
組電池の製造方法およびその方法によって製造された組電池
【課題】複数の電池が積層されてなる組電池を製造するにあたって、正極タブと負極タブとの接合作業を容易にし、作業効率を向上させることができる組電池の製造方法および組電池を提供する。
【解決手段】組電池は、正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部103を形成すると共に、正極板及び負極板にそれぞれ接続された板状の正極タブ100及び負極タブ101を本体部103から導出してなる電池10が複数積層されるとともに、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている。この組電池を、各電池の正極タブを隣接する電池の負極タブに重ね合わすように、複数の電池を直線状に配列し、正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブ102を形成した後、接合タブを折り曲げて複数の電池を積層することによって製造する。
【解決手段】組電池は、正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部103を形成すると共に、正極板及び負極板にそれぞれ接続された板状の正極タブ100及び負極タブ101を本体部103から導出してなる電池10が複数積層されるとともに、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている。この組電池を、各電池の正極タブを隣接する電池の負極タブに重ね合わすように、複数の電池を直線状に配列し、正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブ102を形成した後、接合タブを折り曲げて複数の電池を積層することによって製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、組電池の製造方法およびその方法によって製造された組電池に関するものである。
【背景技術】
【0002】
正極板及び負極板を積層してなる発電要素をラミネートフィルム等の外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、複数の電池が積層された状態において、正極タブと負極タブとが溶接やカシメ等によって接合されることによって各電池が電気的に接続される組電池が知られている(特許文献1)。
【0003】
このような組電池の従来の製造方法は、積層方向に隣接する2つの電池において一方の電池に設けられる正極タブと他方の電池に設けられる負極タブとが対向するように、各電池を積層した後、各電池が積層された状態において、対向する正極タブと負極タブとのいずれか一方を他方に重ね合わせるように折り曲げて、重ね合わされた正極タブと負極タブとを溶接機等の接合器具によって接合するものである。すなわち、従来の組電池の製造方法は、各電池を積層した後に、正極タブと負極タブとを接合するものである。
【特許文献1】特開2004−227921号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上述した従来の組電池の製造方法では、接合するために重ね合わされた正極タブおよび負極タブと、積層方向に隣接する重ね合わされた正極タブおよび負極タブとの隙間が接合器具を挿入するのに充分な高さを有していない場合があり、接合器具を挿入することができず、正極タブまたは負極タブとの接合作業が困難であった。
【0005】
そこで本発明の目的は、複数の電池が積層されてなる組電池を製造するにあたって、正極タブと負極タブとの接合作業を容易にして、作業効率を向上させることができる組電池の製造方法および当該製造方法によって製造された組電池を提供する。
【課題を解決するための手段】
【0006】
本発明の上記目的は、下記の手段によって達成される。
(1)正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている組電池の製造方法であって、各電池の正極タブを隣接する電池の負極タブに重ね合わすように、前記複数の電池を直線状に配列する配列段階と、正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブを形成する接合段階と、接合タブを折り曲げて複数の電池を積層する折り曲げ段階とを有することを特徴とする組電池の製造方法。
(2)(1)に記載の組電池の製造方法によって製造される組電池。
【発明の効果】
【0007】
本発明によれば、複数の電池が積層されてなる組電池を製造するにあたって、複数の電池を積層する前に正極タブと負極タブとを接合する。これにより、接合を支障する支障物が存在しない状態で、正極タブと負極タブとを接合することができ、正極タブと負極タブとの接合作業が容易となり、作業効率が向上する。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施の形態を、図面を参照して詳細に説明する。
【0009】
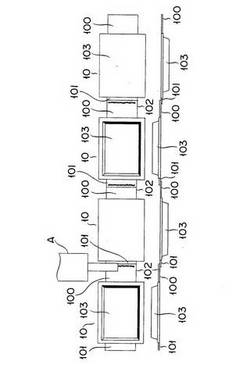
図1は、本発明の組電池1の概略側面図である。
【0010】
組電池1は、複数の電池10がジグザグの形状に積層されて構成され、各電池10の折り曲げられた正極タブ100が、積層方向に隣接する他の電池10に設けられる負極タブ101に接合されて、各電池10は電気的に接続されている。ここで、接合されて一体に形成された正極タブ100と負極タブ101とを、接合タブ102として以下に記す。
【0011】
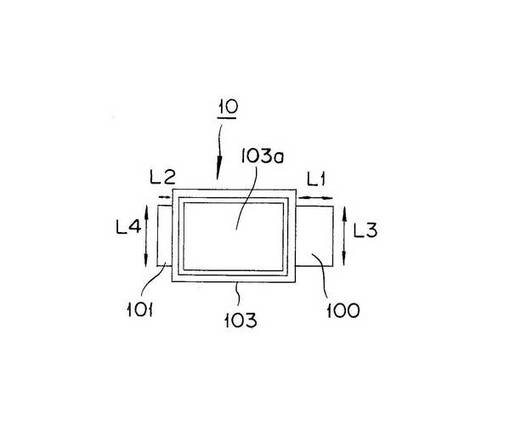
図2は、電池10の概略平面図である。
【0012】
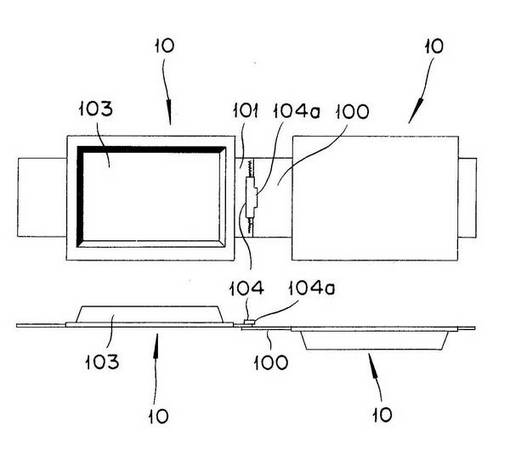
電池10は、本体部103と、本体部103から電池10の長手方向に伸延する正極タブ100および負極タブ101とを有している。本体部103は、図示しない正極板及び負極板を積層してなる図示しない発電要素を、ラミネートフィルムからなる外装部材103aによって封止することにより形成され、正極タブ100および負極タブ101は、正極板及び負極板にそれぞれ接続される。正極タブ100はアルミによって形成され、一方負極タブ101は銅によって形成されている。また、正極タブ100の電池10の長手方向の長さL1は負極タブ101の電池10の長手方向の長さL2よりも長く、正極タブ100の電池10の長手方向と直交する方向の幅L3は、負極タブ101の電池10の長手方向と直交する方向の幅L4と同一に形成されている。
【0013】
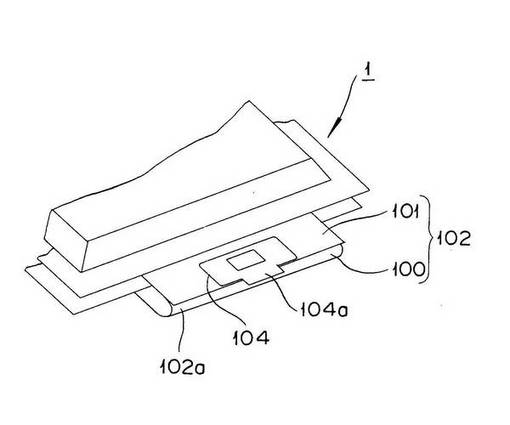
図3は、組電池1の部分斜視図である。
【0014】
