
絶縁電線およびその製造方法
【課題】カットスルー特性に優れると共に、引張伸び特性を有する電線およびその製造方法を提供すること。
【解決手段】
導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
【解決手段】
導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハロゲンフリー難燃性樹脂組成物で導体を絶縁被覆してなる絶縁電線およびその製造方法に関する。
【背景技術】
【0002】
複写機、プリンタなどのOA機器、電子機器の内部配線では、プリント基板間やプリント基板とセンサー、アクチュエータ、モータ等の電子部品間で給電や信号電送を行うワイヤーハーネスが多量に使用されている。
【0003】
ワイヤーハーネスとは、複数本の電線やケーブルを束ねて端末に挿抜可能なコネクタ等の端子を組み付けしたものである。難燃性、電気絶縁性等の点から、ワイヤーハーネス用の電線には絶縁材料としてポリ塩化ビニル(PVC)を適用したPVC電線が使用されている。PVC電線は柔軟性に優れるので、ワイヤーハーネスとした場合も取り回し性が良く、また充分な強度を有しているので、ワイヤーハーネスの配線中に絶縁体が破れたり摩耗したりする問題が無く、更に端末に取り付ける圧接コネクタの取り付け作業性にも優れている。
【0004】
しかし、PVC電線にはハロゲン元素が含まれるため、使用後のワイヤーハーネスを焼却処理を行う場合に塩化水素系の有毒ガスが発生したり、また焼却条件によってはダイオキシンを発生するという問題があり、環境負荷の低減が求められる中、PVCは絶縁材料として好ましい材料とはいえない。
【0005】
近年、環境負荷の低減に対する要求の高まりに応えるために、ポリ塩化ビニル樹脂やハロゲン系難燃剤を含有しない被覆材料を用いたハロゲンフリー電線が開発されている。他方、電子機器の機内配線に使用する絶縁電線や絶縁ケーブルなどの電線には、一般に、UL(Underwriters Laboratories inc.)規格に適合する諸特性を有することが求められている。UL規格には、製品が満たすべき難燃性、加熱変形性、低温特性、被覆材料の初期と熱老化後の引張特性などの諸特性が詳細に規定されている。
【0006】
特開2002−105255号公報(特許文献1)にはポリプロピレン樹脂にエチレンプロピレンゴムやスチレンブタジエンゴム等のエラストマーを配合した熱可塑性樹脂成分に対して、金属水和物を加熱・混練した難燃性樹脂組成物が開示されている。エラストマーを配合することでフィラー受容性を高めることができ、またこれらのエラストマーを動的加硫することで、柔軟性、伸び等の機械的物性と押出加工性及び難燃性のバランスを取ることが検討されている。しかし、このような材料はPVCと比べると耐摩耗性や耐エッジ性(カットスルー特性)が悪く、これらの特性を向上させようとすると柔軟性が低下して特性のバランスを失うという問題があった。
【0007】
また、特開2008−169234号公報(特許文献2)には、ポリアミド樹脂又はポリエステル樹脂、ポリフェニレンエーテル系樹脂、及びスチレン系エラストマー樹脂を含有する樹脂成分と、窒素系難燃剤とを含有するノンハロゲン難燃性樹脂組成物が開示されている。弾性率が高く硬いポリフェニレンエーテル系樹脂と、伸びが大きく柔らかいスチレン系エラストマーとを混合するとともに、結晶性樹脂でありガラス転移温度以上の温度であっても適度な弾性率を保ち柔軟性、伸張性を保持することができるポリアミド樹脂又はポリエステル樹脂をさらに混合することで、PVCと同等の柔軟性、耐摩耗性、耐エッジ性を有する絶縁電線を得ることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−105255号公報
【特許文献2】特開2008−169234号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
配線が乱雑になり易い用途の機器(複写機など)内で使用される絶縁電線には高いカットスルー強度が要求されている。一方、絶縁電線はUL規格に規定されている難燃性、耐熱性、機械特性を満たす必要がある。カットスルー強度を高くするためには絶縁材料を硬く、すなわち弾性率の高い材料を多く配合すること等が考えられるが、そうすると引張伸び、特に熱老化後の引張伸びが小さくなりUL規格を満たせない可能性があるだけでなくコネクタ嵌合性の点でストレインレリーフを破壊してしまう恐れがある。
【0010】
本発明は、従来のハロゲンフリー難燃性樹脂組成物により被覆された絶縁電線における上記課題に鑑みなされたものであって、カットスルー特性に優れると共に、引っ張り伸び特性に優れた絶縁電線およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明の発明者等は上記課題を解決すべく鋭意検討した結果、導体の外周面上を被覆する絶縁体を、ポリプロピレン系樹脂、ポリフェニレンエーテル系樹脂、スチレン系エラストマーおよび低密度ポリエチレン(LDPE)を特定配合比率で含有するハロゲンフリー難燃材樹脂組成物で形成することで、上記課題を解決できることを知見した。
【0012】
特に本発明者等は、押出被覆工程の際に、上記樹脂成分の内、低密度ポリエチレンを他の樹脂成分とは別のペレットとし、即ち、絶縁被覆を着色するための顔料と低密度ポリエチレンを樹脂成分として含む顔料バッチを作成し、これを他の樹脂成分が溶融した溶融物に添加(後添加)することで、カットスルー特性に優れると共に引張伸び特性に優れる絶縁電線が得られること、特に老化引張伸びの劣化を顕著に低下させることができることを知見するに至った。
【0013】
本発明は上記知見に基づいてなされたものであり、下記の通りである。
(1) 導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
(2) 前記スチレン系エラストマーが、スチレン・エチレンブチレン・スチレン共重合体(SEBS)であることを特徴とする上記(1)記載の絶縁電線。
(3) 前記ポリフェニレンエーテル系樹脂が、ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂であることを特徴とする上記(1)または(2)記載の絶縁電線。
(4) 前記リン系難燃剤が、リン酸エステルであることを特徴とする上記(1)〜(3)の何れか一項に記載の絶縁電線。
(5) 前記絶縁体による被覆厚みが0.3mm以下であることを特徴とする上記(1)〜(4)の何れか一項に記載の絶縁電線。
(6) 前記絶縁体が電離放射線により架橋されていることを特徴とする上記(1)〜(5)のいずれか一項に記載の絶縁電線。
(7) 導体の外周面上を絶縁体で被覆してなる絶縁電線の製造方法であって、
前記絶縁体を形成するためのハロゲンフリー難燃性樹脂組成物が、ベース樹脂含有組成物と着色組成物とを混合して構成される組成物であり、
前記ベース樹脂含有組成物は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなり、
前記ハロゲンフリー難燃性樹脂組成物における着色組成物の含有量は、前記ベース樹脂含有組成物中のベース樹脂成分100質量部に対して3〜10質量部であるとともに、前記着色組成物は顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなり、
前記導体の外周面上に前記ベース樹脂含有組成物を溶融して押出被覆する直前に、前記溶融されたベース樹脂含有組成物中に前記着色組成物を添加し混合することを特徴とする絶縁電線の製造方法。
【発明の効果】
【0014】
本発明によれば、カットスルー特性に優れると共に引張伸び特性に優れた絶縁電線を提供することができる。
【図面の簡単な説明】
【0015】
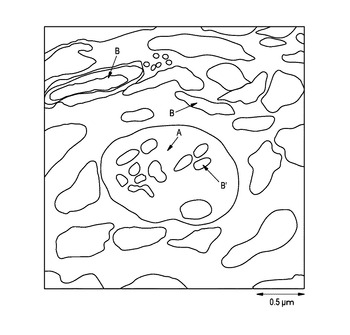
【図1】本発明の絶縁電線の表面状態の模式図を示す(図中のA:低密度ポリエチレンの相領域、図中のBおよびB’:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
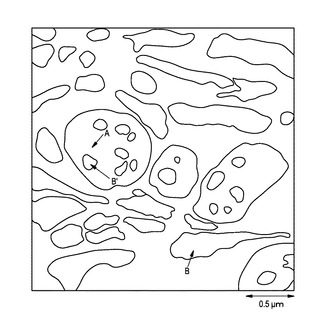
【図2】低密度ポリエチレンを顔料バッチとして導入せずにベース樹脂含有組成物に予め導入して作製した絶縁電線の表面状態の模式図を示す(図2中のA:低密度ポリエチレンの相領域、図2中のBおよびB’:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
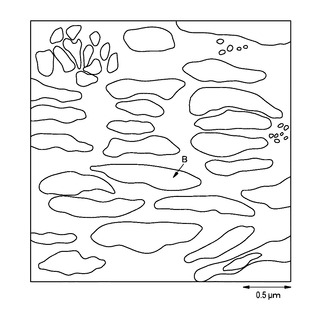
