
繊維濾材の製造方法
【課題】ポリマー繊維ウエブおよびエレクトレットの濾過特性を更に向上させる。
【解決手段】気体プラズマにより大気圧条件下で超極細繊維を処理することにより、濾過作用の改良を図る。この改良された濾過作用は、超極細繊維をエッチングして当該超極細繊維の表面積を増加させることにより得られる。
【解決手段】気体プラズマにより大気圧条件下で超極細繊維を処理することにより、濾過作用の改良を図る。この改良された濾過作用は、超極細繊維をエッチングして当該超極細繊維の表面積を増加させることにより得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性繊維のウエブからなる繊維濾材に関し、前記熱可塑性繊維は、気体プラズマにより大気圧条件下で表面改質されていることを特徴とする。また、本発明はかかる繊維濾材の製造方法に関する。
【背景技術】
【0002】
不織ポリマー繊維ウエブの濾過特性は、該ウエブをエレクトレット、すなわち半永久的に帯電している誘電体にすることにより改良することができる。静電帯電により、種々の物質、特に埃等の荷電粒子に対する高い捕集効果が得られる。エレクトレットは、エアロゾルフィルタにおける粒子の捕集性を向上させるのに有効である。エレクトレットは、エアフィルタ、フェイスマスク、および人工呼吸器等を含む様々な装置において有用であり、また、マイクロフォン、ヘッドフォン、および静電記録体等の電気音響機器における静電要素としても有用である。現在、帯電フィルタは、家庭用冷暖房装置のフィルタ、減圧バッグ、およびその他の用途に一般的に使用されている。
【0003】
濾過用ウエブは各種方法により形成され得る。例えば、ポリマー材料からなる薄型フィルムあるいは単層体を押出成形し、コロナ放電により帯電させることができる。次に、この帯電フィルムをフィブリル化(小繊維化)して、得られたフィブリル(小繊維)をニードルパンチ加工あるいは他の既知の手段によって不織ウエブに形成する。他の方法においては、ポリマーをメルトブロー法により細径の繊維とし、次いで不織ウエブに形成する。繊維の帯電工程は、メルトブロー工程中に押出機のオリフィスを繊維が出るときに実施されるか、あるいは繊維がウエブとして組み合わせられた後に実施される。帯電工程は、コロナ照射、イオン照射等の手段により実施できる。現在のところ、エレクトレットは、直流(「DC」)コロナ帯電(例えば、米国特許Re.30,782号(Van Turnhout)参照)、および、ハイドロ帯電(例えば、米国特許第5,496,507号(Angadjivand他)参照)を含む種々の方法により製造されている。また、エレクトレット繊維の製造に使用される溶解物中にフルオロケミカルを組み込むことにより、エレクトレットを改良することができる(例えば、米国特許第5,025,052号(Crater他)参照)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
エレクトレットフィルタが接触する粒子や汚染物質の多くは、ウエブの濾過能力を低下させる。例えば、液体エアロゾル、特にオイルエアロゾルは、エレクトレットフィルタにおけるエレクトレットによる高い濾過効果を失わせる傾向がある(例えば、米国特許第5,411,576号(Jones他)参照)。
【0005】
このような濾過効果の喪失を補償すべく、多くの方法が開発されてきた。ある方法においては、ウエブの層を追加することにより、あるいはエレクトレットフィルタの厚さを大きくすることにより、エレクトレットフィルタ中の不織ポリマーウエブの量を増加させる工程が含まれる。しかし、追加されたウエブによって、エレクトレットフィルタの呼吸抵抗が高くなったり、エレクトレットフィルタの重量及び容積が大きくなったりし、且つエレクトレットフィルタのコストが増加してしまう。オイルアエロゾルに対するエレクトレットフィルタの抵抗を改良する他の方法においては、フルオロケミカルオキサゾリジノン、フルオロケミカルピペラジン、および過フルオロアルカン等の、溶融加工可能なフルオロケミカル添加物を含有する樹脂からエレクトレットフィルタを形成する工程が含まれる(例えば、米国特許第5,025,052号(Crater他)参照)。フルオロケミカル添加物は、溶融加工可能でなければならない。すなわち、フルオロケミカル添加物は、エレクトレット繊維ウエブに使用される超極細繊維の形成において用いられる溶融加工条件下で、実質的に劣化しないものでなくてはならない(例えば、WO97/07272(Minnesota Mining and Manufacturing)。米国特許第6,419,871号(Ogale他)は、エレクトレット繊維のウエブからなる静電濾材を開示している。この静電濾材において、エレクトレット繊維はフッ素含有プラズマで処理されており、これにより静電的に帯電された繊維が製造される。米国特許第6,419,871号に開示されている繊維に対して、次いでリンス処理および乾燥処理が行われる。しかし、米国特許第6,419,871号は、1×10−2トル(Torr)乃至1.0トル(Torr)程度の圧力が用いられる減圧チャンバを使用する必要があるという欠点を有している。プラズマ処理(「真空プラズマ処理」とも称される)は減圧下で実施されるので、使用できるチャンバの寸法により処理が制限されてしまう。米国特許第6,419,871号は、その全内容を参照して本明細書に組み入れるものとする。
【0006】