組電池1は、複数の電池10が積層された状態において、負極タブ101の表面に接合された板状物104をさらに有する。板状物104には、制御線が接続され各電池の電圧検出用の端子として設けられる突出部104aが形成される。突出部104aは、接合タブ102が折り曲げられることによって形成される湾曲部102aの外面から、湾曲部102aの内面と反対の方向へ突出している。突出部104aが上記のように突出することによって、制御線を取り出すための端子を容易に形成することができ、リード板や電線を取り付ける必要が生じない。
【0015】
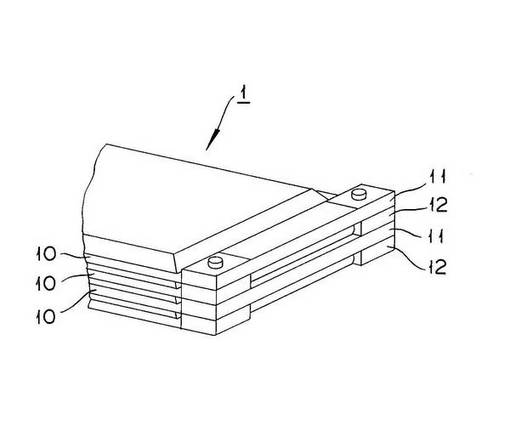
図4は、図3とは異なる態様で示す組電池1の部分斜視図である。
【0016】
図1および3には説明の便宜のために省略したが、複数の電池10が積層された状態において、組電池1は、端部において、交互に積層される絶縁性部材11とガイド部材12とをさらに有する。絶縁性部材11は、図1に示す積層方向に隣接する2つの折り曲げられた接合タブ102の外面間X(以下、2つの折り曲げられた接合タブ102の外面間X)に挿入されている。ガイド部材12は、接合タブ102の内面に当接するように、図1に示す折り曲げられた接合タブ102の内部Yに挿入されている。ここで、前記2つの折り曲げられた接合タブの外面間Xは、当該2つの接合タブ102同士が接合されていない状態にあることから、短絡を生じ得る領域といえる。しかし、上述したように絶縁性部材11が当該2つの折り曲げられた接合タブ102の外面間Xに存在していることから、本実施形態において前記短絡が確実に防止される。
【0017】
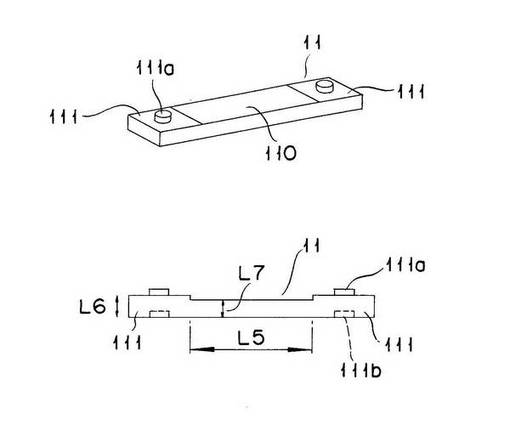
図5は、絶縁部材11の斜視図および側面図である。
【0018】
絶縁性部材11は、樹脂から形成され、第1のプレート部110と、第1のプレート部110の両端に設けられた2つの第1の固定部111とを有する。第1のプレート部110の軸方向の長さL5は、少なくとも正極タブ100と負極タブ101の幅L3,L4よりも長く、第1の固定部111の厚みL6は第1のプレート部の厚みL7よりも厚く形成されている。第1の固定部111の図に示す上側の表面には、第1の突起部111aが設けられ、下側表面には第1の穴部111bが設けられている。
【0019】
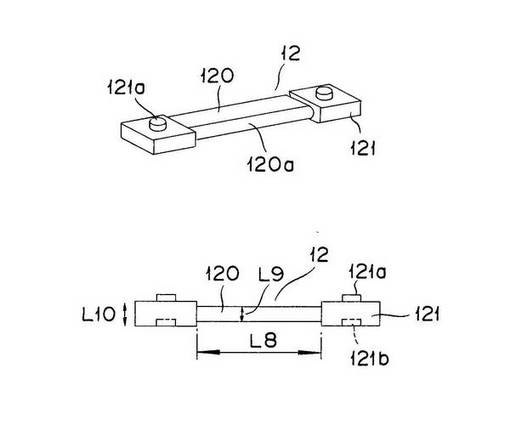
図6は、ガイド部材12の斜視図および側面図である。
【0020】
ガイド部材12は、絶縁性部材11と同じく樹脂から形成され、所定の曲面120aを備える第2のプレート部120と、第2のプレート部120の両端に設けられた2つの第2の固定部121とを有する。第2のプレート部120の軸方向の長さL8は、少なくとも正極タブ100と負極タブ101の幅L3,L4よりも長く、また第2の固定部の厚みL9は第2のプレート部120の厚みL10よりも厚く形成されている。第2の固定部121の図に示す上側表面には、第1の穴部111bと嵌合可能な第2の突起部121aが設けられ、下側の表面には、第2の突起部111aと嵌合可能な第2の穴部121bが設けられている。
【0021】
次に、本発明の組電池1の製造方法について説明する。
【0022】
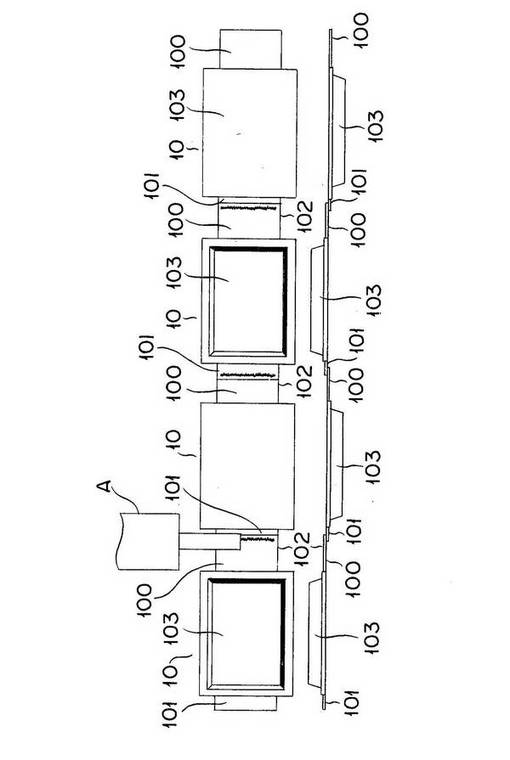
図7は、正極タブ100と負極タブ101との接合作業を説明するための平面図である。
【0023】
なお、図7において、板状物104は、説明の便宜のために図示を省略している。
【0024】
はじめに、各電池10の正極タブ100を隣接する電池10の負極タブ101に重ね合わすように、前記複数の電池10を直線状に配列する。このときには、各電池10は、本体部103の下部に配置されて本体部103のみに当接する図示しない支持台によって支持される。
【0025】
続いて、正極タブ100と負極タブ101とが重ね合わされた重ね合わせ部を溶接機Aにより溶接接合して接合タブ102を形成する。この際には、正極タブ100と負極タブ101の上下には支障物が存在しないことにより、重ね合わせ部を溶接機Aによって容易に挟み込んで溶接することができる。
【0026】
図8は、板状物104が負極タブ101に接合された状態を示す平面図および側面図である。
【0027】
次に、板成物104を、負極タブ101の2つの表面のうち正極タブ100と溶接が施された表面と反対側の表面に、突出部104aが負極タブ101の端部から当該負極タブ101が設けられている電池10の本体部103と反対側に突出するように溶接する。
【0028】
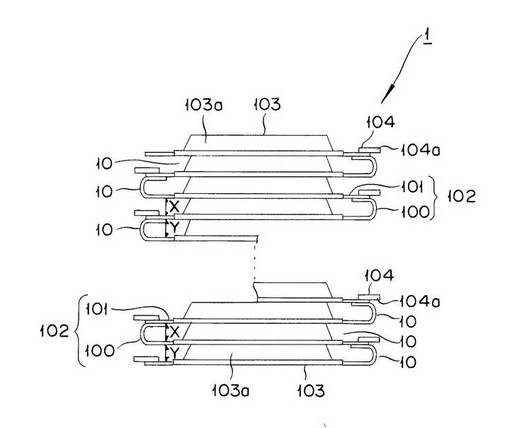
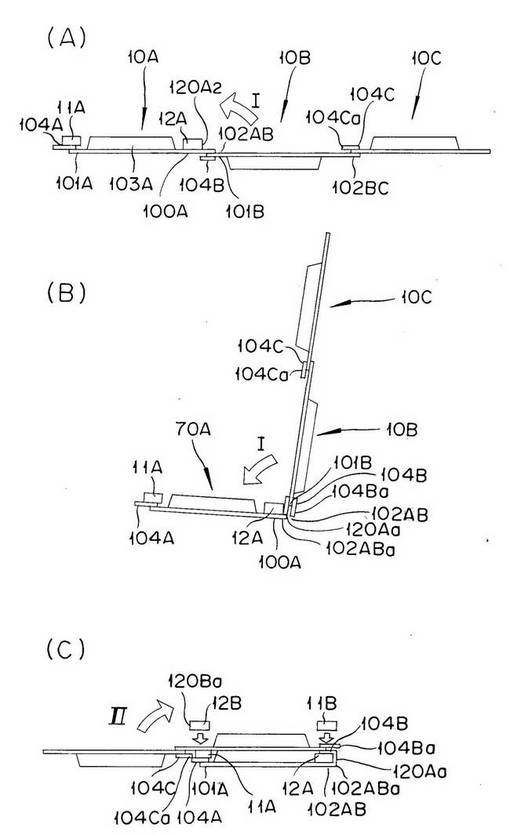
図9は、接合タブを折り曲げる折り曲げ作業を説明するための側面図である。
【0029】
図9(A)は、正極タブ100と負極タブ101、および負極タブ101と板状物104を溶接がされた3つの電池を示している。説明の便宜のため、図9(A)において、左側に位置する電池を電池10Aと、真ん中に位置する電池を電池10Bと、右側に位置する電池を電池10Cとして示す。また、電池10Aと電池10Bとを接合する接合タブを接合タブ102ABと、電池10Bと電池10Cとを接合する接合タブを接合タブ102BCとして示す。さらに、負極タブ101Aに接合された板状物を板状物104Aと、接合タブ102ABに接合された板状物を板状物104Bと、接合タブ102BCに接合された板状物を板状物104Cとして以下に示す。
【0030】
また、同じく説明の便宜のために、図9(A)および図9(B)に示される絶縁性部材およびガイド部材を、絶縁性部材11Aおよびガイド部材12Aと、図9(C)において新たに図示される絶縁性部材およびガイド部材を、絶縁性部材11Bおよびガイド部材12Bとして以下に示す。
【0031】
図9(A)に示すように、電池10Aと電池10Bとを接合する接合タブ102ABの上にガイド部材12Aを設置するとともに、接合タブ102ABと電池10Aの本体部103Aを介して反対側に位置する電池10Aの負極タブ101Aの上に絶縁性部材11Aを設置する。このときには、絶縁部材11Aの第1のプレート部が、板状物104Aおよび電池10Aの負極タブ101Aに当接し、絶縁部材11Aの第1の固定部は、負極タブ101Aの図に示す奥行き方向の両端部から突出するように、絶縁部材11Aを設置する。また、ガイド部材12Aについては、ガイド部材12Aの第2のプレート部が、接合タブ102ABに当接し、ガイド部材12Aの第2の固定部が接合タブ102ABの図に示す奥行き方向の両端部から突出するように、ガイド部材12Aを設置する。
【0032】