【図3】低密度ポリエチレンを導入しないで作製した絶縁電線の表面状態の模式図を示す(図3中のB:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
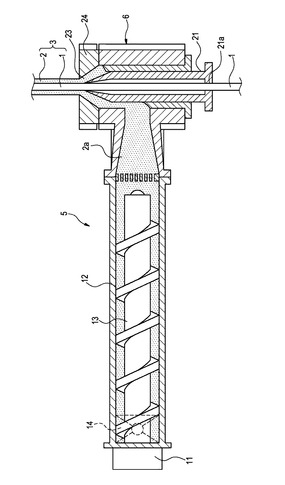
【図4】押出被覆工程の際の顔料バッチの添加手段の一例を示す模式図である。
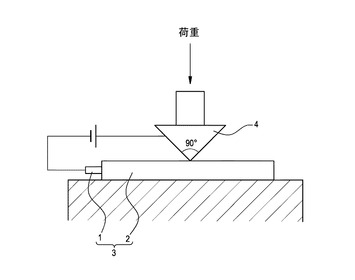
【図5】カットスルー強度の測定方法を示す模式図である。
【発明を実施するための形態】
【0016】
以下、本発明の絶縁電線およびその製造方法の好ましい一実施形態を図面に基づいて詳細に説明する。
本発明の絶縁電線は、導体の外周面上を絶縁体で被覆してなり、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物が海島の相構造を有し、前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする。
【0017】
本発明におけるハロゲンフリー難燃性樹脂組成物は、柔軟性、耐磨耗性等の機械的強度を発現させるため、樹脂成分として複数の樹脂を併用する。
ポリフェニレンエーテル系樹脂は常温における弾性率が高く、硬い材料である。ポリプロピレン系樹脂や低密度ポリエチレンは柔軟性に優れているとともに機械特性を向上することができる。スチレン系エラストマーは柔軟性、押出加工性に優れているだけでなく相溶化剤として働く。前記ポリフェニレンエーテル系樹脂は、スチレン系エラストマーを相溶化剤として、前記ポリプロピレン系樹脂、特に前記低密度ポリエチレンと良好に混合し、機械特性を向上することができる。
【0018】
本発明の絶縁電線は、その製造過程において導体の外周面上に上記ハロゲンフリー難燃性樹脂組成物を押出被覆する際、前記ハロゲンフリー難燃性樹脂組成物の内、顔料と低密度ポリエチレンを着色組成物(顔料バッチ)として、ハロゲンフリー難燃性樹脂組成物に含まれる他の成分からなるベース樹脂含有組成物とは分けて調整し、このベース樹脂含有組成物が溶融した溶融物に前記着色組成物を添加・混合する工程を経ることで得られる。
かかる工程を経て作成された本発明の絶縁電線は、樹脂成分の相溶性に起因した海島の相構造を有する。図1に、透過電子顕微鏡(TEM)によって確認した本発明の絶縁電線(未架橋のもの)の表面状態の模式図を示す。また、同様に、図2に低密度ポリエチレンをバッチとはせずにベース樹脂含有組成物に導入して溶融・混錬して作製した絶縁電線の表面状態の模式図を、図3に低密度ポリエチレンを導入しないで作製した絶縁電線の表面状態の模式図をそれぞれ示す。
【0019】
図1の本発明の絶縁電線の表面状態では、ポリプロピレンからなる海領域中に、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域(図1のB)が島状に形成されている。さらに低密度ポリエチレンを主成分とした島領域も形成されており(図1のA)、この島領域中にはスチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域(図1のB’)が島状に形成されている。低密度ポリエチレンを主成分とした島領域の長径は1.5μm以上である。
【0020】
このような海島の相構造は、ポリプロピレン系樹脂、ポリフェニレンエーテル系樹脂、スチレン系エラストマーおよび低密度ポリエチレンを特定比率で配合したことで得られる。この結果、ポリプロピレン系樹脂に直接接するポリフェニレンエーテル系樹脂の含有割合を減らすことができ、これにより引張伸び特性が向上するものと考えられる。
【0021】
特に、本発明の絶縁電線は押出被覆時に上記の工程を経ることで、低密度ポリエチレンをバッチとはせずにベース樹脂含有組成物に導入して溶融・混錬して作製した場合(図2)よりも、低密度ポリエチレンを主成分とする相領域を大きくすることができ(低密度ポリエチレンを主成分とした島領域の長径が1.5μm以上)、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域をより均一分散した状態で前記低密度ポリエチレンによる相領域内に内包させことができる。その結果、効果発現の機序は明らかではないが、分散性が向上されることにより、カットスルー特性に優れると共に、引張伸び特性に優れる絶縁体の形成が可能となる。特に、老化引張伸びの劣化を顕著に低下させることができる。
【0022】
以下、本発明におけるハロゲンフリー難燃性樹脂組成物に使用する各種材料について説明する。
【0023】
ポリフェニレンエーテルは、メタノールとフェノールを原料として合成される2,6−キシレノールを酸化重合させて得られるエンジニアリングプラスチックである。またポリフェニレンエーテルの成形加工性を向上させるため、ポリフェニレンエーテルにポリスチレンを溶融ブレンドした材料が変性ポリフェニレンエーテル樹脂として各種市販されている。本発明に用いるポリフェニレンエーテル系樹脂としては、上記のポリフェニレンエーテル樹脂単体、及びポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂のいずれも使用することができる。また無水マレイン酸等のカルボン酸を導入したものを適宜ブレンドして使用することもできる。
【0024】
ポリフェニレンエーテル系樹脂としてポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂を使用すると、スチレン系エラストマーとの溶融混合時の作業性が向上し好ましい。ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂はスチレン系エラストマーとの相溶性に優れるため、押出加工時の樹脂圧が低減し、押出加工性が向上する。
【0025】
このようなポリフェニレンエーテル系樹脂においては、ポリスチレンのブレンド比率に応じて加重たわみ温度が変化するが、荷重たわみ温度が130℃以上のものを使用すると電線被膜の機械的強度が大きくなり、また熱変形特性が優れるため好ましい。なお荷重たわみ温度はISO75−1、2の方法により、荷重1.80MPaで測定した値とする。
【0026】
本発明に使用するスチレン系エラストマーとしては、スチレン・エチレンブチレン・スチレン共重合体、スチレン・エチレンプロピレン・スチレン共重合体、スチレン・エチレン・エチレンプロピレン・スチレン共重合体、スチレン・ブチレン・スチレン共重合体等が挙げられ、これらの水素添加ポリマーや部分水素添加ポリマーを例示できる。また無水マレイン酸等のカルボン酸を導入したものを適宜ブレンドして使用することもできる。マトリクスのポリプロピレン中にポリフェニレンエーテルを分散させる点で、スチレン・エチレンブチレン・スチレン共重合体を使用することが好ましい。
【0027】
この中でも、スチレンとゴム成分のブロック共重合エラストマーを使用すると、低密度ポリエチレン系樹脂やポリプロピレン系樹脂とポリフェニレンエーテル系樹脂の相溶性が向上する。これにより、押出加工性が向上することに加え、引張破断伸びが向上し、また耐衝撃性が向上するなどの利点があり好ましい。またブロック共重合体として、水素化スチレン・ブチレン・スチレンブロック共重合体やスチレン・イソブチレン・スチレン系共重合体等のトリブロック型共重合体、及びスチレン・エチレン共重合体、スチレン・エチレンプロピレン等のジブロック型共重合体を使用することができ、スチレン系エラストマー中トリブロック成分が50重量%以上含まれていると、電線被膜の強度及び硬度が向上するため好ましい。
【0028】
またスチレン系エラストマー中に含まれるスチレン含有量が20重量%以上のものが機械特性、難燃性の点から好適に使用できる。スチレン含有量が20重量%より少ないと硬度や押出加工性が低下する。またスチレン含有量が50重量%を超えると引張破断伸びが低下するため好ましくない。
更に、分子量の指標となるメルトフローレート(「MFR」と略記;JIS K 7210に従って、230℃×2.16kgfで測定)が0.8〜15g/10minの範囲であることが好ましい。メルトフローレートが0.8g/10minより小さいと押出加工性が低下し、また15g/10minを超えると機械強度が低下するからである。
【0029】
ポリプロピレン系樹脂としては、ポリプロピレン(ホモポリマー、ブロックポリマー、ランダムポリマー)、ポリプロピレン系熱可塑性エラストマー、リアクター型ポリプロピレン系熱顔性エラストマー、動的架橋型ポリプロピレン系熱可塑性エラストマーなどが使用できる。
【0030】
