
糸束の製造方法
【課題】巻き取り枠に巻き取った糸束を、所定の長さに切断して、ケースに挿入するための糸束を得る工程において、工程をシンプル化させる事が可能で、かつ、屑量の発生がより少ない糸束を得ることが可能な糸束の製造方法を提供する。
【解決手段】巻き取り枠1に巻き取った糸束2を、熱エネルギを用いて所定の長さに切断して、ケースに挿入するための糸束。糸束を中空糸膜の束とすることにより、切断と同時に中空糸膜束端面の開口部の一方または両方の目止めを行う。
【解決手段】巻き取り枠1に巻き取った糸束2を、熱エネルギを用いて所定の長さに切断して、ケースに挿入するための糸束。糸束を中空糸膜の束とすることにより、切断と同時に中空糸膜束端面の開口部の一方または両方の目止めを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は糸束の製造方法に関するものである。
【背景技術】
【0002】
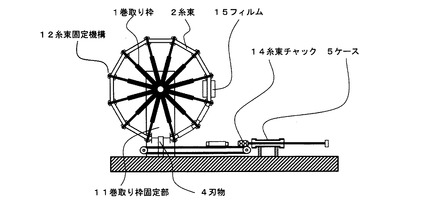
人工腎臓等の分野においては、糸束を所定の長さにした後、ケースに挿入してモジュールを製造しているが、糸束が解れると、ケースに挿入できない、という問題点がある。この解決のため、巻き取り枠に巻き取った糸束を後ケースに挿入する場合においては、図4に示すように、巻き取り枠1に巻き取られた糸束2が解れることのない様にフィルム3やテープ(ここではフィルム3)などで固定した後、刃物4を用いて切断し、ケース5へと挿入する方法が従来から一般的に知られている(例えば、特許文献1参照)。しかしながら、このような従来例の方法においては、糸束が解れない様に、ケースに挿入するまでフィルムなどで固定する必要があるため、ケース挿入の後にフィルムを除去する、という工程が必要であった。また、中空糸膜を隔壁してケースに固定するために、通常、糸束両端にポッティング剤を流し込むが、この際に、中空糸の単糸内部にポッティング剤が流入することを防止する必要があり、さらに別の手段を用いてケース挿入の後に中空糸膜の開口部を目止めする工程が必要であった。上記の様に、従来技術に係る糸束の製造方法においては、工程が複雑であり、その結果、工程ごとに糸束に負荷がかかり、糸束が損傷するなどという、品質保証上の問題点があるとともに、工程トラブルの増加の一因ともなっていた。
【0003】
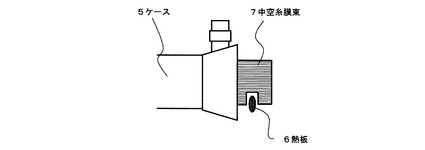
また、上記中空糸膜束の目止めの方法としては、図5に示すように、熱板6を中空糸膜束7に近づけ開口部を溶解させることにより目止めする方法が一般的に知られている(例えば、特許文献2参照)。しかしながら、かかる従来例においては、糸束をケースに挿入した後に目止めする方法を採っており、この場合、目止めにより消失する分の糸束が必要であるため、「最終的に必要な糸束の長さ」よりも長い糸束をあらかじめ切断する必要があり、その結果、屑量が増えるといった問題があった。
【0004】
以上のような理由により、従来、糸束を切断し、ケースに挿入する方式において、工程が複雑でなく、かつ束品位が良好なケース挿入済み糸束を得るための製造方法は確立されていなかった。
【特許文献1】特開平10−194606号公報
【特許文献2】特開2004−351246号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上述した従来技術の問題点を解決することにあり、工程をシンプル化させることが可能で、かつ、屑量の発生がより少ない糸束を得ることが可能な糸束の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、本発明は以下の構成を採用する。すなわち、
(1)巻き取り枠に巻き取った糸束を、熱エネルギを用いて所定の長さに切断してケースに挿入するための糸束を得る糸束の製造方法。
