
繊維強化複合材料およびその成形体
【課題】繊維強化がはかれるとともに、複合繊維糸の織物状シートの成形時の伸度を大きくでき、成形時に所要の金型形状への追随性を改善し、賦形性の高い繊維複合材料およびその成形体を提供すること。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この巻縫いしてうねりを設けた複合繊維糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成して、この織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料と、それを所要の曲面形状に成形した繊維強化複合成形体。
【解決手段】炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸1を形成し、この巻縫いしてうねりを設けた複合繊維糸1を経糸および/または緯糸として所定の大きさの織物状シートを織成して、この織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合した繊維強化複合材料と、それを所要の曲面形状に成形した繊維強化複合成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化分野における、特に炭素繊維や天然繊維に熱可塑性の合成繊維糸を巻縫いした繊維強化複合材料およびその成形体に関するものである。
【背景技術】
【0002】
炭素繊維などの高強度・高弾性率繊維を強化材とする複合材料は、主としてエポキシ樹脂などの熱硬化性樹脂が用いられているが、近年、高靱性、リサイクル性および量産性等の特長から熱可塑性樹脂複合材料が注目を集めている。
【0003】
しかし、樹脂粘度の高い熱可塑性樹脂は、強化材への樹脂含浸性が低く、十分含浸しなければ繊維の強度を生かした成形材料を得ることができない。そのために樹脂の含浸性を向上させる様々な技術開発が行われているが、製造コストや含浸性、付着樹脂量の制御などに関する様々な課題も存在する。
【0004】
また、炭素繊維などの強化繊維の形態には、織物、不織布、短繊維などがあるが、繊維が連続する織物形態は強度面に優れている。しかし、伸度がほとんどなく硬い炭素繊維は、非常に製織が困難な織物である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本件発明者らは、特開2010−121250号公報のように工業用ミシンの縫合機構を利用して作製した複合繊維糸から複合繊維織物状シートを製織し、ホットプレス成形することにより繊維強化複合材料およびその複合成形体を開発した。これにより、製織性の改善と樹脂の含浸性向上を図ることによる高強度高弾性率の材料の製造が可能となった。しかし、上記方法は、平板状材料の成形は、実用的に可能であるが、立体形状をもつ成形品の成形は困難であった。
【0006】
一方、三次元形状の熱可塑性樹脂をマトリックスとした繊維強化複合材料の成形は、射出成形により実施されている。しかし、この方法は、強化繊維が不連続であること、繊維含有率を高くすることが困難である理由から、高強度高弾性率をもつ材料の成形ができない。
【0007】
高い強度をもった織物強化の複合材料の成形が望まれるが、織物形態の場合には伸びが少ないため、曲面形状の金型への追随性が低く、賦形性が悪い。例えば、単一素材の強化織物と樹脂シートを積層して曲面の金型で成形した場合、強化織物の伸びは非常に小さいため、立体形状への成形は困難であるとともに、高い圧力を負荷することも困難で、樹脂の含浸性が一層低下して強度も得られない問題がある。
【課題を解決するための手段】
【0008】
本発明は、糸および織物の構造的な特徴を生かし、繊維強化がはかれて所要の曲面形状の成形品が得られる繊維複合材料およびその成形体を開発することを課題とするものである。
【0009】
本発明は、上記のような点に鑑みたもので、上記の課題を解決するために、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことを特徴とする繊維強化複合材料を提供するにある。
【0010】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした繊維強化複合材料を提供するにある。
【0011】
さらに、木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした繊維強化複合材料を提供するにある。
【0012】
さらにまた、複合繊維糸をロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合した繊維強化複合材料を提供するにある。
【0013】
またさらに、引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させた繊維強化複合成形体を提供するにある。
【0014】
またさらに、織物状シートを1層ないし複数積層して加熱プレスによって圧縮成形して所要の曲面形状に形成した繊維強化複合成形体を提供するにある。
【発明の効果】
【0015】
本発明の繊維強化複合材料は、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことによって、熱可塑性の合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に含浸状態に接合した織物状シートを織成でき、複合繊維糸のうねりによって複合織物の成形時の伸度を大きくできて、糸および織物の構造的な特徴を生かした高い強度と靱性をもつ高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0016】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成することによって、引き揃えた熱可塑性の合成繊維糸も炭素繊維束に一体的に含浸状態に溶融接合できて、より一層の糸および織物の構造的な特徴を生かした高い強度と靱性をもつ繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0017】
また、木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維束糸を形成することによって、引き揃えた熱可塑性の合成繊維糸も天然繊維糸に一体的に含浸状態に溶融接合できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0018】
