
絶縁ケーブル及びその製造方法

【課題】優れた機械的特性を確保しながら、優れた難燃性をも確保できる絶縁ケーブル及びその製造方法を提供すること。
【解決手段】導体13と導体13を覆う絶縁層14とを有する絶縁電線11を含む絶縁ケーブル100であって、絶縁層14が、樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを含み、繊維状部材18の限界酸素指数が、樹脂部17の限界酸素指数よりも高い絶縁ケーブル100。
【解決手段】導体13と導体13を覆う絶縁層14とを有する絶縁電線11を含む絶縁ケーブル100であって、絶縁層14が、樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを含み、繊維状部材18の限界酸素指数が、樹脂部17の限界酸素指数よりも高い絶縁ケーブル100。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絶縁ケーブル及びその製造方法に関する。
【背景技術】
【0002】
電子機器間のデータ伝送などに使用されるケーブルには一般に難燃性が要求される。このため、従来より、ケーブルを構成する絶縁層やジャケット層に難燃性が付与されていた。具体的には、ケーブルを構成する絶縁層やジャケット層に難燃性を付与するために、ケーブルの絶縁層やジャケット層として、例えばベース樹脂に金属水和物等のノンハロゲン系の難燃剤を添加してなる難燃性樹脂組成物が用いられていた(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−150532号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記特許文献1に記載のケーブルは以下の課題を有していた。
【0005】
すなわち上記特許文献1に記載のケーブルは、十分な難燃性を有してないという問題があった。ここで、ベース樹脂に対する難燃剤の配合量を増加させることによって、より高度な難燃性を得ることも考えられる。しかし、このように難燃剤の配合量を増加させると、絶縁層やジャケット層の機械特性が低下する。すなわち、上記特許文献1に記載のケーブルでは、優れた難燃性を確保しながら優れた機械特性を確保することが困難であった。
【0006】
本発明は、上記事情に鑑みてなされたものであり、優れた機械特性を確保しながら優れた難燃性をも確保できる絶縁ケーブル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するため検討を重ねた結果、絶縁電線を構成する絶縁層や、絶縁電線を包囲するジャケット層について、ベース樹脂に難燃剤を配合するのではなく、ベース樹脂中にベース樹脂よりも難燃性の高い繊維状部材を埋め込むように構成することで、上記課題を解決し得ることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線を含む絶縁ケーブルであって、前記絶縁層が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブルである。
【0009】
また本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線と、前記絶縁電線を包囲するジャケット層とを含む絶縁ケーブルであって、前記絶縁層および前記ジャケット層の少なくとも一方が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブルである。
【0010】
本発明の絶縁ケーブルによれば、絶縁層又はジャケット層が、樹脂部と、樹脂部内に埋め込まれ、樹脂部よりも高い限界酸素指数の繊維状部材とを含むように構成されるため、繊維状部材により優れた難燃性を確保することができる。このため、絶縁層又はジャケット層の難燃性を高めるために樹脂部に難燃剤を配合する必要がなくなる。このため、樹脂部自体について優れた機械特性を確保することができる。従って、絶縁層又はジャケット層について、優れた難燃性を確保しながら優れた機械特性を確保することができる。よって、本発明の絶縁ケーブルによれば、優れた機械特性を確保しながら優れた難燃性をも確保できる。
【0011】
上記絶縁ケーブルにおいては、前記繊維状部材がポリイミドを含むことが好ましい。この場合、絶縁ケーブルは、より優れた機械特性を確保しながら、より優れた難燃性を確保することができる。
【0012】
上記絶縁ケーブルにおいては、前記繊維状部材の限界酸素指数が25以上であることが好ましい。この場合、絶縁ケーブルは、より優れた難燃性を確保することができる。
【0013】
上記絶縁ケーブルにおいては、前記繊維状部材は、例えば前記絶縁電線の長手方向に沿って縦添え、横巻き、又は複数本の前記繊維状部材を互いに編み込んでなる編組の状態で配置される。
【0014】
また本発明は、導体を絶縁層で被覆し、絶縁電線を得る絶縁層被覆工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、前記絶縁層被覆工程が、前記導体を絶縁層形成用第1樹脂で被覆する絶縁層形成用第1樹脂被覆工程と、前記絶縁層形成用第1樹脂上に繊維状部材を配置する繊維状部材配置工程と、前記繊維状部材を絶縁層形成用第2樹脂で被覆して、前記絶縁層形成用第1樹脂と前記絶縁層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記絶縁層を形成する絶縁層形成用第2樹脂被覆工程とを含み、前記繊維状部材として、前記絶縁層形成用第1樹脂及び前記絶縁層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法である。
【0015】
また本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線を包囲するようにジャケット層を形成するジャケット層形成工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、前記ジャケット層形成工程が、前記絶縁電線をジャケット層形成用第1樹脂で被覆するジャケット層形成用第1樹脂被覆工程と、前記ジャケット層形成用第1樹脂上に繊維状部材を配置する繊維状部材配置工程と、前記繊維状部材をジャケット層形成用第2樹脂で被覆して、前記ジャケット層形成用第1樹脂と前記ジャケット層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記ジャケット層を形成する第2樹脂被覆工程とを含み、前記繊維状部材として、前記ジャケット層形成用第1樹脂及び前記ジャケット層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法である。
