が1μmの、赤外不透明化粒子であるケイ酸ジルコニウム14質量%を添加して引き続き均一に混合し、さらに平均繊維径が11μmで平均繊維長が6.4mm、耐熱温度が1050℃のグラスファイバー10質量%を添加して高速せん断ミキサーで混合して均一にし、実施例12の粉体を得た。実施例12の粉体において、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLは75%であった。また、ケイ酸ジルコニウムの含有量は、粉体全体の体積を基準として0.25体積%であった。この粉体の30℃における熱伝導率は0.0273W/m・Kであった。この粉体の疎充填かさ密度は0.081g/cm3であったことから、実施例12の粉体900gの体積は11111cm3である。従って、実施例12の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、12.3cmである。また、実施例12の粉体972gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.54g/cm3の成形体を得た。この時の厚みの増加率は103%であった。実施例12の粉体をホッパへ投入する際、粉体の飛散や凝集は少なかった上、成形型への充填もスムーズであった。同様の方法で成形体を10枚作成したが、いずれの成形体においてもラミネーションが抑制されており、成形欠陥が見られなかった。また、成形体の30℃における熱伝導率は0.0272W/m・Kであった。
【0126】
[比較例1]
平均粒子径が14nmのシリカ粉体100質量%を比較例1の粉体とした。この粉体の30℃における熱伝導率は0.018W/m・Kであった。この粉体の疎充填かさ密度は0.0107g/cm3であったことから、比較例1の粉体900gの体積は84112cm3である。従って、比較例1の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、93.5cmである。また、実施例8の粉体306gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.17g/cm3の成形体を得た。この時の厚みの増加率は132%であった。比較例1の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体においても成形欠陥が発生していた。このため、成形体の30℃における熱伝導率は測定できなかった。
【0127】
[比較例2]
平均粒子径が10μmのシリカ粉体100質量%を比較例2の粉体とした。この粉体の30℃における熱伝導率は0.0636W/m・Kであった。この粉体の疎充填かさ密度は0.693g/cm3であったことから、比較例2の粉体1800gの体積は2597cm3である。従って、比較例2の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、2.89cmである。また、比較例2の粉体1458gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.81g/cm3の成形体を得た。この時の厚みの増加率は108%であった。比較例2の粉体をホッパへ投入する際、粉体の飛散は少なかったが、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体も脆く、金型から取り出す際に崩壊した。このため、成形体の30℃における熱伝導率は測定できなかった。
【0128】
[比較例3]
平均粒子径が14nmのシリカ粉体(小粒子)80質量%と、平均粒子径が60μmのシリカ粉体(大粒子)20質量%をハンマーミルで均一に混合し、比較例3の粉体を得た。この粉体の30℃における熱伝導率は0.0212W/m・Kであった。この粉体の疎充填かさ密度は0.0126g/cm3であったことから、実施例7の粉体900gの体積は71429cm3である。従って、比較例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、79.4cmである。また、比較例3の粉体486gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.27g/cm3の成形体を得た。この時の厚みの増加率は128%であった。比較例3の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、いずれの成形体においても成形欠陥が発生していた。このため、成形体の30℃における熱伝導率は測定できなかった。