さらに、複合繊維糸をロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合することによって、メローミシンで容易にかつ迅速に合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を製造でき、熱可塑性の合成繊維糸の掛合糸を巻縫いのピッチを変えることで容易に樹脂含有量を調整できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0019】
さらに、引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させたことによって、複合繊維糸が大きくうねっているために織物状シートの成形時の伸度を大きくできて、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0020】
さらにまた、織物状シートを1層ないし複数積層して加熱プレスで圧縮成形して所要の曲面形状に形成することによって、上記のような糸および織物の構造的な特徴を生かした所要の大きな曲率の3次元形状も成形することができる繊維強化複合成形体を得ることができるものである。
【図面の簡単な説明】
【0021】
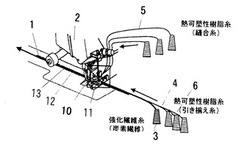
【図1】本発明の一実施例の複合繊維糸の形成説明用図、
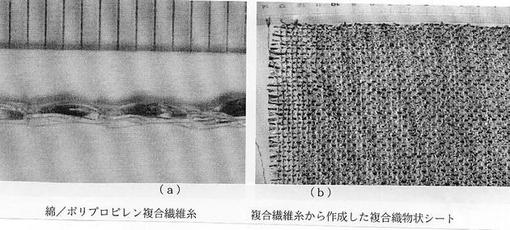
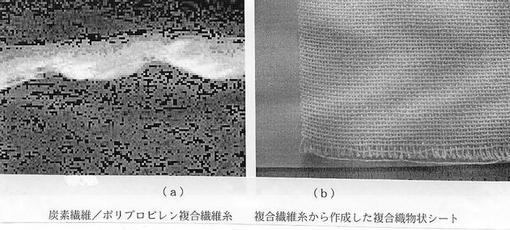
【図2】同上の複合繊維糸の拡大写真(a)、その織物状シートの製織状態の写真(b)、
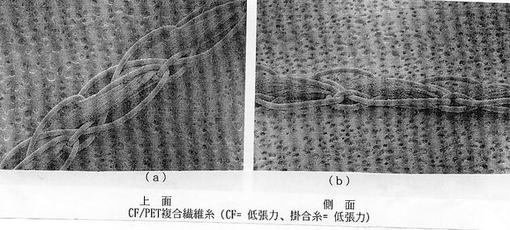
【図3】同上の他の複合繊維糸の拡大写真(a)、その織物状シートの製織状態の写真(b)、
【図4】同上の炭素繊維束、天然繊維糸に低張力、掛合糸に低張力を負荷した複合繊維糸の平面図(a)および側面図(b)、
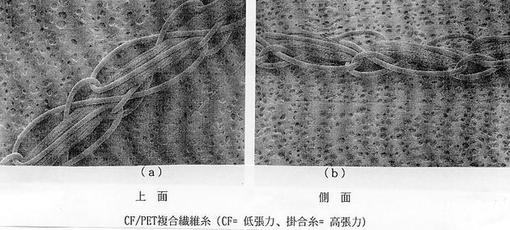
【図5】同上の炭素繊維束、天然繊維糸に低張力、掛合糸に高張力を負荷した複合繊維糸の平面写真(a)および側面写真(b)、
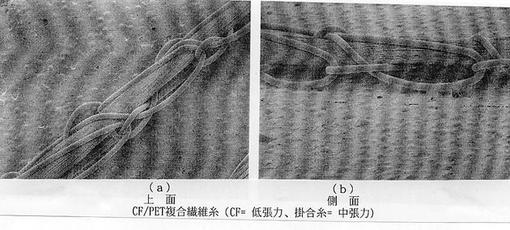
【図6】同上の炭素繊維束、天然繊維糸に高張力、掛合糸に中張力を負荷した複合繊維糸の平面写真(a)および側面写真(b)、
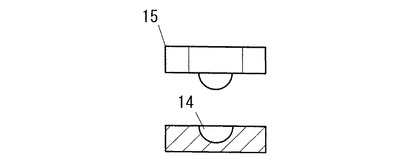
【図7】同上の織物状シートを加熱して圧縮成形する上金型と下金型の説明用の側断面図、
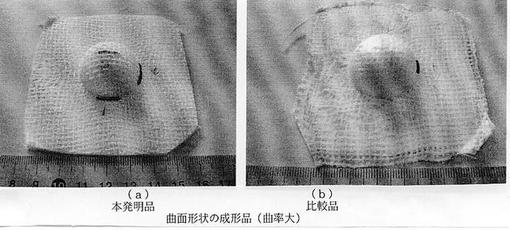
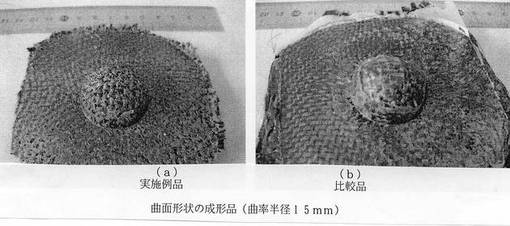
【図8】同上の織物状シートを曲率半径15mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
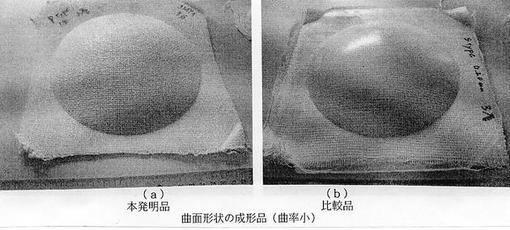
【図9】同上の織物状シートを曲率半径150mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)。
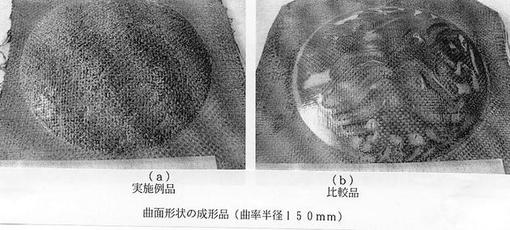
【図10】同上の3層積層した織物状シートを曲率半径150mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
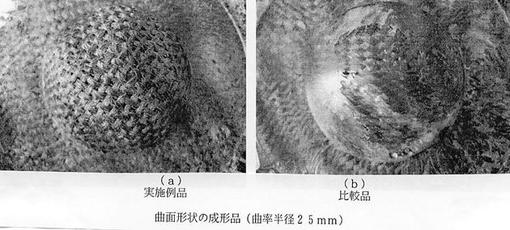
【図11】同上の3層積層した織物状シートを曲率半径25mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
【図12】同上の3層積層した織物状シートを曲率半径15mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)。
【発明を実施するための形態】
【0022】
本発明の繊維強化複合材料およびその複合成形体は、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合して成形することを特徴としている。
【0023】
複合繊維糸1は、図1のようにオーバーロックやロックミシンのメローミシン2を利用してマルチフィラメントを束ねた炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本をこれらの張力を変化させてメローミシン2に供給し、この炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5を必要により張力を変化させて巻縫い掛合して形成するようにしている。
【0024】
マルチフィラメントを束ねた炭素繊維束3は、ポリアクリロニトリルのPAN系の炭素繊維や石油ピッチのピッチ系の炭素繊維などが利用でき、PAN系は樹脂をマトリックスとする複合材料として優れた特性を有するので、特に軽量構造用に適する。炭素繊維束3のフィラメントは、直径が約7〜10μmといった極細であり、これらのフィラメントを上記したように1000〜12000本を束ねて0.数mm〜1mm位の太さとし、その際毛羽の発生を防止するのに少量の樹脂をコーティングするサイジング処理をしている。
【0025】
炭素繊維束3は、1束毎等の所定量に掛合糸5を巻縫い掛合できるが、3〜7束、好ましくは3〜5束等の複数束毎に掛合糸5を巻縫い掛合するのが、複合繊維束糸1を太状ないし嵩高にできるものである。炭素繊維束3は、1束や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することができる。また、炭素繊維束3に所定径のポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸6を整列状やランダム状に3〜10本程の適宜の複数引き揃えて挿入することができる。
【0026】