(2)該糸束が中空糸膜の束である(1)に記載の糸束の製造方法。
(3)切断と同時に中空糸膜束端面の開口部の一方または両方を目止めする(2)に記載の糸束の製造方法。
【発明の効果】
【0007】
本発明によれば、以下に説明するとおり、工程をシンプル化することが可能であり、屑量の発生がより少なく、束品位が良好な糸束を得ることができる。
【発明を実施するための最良の形態】
【0008】
本発明による糸束を製造するための装置は、糸束を巻き取るための巻き取り枠と、前記巻き取り枠を把持するための把持手段と、前記巻き取り枠に巻き取られた糸束を切断するための熱エネルギが発生可能な熱切断装置と、前記切断した糸束をケースに挿入するための挿入装置とを備えたものである。
【0009】
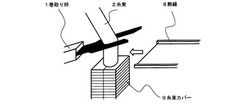
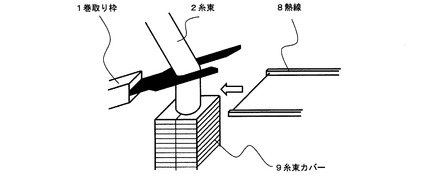
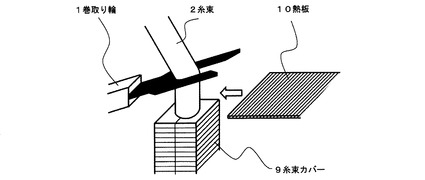
本発明における「熱エネルギを用いた糸束の切断」とは、巻き取り枠に巻き取られた糸束を切断する手段として、熱エネルギを利用して行うことを指す。例えば、図2に示すように、熱線8に熱を与え、糸束カバー9で保護された糸束2に近づけることで切断する手段でも構わないし、図3に示すように、加熱した熱板10を用いて切断する手段でも構わない。これらの他にも、レーザー熱など、熱エネルギを用いて切断する手段であればどのような手段であってももちろん構わない。
【0010】
以下、図面に示す実施態様に基づいて本発明をさらに詳しく説明する。
【0011】
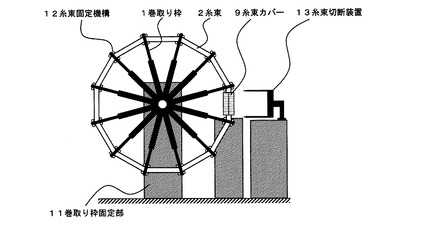
図1、図2は、本発明の一実施態様による糸束の製造方法を示すための、糸束切断装置の図であり、図1は切断装置の概略図を示し、図2は切断装置部の部分拡大図を示す。
【0012】
図1に示すように、巻き取り枠1に巻き取った糸束2を把持する巻き取り枠固定部11がある。前記巻き取り枠固定部から、複数本の巻取り枠1が放射状に延びており、巻取り枠1には糸束2を固定するための糸束固定機構12が設置されている。また、糸束を切断するための糸束切断装置13がある。
【0013】
まず、糸束2を巻き取った巻き取り枠1を巻き取り枠固定部11に固定する。この巻き取り枠固定部11は糸束を巻き取る装置(図示せず)と別途に設け、糸束が巻き取られた巻取り枠を移載しても構わないし、糸束を巻き取る装置を兼ねていても構わない。
【0014】
次に、巻き取り時の束形状を保持するために巻き取り枠に巻き取られた糸束2を把持する位置に設置された糸束カバー9が、糸束2を覆う。
【0015】
次に、糸束カバー9の近傍に設置された糸束切断装置13により、糸束を切断する。この糸束切断装置13は上述の如く熱エネルギを用いたものであれば構わない。図1および図2には熱線を用いた切断を行う例を示している。
【0016】
以上のような糸束の製造方法によれば、単純な工程で、かつ、屑量の発生が少ない糸束を得ることが可能である。
【0017】
なお、本発明はどのような糸束の製造にも用いることができるが、供給される糸束が上記した目止め工程を必要とする中空糸膜束の場合において、切断と同時に中空糸膜束の開口部の一方または両方を目止めすることにより工程を簡略化することができ、好適である。
【0018】
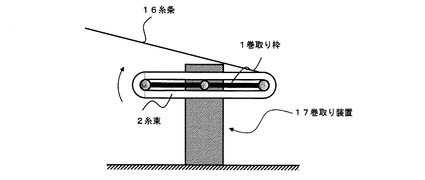
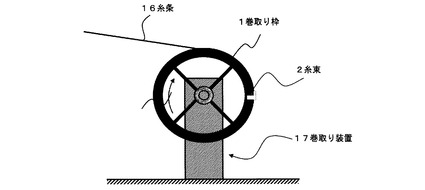