上記のポリプロピレン系樹脂のうち、メタロセンランダムPPとブロック共重合ポリプロピレンとを併用することが好ましい。併用する場合、メタロセンランダムPPはポリプロピレン系樹脂全体に対して5〜60質量%、ブロック共重合ポリプロピレンはポリプロピレン系樹脂全体に対して30〜95質量%とすることが望ましい。上記範囲とすることで、熱老化後の引張伸びとカットスルー強度とをより向上させることができる。
【0031】
本発明のハロゲンフリー難燃性樹脂組成物は、上記のベース樹脂成分とは別に低密度ポリエチレンを含有する。低密度ポリエチレンは柔軟性に優れているとともに機械特性を向上することができ、さらには相溶剤としての機能を有する。低密度ポリエチレンはベース樹脂成分100質量部に対して1.5〜7質量部含まれる。1.5質量部よりも少ない場合は引張伸び特性が不十分である。低密度ポリエチレンは顔料バッチに加えて添加する。着色に適した顔料の添加量の範囲があり、それによって低密度ポリエチレンの添加量の上限が決まり、7質量部である。さらに好ましい低密度ポリエチレンの含有量は3〜7質量部である。
【0032】
リン系難燃剤としては、リン酸エステル、ホスフィン酸金属塩、リン酸メラミン化合物、リン酸アンモニウム化合物、シクロホスファゼンを開環重合して得られるポリホスファゼン化合物等を使用できる。これらのリン系難燃剤は単独で用いても良いし、複数を組み合わせて用いても良い。本発明においては、ポリフェニレンエーテルを可塑化して引っ張り伸びを向上させ、かつ比重の上昇を抑える観点から、リン酸エステルを使用することが好ましく、縮合リン酸エステルを使用することがより好ましい。
【0033】
リン酸エステルとしては、トリメチルフォスフェート、トリエチルフォスフェート、トリフェニルフォスフェート、トリクレシジルフォスフェート、トリキシレニルフォスフェート、クレジルフェニルフォスフェート、クレジル2,6−キシレニルフォスフェート、2−エチルヘキシルジフェニルフォスフェート、1,3フェニレンビス(ジフェニルフォスフェート)、1,3フェニレンビス(ジ2,6キシレニルフォスフェート)、ビスフェノールA ビス(ジフェニルフォスフェート)、レゾルシノールビスジフェニルフォスフェート、オクチルジフェニルフォスフェート、ジエチレンエチルエステルフォスフェート、ジヒドロキシプロピレンブチルエステルフォスフェート、エチレンジナトリウムエステルフォスフェート、t−ブチルフェニルジフェニルホスフェート、ビス−(t−ブチルフェニル)フェニルホスフェート、トリス−(t−ブチルフェニル)ホスフェート、イソプロピルフェニルジフェニルホスフェート、ビス−(イソプロピルフェニル)ジフェニルホスフェート、トリス−(イソプロピルフェニル)ホスフェート、トリス(2−エチルヘキシル)ホスフェート、トリス(ブトキシエチル)ホスフェート、トリスイソブチルホスフェート、メチルホスホン酸、メチルホスホン酸ジメチル、メチルホスホン酸ジエチル、エチルホスホン酸、プロピルホスホン酸、ブチルホスホン酸、2−メチル−プロピルホスホン酸、t−ブチルホスホン酸、2,3−ジメチルブチルホスホン酸、オクチルホスホン酸、フェニルホスホン酸、ジエチルホスフィン酸、メチルエチルホスフィン酸、メチルプロピルホスフィン酸、ジエチルホスフィン酸、ジオクチルホスフィン酸、フェニルホスフィン酸、ジエチルフェニルホスフィン酸、ジフェニルホスフィン酸、アルキルリン酸エステル等を使用することができる。
【0034】
ホスフィン酸金属塩は、下記式(I)で表される化合物である。なお、上記式中R1、R2は、それぞれ、炭素数1〜6のアルキル基または炭素数12以下のアリール基であり、Mは、カルシウム、アルミニウム又は亜鉛であり、M=アルミニウムの場合はm=3、それ以外の場合はm=2である。
【0035】
【化1】

【0036】
ホスフィン酸金属塩としては、クラリアント(株)製のEXOLITOP1230、EXOLITOP1240、EXOLITOP930、EXOLITOP935等の有機ホスフィン酸のアルミニウム塩、またはEXOLITOP1312等の有機ホスフィン酸のアルミニウム塩とポリリン酸メラミンのブレンド物を使用できる。
【0037】
リン酸メラミン化合物としては、チバスペシャルティ(株)製のMELAPUR200等のポリリン酸メラミン、またはポリリン酸メラミン酸、リン酸メラミン、オルソリン酸メラミン、ピロリン酸メラミン等を使用できる。
【0038】
リン酸アンモニウム化合物としては、ポリリン酸アンモニウム、ポリリン酸アミド、ポリリン酸アミドアンモニウム、ポリリン酸カルバミン酸等を使用できる。
【0039】
シクロホスファゼンを開環重合して得られるポリホスファゼン化合物としては、大塚化学(株)製のSPR−100、SA−100、SR−100、SRS−100、SPB−100L等を使用できる。
【0040】
リン系難燃剤の含有量は、ベース樹脂成分100質量部に対して10〜30質量部とする。10質量部よりも少ない場合は難燃性が不十分であり、30質量部を越えると機械的特性が低下する。さらに好ましいリン系難燃剤の含有量は15〜25質量部である。リン系難燃剤は、表面をメラミン、メラミンシアヌレート、脂肪酸、シランカップリング剤で処理して使用しても良い。また予め表面処理するのではなく、熱可塑性樹脂と混合する際に表面処理剤を添加するインテグラルブレンドを行っても良い。またリン系難燃剤と併用して窒素系難燃剤を使用しても良い。窒素系難燃剤としてはメラミン、メラミンシアヌレート等を使用できる。
【0041】
更に本発明のハロゲンフリー難燃性樹脂組成物には架橋助剤を添加することができる。架橋助剤としてはトリメチロールプロパントリメタクリレートやトリアリルシアヌレート、トリアリルイソシアヌレート等の分子内に複数の炭素−炭素二重結合を持つ多官能性モノマーが好ましく使用できる。また架橋助剤は常温で液体であることが好ましい。液体であるとポリフェニレンエーテル系樹脂やスチレン系エラストマーとの混合がしやすいからである。更に架橋助剤としてトリメチロールプロパントリメタクリレートを使用すると、樹脂への相溶性が向上し、好ましい。
【0042】
本発明のハロゲンフリー難燃性樹脂組成物は着色剤として顔料を含む。顔料としては特に限定されないが、例えばカーボンブラックなどが挙げられる。顔料はベース樹脂成分100質量部に対して0.9〜5質量部含まれる。0.9質量部よりも少ない場合は着色が不十分であり、5質量部を越えるとカットスルー特性が低下する。
【0043】
本発明のハロゲンフリー難燃性樹脂組成物は、上記成分を(A)ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなるベース樹脂含有組成物と、(B)顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなる着色組成物とに分け、それぞれを短軸押出型混合機、加圧ニーダー、バンバリーミキサー等の既知の溶融混合機を用いて混合する。着色組成物はベース樹脂成分100質量部に対して3〜10質量部で使用する。
本発明のハロゲンフリー難燃性樹脂組成物には、必要に応じて酸化防止剤、加工安定剤、重金属不活性化材、発泡剤、多官能性モノマー等を適宜混合することができる。これらの添加成分は、ベース樹脂含有組成物および着色組成物のいずれにも添加してよい。
【0044】
本発明の絶縁電線は、上記のハロゲンフリー難燃性樹脂組成物からなる被覆層を有するものであり、導体上に被覆層が直接又は他の層を介して形成される。絶縁被覆層の形成には溶融押出機など既知の押出成形機を用いることができる。以下、本発明における押出被覆工程の一例を図4に基づいて説明するが、これに限定されるものではない。
【0045】
図4に示す押出成型機5は、ベース樹脂含有組成物および着色剤組成物の各ペレットが供給されるシリンダ12と、シリンダ12内に配設され供給されてくるペレットを混練するスクリュー13と、スクリュー13を回転駆動するスクリュー駆動部11と、スクリュー13から押し出されてくる溶融されたハロゲンフリー難燃性樹脂組成物2aを走行する導体1に被覆するクロスヘッド6とを備えている。また、シリンダ12の上流側には、ベース樹脂含有組成物のペレットと着色剤組成物のペレットを導入する供給部14が備えられている。
【0046】
シリンダ12にはバンド型電熱ヒータ(不図示)が巻回され、供給部14から供給されるペレットを溶融させている。この溶融されたハロゲンフリー難燃性樹脂組成物2aをスクリュー13の回転によって混練して、クロスヘッド6に押し出す。クロスヘッド6は導体1の位置決めをするニップル23と、ニップル23によって位置決めされた導体1にハロゲンフリー難燃性樹脂組成物2aを押出被覆する際、該ハロゲンフリー難燃性樹脂組成物2aを所定の径に成形加工する成形ダイス24とを備えている。ニップル23はニップルホルダ21に固定され、このニップルホルダ21の導体通過孔21aから走行してくる導体1を、成形ダイス24に導くものである。成形ダイス24はスクリュー13から押し出されてくる溶融されたハロゲンフリー難燃性樹脂組成物2aをチューブ状に展開し所定の径に成形加工する。かかる工程により、導体1の外周面上に被覆層2が形成される。