本発明の発明者の研究により、上記の様々な問題点は解決可能であることがわかっている。従って、本発明は、ポリマー繊維ウエブおよびエレクトレットの濾過特性を更に向上させる改良を開示するものである。
【0007】
本発明の更なる適用可能範囲は、以下の詳細な説明により明らかとなる。しかし、各種変更や変形を行うことが本発明の範囲を逸脱せずに可能であることは当業者には明らかである。従って、詳細な説明および具体例により本発明の好適な実施の形態が示唆されているが、それらは単なる例示を目的として示されていることを理解されたい。
【発明を実施するための最良の形態】
【0008】
本発明は、以下の詳細な説明、および単なる例示を目的とするものであって本発明を限定しない添付図面から、更に十分に理解されるであろう。
【0009】
本発明の発明者は、超極細繊維の表面を、大気圧プラズマ工程により表面処理して改質することで、濾過作用が改良されることを発見した。更に、大気圧プラズマ条件を利用するため、プラズマ処理において減圧チャンバが不要となる。従って、コストが削減されるとともに、より多量の超極細繊維を処理することが可能となる。コロナ処理された表面と比較して、大気圧プラズマ処理された表面は、その処理効果をより長時間保持するという点で、大気圧プラズマ処理は有利である。また、大気圧プラズマ処理によれば、超極細繊維の処理は、チャンバの寸法や、減圧プラズマ処理設備に必要な減圧によって制限を受けることがない。
【0010】
超極細繊維の大気圧プラズマ処理は、表面エッチング工程、表面洗浄工程、薬液蒸着工程、表面酸化あるいは還元工程、あるいは、効果のあるフリーラジカルを表面に形成して分子間架橋結合(炭化)の生成を可能にする工程のうち、1以上の工程によって、繊維の濾過能力を改良するものが考えられる。
【0011】
エッチング工程において、エッチングにより、活性炭、顔料、および濾過作用を促進する他の添加物等の、内部で溶解している添加物が露出される傾向がある。次いで、従来のエレクトレット帯電設備により濾材を帯電させる工程を経ることにより、増加した表面積は濾過特性を向上させることができる。
【0012】
他の手段としては、表面洗浄工程により、超極細繊維の表面から油状残滓が除去される傾向がある。濾過すべき粒子に対してかかる表面が露出されれば、より優れた濾過作用が得られる。
【0013】
本工程により、これらの超極細繊維の表面において内部から露出される添加物の量が増加する場合もある。更に、あるいはこれに代えて、本発明によれば、これまでに開示されている方法に比べて、重量当たりの露出表面積を大きくすることができる。これらの手段は、全て濾過処理を改良するものである。
【0014】
いずれの手段を用いても、本発明により得られる最終結果において、濾過に利用できる繊維の表面積増加により、「サイト(sights)」すなわち粒子取り込み領域が拡大されるため、より効果的な濾材が提供される。
【0015】
本発明においては、従来の方法のように添加物の添加率が比較的高くなることは不要であるが、所望の粒子の濾過に関して効果的である。従って、本発明によればコストを削減することができる。更に、従来技術においては使用される添加物の添加率が比較的高いため、装置の調整では解決できないような繊維加工に関連する問題が生じていた。本発明においては添加物の添加率は比較的高くないため、繊維加工において生じていた問題は発生しない。
【0016】
更に、メルトブローン繊維を製造するための現在利用可能な設備は、寸法が1ミクロン未満の繊維を一貫して製造することができないという物理的限界を有している。本発明により改良された濾過能力を有する超極細繊維が得られるので、寸法の小さい繊維を一様に製造するという技術にそれほど依存しなくてもよい。
【0017】
このように、本発明は熱可塑性繊維のウエブからなる繊維濾材を提供する。この熱可塑性繊維は、既知のいずれの熱可塑性材料からでも製造可能であるが、好適な材料にはポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、あるいはこれらの材料の混合物が含まれることを理解されたい。上記の材料はいずれも使用できるが、好適な材料にはポリエステル、および、ポリ(ブチレン−テレフタレート)やポリプロピレン等のポリオレフィンが含まれる。更に、熱可塑性共重合体も、前記材料のうちの任意の材料の組み合わせである好適な共重合体とともに使用することができる。
【0018】
「高い粒子濾過特性」を有するウエブという意味は、本発明の気体プラズマによる大気圧条件下における処理が施されていないウエブと比較して、本発明によるウエブは、より高い濾過特性を有するということである。概して、本発明のウエブは未処理のウエブより少なくとも1.5倍優れた濾過能力を有しており、好ましくは未処理ウエブより少なくとも2倍優れた濾過能力を有しており、更に好ましくは未処理ウエブより少なくとも3倍優れた濾過能力を有しており、より好ましくは未処理ウエブより少なくとも4倍優れた濾過能力を有しており、最も好ましくは未処理ウエブより少なくとも5倍優れた濾過能力を有している。特に、本発明は、埃、菌類、抗原、黴、その他小径の粒子等の任意の多量の粒子、あるいは、多量の塩(例えばNaCl)等の任意の多量の化合物を濾過する能力に関して、上記の「高い粒子濾過特性」を呈する。
【0019】
具体的には、本発明は熱可塑性繊維のウエブからなる繊維濾材に関し、前記熱可塑性繊維は気体プラズマにより大気圧条件下で表面改質されていることを特徴とする。大気圧条件下での処理であるため、本発明のプラズマ処理においては減圧を生じさせる真空ポンプやその他の機器を必要としない。
