
編成体及びその製造方法
【課題】特に塗料ミストの捕集フィルタとして好適に使用することができ、再生して繰り返し使用することもできる編成体及びその製造方法を提供する。
【解決手段】無機繊維16が不規則に変形した状態で編成されていることを特徴とする編成体30。無機繊維16と収縮繊維14との交撚糸12から編成されたものを用い、前記収縮繊維を収縮させた後、収縮繊維14を除去することにより前記無機繊維16が不規則に変形した状態で編成された編成体30が得られる。
【解決手段】無機繊維16が不規則に変形した状態で編成されていることを特徴とする編成体30。無機繊維16と収縮繊維14との交撚糸12から編成されたものを用い、前記収縮繊維を収縮させた後、収縮繊維14を除去することにより前記無機繊維16が不規則に変形した状態で編成された編成体30が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、編成体及びその製造方法に関し、塗料ミスト用のフィルタ等に好適に使用することができる編成体とその製造方法に関する。
【背景技術】
【0002】
塗装工場内でエアガン等を用いて塗料を高圧で吹き付けて塗装を行う場合、塗料の一部が雰囲気中にミストとして飛散する。このような塗料ミストは、通常、トルエン等の有機溶媒、顔料成分、及び樹脂成分を含んでおり、主に樹脂成分と顔料成分を捕集する捕集フィルタと、捕集フィルタを通過したミスト中の有機溶媒(揮発性有機物(VOC)など)を吸着する活性炭等の吸着材を備えた排気処理装置により回収される。
捕集フィルタとしては、例えば素材に難燃加工が施されたポリエステル繊維やパーム繊維、あるいは、燃焼温度100℃以下のガラス繊維や塩化ビニリデン繊維が用いられている。これらの繊維で不織布を製造し、さらにシート状、ロール状、ポケット状、プリーツ状などに加工してフィルタとして使用される。
【0003】
上記のような不織布を加工したフィルタの場合、汚染物質の付着によって圧力損失が増加するが、フィルタの再生処理が難しく、殆どは埋立てや焼却処分されることになる。そのため、汚染物質が付着して圧力損失が増加した場合でも、再生して繰り返し使用することが可能なフィルタが求められている。
【0004】
再生により繰り返し使用が可能なフィルタとして、耐熱性を有する金属繊維を用いて製造した不織布が考えられる。例えば、ステンレス鋼の薄板を巻いたコイル材の端面を切削し、得られたステンレス鋼繊維を積層して焼結した耐熱金属繊維焼結体が提案されている(特許文献1参照)。
【0005】
一方、パラボナアンテナ、電極、電磁波遮蔽などに使用するものとして、金属繊維と非金属繊維の複合糸を用いて編物を編成した後、非金属繊維を除去することにより、金属繊維が極めて均整に(規則的に)配置された金属繊維シートが開示されている(特許文献2、3参照)。
【特許文献1】特開平9−157783号公報
【特許文献2】特開平5−195366号公報
【特許文献3】特開平6−085531号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に開示されているような金属繊維焼結体の場合、繊維長が短い金属繊維はポリエステル繊維やガラス繊維と比較して繊維が曲がり難く、繊維間の絡み合う力が弱いため、不織布形状を保持して繊維同士を接合するには圧力と熱による焼成加工を施す必要ある。そのため、得られる焼結体は硬い板状になり、ポリエステル繊維等の通常の不織布により作製したフィルタが有するような嵩高性が損なわれる。従って、金属繊維焼結体は圧力損失を極端に受け易く、ミスト等の捕集フィルタへの利用は困難である。
【0007】
また、特許文献2、3に開示されているように金属繊維と非金属繊維の複合糸を用いて編成し、非金属繊維のみを除去して得た金属繊維シートでは、金属繊維が規則的に配置され、全方向に伸びがあるほか、編目から次の編目の接点までが大きい編目構造となるため、例えば塗料ミストを捕集するフィルタとしては不向きである。
【0008】
本発明は上記課題に鑑みてなされたものであり、特に塗料ミストの捕集フィルタとして好適に使用することができ、再生して繰り返し使用することもできる編成体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題は、以下の本発明により達成される。
<1> 無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
<2> 無機繊維と収縮繊維との交撚糸から編成されたものを用い、前記収縮繊維を収縮させたことにより前記無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
<3> 前記収縮した収縮繊維が除去されていることを特徴とする<2>に記載の編成体。
<4> 前記無機繊維が、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維からなる群から選択される1種以上の繊維であることを特徴とする<1>〜<3>のいずれかに記載の編成体。
<5> 前記収縮繊維が、水溶性収縮繊維であることを特徴とする<1>〜<4>のいずれかに記載の編成体。
<6> <1>〜<5>のいずれかに記載の編成体が2層以上積層して接合されたものであることを特徴とする編成体。
【0010】
<7> 無機繊維と収縮繊維との交撚糸を編成する工程と、
前記編成された交撚糸の前記収縮繊維を収縮させることにより前記無機繊維を不規則に変形させるとともに該無機繊維間を密にする工程と、
を含むことを特徴とする編成体の製造方法。
<8> 前記収縮させた収縮繊維を除去する工程をさらに含むことを特徴とする<7>に記載の編成体の製造方法。
<9> 前記収縮繊維を収縮させる工程において、前記収縮繊維を加熱により収縮させることを特徴とする<7>又は<8>に記載の編成体の製造方法。
<10> 前記収縮繊維を除去する工程において、前記収縮繊維を溶解させて除去することを特徴とする<8>又は<9>に記載の編成体の製造方法。
<11> <7>〜<10>のいずれかに記載の方法により得られた編成体を2層以上積層して焼結させることにより接合させる工程を含む編成体の製造方法。
【発明の効果】
【0011】
本発明によれば、特に、揮発性有機物(VOC)などの有機溶媒を含有する塗料ミストの捕集フィルタとして好適に使用することができ、しかも効率よく再生して繰り返し使用することもできる編成体及びその製造方法が提供される。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照しながら本発明についてより具体的に説明する。