【0047】
本発明では供給部14からベース樹脂含有組成物のペレットを導入し、続いて着色剤組成物のペレットを導入する。着色剤組成物のペレットはベース樹脂含有組成物の溶融物と混錬・溶融されたのち、クロスヘッド6へ押出される。
【0048】
導体としては、導電性に優れる銅線、アルミ線などが使用できる。導体の径は使用用途に応じて適宜選択できるが、狭いスペースへの配線を可能とするためには2mm以下とすることが好ましい。また取り扱いの容易さを考慮すると0.1mm以上とすることが好ましい。導体は単線であっても良いし、複数の素線を撚り線したものでも良い。
【0049】
被覆層の厚みは、導体径に応じて適宜選択することができるが、被覆層の厚みを0.127mm以上であることがUL規格上要求される。従来技術によるハロゲンフリー電線では、被覆層の厚みが0.3mm以下の場合に耐摩耗性やカットスルー強度が低下するが、本発明によると被覆層の厚みが0.3mm以下でも優れた性能が得られ、従来技術による電線との差が顕著に現れる。また圧接用電線においては、コネクタとの嵌合性の点から被覆層厚みが0.3mm以下の電線が好ましく使用される。
【0050】
また絶縁層は電離放射線を照射して架橋されていることが好ましい。架橋することで、耐熱性や機械的強度が向上する。
被覆層が電離放射線の照射により架橋されていると、機械的強度が向上して好ましい。
電離放射線源としては、加速電子線やガンマ線、X線、α線、紫外線等が例示でき、線源利用の簡便さや電離放射線の透過厚み、架橋処理の速度など工業的利用の観点から加速電子線が最も好ましく利用できる。
【実施例】
【0051】
次に、本発明を実施例に基づいてさらに詳細に説明する。実施例は本発明の範囲を限定
するものではない。
【0052】
[実施例1]
(ハロゲンフリー難燃性樹脂組成物の作成)
1.ベース樹脂含有組成物ペレットの作成
下記に示す配合処方で各成分(ベース樹脂成分および難燃成分)を混合した。二軸混合機(45mmφ、L/D=42)を使用し、シリンダー温度240℃、スクリュー回転数100rpmで溶融混合し、ストランド状に溶融押出し、次いで、溶融ストランドを冷却切断してペレットを作製した。
【0053】
2.着色剤組成物ペレットの作成
低密度ポリエチレン:顔料の質量比が6:4となる配合処方で各成分を混合した。二軸混合機(45mmφ、L/D=42)を使用し、シリンダー温度240℃、スクリュー回転数100rpmで溶融混合し、ストランド状に溶融押出し、次いで、溶融ストランドを冷却切断してペレットを作製した。
【0054】
(絶縁電線の作製)
単軸押出機(30mmφ、L/D=24)を用いて、導体(錫メッキ軟銅線を7本撚りしたもの。導体径0.42mm)上に肉厚が0.14mmになるように押出被覆し、加速電圧500keVの電子線を30kGy又は60kGy照射して絶縁電線を作成した。
押出被覆の際、図4のような押出成形機を用い、ベース樹脂含有組成物ペレットを溶融して得られた溶融物に着色剤組成物ペレットを添加・混合し、ハロゲンフリー難燃性樹脂組成物とした。ハロゲンフリー難燃性樹脂組成物の配合量は下記の通りである。下記配合量でハロゲンフリー難燃性樹脂組成物の比重を1.0とすることができた。
(ハロゲンフリー難燃性樹脂組成物の配合)
(1)ベース樹脂含有組成物
・ベース樹脂成分
ポリプロピレン樹脂(PP) 55質量部
ポリフェニレンエーテル系樹脂(PPE) 35質量部
スチレン・エチレンブチレン・スチレン共重合体(SEBS) 10質量部
・難燃成分
縮合リン酸エステル 20質量部
(2)着色剤組成物
低密度ポリエチレン:顔料の質量比が6:4となるカラーバッチ 10質量部
【0055】
(絶縁電線の評価)
作製した絶縁電線の評価を下記の通り行なった。
機械的特性(初期及び熱老化後)は作成した絶縁電線から導体を取り除いて被覆層のみとしたものを使用して評価した。
【0056】
(被覆層の評価:引張特性)
作製した絶縁電線から導体を抜き取り、被覆層の引張試験を行った。試験条件は引張速度=500mm/分、標線間距離=25mm、温度=23℃とし、引張強さ、及び引張伸び(破断伸び)を各3点の試料で測定し、それらの平均値を求めた。引張強さが10.3MPa以上かつ引張伸び150%以上のものをUL1581に定める機械強度を満たす「合格」と判定した。
【0057】
(被覆層の評価:耐熱性)
絶縁電線を136℃に設定したギアオーブン内で168時間(7日間)放置した後、引張特性評価と同様に引張試験を行い、加熱処理前の引張強度、引張伸びとの比較を行った。加熱処理前の引張強度に対し残率75%以上、引張伸びに対し残率45%以上を合格レベルとした。
【0058】
(絶縁電線の評価:カットスルー強度)
図5に示す測定装置を用いてカットスルー強度を測定した。導体1及び被覆層2とからなる絶縁電線3の上に90°シャープエッジ(先端R=0.125mm、先端角度90°)を有する刃4を当て、導体とシャープエッジとの間に流れる電流値を測定する。初期状態では導体とシャープエッジとは被覆層2によって絶縁されており電流は流れないが、被覆層2が刃4によって切断されると導体とシャープエッジとの間に電流が流れる。刃4に荷重を加え、被覆層2が切断されないで耐える最大荷重を測定する。なお試験雰囲気は温度23℃、湿度50%RHとする。荷重70N以上を合格レベルとする。
【0059】
評価の結果、実施例1の絶縁電線は何れの評価においても合格レベルに達していることが判った。
【0060】
[比較例1]
低密度ポリエチレンを使用しなかった以外は実施例1と同様の組成・製法により絶縁電線を作製し、一連の評価を行った。
評価の結果、カットスルー強度および引張特性(初期の引張伸び)については合格レベルに達したものの、耐熱性(熱老化後の引張伸び)が小さく、不合格であった。
【0061】
[比較例2]
また、着色剤組成物をバッチとせずにベース樹脂含有組成物に導入したハロゲンフリー難燃性樹脂組成物を作製し、これを溶融・混錬した以外は実施例1と同様の組成・製法によって絶縁電線を作製して各種評価を行なったところ耐熱性(熱老化後の引張伸び)が小さく、不合格であった。
【符号の説明】
【0062】
1 導体、 2 被覆層(絶縁体)、 2a ハロゲンフリー難燃性樹脂組成物、 3 絶縁電線、 4 刃、 5 押出成形機、 6 クロスヘッド、 11 スクリュー駆動部、 12 シリンダ、 13 スクリュー、 14 供給部。
【技術分野】
【0001】
本発明は、ハロゲンフリー難燃性樹脂組成物で導体を絶縁被覆してなる絶縁電線およびその製造方法に関する。
【背景技術】
【0002】
複写機、プリンタなどのOA機器、電子機器の内部配線では、プリント基板間やプリント基板とセンサー、アクチュエータ、モータ等の電子部品間で給電や信号電送を行うワイヤーハーネスが多量に使用されている。
【0003】
ワイヤーハーネスとは、複数本の電線やケーブルを束ねて端末に挿抜可能なコネクタ等の端子を組み付けしたものである。難燃性、電気絶縁性等の点から、ワイヤーハーネス用の電線には絶縁材料としてポリ塩化ビニル(PVC)を適用したPVC電線が使用されている。PVC電線は柔軟性に優れるので、ワイヤーハーネスとした場合も取り回し性が良く、また充分な強度を有しているので、ワイヤーハーネスの配線中に絶縁体が破れたり摩耗したりする問題が無く、更に端末に取り付ける圧接コネクタの取り付け作業性にも優れている。
【0004】
しかし、PVC電線にはハロゲン元素が含まれるため、使用後のワイヤーハーネスを焼却処理を行う場合に塩化水素系の有毒ガスが発生したり、また焼却条件によってはダイオキシンを発生するという問題があり、環境負荷の低減が求められる中、PVCは絶縁材料として好ましい材料とはいえない。
【0005】
近年、環境負荷の低減に対する要求の高まりに応えるために、ポリ塩化ビニル樹脂やハロゲン系難燃剤を含有しない被覆材料を用いたハロゲンフリー電線が開発されている。他方、電子機器の機内配線に使用する絶縁電線や絶縁ケーブルなどの電線には、一般に、UL(Underwriters Laboratories inc.)規格に適合する諸特性を有することが求められている。UL規格には、製品が満たすべき難燃性、加熱変形性、低温特性、被覆材料の初期と熱老化後の引張特性などの諸特性が詳細に規定されている。
【0006】
