
組立品の取付方法及び装置
【課題】 第1の部品に対する第2の部品の取付強度が低下することを防止する。
【解決手段】超音波溶着機50の超音波ホーン51を突起1aと上下に対向させる。超音波ホーン51を超音波振動させつつ下方へ移動させることにより、突起1aの上端部を溶融する。超音波ホーン51が所定の設計位置まで移動したことを位置検出手段(図示せず)が検出したら、第3可動部材34を上方へ移動させ、超音波ホーン51を突起1aから上方へ離間させる。
【解決手段】超音波溶着機50の超音波ホーン51を突起1aと上下に対向させる。超音波ホーン51を超音波振動させつつ下方へ移動させることにより、突起1aの上端部を溶融する。超音波ホーン51が所定の設計位置まで移動したことを位置検出手段(図示せず)が検出したら、第3可動部材34を上方へ移動させ、超音波ホーン51を突起1aから上方へ離間させる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、第1の部品の樹脂からなる突起を第2の部品の貫通孔に挿通し、貫通孔から突出した突起の先端部を超音波ホーンによって溶融した後、固化させることにより、第1の部品に第2の部品を取り付けるようにした組立品の取付方法及び取付装置に関する。
【背景技術】
【0002】
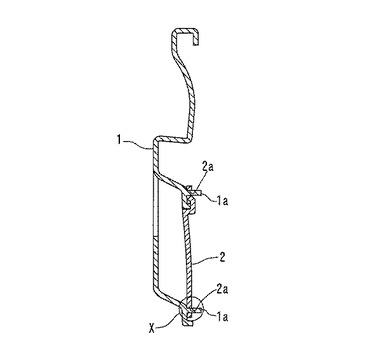
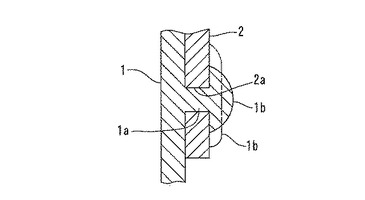
一般に、ドアトリム(組立品)は、図2に示すように、トリム本体(第1の部品)1にポケットパネル(第2の部品)2を取り付けることによって構成されている。トリム本体1は、樹脂からなるものであり、複数(この例では4個)の突起1aが一体に成形されている。一方、ポケットパネル2には、貫通孔2aが突起1aと同数個形成されている。各貫通孔2aには、突起1aがそれぞれ挿通されている。そして、貫通孔2aから突出した突起1aの先端部が超音波ホーン(図示せず)によって溶融される。その後、溶融された部分が固化すると、図3に示すように、ポケットパネル2がトリム本体1と固化部1bとによって挟持される。これにより、ポケットパネル2がトリム本体1に取り付けられている。
【0003】
超音波ホーンによって突起1aを溶融する場合には、下記特許文献1に記載されているように、超音波振動する超音波ホーンを例えばエアシリンダにより所定の圧力で突起1aの先端面に押し当てる。そして、その状態で所定時間経過させる。すると、超音波ホーンが突起1aの先端部を溶融しながらその基端側へ移動し、突起1aをその先端面から基端側へ向かって所定の長さだけ溶融する。
【0004】
【特許文献1】特開2007−38422号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のような溶融方法を採用した従来の取付方法では、ポケットパネル2のトリム本体1に対する取付強度が低下するという問題があった。すなわち、超音波ホーンを突起1aに一定の圧力で押し付けた状態で一定時間経過すれば、超音波ホーンは突起の先端側から基端側へ向かって予め設定された所定の設計位置まで移動するはずである。ところが、突起1aの長さ及び太さには、不可避の製造誤差がある。突起1aの長さ及び/又は太さが設計値より大きい場合には、超音波ホーンが所定の設計位置まで移動することがなく、その手前の位置までしか移動しない。すると、固化部1bが設計位置より突起1aの先端側に形成されるため、固化部1bとポケットパネル2との接触面積が小さくなったり、固化部1bとポケットパネル2との間に僅かの隙間が形成されることがある。この結果、ポケットパネル2のトリム本体1への取付強度が低下してしまう。逆に、突起1aの長さ及び/又は太さが設計値より小さい場合には、超音波ホーンが設計位置より突起1aの基端側まで移動してしまう。この結果、固化部1bの厚さ(突起1aの長さ方向における厚さ)が薄くなってしまい、固化部1bの強度が低下する。したがって、この場合にもポケットパネル2のトリム本体1への取付強度が低下してしまう。
【課題を解決するための手段】
【0006】
上記の問題を解決するために、この発明に係る組立品の取付方法は、第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の先端側から基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付方法において、上記超音波ホーンを位置制御して、上記超音波ホーンを上記突起の先端側から基端側へ向って所定の設計位置まで移動させることを特徴としている。