本発明に係る編成体は、無機繊維が不規則に変形した状態で編成されている。
例えば、金属繊維等の無機繊維を通常の方法で規則的に編んで編成体とした場合、均整のとれた編目構造を有するものとなるが、このような編成体は全方向に伸びがあり、編目から次の編目の接点までが大きい編目構造を有するため、例えばフィルタとしての特性を十分発揮することはできない。
【0013】
一方、本発明に係る編成体は、無機繊維が不規則に変形した状態で編成されているため、無機繊維が不規則的に絡まった不織布に近い構造となり、規則的に編成された編成体と比べ、揮発性有機物(VOC)などの有機溶媒を含有する塗料ミスト等の汚染物質を効果的に捕集することができる。さらに、編成体が金属等の無機繊維で構成されているため、加熱等の再生処理により、編成体自体にダメージを与えずに編成体に付着している汚染物質を容易に除去することができる。従って、本発明に係る編成体は、適切な再生処理を施すことで繰り返し使用することもできる。
【0014】
本発明に係る編成体を製造する方法は特に限定されないが、無機繊維と収縮繊維との交撚糸を編成したものを用い、収縮繊維を収縮させることで無機繊維を不規則に変形させ、さらに必要に応じて収縮後の収縮繊維を除去することによって好適に製造することができる。
以下、本発明に係る編成体について、その製造方法とともにさらに詳しく説明する。
【0015】
<交撚糸>
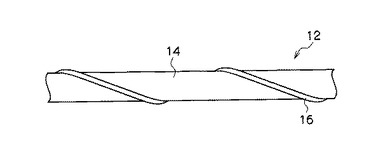
まず、無機繊維と収縮繊維との交撚糸を用意する。無機繊維と収縮繊維との撚り方は限定されず、例えば、図1に示すように収縮繊維14の周囲に金属繊維等の無機繊維16が螺旋状に巻きついた交撚糸12、無機繊維に対して収縮繊維が撚り込まれた交撚糸などを用いることができる。撚りの方向は、いわゆるS撚りでも、Z撚りでもよい。
【0016】
−無機繊維−
交撚糸12を構成する無機繊維16としては、無機繊維16と撚り合わされた収縮繊維14の収縮によって不規則に変形するとともに、収縮繊維14を溶解や燃焼などによって除去しても残存するものを、編成体の用途や目的に応じて選択すればよい。具体的には、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維が挙げられる。これらの無機繊維から1種選択して収縮繊維と交撚糸を構成してもよいし、用途や目的によっては複数の種類の無機繊維と収縮繊維との交撚糸を用いてもよい。なお、本発明における「不規則に変形」とは、網目の形状や大きさ、網目間の距離等が均整ではないことを意味する。
【0017】
例えば、再生して繰り返し使用可能なフィルタとして使用する場合は、耐熱性ステンレス糸などの金属繊維が好適である。金属繊維と収縮繊維とを撚り合わせた交撚糸12を用いて後述する方法により編成体を製造すれば、嵩高で圧力損失を受け難いフィルタとして用いることができる。また、汚染物質が付着して圧力損失が上昇し、フィルタの交換が必要となった場合には、汚染物質を除去するために加熱してもフィルタ(編成体)は金属繊維で構成されているため、加熱によるダメージ(溶融、焼失など)を受けることなく再生され、フィルタとして再使用することができる。
【0018】
無機繊維16の太さは特に限定されず、ともに交撚糸12を構成する収縮繊維の種類、製造する編成体の用途等に応じて選択すればよい。例えば、編成体をフィルタとして使用する場合は、好ましくは0.001〜0.1mm、より好ましくは0.001〜0.06mmの太さ(線径)を有する金属繊維が好ましい。
【0019】
一方、編成体を炉内材などに使用するため断熱性を重視する場合は、炭素、アルミナ、セラミック、ガラス繊維などの無機繊維が好適であり、また、電磁波遮蔽材や電池セパレータとして使用する場合には、銅、アルミ、ステンレス、銀、白金等の金属繊維等が好適である。
【0020】
−収縮繊維−
無機繊維16とともに交撚糸12を構成する収縮繊維14は、交撚糸12を編成した後、何らかの処理によって収縮させることができ、収縮後は無機繊維16にダメージを与えずに除去することができる材質の繊維を用いる。収縮繊維14は、その材質に応じた収縮処理を行う際、少なくとも一緒に交撚糸12を構成する無機繊維16よりも収縮率が高いことは必須であるが、本発明では、収縮繊維14の収縮作用によって無機繊維16を不規則に変形させるため、収縮繊維14の収縮率は30%以上であることが好ましく、50%以上であることが特に好ましい。なお、例えば収縮率30%以上とは、収縮処理前に長さが100cmだったものが、収縮処理後に70cm以下になることを意味する。
【0021】
収縮繊維14としては、例えば、水溶性収縮繊維及び可燃性収縮繊維を好適に用いることができ、収縮後、無機繊維16にダメージを与えずに容易に除去することができる観点から水溶性収縮繊維がより好ましい。例えば水溶性ビニロンからなる高収縮繊維が特に好適である。水溶性ビニロン高収縮繊維の場合、約70℃の熱水で65%以上の収縮が起こり、さらに沸騰水(100℃)に浸漬させ、必要に応じて攪拌することにより容易に溶解させることができる。従って、水溶性ビニロン高収縮繊維と無機繊維からなる交撚糸を用いて編成し、熱水によって収縮繊維を収縮させた後、沸騰水等を用いて洗浄することにより収縮繊維が除去され、実質的に無機繊維のみからなる編成体を得ることができる。
【0022】
他の収縮繊維として、ポリエステル高収縮糸、ポリウレタン糸、ウーリー糸、あるいは強撚糸なども加熱によって収縮させることができるとともに、所定の溶媒を用いて溶解させて除去することができるため好適である。また、延伸した状態の繊維を必要に応じて他の材料で被覆し、さらに糊付けした繊維を用いることもできる。このような繊維と無機繊維を撚り合わせた交撚糸であれば、水や有機溶剤などの液体で糊材だけを除去することで収縮させることができる。
なお、収縮後の収縮繊維を除去する方法は、無機繊維の種類等にもよるが、液体(溶媒)に溶解させて除去することに限定されず、収縮後、燃焼によって除去することができる収縮繊維も好ましい。
【0023】
収縮繊維の太さは特に限定されないが、強度、編成、収縮後の除去などの観点から、好ましくは0.01〜5.0mm、より好ましくは0.8〜4.0mmである。
【0024】
無機繊維と収縮繊維はそれぞれ1本以上を撚り合わせて交撚糸とすればよく、例えば、収縮繊維を複数本撚り合わせたものと1本の無機繊維との交撚糸、無機繊維を複数本撚り合わせたものと1本の収縮繊維との交撚糸、複数本の無機繊維と複数本の収縮繊維を撚り合わせた交撚糸としてもよい。
なお、交撚糸12が細過ぎると編成の際や収縮の際に切れ易くなり、逆に太過ぎると編成が難しくなるおそれがある。これらの観点から、交撚糸12の太さ(線径)は、好ましくは1.0〜12.0mm、より好ましくは1.2〜5.0mmである。