また、天然繊維糸4は、環境にやさしく木綿や麻、毛を含む天然繊維を使用するもので、1本毎に掛合糸5を巻縫い掛合できるが、図1のように3〜5本等の複数本毎に掛合糸5を巻縫い掛合することができるものである。炭素繊維束3と同じように天然繊維糸4も、1本や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することもできる。また、天然繊維糸4に所定径のポリプロピレンやポリエステルを含む等の熱可塑性の合成繊維糸6を整列状やランダム状に3〜10本程の適宜の複数引き揃えて挿入することができる。必要により、炭素繊維束3と天然繊維糸4を引き揃えて挿入することもできる。引き揃えて挿入する熱可塑性の合成繊維糸6としては、ポリプロピレンが安価で、加熱溶融も容易で好ましい。
【0027】
掛合糸5は、ポリプロピレンやポリエステル、ポリエチレン、ポリアミドを含む熱可塑性の合成繊維糸の縫合糸が使用でき、0.1〜10デニールの極細のものが嵩高とならずに掛合できて蜜な織物に形成できるが、太状や嵩高状の炭素繊維束3のものでは必要により100〜240デニールの適宜の太さの糸を使用することができる。また、掛合糸5は、メローミシン2に供給して1〜5mmピッチで炭素繊維束3や天然繊維糸4に係合していくのが好ましく、かつ炭素繊維束3や天然繊維糸4がばらけたり、毛羽だったり、剥がれたりするのを有効に防止できて好ましい。特に、熱可塑性の合成繊維糸の掛合糸5の巻縫いのピッチを変えることで、容易に樹脂含有量を調整できて、糸および織物の構造的な特徴を生かした所定の樹脂含有量の繊維強化がはかれる繊維強化複合材料を得ることができるものである。
【0028】
複合繊維糸1は、図1のようにメローミシン2の縫合機構により作製される。縫製個所において各糸は複合化されて1本の複合糸となるが、炭素繊維束3、天然繊維糸4、引き揃えの合成繊維糸6、掛合糸5の張力を適宜に調整することにより、炭素繊維束3や天然繊維糸4、引き揃えの合成繊維糸6にうねりを与えた複合繊維糸1を作製できる。そして、このうねりを設けた複合繊維糸1から作製した織物状シート7を用いることで、大きな変形が容易となり、小さな曲率から大きな曲率の曲面形状の成形品を製造できる。炭素繊維束3や天然繊維糸4の強化繊維を低張力、掛合糸5を低張力、炭素繊維束3や天然繊維糸4の強化繊維を低張力、掛合糸5を高張力、炭素繊維束3や天然繊維糸4の強化繊維を高張力、掛合糸5を中張力等とするなど、成形品に対応して適宜に張力を変化させることにより、図4〜図6のように糸のうねりを所要に変化させることができる。糸のうねりを増加させることにより、構成される複合織物の成形時の伸度を大きくし、所要の曲率の立体形状の成形品を製造することができる。
【0029】
また、炭素繊維束3や天然繊維糸4の強化繊維、樹脂糸である引き揃え糸の合成繊維糸6を複数本として、掛合糸5により被覆形成した構造として、複合繊維糸1の見掛けの太さを増加させ、織物における複合繊維糸1のうねりを増大させることもできる。その結果、構成される織物状シート7の成形時の伸度を大きくし、所望の曲率の大きな形状の成形品を製造することができる。たとえば、引き揃え糸の本数を増加したり、直径の大きな糸を引き揃えて複合繊維糸1を作製したり、掛合糸5の張力を小さくするなどとすることができる。
【0030】
このように形成した巻縫いしてうねりを設けた複合繊維糸1は、図2、図3のように織物状シート7とするのに経糸および/または緯糸に使用して平織、綾織、その他の所定の大きさの織物状シート7を製織し、特にばらけたり、毛羽だったり、剥がれたりするのを防止でき、かつほとんど伸縮性のない炭素繊維束3に弾力性を付与でき、また経糸切れ、緯糸切れなくて製織性を向上できる。
【0031】
この炭素繊維束3や天然繊維糸4は、1束または1本以上でよいが、上記したように複数とすることにより、所定の嵩高のものが迅速かつ容易にでき、強度を高められて好ましい。特に、炭素繊維束3や天然繊維糸4にポリプロピレン、ポリエステル等の熱可塑性の合成繊維糸6を引き揃えるのが、強度を高められて好ましい。なお、本発明の趣旨の範囲で炭素繊維束3や天然繊維糸4、熱可塑性の合成繊維糸6は、対象物によって適宜の太さ、適宜の数とすることができる。
【0032】
そして、上記した掛合糸5は、図1のようにロックミシンのメローミシン2に上記した炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本とポリプロピレン等の熱可塑性の合成繊維糸6を引き揃えてメローミシン2に同時に供給し、搖動昇降するミシン針10のポリプロピレン等の熱可塑性の合成繊維糸の針糸11に掛合糸5と同一のポリプロピレン等の熱可塑性の合成繊維糸の上糸12、下糸13をかがり縫いして巻縫いすることによって、複合繊維束糸1を得ることができる。
【0033】
このようにして平織り等の所定の大きさに製織した織物状シート7は、たとえば図7のような所定の曲率の三次元曲面形状のキャビティ14を設けた金型15に装填し、所定の熱可塑性の合成樹脂シートを被覆したり、また必要とせずに、180〜230℃の所定温度に加熱して加熱プレスで圧縮成形すると、熱可塑性の合成繊維糸5、6、11、12、13が溶融して炭素繊維束3または/および天然繊維糸4と一体的に含浸状態に接合できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、うねりによって織物の成形時の伸度を大きくできて、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0034】
また、炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本と熱可塑性の合成繊維糸6を引き揃えて、熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維糸1を形成することによって、引き揃えた熱可塑性の合成繊維糸6が炭素繊維束3または/および天然繊維糸4と一体的に含浸状態に溶融接合できて、繊維強化がはかれる繊維強化複合材料を得ることができるものである。
【0035】
このようにして平織り等の織物状シート7を所要のキャビティを設けた金型に供給して、加熱プレスで圧縮成形し、曲率の大きな所要の3次元形状の曲面体を容易に成形することができる。なお、木綿や麻を含む等の天然繊維糸を使用すると、グリーンコンポジットの成形環境に優しく、リサイクルが容易な繊維強化複合材料を得ることができるものである。
【実施例1】
【0036】