【0016】
これらの製造方法によれば、優れた機械特性を確保しながら、優れた難燃性をも確保できる絶縁ケーブルを製造することができる。
【発明の効果】
【0017】
本発明によれば、優れた機械特性を確保しながら、優れた難燃性をも確保できる絶縁ケーブル及びその製造方法が提供される。
【図面の簡単な説明】
【0018】
【図1】本発明に係る絶縁ケーブルの一実施形態を示す断面図である。
【図2】図1の電線束の一例を示す断面図である。
【図3】図2の絶縁電線の一例を示す断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について図1〜図3を用いて詳細に説明する。
【0020】
[ケーブル]
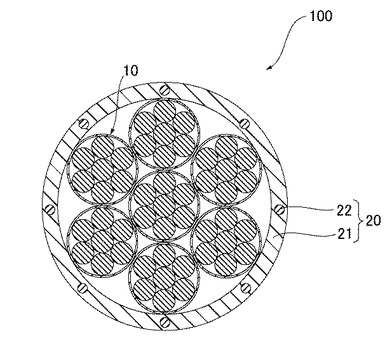
図1は、本発明に係る絶縁ケーブルの一実施形態を示す断面図である。図1に示すように、絶縁ケーブル100は、複数本の電線束10と、これらの電線束10を包囲するジャケット層20とを備えている。
【0021】
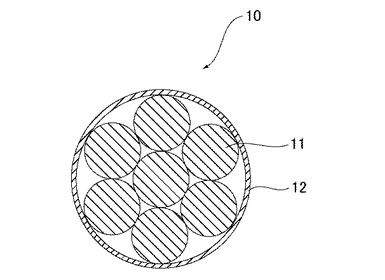
図2は、図1の電線束の一例を示す断面図である。図2に示すように、電線束10は、複数本の絶縁電線11と、複数本の絶縁電線11を包囲して束ねる包囲部材12とを備えている。ここで、絶縁電線11は互いに撚り合わされていてもよいし、撚り合わされていなくてもよい。
【0022】
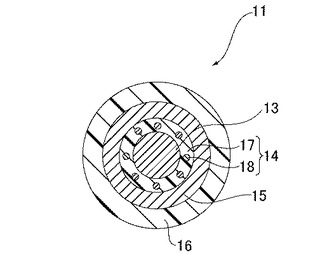
図3は、図2の絶縁電線11の一例を示す断面図である。図3に示すように、絶縁電線11は、内部導体13と、内部導体13を被覆する絶縁層14と、絶縁層14を被覆する外部導体15と、外部導体15を覆うシース16とを有している。絶縁層14は、樹脂を含む樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを有している。ここで、繊維状部材18の限界酸素指数は、樹脂部17の限界酸素指数よりも高くなっている。
【0023】
ジャケット層20は、図1に示すように、樹脂を含む樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とを有している。ジャケット層20においても、繊維状部材22の限界酸素指数は、樹脂部21の限界酸素指数よりも高くなっている。
【0024】
この絶縁ケーブル100によれば、ジャケット層20が、樹脂部21と、樹脂部21内に埋め込まれ、樹脂部21よりも高い限界酸素指数の繊維状部材22とを含むように構成されている。また絶縁電線11の絶縁層14が、樹脂部17と、樹脂部17内に埋め込まれ、樹脂部17よりも高い限界酸素指数の繊維状部材18とを含むように構成されている。このため、ジャケット層20及び絶縁層14はそれぞれ、繊維状部材22、18により、優れた難燃性を確保することができる。このため、ジャケット層20及び絶縁層14の各々の難燃性を高めるために、樹脂部17,21に難燃剤を配合する必要がなくなる。このため、樹脂部17,21自体については優れた機械特性を確保することができる。このように、絶縁電線11の絶縁層14およびジャケット層20について優れた機械特性を確保しながら優れた難燃性を確保することができる。よって、絶縁ケーブル100としても、優れた機械特性を確保しながら優れた難燃性をも確保できる。
【0025】
以下、絶縁ケーブル100の各構成について詳細に説明する。
【0026】
<電線束>
まず電線束10の構成について説明する。電線束10は、上述したように、複数本の絶縁電線11と、これらを包囲する包囲部材12とを有している。以下、絶縁電線11および包囲部材12の各々について詳細に説明する。
【0027】
[絶縁電線]
電線束10を構成する絶縁電線11の本数は、図2においては7本となっているが、7本に限定されるものではない。電線束10を構成する絶縁電線11は、1本以上であればよい。絶縁電線11としては、例えば同軸ケーブルを用いることができる。
【0028】
(導体)
絶縁電線11を構成する内部導体13は、1本の素線のみで構成されてもよく、複数本の素線を撚り合わせてなる撚線で構成されてもよい。また、内部導体13は、導体径や導体の材質などについて特に限定されるものではなく、用途に応じて適宜定めることができる。例えば内部導体13は、銅合金などで構成することができる。
【0029】
内部導体13の直径は例えば0.03〜0.30mm程度とすればよい。
【0030】
(絶縁層)
絶縁層14は、樹脂を含む樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを含む。樹脂部17に含まれる樹脂は、絶縁性を有する樹脂であれば特に制限されるものではない。このような樹脂としては、絶縁電線11に十分な屈曲性を与えるために、例えば紫外線硬化樹脂又はポリエチレンなどのポリオレフィンを用いることができる。
【0031】
絶縁層14の厚さは、特に限定されるものではなく、例えば0.01〜0.20mm程度とすればよい。
【0032】
繊維状部材18は、樹脂部17よりも高い限界酸素指数を有する絶縁材料で構成されればよい。
【0033】
繊維状部材18の限界酸素指数と樹脂部17の限界酸素指数との差は通常は5以上であり、好ましくは10以上である。ここで、繊維状部材18の限界酸素指数は、25以上であることが好ましく、28以上であることがより好ましい。この場合、絶縁ケーブル100は、より優れた難燃性を確保することができる。但し、材料の繊維化が困難という理由から、繊維状部材18の限界酸素指数は95以下であることが好ましい。
【0034】