【0025】
また、無機繊維と収縮繊維とからなる交撚糸12の撚り数は、無機繊維と収縮繊維の種類や太さ、編成体の用途、にもよるが、フィルタとして使用する場合には、1mあたりの撚り数が40回〜800回が好適であり、100回〜600回が特に好ましい。
また、交撚糸12の収縮率は、収縮繊維の材質のほか、無機繊維の材質や撚り数なども影響するが、交撚糸12の収縮率は30%以上であることが好ましく、50%以上であることが特に好ましい。
なお、交撚糸12の撚り数が40回以上の場合には、本発明の編成体として収縮させるときに収縮率のバラツキが小さく制御が容易であり、800回以下の場合には特に収縮繊維の撚り合わせ本数が少ない交撚糸でも30%以上の収縮率を得ることが容易となる。
【0026】
<編成>
上記のような無機繊維16と収縮繊維による交撚糸12により編成して編成体(適宜「一次編成体」という。)を作製する。
編成体の編組織は特に限定されず、平編、ゴム編、パール編などのよこ編、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編、レース編などの編組織を用いることができる。例えば、図2(A)に示すような網目を有する一次編成体10とすることができる。また、一次編成体は一層でもよいし、編組織を接結した積層組織としてもよい。
【0027】
編機は、無機繊維16と収縮繊維14との交撚糸12を用いて所望の編目が編成可能であれば良い。本発明では無機繊維16と収縮繊維14との交撚糸12を用いるため、無機繊維16が細く、無機繊維単独では編成時の張力に対して強度的に不十分であっても、収縮繊維が補強用繊維としても機能し、一般的な編機を使用して編成することができる。具体的には、横編機や丸編機などのよこ編機、トリコット編機、ラッシェル編機、ミラニーズ編機などのたて編機など公知の編機が利用可能である。なお、1cm当たりの編機のベラ針やひげ針本数である針密度は1cm当たり1本〜100本が好適である。
【0028】
一次編成体の編目サイズは、収縮繊維の収縮率、編成体の用途等に応じて設定すればよい。なお、収縮繊維の収縮により無機繊維が不規則に変形された後の編成体(適宜「二次編成体」という。)、さらに収縮後の収縮繊維を除去した後の編成体(適宜「三次編成体」という。)を塗料ミスト等の捕集用フィルタとして使用する場合には、捕集効率などフィルタとしての特性を保持するため、編目から次の編目の接点までの編目サイズは、0.001以上0.5mm未満であることが好ましい。従って、三次編成体の網目サイズが上記範囲となるように、収縮繊維の収縮率等も考慮して一次編成体の網目サイズを設定すればよい。
【0029】
<収縮>
無機繊維16と収縮繊維14との交撚糸12を編成して一次編成体10とした後、収縮繊維14を収縮させる。例えば、一次編成体10に熱処理を施して、交撚糸を好ましくは30%以上収縮させることにより、収縮繊維14の収縮力で編目から次の編目の接点までを強制的に収縮させることができる。収縮繊維14の収縮作用により、無機繊維16が不規則に変形されるとともに繊維間が緊密となる。例えば、金属繊維と収縮繊維からなる交撚糸で編成体とした場合、収縮繊維の収縮に伴い、それに巻き付いている金属繊維はほとんど収縮せずに隙間のある方向、すなわち異方向に動いて不規則に変形するものと考えられる。その結果、例えば図2(B)に示すように、隣接する編目同士の間隔が狭くなるとともに無機繊維16が不規則に変形した編成体(二次編成体)20が形成される。
【0030】
<収縮繊維の除去>
収縮繊維14を収縮させて無機繊維16を不規則に変形させた後、収縮繊維14を除去する。溶解性収縮繊維である場合には、収縮により得られた二次編成体20に対し、収縮繊維14に応じた液体(沸騰水、有機溶媒等)を用いて溶解洗浄処理を行う。収縮繊維14が可燃性である場合は、燃焼によって除去してもよい。なお、いずれの方法にせよ、無機繊維16が、溶解、溶融、燃焼などのダメージを受けずに収縮繊維14だけを除去する手段を選択する。
【0031】
上記のように収縮繊維14を収縮させた後、収縮繊維14を除去することで、例えば図2(C)に示すように不規則に変形された無機繊維16で構成された編成体(三次編成体)30が得られる。このようにして製造された三次編成体30は、金属繊維など無機繊維16がほぼ100%の組成であり、収縮による厚みを有するとともに高密度化されたものとなる。また、三次編成体30全体としては、収縮前の一次編成体10の規則的な編成構造の名残を有する一方、局所的には収縮繊維14の収縮によって無機繊維16が不規則に変形して繊維間が密となる。このようにして得られた編成体30は、ポリエステル等の短繊維が不規則に配列した不織布に類似した構造を有し、嵩高であり、圧力損失を受けにくいフィルタとして好適に使用することができる。
【0032】
<多層化>
また、積層された編成体を一体化することや、焼結加工により積層した編成体を接結することも好ましい。
例えば金属繊維に水溶性収縮繊維を撚り合わせて交撚糸とし、この交撚糸を用いて2層以上の多層の組織で編成した後、収縮繊維の収縮及び除去(熱水処理又は燃焼処理)により、金属繊維のみからなるより立体的な多層編成体を得ることができる。なお、多層組織としては、一対の外側編成層間に一層の内側編成層を接結した構成や、このような2層以上の基本構造をさらに積層することも可能であり、さらに外側編成層と内側編成層とを交互に積層することも好ましい。また、例えば、前記した方法により得られた編成体を2層以上積層して焼結させることにより接合させてもよい。
【0033】
なお、本発明に係る金属繊維からなる単層編成体又は多層編成体を焼結処理することで編成体の組成が変化して、金属繊維間が接合するばかりでなく、耐熱性や断熱性などが向上し、不織布構造に類似した金属繊維編成焼結体や金属繊維立体編成焼結体とすることもできる。
【実施例】
【0034】
以下、実施例について説明する。
<実施例1>
−交撚糸の用意−
太さ0.06mm、耐熱最高温度1350℃の耐熱性ステンレス糸(カルタン社製、商品名:カルタンA)と、繊度84dtexの水溶性ビニロン高収縮糸(ニチビ社製、商品名:ソルブロンSHC)を撚り合わせた交撚糸を用意した。なお、水溶性ビニロン高収縮糸としては、70℃の熱水で65%以上の収縮を起させることができ、さらに沸騰水によって容易に溶解させることができるものを使用した。
この金属繊維と収縮繊維との交撚糸は、交撚糸を熱水処理によって30%以上の収縮力で収縮させるため、積極的に撚りをかけられるリング加撚機構の合撚糸機を使用して、耐熱性ステンレス糸1本と水溶性ビニロン高収縮糸3本を1mあたり541回の撚り数で撚り合わせた。