【0129】
[比較例4]
平均粒子径が12nmのシリカ粉体(小粒子)50質量%と、平均粒子径が320nmのシリカ粉体(大粒子)50質量%をハンマーミルで均一に混合し、比較例4の粉体を得た。この粉体の30℃における熱伝導率は0.0312W/m・Kであった。この粉体の疎充填かさ密度は0.0264g/cm3であったことから、比較例4の粉体900gの体積は34091cm3である。従って、比較例3の粉体を使用して縦30cm、横30cm、厚み20mm、かさ密度が0.5g/cm3の成形体を製造すると仮定した場合、成形型が必要とする深さを実施例1と同様に計算すると、37.9cmである。また、比較例4の粉体702gを使用して実施例1と同じ金型で加圧成形を行い、縦30cm、横30cm、厚み20mm、かさ密度が0.39g/cm3の成形体を得た。この時の厚みの増加率は116%であった。比較例3の粉体をホッパへ投入する際、粉体が著しく飛散した上、供給ラインにおいて凝集し、成形型に均一に充填するのが困難であった。同様の方法で成形体を10枚作成したが、このうち8枚の成形体において成形欠陥が発生していた。
【符号の説明】
【0130】
1・・・被包体(断熱材)、2・・・コア材(成形体)、3・・・外被材、S・・・小粒子、L・・・大粒子。
【特許請求の範囲】
【請求項1】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体。
【請求項2】
疎充填かさ密度が0.018g/cm3以上0.35g/cm3以下である、請求項1記載の粉体。
【請求項3】
赤外線不透明化粒子を含有し、800℃における熱伝導率が0.2W/m・K以下である請求項1又は2に記載の粉体。
【請求項4】
前記赤外線不透明化粒子の平均粒子径が0.5μm以上30μm以下であり、前記赤外線不透明化粒子の体積含有率が、粉体の全体積を基準として、0.02体積%以上5体積%以下である、請求項3記載の粉体。
【請求項5】
アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素を含み、前記アルカリ金属元素及びアルカリ土類金属からなる群より選択される少なくとも1種の元素を含有する場合、その含有率が、粉体の全質量を基準として0.005質量%以上5質量%以下であり、ゲルマニウムを含有する場合、その含有率が、粉体の全質量を基準として10質量ppm以上1000質量ppm以下である、請求項1〜4のいずれか一項に記載の粉体。
【請求項6】
前記アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素が、前記大粒子に含有されていることを特徴とする、請求項5に記載の粉体。
【請求項7】
無機繊維を含有し、前記無機繊維の含有量が、粉体の全質量を基準として、0質量%超20質量%以下である、請求項1〜6のいずれか一項に記載の粉体。
【請求項8】
リンを含有し、前記リンの含有量が、粉体の全質量を基準として、0.002質量%以上6質量%以下である、請求項1〜7のいずれか一項に記載の粉体。
【請求項9】
鉄を含有し、前記鉄の含有量が、粉体の全質量を基準として、0.005質量%以上6質量%以下である、請求項1〜8のいずれか一項に記載の粉体。
【請求項10】
請求項1〜9のいずれか一項に記載の粉体を含有する成形体。
【請求項11】
請求項1〜9のいずれか一項に記載の粉体及び/又は請求項10に記載の成形体と、前記粉体及び/又は前記成形体を収容する外被材と、を備える被包体。
【請求項12】
前記外被材が無機繊維を含む、請求項11に記載の被包体。
【請求項13】
前記外被材が樹脂フィルムである、請求項11に記載の被包体。
【請求項14】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合する工程を有する、粉体の製造方法。
【請求項15】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナと、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素とを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合し、無機混合物を得る工程を有する、粉体の製造方法。