繊維状部材18としては、無機絶縁材料および絶縁樹脂が挙げられる。無機絶縁材料としては、例えばガラス繊維などを用いることができる。絶縁樹脂としては、例えばフッ素樹脂、ポリアミド樹脂、ポリイミド樹脂などを用いることができる。繊維状部材18としては、絶縁樹脂が好ましく、中でも、ポリイミド樹脂が好ましい。繊維状部材18がポリイミド樹脂を含むと、より優れた難燃性を確保しながら、より優れた機械特性を確保することができる。
【0035】
繊維状部材18の断面積は、特に限定されるものではないが、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる断面積であることが好ましい。本明細書において、断面積とは、絶縁ケーブル100の長手方向に直交する断面における面積を言う。
【0036】
繊維状部材18の断面形状としては、円形状、円環状、楕円状および多角形状などが挙げられるが、通常は円形状である。
【0037】
樹脂部17及び繊維状部材18はそれぞれ、絶縁層14の機械特性を損ねない範囲で、酸化防止剤、紫外線劣化防止剤、加工助剤、着色顔料、滑剤、カーボンブラックなどの充填剤を必要に応じてさらに含んでもよい。
【0038】
繊維状部材18は、内部導体13の長手方向に沿って配置されるいわゆる縦添えの状態で配置されてもよいし、内部導体13の長手方向に沿って螺旋状に巻かれるいわゆる横巻きの状態で配置されてもよい。また、繊維状部材18は、複数本の繊維状部材18を互いに編み込んでなる編組の状態で内部導体13の長手方向に沿って配置されてもよい。
【0039】
繊維状部材18を内部導体13の長手方向に沿って縦添えの状態で配置する場合、繊維状部材18の本数は、2本以上必要であれば特に本数に制限はない。ここで、繊維状部材18の本数は、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる本数とすることが好ましい。また複数本の繊維状部材18は等間隔で配置されることが好ましい。
【0040】
繊維状部材18を内部導体13の長手方向に沿って横巻きの状態で配置する場合、繊維状部材18の本数は通常1本であるが、この場合、螺旋のピッチは、絶縁層14の難燃性を向上させる観点からは、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となるピッチとすることが好ましい。
【0041】
繊維状部材18を編組の状態で配置する場合、隣り合う繊維状部材18同士の間隔は特に限定されないが、絶縁層14の難燃性を向上させる観点からは、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる間隔とすることが好ましい。
【0042】
繊維状部材18は、縦添え状態又は横巻き状態で配置される場合よりも、編組の状態で配置されることが好ましい。この場合、繊維状部材18を内部導体13の長手方向に沿って縦添え又は横巻きの状態で配置させる場合に比べて、より優れた難燃性を確保することができる。
【0043】
(外部導体)
外部導体15は例えば軟銅線などの金属で構成される。外部導体15は、例えば編組の状態で配置される。
【0044】
外部導体15の厚さは、特に限定されるものではなく、例えば0.01〜0.30mm程度とすればよい。
【0045】
(シース)
シース16は、絶縁層2を物理的又は化学的な損傷から保護するものである。シース16は、例えばポリ塩化ビニル、ポリエチレン、ポリオレフィンなどで構成される。
【0046】
シース16の厚さは、特に限定されるものではなく、例えば0.01〜0.30mm程度とすればよい。
【0047】
[包囲部材]
絶縁電線11を包囲する包囲部材12は、例えばフィルム状のポリエチレンテレフタレートなどで構成すればよい。
【0048】
また包囲部材12の厚さは、特に限定されるものではなく、例えば0.005〜0.20mm程度とすればよい。
【0049】
<ジャケット層>
次に、ジャケット層20の構成について説明する。ジャケット層20は、上述したように、樹脂を含む樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とを含むものである。ジャケット層20の厚さは、特に限定されるものではなく、例えば0.05〜0.20mm程度とすればよい。以下、樹脂部21および繊維状部材22の各々について詳細に説明する。
【0050】
(樹脂部)
樹脂部21に含まれる樹脂は、絶縁性を有する樹脂であれば特に制限されるものではない。樹脂部21としては、例えば、絶縁層14の樹脂部17と同様の材料のほか、ウレタンなどを用いることができる。
【0051】
(繊維状部材)
繊維状部材22は、樹脂部21よりも高い限界酸素指数を有する絶縁材料で構成されればよい。
【0052】
繊維状部材22の限界酸素指数と樹脂部21の限界酸素指数との差は通常は5以上であり、好ましくは10以上である。ここで、繊維状部材22の限界酸素指数は、25以上であることが好ましく、28以上であることがより好ましい。この場合、絶縁ケーブル100は、より優れた難燃性を確保することができる。但し、材料の繊維化が困難という理由から、繊維状部材22の限界酸素指数は95以下であることが好ましい。なお、繊維状部材22の限界酸素指数は、絶縁層14を構成する樹脂部17の限界酸素指数よりも高いことが好ましい。
【0053】
繊維状部材22としては、例えば絶縁層14の繊維状部材18と同様の材料を用いることができる。
【0054】
繊維状部材22の断面積は、特に限定されるものではないが、ジャケット層20の断面積中の繊維状部材22の割合が0.1〜20%の範囲内となる断面積とすることが好ましい。であることが好ましい。
【0055】
繊維状部材22の断面形状としては、繊維状部材18と同様、円形状、円環状、楕円状および多角形状などが挙げられるが、通常は円形状である。
【0056】
繊維状部材22は、絶縁層14の繊維状部材18と同様に配置すればよい。
【0057】
樹脂部21及び繊維状部材22はそれぞれ、ジャケット層20の機械特性を損ねない範囲で、酸化防止剤、紫外線劣化防止剤、加工助剤、着色顔料、滑剤、カーボンブラックなどの充填剤を必要に応じてさらに含んでもよい。
【0058】
次に、絶縁ケーブル100の製造方法について説明する。
【0059】
まず複数本の電線束10を準備する。
【0060】
まず絶縁電線11を以下のようにして準備する。はじめに内部導体13を準備する。
【0061】