図8は、本発明の一実施例を示すもので、図1のようにマルチフィラメントを束ねた綿糸の天然繊維糸4の張力を低くし、ポリプロピレンの熱可塑性の掛合糸5の張力を大きくして、天然繊維糸4に大きなうねりを生成するように引き揃えてメローミシン2に供給し、メローミシン2を駆動してミシン針10を搖動、昇降してポリプロピレンの熱可塑性繊維糸の合成糸の針糸11を同じくポリプロピレンの熱可塑性繊維糸の上糸12、下糸13を介して同様の合成糸の掛合糸5に2mmピッチで掛合して複合繊維束糸1を形成し、製織機に経糸8および緯糸9として供給し、平編みとして所定の大きさに製織した。図2は、その大きなうねりを生成した複合繊維糸1と製織した織物状シート7である。
【0037】
掛合糸5は、図のように炭素繊維束3のばらけ防止と、毛羽立ち、剥がれを防ぐだけでなく、特にほとんど伸縮性のない炭素繊維糸にループ状となった掛合糸5で弾力性を付与することができる。その結果、経糸切れ、緯糸切れを起こすことなく非常に製織性が向上できる。また、掛合糸5を巻縫い掛合するとき、炭素繊維束3に撚りがかからずに巻縫いをすることができるため、特に非常に細く折れやすい単炭素繊維糸を切断することなく巻縫いできて、複合繊維束糸1の強度を低下させることを防止できるものである。
【0038】
このようにして平織り等の所定の大きさに製織した織物状シート7を3枚積層し、図7のように曲率半径15mmの半球面の曲率面のキャビティ14を設けた金型15に装填し、0.2mm層のポリプロピレンの合成樹脂シートを被覆し、ほぼ190℃に加熱して加熱プレスで3MPaの加圧力で7分間にわたって加圧して繊維強化の複合成形品を成形した。本実施品は、図8(a)のように半球面やその周囲の糸の乱れや切断は見られず、均一状にきれいに成形することができた。
【0039】
一方、織物と樹脂シートを積層した比較品は、図8(b)のように半球面の綿糸の配列乱れが見られるとともに、周囲の糸は切断されるなど変化していることがわかる。比較的伸度のある綿織物であっても、曲率の大きな形状の場合、曲面形状に成形することは困難であることがわかる。
【実施例2】
【0040】
図9は、本発明の他の実施例を示すもので、曲率半径が150mmと曲率の小さな金型で成形したものである。積層枚数および成形条件は、前述と同様である。成形品を図9(a)、(b)に示す。曲率が小さいため、両者とも糸の乱れや切断は見られない。しかし、シートを積層した比較品の図9(b)は、樹脂の含浸が不十分なため、強度が低く小さな圧縮荷重により変形した。本実施品の図9(a)は、樹脂繊維が内部に予め存在するため、低い圧力であっても高い強度を持つ成形品を均一状に成形することができた。
【実施例3】
【0041】
図10〜図12は、それぞれ本発明のさらに他の実施例を示すもので、本発明により作製した3Kの炭素繊維(HTA−3K;東邦テナックス(株)製)ポリプロピレンのモノフィラメント300D(丸三化学工業(株)製)からなる複合繊維糸を用いて作製した織物状シートを積層して立体形状に成形した。本実施品による複合繊維糸は、炭素繊維にうねりが確認できる。また、複合繊維糸から作製した織物状シートの密度は、たて糸12本/インチ、よこ糸11本/インチであり、組織は、平織である。成形形状は、図7に示した金型に加え、その間の曲率を持つ半球状の金型についても成形した。
【0042】
上記した織物状シートを3枚積層して、曲率の異なる3種類の金型でホットプレス成形した。成形条件は、温度190℃、圧力3MPa、時間7分である。また、比較試料としては、炭素繊維織物(パイロフィルクロスTR3110M;三菱レイヨン(株)製)3枚とPP樹脂シート(厚み0.2mm)4枚を交互に重ね、同様の成形条件により作製した。
【0043】
図10は、曲率半径が150mmの金型で成形したものである。本発明により作 本実施品の表面は、図10(a)のように小さな凸凹は見られたが、金型形状をほぼ転写した形状であった。また、樹脂が内部で溶融して固まっているため強度も大きい。しかし、比較品は、図10(b)のように樹脂の未含浸箇所が全面的に見られるとともに、大きなくぼみが数カ所で確認された。
【0044】
図11は、曲率半径25mmの金型で成形したものである。本実施品は、図11(a)のように織物組織の乱れもなく、奇麗に成形できている。一方、比較品は、図11(b)のように樹脂の未含浸部分が全面に見られるとともに、大きなくぼみもある。また、炭素繊維束の切断も見られた。
【0045】
図12は、曲率半径15mmと曲率の大きな金型で成形したものである。本実施品は、図12(a)のように織物組織の乱れもなく、奇麗に成形できている。一方、比較品は、図12(b)のように樹脂の未含浸部分が全面に見られるとともに、白っぽい領域は糸が完全に切断されて炭素繊維束が存在せず、樹脂のみ存在する箇所であり、穴が空いたような状況になっている。
【0046】
以上から本発明により、従来は織物強化形態のため成形できなかった曲面形状の材料についても容易にかつ奇麗に成形できる。特に、曲率半径の150mm以下はもちろん、50mm以下、さらに15mm以下でも十分に成形できる。また、樹脂の含浸性などからも高い強度と外観性にも優れた材料となり、多重に積層するとビストルやライフルの銃にも防御可能である。
【産業上の利用可能性】
【0047】
本発明は、従来の金属成形品に代替して利用できるとともに、FRPやCFRPと同様に自動車のボディやその部品、ボートやヨットの船のボディやその部品、列車のボディやその部品、スポーツ分野のテニスラケット、ゴルフのクラブシャフト、ヘッド、スキー板、スノーボート、日用品のヘルメット、安全靴、アタッシュケース、OA分野のパソコンや携帯電話などのケースや部品、土木、建築分野の補強材、TV、医療機器、レーザー装置、軍用のヘルメットや防弾チョッキ、その他の用途の軽量、高い強度を必要とする物品に広く利用することができる。
【符号の説明】
【0048】
1…複合繊維糸 2…メローミシン 3…炭素繊維束 4…天然繊維糸
5…掛合糸 6…合成繊維糸 7…織物状シート
【先行技術文献】
【特許文献】
【0049】
【特許文献1】特開2010−121250号公報
【技術分野】
【0001】
本発明は、繊維強化分野における、特に炭素繊維や天然繊維に熱可塑性の合成繊維糸を巻縫いした繊維強化複合材料およびその成形体に関するものである。
【背景技術】
【0002】
炭素繊維などの高強度・高弾性率繊維を強化材とする複合材料は、主としてエポキシ樹脂などの熱硬化性樹脂が用いられているが、近年、高靱性、リサイクル性および量産性等の特長から熱可塑性樹脂複合材料が注目を集めている。
【0003】
しかし、樹脂粘度の高い熱可塑性樹脂は、強化材への樹脂含浸性が低く、十分含浸しなければ繊維の強度を生かした成形材料を得ることができない。そのために樹脂の含浸性を向上させる様々な技術開発が行われているが、製造コストや含浸性、付着樹脂量の制御などに関する様々な課題も存在する。