【0020】
他の実施の形態において、本発明は高い粒子濾過効果を有する繊維濾材の製造方法に関し、該製造方法は気体プラズマにより大気圧条件下で熱可塑性繊維のウエブを処理する工程を備えていることを特徴とする。気体プラズマ処理は、熱可塑性繊維の表面改質に適合する大気圧条件下で実施される。
【0021】
前記繊維濾材および前記繊維濾材の製造方法のいずれにおいても、以下の条件をプラズマ処理の前後あるいはその処理中に利用することができる。
【0022】
気体プラズマ処理の前後いずれにおいても、熱可塑性繊維は静電的に帯電可能である。熱可塑性繊維の静電的帯電工程は、当業界において既知の任意の手段により実施され得るが、コロナ放電方法が特に好適である。
【0023】
本発明の一実施の形態において、気体プラズマ処理により、熱可塑性繊維の表面積は、当該熱可塑性繊維あるいは同様のものが気体プラズマ処理を受けない場合に比較して、増加する。
【0024】
気体プラズマ処理を熱可塑性繊維に実施するための好適な手段には、単独でなされる不活性ガス処理、あるいは不活性ガスと空気とを組み合わせた処理が含まれるがこれに限定されない。好適なガスの組み合わせは、ヘリウム(He)/空気、アルゴン(Ar)/空気、ネオン(Ne)/空気、キセノン(Xe)/空気、二酸化窒素(N2)/空気、クリプトン(Kr)/空気、あるいはこれらの組み合わされたガスの組み合わせ体/混合体であり、更に好適な組み合わせはアルゴン(Ar)/空気、および/または、ヘリウム(He)/空気である。
【0025】
上記のガスのいずれの組み合わせも、フッ素含有プラズマによる処理と組み合わせることができ、これにより静電的に帯電された繊維を形成して改良された帯電安定性を有する繊維を製造することができる。
【0026】
本発明の一実施の形態において、前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層である。あるいは、前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維、あるいはこれらの繊維の組み合わせ、あるいは溶融押出された繊維を含むこれらの繊維の組み合わせから構成させることが可能である。好適な実施の形態においては、メルトブローン繊維が使用される。
【0027】
本発明の他の実施の形態において、上流側の繊維が下流側の繊維とは異なる方法で処理されている、勾配を有する繊維濾材を適用することが可能であり、これにより勾配のある濾過能力を有する繊維濾材を形成することができる。当業者には、上流側の繊維が下流側繊維よりも、高い濾過能力あるいは低い濾過能力のいずれを有していてもよいことが明らかである。上記の工程のいずれも前記勾配を生じさせるように、繊維濾材製造工程に追加することも省略することも可能である。
【0028】
表1乃至6は、プラズマ処理された繊維濾材および対照繊維濾材のNaCl通過率を示すものである。
【表1】

【表2】
【表3】
【0029】
当業者には、本発明において開示された特徴のいずれの組み合わせも本発明の範囲に含まれることが理解されよう。
【0030】
以上、本発明を説明してきたが、本発明は種々の態様で変形可能なことが明らかである。このような変形は本発明の精神および範囲を逸脱するものとはみなされない。また、当業者に明らかなように、このような変更は全て本請求項に記載される範囲に含まれることが意図されている。
【図面の簡単な説明】
【0031】
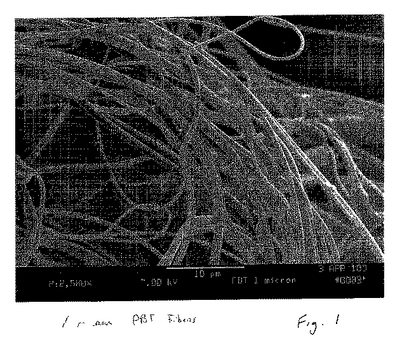
【図1】1ミクロンのポリ(ブチレン−テレフタレート)繊維の2,500倍の拡大図。
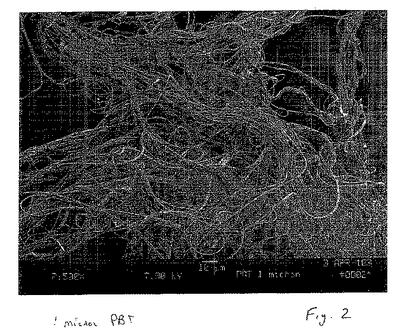
【図2】1ミクロンのポリ(ブチレン−テレフタレート)繊維の500倍の拡大図。
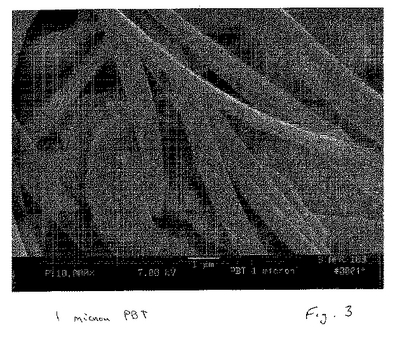
【図3】1ミクロンのポリ(ブチレン−テレフタレート)繊維の10,000倍の拡大図。
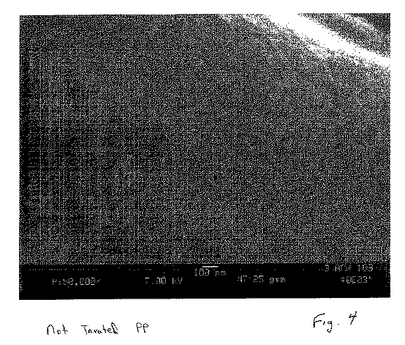
【図4】未処理のポリプロピレン繊維の50,000倍の拡大図。
【図5】未処理のポリプロピレン繊維の30,000倍の拡大図。
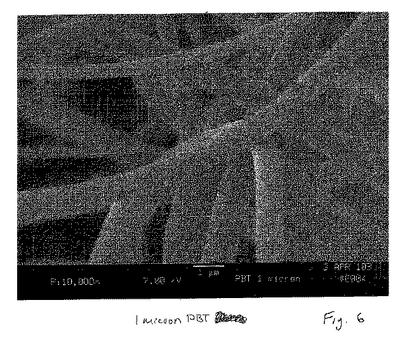
【図6】1ミクロンのポリ(ブチレン−テレフタレート)繊維の10,000倍の拡大図。
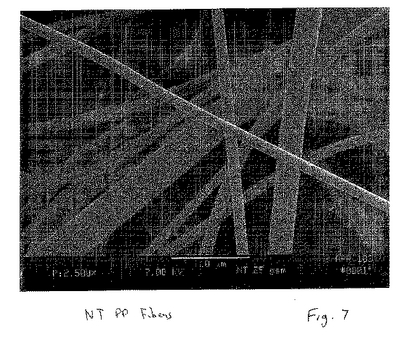
【図7】未処理のポリプロピレン繊維の2,500倍の拡大図。
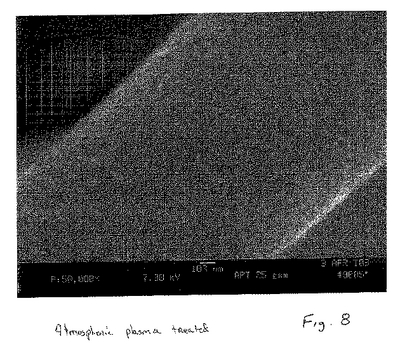
【図8】大気圧プラズマ処理された繊維の50,000倍の拡大図。
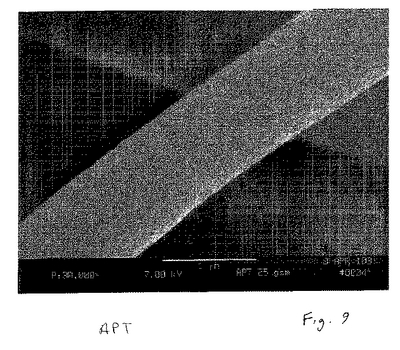
【図9】大気圧プラズマ処理された繊維の30,000倍の拡大図。
【図10】大気圧プラズマ処理された繊維の10,000倍の拡大図。
【図11】大気圧プラズマ処理された繊維の5,050倍の拡大図。
【図12】大気圧プラズマ処理された繊維の2,500倍の拡大図。
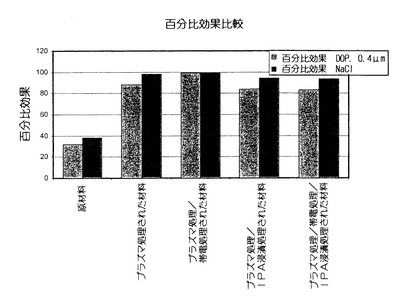