特開2002−105255号公報(特許文献1)にはポリプロピレン樹脂にエチレンプロピレンゴムやスチレンブタジエンゴム等のエラストマーを配合した熱可塑性樹脂成分に対して、金属水和物を加熱・混練した難燃性樹脂組成物が開示されている。エラストマーを配合することでフィラー受容性を高めることができ、またこれらのエラストマーを動的加硫することで、柔軟性、伸び等の機械的物性と押出加工性及び難燃性のバランスを取ることが検討されている。しかし、このような材料はPVCと比べると耐摩耗性や耐エッジ性(カットスルー特性)が悪く、これらの特性を向上させようとすると柔軟性が低下して特性のバランスを失うという問題があった。
【0007】
また、特開2008−169234号公報(特許文献2)には、ポリアミド樹脂又はポリエステル樹脂、ポリフェニレンエーテル系樹脂、及びスチレン系エラストマー樹脂を含有する樹脂成分と、窒素系難燃剤とを含有するノンハロゲン難燃性樹脂組成物が開示されている。弾性率が高く硬いポリフェニレンエーテル系樹脂と、伸びが大きく柔らかいスチレン系エラストマーとを混合するとともに、結晶性樹脂でありガラス転移温度以上の温度であっても適度な弾性率を保ち柔軟性、伸張性を保持することができるポリアミド樹脂又はポリエステル樹脂をさらに混合することで、PVCと同等の柔軟性、耐摩耗性、耐エッジ性を有する絶縁電線を得ることができる。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−105255号公報
【特許文献2】特開2008−169234号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
配線が乱雑になり易い用途の機器(複写機など)内で使用される絶縁電線には高いカットスルー強度が要求されている。一方、絶縁電線はUL規格に規定されている難燃性、耐熱性、機械特性を満たす必要がある。カットスルー強度を高くするためには絶縁材料を硬く、すなわち弾性率の高い材料を多く配合すること等が考えられるが、そうすると引張伸び、特に熱老化後の引張伸びが小さくなりUL規格を満たせない可能性があるだけでなくコネクタ嵌合性の点でストレインレリーフを破壊してしまう恐れがある。
【0010】
本発明は、従来のハロゲンフリー難燃性樹脂組成物により被覆された絶縁電線における上記課題に鑑みなされたものであって、カットスルー特性に優れると共に、引っ張り伸び特性に優れた絶縁電線およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明の発明者等は上記課題を解決すべく鋭意検討した結果、導体の外周面上を被覆する絶縁体を、ポリプロピレン系樹脂、ポリフェニレンエーテル系樹脂、スチレン系エラストマーおよび低密度ポリエチレン(LDPE)を特定配合比率で含有するハロゲンフリー難燃材樹脂組成物で形成することで、上記課題を解決できることを知見した。
【0012】
特に本発明者等は、押出被覆工程の際に、上記樹脂成分の内、低密度ポリエチレンを他の樹脂成分とは別のペレットとし、即ち、絶縁被覆を着色するための顔料と低密度ポリエチレンを樹脂成分として含む顔料バッチを作成し、これを他の樹脂成分が溶融した溶融物に添加(後添加)することで、カットスルー特性に優れると共に引張伸び特性に優れる絶縁電線が得られること、特に老化引張伸びの劣化を顕著に低下させることができることを知見するに至った。
【0013】
本発明は上記知見に基づいてなされたものであり、下記の通りである。
(1) 導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
(2) 前記スチレン系エラストマーが、スチレン・エチレンブチレン・スチレン共重合体(SEBS)であることを特徴とする上記(1)記載の絶縁電線。
(3) 前記ポリフェニレンエーテル系樹脂が、ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂であることを特徴とする上記(1)または(2)記載の絶縁電線。
(4) 前記リン系難燃剤が、リン酸エステルであることを特徴とする上記(1)〜(3)の何れか一項に記載の絶縁電線。
(5) 前記絶縁体による被覆厚みが0.3mm以下であることを特徴とする上記(1)〜(4)の何れか一項に記載の絶縁電線。
(6) 前記絶縁体が電離放射線により架橋されていることを特徴とする上記(1)〜(5)のいずれか一項に記載の絶縁電線。
(7) 導体の外周面上を絶縁体で被覆してなる絶縁電線の製造方法であって、
前記絶縁体を形成するためのハロゲンフリー難燃性樹脂組成物が、ベース樹脂含有組成物と着色組成物とを混合して構成される組成物であり、
前記ベース樹脂含有組成物は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなり、
前記ハロゲンフリー難燃性樹脂組成物における着色組成物の含有量は、前記ベース樹脂含有組成物中のベース樹脂成分100質量部に対して3〜10質量部であるとともに、前記着色組成物は顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなり、
前記導体の外周面上に前記ベース樹脂含有組成物を溶融して押出被覆する直前に、前記溶融されたベース樹脂含有組成物中に前記着色組成物を添加し混合することを特徴とする絶縁電線の製造方法。
【発明の効果】
【0014】
本発明によれば、カットスルー特性に優れると共に引張伸び特性に優れた絶縁電線を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の絶縁電線の表面状態の模式図を示す(図中のA:低密度ポリエチレンの相領域、図中のBおよびB’:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
【図2】低密度ポリエチレンを顔料バッチとして導入せずにベース樹脂含有組成物に予め導入して作製した絶縁電線の表面状態の模式図を示す(図2中のA:低密度ポリエチレンの相領域、図2中のBおよびB’:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
【図3】低密度ポリエチレンを導入しないで作製した絶縁電線の表面状態の模式図を示す(図3中のB:スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域)。
【図4】押出被覆工程の際の顔料バッチの添加手段の一例を示す模式図である。
【図5】カットスルー強度の測定方法を示す模式図である。
【発明を実施するための形態】
【0016】
以下、本発明の絶縁電線およびその製造方法の好ましい一実施形態を図面に基づいて詳細に説明する。
本発明の絶縁電線は、導体の外周面上を絶縁体で被覆してなり、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物が海島の相構造を有し、前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする。
【0017】
本発明におけるハロゲンフリー難燃性樹脂組成物は、柔軟性、耐磨耗性等の機械的強度を発現させるため、樹脂成分として複数の樹脂を併用する。
ポリフェニレンエーテル系樹脂は常温における弾性率が高く、硬い材料である。ポリプロピレン系樹脂や低密度ポリエチレンは柔軟性に優れているとともに機械特性を向上することができる。スチレン系エラストマーは柔軟性、押出加工性に優れているだけでなく相溶化剤として働く。前記ポリフェニレンエーテル系樹脂は、スチレン系エラストマーを相溶化剤として、前記ポリプロピレン系樹脂、特に前記低密度ポリエチレンと良好に混合し、機械特性を向上することができる。
【0018】
本発明の絶縁電線は、その製造過程において導体の外周面上に上記ハロゲンフリー難燃性樹脂組成物を押出被覆する際、前記ハロゲンフリー難燃性樹脂組成物の内、顔料と低密度ポリエチレンを着色組成物(顔料バッチ)として、ハロゲンフリー難燃性樹脂組成物に含まれる他の成分からなるベース樹脂含有組成物とは分けて調整し、このベース樹脂含有組成物が溶融した溶融物に前記着色組成物を添加・混合する工程を経ることで得られる。
かかる工程を経て作成された本発明の絶縁電線は、樹脂成分の相溶性に起因した海島の相構造を有する。図1に、透過電子顕微鏡(TEM)によって確認した本発明の絶縁電線(未架橋のもの)の表面状態の模式図を示す。また、同様に、図2に低密度ポリエチレンをバッチとはせずにベース樹脂含有組成物に導入して溶融・混錬して作製した絶縁電線の表面状態の模式図を、図3に低密度ポリエチレンを導入しないで作製した絶縁電線の表面状態の模式図をそれぞれ示す。
【0019】
図1の本発明の絶縁電線の表面状態では、ポリプロピレンからなる海領域中に、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域(図1のB)が島状に形成されている。さらに低密度ポリエチレンを主成分とした島領域も形成されており(図1のA)、この島領域中にはスチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域(図1のB’)が島状に形成されている。低密度ポリエチレンを主成分とした島領域の長径は1.5μm以上である。