また、上記の問題を解決するために、この発明に係る組立品の取付装置は、第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付装置において、上記突起が上記第2の部品の上記貫通孔に挿通された状態で上記第1の部品が取り付けられる取付部を有する装置本体と、この装置本体に上記突起の長手方向へ移動可能に設けられた可動部材と、この可動部材を上記突起の長手方向へ移動させる移動手段と、超音波ホーンを有し、この超音波ホーンを上記突起の先端面と対向させた状態で上記可動部材に取り付けられた超音波溶着機と、上記突起の長手方向における上記超音波ホーンの位置を検出する位置検出手段と、上記移動手段を制御して、上記超音波ホーンが上記突起を溶融しつつ所定の設計位置に達したことを上記位置検出手段が検出するまで上記可動部材を上記突起の先端側から基端側へ移動させる制御手段とを備えていることを特徴としている。
この場合、上記装置本体にX−Y−Z軸ステージが設けられ、このX−Y−Z軸ステージのZ軸方向へ移動する部材が上記可動部材として用いられ、上記制御手段が、上記可動部材のX軸方向及びY軸方向への移動をも制御することが望ましい。
【発明の効果】
【0007】
上記特徴構成を有するこの発明によれば、超音波ホーンが位置制御されているから、超音波ホーンは、突起の先端部を溶融しながら必ず所定の設計位置まで移動する。したがって、突起の溶融部分が固化することによって形成される固化部が所定の位置より突起の先端側に位置したり、固化部が過度に薄くなるような事態を防止することができる。よって、第2の部品の第1の部品に対する取付強度が低下することを防止することができる。
【発明を実施するための最良の形態】
【0008】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
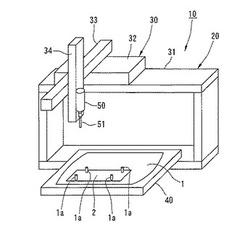
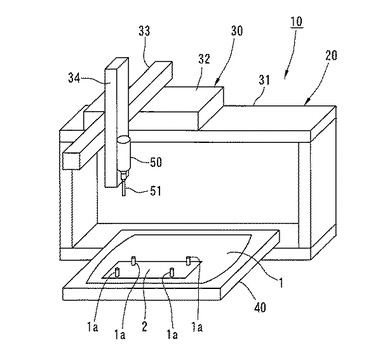
図1は、この発明に係る組立品の取付装置の一実施の形態を示す。こ実施の形態の取付装置10は、図2に示すトリム本体(第1の部品)1にポケットパネル(第2の部品)2を取り付けるためのものであり、装置本体20を有している。装置本体20は、X−Y−Z軸ステージ30と、取付部40とを有している。
【0009】
X−Y−Z軸ステージ30は、床面等に設置される基台31を有している。この基台31の上部には、第1可動部材32が左右方向へ移動可能に設けられている。第1可動部材32は、モータ及びボールねじ等からなる第1移動源(図示せず)によって左右方向へ移動させられる。第1可動部材32には、第2可動部材33が前後方向へ移動可能に設けられている。第2可動部材33は、モータ及びボールねじ等からなる第2移動源(図示せず)によって前後方向へ移動させられる。第2可動部材33には、第3可動部材(可動部材)34が上下方向へ移動可能に設けられている。第3可動部材34は、モータ及びボールねじ等からなる第3移動源(図示せず)によって上下方向へ移動させられる。
【0010】
第3可動部材34には、超音波溶着機50が設けられている。超音波溶着機50は、長手方向を上下方向に向けた超音波ホーン51を有している。この超音波ホーン51は、その下端面が突起1aの先端面に突き当たる当接面とされており、当接面を下方に向けた状態で配置されている。勿論、超音波ホーン51は、超音波溶着機50に内蔵された超音波振動源(図示せず)によって上下方向へ超音波振動させられる。
【0011】
基台31には、光センサ等からなる位置検出手段(図示せず)が設けられている。この位置検出手段は、超音波ホーン51の当接面が所定の位置まで移動したことを検出すると、後述する制御手段(図示せず)に検出信号を発する。
【0012】
取付部40は、基台31の前側の下部に固定されており、その上面の所定の箇所にはトリム本体1が取り付けられる。この場合、トリム本体1は、その突起1aが上方に向かって起した状態で取り付けられる。突起1aはポケットパネル2の貫通孔2aにその下端開口部から挿通される。
【0013】
取付部40には、真空吸引手段を設けることが望ましい。真空吸引手段は、トリム本体1の下面の突起1a近傍部分を吸引して取付部の上面にトリム本体1の下面を押圧接触させ、それによって突起1aの上下方向の位置に取付誤差が生じることを防止する。