次に、内部導体13を絶縁層形成用第1樹脂で被覆する(絶縁層形成用第1樹脂被覆工程)。絶縁層形成用第1樹脂としては、樹脂部18と同一の材料を用いる。内部導体13の被覆は、例えば絶縁層形成用第1樹脂をチューブ状に溶融押出し、チューブ状の押出物の内側に内部導体13を通すようにすればよい。
【0062】
次に、絶縁層形成用第1樹脂上に絶縁層形成用繊維状部材18を配置する(絶縁層形成用繊維状部材配置工程)。繊維状部材18は、内部導体13の長手方向に沿って縦添え、横巻き、又は編組の状態で配置すればよい。
【0063】
次に、繊維状部材18を絶縁層形成用第2樹脂で被覆する(絶縁層形成用第2樹脂被覆工程)。絶縁層形成用第2樹脂としては、樹脂部18と同一の材料を用いる。
【0064】
このとき、絶縁層形成用第1樹脂及び絶縁層形成用第2樹脂を溶融させて合体させる。こうして樹脂部17が形成される。このとき、繊維状部材18は樹脂部17内に埋め込まれる。こうして絶縁層14で内部導体13が被覆される(絶縁層被覆工程)。
【0065】
次に、絶縁層14を外部導体15で包囲し、最後に、外部導体15をシース16で被覆する。以上のようにして絶縁電線11が得られる。
【0066】
そして、複数本の絶縁電線11を撚り合わせ、これらを包囲部材12で包囲する。こうして電線束10が得られる。
【0067】
次に、こうして得られた複数本の電線束10を撚り合わせ、複数本の電線束10を包囲するようにジャケット層20を形成する。ジャケット層20を形成するには、まず複数本の電線束10をジャケット層形成用第1樹脂で被覆する(ジャケット層形成用第1樹脂被覆工程)。電線束10の被覆は、例えばジャケット層形成用第1樹脂をチューブ状に溶融押出し、チューブ状の押出物の内側に複数の電線束10を通すようにすればよい。
【0068】
次に、ジャケット層形成用第1樹脂上にジャケット層形成用の繊維状部材22を配置する(ジャケット層形成用繊維状部材配置工程)。
【0069】
次に、繊維状部材22をジャケット層形成用第2樹脂で被覆する(ジャケット層形成用第2樹脂被覆工程)。ジャケット層形成用第2樹脂としては、樹脂部21に含まれる樹脂と同一の樹脂を用いる。
【0070】
このとき、ジャケット層形成用の第1樹脂及び第2樹脂を溶融させて合体させる。こうして樹脂部21が形成される。このとき、繊維状部材22は樹脂部21内に埋め込まれる。こうして、ジャケット層20が形成され(ジャケット層形成工程)、絶縁ケーブル100が得られる。
【0071】
本発明は、上記実施形態に限定されるものではない。例えば上記実施形態では、絶縁電線11の絶縁層14、ジャケット層20がいずれも、樹脂部と樹脂部内に埋め込まれる繊維状部材とを含んでいるが、絶縁層14が通常の絶縁樹脂で構成され、ジャケット層20のみが、樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とで構成されてもよいし、逆にジャケット層20が通常の絶縁樹脂で構成され、絶縁層14のみが、樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とで構成されてもよい。
【0072】
また上記実施形態では、ジャケット層20が設けられているが、ジャケット層20は省略が可能である。この場合でも、絶縁ケーブル100では、絶縁電線11が、樹脂部17と樹脂部17内に埋め込まれる繊維状部材18とを含む絶縁層14を有しているため、優れた難燃性を確保しながら優れた機械特性を確保することができる。また絶縁ケーブル100は1本の絶縁電線11のみで構成されてもよい。
【符号の説明】
【0073】
11…絶縁電線
13…内部導体
14…絶縁層
17,21…樹脂部
18,22…繊維状部材
20…ジャケット層
100…絶縁ケーブル
【技術分野】
【0001】
本発明は、絶縁ケーブル及びその製造方法に関する。
【背景技術】
【0002】
電子機器間のデータ伝送などに使用されるケーブルには一般に難燃性が要求される。このため、従来より、ケーブルを構成する絶縁層やジャケット層に難燃性が付与されていた。具体的には、ケーブルを構成する絶縁層やジャケット層に難燃性を付与するために、ケーブルの絶縁層やジャケット層として、例えばベース樹脂に金属水和物等のノンハロゲン系の難燃剤を添加してなる難燃性樹脂組成物が用いられていた(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−150532号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記特許文献1に記載のケーブルは以下の課題を有していた。
【0005】
すなわち上記特許文献1に記載のケーブルは、十分な難燃性を有してないという問題があった。ここで、ベース樹脂に対する難燃剤の配合量を増加させることによって、より高度な難燃性を得ることも考えられる。しかし、このように難燃剤の配合量を増加させると、絶縁層やジャケット層の機械特性が低下する。すなわち、上記特許文献1に記載のケーブルでは、優れた難燃性を確保しながら優れた機械特性を確保することが困難であった。
【0006】
本発明は、上記事情に鑑みてなされたものであり、優れた機械特性を確保しながら優れた難燃性をも確保できる絶縁ケーブル及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するため検討を重ねた結果、絶縁電線を構成する絶縁層や、絶縁電線を包囲するジャケット層について、ベース樹脂に難燃剤を配合するのではなく、ベース樹脂中にベース樹脂よりも難燃性の高い繊維状部材を埋め込むように構成することで、上記課題を解決し得ることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線を含む絶縁ケーブルであって、前記絶縁層が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブルである。
【0009】
また本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線と、前記絶縁電線を包囲するジャケット層とを含む絶縁ケーブルであって、前記絶縁層および前記ジャケット層の少なくとも一方が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブルである。
【0010】