続いて、図9(A)および図9(B)に示すように、接合タブ102ABをガイド部材12Aの曲面120Aaに沿って方向Iに向けて折り曲げる。これにより、折り曲げられる接合タブ102ABに、ガイド部材12Aの曲面120Aaに対応して湾曲する湾曲部102ABaが形成される。このように、ガイド部材12Aを用いて接合タブ102ABを折り曲げることから、接合タブ102ABを折り曲げる精度が向上する。また、ガイド部材12Aの曲面120Aaの形状を調整すれば、折り曲げられて形成される湾曲部102ABaの形状を所望のものとすることができる。さらに、正極タブ100Aの軸方向の幅L1が、負極タブ101Bの軸方向の幅L2よりも長いことによって、接合される正極タブ100Aと正極タブ101Bとの重ね合わせ部の位置と、接合タブ102ABの折り曲げられる位置(図において、当該接合タブ102ABを構成する正極タブ100Aにおける電池10Aの長手方向の中心部)とをずらすことができる。これにより、負極タブ101Bと正極タブ100Aとの接合が、接合タブ102ABの折り曲げによって解除されることがない。
【0033】
また、接合タブ102ABが、図9(C)に示す状態にまで折り曲げられると同時に、板状物104Bの突出部104Baが湾曲部102ABaの外面から、湾曲部102ABaの内面と反対の方向へ突出する。このように、本実施形態において、接合タブ102ABを折り曲げる前に板状物104Bが負極タブ101Aに溶接されることによって、接合タブ102ABを折り曲げると同時に、突出部104Baが湾曲部102ABaの外面から突出されて電圧検出用の端子として形成される。
【0034】
続いて、図9(C)に示すように、既に折り曲げられた接合タブ102ABを介してガイド部材12Aと反対側に位置するように、当該折り曲げられた接合タブ102ABの上に絶縁性部材11Bを設置する。一方、接合タブ102BCの上にはガイド部材12Bを設置する。このときには、絶縁性部材11Bの第1のプレート部が、板状物104Bおよび接合タブ102ABに当接するとともに、絶縁性部材11Bの第1の固定部が接合タブ102BCの図に示す奥行き方向の両端部から突出し、さらに絶縁性部材11Bの第1の穴部がガイド部材12Aの第2の突起部に嵌合するように、絶縁性部材11Bを設置する。また、ガイド部材12Bについては、ガイド部材12Bの第2のプレート部が接合タブ102BCに当接するとともに、ガイド部材12Bの第1の固定部が接合タブ102ABの図に示す奥行き方向の両端部から突出し、さらにガイド部材12Bの第2の穴部が絶縁性部材11Aの第1の突起部に嵌合するように、ガイド部材12Bを設置する。これにより、絶縁性部材11Bとガイド部材12Aまたは絶縁性部材11Aとガイド部材12Bは、互いに固定される。
【0035】
続いて、接合タブ102ABをガイド部材12Bの曲面120Baに沿って方向Iと反対の方向である方向IIに向けて折り曲げる。これにより、上記と同様、接合タブ102BCにガイド部材12Bの曲面120Baに対応して湾曲する図示しない湾曲部が形成され、板状物104Cの突出部104Caが図示しない湾曲部の外面から、図示しない湾曲部の内面と反対の方向へ突出することとなる。また、このときには、絶縁性部材11Aが、折り曲げられる接合タブ102BCに対して支持台となることから、容易に接合タブ102BCの折り曲げを行なうことができる。
【0036】
以降も同様に、上述したように、絶縁性部材11とガイド部材12とを接合タブ102上に設置すること、および接合タブ102を順次反対の方向に折り曲げることを繰り返すことによって、図1に示すように、積層された複数の電池10がジグザグの形状を呈する組電池1が製造される。
【0037】
以上示したように、本実施形態によれば、組電池1を製造するにあたって、複数の電池10を積層する前に正極タブ100と負極タブ101とを接合する。これにより、接合を支障する支障物が存在しない状態で、正極タブ100と負極タブ101とを接合することができ、正極タブ100と負極タブ101との接合作業が容易となり、作業効率が向上する。
【0038】
また、複数の電池を積層した後に正極タブと負極タブとを接合する場合に生じ得る接合機器を介した短絡も防止される。また、このような短絡が生じ得ないことから、負極タブおよび正極タブの軸方向の長さや折り曲げられた後の接合タブ102の形状が、当該短絡を回避するために所定の長さや形状に形成されるよう限定されることがない。これにより、電池10の積層数が制限されることがない。
【0039】
また、複数の電池10が積層されると同時に、前記2つの折り曲げられた接合タブ102の外面間Xには絶縁性部材11が存在している。これにより、複数の電池10を積層した後に、前記2つの折り曲げられた接合タブ102の外面間Xに絶縁性部材11を挿入する手間が省略されるとともに、前記2つの折り曲げられた接合タブ102の外面間Xの高さが一律に形成される。
【0040】
また、複数の電池10を積層する前に、負極タブ101に板状物104が接合される。これにより、支障する支障物が存在しない状態で、上記の板状物104の接合を行なうことができ、その結果、複数の電池10が積層されると同時に、電圧検出用の端子である突出部104aが積層方向に連続的に形成される。これにより、接合の困難さによって電圧検出用の端子の接合を断念することがなく、各電池10の電圧を確実に検出することができる。また、各板状物104が負極タブ101に接合されていることから、電池10の電圧検出用の端子としての突出部104aの極性を明確に把握することができる。
【0041】
本発明は、上述した実施形態のみに限定されるものではなく、特許請求の範囲内において、種々改変することができる。
【0042】
例えば、負極タブ101の軸方向の幅L2を正極タブ100の軸方向の幅L1よりも長くすることとしてもよい。この場合には、負極タブ101と正極タブ100とを接合して接合タブ102を形成した後、当該接合タブ102を構成する負極タブ101が折り曲げられ、また正極タブ100の表面に板状物104が接合されることとなる。
【0043】
また、正極タブ100と負極タブ101との接合、および板状物104と負極タブ101または正極タブ100との接合は、溶接によるものに限られず、超音波接合、圧接、かしめ等により行なうことができる。
【0044】
さらに、複数の電池10が積層された状態において、絶縁性部材11とガイド部材12との固定は、積層された第1の固定部111および第2の固定部121を挿通するボルトによって行なうこととしてもよい。この場合、第1の固定部111および第2の固定部121には当該ボルトが螺合可能な穴が設けられる。
【0045】
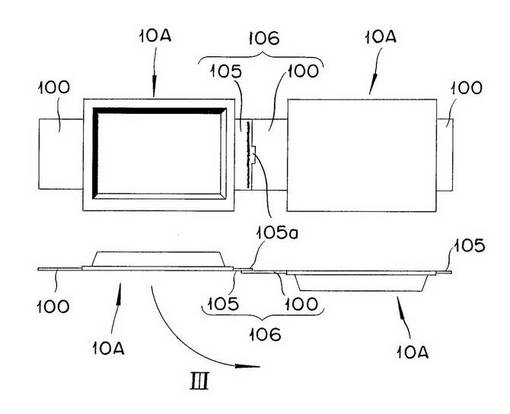
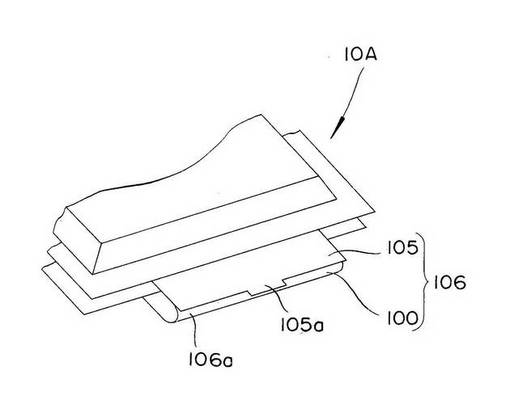
次に、本発明の他の実施形態について図10および11を用いて説明する。
本実施形態における組電池において、各電池10Aの電圧検出用の端子が、上述した実施形態と異なる方法により形成される。なお、以下の説明において、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。6本実施形態において、突出部105aは負極タブ105と同一材料で一体的に形成されている。
【0046】
負極タブ105と正極タブ100が接合された接合タブ106が図に示す方向IIIに折り曲げられたときには、突出部105aが、接合タブ106が折り曲げられることによって形成される湾曲部106aの外面から、湾曲部106aの内面と反対の方向へ突出して、電圧検出用の端子として形成される。