【0014】
取付装置10は、パソコン等からなる制御手段(図示せず)を有している。この制御手段は、X−Y−Z軸ステージ30の第1、第2及び第3移動源を制御して、第1、第2及び第3可動部材32,33,34を左右方向、前後方向及び上下方向へそれぞれ移動させる。それとともに、超音波溶着機50を起動して超音波ホーン51を振動させる。そして、超音波ホーン51によって突起1aの貫通孔2aから上方へ突出した先端部を溶融させる。
【0015】
すなわち、いま超音波ホーン51が所定の初期位置に位置しているものとする。この初期位置は、超音波ホーン51の当接面がいずれの突起1aの先端面よりも上側に位置するように設定されている。また、取付部40には、トリム本体1が取り付けられ、その突起1aがポケットパネル2の貫通孔2aに挿通されているものとする。
【0016】
取付作業が開始すると、制御手段は、まずX−Y−Z軸ステージ30の第1及び第2移動源を制御して、第1及び第2可動部材32,33を左右方向及び前後方向へそれぞれ移動させ、超音波ホーン51の当接面が突起1aの先端面(上端面)と上下に対向するように第3可動部材34を移動させる。その後、制御手段は、第3移動源を制御し、超音波ホーン51の当接面が突起1aの先端面から所定距離だけ上側の位置に達するまで第3可動部材34を高速で下方へ移動させる。この場合、第3可動部材34の高速での下方へ移動位置は、突起1aの長さ方向の製造誤差を考慮し、突起1aの先端面から所定距離だけ上方に離間した位置に決定される。
【0017】
次に、制御手段は、第3移動源を制御して、第3可動部材34を所定の低速度で下方へ移動させる。これと同時に、超音波溶着機50を起動して超音波ホーン51を超音波振動させる。超音波ホーン51が所定距離だけ下方へ移動すると、超音波ホーン51の当接面が突起1aの先端面に突き当たり、突起1aの先端部を溶融させる。その後、超音波ホーン51が所定の設計位置まで移動すると、そのことを一検出手段が検出し、検出信号を制御手段に発する。すると、制御手段は、第3移動源を制御して第3可動部材34及び超音波ホーン51を所定の位置まで上方へ移動させ、超音波ホーン51を溶融部分から上方へ離間させる。超音波ホーン51は、初期位置と同じ高さの位置まで上方へ移動させることが望ましい。超音波ホーン51の上方への移動と同時に、又は移動完了後、超音波溶着機50が停止させられ、超音波ホーン51の振動が停止させられる。
【0018】
その後、所定時間経過させ、突起1aの溶融部分を自然冷却して固化させる。これによって、固化部1bが形成され。この場合、溶融部分の固化を短時間で行うために、基台31又は第3可動部材34にノズル(図示せず)を設け、このノズルから溶融部分に向かって冷却空気を吹き付けることが望ましい。なお、溶融部分が冷却するまで超音波ホーン51を設定位置に位置させておいてもよい。その場合、超音波ホーン51の超音波振動を停止させておくべきことは勿論である。
【0019】
一つの突起1aの溶融、固化が完了した後、溶融すべき他の突起1aが残っている場合には、上記作業が繰り返される。つまり、超音波ホーン51の前後方向及び左右方向への移動、超音波ホーンの下方への高速移動、超音波ホーンの下方への設計位置までの低速移動及び超音波振動による当該他の突起の溶融、及びその後の固化が順次実行される。なお、設計位置は、各突起1a毎に予め定められている。これらの作業は、全ての突起1aが溶融固化されるまで繰り返される。全ての突起1aの溶融、固化が完了してトリム本体1へのポケットパネル2の取付が完了すると、超音波ホーン51が初期位置に戻される。そして、次のトリム本体1へのポケットパネル2の取り付けに備えられる。
【0020】
上記のように、この発明に係る取付装置10によれば、超音波ホーン51が所定の設計位置まで必ず移動させられるから、突起1aの長さ及び太さに拘わらず、固化部1bが突起1aの先端部の一定の位置に形成される。したがって、固化部1bのパネルポケット2に対する接触面積が小さくなったり、固化部1bとパネルポケット2との間に僅かの隙間が形成されたりすることがなく、あるいは固化部1bの厚さが過度に薄くなったりすることがない。よって、ポケットパネル2のトリム本体1への取付強度が低下することを防止することができ、取付強度を一定にすることができる。
【0021】
なお、この発明は、上記の実施の形態に限定されるものでなく、その要旨を逸脱しない範囲において適宜変更可能である。