【0004】
また、炭素繊維などの強化繊維の形態には、織物、不織布、短繊維などがあるが、繊維が連続する織物形態は強度面に優れている。しかし、伸度がほとんどなく硬い炭素繊維は、非常に製織が困難な織物である。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本件発明者らは、特開2010−121250号公報のように工業用ミシンの縫合機構を利用して作製した複合繊維糸から複合繊維織物状シートを製織し、ホットプレス成形することにより繊維強化複合材料およびその複合成形体を開発した。これにより、製織性の改善と樹脂の含浸性向上を図ることによる高強度高弾性率の材料の製造が可能となった。しかし、上記方法は、平板状材料の成形は、実用的に可能であるが、立体形状をもつ成形品の成形は困難であった。
【0006】
一方、三次元形状の熱可塑性樹脂をマトリックスとした繊維強化複合材料の成形は、射出成形により実施されている。しかし、この方法は、強化繊維が不連続であること、繊維含有率を高くすることが困難である理由から、高強度高弾性率をもつ材料の成形ができない。
【0007】
高い強度をもった織物強化の複合材料の成形が望まれるが、織物形態の場合には伸びが少ないため、曲面形状の金型への追随性が低く、賦形性が悪い。例えば、単一素材の強化織物と樹脂シートを積層して曲面の金型で成形した場合、強化織物の伸びは非常に小さいため、立体形状への成形は困難であるとともに、高い圧力を負荷することも困難で、樹脂の含浸性が一層低下して強度も得られない問題がある。
【課題を解決するための手段】
【0008】
本発明は、糸および織物の構造的な特徴を生かし、繊維強化がはかれて所要の曲面形状の成形品が得られる繊維複合材料およびその成形体を開発することを課題とするものである。
【0009】
本発明は、上記のような点に鑑みたもので、上記の課題を解決するために、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことを特徴とする繊維強化複合材料を提供するにある。
【0010】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした繊維強化複合材料を提供するにある。
【0011】
さらに、木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした繊維強化複合材料を提供するにある。
【0012】
さらにまた、複合繊維糸をロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合した繊維強化複合材料を提供するにある。
【0013】
またさらに、引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させた繊維強化複合成形体を提供するにある。
【0014】
またさらに、織物状シートを1層ないし複数積層して加熱プレスによって圧縮成形して所要の曲面形状に形成した繊維強化複合成形体を提供するにある。
【発明の効果】
【0015】
本発明の繊維強化複合材料は、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことによって、熱可塑性の合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に含浸状態に接合した織物状シートを織成でき、複合繊維糸のうねりによって複合織物の成形時の伸度を大きくできて、糸および織物の構造的な特徴を生かした高い強度と靱性をもつ高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0016】
また、マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を形成することによって、引き揃えた熱可塑性の合成繊維糸も炭素繊維束に一体的に含浸状態に溶融接合できて、より一層の糸および織物の構造的な特徴を生かした高い強度と靱性をもつ繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0017】
また、木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維束糸を形成することによって、引き揃えた熱可塑性の合成繊維糸も天然繊維糸に一体的に含浸状態に溶融接合できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0018】
さらに、複合繊維糸をロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合することによって、メローミシンで容易にかつ迅速に合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸を製造でき、熱可塑性の合成繊維糸の掛合糸を巻縫いのピッチを変えることで容易に樹脂含有量を調整できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0019】
さらに、引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させたことによって、複合繊維糸が大きくうねっているために織物状シートの成形時の伸度を大きくできて、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0020】
さらにまた、織物状シートを1層ないし複数積層して加熱プレスで圧縮成形して所要の曲面形状に形成することによって、上記のような糸および織物の構造的な特徴を生かした所要の大きな曲率の3次元形状も成形することができる繊維強化複合成形体を得ることができるものである。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施例の複合繊維糸の形成説明用図、
【図2】同上の複合繊維糸の拡大写真(a)、その織物状シートの製織状態の写真(b)、
【図3】同上の他の複合繊維糸の拡大写真(a)、その織物状シートの製織状態の写真(b)、
【図4】同上の炭素繊維束、天然繊維糸に低張力、掛合糸に低張力を負荷した複合繊維糸の平面図(a)および側面図(b)、
【図5】同上の炭素繊維束、天然繊維糸に低張力、掛合糸に高張力を負荷した複合繊維糸の平面写真(a)および側面写真(b)、