【図13】原材料、プラズマ処理された材料、プラズマ処理され且つ帯電された材料、イソプロピル・アルコールに浸漬された後プラズマ処理された材料、プラズマ処理され且つ帯電され、そしてイソプロピル・アルコールに浸漬された材料の百分比効果を比較して示す図。
【技術分野】
【0001】
本発明は、熱可塑性繊維のウエブからなる繊維濾材に関し、前記熱可塑性繊維は、気体プラズマにより大気圧条件下で表面改質されていることを特徴とする。また、本発明はかかる繊維濾材の製造方法に関する。
【背景技術】
【0002】
不織ポリマー繊維ウエブの濾過特性は、該ウエブをエレクトレット、すなわち半永久的に帯電している誘電体にすることにより改良することができる。静電帯電により、種々の物質、特に埃等の荷電粒子に対する高い捕集効果が得られる。エレクトレットは、エアロゾルフィルタにおける粒子の捕集性を向上させるのに有効である。エレクトレットは、エアフィルタ、フェイスマスク、および人工呼吸器等を含む様々な装置において有用であり、また、マイクロフォン、ヘッドフォン、および静電記録体等の電気音響機器における静電要素としても有用である。現在、帯電フィルタは、家庭用冷暖房装置のフィルタ、減圧バッグ、およびその他の用途に一般的に使用されている。
【0003】
濾過用ウエブは各種方法により形成され得る。例えば、ポリマー材料からなる薄型フィルムあるいは単層体を押出成形し、コロナ放電により帯電させることができる。次に、この帯電フィルムをフィブリル化(小繊維化)して、得られたフィブリル(小繊維)をニードルパンチ加工あるいは他の既知の手段によって不織ウエブに形成する。他の方法においては、ポリマーをメルトブロー法により細径の繊維とし、次いで不織ウエブに形成する。繊維の帯電工程は、メルトブロー工程中に押出機のオリフィスを繊維が出るときに実施されるか、あるいは繊維がウエブとして組み合わせられた後に実施される。帯電工程は、コロナ照射、イオン照射等の手段により実施できる。現在のところ、エレクトレットは、直流(「DC」)コロナ帯電(例えば、米国特許Re.30,782号(Van Turnhout)参照)、および、ハイドロ帯電(例えば、米国特許第5,496,507号(Angadjivand他)参照)を含む種々の方法により製造されている。また、エレクトレット繊維の製造に使用される溶解物中にフルオロケミカルを組み込むことにより、エレクトレットを改良することができる(例えば、米国特許第5,025,052号(Crater他)参照)。
【発明の開示】
【発明が解決しようとする課題】
【0004】
エレクトレットフィルタが接触する粒子や汚染物質の多くは、ウエブの濾過能力を低下させる。例えば、液体エアロゾル、特にオイルエアロゾルは、エレクトレットフィルタにおけるエレクトレットによる高い濾過効果を失わせる傾向がある(例えば、米国特許第5,411,576号(Jones他)参照)。
【0005】
このような濾過効果の喪失を補償すべく、多くの方法が開発されてきた。ある方法においては、ウエブの層を追加することにより、あるいはエレクトレットフィルタの厚さを大きくすることにより、エレクトレットフィルタ中の不織ポリマーウエブの量を増加させる工程が含まれる。しかし、追加されたウエブによって、エレクトレットフィルタの呼吸抵抗が高くなったり、エレクトレットフィルタの重量及び容積が大きくなったりし、且つエレクトレットフィルタのコストが増加してしまう。オイルアエロゾルに対するエレクトレットフィルタの抵抗を改良する他の方法においては、フルオロケミカルオキサゾリジノン、フルオロケミカルピペラジン、および過フルオロアルカン等の、溶融加工可能なフルオロケミカル添加物を含有する樹脂からエレクトレットフィルタを形成する工程が含まれる(例えば、米国特許第5,025,052号(Crater他)参照)。フルオロケミカル添加物は、溶融加工可能でなければならない。すなわち、フルオロケミカル添加物は、エレクトレット繊維ウエブに使用される超極細繊維の形成において用いられる溶融加工条件下で、実質的に劣化しないものでなくてはならない(例えば、WO97/07272(Minnesota Mining and Manufacturing)。米国特許第6,419,871号(Ogale他)は、エレクトレット繊維のウエブからなる静電濾材を開示している。この静電濾材において、エレクトレット繊維はフッ素含有プラズマで処理されており、これにより静電的に帯電された繊維が製造される。米国特許第6,419,871号に開示されている繊維に対して、次いでリンス処理および乾燥処理が行われる。しかし、米国特許第6,419,871号は、1×10−2トル(Torr)乃至1.0トル(Torr)程度の圧力が用いられる減圧チャンバを使用する必要があるという欠点を有している。プラズマ処理(「真空プラズマ処理」とも称される)は減圧下で実施されるので、使用できるチャンバの寸法により処理が制限されてしまう。米国特許第6,419,871号は、その全内容を参照して本明細書に組み入れるものとする。
【0006】
本発明の発明者の研究により、上記の様々な問題点は解決可能であることがわかっている。従って、本発明は、ポリマー繊維ウエブおよびエレクトレットの濾過特性を更に向上させる改良を開示するものである。
【0007】
本発明の更なる適用可能範囲は、以下の詳細な説明により明らかとなる。しかし、各種変更や変形を行うことが本発明の範囲を逸脱せずに可能であることは当業者には明らかである。従って、詳細な説明および具体例により本発明の好適な実施の形態が示唆されているが、それらは単なる例示を目的として示されていることを理解されたい。