例えば、上記の実施の形態においては、複数の突起1aを溶着固化させるために、X−Y−Z軸ステージ30が用いられているが、突起1aが一つだけである場合には、第1及び第2可動部材32,33が不要であり、第3可動部材34だけを設ければよい。
【図面の簡単な説明】
【0022】
【図1】この発明に係る組立品の取付装置の一実施の形態を示す斜視図である。
【図2】図1に示す取付装置の取付対象の一例たるドアトリムの概略構成を示す断面図である。
【図3】ドアトリムの突起に固化部が形成された状態を示す図2のX円部の拡大図である。
【符号の説明】
【0023】
1 トリム本体(第1の部品)
1a 突起
2 ポケットパネル
2a 貫通孔
10 組立品の取付装置
20 装置本体
30 X−Y−Z軸ステージ
34 第3可動部材(可動部材)
40 取付部
50 超音波溶着機
51 超音波ホーン
【技術分野】
【0001】
この発明は、第1の部品の樹脂からなる突起を第2の部品の貫通孔に挿通し、貫通孔から突出した突起の先端部を超音波ホーンによって溶融した後、固化させることにより、第1の部品に第2の部品を取り付けるようにした組立品の取付方法及び取付装置に関する。
【背景技術】
【0002】
一般に、ドアトリム(組立品)は、図2に示すように、トリム本体(第1の部品)1にポケットパネル(第2の部品)2を取り付けることによって構成されている。トリム本体1は、樹脂からなるものであり、複数(この例では4個)の突起1aが一体に成形されている。一方、ポケットパネル2には、貫通孔2aが突起1aと同数個形成されている。各貫通孔2aには、突起1aがそれぞれ挿通されている。そして、貫通孔2aから突出した突起1aの先端部が超音波ホーン(図示せず)によって溶融される。その後、溶融された部分が固化すると、図3に示すように、ポケットパネル2がトリム本体1と固化部1bとによって挟持される。これにより、ポケットパネル2がトリム本体1に取り付けられている。
【0003】
超音波ホーンによって突起1aを溶融する場合には、下記特許文献1に記載されているように、超音波振動する超音波ホーンを例えばエアシリンダにより所定の圧力で突起1aの先端面に押し当てる。そして、その状態で所定時間経過させる。すると、超音波ホーンが突起1aの先端部を溶融しながらその基端側へ移動し、突起1aをその先端面から基端側へ向かって所定の長さだけ溶融する。
【0004】
【特許文献1】特開2007−38422号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記のような溶融方法を採用した従来の取付方法では、ポケットパネル2のトリム本体1に対する取付強度が低下するという問題があった。すなわち、超音波ホーンを突起1aに一定の圧力で押し付けた状態で一定時間経過すれば、超音波ホーンは突起の先端側から基端側へ向かって予め設定された所定の設計位置まで移動するはずである。ところが、突起1aの長さ及び太さには、不可避の製造誤差がある。突起1aの長さ及び/又は太さが設計値より大きい場合には、超音波ホーンが所定の設計位置まで移動することがなく、その手前の位置までしか移動しない。すると、固化部1bが設計位置より突起1aの先端側に形成されるため、固化部1bとポケットパネル2との接触面積が小さくなったり、固化部1bとポケットパネル2との間に僅かの隙間が形成されることがある。この結果、ポケットパネル2のトリム本体1への取付強度が低下してしまう。逆に、突起1aの長さ及び/又は太さが設計値より小さい場合には、超音波ホーンが設計位置より突起1aの基端側まで移動してしまう。この結果、固化部1bの厚さ(突起1aの長さ方向における厚さ)が薄くなってしまい、固化部1bの強度が低下する。したがって、この場合にもポケットパネル2のトリム本体1への取付強度が低下してしまう。
【課題を解決するための手段】
【0006】
上記の問題を解決するために、この発明に係る組立品の取付方法は、第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の先端側から基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付方法において、上記超音波ホーンを位置制御して、上記超音波ホーンを上記突起の先端側から基端側へ向って所定の設計位置まで移動させることを特徴としている。