【0035】
−編成−
上記交撚糸を用い、編成組織として厚みを得るために両面編組織で編成した。無縫製横編機(島精機製作所社製、商品名:SWG−V)を使用し、金属繊維の編成に適した度目(40)及び編成速度(0.5m/分)に調整して編成した。収縮後の編目サイズを0.001以上0.5mm未満とするため、編成した編成体の針密度は1cm当たり2.4本とした。これにより、縦横500cm×100cm、厚さ2.5mmの一次編成体を得た。
【0036】
−収縮繊維の収縮及び除去−
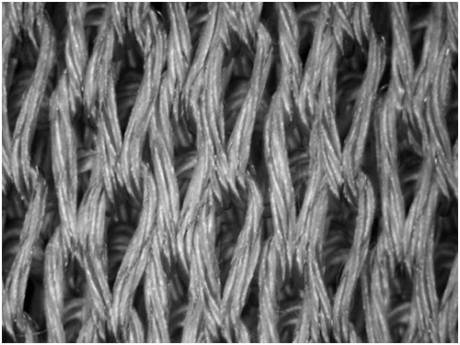
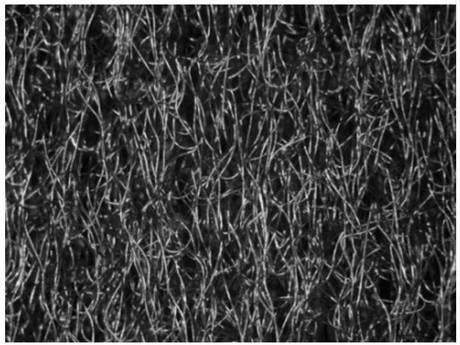
小判型の容器内に約70℃の熱水を入れ、一次編成体を熱水中に10分間浸漬させることにより収縮させて図3に示すような編目構造を有する二次編成体を得た。続いて、100℃の沸騰水によって30分間浸漬させ、水溶性ビニロン高収縮糸を溶解させた。これにより、図4に示すように、ステンレス糸が不規則に変形した状態で編成されている三次編成体を得た。
【0037】
<比較例1>
非収縮繊維(ニチビ社製、商品名:ソルブロンSS)と耐熱性ステンレス糸との交撚糸を編成した後、非収縮性繊維を沸騰水によって除去した。これによりステンレス糸が規則的に編成された金属繊維編成体を得た。
【0038】
−捕集試験−
実施例1で得た金属繊維編成体、市販のポリエステル不織布(日本バイリーン社製、商品名:フィレドルエアフィルタFR−580)、比較例1で得た金属繊維編成体を全て同じ厚さ(20.5mm)のフィルタとし、塗装ブースシミュレータから模擬的に塗料を噴霧して各フィルタによる塗料ミストの捕集効率を試験した。使用した塗料、塗布機器、吹き付け圧力などの条件は以下の通りである。
【0039】
メラミン樹脂塗料:エミーラック赤色塗料
塗布機器:W−101−131G(アネスト岩田社製)
吹き付け圧力:0.25MPa
吐出量:2g/秒
吹き付け時間:50秒
【0040】
塗装ブースシミュレータから模擬的に塗料を噴霧した後、作業部最前の第1フィルタ(パーカーエンジニアリング社製、商品名:ネオパッド)を通過して外気に放出されたミストを、排気ダクトに設置した評価用のフィルタ(第2フィルタ)で捕集し、これを通過したミストを第3フィルタ(日本バイリーン社製、商品名:フィレドルエアフィルタFR−585)で再捕集した。
第2フィルタと第3フィルタで捕集された塗料固形分質量から、次式によりミスト捕集効率の評価を行った。
EW=(1−W2/W1)×100(%)
EW:質量捕集効率(%)
W1:第2フィルタと第3フィルタで捕集したミスト固形分量の全質量(g)
W2:第2フィルタを通過して第3フィルタに捕集されたミスト固形分量の質量(g)
【0041】
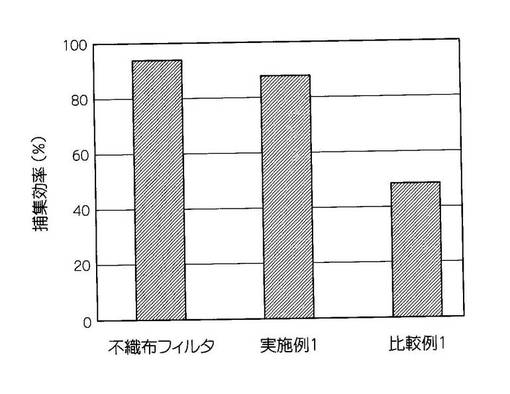
上記のような捕集試験の結果、図5に示すように、実施例1の編成体の捕集効率は約88%であり、ポリエステル不織布の捕集効率(94%)に近い値を示し、フィルタとしての活用が認められた。一方、比較例1の金属繊維編成体では、ミスト捕集効率が49%であり、フィルタとしての利用には不適切であった。
【0042】
さらに、図には示していないが、実施例1の編成体を1050℃の空気中で再生処理した後、この編成体のミスト捕集効率を、上記のような捕集試験で測定したところ、80%以上であった。このことは、フィルタとしての特性を、再生処理後でも維持していることを意味する。
一方、比較例1の編成体についても、実施例1の編成体と同条件で再生処理及びミスト捕集効率の測定を行ったが、45%以下であり、フィルタとしての特性を維持することは難しいとわかった。
【0043】
以上本発明について説明したが、本発明は上記実施形態及び実施例に限定されるものではない。例えば、本発明に係る編成体の用途は限定されず、フィルタ以外の用途に使用してもよい。また、用途によっては、収縮後、収縮繊維を除去する前の編成体(二次編成体)を使用してもよい。
【図面の簡単な説明】
【0044】
【図1】本発明に係る編成体の編成に用いる交撚糸の構成の一例を示す概略図である。
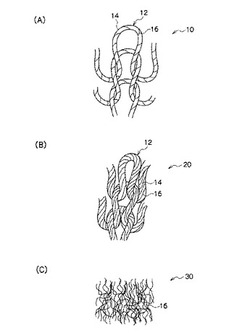
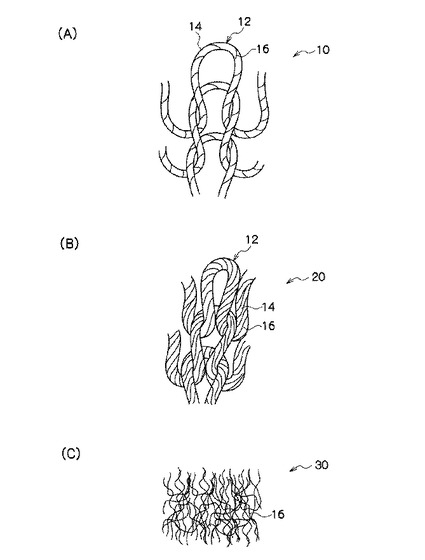
【図2】本発明に係る編成体の一例を模式的に示す図である。(A)交撚糸で編成した一次編成体 (B)一次編成体の収縮繊維を収縮させた後の二次編成体 (C)二次編成体の収縮繊維を除去した後の三次編成体
【図3】実施例1で収縮繊維を収縮させた後の二次編成体を示す顕微鏡画像である。
【図4】実施例1で収縮繊維を除去した後の三次編成体を示す顕微鏡画像である。
【図5】塗料ミストの捕集効率の結果を示すグラフである。
【符号の説明】
【0045】
10 一次編成体
12 交撚糸
14 収縮繊維
16 金属繊維
20 二次編成体
30 三次編成体
【技術分野】
【0001】
本発明は、編成体及びその製造方法に関し、塗料ミスト用のフィルタ等に好適に使用することができる編成体とその製造方法に関する。
【背景技術】
【0002】
塗装工場内でエアガン等を用いて塗料を高圧で吹き付けて塗装を行う場合、塗料の一部が雰囲気中にミストとして飛散する。このような塗料ミストは、通常、トルエン等の有機溶媒、顔料成分、及び樹脂成分を含んでおり、主に樹脂成分と顔料成分を捕集する捕集フィルタと、捕集フィルタを通過したミスト中の有機溶媒(揮発性有機物(VOC)など)を吸着する活性炭等の吸着材を備えた排気処理装置により回収される。
捕集フィルタとしては、例えば素材に難燃加工が施されたポリエステル繊維やパーム繊維、あるいは、燃焼温度100℃以下のガラス繊維や塩化ビニリデン繊維が用いられている。これらの繊維で不織布を製造し、さらにシート状、ロール状、ポケット状、プリーツ状などに加工してフィルタとして使用される。
【0003】
上記のような不織布を加工したフィルタの場合、汚染物質の付着によって圧力損失が増加するが、フィルタの再生処理が難しく、殆どは埋立てや焼却処分されることになる。そのため、汚染物質が付着して圧力損失が増加した場合でも、再生して繰り返し使用することが可能なフィルタが求められている。
【0004】
再生により繰り返し使用が可能なフィルタとして、耐熱性を有する金属繊維を用いて製造した不織布が考えられる。例えば、ステンレス鋼の薄板を巻いたコイル材の端面を切削し、得られたステンレス鋼繊維を積層して焼結した耐熱金属繊維焼結体が提案されている(特許文献1参照)。