【0020】
このような海島の相構造は、ポリプロピレン系樹脂、ポリフェニレンエーテル系樹脂、スチレン系エラストマーおよび低密度ポリエチレンを特定比率で配合したことで得られる。この結果、ポリプロピレン系樹脂に直接接するポリフェニレンエーテル系樹脂の含有割合を減らすことができ、これにより引張伸び特性が向上するものと考えられる。
【0021】
特に、本発明の絶縁電線は押出被覆時に上記の工程を経ることで、低密度ポリエチレンをバッチとはせずにベース樹脂含有組成物に導入して溶融・混錬して作製した場合(図2)よりも、低密度ポリエチレンを主成分とする相領域を大きくすることができ(低密度ポリエチレンを主成分とした島領域の長径が1.5μm以上)、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなる相領域をより均一分散した状態で前記低密度ポリエチレンによる相領域内に内包させことができる。その結果、効果発現の機序は明らかではないが、分散性が向上されることにより、カットスルー特性に優れると共に、引張伸び特性に優れる絶縁体の形成が可能となる。特に、老化引張伸びの劣化を顕著に低下させることができる。
【0022】
以下、本発明におけるハロゲンフリー難燃性樹脂組成物に使用する各種材料について説明する。
【0023】
ポリフェニレンエーテルは、メタノールとフェノールを原料として合成される2,6−キシレノールを酸化重合させて得られるエンジニアリングプラスチックである。またポリフェニレンエーテルの成形加工性を向上させるため、ポリフェニレンエーテルにポリスチレンを溶融ブレンドした材料が変性ポリフェニレンエーテル樹脂として各種市販されている。本発明に用いるポリフェニレンエーテル系樹脂としては、上記のポリフェニレンエーテル樹脂単体、及びポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂のいずれも使用することができる。また無水マレイン酸等のカルボン酸を導入したものを適宜ブレンドして使用することもできる。
【0024】
ポリフェニレンエーテル系樹脂としてポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂を使用すると、スチレン系エラストマーとの溶融混合時の作業性が向上し好ましい。ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂はスチレン系エラストマーとの相溶性に優れるため、押出加工時の樹脂圧が低減し、押出加工性が向上する。
【0025】
このようなポリフェニレンエーテル系樹脂においては、ポリスチレンのブレンド比率に応じて加重たわみ温度が変化するが、荷重たわみ温度が130℃以上のものを使用すると電線被膜の機械的強度が大きくなり、また熱変形特性が優れるため好ましい。なお荷重たわみ温度はISO75−1、2の方法により、荷重1.80MPaで測定した値とする。
【0026】
本発明に使用するスチレン系エラストマーとしては、スチレン・エチレンブチレン・スチレン共重合体、スチレン・エチレンプロピレン・スチレン共重合体、スチレン・エチレン・エチレンプロピレン・スチレン共重合体、スチレン・ブチレン・スチレン共重合体等が挙げられ、これらの水素添加ポリマーや部分水素添加ポリマーを例示できる。また無水マレイン酸等のカルボン酸を導入したものを適宜ブレンドして使用することもできる。マトリクスのポリプロピレン中にポリフェニレンエーテルを分散させる点で、スチレン・エチレンブチレン・スチレン共重合体を使用することが好ましい。
【0027】
この中でも、スチレンとゴム成分のブロック共重合エラストマーを使用すると、低密度ポリエチレン系樹脂やポリプロピレン系樹脂とポリフェニレンエーテル系樹脂の相溶性が向上する。これにより、押出加工性が向上することに加え、引張破断伸びが向上し、また耐衝撃性が向上するなどの利点があり好ましい。またブロック共重合体として、水素化スチレン・ブチレン・スチレンブロック共重合体やスチレン・イソブチレン・スチレン系共重合体等のトリブロック型共重合体、及びスチレン・エチレン共重合体、スチレン・エチレンプロピレン等のジブロック型共重合体を使用することができ、スチレン系エラストマー中トリブロック成分が50重量%以上含まれていると、電線被膜の強度及び硬度が向上するため好ましい。
【0028】
またスチレン系エラストマー中に含まれるスチレン含有量が20重量%以上のものが機械特性、難燃性の点から好適に使用できる。スチレン含有量が20重量%より少ないと硬度や押出加工性が低下する。またスチレン含有量が50重量%を超えると引張破断伸びが低下するため好ましくない。
更に、分子量の指標となるメルトフローレート(「MFR」と略記;JIS K 7210に従って、230℃×2.16kgfで測定)が0.8〜15g/10minの範囲であることが好ましい。メルトフローレートが0.8g/10minより小さいと押出加工性が低下し、また15g/10minを超えると機械強度が低下するからである。
【0029】
ポリプロピレン系樹脂としては、ポリプロピレン(ホモポリマー、ブロックポリマー、ランダムポリマー)、ポリプロピレン系熱可塑性エラストマー、リアクター型ポリプロピレン系熱顔性エラストマー、動的架橋型ポリプロピレン系熱可塑性エラストマーなどが使用できる。
【0030】
上記のポリプロピレン系樹脂のうち、メタロセンランダムPPとブロック共重合ポリプロピレンとを併用することが好ましい。併用する場合、メタロセンランダムPPはポリプロピレン系樹脂全体に対して5〜60質量%、ブロック共重合ポリプロピレンはポリプロピレン系樹脂全体に対して30〜95質量%とすることが望ましい。上記範囲とすることで、熱老化後の引張伸びとカットスルー強度とをより向上させることができる。
【0031】
本発明のハロゲンフリー難燃性樹脂組成物は、上記のベース樹脂成分とは別に低密度ポリエチレンを含有する。低密度ポリエチレンは柔軟性に優れているとともに機械特性を向上することができ、さらには相溶剤としての機能を有する。低密度ポリエチレンはベース樹脂成分100質量部に対して1.5〜7質量部含まれる。1.5質量部よりも少ない場合は引張伸び特性が不十分である。低密度ポリエチレンは顔料バッチに加えて添加する。着色に適した顔料の添加量の範囲があり、それによって低密度ポリエチレンの添加量の上限が決まり、7質量部である。さらに好ましい低密度ポリエチレンの含有量は3〜7質量部である。
【0032】
リン系難燃剤としては、リン酸エステル、ホスフィン酸金属塩、リン酸メラミン化合物、リン酸アンモニウム化合物、シクロホスファゼンを開環重合して得られるポリホスファゼン化合物等を使用できる。これらのリン系難燃剤は単独で用いても良いし、複数を組み合わせて用いても良い。本発明においては、ポリフェニレンエーテルを可塑化して引っ張り伸びを向上させ、かつ比重の上昇を抑える観点から、リン酸エステルを使用することが好ましく、縮合リン酸エステルを使用することがより好ましい。
【0033】
リン酸エステルとしては、トリメチルフォスフェート、トリエチルフォスフェート、トリフェニルフォスフェート、トリクレシジルフォスフェート、トリキシレニルフォスフェート、クレジルフェニルフォスフェート、クレジル2,6−キシレニルフォスフェート、2−エチルヘキシルジフェニルフォスフェート、1,3フェニレンビス(ジフェニルフォスフェート)、1,3フェニレンビス(ジ2,6キシレニルフォスフェート)、ビスフェノールA ビス(ジフェニルフォスフェート)、レゾルシノールビスジフェニルフォスフェート、オクチルジフェニルフォスフェート、ジエチレンエチルエステルフォスフェート、ジヒドロキシプロピレンブチルエステルフォスフェート、エチレンジナトリウムエステルフォスフェート、t−ブチルフェニルジフェニルホスフェート、ビス−(t−ブチルフェニル)フェニルホスフェート、トリス−(t−ブチルフェニル)ホスフェート、イソプロピルフェニルジフェニルホスフェート、ビス−(イソプロピルフェニル)ジフェニルホスフェート、トリス−(イソプロピルフェニル)ホスフェート、トリス(2−エチルヘキシル)ホスフェート、トリス(ブトキシエチル)ホスフェート、トリスイソブチルホスフェート、メチルホスホン酸、メチルホスホン酸ジメチル、メチルホスホン酸ジエチル、エチルホスホン酸、プロピルホスホン酸、ブチルホスホン酸、2−メチル−プロピルホスホン酸、t−ブチルホスホン酸、2,3−ジメチルブチルホスホン酸、オクチルホスホン酸、フェニルホスホン酸、ジエチルホスフィン酸、メチルエチルホスフィン酸、メチルプロピルホスフィン酸、ジエチルホスフィン酸、ジオクチルホスフィン酸、フェニルホスフィン酸、ジエチルフェニルホスフィン酸、ジフェニルホスフィン酸、アルキルリン酸エステル等を使用することができる。