また、上記の問題を解決するために、この発明に係る組立品の取付装置は、第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付装置において、上記突起が上記第2の部品の上記貫通孔に挿通された状態で上記第1の部品が取り付けられる取付部を有する装置本体と、この装置本体に上記突起の長手方向へ移動可能に設けられた可動部材と、この可動部材を上記突起の長手方向へ移動させる移動手段と、超音波ホーンを有し、この超音波ホーンを上記突起の先端面と対向させた状態で上記可動部材に取り付けられた超音波溶着機と、上記突起の長手方向における上記超音波ホーンの位置を検出する位置検出手段と、上記移動手段を制御して、上記超音波ホーンが上記突起を溶融しつつ所定の設計位置に達したことを上記位置検出手段が検出するまで上記可動部材を上記突起の先端側から基端側へ移動させる制御手段とを備えていることを特徴としている。
この場合、上記装置本体にX−Y−Z軸ステージが設けられ、このX−Y−Z軸ステージのZ軸方向へ移動する部材が上記可動部材として用いられ、上記制御手段が、上記可動部材のX軸方向及びY軸方向への移動をも制御することが望ましい。
【発明の効果】
【0007】
上記特徴構成を有するこの発明によれば、超音波ホーンが位置制御されているから、超音波ホーンは、突起の先端部を溶融しながら必ず所定の設計位置まで移動する。したがって、突起の溶融部分が固化することによって形成される固化部が所定の位置より突起の先端側に位置したり、固化部が過度に薄くなるような事態を防止することができる。よって、第2の部品の第1の部品に対する取付強度が低下することを防止することができる。
【発明を実施するための最良の形態】
【0008】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
図1は、この発明に係る組立品の取付装置の一実施の形態を示す。こ実施の形態の取付装置10は、図2に示すトリム本体(第1の部品)1にポケットパネル(第2の部品)2を取り付けるためのものであり、装置本体20を有している。装置本体20は、X−Y−Z軸ステージ30と、取付部40とを有している。
【0009】
X−Y−Z軸ステージ30は、床面等に設置される基台31を有している。この基台31の上部には、第1可動部材32が左右方向へ移動可能に設けられている。第1可動部材32は、モータ及びボールねじ等からなる第1移動源(図示せず)によって左右方向へ移動させられる。第1可動部材32には、第2可動部材33が前後方向へ移動可能に設けられている。第2可動部材33は、モータ及びボールねじ等からなる第2移動源(図示せず)によって前後方向へ移動させられる。第2可動部材33には、第3可動部材(可動部材)34が上下方向へ移動可能に設けられている。第3可動部材34は、モータ及びボールねじ等からなる第3移動源(図示せず)によって上下方向へ移動させられる。
【0010】
第3可動部材34には、超音波溶着機50が設けられている。超音波溶着機50は、長手方向を上下方向に向けた超音波ホーン51を有している。この超音波ホーン51は、その下端面が突起1aの先端面に突き当たる当接面とされており、当接面を下方に向けた状態で配置されている。勿論、超音波ホーン51は、超音波溶着機50に内蔵された超音波振動源(図示せず)によって上下方向へ超音波振動させられる。
【0011】
基台31には、光センサ等からなる位置検出手段(図示せず)が設けられている。この位置検出手段は、超音波ホーン51の当接面が所定の位置まで移動したことを検出すると、後述する制御手段(図示せず)に検出信号を発する。
【0012】
取付部40は、基台31の前側の下部に固定されており、その上面の所定の箇所にはトリム本体1が取り付けられる。この場合、トリム本体1は、その突起1aが上方に向かって起した状態で取り付けられる。突起1aはポケットパネル2の貫通孔2aにその下端開口部から挿通される。
【0013】
取付部40には、真空吸引手段を設けることが望ましい。真空吸引手段は、トリム本体1の下面の突起1a近傍部分を吸引して取付部の上面にトリム本体1の下面を押圧接触させ、それによって突起1aの上下方向の位置に取付誤差が生じることを防止する。
【0014】
取付装置10は、パソコン等からなる制御手段(図示せず)を有している。この制御手段は、X−Y−Z軸ステージ30の第1、第2及び第3移動源を制御して、第1、第2及び第3可動部材32,33,34を左右方向、前後方向及び上下方向へそれぞれ移動させる。それとともに、超音波溶着機50を起動して超音波ホーン51を振動させる。そして、超音波ホーン51によって突起1aの貫通孔2aから上方へ突出した先端部を溶融させる。