【発明を実施するための最良の形態】
【0008】
本発明は、以下の詳細な説明、および単なる例示を目的とするものであって本発明を限定しない添付図面から、更に十分に理解されるであろう。
【0009】
本発明の発明者は、超極細繊維の表面を、大気圧プラズマ工程により表面処理して改質することで、濾過作用が改良されることを発見した。更に、大気圧プラズマ条件を利用するため、プラズマ処理において減圧チャンバが不要となる。従って、コストが削減されるとともに、より多量の超極細繊維を処理することが可能となる。コロナ処理された表面と比較して、大気圧プラズマ処理された表面は、その処理効果をより長時間保持するという点で、大気圧プラズマ処理は有利である。また、大気圧プラズマ処理によれば、超極細繊維の処理は、チャンバの寸法や、減圧プラズマ処理設備に必要な減圧によって制限を受けることがない。
【0010】
超極細繊維の大気圧プラズマ処理は、表面エッチング工程、表面洗浄工程、薬液蒸着工程、表面酸化あるいは還元工程、あるいは、効果のあるフリーラジカルを表面に形成して分子間架橋結合(炭化)の生成を可能にする工程のうち、1以上の工程によって、繊維の濾過能力を改良するものが考えられる。
【0011】
エッチング工程において、エッチングにより、活性炭、顔料、および濾過作用を促進する他の添加物等の、内部で溶解している添加物が露出される傾向がある。次いで、従来のエレクトレット帯電設備により濾材を帯電させる工程を経ることにより、増加した表面積は濾過特性を向上させることができる。
【0012】
他の手段としては、表面洗浄工程により、超極細繊維の表面から油状残滓が除去される傾向がある。濾過すべき粒子に対してかかる表面が露出されれば、より優れた濾過作用が得られる。
【0013】
本工程により、これらの超極細繊維の表面において内部から露出される添加物の量が増加する場合もある。更に、あるいはこれに代えて、本発明によれば、これまでに開示されている方法に比べて、重量当たりの露出表面積を大きくすることができる。これらの手段は、全て濾過処理を改良するものである。
【0014】
いずれの手段を用いても、本発明により得られる最終結果において、濾過に利用できる繊維の表面積増加により、「サイト(sights)」すなわち粒子取り込み領域が拡大されるため、より効果的な濾材が提供される。
【0015】
本発明においては、従来の方法のように添加物の添加率が比較的高くなることは不要であるが、所望の粒子の濾過に関して効果的である。従って、本発明によればコストを削減することができる。更に、従来技術においては使用される添加物の添加率が比較的高いため、装置の調整では解決できないような繊維加工に関連する問題が生じていた。本発明においては添加物の添加率は比較的高くないため、繊維加工において生じていた問題は発生しない。
【0016】
更に、メルトブローン繊維を製造するための現在利用可能な設備は、寸法が1ミクロン未満の繊維を一貫して製造することができないという物理的限界を有している。本発明により改良された濾過能力を有する超極細繊維が得られるので、寸法の小さい繊維を一様に製造するという技術にそれほど依存しなくてもよい。
【0017】
このように、本発明は熱可塑性繊維のウエブからなる繊維濾材を提供する。この熱可塑性繊維は、既知のいずれの熱可塑性材料からでも製造可能であるが、好適な材料にはポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、あるいはこれらの材料の混合物が含まれることを理解されたい。上記の材料はいずれも使用できるが、好適な材料にはポリエステル、および、ポリ(ブチレン−テレフタレート)やポリプロピレン等のポリオレフィンが含まれる。更に、熱可塑性共重合体も、前記材料のうちの任意の材料の組み合わせである好適な共重合体とともに使用することができる。
【0018】
「高い粒子濾過特性」を有するウエブという意味は、本発明の気体プラズマによる大気圧条件下における処理が施されていないウエブと比較して、本発明によるウエブは、より高い濾過特性を有するということである。概して、本発明のウエブは未処理のウエブより少なくとも1.5倍優れた濾過能力を有しており、好ましくは未処理ウエブより少なくとも2倍優れた濾過能力を有しており、更に好ましくは未処理ウエブより少なくとも3倍優れた濾過能力を有しており、より好ましくは未処理ウエブより少なくとも4倍優れた濾過能力を有しており、最も好ましくは未処理ウエブより少なくとも5倍優れた濾過能力を有している。特に、本発明は、埃、菌類、抗原、黴、その他小径の粒子等の任意の多量の粒子、あるいは、多量の塩(例えばNaCl)等の任意の多量の化合物を濾過する能力に関して、上記の「高い粒子濾過特性」を呈する。
【0019】
具体的には、本発明は熱可塑性繊維のウエブからなる繊維濾材に関し、前記熱可塑性繊維は気体プラズマにより大気圧条件下で表面改質されていることを特徴とする。大気圧条件下での処理であるため、本発明のプラズマ処理においては減圧を生じさせる真空ポンプやその他の機器を必要としない。
【0020】
他の実施の形態において、本発明は高い粒子濾過効果を有する繊維濾材の製造方法に関し、該製造方法は気体プラズマにより大気圧条件下で熱可塑性繊維のウエブを処理する工程を備えていることを特徴とする。気体プラズマ処理は、熱可塑性繊維の表面改質に適合する大気圧条件下で実施される。
【0021】