【0005】
一方、パラボナアンテナ、電極、電磁波遮蔽などに使用するものとして、金属繊維と非金属繊維の複合糸を用いて編物を編成した後、非金属繊維を除去することにより、金属繊維が極めて均整に(規則的に)配置された金属繊維シートが開示されている(特許文献2、3参照)。
【特許文献1】特開平9−157783号公報
【特許文献2】特開平5−195366号公報
【特許文献3】特開平6−085531号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献1に開示されているような金属繊維焼結体の場合、繊維長が短い金属繊維はポリエステル繊維やガラス繊維と比較して繊維が曲がり難く、繊維間の絡み合う力が弱いため、不織布形状を保持して繊維同士を接合するには圧力と熱による焼成加工を施す必要ある。そのため、得られる焼結体は硬い板状になり、ポリエステル繊維等の通常の不織布により作製したフィルタが有するような嵩高性が損なわれる。従って、金属繊維焼結体は圧力損失を極端に受け易く、ミスト等の捕集フィルタへの利用は困難である。
【0007】
また、特許文献2、3に開示されているように金属繊維と非金属繊維の複合糸を用いて編成し、非金属繊維のみを除去して得た金属繊維シートでは、金属繊維が規則的に配置され、全方向に伸びがあるほか、編目から次の編目の接点までが大きい編目構造となるため、例えば塗料ミストを捕集するフィルタとしては不向きである。
【0008】
本発明は上記課題に鑑みてなされたものであり、特に塗料ミストの捕集フィルタとして好適に使用することができ、再生して繰り返し使用することもできる編成体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題は、以下の本発明により達成される。
<1> 無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
<2> 無機繊維と収縮繊維との交撚糸から編成されたものを用い、前記収縮繊維を収縮させたことにより前記無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
<3> 前記収縮した収縮繊維が除去されていることを特徴とする<2>に記載の編成体。
<4> 前記無機繊維が、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維からなる群から選択される1種以上の繊維であることを特徴とする<1>〜<3>のいずれかに記載の編成体。
<5> 前記収縮繊維が、水溶性収縮繊維であることを特徴とする<1>〜<4>のいずれかに記載の編成体。
<6> <1>〜<5>のいずれかに記載の編成体が2層以上積層して接合されたものであることを特徴とする編成体。
【0010】
<7> 無機繊維と収縮繊維との交撚糸を編成する工程と、
前記編成された交撚糸の前記収縮繊維を収縮させることにより前記無機繊維を不規則に変形させるとともに該無機繊維間を密にする工程と、
を含むことを特徴とする編成体の製造方法。
<8> 前記収縮させた収縮繊維を除去する工程をさらに含むことを特徴とする<7>に記載の編成体の製造方法。
<9> 前記収縮繊維を収縮させる工程において、前記収縮繊維を加熱により収縮させることを特徴とする<7>又は<8>に記載の編成体の製造方法。
<10> 前記収縮繊維を除去する工程において、前記収縮繊維を溶解させて除去することを特徴とする<8>又は<9>に記載の編成体の製造方法。
<11> <7>〜<10>のいずれかに記載の方法により得られた編成体を2層以上積層して焼結させることにより接合させる工程を含む編成体の製造方法。
【発明の効果】
【0011】
本発明によれば、特に、揮発性有機物(VOC)などの有機溶媒を含有する塗料ミストの捕集フィルタとして好適に使用することができ、しかも効率よく再生して繰り返し使用することもできる編成体及びその製造方法が提供される。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照しながら本発明についてより具体的に説明する。
本発明に係る編成体は、無機繊維が不規則に変形した状態で編成されている。
例えば、金属繊維等の無機繊維を通常の方法で規則的に編んで編成体とした場合、均整のとれた編目構造を有するものとなるが、このような編成体は全方向に伸びがあり、編目から次の編目の接点までが大きい編目構造を有するため、例えばフィルタとしての特性を十分発揮することはできない。
【0013】
一方、本発明に係る編成体は、無機繊維が不規則に変形した状態で編成されているため、無機繊維が不規則的に絡まった不織布に近い構造となり、規則的に編成された編成体と比べ、揮発性有機物(VOC)などの有機溶媒を含有する塗料ミスト等の汚染物質を効果的に捕集することができる。さらに、編成体が金属等の無機繊維で構成されているため、加熱等の再生処理により、編成体自体にダメージを与えずに編成体に付着している汚染物質を容易に除去することができる。従って、本発明に係る編成体は、適切な再生処理を施すことで繰り返し使用することもできる。
【0014】
本発明に係る編成体を製造する方法は特に限定されないが、無機繊維と収縮繊維との交撚糸を編成したものを用い、収縮繊維を収縮させることで無機繊維を不規則に変形させ、さらに必要に応じて収縮後の収縮繊維を除去することによって好適に製造することができる。
以下、本発明に係る編成体について、その製造方法とともにさらに詳しく説明する。
【0015】
<交撚糸>
まず、無機繊維と収縮繊維との交撚糸を用意する。無機繊維と収縮繊維との撚り方は限定されず、例えば、図1に示すように収縮繊維14の周囲に金属繊維等の無機繊維16が螺旋状に巻きついた交撚糸12、無機繊維に対して収縮繊維が撚り込まれた交撚糸などを用いることができる。撚りの方向は、いわゆるS撚りでも、Z撚りでもよい。
【0016】
−無機繊維−
交撚糸12を構成する無機繊維16としては、無機繊維16と撚り合わされた収縮繊維14の収縮によって不規則に変形するとともに、収縮繊維14を溶解や燃焼などによって除去しても残存するものを、編成体の用途や目的に応じて選択すればよい。具体的には、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維が挙げられる。これらの無機繊維から1種選択して収縮繊維と交撚糸を構成してもよいし、用途や目的によっては複数の種類の無機繊維と収縮繊維との交撚糸を用いてもよい。なお、本発明における「不規則に変形」とは、網目の形状や大きさ、網目間の距離等が均整ではないことを意味する。
【0017】