【0047】
本実施形態によれば、電圧検出用の端子を形成するにあたって、特別な加工を行なう必要がなく工程の短縮が図られる。
【0048】
なお、本実施形態において、上記の突出部は、正極タブと同一材料で一体的に形成されていてもよい。この場合には、正極タブの長手方向の幅が負極タブの軸方向の幅よりも短く形成される。
【0049】
さらに、本発明の他の実施形態について図12および13を用いて説明する。
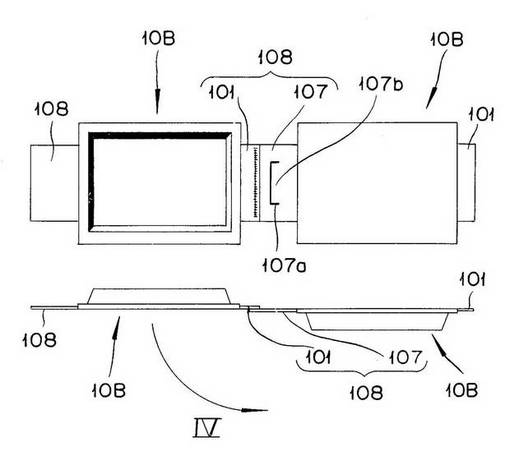
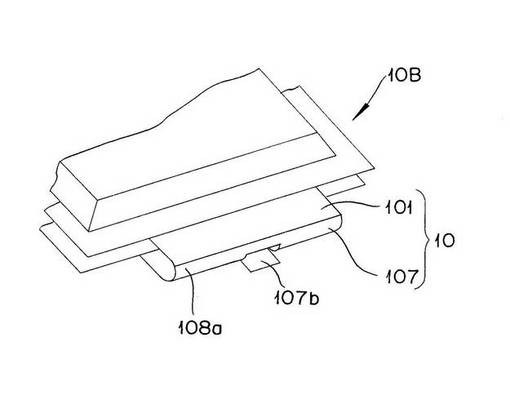
本実施形態における組電池において、各電池10Bの電圧検出用の端子が、上述した実施形態とさらに異なる方法により形成される。なお、以下の説明においても、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。 本実施形態において、正極タブ107に略コの字状を呈するスリット107aが形成されている。
【0050】
負極タブ101と正極タブ107とが接合された接合タブが、図に示す方向IVに折り曲げられたときには、正極タブ107における略コの字の内側領域部107bが、接合タブ108が折り曲げられることによって形成される湾曲部108aの外面から、当該湾曲部108aの内面と反対の方向へ突出して、電圧検出用の端子として形成される。
【0051】
本実施形態によれば、電圧検出用の端子を形成するにあたって、材料コストの低減が図られる。
【0052】
なお、本実施形態において、負極タブに略コの字状を呈するスリットが形成されてもよい。この場合には、正極タブの長手方向の幅が負極タブの軸方向の幅よりも短く形成される。
【0053】
さらに、本発明の他の実施形態について図14を用いて説明する。
本実施形態における組電池において、各電池10C,10Dの電圧検出用の端子が、上述した実施形態とさらに異なる方法により形成される。なお、以下の説明においても、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。
【0054】
はじめに、図14(A)について説明する。
【0055】
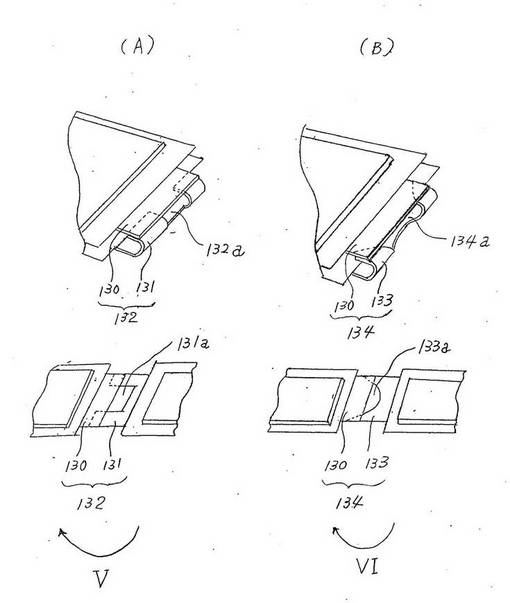
本実施形態における組電池において、正極タブ130と負極タブ131とは軸方向の幅が略同一に形成され、互いに接合されることによって接合タブ132が形成される。また、負極タブ131は、接合タブ132が、正極タブ130と負極タブ131とが当接するように折り曲げられたときに、折り曲げられた接合タブ132の内面132aを露出させるために、矩形状の切り欠け部131aを有している。本実施形態において上記のように接合タブ132が、方向Vへ折り曲げられたときに、露出される接合タブ132の内面132aが、電圧検出用の端子として用いられる。 また、上記の切り欠け部131aに代えて、図14(B)に示すように、三日月状を呈する切り欠け部133aを負極タブ133に形成することとしてもよい。この場合、正極タブ130と負極タブ133とが接合されることによって形成された接合タブ134が、方向VIへ折り曲げられたときに、露出される接合タブ134の内面134aが、電圧検出用の端子として用いられる。
【0056】
本実施形態によれば、容易に大きな面積を有する電圧検出用の端子を形成することができ、制御線の取り付け範囲が増加して、作業性と制御線の設置位置の自由度が向上する。また、材料コストの低減が図られる。
【0057】
なお、本実施形態において、正極タブが、上記の切り欠け部を有することとしてもよい。
【0058】
さらに、上述した切り欠け部の代わりに穴部を設けることとしてもよい。
【図面の簡単な説明】
【0059】
【図1】本発明の組電池の概略側面図である。
【図2】電池の概略平面図である。
【図3】組電池の部分斜視図である。
【図4】図3とは異なる態様で示す組電池の部分斜視図である。
【図5】絶縁部材の斜視図および側面図である。
【図6】ガイド部材の斜視図および側面図である。
【図7】正極タブと負極タブとの接合作業を説明するための平面図である。
【図8】板状物が負極タブに接合された状態を示す平面図および側面図である。
【図9】接合タブを折り曲げる折り曲げ作業を説明するための側面図である。
【図10】他の実施形態における接合された2つの電池を示す平面図および側面図である。
【図11】他の実施形態における組電池の部分斜視図である。
【図12】他の実施形態における接合された2つの電池を示す平面図および側面図である。
【図13】他の実施形態における組電池の部分斜視図である。
【図14】他の実施形態における組電池の部分斜視図である。
【符号の説明】
【0060】
1 組電池、
10,10A,10B,10C 電池、
11,11A,11B 絶縁性部材、
12,12A,12B ガイド部材、
100,107,130, 正極タブ、
101,105,131,133 負極タブ、
102,102AB,102BC,106,108,132,134 接合タブ、
102a,102ABa,102BCa,106a,108a 湾曲部、
104,104A,104C 板状物、
104a,104Aa,104Ca,105a 突出部、
103 本体部、
103a 外装部材、
107a スリット、
107b 正極タブの内側領域部、
120Aa,120Aa,120Ba 曲面、
132a,134a 接合タブの内面。
【技術分野】
【0001】
本発明は、組電池の製造方法およびその方法によって製造された組電池に関するものである。
【背景技術】
【0002】
正極板及び負極板を積層してなる発電要素をラミネートフィルム等の外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、複数の電池が積層された状態において、正極タブと負極タブとが溶接やカシメ等によって接合されることによって各電池が電気的に接続される組電池が知られている(特許文献1)。
【0003】
このような組電池の従来の製造方法は、積層方向に隣接する2つの電池において一方の電池に設けられる正極タブと他方の電池に設けられる負極タブとが対向するように、各電池を積層した後、各電池が積層された状態において、対向する正極タブと負極タブとのいずれか一方を他方に重ね合わせるように折り曲げて、重ね合わされた正極タブと負極タブとを溶接機等の接合器具によって接合するものである。すなわち、従来の組電池の製造方法は、各電池を積層した後に、正極タブと負極タブとを接合するものである。
【特許文献1】特開2004−227921号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、上述した従来の組電池の製造方法では、接合するために重ね合わされた正極タブおよび負極タブと、積層方向に隣接する重ね合わされた正極タブおよび負極タブとの隙間が接合器具を挿入するのに充分な高さを有していない場合があり、接合器具を挿入することができず、正極タブまたは負極タブとの接合作業が困難であった。