本発明の絶縁ケーブルによれば、絶縁層又はジャケット層が、樹脂部と、樹脂部内に埋め込まれ、樹脂部よりも高い限界酸素指数の繊維状部材とを含むように構成されるため、繊維状部材により優れた難燃性を確保することができる。このため、絶縁層又はジャケット層の難燃性を高めるために樹脂部に難燃剤を配合する必要がなくなる。このため、樹脂部自体について優れた機械特性を確保することができる。従って、絶縁層又はジャケット層について、優れた難燃性を確保しながら優れた機械特性を確保することができる。よって、本発明の絶縁ケーブルによれば、優れた機械特性を確保しながら優れた難燃性をも確保できる。
【0011】
上記絶縁ケーブルにおいては、前記繊維状部材がポリイミドを含むことが好ましい。この場合、絶縁ケーブルは、より優れた機械特性を確保しながら、より優れた難燃性を確保することができる。
【0012】
上記絶縁ケーブルにおいては、前記繊維状部材の限界酸素指数が25以上であることが好ましい。この場合、絶縁ケーブルは、より優れた難燃性を確保することができる。
【0013】
上記絶縁ケーブルにおいては、前記繊維状部材は、例えば前記絶縁電線の長手方向に沿って縦添え、横巻き、又は複数本の前記繊維状部材を互いに編み込んでなる編組の状態で配置される。
【0014】
また本発明は、導体を絶縁層で被覆し、絶縁電線を得る絶縁層被覆工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、前記絶縁層被覆工程が、前記導体を絶縁層形成用第1樹脂で被覆する絶縁層形成用第1樹脂被覆工程と、前記絶縁層形成用第1樹脂上に繊維状部材を配置する繊維状部材配置工程と、前記繊維状部材を絶縁層形成用第2樹脂で被覆して、前記絶縁層形成用第1樹脂と前記絶縁層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記絶縁層を形成する絶縁層形成用第2樹脂被覆工程とを含み、前記繊維状部材として、前記絶縁層形成用第1樹脂及び前記絶縁層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法である。
【0015】
また本発明は、導体と前記導体を覆う絶縁層とを有する絶縁電線を包囲するようにジャケット層を形成するジャケット層形成工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、前記ジャケット層形成工程が、前記絶縁電線をジャケット層形成用第1樹脂で被覆するジャケット層形成用第1樹脂被覆工程と、前記ジャケット層形成用第1樹脂上に繊維状部材を配置する繊維状部材配置工程と、前記繊維状部材をジャケット層形成用第2樹脂で被覆して、前記ジャケット層形成用第1樹脂と前記ジャケット層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記ジャケット層を形成する第2樹脂被覆工程とを含み、前記繊維状部材として、前記ジャケット層形成用第1樹脂及び前記ジャケット層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法である。
【0016】
これらの製造方法によれば、優れた機械特性を確保しながら、優れた難燃性をも確保できる絶縁ケーブルを製造することができる。
【発明の効果】
【0017】
本発明によれば、優れた機械特性を確保しながら、優れた難燃性をも確保できる絶縁ケーブル及びその製造方法が提供される。
【図面の簡単な説明】
【0018】
【図1】本発明に係る絶縁ケーブルの一実施形態を示す断面図である。
【図2】図1の電線束の一例を示す断面図である。
【図3】図2の絶縁電線の一例を示す断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について図1〜図3を用いて詳細に説明する。
【0020】
[ケーブル]
図1は、本発明に係る絶縁ケーブルの一実施形態を示す断面図である。図1に示すように、絶縁ケーブル100は、複数本の電線束10と、これらの電線束10を包囲するジャケット層20とを備えている。
【0021】
図2は、図1の電線束の一例を示す断面図である。図2に示すように、電線束10は、複数本の絶縁電線11と、複数本の絶縁電線11を包囲して束ねる包囲部材12とを備えている。ここで、絶縁電線11は互いに撚り合わされていてもよいし、撚り合わされていなくてもよい。
【0022】
図3は、図2の絶縁電線11の一例を示す断面図である。図3に示すように、絶縁電線11は、内部導体13と、内部導体13を被覆する絶縁層14と、絶縁層14を被覆する外部導体15と、外部導体15を覆うシース16とを有している。絶縁層14は、樹脂を含む樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを有している。ここで、繊維状部材18の限界酸素指数は、樹脂部17の限界酸素指数よりも高くなっている。
【0023】
ジャケット層20は、図1に示すように、樹脂を含む樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とを有している。ジャケット層20においても、繊維状部材22の限界酸素指数は、樹脂部21の限界酸素指数よりも高くなっている。
【0024】
この絶縁ケーブル100によれば、ジャケット層20が、樹脂部21と、樹脂部21内に埋め込まれ、樹脂部21よりも高い限界酸素指数の繊維状部材22とを含むように構成されている。また絶縁電線11の絶縁層14が、樹脂部17と、樹脂部17内に埋め込まれ、樹脂部17よりも高い限界酸素指数の繊維状部材18とを含むように構成されている。このため、ジャケット層20及び絶縁層14はそれぞれ、繊維状部材22、18により、優れた難燃性を確保することができる。このため、ジャケット層20及び絶縁層14の各々の難燃性を高めるために、樹脂部17,21に難燃剤を配合する必要がなくなる。このため、樹脂部17,21自体については優れた機械特性を確保することができる。このように、絶縁電線11の絶縁層14およびジャケット層20について優れた機械特性を確保しながら優れた難燃性を確保することができる。よって、絶縁ケーブル100としても、優れた機械特性を確保しながら優れた難燃性をも確保できる。
【0025】
以下、絶縁ケーブル100の各構成について詳細に説明する。
【0026】
<電線束>