また、本発明における方法は、「切断される糸束部の巻き姿が直線状となる糸束」に適用することにより、その効果がより顕著に現れる。「直線状となる糸束」とは、言い換えれば、巻き取った糸束において切断部にカーブを有していない糸束であり、図1に示すように、多角形の巻き取り枠でも構わないし、また、図6に示すように2点の頂点を持つ巻き取り枠でも構わない。これは、図7に示すような円形の巻き取り枠の場合に、糸束をそのまま切断してケースに挿入すると、糸束の内層部と外層部に内外周差が生じているため、糸束にたるみが生じるためである。しかし、このような場合でも、糸束の片端部のみを熱により切断し、もう一方の端部を、刃物などを用いて切断し、ケース挿入時に熱により切断した側を把持した状態で挿入することで刃物などにより切断された端部側に糸を寄せた後、あらためて切り揃えることで、従来の糸束製造方法に比べ屑量を削減することができる。
【産業上の利用可能性】
【0019】
本発明は、血液濾過や水濾過などに用いる中空糸膜束の製造に適用することが望ましいが、ブラシなどに用いる糸束等、あらゆる糸束の製造に適用することが考えられ、その応用範囲が上記に限られるものではない。
【図面の簡単な説明】
【0020】
【図1】本発明による糸束の製造方法の一例を示す概略図である。
【図2】本発明による糸束の製造方法における熱による切断の一例を示す概略図である。
【図3】本発明による糸束の製造方法における熱による切断の別の例を示す概略図である。
【図4】従来の糸束の製造方法の一例を示す概略図である。
【図5】従来技術による糸束の製造方法における熱による切断の一例を示す概略図である。
【図6】本発明による糸束の製造方法における巻き取り枠の別の例を示す概略図である。
【図7】本発明による糸束の製造方法における巻き取り枠の別の例を示す概略図である。
【符号の説明】
【0021】
1:巻き取り枠
2:糸束
3:フィルム
4:刃物
5:ケース
6:熱板
7:中空糸膜束
8:熱線
9:糸束カバー
10:熱板
11:巻き取り枠固定部
12:糸束固定機構
13:糸束切断装置
14:糸束チャック
15:フィルム
16:糸条
17:巻き取り装置
【技術分野】
【0001】
本発明は糸束の製造方法に関するものである。
【背景技術】
【0002】
人工腎臓等の分野においては、糸束を所定の長さにした後、ケースに挿入してモジュールを製造しているが、糸束が解れると、ケースに挿入できない、という問題点がある。この解決のため、巻き取り枠に巻き取った糸束を後ケースに挿入する場合においては、図4に示すように、巻き取り枠1に巻き取られた糸束2が解れることのない様にフィルム3やテープ(ここではフィルム3)などで固定した後、刃物4を用いて切断し、ケース5へと挿入する方法が従来から一般的に知られている(例えば、特許文献1参照)。しかしながら、このような従来例の方法においては、糸束が解れない様に、ケースに挿入するまでフィルムなどで固定する必要があるため、ケース挿入の後にフィルムを除去する、という工程が必要であった。また、中空糸膜を隔壁してケースに固定するために、通常、糸束両端にポッティング剤を流し込むが、この際に、中空糸の単糸内部にポッティング剤が流入することを防止する必要があり、さらに別の手段を用いてケース挿入の後に中空糸膜の開口部を目止めする工程が必要であった。上記の様に、従来技術に係る糸束の製造方法においては、工程が複雑であり、その結果、工程ごとに糸束に負荷がかかり、糸束が損傷するなどという、品質保証上の問題点があるとともに、工程トラブルの増加の一因ともなっていた。
【0003】
また、上記中空糸膜束の目止めの方法としては、図5に示すように、熱板6を中空糸膜束7に近づけ開口部を溶解させることにより目止めする方法が一般的に知られている(例えば、特許文献2参照)。しかしながら、かかる従来例においては、糸束をケースに挿入した後に目止めする方法を採っており、この場合、目止めにより消失する分の糸束が必要であるため、「最終的に必要な糸束の長さ」よりも長い糸束をあらかじめ切断する必要があり、その結果、屑量が増えるといった問題があった。