【0005】
そこで本発明の目的は、複数の電池が積層されてなる組電池を製造するにあたって、正極タブと負極タブとの接合作業を容易にして、作業効率を向上させることができる組電池の製造方法および当該製造方法によって製造された組電池を提供する。
【課題を解決するための手段】
【0006】
本発明の上記目的は、下記の手段によって達成される。
(1)正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている組電池の製造方法であって、各電池の正極タブを隣接する電池の負極タブに重ね合わすように、前記複数の電池を直線状に配列する配列段階と、正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブを形成する接合段階と、接合タブを折り曲げて複数の電池を積層する折り曲げ段階とを有することを特徴とする組電池の製造方法。
(2)(1)に記載の組電池の製造方法によって製造される組電池。
【発明の効果】
【0007】
本発明によれば、複数の電池が積層されてなる組電池を製造するにあたって、複数の電池を積層する前に正極タブと負極タブとを接合する。これにより、接合を支障する支障物が存在しない状態で、正極タブと負極タブとを接合することができ、正極タブと負極タブとの接合作業が容易となり、作業効率が向上する。
【発明を実施するための最良の形態】
【0008】
以下、本発明の実施の形態を、図面を参照して詳細に説明する。
【0009】
図1は、本発明の組電池1の概略側面図である。
【0010】
組電池1は、複数の電池10がジグザグの形状に積層されて構成され、各電池10の折り曲げられた正極タブ100が、積層方向に隣接する他の電池10に設けられる負極タブ101に接合されて、各電池10は電気的に接続されている。ここで、接合されて一体に形成された正極タブ100と負極タブ101とを、接合タブ102として以下に記す。
【0011】
図2は、電池10の概略平面図である。
【0012】
電池10は、本体部103と、本体部103から電池10の長手方向に伸延する正極タブ100および負極タブ101とを有している。本体部103は、図示しない正極板及び負極板を積層してなる図示しない発電要素を、ラミネートフィルムからなる外装部材103aによって封止することにより形成され、正極タブ100および負極タブ101は、正極板及び負極板にそれぞれ接続される。正極タブ100はアルミによって形成され、一方負極タブ101は銅によって形成されている。また、正極タブ100の電池10の長手方向の長さL1は負極タブ101の電池10の長手方向の長さL2よりも長く、正極タブ100の電池10の長手方向と直交する方向の幅L3は、負極タブ101の電池10の長手方向と直交する方向の幅L4と同一に形成されている。
【0013】
図3は、組電池1の部分斜視図である。
【0014】
組電池1は、複数の電池10が積層された状態において、負極タブ101の表面に接合された板状物104をさらに有する。板状物104には、制御線が接続され各電池の電圧検出用の端子として設けられる突出部104aが形成される。突出部104aは、接合タブ102が折り曲げられることによって形成される湾曲部102aの外面から、湾曲部102aの内面と反対の方向へ突出している。突出部104aが上記のように突出することによって、制御線を取り出すための端子を容易に形成することができ、リード板や電線を取り付ける必要が生じない。
【0015】
図4は、図3とは異なる態様で示す組電池1の部分斜視図である。
【0016】
図1および3には説明の便宜のために省略したが、複数の電池10が積層された状態において、組電池1は、端部において、交互に積層される絶縁性部材11とガイド部材12とをさらに有する。絶縁性部材11は、図1に示す積層方向に隣接する2つの折り曲げられた接合タブ102の外面間X(以下、2つの折り曲げられた接合タブ102の外面間X)に挿入されている。ガイド部材12は、接合タブ102の内面に当接するように、図1に示す折り曲げられた接合タブ102の内部Yに挿入されている。ここで、前記2つの折り曲げられた接合タブの外面間Xは、当該2つの接合タブ102同士が接合されていない状態にあることから、短絡を生じ得る領域といえる。しかし、上述したように絶縁性部材11が当該2つの折り曲げられた接合タブ102の外面間Xに存在していることから、本実施形態において前記短絡が確実に防止される。
【0017】
図5は、絶縁部材11の斜視図および側面図である。
【0018】
絶縁性部材11は、樹脂から形成され、第1のプレート部110と、第1のプレート部110の両端に設けられた2つの第1の固定部111とを有する。第1のプレート部110の軸方向の長さL5は、少なくとも正極タブ100と負極タブ101の幅L3,L4よりも長く、第1の固定部111の厚みL6は第1のプレート部の厚みL7よりも厚く形成されている。第1の固定部111の図に示す上側の表面には、第1の突起部111aが設けられ、下側表面には第1の穴部111bが設けられている。
【0019】
図6は、ガイド部材12の斜視図および側面図である。
【0020】
ガイド部材12は、絶縁性部材11と同じく樹脂から形成され、所定の曲面120aを備える第2のプレート部120と、第2のプレート部120の両端に設けられた2つの第2の固定部121とを有する。第2のプレート部120の軸方向の長さL8は、少なくとも正極タブ100と負極タブ101の幅L3,L4よりも長く、また第2の固定部の厚みL9は第2のプレート部120の厚みL10よりも厚く形成されている。第2の固定部121の図に示す上側表面には、第1の穴部111bと嵌合可能な第2の突起部121aが設けられ、下側の表面には、第2の突起部111aと嵌合可能な第2の穴部121bが設けられている。
【0021】
次に、本発明の組電池1の製造方法について説明する。
【0022】
図7は、正極タブ100と負極タブ101との接合作業を説明するための平面図である。
【0023】
なお、図7において、板状物104は、説明の便宜のために図示を省略している。
【0024】
はじめに、各電池10の正極タブ100を隣接する電池10の負極タブ101に重ね合わすように、前記複数の電池10を直線状に配列する。このときには、各電池10は、本体部103の下部に配置されて本体部103のみに当接する図示しない支持台によって支持される。
【0025】
続いて、正極タブ100と負極タブ101とが重ね合わされた重ね合わせ部を溶接機Aにより溶接接合して接合タブ102を形成する。この際には、正極タブ100と負極タブ101の上下には支障物が存在しないことにより、重ね合わせ部を溶接機Aによって容易に挟み込んで溶接することができる。
【0026】
図8は、板状物104が負極タブ101に接合された状態を示す平面図および側面図である。
【0027】