【0015】
すなわち、いま超音波ホーン51が所定の初期位置に位置しているものとする。この初期位置は、超音波ホーン51の当接面がいずれの突起1aの先端面よりも上側に位置するように設定されている。また、取付部40には、トリム本体1が取り付けられ、その突起1aがポケットパネル2の貫通孔2aに挿通されているものとする。
【0016】
取付作業が開始すると、制御手段は、まずX−Y−Z軸ステージ30の第1及び第2移動源を制御して、第1及び第2可動部材32,33を左右方向及び前後方向へそれぞれ移動させ、超音波ホーン51の当接面が突起1aの先端面(上端面)と上下に対向するように第3可動部材34を移動させる。その後、制御手段は、第3移動源を制御し、超音波ホーン51の当接面が突起1aの先端面から所定距離だけ上側の位置に達するまで第3可動部材34を高速で下方へ移動させる。この場合、第3可動部材34の高速での下方へ移動位置は、突起1aの長さ方向の製造誤差を考慮し、突起1aの先端面から所定距離だけ上方に離間した位置に決定される。
【0017】
次に、制御手段は、第3移動源を制御して、第3可動部材34を所定の低速度で下方へ移動させる。これと同時に、超音波溶着機50を起動して超音波ホーン51を超音波振動させる。超音波ホーン51が所定距離だけ下方へ移動すると、超音波ホーン51の当接面が突起1aの先端面に突き当たり、突起1aの先端部を溶融させる。その後、超音波ホーン51が所定の設計位置まで移動すると、そのことを一検出手段が検出し、検出信号を制御手段に発する。すると、制御手段は、第3移動源を制御して第3可動部材34及び超音波ホーン51を所定の位置まで上方へ移動させ、超音波ホーン51を溶融部分から上方へ離間させる。超音波ホーン51は、初期位置と同じ高さの位置まで上方へ移動させることが望ましい。超音波ホーン51の上方への移動と同時に、又は移動完了後、超音波溶着機50が停止させられ、超音波ホーン51の振動が停止させられる。
【0018】
その後、所定時間経過させ、突起1aの溶融部分を自然冷却して固化させる。これによって、固化部1bが形成され。この場合、溶融部分の固化を短時間で行うために、基台31又は第3可動部材34にノズル(図示せず)を設け、このノズルから溶融部分に向かって冷却空気を吹き付けることが望ましい。なお、溶融部分が冷却するまで超音波ホーン51を設定位置に位置させておいてもよい。その場合、超音波ホーン51の超音波振動を停止させておくべきことは勿論である。
【0019】
一つの突起1aの溶融、固化が完了した後、溶融すべき他の突起1aが残っている場合には、上記作業が繰り返される。つまり、超音波ホーン51の前後方向及び左右方向への移動、超音波ホーンの下方への高速移動、超音波ホーンの下方への設計位置までの低速移動及び超音波振動による当該他の突起の溶融、及びその後の固化が順次実行される。なお、設計位置は、各突起1a毎に予め定められている。これらの作業は、全ての突起1aが溶融固化されるまで繰り返される。全ての突起1aの溶融、固化が完了してトリム本体1へのポケットパネル2の取付が完了すると、超音波ホーン51が初期位置に戻される。そして、次のトリム本体1へのポケットパネル2の取り付けに備えられる。
【0020】
上記のように、この発明に係る取付装置10によれば、超音波ホーン51が所定の設計位置まで必ず移動させられるから、突起1aの長さ及び太さに拘わらず、固化部1bが突起1aの先端部の一定の位置に形成される。したがって、固化部1bのパネルポケット2に対する接触面積が小さくなったり、固化部1bとパネルポケット2との間に僅かの隙間が形成されたりすることがなく、あるいは固化部1bの厚さが過度に薄くなったりすることがない。よって、ポケットパネル2のトリム本体1への取付強度が低下することを防止することができ、取付強度を一定にすることができる。
【0021】
なお、この発明は、上記の実施の形態に限定されるものでなく、その要旨を逸脱しない範囲において適宜変更可能である。
例えば、上記の実施の形態においては、複数の突起1aを溶着固化させるために、X−Y−Z軸ステージ30が用いられているが、突起1aが一つだけである場合には、第1及び第2可動部材32,33が不要であり、第3可動部材34だけを設ければよい。
【図面の簡単な説明】
【0022】
【図1】この発明に係る組立品の取付装置の一実施の形態を示す斜視図である。
【図2】図1に示す取付装置の取付対象の一例たるドアトリムの概略構成を示す断面図である。