前記繊維濾材および前記繊維濾材の製造方法のいずれにおいても、以下の条件をプラズマ処理の前後あるいはその処理中に利用することができる。
【0022】
気体プラズマ処理の前後いずれにおいても、熱可塑性繊維は静電的に帯電可能である。熱可塑性繊維の静電的帯電工程は、当業界において既知の任意の手段により実施され得るが、コロナ放電方法が特に好適である。
【0023】
本発明の一実施の形態において、気体プラズマ処理により、熱可塑性繊維の表面積は、当該熱可塑性繊維あるいは同様のものが気体プラズマ処理を受けない場合に比較して、増加する。
【0024】
気体プラズマ処理を熱可塑性繊維に実施するための好適な手段には、単独でなされる不活性ガス処理、あるいは不活性ガスと空気とを組み合わせた処理が含まれるがこれに限定されない。好適なガスの組み合わせは、ヘリウム(He)/空気、アルゴン(Ar)/空気、ネオン(Ne)/空気、キセノン(Xe)/空気、二酸化窒素(N2)/空気、クリプトン(Kr)/空気、あるいはこれらの組み合わされたガスの組み合わせ体/混合体であり、更に好適な組み合わせはアルゴン(Ar)/空気、および/または、ヘリウム(He)/空気である。
【0025】
上記のガスのいずれの組み合わせも、フッ素含有プラズマによる処理と組み合わせることができ、これにより静電的に帯電された繊維を形成して改良された帯電安定性を有する繊維を製造することができる。
【0026】
本発明の一実施の形態において、前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層である。あるいは、前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維、あるいはこれらの繊維の組み合わせ、あるいは溶融押出された繊維を含むこれらの繊維の組み合わせから構成させることが可能である。好適な実施の形態においては、メルトブローン繊維が使用される。
【0027】
本発明の他の実施の形態において、上流側の繊維が下流側の繊維とは異なる方法で処理されている、勾配を有する繊維濾材を適用することが可能であり、これにより勾配のある濾過能力を有する繊維濾材を形成することができる。当業者には、上流側の繊維が下流側繊維よりも、高い濾過能力あるいは低い濾過能力のいずれを有していてもよいことが明らかである。上記の工程のいずれも前記勾配を生じさせるように、繊維濾材製造工程に追加することも省略することも可能である。
【0028】
表1乃至6は、プラズマ処理された繊維濾材および対照繊維濾材のNaCl通過率を示すものである。
【表1】
【表2】
【表3】
【0029】
当業者には、本発明において開示された特徴のいずれの組み合わせも本発明の範囲に含まれることが理解されよう。
【0030】
以上、本発明を説明してきたが、本発明は種々の態様で変形可能なことが明らかである。このような変形は本発明の精神および範囲を逸脱するものとはみなされない。また、当業者に明らかなように、このような変更は全て本請求項に記載される範囲に含まれることが意図されている。
【図面の簡単な説明】
【0031】
【図1】1ミクロンのポリ(ブチレン−テレフタレート)繊維の2,500倍の拡大図。
【図2】1ミクロンのポリ(ブチレン−テレフタレート)繊維の500倍の拡大図。
【図3】1ミクロンのポリ(ブチレン−テレフタレート)繊維の10,000倍の拡大図。
【図4】未処理のポリプロピレン繊維の50,000倍の拡大図。
【図5】未処理のポリプロピレン繊維の30,000倍の拡大図。
【図6】1ミクロンのポリ(ブチレン−テレフタレート)繊維の10,000倍の拡大図。
【図7】未処理のポリプロピレン繊維の2,500倍の拡大図。
【図8】大気圧プラズマ処理された繊維の50,000倍の拡大図。
【図9】大気圧プラズマ処理された繊維の30,000倍の拡大図。
【図10】大気圧プラズマ処理された繊維の10,000倍の拡大図。
【図11】大気圧プラズマ処理された繊維の5,050倍の拡大図。
【図12】大気圧プラズマ処理された繊維の2,500倍の拡大図。
【図13】原材料、プラズマ処理された材料、プラズマ処理され且つ帯電された材料、イソプロピル・アルコールに浸漬された後プラズマ処理された材料、プラズマ処理され且つ帯電され、そしてイソプロピル・アルコールに浸漬された材料の百分比効果を比較して示す図。
【特許請求の範囲】
【請求項1】
熱可塑性繊維のウエブからなる繊維濾材であって、前記熱可塑性繊維は、気体プラズマにより大気圧条件下で表面改質されていることを特徴とする繊維濾材。
【請求項2】
前記熱可塑性繊維は、静電的に帯電されていることを特徴とする請求項1に記載の繊維濾材。
【請求項3】
前記静電的に帯電された繊維は、コロナ放電法により静電的に帯電されたことを特徴とする請求項2に記載の繊維濾材。
【請求項4】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項1に記載の繊維濾材。
【請求項5】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項2に記載の繊維濾材。
【請求項6】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項3に記載の繊維濾材。
【請求項7】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項1に記載の繊維濾材。
