
織編物およびその製造方法および繊維製品
【課題】使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品を提供する。
【解決手段】合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着部を有することを特徴とする。なお、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所を、編物の場合は隣り合うループが熱融着した箇所を意味し、熱融着部が、経および/または緯方向に連続するパターンを有する場合も特徴の一つとなる。
【解決手段】合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着部を有することを特徴とする。なお、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所を、編物の場合は隣り合うループが熱融着した箇所を意味し、熱融着部が、経および/または緯方向に連続するパターンを有する場合も特徴の一つとなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成繊維で構成された織編物であって引裂き強力に優れる織編物およびその製造方法および繊維製品に関するものである。
【背景技術】
【0002】
従来、合成繊維で構成された織編物を、スポーツウエアーやインナーウエアーなどの衣料として用いると、ひっかき等によって衣服が裂けやすいという問題があった。
このような引裂き問題を解消する方法として、織物組織内に太い糸を配したリップストップ組織の織物(例えば、特許文献1参照)などが提案されている。
しかしながら、かかる織物において引裂き問題はまだ十分には解消されず、また、使用する糸種や織組織が限定されるという問題があった。
【特許文献1】特開2005−133253号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は上記の背景に鑑みなされたものであり、その目的は、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品を提供することにある。
【課題を解決するための手段】
【0004】
本発明者は上記の課題を達成するため鋭意検討した結果、織編物の表面および/または裏面において、パターン状に熱融着処理を施すことにより織編物の引裂き強力が向上することを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
かくして、本発明によれば「合成繊維で構成された織編物であって、該織編物の表面および/または裏面に部分的に熱融着部を有することを特徴とする引裂き強力に優れる織編物。」が提供される。
【0005】
ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
その際、前記熱融着部を、経および/または緯方向に連続するパターンで有することが好ましい。その際、該パターンが格子状パターンであることが好ましい。また、下記式で示される熱融着部の比率が10〜60%の範囲内であることが好ましい。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【0006】
また、前記の合成繊維がポリエステル繊維であることが好ましい。また、織編物が平組織またはツイル組織を有する織物であることが好ましい。
【0007】
また、本発明によれば、「合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着処理を施すことを特徴とする、前記に記載の引裂き強力に優れる織編物の製造方法。」が提供される。
【0008】
前記の熱融着処理を行う際、金属粉を含む糊剤を、織編物表面および/または裏面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施すことが好ましい。また、熱融着処理を経および/または緯方向に連続するパターンで熱融着処理することが好ましい。その際、前記パターンが格子状パターンであることが好ましい。
【0009】
また、本発明によれば、前記の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0010】
本発明によれば、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態について詳細に説明する。
本発明の織編物は合成繊維で構成された織編物であって、織編物の表面および/または裏面に部分的に熱融着部を有する。ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
【0012】
このように、織編物の表面および/または裏面に熱融着部を有することにより、織編物の引裂き強力が向上する。かかる熱融着部により織編物の引裂き強力が向上する理由は、融着部が引き裂き時の抵抗となるためであろうと推定している。
【0013】
熱融着部は表面および裏面の両面に存在してもよいが、一方の面にのみ存在していると他方の面の外観が損なわれず好ましい。また、融着は表面および/または裏面の表層のみ融着しておればよく、他方の面にまで達している必要はない。
【0014】
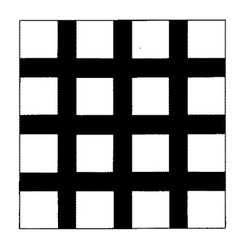
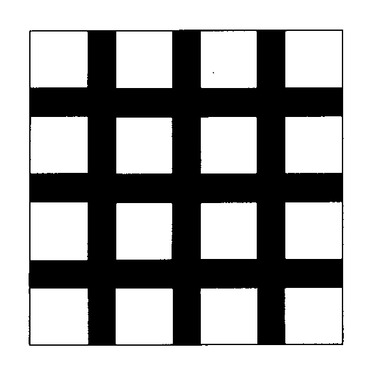
かかる熱融着部は、経および/または緯方向に連続するパターンで有するパターン、例えば、縞のように一方向にのみ連続的につながっているパターン、図1に模式的に示すような縦横または斜線格子状のパターンであることが好ましい。このようなパターンで熱融着部が存在していると、熱融着部は、引裂き応力がかかった際に融着部が引き裂き時の抵抗となるため、引裂き強力が向上する。
【0015】
ここで、パターン内における熱融着部の比率としては10〜60%(より好ましくは10〜50%)であることが好ましい。該比率が10%よりも小さいと、十分な引裂き強力の向上が得られないおそれがある。逆に該比率が60%よりも大きいと織編物の風合いが硬くなるおそれがある。なお、該比率は下記式により算出される。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【0016】