【図6】同上の炭素繊維束、天然繊維糸に高張力、掛合糸に中張力を負荷した複合繊維糸の平面写真(a)および側面写真(b)、
【図7】同上の織物状シートを加熱して圧縮成形する上金型と下金型の説明用の側断面図、
【図8】同上の織物状シートを曲率半径15mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
【図9】同上の織物状シートを曲率半径150mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)。
【図10】同上の3層積層した織物状シートを曲率半径150mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
【図11】同上の3層積層した織物状シートを曲率半径25mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)、
【図12】同上の3層積層した織物状シートを曲率半径15mmのキャビティの金型で圧縮成形した成形品の写真(a)およびその比較の写真(b)。
【発明を実施するための形態】
【0022】
本発明の繊維強化複合材料およびその複合成形体は、炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合して成形することを特徴としている。
【0023】
複合繊維糸1は、図1のようにオーバーロックやロックミシンのメローミシン2を利用してマルチフィラメントを束ねた炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本をこれらの張力を変化させてメローミシン2に供給し、この炭素繊維束3または/および天然繊維糸4に熱可塑性の合成繊維糸の掛合糸5を必要により張力を変化させて巻縫い掛合して形成するようにしている。
【0024】
マルチフィラメントを束ねた炭素繊維束3は、ポリアクリロニトリルのPAN系の炭素繊維や石油ピッチのピッチ系の炭素繊維などが利用でき、PAN系は樹脂をマトリックスとする複合材料として優れた特性を有するので、特に軽量構造用に適する。炭素繊維束3のフィラメントは、直径が約7〜10μmといった極細であり、これらのフィラメントを上記したように1000〜12000本を束ねて0.数mm〜1mm位の太さとし、その際毛羽の発生を防止するのに少量の樹脂をコーティングするサイジング処理をしている。
【0025】
炭素繊維束3は、1束毎等の所定量に掛合糸5を巻縫い掛合できるが、3〜7束、好ましくは3〜5束等の複数束毎に掛合糸5を巻縫い掛合するのが、複合繊維束糸1を太状ないし嵩高にできるものである。炭素繊維束3は、1束や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することができる。また、炭素繊維束3に所定径のポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸6を整列状やランダム状に3〜10本程の適宜の複数引き揃えて挿入することができる。
【0026】
また、天然繊維糸4は、環境にやさしく木綿や麻、毛を含む天然繊維を使用するもので、1本毎に掛合糸5を巻縫い掛合できるが、図1のように3〜5本等の複数本毎に掛合糸5を巻縫い掛合することができるものである。炭素繊維束3と同じように天然繊維糸4も、1本や3芯状、さらにこれらの外周部に軸対称に二重、三重状に配設することもできる。また、天然繊維糸4に所定径のポリプロピレンやポリエステルを含む等の熱可塑性の合成繊維糸6を整列状やランダム状に3〜10本程の適宜の複数引き揃えて挿入することができる。必要により、炭素繊維束3と天然繊維糸4を引き揃えて挿入することもできる。引き揃えて挿入する熱可塑性の合成繊維糸6としては、ポリプロピレンが安価で、加熱溶融も容易で好ましい。
【0027】
掛合糸5は、ポリプロピレンやポリエステル、ポリエチレン、ポリアミドを含む熱可塑性の合成繊維糸の縫合糸が使用でき、0.1〜10デニールの極細のものが嵩高とならずに掛合できて蜜な織物に形成できるが、太状や嵩高状の炭素繊維束3のものでは必要により100〜240デニールの適宜の太さの糸を使用することができる。また、掛合糸5は、メローミシン2に供給して1〜5mmピッチで炭素繊維束3や天然繊維糸4に係合していくのが好ましく、かつ炭素繊維束3や天然繊維糸4がばらけたり、毛羽だったり、剥がれたりするのを有効に防止できて好ましい。特に、熱可塑性の合成繊維糸の掛合糸5の巻縫いのピッチを変えることで、容易に樹脂含有量を調整できて、糸および織物の構造的な特徴を生かした所定の樹脂含有量の繊維強化がはかれる繊維強化複合材料を得ることができるものである。
【0028】
複合繊維糸1は、図1のようにメローミシン2の縫合機構により作製される。縫製個所において各糸は複合化されて1本の複合糸となるが、炭素繊維束3、天然繊維糸4、引き揃えの合成繊維糸6、掛合糸5の張力を適宜に調整することにより、炭素繊維束3や天然繊維糸4、引き揃えの合成繊維糸6にうねりを与えた複合繊維糸1を作製できる。そして、このうねりを設けた複合繊維糸1から作製した織物状シート7を用いることで、大きな変形が容易となり、小さな曲率から大きな曲率の曲面形状の成形品を製造できる。炭素繊維束3や天然繊維糸4の強化繊維を低張力、掛合糸5を低張力、炭素繊維束3や天然繊維糸4の強化繊維を低張力、掛合糸5を高張力、炭素繊維束3や天然繊維糸4の強化繊維を高張力、掛合糸5を中張力等とするなど、成形品に対応して適宜に張力を変化させることにより、図4〜図6のように糸のうねりを所要に変化させることができる。糸のうねりを増加させることにより、構成される複合織物の成形時の伸度を大きくし、所要の曲率の立体形状の成形品を製造することができる。
【0029】
また、炭素繊維束3や天然繊維糸4の強化繊維、樹脂糸である引き揃え糸の合成繊維糸6を複数本として、掛合糸5により被覆形成した構造として、複合繊維糸1の見掛けの太さを増加させ、織物における複合繊維糸1のうねりを増大させることもできる。その結果、構成される織物状シート7の成形時の伸度を大きくし、所望の曲率の大きな形状の成形品を製造することができる。たとえば、引き揃え糸の本数を増加したり、直径の大きな糸を引き揃えて複合繊維糸1を作製したり、掛合糸5の張力を小さくするなどとすることができる。
【0030】