【0034】
ホスフィン酸金属塩は、下記式(I)で表される化合物である。なお、上記式中R1、R2は、それぞれ、炭素数1〜6のアルキル基または炭素数12以下のアリール基であり、Mは、カルシウム、アルミニウム又は亜鉛であり、M=アルミニウムの場合はm=3、それ以外の場合はm=2である。
【0035】
【化1】
【0036】
ホスフィン酸金属塩としては、クラリアント(株)製のEXOLITOP1230、EXOLITOP1240、EXOLITOP930、EXOLITOP935等の有機ホスフィン酸のアルミニウム塩、またはEXOLITOP1312等の有機ホスフィン酸のアルミニウム塩とポリリン酸メラミンのブレンド物を使用できる。
【0037】
リン酸メラミン化合物としては、チバスペシャルティ(株)製のMELAPUR200等のポリリン酸メラミン、またはポリリン酸メラミン酸、リン酸メラミン、オルソリン酸メラミン、ピロリン酸メラミン等を使用できる。
【0038】
リン酸アンモニウム化合物としては、ポリリン酸アンモニウム、ポリリン酸アミド、ポリリン酸アミドアンモニウム、ポリリン酸カルバミン酸等を使用できる。
【0039】
シクロホスファゼンを開環重合して得られるポリホスファゼン化合物としては、大塚化学(株)製のSPR−100、SA−100、SR−100、SRS−100、SPB−100L等を使用できる。
【0040】
リン系難燃剤の含有量は、ベース樹脂成分100質量部に対して10〜30質量部とする。10質量部よりも少ない場合は難燃性が不十分であり、30質量部を越えると機械的特性が低下する。さらに好ましいリン系難燃剤の含有量は15〜25質量部である。リン系難燃剤は、表面をメラミン、メラミンシアヌレート、脂肪酸、シランカップリング剤で処理して使用しても良い。また予め表面処理するのではなく、熱可塑性樹脂と混合する際に表面処理剤を添加するインテグラルブレンドを行っても良い。またリン系難燃剤と併用して窒素系難燃剤を使用しても良い。窒素系難燃剤としてはメラミン、メラミンシアヌレート等を使用できる。
【0041】
更に本発明のハロゲンフリー難燃性樹脂組成物には架橋助剤を添加することができる。架橋助剤としてはトリメチロールプロパントリメタクリレートやトリアリルシアヌレート、トリアリルイソシアヌレート等の分子内に複数の炭素−炭素二重結合を持つ多官能性モノマーが好ましく使用できる。また架橋助剤は常温で液体であることが好ましい。液体であるとポリフェニレンエーテル系樹脂やスチレン系エラストマーとの混合がしやすいからである。更に架橋助剤としてトリメチロールプロパントリメタクリレートを使用すると、樹脂への相溶性が向上し、好ましい。
【0042】
本発明のハロゲンフリー難燃性樹脂組成物は着色剤として顔料を含む。顔料としては特に限定されないが、例えばカーボンブラックなどが挙げられる。顔料はベース樹脂成分100質量部に対して0.9〜5質量部含まれる。0.9質量部よりも少ない場合は着色が不十分であり、5質量部を越えるとカットスルー特性が低下する。
【0043】
本発明のハロゲンフリー難燃性樹脂組成物は、上記成分を(A)ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなるベース樹脂含有組成物と、(B)顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなる着色組成物とに分け、それぞれを短軸押出型混合機、加圧ニーダー、バンバリーミキサー等の既知の溶融混合機を用いて混合する。着色組成物はベース樹脂成分100質量部に対して3〜10質量部で使用する。
本発明のハロゲンフリー難燃性樹脂組成物には、必要に応じて酸化防止剤、加工安定剤、重金属不活性化材、発泡剤、多官能性モノマー等を適宜混合することができる。これらの添加成分は、ベース樹脂含有組成物および着色組成物のいずれにも添加してよい。
【0044】
本発明の絶縁電線は、上記のハロゲンフリー難燃性樹脂組成物からなる被覆層を有するものであり、導体上に被覆層が直接又は他の層を介して形成される。絶縁被覆層の形成には溶融押出機など既知の押出成形機を用いることができる。以下、本発明における押出被覆工程の一例を図4に基づいて説明するが、これに限定されるものではない。
【0045】
図4に示す押出成型機5は、ベース樹脂含有組成物および着色剤組成物の各ペレットが供給されるシリンダ12と、シリンダ12内に配設され供給されてくるペレットを混練するスクリュー13と、スクリュー13を回転駆動するスクリュー駆動部11と、スクリュー13から押し出されてくる溶融されたハロゲンフリー難燃性樹脂組成物2aを走行する導体1に被覆するクロスヘッド6とを備えている。また、シリンダ12の上流側には、ベース樹脂含有組成物のペレットと着色剤組成物のペレットを導入する供給部14が備えられている。
【0046】
シリンダ12にはバンド型電熱ヒータ(不図示)が巻回され、供給部14から供給されるペレットを溶融させている。この溶融されたハロゲンフリー難燃性樹脂組成物2aをスクリュー13の回転によって混練して、クロスヘッド6に押し出す。クロスヘッド6は導体1の位置決めをするニップル23と、ニップル23によって位置決めされた導体1にハロゲンフリー難燃性樹脂組成物2aを押出被覆する際、該ハロゲンフリー難燃性樹脂組成物2aを所定の径に成形加工する成形ダイス24とを備えている。ニップル23はニップルホルダ21に固定され、このニップルホルダ21の導体通過孔21aから走行してくる導体1を、成形ダイス24に導くものである。成形ダイス24はスクリュー13から押し出されてくる溶融されたハロゲンフリー難燃性樹脂組成物2aをチューブ状に展開し所定の径に成形加工する。かかる工程により、導体1の外周面上に被覆層2が形成される。
【0047】
本発明では供給部14からベース樹脂含有組成物のペレットを導入し、続いて着色剤組成物のペレットを導入する。着色剤組成物のペレットはベース樹脂含有組成物の溶融物と混錬・溶融されたのち、クロスヘッド6へ押出される。
【0048】
導体としては、導電性に優れる銅線、アルミ線などが使用できる。導体の径は使用用途に応じて適宜選択できるが、狭いスペースへの配線を可能とするためには2mm以下とすることが好ましい。また取り扱いの容易さを考慮すると0.1mm以上とすることが好ましい。導体は単線であっても良いし、複数の素線を撚り線したものでも良い。
【0049】
被覆層の厚みは、導体径に応じて適宜選択することができるが、被覆層の厚みを0.127mm以上であることがUL規格上要求される。従来技術によるハロゲンフリー電線では、被覆層の厚みが0.3mm以下の場合に耐摩耗性やカットスルー強度が低下するが、本発明によると被覆層の厚みが0.3mm以下でも優れた性能が得られ、従来技術による電線との差が顕著に現れる。また圧接用電線においては、コネクタとの嵌合性の点から被覆層厚みが0.3mm以下の電線が好ましく使用される。
【0050】
また絶縁層は電離放射線を照射して架橋されていることが好ましい。架橋することで、耐熱性や機械的強度が向上する。
被覆層が電離放射線の照射により架橋されていると、機械的強度が向上して好ましい。
電離放射線源としては、加速電子線やガンマ線、X線、α線、紫外線等が例示でき、線源利用の簡便さや電離放射線の透過厚み、架橋処理の速度など工業的利用の観点から加速電子線が最も好ましく利用できる。
【実施例】
【0051】
次に、本発明を実施例に基づいてさらに詳細に説明する。実施例は本発明の範囲を限定
するものではない。
【0052】
[実施例1]
(ハロゲンフリー難燃性樹脂組成物の作成)
1.ベース樹脂含有組成物ペレットの作成
下記に示す配合処方で各成分(ベース樹脂成分および難燃成分)を混合した。二軸混合機(45mmφ、L/D=42)を使用し、シリンダー温度240℃、スクリュー回転数100rpmで溶融混合し、ストランド状に溶融押出し、次いで、溶融ストランドを冷却切断してペレットを作製した。
【0053】
2.着色剤組成物ペレットの作成
低密度ポリエチレン:顔料の質量比が6:4となる配合処方で各成分を混合した。二軸混合機(45mmφ、L/D=42)を使用し、シリンダー温度240℃、スクリュー回転数100rpmで溶融混合し、ストランド状に溶融押出し、次いで、溶融ストランドを冷却切断してペレットを作製した。
【0054】
(絶縁電線の作製)
単軸押出機(30mmφ、L/D=24)を用いて、導体(錫メッキ軟銅線を7本撚りしたもの。導体径0.42mm)上に肉厚が0.14mmになるように押出被覆し、加速電圧500keVの電子線を30kGy又は60kGy照射して絶縁電線を作成した。