例えば、再生して繰り返し使用可能なフィルタとして使用する場合は、耐熱性ステンレス糸などの金属繊維が好適である。金属繊維と収縮繊維とを撚り合わせた交撚糸12を用いて後述する方法により編成体を製造すれば、嵩高で圧力損失を受け難いフィルタとして用いることができる。また、汚染物質が付着して圧力損失が上昇し、フィルタの交換が必要となった場合には、汚染物質を除去するために加熱してもフィルタ(編成体)は金属繊維で構成されているため、加熱によるダメージ(溶融、焼失など)を受けることなく再生され、フィルタとして再使用することができる。
【0018】
無機繊維16の太さは特に限定されず、ともに交撚糸12を構成する収縮繊維の種類、製造する編成体の用途等に応じて選択すればよい。例えば、編成体をフィルタとして使用する場合は、好ましくは0.001〜0.1mm、より好ましくは0.001〜0.06mmの太さ(線径)を有する金属繊維が好ましい。
【0019】
一方、編成体を炉内材などに使用するため断熱性を重視する場合は、炭素、アルミナ、セラミック、ガラス繊維などの無機繊維が好適であり、また、電磁波遮蔽材や電池セパレータとして使用する場合には、銅、アルミ、ステンレス、銀、白金等の金属繊維等が好適である。
【0020】
−収縮繊維−
無機繊維16とともに交撚糸12を構成する収縮繊維14は、交撚糸12を編成した後、何らかの処理によって収縮させることができ、収縮後は無機繊維16にダメージを与えずに除去することができる材質の繊維を用いる。収縮繊維14は、その材質に応じた収縮処理を行う際、少なくとも一緒に交撚糸12を構成する無機繊維16よりも収縮率が高いことは必須であるが、本発明では、収縮繊維14の収縮作用によって無機繊維16を不規則に変形させるため、収縮繊維14の収縮率は30%以上であることが好ましく、50%以上であることが特に好ましい。なお、例えば収縮率30%以上とは、収縮処理前に長さが100cmだったものが、収縮処理後に70cm以下になることを意味する。
【0021】
収縮繊維14としては、例えば、水溶性収縮繊維及び可燃性収縮繊維を好適に用いることができ、収縮後、無機繊維16にダメージを与えずに容易に除去することができる観点から水溶性収縮繊維がより好ましい。例えば水溶性ビニロンからなる高収縮繊維が特に好適である。水溶性ビニロン高収縮繊維の場合、約70℃の熱水で65%以上の収縮が起こり、さらに沸騰水(100℃)に浸漬させ、必要に応じて攪拌することにより容易に溶解させることができる。従って、水溶性ビニロン高収縮繊維と無機繊維からなる交撚糸を用いて編成し、熱水によって収縮繊維を収縮させた後、沸騰水等を用いて洗浄することにより収縮繊維が除去され、実質的に無機繊維のみからなる編成体を得ることができる。
【0022】
他の収縮繊維として、ポリエステル高収縮糸、ポリウレタン糸、ウーリー糸、あるいは強撚糸なども加熱によって収縮させることができるとともに、所定の溶媒を用いて溶解させて除去することができるため好適である。また、延伸した状態の繊維を必要に応じて他の材料で被覆し、さらに糊付けした繊維を用いることもできる。このような繊維と無機繊維を撚り合わせた交撚糸であれば、水や有機溶剤などの液体で糊材だけを除去することで収縮させることができる。
なお、収縮後の収縮繊維を除去する方法は、無機繊維の種類等にもよるが、液体(溶媒)に溶解させて除去することに限定されず、収縮後、燃焼によって除去することができる収縮繊維も好ましい。
【0023】
収縮繊維の太さは特に限定されないが、強度、編成、収縮後の除去などの観点から、好ましくは0.01〜5.0mm、より好ましくは0.8〜4.0mmである。
【0024】
無機繊維と収縮繊維はそれぞれ1本以上を撚り合わせて交撚糸とすればよく、例えば、収縮繊維を複数本撚り合わせたものと1本の無機繊維との交撚糸、無機繊維を複数本撚り合わせたものと1本の収縮繊維との交撚糸、複数本の無機繊維と複数本の収縮繊維を撚り合わせた交撚糸としてもよい。
なお、交撚糸12が細過ぎると編成の際や収縮の際に切れ易くなり、逆に太過ぎると編成が難しくなるおそれがある。これらの観点から、交撚糸12の太さ(線径)は、好ましくは1.0〜12.0mm、より好ましくは1.2〜5.0mmである。
【0025】
また、無機繊維と収縮繊維とからなる交撚糸12の撚り数は、無機繊維と収縮繊維の種類や太さ、編成体の用途、にもよるが、フィルタとして使用する場合には、1mあたりの撚り数が40回〜800回が好適であり、100回〜600回が特に好ましい。
また、交撚糸12の収縮率は、収縮繊維の材質のほか、無機繊維の材質や撚り数なども影響するが、交撚糸12の収縮率は30%以上であることが好ましく、50%以上であることが特に好ましい。
なお、交撚糸12の撚り数が40回以上の場合には、本発明の編成体として収縮させるときに収縮率のバラツキが小さく制御が容易であり、800回以下の場合には特に収縮繊維の撚り合わせ本数が少ない交撚糸でも30%以上の収縮率を得ることが容易となる。
【0026】
<編成>
上記のような無機繊維16と収縮繊維による交撚糸12により編成して編成体(適宜「一次編成体」という。)を作製する。
編成体の編組織は特に限定されず、平編、ゴム編、パール編などのよこ編、シングルトリコット編、シングルコード編、シングルアトラス編などのたて編、レース編などの編組織を用いることができる。例えば、図2(A)に示すような網目を有する一次編成体10とすることができる。また、一次編成体は一層でもよいし、編組織を接結した積層組織としてもよい。
【0027】
編機は、無機繊維16と収縮繊維14との交撚糸12を用いて所望の編目が編成可能であれば良い。本発明では無機繊維16と収縮繊維14との交撚糸12を用いるため、無機繊維16が細く、無機繊維単独では編成時の張力に対して強度的に不十分であっても、収縮繊維が補強用繊維としても機能し、一般的な編機を使用して編成することができる。具体的には、横編機や丸編機などのよこ編機、トリコット編機、ラッシェル編機、ミラニーズ編機などのたて編機など公知の編機が利用可能である。なお、1cm当たりの編機のベラ針やひげ針本数である針密度は1cm当たり1本〜100本が好適である。
【0028】
一次編成体の編目サイズは、収縮繊維の収縮率、編成体の用途等に応じて設定すればよい。なお、収縮繊維の収縮により無機繊維が不規則に変形された後の編成体(適宜「二次編成体」という。)、さらに収縮後の収縮繊維を除去した後の編成体(適宜「三次編成体」という。)を塗料ミスト等の捕集用フィルタとして使用する場合には、捕集効率などフィルタとしての特性を保持するため、編目から次の編目の接点までの編目サイズは、0.001以上0.5mm未満であることが好ましい。従って、三次編成体の網目サイズが上記範囲となるように、収縮繊維の収縮率等も考慮して一次編成体の網目サイズを設定すればよい。