次に、板成物104を、負極タブ101の2つの表面のうち正極タブ100と溶接が施された表面と反対側の表面に、突出部104aが負極タブ101の端部から当該負極タブ101が設けられている電池10の本体部103と反対側に突出するように溶接する。
【0028】
図9は、接合タブを折り曲げる折り曲げ作業を説明するための側面図である。
【0029】
図9(A)は、正極タブ100と負極タブ101、および負極タブ101と板状物104を溶接がされた3つの電池を示している。説明の便宜のため、図9(A)において、左側に位置する電池を電池10Aと、真ん中に位置する電池を電池10Bと、右側に位置する電池を電池10Cとして示す。また、電池10Aと電池10Bとを接合する接合タブを接合タブ102ABと、電池10Bと電池10Cとを接合する接合タブを接合タブ102BCとして示す。さらに、負極タブ101Aに接合された板状物を板状物104Aと、接合タブ102ABに接合された板状物を板状物104Bと、接合タブ102BCに接合された板状物を板状物104Cとして以下に示す。
【0030】
また、同じく説明の便宜のために、図9(A)および図9(B)に示される絶縁性部材およびガイド部材を、絶縁性部材11Aおよびガイド部材12Aと、図9(C)において新たに図示される絶縁性部材およびガイド部材を、絶縁性部材11Bおよびガイド部材12Bとして以下に示す。
【0031】
図9(A)に示すように、電池10Aと電池10Bとを接合する接合タブ102ABの上にガイド部材12Aを設置するとともに、接合タブ102ABと電池10Aの本体部103Aを介して反対側に位置する電池10Aの負極タブ101Aの上に絶縁性部材11Aを設置する。このときには、絶縁部材11Aの第1のプレート部が、板状物104Aおよび電池10Aの負極タブ101Aに当接し、絶縁部材11Aの第1の固定部は、負極タブ101Aの図に示す奥行き方向の両端部から突出するように、絶縁部材11Aを設置する。また、ガイド部材12Aについては、ガイド部材12Aの第2のプレート部が、接合タブ102ABに当接し、ガイド部材12Aの第2の固定部が接合タブ102ABの図に示す奥行き方向の両端部から突出するように、ガイド部材12Aを設置する。
【0032】
続いて、図9(A)および図9(B)に示すように、接合タブ102ABをガイド部材12Aの曲面120Aaに沿って方向Iに向けて折り曲げる。これにより、折り曲げられる接合タブ102ABに、ガイド部材12Aの曲面120Aaに対応して湾曲する湾曲部102ABaが形成される。このように、ガイド部材12Aを用いて接合タブ102ABを折り曲げることから、接合タブ102ABを折り曲げる精度が向上する。また、ガイド部材12Aの曲面120Aaの形状を調整すれば、折り曲げられて形成される湾曲部102ABaの形状を所望のものとすることができる。さらに、正極タブ100Aの軸方向の幅L1が、負極タブ101Bの軸方向の幅L2よりも長いことによって、接合される正極タブ100Aと正極タブ101Bとの重ね合わせ部の位置と、接合タブ102ABの折り曲げられる位置(図において、当該接合タブ102ABを構成する正極タブ100Aにおける電池10Aの長手方向の中心部)とをずらすことができる。これにより、負極タブ101Bと正極タブ100Aとの接合が、接合タブ102ABの折り曲げによって解除されることがない。
【0033】
また、接合タブ102ABが、図9(C)に示す状態にまで折り曲げられると同時に、板状物104Bの突出部104Baが湾曲部102ABaの外面から、湾曲部102ABaの内面と反対の方向へ突出する。このように、本実施形態において、接合タブ102ABを折り曲げる前に板状物104Bが負極タブ101Aに溶接されることによって、接合タブ102ABを折り曲げると同時に、突出部104Baが湾曲部102ABaの外面から突出されて電圧検出用の端子として形成される。
【0034】
続いて、図9(C)に示すように、既に折り曲げられた接合タブ102ABを介してガイド部材12Aと反対側に位置するように、当該折り曲げられた接合タブ102ABの上に絶縁性部材11Bを設置する。一方、接合タブ102BCの上にはガイド部材12Bを設置する。このときには、絶縁性部材11Bの第1のプレート部が、板状物104Bおよび接合タブ102ABに当接するとともに、絶縁性部材11Bの第1の固定部が接合タブ102BCの図に示す奥行き方向の両端部から突出し、さらに絶縁性部材11Bの第1の穴部がガイド部材12Aの第2の突起部に嵌合するように、絶縁性部材11Bを設置する。また、ガイド部材12Bについては、ガイド部材12Bの第2のプレート部が接合タブ102BCに当接するとともに、ガイド部材12Bの第1の固定部が接合タブ102ABの図に示す奥行き方向の両端部から突出し、さらにガイド部材12Bの第2の穴部が絶縁性部材11Aの第1の突起部に嵌合するように、ガイド部材12Bを設置する。これにより、絶縁性部材11Bとガイド部材12Aまたは絶縁性部材11Aとガイド部材12Bは、互いに固定される。
【0035】
続いて、接合タブ102ABをガイド部材12Bの曲面120Baに沿って方向Iと反対の方向である方向IIに向けて折り曲げる。これにより、上記と同様、接合タブ102BCにガイド部材12Bの曲面120Baに対応して湾曲する図示しない湾曲部が形成され、板状物104Cの突出部104Caが図示しない湾曲部の外面から、図示しない湾曲部の内面と反対の方向へ突出することとなる。また、このときには、絶縁性部材11Aが、折り曲げられる接合タブ102BCに対して支持台となることから、容易に接合タブ102BCの折り曲げを行なうことができる。
【0036】
以降も同様に、上述したように、絶縁性部材11とガイド部材12とを接合タブ102上に設置すること、および接合タブ102を順次反対の方向に折り曲げることを繰り返すことによって、図1に示すように、積層された複数の電池10がジグザグの形状を呈する組電池1が製造される。
【0037】
以上示したように、本実施形態によれば、組電池1を製造するにあたって、複数の電池10を積層する前に正極タブ100と負極タブ101とを接合する。これにより、接合を支障する支障物が存在しない状態で、正極タブ100と負極タブ101とを接合することができ、正極タブ100と負極タブ101との接合作業が容易となり、作業効率が向上する。
【0038】
また、複数の電池を積層した後に正極タブと負極タブとを接合する場合に生じ得る接合機器を介した短絡も防止される。また、このような短絡が生じ得ないことから、負極タブおよび正極タブの軸方向の長さや折り曲げられた後の接合タブ102の形状が、当該短絡を回避するために所定の長さや形状に形成されるよう限定されることがない。これにより、電池10の積層数が制限されることがない。
【0039】
また、複数の電池10が積層されると同時に、前記2つの折り曲げられた接合タブ102の外面間Xには絶縁性部材11が存在している。これにより、複数の電池10を積層した後に、前記2つの折り曲げられた接合タブ102の外面間Xに絶縁性部材11を挿入する手間が省略されるとともに、前記2つの折り曲げられた接合タブ102の外面間Xの高さが一律に形成される。
【0040】