【0004】
以上のような理由により、従来、糸束を切断し、ケースに挿入する方式において、工程が複雑でなく、かつ束品位が良好なケース挿入済み糸束を得るための製造方法は確立されていなかった。
【特許文献1】特開平10−194606号公報
【特許文献2】特開2004−351246号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上述した従来技術の問題点を解決することにあり、工程をシンプル化させることが可能で、かつ、屑量の発生がより少ない糸束を得ることが可能な糸束の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、本発明は以下の構成を採用する。すなわち、
(1)巻き取り枠に巻き取った糸束を、熱エネルギを用いて所定の長さに切断してケースに挿入するための糸束を得る糸束の製造方法。
(2)該糸束が中空糸膜の束である(1)に記載の糸束の製造方法。
(3)切断と同時に中空糸膜束端面の開口部の一方または両方を目止めする(2)に記載の糸束の製造方法。
【発明の効果】
【0007】
本発明によれば、以下に説明するとおり、工程をシンプル化することが可能であり、屑量の発生がより少なく、束品位が良好な糸束を得ることができる。
【発明を実施するための最良の形態】
【0008】
本発明による糸束を製造するための装置は、糸束を巻き取るための巻き取り枠と、前記巻き取り枠を把持するための把持手段と、前記巻き取り枠に巻き取られた糸束を切断するための熱エネルギが発生可能な熱切断装置と、前記切断した糸束をケースに挿入するための挿入装置とを備えたものである。
【0009】
本発明における「熱エネルギを用いた糸束の切断」とは、巻き取り枠に巻き取られた糸束を切断する手段として、熱エネルギを利用して行うことを指す。例えば、図2に示すように、熱線8に熱を与え、糸束カバー9で保護された糸束2に近づけることで切断する手段でも構わないし、図3に示すように、加熱した熱板10を用いて切断する手段でも構わない。これらの他にも、レーザー熱など、熱エネルギを用いて切断する手段であればどのような手段であってももちろん構わない。
【0010】
以下、図面に示す実施態様に基づいて本発明をさらに詳しく説明する。
【0011】
図1、図2は、本発明の一実施態様による糸束の製造方法を示すための、糸束切断装置の図であり、図1は切断装置の概略図を示し、図2は切断装置部の部分拡大図を示す。
【0012】
図1に示すように、巻き取り枠1に巻き取った糸束2を把持する巻き取り枠固定部11がある。前記巻き取り枠固定部から、複数本の巻取り枠1が放射状に延びており、巻取り枠1には糸束2を固定するための糸束固定機構12が設置されている。また、糸束を切断するための糸束切断装置13がある。
【0013】
まず、糸束2を巻き取った巻き取り枠1を巻き取り枠固定部11に固定する。この巻き取り枠固定部11は糸束を巻き取る装置(図示せず)と別途に設け、糸束が巻き取られた巻取り枠を移載しても構わないし、糸束を巻き取る装置を兼ねていても構わない。
【0014】
次に、巻き取り時の束形状を保持するために巻き取り枠に巻き取られた糸束2を把持する位置に設置された糸束カバー9が、糸束2を覆う。
【0015】
次に、糸束カバー9の近傍に設置された糸束切断装置13により、糸束を切断する。この糸束切断装置13は上述の如く熱エネルギを用いたものであれば構わない。図1および図2には熱線を用いた切断を行う例を示している。
【0016】
以上のような糸束の製造方法によれば、単純な工程で、かつ、屑量の発生が少ない糸束を得ることが可能である。
【0017】