【請求項8】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項2に記載の繊維濾材。
【請求項9】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項3に記載の繊維濾材。
【請求項10】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項1に記載の繊維濾材。
【請求項11】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項2に記載の繊維濾材。
【請求項12】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項3に記載の繊維濾材。
【請求項13】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項1に記載の繊維濾材。
【請求項14】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項2に記載の繊維濾材。
【請求項15】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項3に記載の繊維濾材。
【請求項16】
前記ウエブは、高い粒子濾過特性を有する請求項1に記載の繊維濾材。
【請求項17】
前記ウエブは、高い粒子濾過特性を有する請求項2に記載の繊維濾材。
【請求項18】
前記ウエブは、高い粒子濾過特性を有する請求項3に記載の繊維濾材。
【請求項19】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項1に記載の繊維濾材。
【請求項20】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項2に記載の繊維濾材。
【請求項21】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項3に記載の繊維濾材。
【請求項22】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項1に記載の繊維濾材。
【請求項23】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項2に記載の繊維濾材。
【請求項24】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項3に記載の繊維濾材。
【請求項25】
気体プラズマにより大気圧条件下で表面改質され且つ帯電された熱可塑性繊維のウエブからなる、環境条件に対する改良された帯電安定性を有する繊維エレクトレット濾材。
【請求項26】
前記繊維エレクトレット濾材は、コロナ放電により帯電されることを特徴とする請求項28に記載の繊維エレクトレット濾材。
【請求項27】
気体プラズマにより大気圧条件下で表面改質され且つ帯電された熱可塑性繊維のウエブからなる、熱条件に対する改良された帯電安定性を有する繊維エレクトレット濾材。
【請求項28】
前記繊維エレクトレット濾材は、コロナ放電により帯電されることを特徴とする請求項27に記載の繊維エレクトレット濾材。
【請求項29】
熱可塑性繊維のウエブを準備する工程と、
前記熱可塑性繊維を、気体プラズマにより大気圧条件下で表面改質して、繊維濾材を製造する工程と、
からなる繊維濾材の製造方法。
【請求項30】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択されることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項31】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項32】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項33】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項1】
熱可塑性繊維のウエブからなる繊維濾材であって、前記熱可塑性繊維は、気体プラズマにより大気圧条件下で表面改質されていることを特徴とする繊維濾材。
【請求項2】
前記熱可塑性繊維は、静電的に帯電されていることを特徴とする請求項1に記載の繊維濾材。
【請求項3】
前記静電的に帯電された繊維は、コロナ放電法により静電的に帯電されたことを特徴とする請求項2に記載の繊維濾材。
【請求項4】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項1に記載の繊維濾材。
【請求項5】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項2に記載の繊維濾材。
【請求項6】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項3に記載の繊維濾材。
【請求項7】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項1に記載の繊維濾材。
【請求項8】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項2に記載の繊維濾材。
【請求項9】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項3に記載の繊維濾材。