まず電線束10の構成について説明する。電線束10は、上述したように、複数本の絶縁電線11と、これらを包囲する包囲部材12とを有している。以下、絶縁電線11および包囲部材12の各々について詳細に説明する。
【0027】
[絶縁電線]
電線束10を構成する絶縁電線11の本数は、図2においては7本となっているが、7本に限定されるものではない。電線束10を構成する絶縁電線11は、1本以上であればよい。絶縁電線11としては、例えば同軸ケーブルを用いることができる。
【0028】
(導体)
絶縁電線11を構成する内部導体13は、1本の素線のみで構成されてもよく、複数本の素線を撚り合わせてなる撚線で構成されてもよい。また、内部導体13は、導体径や導体の材質などについて特に限定されるものではなく、用途に応じて適宜定めることができる。例えば内部導体13は、銅合金などで構成することができる。
【0029】
内部導体13の直径は例えば0.03〜0.30mm程度とすればよい。
【0030】
(絶縁層)
絶縁層14は、樹脂を含む樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とを含む。樹脂部17に含まれる樹脂は、絶縁性を有する樹脂であれば特に制限されるものではない。このような樹脂としては、絶縁電線11に十分な屈曲性を与えるために、例えば紫外線硬化樹脂又はポリエチレンなどのポリオレフィンを用いることができる。
【0031】
絶縁層14の厚さは、特に限定されるものではなく、例えば0.01〜0.20mm程度とすればよい。
【0032】
繊維状部材18は、樹脂部17よりも高い限界酸素指数を有する絶縁材料で構成されればよい。
【0033】
繊維状部材18の限界酸素指数と樹脂部17の限界酸素指数との差は通常は5以上であり、好ましくは10以上である。ここで、繊維状部材18の限界酸素指数は、25以上であることが好ましく、28以上であることがより好ましい。この場合、絶縁ケーブル100は、より優れた難燃性を確保することができる。但し、材料の繊維化が困難という理由から、繊維状部材18の限界酸素指数は95以下であることが好ましい。
【0034】
繊維状部材18としては、無機絶縁材料および絶縁樹脂が挙げられる。無機絶縁材料としては、例えばガラス繊維などを用いることができる。絶縁樹脂としては、例えばフッ素樹脂、ポリアミド樹脂、ポリイミド樹脂などを用いることができる。繊維状部材18としては、絶縁樹脂が好ましく、中でも、ポリイミド樹脂が好ましい。繊維状部材18がポリイミド樹脂を含むと、より優れた難燃性を確保しながら、より優れた機械特性を確保することができる。
【0035】
繊維状部材18の断面積は、特に限定されるものではないが、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる断面積であることが好ましい。本明細書において、断面積とは、絶縁ケーブル100の長手方向に直交する断面における面積を言う。
【0036】
繊維状部材18の断面形状としては、円形状、円環状、楕円状および多角形状などが挙げられるが、通常は円形状である。
【0037】
樹脂部17及び繊維状部材18はそれぞれ、絶縁層14の機械特性を損ねない範囲で、酸化防止剤、紫外線劣化防止剤、加工助剤、着色顔料、滑剤、カーボンブラックなどの充填剤を必要に応じてさらに含んでもよい。
【0038】
繊維状部材18は、内部導体13の長手方向に沿って配置されるいわゆる縦添えの状態で配置されてもよいし、内部導体13の長手方向に沿って螺旋状に巻かれるいわゆる横巻きの状態で配置されてもよい。また、繊維状部材18は、複数本の繊維状部材18を互いに編み込んでなる編組の状態で内部導体13の長手方向に沿って配置されてもよい。
【0039】
繊維状部材18を内部導体13の長手方向に沿って縦添えの状態で配置する場合、繊維状部材18の本数は、2本以上必要であれば特に本数に制限はない。ここで、繊維状部材18の本数は、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる本数とすることが好ましい。また複数本の繊維状部材18は等間隔で配置されることが好ましい。
【0040】
繊維状部材18を内部導体13の長手方向に沿って横巻きの状態で配置する場合、繊維状部材18の本数は通常1本であるが、この場合、螺旋のピッチは、絶縁層14の難燃性を向上させる観点からは、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となるピッチとすることが好ましい。
【0041】
繊維状部材18を編組の状態で配置する場合、隣り合う繊維状部材18同士の間隔は特に限定されないが、絶縁層14の難燃性を向上させる観点からは、絶縁層14の断面積中の繊維状部材18の断面積の割合が0.1〜20%の範囲内となる間隔とすることが好ましい。
【0042】
繊維状部材18は、縦添え状態又は横巻き状態で配置される場合よりも、編組の状態で配置されることが好ましい。この場合、繊維状部材18を内部導体13の長手方向に沿って縦添え又は横巻きの状態で配置させる場合に比べて、より優れた難燃性を確保することができる。
【0043】
(外部導体)
外部導体15は例えば軟銅線などの金属で構成される。外部導体15は、例えば編組の状態で配置される。
【0044】
外部導体15の厚さは、特に限定されるものではなく、例えば0.01〜0.30mm程度とすればよい。
【0045】
(シース)
シース16は、絶縁層2を物理的又は化学的な損傷から保護するものである。シース16は、例えばポリ塩化ビニル、ポリエチレン、ポリオレフィンなどで構成される。
【0046】
シース16の厚さは、特に限定されるものではなく、例えば0.01〜0.30mm程度とすればよい。
【0047】
[包囲部材]
絶縁電線11を包囲する包囲部材12は、例えばフィルム状のポリエチレンテレフタレートなどで構成すればよい。
【0048】
また包囲部材12の厚さは、特に限定されるものではなく、例えば0.005〜0.20mm程度とすればよい。
【0049】
<ジャケット層>
次に、ジャケット層20の構成について説明する。ジャケット層20は、上述したように、樹脂を含む樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とを含むものである。ジャケット層20の厚さは、特に限定されるものではなく、例えば0.05〜0.20mm程度とすればよい。以下、樹脂部21および繊維状部材22の各々について詳細に説明する。