押出被覆の際、図4のような押出成形機を用い、ベース樹脂含有組成物ペレットを溶融して得られた溶融物に着色剤組成物ペレットを添加・混合し、ハロゲンフリー難燃性樹脂組成物とした。ハロゲンフリー難燃性樹脂組成物の配合量は下記の通りである。下記配合量でハロゲンフリー難燃性樹脂組成物の比重を1.0とすることができた。
(ハロゲンフリー難燃性樹脂組成物の配合)
(1)ベース樹脂含有組成物
・ベース樹脂成分
ポリプロピレン樹脂(PP) 55質量部
ポリフェニレンエーテル系樹脂(PPE) 35質量部
スチレン・エチレンブチレン・スチレン共重合体(SEBS) 10質量部
・難燃成分
縮合リン酸エステル 20質量部
(2)着色剤組成物
低密度ポリエチレン:顔料の質量比が6:4となるカラーバッチ 10質量部
【0055】
(絶縁電線の評価)
作製した絶縁電線の評価を下記の通り行なった。
機械的特性(初期及び熱老化後)は作成した絶縁電線から導体を取り除いて被覆層のみとしたものを使用して評価した。
【0056】
(被覆層の評価:引張特性)
作製した絶縁電線から導体を抜き取り、被覆層の引張試験を行った。試験条件は引張速度=500mm/分、標線間距離=25mm、温度=23℃とし、引張強さ、及び引張伸び(破断伸び)を各3点の試料で測定し、それらの平均値を求めた。引張強さが10.3MPa以上かつ引張伸び150%以上のものをUL1581に定める機械強度を満たす「合格」と判定した。
【0057】
(被覆層の評価:耐熱性)
絶縁電線を136℃に設定したギアオーブン内で168時間(7日間)放置した後、引張特性評価と同様に引張試験を行い、加熱処理前の引張強度、引張伸びとの比較を行った。加熱処理前の引張強度に対し残率75%以上、引張伸びに対し残率45%以上を合格レベルとした。
【0058】
(絶縁電線の評価:カットスルー強度)
図5に示す測定装置を用いてカットスルー強度を測定した。導体1及び被覆層2とからなる絶縁電線3の上に90°シャープエッジ(先端R=0.125mm、先端角度90°)を有する刃4を当て、導体とシャープエッジとの間に流れる電流値を測定する。初期状態では導体とシャープエッジとは被覆層2によって絶縁されており電流は流れないが、被覆層2が刃4によって切断されると導体とシャープエッジとの間に電流が流れる。刃4に荷重を加え、被覆層2が切断されないで耐える最大荷重を測定する。なお試験雰囲気は温度23℃、湿度50%RHとする。荷重70N以上を合格レベルとする。
【0059】
評価の結果、実施例1の絶縁電線は何れの評価においても合格レベルに達していることが判った。
【0060】
[比較例1]
低密度ポリエチレンを使用しなかった以外は実施例1と同様の組成・製法により絶縁電線を作製し、一連の評価を行った。
評価の結果、カットスルー強度および引張特性(初期の引張伸び)については合格レベルに達したものの、耐熱性(熱老化後の引張伸び)が小さく、不合格であった。
【0061】
[比較例2]
また、着色剤組成物をバッチとせずにベース樹脂含有組成物に導入したハロゲンフリー難燃性樹脂組成物を作製し、これを溶融・混錬した以外は実施例1と同様の組成・製法によって絶縁電線を作製して各種評価を行なったところ耐熱性(熱老化後の引張伸び)が小さく、不合格であった。
【符号の説明】
【0062】
1 導体、 2 被覆層(絶縁体)、 2a ハロゲンフリー難燃性樹脂組成物、 3 絶縁電線、 4 刃、 5 押出成形機、 6 クロスヘッド、 11 スクリュー駆動部、 12 シリンダ、 13 スクリュー、 14 供給部。
【特許請求の範囲】
【請求項1】
導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
【請求項2】
前記スチレン系エラストマーが、スチレン・エチレンブチレン・スチレン共重合体(SEBS)であることを特徴とする請求項1記載の絶縁電線。
【請求項3】
前記ポリフェニレンエーテル系樹脂が、ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂であることを特徴とする請求項1または2記載の絶縁電線。
【請求項4】
前記リン系難燃剤が、リン酸エステルであることを特徴とする請求項1〜3の何れか一項に記載の絶縁電線。
【請求項5】
前記絶縁体による被覆厚みが0.3mm以下であることを特徴とする請求項1〜4の何れか一項に記載の絶縁電線。
【請求項6】
前記絶縁体が電離放射線により架橋されていることを特徴とする請求項1〜5のいずれか一項に記載の絶縁電線。
【請求項7】
導体の外周面上を絶縁体で被覆してなる絶縁電線の製造方法であって、
前記絶縁体を形成するためのハロゲンフリー難燃性樹脂組成物が、ベース樹脂含有組成物と着色組成物とを混合して構成される組成物であり、
前記ベース樹脂含有組成物は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなり、
前記ハロゲンフリー難燃性樹脂組成物における着色組成物の含有量は、前記ベース樹脂含有組成物中のベース樹脂成分100質量部に対して3〜10質量部であるとともに、前記着色組成物は顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなり、
前記導体の外周面上に前記ベース樹脂含有組成物を溶融して押出被覆する直前に、前記溶融されたベース樹脂含有組成物中に前記着色組成物を添加し混合することを特徴とする絶縁電線の製造方法。
【請求項1】
導体の外周面上を絶縁体で被覆してなる絶縁電線であって、
前記絶縁体は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、低密度ポリエチレン(LDPE)を1.5〜7質量部および顔料を0.9〜5質量部ならびにリン系難燃剤を10〜30質量部含有してなるハロゲンフリー難燃性樹脂組成物からなり、前記ハロゲンフリー難燃性樹脂組成物は海島の相構造を有し、
前記海島相構造の島に相当する相領域は、低密度ポリエチレンを主成分とする長径が1.5μm以上の領域であり、さらに前記相領域中には、スチレン系エラストマーとポリフェニレンエーテル系樹脂からなり、前記ポリフェニレンエーテル系樹脂が前記スチレン系エラストマーに取り囲まれて存在する相領域が島状に形成されていることを特徴とする絶縁電線。
【請求項2】
前記スチレン系エラストマーが、スチレン・エチレンブチレン・スチレン共重合体(SEBS)であることを特徴とする請求項1記載の絶縁電線。
【請求項3】
前記ポリフェニレンエーテル系樹脂が、ポリスチレンを溶融ブレンドしたポリフェニレンエーテル樹脂であることを特徴とする請求項1または2記載の絶縁電線。
【請求項4】
前記リン系難燃剤が、リン酸エステルであることを特徴とする請求項1〜3の何れか一項に記載の絶縁電線。
【請求項5】
前記絶縁体による被覆厚みが0.3mm以下であることを特徴とする請求項1〜4の何れか一項に記載の絶縁電線。
【請求項6】
前記絶縁体が電離放射線により架橋されていることを特徴とする請求項1〜5のいずれか一項に記載の絶縁電線。
【請求項7】
導体の外周面上を絶縁体で被覆してなる絶縁電線の製造方法であって、
前記絶縁体を形成するためのハロゲンフリー難燃性樹脂組成物が、ベース樹脂含有組成物と着色組成物とを混合して構成される組成物であり、
前記ベース樹脂含有組成物は、ポリプロピレン系樹脂30〜85質量部と、ポリフェニレンエーテル系樹脂10〜50質量部と、スチレン系エラストマー5〜30質量部とを含んで構成されるベース樹脂成分100質量部に対して、リン系難燃剤を10〜30質量部含有してなり、
前記ハロゲンフリー難燃性樹脂組成物における着色組成物の含有量は、前記ベース樹脂含有組成物中のベース樹脂成分100質量部に対して3〜10質量部であるとともに、前記着色組成物は顔料と低密度ポリエチレン(LDPE)を質量比で5:5〜7:3で含有してなり、
前記導体の外周面上に前記ベース樹脂含有組成物を溶融して押出被覆する直前に、前記溶融されたベース樹脂含有組成物中に前記着色組成物を添加し混合することを特徴とする絶縁電線の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−119087(P2012−119087A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−265280(P2010−265280)
【出願日】平成22年11月29日(2010.11.29)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月29日(2010.11.29)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]