【0029】
<収縮>
無機繊維16と収縮繊維14との交撚糸12を編成して一次編成体10とした後、収縮繊維14を収縮させる。例えば、一次編成体10に熱処理を施して、交撚糸を好ましくは30%以上収縮させることにより、収縮繊維14の収縮力で編目から次の編目の接点までを強制的に収縮させることができる。収縮繊維14の収縮作用により、無機繊維16が不規則に変形されるとともに繊維間が緊密となる。例えば、金属繊維と収縮繊維からなる交撚糸で編成体とした場合、収縮繊維の収縮に伴い、それに巻き付いている金属繊維はほとんど収縮せずに隙間のある方向、すなわち異方向に動いて不規則に変形するものと考えられる。その結果、例えば図2(B)に示すように、隣接する編目同士の間隔が狭くなるとともに無機繊維16が不規則に変形した編成体(二次編成体)20が形成される。
【0030】
<収縮繊維の除去>
収縮繊維14を収縮させて無機繊維16を不規則に変形させた後、収縮繊維14を除去する。溶解性収縮繊維である場合には、収縮により得られた二次編成体20に対し、収縮繊維14に応じた液体(沸騰水、有機溶媒等)を用いて溶解洗浄処理を行う。収縮繊維14が可燃性である場合は、燃焼によって除去してもよい。なお、いずれの方法にせよ、無機繊維16が、溶解、溶融、燃焼などのダメージを受けずに収縮繊維14だけを除去する手段を選択する。
【0031】
上記のように収縮繊維14を収縮させた後、収縮繊維14を除去することで、例えば図2(C)に示すように不規則に変形された無機繊維16で構成された編成体(三次編成体)30が得られる。このようにして製造された三次編成体30は、金属繊維など無機繊維16がほぼ100%の組成であり、収縮による厚みを有するとともに高密度化されたものとなる。また、三次編成体30全体としては、収縮前の一次編成体10の規則的な編成構造の名残を有する一方、局所的には収縮繊維14の収縮によって無機繊維16が不規則に変形して繊維間が密となる。このようにして得られた編成体30は、ポリエステル等の短繊維が不規則に配列した不織布に類似した構造を有し、嵩高であり、圧力損失を受けにくいフィルタとして好適に使用することができる。
【0032】
<多層化>
また、積層された編成体を一体化することや、焼結加工により積層した編成体を接結することも好ましい。
例えば金属繊維に水溶性収縮繊維を撚り合わせて交撚糸とし、この交撚糸を用いて2層以上の多層の組織で編成した後、収縮繊維の収縮及び除去(熱水処理又は燃焼処理)により、金属繊維のみからなるより立体的な多層編成体を得ることができる。なお、多層組織としては、一対の外側編成層間に一層の内側編成層を接結した構成や、このような2層以上の基本構造をさらに積層することも可能であり、さらに外側編成層と内側編成層とを交互に積層することも好ましい。また、例えば、前記した方法により得られた編成体を2層以上積層して焼結させることにより接合させてもよい。
【0033】
なお、本発明に係る金属繊維からなる単層編成体又は多層編成体を焼結処理することで編成体の組成が変化して、金属繊維間が接合するばかりでなく、耐熱性や断熱性などが向上し、不織布構造に類似した金属繊維編成焼結体や金属繊維立体編成焼結体とすることもできる。
【実施例】
【0034】
以下、実施例について説明する。
<実施例1>
−交撚糸の用意−
太さ0.06mm、耐熱最高温度1350℃の耐熱性ステンレス糸(カルタン社製、商品名:カルタンA)と、繊度84dtexの水溶性ビニロン高収縮糸(ニチビ社製、商品名:ソルブロンSHC)を撚り合わせた交撚糸を用意した。なお、水溶性ビニロン高収縮糸としては、70℃の熱水で65%以上の収縮を起させることができ、さらに沸騰水によって容易に溶解させることができるものを使用した。
この金属繊維と収縮繊維との交撚糸は、交撚糸を熱水処理によって30%以上の収縮力で収縮させるため、積極的に撚りをかけられるリング加撚機構の合撚糸機を使用して、耐熱性ステンレス糸1本と水溶性ビニロン高収縮糸3本を1mあたり541回の撚り数で撚り合わせた。
【0035】
−編成−
上記交撚糸を用い、編成組織として厚みを得るために両面編組織で編成した。無縫製横編機(島精機製作所社製、商品名:SWG−V)を使用し、金属繊維の編成に適した度目(40)及び編成速度(0.5m/分)に調整して編成した。収縮後の編目サイズを0.001以上0.5mm未満とするため、編成した編成体の針密度は1cm当たり2.4本とした。これにより、縦横500cm×100cm、厚さ2.5mmの一次編成体を得た。
【0036】
−収縮繊維の収縮及び除去−
小判型の容器内に約70℃の熱水を入れ、一次編成体を熱水中に10分間浸漬させることにより収縮させて図3に示すような編目構造を有する二次編成体を得た。続いて、100℃の沸騰水によって30分間浸漬させ、水溶性ビニロン高収縮糸を溶解させた。これにより、図4に示すように、ステンレス糸が不規則に変形した状態で編成されている三次編成体を得た。
【0037】
<比較例1>
非収縮繊維(ニチビ社製、商品名:ソルブロンSS)と耐熱性ステンレス糸との交撚糸を編成した後、非収縮性繊維を沸騰水によって除去した。これによりステンレス糸が規則的に編成された金属繊維編成体を得た。
【0038】
−捕集試験−
実施例1で得た金属繊維編成体、市販のポリエステル不織布(日本バイリーン社製、商品名:フィレドルエアフィルタFR−580)、比較例1で得た金属繊維編成体を全て同じ厚さ(20.5mm)のフィルタとし、塗装ブースシミュレータから模擬的に塗料を噴霧して各フィルタによる塗料ミストの捕集効率を試験した。使用した塗料、塗布機器、吹き付け圧力などの条件は以下の通りである。
【0039】
メラミン樹脂塗料:エミーラック赤色塗料
塗布機器:W−101−131G(アネスト岩田社製)
吹き付け圧力:0.25MPa
吐出量:2g/秒
吹き付け時間:50秒
【0040】
塗装ブースシミュレータから模擬的に塗料を噴霧した後、作業部最前の第1フィルタ(パーカーエンジニアリング社製、商品名:ネオパッド)を通過して外気に放出されたミストを、排気ダクトに設置した評価用のフィルタ(第2フィルタ)で捕集し、これを通過したミストを第3フィルタ(日本バイリーン社製、商品名:フィレドルエアフィルタFR−585)で再捕集した。
第2フィルタと第3フィルタで捕集された塗料固形分質量から、次式によりミスト捕集効率の評価を行った。
EW=(1−W2/W1)×100(%)
EW:質量捕集効率(%)
W1:第2フィルタと第3フィルタで捕集したミスト固形分量の全質量(g)
W2:第2フィルタを通過して第3フィルタに捕集されたミスト固形分量の質量(g)