【0050】
(樹脂部)
樹脂部21に含まれる樹脂は、絶縁性を有する樹脂であれば特に制限されるものではない。樹脂部21としては、例えば、絶縁層14の樹脂部17と同様の材料のほか、ウレタンなどを用いることができる。
【0051】
(繊維状部材)
繊維状部材22は、樹脂部21よりも高い限界酸素指数を有する絶縁材料で構成されればよい。
【0052】
繊維状部材22の限界酸素指数と樹脂部21の限界酸素指数との差は通常は5以上であり、好ましくは10以上である。ここで、繊維状部材22の限界酸素指数は、25以上であることが好ましく、28以上であることがより好ましい。この場合、絶縁ケーブル100は、より優れた難燃性を確保することができる。但し、材料の繊維化が困難という理由から、繊維状部材22の限界酸素指数は95以下であることが好ましい。なお、繊維状部材22の限界酸素指数は、絶縁層14を構成する樹脂部17の限界酸素指数よりも高いことが好ましい。
【0053】
繊維状部材22としては、例えば絶縁層14の繊維状部材18と同様の材料を用いることができる。
【0054】
繊維状部材22の断面積は、特に限定されるものではないが、ジャケット層20の断面積中の繊維状部材22の割合が0.1〜20%の範囲内となる断面積とすることが好ましい。であることが好ましい。
【0055】
繊維状部材22の断面形状としては、繊維状部材18と同様、円形状、円環状、楕円状および多角形状などが挙げられるが、通常は円形状である。
【0056】
繊維状部材22は、絶縁層14の繊維状部材18と同様に配置すればよい。
【0057】
樹脂部21及び繊維状部材22はそれぞれ、ジャケット層20の機械特性を損ねない範囲で、酸化防止剤、紫外線劣化防止剤、加工助剤、着色顔料、滑剤、カーボンブラックなどの充填剤を必要に応じてさらに含んでもよい。
【0058】
次に、絶縁ケーブル100の製造方法について説明する。
【0059】
まず複数本の電線束10を準備する。
【0060】
まず絶縁電線11を以下のようにして準備する。はじめに内部導体13を準備する。
【0061】
次に、内部導体13を絶縁層形成用第1樹脂で被覆する(絶縁層形成用第1樹脂被覆工程)。絶縁層形成用第1樹脂としては、樹脂部18と同一の材料を用いる。内部導体13の被覆は、例えば絶縁層形成用第1樹脂をチューブ状に溶融押出し、チューブ状の押出物の内側に内部導体13を通すようにすればよい。
【0062】
次に、絶縁層形成用第1樹脂上に絶縁層形成用繊維状部材18を配置する(絶縁層形成用繊維状部材配置工程)。繊維状部材18は、内部導体13の長手方向に沿って縦添え、横巻き、又は編組の状態で配置すればよい。
【0063】
次に、繊維状部材18を絶縁層形成用第2樹脂で被覆する(絶縁層形成用第2樹脂被覆工程)。絶縁層形成用第2樹脂としては、樹脂部18と同一の材料を用いる。
【0064】
このとき、絶縁層形成用第1樹脂及び絶縁層形成用第2樹脂を溶融させて合体させる。こうして樹脂部17が形成される。このとき、繊維状部材18は樹脂部17内に埋め込まれる。こうして絶縁層14で内部導体13が被覆される(絶縁層被覆工程)。
【0065】
次に、絶縁層14を外部導体15で包囲し、最後に、外部導体15をシース16で被覆する。以上のようにして絶縁電線11が得られる。
【0066】
そして、複数本の絶縁電線11を撚り合わせ、これらを包囲部材12で包囲する。こうして電線束10が得られる。
【0067】
次に、こうして得られた複数本の電線束10を撚り合わせ、複数本の電線束10を包囲するようにジャケット層20を形成する。ジャケット層20を形成するには、まず複数本の電線束10をジャケット層形成用第1樹脂で被覆する(ジャケット層形成用第1樹脂被覆工程)。電線束10の被覆は、例えばジャケット層形成用第1樹脂をチューブ状に溶融押出し、チューブ状の押出物の内側に複数の電線束10を通すようにすればよい。
【0068】
次に、ジャケット層形成用第1樹脂上にジャケット層形成用の繊維状部材22を配置する(ジャケット層形成用繊維状部材配置工程)。
【0069】
次に、繊維状部材22をジャケット層形成用第2樹脂で被覆する(ジャケット層形成用第2樹脂被覆工程)。ジャケット層形成用第2樹脂としては、樹脂部21に含まれる樹脂と同一の樹脂を用いる。
【0070】
このとき、ジャケット層形成用の第1樹脂及び第2樹脂を溶融させて合体させる。こうして樹脂部21が形成される。このとき、繊維状部材22は樹脂部21内に埋め込まれる。こうして、ジャケット層20が形成され(ジャケット層形成工程)、絶縁ケーブル100が得られる。
【0071】
本発明は、上記実施形態に限定されるものではない。例えば上記実施形態では、絶縁電線11の絶縁層14、ジャケット層20がいずれも、樹脂部と樹脂部内に埋め込まれる繊維状部材とを含んでいるが、絶縁層14が通常の絶縁樹脂で構成され、ジャケット層20のみが、樹脂部21と、樹脂部21内に埋め込まれる繊維状部材22とで構成されてもよいし、逆にジャケット層20が通常の絶縁樹脂で構成され、絶縁層14のみが、樹脂部17と、樹脂部17内に埋め込まれる繊維状部材18とで構成されてもよい。
【0072】
また上記実施形態では、ジャケット層20が設けられているが、ジャケット層20は省略が可能である。この場合でも、絶縁ケーブル100では、絶縁電線11が、樹脂部17と樹脂部17内に埋め込まれる繊維状部材18とを含む絶縁層14を有しているため、優れた難燃性を確保しながら優れた機械特性を確保することができる。また絶縁ケーブル100は1本の絶縁電線11のみで構成されてもよい。
【符号の説明】
【0073】
11…絶縁電線
13…内部導体
14…絶縁層
17,21…樹脂部
18,22…繊維状部材
20…ジャケット層
100…絶縁ケーブル
【特許請求の範囲】
【請求項1】
導体と前記導体を覆う絶縁層とを有する絶縁電線を含む絶縁ケーブルであって、
前記絶縁層が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、
前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブル。
【請求項2】
導体と前記導体を覆う絶縁層とを有する絶縁電線と、