【請求項10】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項1に記載の繊維濾材。
【請求項11】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項2に記載の繊維濾材。
【請求項12】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択される1以上のものから形成されることを特徴とする請求項3に記載の繊維濾材。
【請求項13】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項1に記載の繊維濾材。
【請求項14】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項2に記載の繊維濾材。
【請求項15】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層であることを特徴とする請求項3に記載の繊維濾材。
【請求項16】
前記ウエブは、高い粒子濾過特性を有する請求項1に記載の繊維濾材。
【請求項17】
前記ウエブは、高い粒子濾過特性を有する請求項2に記載の繊維濾材。
【請求項18】
前記ウエブは、高い粒子濾過特性を有する請求項3に記載の繊維濾材。
【請求項19】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項1に記載の繊維濾材。
【請求項20】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項2に記載の繊維濾材。
【請求項21】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項3に記載の繊維濾材。
【請求項22】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項1に記載の繊維濾材。
【請求項23】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項2に記載の繊維濾材。
【請求項24】
前記ウエブは、溶融押出された繊維あるいはフィラメントの繊維層と、カーディング法、エアレイ法、あるいはウエットレイ法のうちの1以上の方法により処理された短繊維と、を用いることにより構成されていることを特徴とする請求項3に記載の繊維濾材。
【請求項25】
気体プラズマにより大気圧条件下で表面改質され且つ帯電された熱可塑性繊維のウエブからなる、環境条件に対する改良された帯電安定性を有する繊維エレクトレット濾材。
【請求項26】
前記繊維エレクトレット濾材は、コロナ放電により帯電されることを特徴とする請求項28に記載の繊維エレクトレット濾材。
【請求項27】
気体プラズマにより大気圧条件下で表面改質され且つ帯電された熱可塑性繊維のウエブからなる、熱条件に対する改良された帯電安定性を有する繊維エレクトレット濾材。
【請求項28】
前記繊維エレクトレット濾材は、コロナ放電により帯電されることを特徴とする請求項27に記載の繊維エレクトレット濾材。
【請求項29】
熱可塑性繊維のウエブを準備する工程と、
前記熱可塑性繊維を、気体プラズマにより大気圧条件下で表面改質して、繊維濾材を製造する工程と、
からなる繊維濾材の製造方法。
【請求項30】
前記熱可塑性繊維は、ポリオレフィン、ポリエステル、ポリカーボネート、ポリイミド、およびポリアミドからなる群から選択されることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項31】
前記気体プラズマは、ヘリウム(He)/空気の混合体であることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項32】
前記気体プラズマは、アルゴン(Ar)/空気の混合体であることを特徴とする請求項29に記載の繊維濾材の製造方法。
【請求項33】
前記ウエブは、カーディング法、エアレイ法、あるいはウエットレイ法により処理された短繊維からなることを特徴とする請求項29に記載の繊維濾材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公表番号】特表2006−528549(P2006−528549A)
【公表日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2006−524640(P2006−524640)
【出願日】平成16年7月7日(2004.7.7)
【国際出願番号】PCT/US2004/021648
【国際公開番号】WO2006/011887
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(503035774)リダル、インコーポレイテッド (1)
【Fターム(参考)】
【公表日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成16年7月7日(2004.7.7)
【国際出願番号】PCT/US2004/021648
【国際公開番号】WO2006/011887
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(503035774)リダル、インコーポレイテッド (1)
【Fターム(参考)】
[ Back to top ]