【請求項1】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である複数の小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である複数の大粒子とを含む粉体であって、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下であり、30℃における熱伝導率が0.05W/m・K以下である粉体。
【請求項2】
疎充填かさ密度が0.018g/cm3以上0.35g/cm3以下である、請求項1記載の粉体。
【請求項3】
赤外線不透明化粒子を含有し、800℃における熱伝導率が0.2W/m・K以下である請求項1又は2に記載の粉体。
【請求項4】
前記赤外線不透明化粒子の平均粒子径が0.5μm以上30μm以下であり、前記赤外線不透明化粒子の体積含有率が、粉体の全体積を基準として、0.02体積%以上5体積%以下である、請求項3記載の粉体。
【請求項5】
アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素を含み、前記アルカリ金属元素及びアルカリ土類金属からなる群より選択される少なくとも1種の元素を含有する場合、その含有率が、粉体の全質量を基準として0.005質量%以上5質量%以下であり、ゲルマニウムを含有する場合、その含有率が、粉体の全質量を基準として10質量ppm以上1000質量ppm以下である、請求項1〜4のいずれか一項に記載の粉体。
【請求項6】
前記アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素が、前記大粒子に含有されていることを特徴とする、請求項5に記載の粉体。
【請求項7】
無機繊維を含有し、前記無機繊維の含有量が、粉体の全質量を基準として、0質量%超20質量%以下である、請求項1〜6のいずれか一項に記載の粉体。
【請求項8】
リンを含有し、前記リンの含有量が、粉体の全質量を基準として、0.002質量%以上6質量%以下である、請求項1〜7のいずれか一項に記載の粉体。
【請求項9】
鉄を含有し、前記鉄の含有量が、粉体の全質量を基準として、0.005質量%以上6質量%以下である、請求項1〜8のいずれか一項に記載の粉体。
【請求項10】
請求項1〜9のいずれか一項に記載の粉体を含有する成形体。
【請求項11】
請求項1〜9のいずれか一項に記載の粉体及び/又は請求項10に記載の成形体と、前記粉体及び/又は前記成形体を収容する外被材と、を備える被包体。
【請求項12】
前記外被材が無機繊維を含む、請求項11に記載の被包体。
【請求項13】
前記外被材が樹脂フィルムである、請求項11に記載の被包体。
【請求項14】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合する工程を有する、粉体の製造方法。
【請求項15】
シリカ及び/又はアルミナを含み、平均粒子径DSが5nm以上30nm以下である小粒子と、シリカ及び/又はアルミナと、アルカリ金属元素、アルカリ土類金属元素及びゲルマニウムからなる群より選択される少なくとも1種の元素とを含み、平均粒子径DLが40nm以上100μm以下である大粒子と、を、小粒子の質量と大粒子の質量の合計に対する大粒子の質量の割合RLが60質量%以上90質量%以下で混合し、無機混合物を得る工程を有する、粉体の製造方法。
【図1】


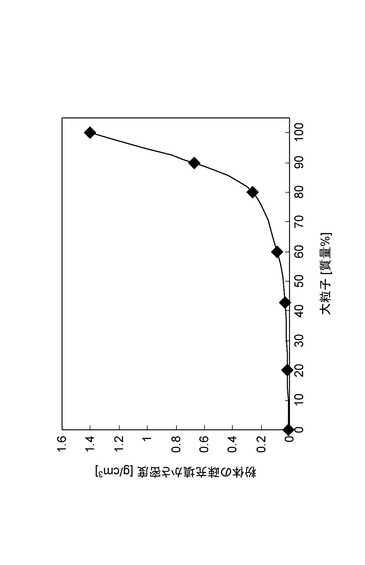
【図2】
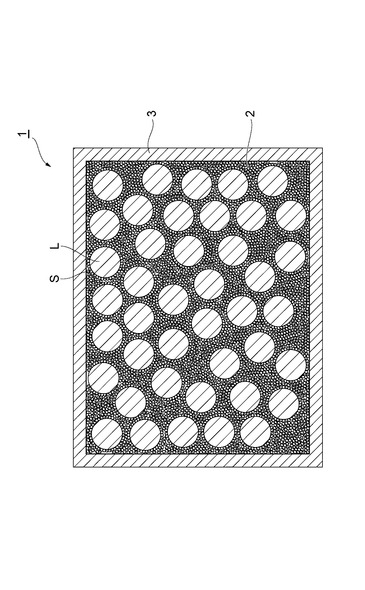
【図3】
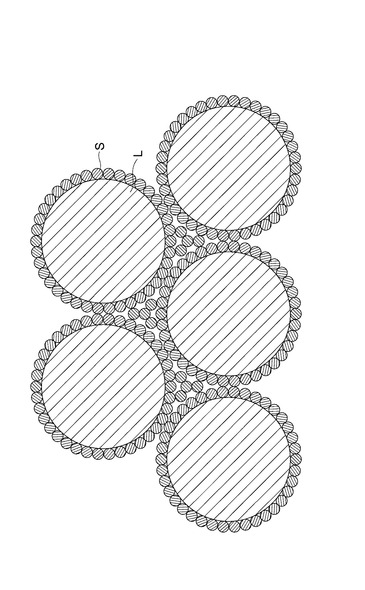
【図2】
【図3】
【公開番号】特開2013−28501(P2013−28501A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165753(P2011−165753)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]