このように形成した巻縫いしてうねりを設けた複合繊維糸1は、図2、図3のように織物状シート7とするのに経糸および/または緯糸に使用して平織、綾織、その他の所定の大きさの織物状シート7を製織し、特にばらけたり、毛羽だったり、剥がれたりするのを防止でき、かつほとんど伸縮性のない炭素繊維束3に弾力性を付与でき、また経糸切れ、緯糸切れなくて製織性を向上できる。
【0031】
この炭素繊維束3や天然繊維糸4は、1束または1本以上でよいが、上記したように複数とすることにより、所定の嵩高のものが迅速かつ容易にでき、強度を高められて好ましい。特に、炭素繊維束3や天然繊維糸4にポリプロピレン、ポリエステル等の熱可塑性の合成繊維糸6を引き揃えるのが、強度を高められて好ましい。なお、本発明の趣旨の範囲で炭素繊維束3や天然繊維糸4、熱可塑性の合成繊維糸6は、対象物によって適宜の太さ、適宜の数とすることができる。
【0032】
そして、上記した掛合糸5は、図1のようにロックミシンのメローミシン2に上記した炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本とポリプロピレン等の熱可塑性の合成繊維糸6を引き揃えてメローミシン2に同時に供給し、搖動昇降するミシン針10のポリプロピレン等の熱可塑性の合成繊維糸の針糸11に掛合糸5と同一のポリプロピレン等の熱可塑性の合成繊維糸の上糸12、下糸13をかがり縫いして巻縫いすることによって、複合繊維束糸1を得ることができる。
【0033】
このようにして平織り等の所定の大きさに製織した織物状シート7は、たとえば図7のような所定の曲率の三次元曲面形状のキャビティ14を設けた金型15に装填し、所定の熱可塑性の合成樹脂シートを被覆したり、また必要とせずに、180〜230℃の所定温度に加熱して加熱プレスで圧縮成形すると、熱可塑性の合成繊維糸5、6、11、12、13が溶融して炭素繊維束3または/および天然繊維糸4と一体的に含浸状態に接合できて、糸および織物の構造的な特徴を生かした繊維強化がはかれ、うねりによって織物の成形時の伸度を大きくできて、高強度、高弾性率を有する所要の曲面形状の成形品を成形できる。
【0034】
また、炭素繊維束3の1束ないし複数束または/および天然繊維糸4の1本ないし複数本と熱可塑性の合成繊維糸6を引き揃えて、熱可塑性の合成繊維糸の掛合糸5を巻縫い掛合して複合繊維糸1を形成することによって、引き揃えた熱可塑性の合成繊維糸6が炭素繊維束3または/および天然繊維糸4と一体的に含浸状態に溶融接合できて、繊維強化がはかれる繊維強化複合材料を得ることができるものである。
【0035】
このようにして平織り等の織物状シート7を所要のキャビティを設けた金型に供給して、加熱プレスで圧縮成形し、曲率の大きな所要の3次元形状の曲面体を容易に成形することができる。なお、木綿や麻を含む等の天然繊維糸を使用すると、グリーンコンポジットの成形環境に優しく、リサイクルが容易な繊維強化複合材料を得ることができるものである。
【実施例1】
【0036】
図8は、本発明の一実施例を示すもので、図1のようにマルチフィラメントを束ねた綿糸の天然繊維糸4の張力を低くし、ポリプロピレンの熱可塑性の掛合糸5の張力を大きくして、天然繊維糸4に大きなうねりを生成するように引き揃えてメローミシン2に供給し、メローミシン2を駆動してミシン針10を搖動、昇降してポリプロピレンの熱可塑性繊維糸の合成糸の針糸11を同じくポリプロピレンの熱可塑性繊維糸の上糸12、下糸13を介して同様の合成糸の掛合糸5に2mmピッチで掛合して複合繊維束糸1を形成し、製織機に経糸8および緯糸9として供給し、平編みとして所定の大きさに製織した。図2は、その大きなうねりを生成した複合繊維糸1と製織した織物状シート7である。
【0037】
掛合糸5は、図のように炭素繊維束3のばらけ防止と、毛羽立ち、剥がれを防ぐだけでなく、特にほとんど伸縮性のない炭素繊維糸にループ状となった掛合糸5で弾力性を付与することができる。その結果、経糸切れ、緯糸切れを起こすことなく非常に製織性が向上できる。また、掛合糸5を巻縫い掛合するとき、炭素繊維束3に撚りがかからずに巻縫いをすることができるため、特に非常に細く折れやすい単炭素繊維糸を切断することなく巻縫いできて、複合繊維束糸1の強度を低下させることを防止できるものである。
【0038】
このようにして平織り等の所定の大きさに製織した織物状シート7を3枚積層し、図7のように曲率半径15mmの半球面の曲率面のキャビティ14を設けた金型15に装填し、0.2mm層のポリプロピレンの合成樹脂シートを被覆し、ほぼ190℃に加熱して加熱プレスで3MPaの加圧力で7分間にわたって加圧して繊維強化の複合成形品を成形した。本実施品は、図8(a)のように半球面やその周囲の糸の乱れや切断は見られず、均一状にきれいに成形することができた。
【0039】
一方、織物と樹脂シートを積層した比較品は、図8(b)のように半球面の綿糸の配列乱れが見られるとともに、周囲の糸は切断されるなど変化していることがわかる。比較的伸度のある綿織物であっても、曲率の大きな形状の場合、曲面形状に成形することは困難であることがわかる。
【実施例2】
【0040】
図9は、本発明の他の実施例を示すもので、曲率半径が150mmと曲率の小さな金型で成形したものである。積層枚数および成形条件は、前述と同様である。成形品を図9(a)、(b)に示す。曲率が小さいため、両者とも糸の乱れや切断は見られない。しかし、シートを積層した比較品の図9(b)は、樹脂の含浸が不十分なため、強度が低く小さな圧縮荷重により変形した。本実施品の図9(a)は、樹脂繊維が内部に予め存在するため、低い圧力であっても高い強度を持つ成形品を均一状に成形することができた。
【実施例3】
【0041】
図10〜図12は、それぞれ本発明のさらに他の実施例を示すもので、本発明により作製した3Kの炭素繊維(HTA−3K;東邦テナックス(株)製)ポリプロピレンのモノフィラメント300D(丸三化学工業(株)製)からなる複合繊維糸を用いて作製した織物状シートを積層して立体形状に成形した。本実施品による複合繊維糸は、炭素繊維にうねりが確認できる。また、複合繊維糸から作製した織物状シートの密度は、たて糸12本/インチ、よこ糸11本/インチであり、組織は、平織である。成形形状は、図7に示した金型に加え、その間の曲率を持つ半球状の金型についても成形した。
【0042】
上記した織物状シートを3枚積層して、曲率の異なる3種類の金型でホットプレス成形した。成形条件は、温度190℃、圧力3MPa、時間7分である。また、比較試料としては、炭素繊維織物(パイロフィルクロスTR3110M;三菱レイヨン(株)製)3枚とPP樹脂シート(厚み0.2mm)4枚を交互に重ね、同様の成形条件により作製した。