【0041】
上記のような捕集試験の結果、図5に示すように、実施例1の編成体の捕集効率は約88%であり、ポリエステル不織布の捕集効率(94%)に近い値を示し、フィルタとしての活用が認められた。一方、比較例1の金属繊維編成体では、ミスト捕集効率が49%であり、フィルタとしての利用には不適切であった。
【0042】
さらに、図には示していないが、実施例1の編成体を1050℃の空気中で再生処理した後、この編成体のミスト捕集効率を、上記のような捕集試験で測定したところ、80%以上であった。このことは、フィルタとしての特性を、再生処理後でも維持していることを意味する。
一方、比較例1の編成体についても、実施例1の編成体と同条件で再生処理及びミスト捕集効率の測定を行ったが、45%以下であり、フィルタとしての特性を維持することは難しいとわかった。
【0043】
以上本発明について説明したが、本発明は上記実施形態及び実施例に限定されるものではない。例えば、本発明に係る編成体の用途は限定されず、フィルタ以外の用途に使用してもよい。また、用途によっては、収縮後、収縮繊維を除去する前の編成体(二次編成体)を使用してもよい。
【図面の簡単な説明】
【0044】
【図1】本発明に係る編成体の編成に用いる交撚糸の構成の一例を示す概略図である。
【図2】本発明に係る編成体の一例を模式的に示す図である。(A)交撚糸で編成した一次編成体 (B)一次編成体の収縮繊維を収縮させた後の二次編成体 (C)二次編成体の収縮繊維を除去した後の三次編成体
【図3】実施例1で収縮繊維を収縮させた後の二次編成体を示す顕微鏡画像である。
【図4】実施例1で収縮繊維を除去した後の三次編成体を示す顕微鏡画像である。
【図5】塗料ミストの捕集効率の結果を示すグラフである。
【符号の説明】
【0045】
10 一次編成体
12 交撚糸
14 収縮繊維
16 金属繊維
20 二次編成体
30 三次編成体
【特許請求の範囲】
【請求項1】
無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
【請求項2】
無機繊維と収縮繊維との交撚糸から編成されたものを用い、前記収縮繊維を収縮させたことにより前記無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
【請求項3】
前記収縮した収縮繊維が除去されていることを特徴とする請求項2に記載の編成体。
【請求項4】
前記無機繊維が、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維からなる群から選択される1種以上の繊維であることを特徴とする請求項1〜請求項3のいずれか一項に記載の編成体。
【請求項5】
前記収縮繊維が、水溶性収縮繊維であることを特徴とする請求項1〜請求項4のいずれか一項に記載の編成体。
【請求項6】
請求項1〜請求項5のいずれか一項に記載の編成体が2層以上積層して接合されたものであることを特徴とする編成体。
【請求項7】
無機繊維と収縮繊維との交撚糸を編成する工程と、
前記編成された交撚糸の前記収縮繊維を収縮させることにより前記無機繊維を不規則に変形させるとともに該無機繊維間を密にする工程と、
を含むことを特徴とする編成体の製造方法。
【請求項8】
前記収縮させた収縮繊維を除去する工程をさらに含むことを特徴とする請求項7に記載の編成体の製造方法。
【請求項9】
前記収縮繊維を収縮させる工程において、前記収縮繊維を加熱により収縮させることを特徴とする請求項7又は請求項8に記載の編成体の製造方法。
【請求項10】
前記収縮繊維を除去する工程において、前記収縮繊維を溶解させて除去することを特徴とする請求項8又は請求項9に記載の編成体の製造方法。
【請求項11】
請求項7〜請求項10のいずれか一項に記載の方法により得られた編成体を2層以上積層して焼結させることにより接合させる工程を含む編成体の製造方法。
【請求項1】
無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
【請求項2】
無機繊維と収縮繊維との交撚糸から編成されたものを用い、前記収縮繊維を収縮させたことにより前記無機繊維が不規則に変形した状態で編成されていることを特徴とする編成体。
【請求項3】
前記収縮した収縮繊維が除去されていることを特徴とする請求項2に記載の編成体。
【請求項4】
前記無機繊維が、金属系繊維、セラミック系繊維、シリカ系繊維、炭素系繊維及びこれらの複合繊維からなる群から選択される1種以上の繊維であることを特徴とする請求項1〜請求項3のいずれか一項に記載の編成体。
【請求項5】
前記収縮繊維が、水溶性収縮繊維であることを特徴とする請求項1〜請求項4のいずれか一項に記載の編成体。
【請求項6】
請求項1〜請求項5のいずれか一項に記載の編成体が2層以上積層して接合されたものであることを特徴とする編成体。
【請求項7】
無機繊維と収縮繊維との交撚糸を編成する工程と、
前記編成された交撚糸の前記収縮繊維を収縮させることにより前記無機繊維を不規則に変形させるとともに該無機繊維間を密にする工程と、
を含むことを特徴とする編成体の製造方法。
【請求項8】
前記収縮させた収縮繊維を除去する工程をさらに含むことを特徴とする請求項7に記載の編成体の製造方法。
【請求項9】
前記収縮繊維を収縮させる工程において、前記収縮繊維を加熱により収縮させることを特徴とする請求項7又は請求項8に記載の編成体の製造方法。
【請求項10】
前記収縮繊維を除去する工程において、前記収縮繊維を溶解させて除去することを特徴とする請求項8又は請求項9に記載の編成体の製造方法。
【請求項11】
請求項7〜請求項10のいずれか一項に記載の方法により得られた編成体を2層以上積層して焼結させることにより接合させる工程を含む編成体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−13762(P2010−13762A)
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願番号】特願2008−174673(P2008−174673)
【出願日】平成20年7月3日(2008.7.3)
【出願人】(506209422)地方独立行政法人 東京都立産業技術研究センター (134)
【Fターム(参考)】
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願日】平成20年7月3日(2008.7.3)
【出願人】(506209422)地方独立行政法人 東京都立産業技術研究センター (134)
【Fターム(参考)】
[ Back to top ]