なお、本発明はどのような糸束の製造にも用いることができるが、供給される糸束が上記した目止め工程を必要とする中空糸膜束の場合において、切断と同時に中空糸膜束の開口部の一方または両方を目止めすることにより工程を簡略化することができ、好適である。
【0018】
また、本発明における方法は、「切断される糸束部の巻き姿が直線状となる糸束」に適用することにより、その効果がより顕著に現れる。「直線状となる糸束」とは、言い換えれば、巻き取った糸束において切断部にカーブを有していない糸束であり、図1に示すように、多角形の巻き取り枠でも構わないし、また、図6に示すように2点の頂点を持つ巻き取り枠でも構わない。これは、図7に示すような円形の巻き取り枠の場合に、糸束をそのまま切断してケースに挿入すると、糸束の内層部と外層部に内外周差が生じているため、糸束にたるみが生じるためである。しかし、このような場合でも、糸束の片端部のみを熱により切断し、もう一方の端部を、刃物などを用いて切断し、ケース挿入時に熱により切断した側を把持した状態で挿入することで刃物などにより切断された端部側に糸を寄せた後、あらためて切り揃えることで、従来の糸束製造方法に比べ屑量を削減することができる。
【産業上の利用可能性】
【0019】
本発明は、血液濾過や水濾過などに用いる中空糸膜束の製造に適用することが望ましいが、ブラシなどに用いる糸束等、あらゆる糸束の製造に適用することが考えられ、その応用範囲が上記に限られるものではない。
【図面の簡単な説明】
【0020】
【図1】本発明による糸束の製造方法の一例を示す概略図である。
【図2】本発明による糸束の製造方法における熱による切断の一例を示す概略図である。
【図3】本発明による糸束の製造方法における熱による切断の別の例を示す概略図である。
【図4】従来の糸束の製造方法の一例を示す概略図である。
【図5】従来技術による糸束の製造方法における熱による切断の一例を示す概略図である。
【図6】本発明による糸束の製造方法における巻き取り枠の別の例を示す概略図である。
【図7】本発明による糸束の製造方法における巻き取り枠の別の例を示す概略図である。
【符号の説明】
【0021】
1:巻き取り枠
2:糸束
3:フィルム
4:刃物
5:ケース
6:熱板
7:中空糸膜束
8:熱線
9:糸束カバー
10:熱板
11:巻き取り枠固定部
12:糸束固定機構
13:糸束切断装置
14:糸束チャック
15:フィルム
16:糸条
17:巻き取り装置
【特許請求の範囲】
【請求項1】
巻き取り枠に巻き取った糸束を、熱エネルギを用いて所定の長さに切断してケースに挿入するための糸束を得る糸束の製造方法。
【請求項2】
該糸束が中空糸膜の束である請求項1に記載の糸束の製造方法。
【請求項3】
切断と同時に中空糸膜束端面の開口部の一方または両方を目止めする請求項2に記載の糸束の製造方法。
【請求項1】
巻き取り枠に巻き取った糸束を、熱エネルギを用いて所定の長さに切断してケースに挿入するための糸束を得る糸束の製造方法。
【請求項2】
該糸束が中空糸膜の束である請求項1に記載の糸束の製造方法。
【請求項3】
切断と同時に中空糸膜束端面の開口部の一方または両方を目止めする請求項2に記載の糸束の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−126825(P2010−126825A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−300533(P2008−300533)
【出願日】平成20年11月26日(2008.11.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年11月26日(2008.11.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]