【図3】ドアトリムの突起に固化部が形成された状態を示す図2のX円部の拡大図である。
【符号の説明】
【0023】
1 トリム本体(第1の部品)
1a 突起
2 ポケットパネル
2a 貫通孔
10 組立品の取付装置
20 装置本体
30 X−Y−Z軸ステージ
34 第3可動部材(可動部材)
40 取付部
50 超音波溶着機
51 超音波ホーン
【特許請求の範囲】
【請求項1】
第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の先端側から基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付方法において、
上記超音波ホーンを位置制御して、上記超音波ホーンを上記突起の先端側から基端側へ向って所定の設計位置まで移動させることを特徴とする組立品の取付方法。
【請求項2】
第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付装置において、
上記突起が上記第2の部品の上記貫通孔に挿通された状態で上記第1の部品が取り付けられる取付部を有する装置本体と、この装置本体に上記突起の長手方向へ移動可能に設けられた可動部材と、この可動部材を上記突起の長手方向へ移動させる移動手段と、超音波ホーンを有し、この超音波ホーンを上記突起の先端面と対向させた状態で上記可動部材に取り付けられた超音波溶着機と、上記突起の長手方向における上記超音波ホーンの位置を検出する位置検出手段と、上記移動手段を制御して、上記超音波ホーンが上記突起を溶融しつつ所定の設計位置に達したことを上記位置検出手段が検出するまで上記可動部材を上記突起の先端側から基端側へ移動させる制御手段とを備えていることを特徴とする組立品の取付装置。
【請求項3】
上記装置本体にX−Y−Z軸ステージが設けられ、このX−Y−Z軸ステージのZ軸方向へ移動する部材が上記可動部材として用いられ、上記制御手段が、上記可動部材のX軸方向及びY軸方向への移動をも制御することを特徴とする請求項2に記載の組立品の取付装置。
【請求項1】
第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の先端側から基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付方法において、
上記超音波ホーンを位置制御して、上記超音波ホーンを上記突起の先端側から基端側へ向って所定の設計位置まで移動させることを特徴とする組立品の取付方法。
【請求項2】
第1の部品に設けられた樹脂製の突起を第2の部品に設けられた貫通孔に挿通し、上記貫通孔から突出した上記突起の先端面に超音波ホーンを押し当て、この超音波ホーンを超音波振動させつつ上記突起の基端側へ移動させて上記貫通孔から突出した上記突起の先端部を溶融させた後、固化させることにより、上記第1の部品に上記第2の部品を取り付ける組立品の取付装置において、
上記突起が上記第2の部品の上記貫通孔に挿通された状態で上記第1の部品が取り付けられる取付部を有する装置本体と、この装置本体に上記突起の長手方向へ移動可能に設けられた可動部材と、この可動部材を上記突起の長手方向へ移動させる移動手段と、超音波ホーンを有し、この超音波ホーンを上記突起の先端面と対向させた状態で上記可動部材に取り付けられた超音波溶着機と、上記突起の長手方向における上記超音波ホーンの位置を検出する位置検出手段と、上記移動手段を制御して、上記超音波ホーンが上記突起を溶融しつつ所定の設計位置に達したことを上記位置検出手段が検出するまで上記可動部材を上記突起の先端側から基端側へ移動させる制御手段とを備えていることを特徴とする組立品の取付装置。
【請求項3】
上記装置本体にX−Y−Z軸ステージが設けられ、このX−Y−Z軸ステージのZ軸方向へ移動する部材が上記可動部材として用いられ、上記制御手段が、上記可動部材のX軸方向及びY軸方向への移動をも制御することを特徴とする請求項2に記載の組立品の取付装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−36513(P2010−36513A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−204035(P2008−204035)
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]