また、複数の電池10を積層する前に、負極タブ101に板状物104が接合される。これにより、支障する支障物が存在しない状態で、上記の板状物104の接合を行なうことができ、その結果、複数の電池10が積層されると同時に、電圧検出用の端子である突出部104aが積層方向に連続的に形成される。これにより、接合の困難さによって電圧検出用の端子の接合を断念することがなく、各電池10の電圧を確実に検出することができる。また、各板状物104が負極タブ101に接合されていることから、電池10の電圧検出用の端子としての突出部104aの極性を明確に把握することができる。
【0041】
本発明は、上述した実施形態のみに限定されるものではなく、特許請求の範囲内において、種々改変することができる。
【0042】
例えば、負極タブ101の軸方向の幅L2を正極タブ100の軸方向の幅L1よりも長くすることとしてもよい。この場合には、負極タブ101と正極タブ100とを接合して接合タブ102を形成した後、当該接合タブ102を構成する負極タブ101が折り曲げられ、また正極タブ100の表面に板状物104が接合されることとなる。
【0043】
また、正極タブ100と負極タブ101との接合、および板状物104と負極タブ101または正極タブ100との接合は、溶接によるものに限られず、超音波接合、圧接、かしめ等により行なうことができる。
【0044】
さらに、複数の電池10が積層された状態において、絶縁性部材11とガイド部材12との固定は、積層された第1の固定部111および第2の固定部121を挿通するボルトによって行なうこととしてもよい。この場合、第1の固定部111および第2の固定部121には当該ボルトが螺合可能な穴が設けられる。
【0045】
次に、本発明の他の実施形態について図10および11を用いて説明する。
本実施形態における組電池において、各電池10Aの電圧検出用の端子が、上述した実施形態と異なる方法により形成される。なお、以下の説明において、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。6本実施形態において、突出部105aは負極タブ105と同一材料で一体的に形成されている。
【0046】
負極タブ105と正極タブ100が接合された接合タブ106が図に示す方向IIIに折り曲げられたときには、突出部105aが、接合タブ106が折り曲げられることによって形成される湾曲部106aの外面から、湾曲部106aの内面と反対の方向へ突出して、電圧検出用の端子として形成される。
【0047】
本実施形態によれば、電圧検出用の端子を形成するにあたって、特別な加工を行なう必要がなく工程の短縮が図られる。
【0048】
なお、本実施形態において、上記の突出部は、正極タブと同一材料で一体的に形成されていてもよい。この場合には、正極タブの長手方向の幅が負極タブの軸方向の幅よりも短く形成される。
【0049】
さらに、本発明の他の実施形態について図12および13を用いて説明する。
本実施形態における組電池において、各電池10Bの電圧検出用の端子が、上述した実施形態とさらに異なる方法により形成される。なお、以下の説明においても、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。 本実施形態において、正極タブ107に略コの字状を呈するスリット107aが形成されている。
【0050】
負極タブ101と正極タブ107とが接合された接合タブが、図に示す方向IVに折り曲げられたときには、正極タブ107における略コの字の内側領域部107bが、接合タブ108が折り曲げられることによって形成される湾曲部108aの外面から、当該湾曲部108aの内面と反対の方向へ突出して、電圧検出用の端子として形成される。
【0051】
本実施形態によれば、電圧検出用の端子を形成するにあたって、材料コストの低減が図られる。
【0052】
なお、本実施形態において、負極タブに略コの字状を呈するスリットが形成されてもよい。この場合には、正極タブの長手方向の幅が負極タブの軸方向の幅よりも短く形成される。
【0053】
さらに、本発明の他の実施形態について図14を用いて説明する。
本実施形態における組電池において、各電池10C,10Dの電圧検出用の端子が、上述した実施形態とさらに異なる方法により形成される。なお、以下の説明においても、上述した実施形態と異なる点のみを説明し、また上述した実施形態と共通する構成については、同一の名称および符号を用いる。
【0054】
はじめに、図14(A)について説明する。
【0055】
本実施形態における組電池において、正極タブ130と負極タブ131とは軸方向の幅が略同一に形成され、互いに接合されることによって接合タブ132が形成される。また、負極タブ131は、接合タブ132が、正極タブ130と負極タブ131とが当接するように折り曲げられたときに、折り曲げられた接合タブ132の内面132aを露出させるために、矩形状の切り欠け部131aを有している。本実施形態において上記のように接合タブ132が、方向Vへ折り曲げられたときに、露出される接合タブ132の内面132aが、電圧検出用の端子として用いられる。 また、上記の切り欠け部131aに代えて、図14(B)に示すように、三日月状を呈する切り欠け部133aを負極タブ133に形成することとしてもよい。この場合、正極タブ130と負極タブ133とが接合されることによって形成された接合タブ134が、方向VIへ折り曲げられたときに、露出される接合タブ134の内面134aが、電圧検出用の端子として用いられる。
【0056】
本実施形態によれば、容易に大きな面積を有する電圧検出用の端子を形成することができ、制御線の取り付け範囲が増加して、作業性と制御線の設置位置の自由度が向上する。また、材料コストの低減が図られる。
【0057】
なお、本実施形態において、正極タブが、上記の切り欠け部を有することとしてもよい。
【0058】
さらに、上述した切り欠け部の代わりに穴部を設けることとしてもよい。
【図面の簡単な説明】
【0059】
【図1】本発明の組電池の概略側面図である。
【図2】電池の概略平面図である。
【図3】組電池の部分斜視図である。
【図4】図3とは異なる態様で示す組電池の部分斜視図である。
【図5】絶縁部材の斜視図および側面図である。
【図6】ガイド部材の斜視図および側面図である。
【図7】正極タブと負極タブとの接合作業を説明するための平面図である。
【図8】板状物が負極タブに接合された状態を示す平面図および側面図である。
【図9】接合タブを折り曲げる折り曲げ作業を説明するための側面図である。
【図10】他の実施形態における接合された2つの電池を示す平面図および側面図である。
【図11】他の実施形態における組電池の部分斜視図である。
【図12】他の実施形態における接合された2つの電池を示す平面図および側面図である。
【図13】他の実施形態における組電池の部分斜視図である。
【図14】他の実施形態における組電池の部分斜視図である。
【符号の説明】
【0060】
1 組電池、
10,10A,10B,10C 電池、