【0043】
図10は、曲率半径が150mmの金型で成形したものである。本発明により作 本実施品の表面は、図10(a)のように小さな凸凹は見られたが、金型形状をほぼ転写した形状であった。また、樹脂が内部で溶融して固まっているため強度も大きい。しかし、比較品は、図10(b)のように樹脂の未含浸箇所が全面的に見られるとともに、大きなくぼみが数カ所で確認された。
【0044】
図11は、曲率半径25mmの金型で成形したものである。本実施品は、図11(a)のように織物組織の乱れもなく、奇麗に成形できている。一方、比較品は、図11(b)のように樹脂の未含浸部分が全面に見られるとともに、大きなくぼみもある。また、炭素繊維束の切断も見られた。
【0045】
図12は、曲率半径15mmと曲率の大きな金型で成形したものである。本実施品は、図12(a)のように織物組織の乱れもなく、奇麗に成形できている。一方、比較品は、図12(b)のように樹脂の未含浸部分が全面に見られるとともに、白っぽい領域は糸が完全に切断されて炭素繊維束が存在せず、樹脂のみ存在する箇所であり、穴が空いたような状況になっている。
【0046】
以上から本発明により、従来は織物強化形態のため成形できなかった曲面形状の材料についても容易にかつ奇麗に成形できる。特に、曲率半径の150mm以下はもちろん、50mm以下、さらに15mm以下でも十分に成形できる。また、樹脂の含浸性などからも高い強度と外観性にも優れた材料となり、多重に積層するとビストルやライフルの銃にも防御可能である。
【産業上の利用可能性】
【0047】
本発明は、従来の金属成形品に代替して利用できるとともに、FRPやCFRPと同様に自動車のボディやその部品、ボートやヨットの船のボディやその部品、列車のボディやその部品、スポーツ分野のテニスラケット、ゴルフのクラブシャフト、ヘッド、スキー板、スノーボート、日用品のヘルメット、安全靴、アタッシュケース、OA分野のパソコンや携帯電話などのケースや部品、土木、建築分野の補強材、TV、医療機器、レーザー装置、軍用のヘルメットや防弾チョッキ、その他の用途の軽量、高い強度を必要とする物品に広く利用することができる。
【符号の説明】
【0048】
1…複合繊維糸 2…メローミシン 3…炭素繊維束 4…天然繊維糸
5…掛合糸 6…合成繊維糸 7…織物状シート
【先行技術文献】
【特許文献】
【0049】
【特許文献1】特開2010−121250号公報
【特許請求の範囲】
【請求項1】
炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことを特徴とする繊維強化複合材料。
【請求項2】
マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化複合材料。
【請求項3】
木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化複合材料。
【請求項4】
複合繊維糸を、ロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合した請求項1ないし3のいずれかに記載の繊維強化複合材料。
【請求項5】
引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させた請求項1ないし4のいずれかに記載の繊維強化複合成形体。
【請求項6】
織物状シートを1層ないし複数積層して加熱プレスで圧縮成形して所要の曲面形状に形成した請求項1ないし5のいずれかに記載の繊維強化複合成形体。
【請求項1】
炭素繊維束または/および天然繊維糸に熱可塑性の合成繊維糸の掛合糸をこれらの糸に張力を変化させて巻縫い掛合してうねりを設けた複合繊維糸を形成し、この巻縫いしてうねりを設けた複合繊維糸を経糸および/または緯糸として所定の大きさの織物状シートを織成してこの織物状シートを加熱して上記合成繊維糸を溶融して炭素繊維束または/および天然繊維糸に一体的に接合したことを特徴とする繊維強化複合材料。
【請求項2】
マルチフィラメントを束ねた炭素繊維束の1束ないし複数束とポリプロピレンやポリエステルを含む熱可塑性の熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化複合材料。
【請求項3】
木綿や麻を含む天然繊維糸の複数本とポリプロピレンやポリエステルを含む熱可塑性の合成繊維糸を引き揃えて張力を変化させて熱可塑性の合成繊維糸の掛合糸を巻縫い掛合して複合繊維糸とした請求項1に記載の繊維強化複合材料。
【請求項4】
複合繊維糸を、ロックミシンのメローミシンを介して1〜5mmのピッチで熱可塑性の合成繊維糸の掛合糸を張力を変化させて巻縫い掛合した請求項1ないし3のいずれかに記載の繊維強化複合材料。
【請求項5】
引き揃え糸の本数を増加したり、太い糸を引き揃えたり、掛合糸の張力を小さくして複合繊維糸の見掛けの太さを増加させた請求項1ないし4のいずれかに記載の繊維強化複合成形体。
【請求項6】
織物状シートを1層ないし複数積層して加熱プレスで圧縮成形して所要の曲面形状に形成した請求項1ないし5のいずれかに記載の繊維強化複合成形体。
【図1】


【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図12】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−193482(P2012−193482A)
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願番号】特願2011−60069(P2011−60069)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(592216384)兵庫県 (258)
【出願人】(503027931)学校法人同志社 (346)
【出願人】(594134877)宮田布帛有限会社 (6)
【出願人】(508346549)藤邦織物株式会社 (4)
【Fターム(参考)】
【公開日】平成24年10月11日(2012.10.11)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(592216384)兵庫県 (258)
【出願人】(503027931)学校法人同志社 (346)
【出願人】(594134877)宮田布帛有限会社 (6)
【出願人】(508346549)藤邦織物株式会社 (4)
【Fターム(参考)】
[ Back to top ]