前記絶縁電線を包囲するジャケット層とを含む絶縁ケーブルであって、
前記絶縁層および前記ジャケット層の少なくとも一方が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、
前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブル。
【請求項3】
前記繊維状部材がポリイミド樹脂を含む請求項1又は2に記載の絶縁ケーブル。
【請求項4】
前記繊維状部材の限界酸素指数が25以上である請求項1又は2に記載の絶縁ケーブル。
【請求項5】
前記繊維状部材は、前記絶縁電線の長手方向に沿って縦添え、横巻き、又は複数本の前記繊維状部材を互いに編み込んでなる編組の状態で配置される請求項4又は5に記載の絶縁ケーブル。
【請求項6】
導体を絶縁層で被覆し、絶縁電線を得る絶縁層被覆工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、
前記絶縁層被覆工程が、
前記導体を絶縁層形成用第1樹脂で被覆する絶縁層形成用第1樹脂被覆工程と、
前記絶縁層形成用第1樹脂上に絶縁層形成用繊維状部材を配置する絶縁層形成用繊維状部材配置工程と、
前記繊維状部材を絶縁層形成用第2樹脂で被覆して、前記絶縁層形成用第1樹脂と前記絶縁層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記絶縁層を形成する絶縁層形成用第2樹脂被覆工程とを含み、
前記繊維状部材として、前記絶縁層形成用第1樹脂及び前記絶縁層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法。
【請求項7】
導体と前記導体を覆う絶縁層とを有する絶縁電線を包囲するようにジャケット層を形成するジャケット層形成工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、
前記ジャケット層形成工程が、
前記絶縁電線をジャケット層形成用第1樹脂で被覆するジャケット層形成用第1樹脂被覆工程と、
前記ジャケット層形成用第1樹脂上にジャケット層形成用繊維状部材を配置するジャケット層形成用繊維状部材配置工程と、
前記繊維状部材をジャケット層形成用第2樹脂で被覆して、前記ジャケット層形成用第1樹脂と前記ジャケット層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記ジャケット層を形成するジャケット層形成用第2樹脂被覆工程とを含み、
前記繊維状部材として、前記ジャケット層形成用第1樹脂及び前記ジャケット層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法。
【請求項1】
導体と前記導体を覆う絶縁層とを有する絶縁電線を含む絶縁ケーブルであって、
前記絶縁層が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、
前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブル。
【請求項2】
導体と前記導体を覆う絶縁層とを有する絶縁電線と、
前記絶縁電線を包囲するジャケット層とを含む絶縁ケーブルであって、
前記絶縁層および前記ジャケット層の少なくとも一方が、樹脂部と、前記樹脂部内に埋め込まれる繊維状部材とを含み、
前記繊維状部材の限界酸素指数が前記樹脂部の限界酸素指数よりも高い絶縁ケーブル。
【請求項3】
前記繊維状部材がポリイミド樹脂を含む請求項1又は2に記載の絶縁ケーブル。
【請求項4】
前記繊維状部材の限界酸素指数が25以上である請求項1又は2に記載の絶縁ケーブル。
【請求項5】
前記繊維状部材は、前記絶縁電線の長手方向に沿って縦添え、横巻き、又は複数本の前記繊維状部材を互いに編み込んでなる編組の状態で配置される請求項4又は5に記載の絶縁ケーブル。
【請求項6】
導体を絶縁層で被覆し、絶縁電線を得る絶縁層被覆工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、
前記絶縁層被覆工程が、
前記導体を絶縁層形成用第1樹脂で被覆する絶縁層形成用第1樹脂被覆工程と、
前記絶縁層形成用第1樹脂上に絶縁層形成用繊維状部材を配置する絶縁層形成用繊維状部材配置工程と、
前記繊維状部材を絶縁層形成用第2樹脂で被覆して、前記絶縁層形成用第1樹脂と前記絶縁層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記絶縁層を形成する絶縁層形成用第2樹脂被覆工程とを含み、
前記繊維状部材として、前記絶縁層形成用第1樹脂及び前記絶縁層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法。
【請求項7】
導体と前記導体を覆う絶縁層とを有する絶縁電線を包囲するようにジャケット層を形成するジャケット層形成工程を経て絶縁ケーブルを製造する絶縁ケーブルの製造方法であって、
前記ジャケット層形成工程が、
前記絶縁電線をジャケット層形成用第1樹脂で被覆するジャケット層形成用第1樹脂被覆工程と、
前記ジャケット層形成用第1樹脂上にジャケット層形成用繊維状部材を配置するジャケット層形成用繊維状部材配置工程と、
前記繊維状部材をジャケット層形成用第2樹脂で被覆して、前記ジャケット層形成用第1樹脂と前記ジャケット層形成用第2樹脂とからなる樹脂部内に前記繊維状部材を埋め込み、前記ジャケット層を形成するジャケット層形成用第2樹脂被覆工程とを含み、
前記繊維状部材として、前記ジャケット層形成用第1樹脂及び前記ジャケット層形成用第2樹脂の各限界酸素指数よりも高い限界酸素指数を有するものを用いる絶縁ケーブルの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−114845(P2013−114845A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258893(P2011−258893)
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【出願人】(000005186)株式会社フジクラ (4,463)
【Fターム(参考)】
[ Back to top ]