11,11A,11B 絶縁性部材、
12,12A,12B ガイド部材、
100,107,130, 正極タブ、
101,105,131,133 負極タブ、
102,102AB,102BC,106,108,132,134 接合タブ、
102a,102ABa,102BCa,106a,108a 湾曲部、
104,104A,104C 板状物、
104a,104Aa,104Ca,105a 突出部、
103 本体部、
103a 外装部材、
107a スリット、
107b 正極タブの内側領域部、
120Aa,120Aa,120Ba 曲面、
132a,134a 接合タブの内面。
【特許請求の範囲】
【請求項1】
正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている組電池の製造方法であって、
各電池の正極タブを隣接する電池の負極タブに重ね合わすように、前記複数の電池を直線状に配列する配列段階と、
正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブを形成する接合段階と、
接合タブを折り曲げて複数の電池を積層する折り曲げ段階と、
を有することを特徴とする組電池の製造方法。
【請求項2】
前記折り曲げ段階において、接合タブが折り曲げられることによって積層された複数の電池がジグザグの形状を呈するように、接合タブを順次反対の方向に折り曲げることを特徴とする請求項1に記載の組電池の製造方法。
【請求項3】
前記折り曲げ段階において、接合タブの上に所定の曲面を備えるガイド部材を設置した後、接合タブを前記ガイド部材の曲面に沿って折り曲げることを特徴とする請求項1又は2に記載の組電池の製造方法。
【請求項4】
前記折り曲げ段階において、折り曲げられた接合タブを介して前記ガイド部材と反対側に位置するように、当該折り曲げられた接合タブの上に絶縁性部材を設置することを特徴とする請求項3に記載の組電池の製造方法。
【請求項5】
各電池は、正極タブの先端部または負極タブの先端部のいずれか一方から軸方向に突出する突出部を有し、
前記折り曲げ段階において、接合タブを折り曲げたときに、前記突出部は、接合タブが折り曲げられることによって形成される湾曲部の外面から、当該湾曲部の内面と反対の方向へ突出することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項6】
前記突出部は、正極タブまたは負極タブと同一材料で一体的に形成されることを特徴とする請求項5に記載の組電池の製造方法。
【請求項7】
正極タブまたは負極タブに略コの字状を呈するスリットが形成され、
前記折り曲げ段階において、接合タブを折り曲げたときに、正極タブまたは負極タブにおける前記略コの字の内側領域部が、接合タブが折り曲げられることによって形成される湾曲部の外面から、当該湾曲部の内面と反対の方向へ突出することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項8】
正極タブまたは負極タブのいずれか一方は、前記折り曲げ段階において接合タブが折り曲げられたときに折り曲げられた接合タブの内面を露出させるための穴部または切り欠け部を、有することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項9】
請求項1〜8のいずれか1つに記載の組電池の製造方法によって製造される組電池。
【請求項1】
正極板及び負極板を積層してなる発電要素を外装部材によって封止して本体部を形成するとともに、前記正極板及び負極板にそれぞれ接続された板状の正極タブ及び負極タブを前記本体部から導出してなる電池が複数積層され、積層された状態において、正極タブと負極タブとが接合されることによって各電池が電気的に接続されている組電池の製造方法であって、
各電池の正極タブを隣接する電池の負極タブに重ね合わすように、前記複数の電池を直線状に配列する配列段階と、
正極タブと負極タブとが重ね合わされた重ね合わせ部を接合して接合タブを形成する接合段階と、
接合タブを折り曲げて複数の電池を積層する折り曲げ段階と、
を有することを特徴とする組電池の製造方法。
【請求項2】
前記折り曲げ段階において、接合タブが折り曲げられることによって積層された複数の電池がジグザグの形状を呈するように、接合タブを順次反対の方向に折り曲げることを特徴とする請求項1に記載の組電池の製造方法。
【請求項3】
前記折り曲げ段階において、接合タブの上に所定の曲面を備えるガイド部材を設置した後、接合タブを前記ガイド部材の曲面に沿って折り曲げることを特徴とする請求項1又は2に記載の組電池の製造方法。
【請求項4】
前記折り曲げ段階において、折り曲げられた接合タブを介して前記ガイド部材と反対側に位置するように、当該折り曲げられた接合タブの上に絶縁性部材を設置することを特徴とする請求項3に記載の組電池の製造方法。
【請求項5】
各電池は、正極タブの先端部または負極タブの先端部のいずれか一方から軸方向に突出する突出部を有し、
前記折り曲げ段階において、接合タブを折り曲げたときに、前記突出部は、接合タブが折り曲げられることによって形成される湾曲部の外面から、当該湾曲部の内面と反対の方向へ突出することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項6】
前記突出部は、正極タブまたは負極タブと同一材料で一体的に形成されることを特徴とする請求項5に記載の組電池の製造方法。
【請求項7】
正極タブまたは負極タブに略コの字状を呈するスリットが形成され、
前記折り曲げ段階において、接合タブを折り曲げたときに、正極タブまたは負極タブにおける前記略コの字の内側領域部が、接合タブが折り曲げられることによって形成される湾曲部の外面から、当該湾曲部の内面と反対の方向へ突出することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項8】
正極タブまたは負極タブのいずれか一方は、前記折り曲げ段階において接合タブが折り曲げられたときに折り曲げられた接合タブの内面を露出させるための穴部または切り欠け部を、有することを特徴とする請求項1〜4のいずれか1つに記載の組電池の製造方法。
【請求項9】
請求項1〜8のいずれか1つに記載の組電池の製造方法によって製造される組電池。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−185733(P2006−185733A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2004−377977(P2004−377977)
【出願日】平成16年12月27日(2004.12.27)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願日】平成16年12月27日(2004.12.27)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]