本発明の織編物を構成する合成繊維としては、特に限定されないが、熱溶融性を示すポリエチレンテレフタレートやポリトリメチレンテレフタレートに代表されるポリエステル、ポリアミド、ポリアクリルニトリル、ポリプロピレンなどからなる合成繊維が例示される。なかでも、通常のポリエステル繊維が好ましく例示される。
【0017】
また、前記合成繊維の繊維形態としては特に限定されず、短繊維でもよいし長繊維でもよい。繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状が採用できる。合成繊維の総繊度、単糸繊度、フィラメント数も特に限定されないが、風合いや生産性の点で総繊度30〜300dtex、単糸繊度0.6〜10dtex、フィラメント数1〜300本の範囲が好ましい。
【0018】
織編物の構造としては、その織編組織、層数は特に限定されるものではない。例えば、平織、綾織、サテンなどの織組織や、天竺、スムース、フライス、鹿の子、デンビー、トリコットなどの編組織が好適に例示されるが、これらに限定されるものではない。層数は単層が好ましいが、2層以上の多層であってもよい。
【0019】
本発明の織編物は、例えば以下の方法により製造することができる。すなわち、まず、前記のような合成繊維を用いて常法により織編物を製編織する。次いで、該織編物の表面および/または裏面に部分的に熱融着処理を施す。かかる熱融着処理としては、レーザー等による部分熱融着処理、グラビアコーテイング、フラットスクリーン、ロータリースクリーンなどを用い金属粉を含む糊剤を織編物表面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す方法などが例示される。なかでも、ロータリースクリーンなどを用い金属粉を含む糊剤を織編物表面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す方法が表面および/または裏面の表層部のみ熱融着させることができ好ましい。なお、前記金属粉としては、具体的には、アンチモンドープ酸化錫(ATO)やスズドープ酸化インジューム(ITO)などの平均粒子径が100nm以下の金属酸化物系微粒子が好ましく例示される。かかる金属酸化物系微粒子は可視光線を透過する透明な材料でもあり、布帛本体の色相に変化を与えない点でも好ましい。
【0020】
また、織編物表面に部分的に熱融着処理を施す際、前述のように所定のパターンで熱処理することは好ましいことである。
なお、熱融着処理の前および/または後に、染色加工、吸水加工、さらには、常法の起毛加工、紫外線遮蔽あるいは抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤、撥水剤等の機能を付与する各種加工を織編物に付加適用してもよい。
【0021】
かくして得られた織編物において、融着部が引き裂き時の抵抗となるので優れた引裂き強力を呈する。かかる引裂き強力としては、熱融着処理前に比べて20%以上(より好ましくは50%以上)大であることが好ましい。
【0022】
次に、本発明の繊維製品は、前記の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品である。これらの繊維製品は、前記の織編物を用いているので優れた引裂き強力を呈する。
【実施例】
【0023】
以下、実施例をあげて本発明を詳細に説明するが、本発明はこれらによって何ら限定されるものではない。なお、実施例中の各物性は下記の方法により測定したものである。
<引裂き強力>JIS 1096 D;1018法により引裂き強力を測定した。
【0024】
[実施例1]
経糸として、総繊度56dtex/24filのポリエチレンテレフタレートマルチフィラメント、緯糸として、総繊度84dtex/36filのポリエチレンテレフタレ
ートマルチフィラメントを用い、平組織のタフタ織物を得たのち、かかるタフタ織物を、常法の精錬、リラックス、染色した後、乾燥、セットして基布とした。
【0025】
次いで、上記の基布の表面に対してロータリースクリーン法により、30%のATO水溶液30重量%と、固形分15%のプリント用元糊(安達染料(株)製 セルパール587)46重量%からなる粘度600ポイズのマイクロウエーブ加熱処理剤を用意し、吐出量が20.0cm3/m2のロータリースクリーン(高木彫刻(株)製)を使用して、布帛aの片面に格子状に該樹脂を20cm3/m2の付着量及び先述の格子状のパターン(塗布部面積比率50%)で付与した。
【0026】
そして、該布帛を温度130℃、時間5分で乾熱乾燥した後、市金工業製ApollotexR型にてマイクロウエーブ出力1kwにて照射させながら温度105℃、時間8分間のマイクロウエーブ処理を施し、湯洗い、水洗いをして処理部がマイクロウエーブによる部分的加熱され表面側のみ部分的に熱融着された織物(裏面側は熱融着されていない。)を得た。
【0027】
得られた織物は、図1に模式的に示すように、格子状の熱融着部が形成され、引裂き強力は15.7N(1600gf)であった。次いで、該織物を用いてTシャツ(スポーツ衣料)を得た。
【0028】
[比較例1]
実施例1において、熱融着処理を施さないこと以外は実施例1と同様にした。得られた織物の引裂き強力は9.6N(980gf)と、実施例1より劣るものであった。
【産業上の利用可能性】
【0029】
本発明によれば、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品が得られる。
【図面の簡単な説明】
【0030】
【図1】本発明の織編物において採用することのできる、熱融着処理のパターン(格子パターン)の一例であり、黒色部が熱融着処理部であり、白色部が非処理部である。
【技術分野】
【0001】
本発明は、合成繊維で構成された織編物であって引裂き強力に優れる織編物およびその製造方法および繊維製品に関するものである。
【背景技術】
【0002】
従来、合成繊維で構成された織編物を、スポーツウエアーやインナーウエアーなどの衣料として用いると、ひっかき等によって衣服が裂けやすいという問題があった。
このような引裂き問題を解消する方法として、織物組織内に太い糸を配したリップストップ組織の織物(例えば、特許文献1参照)などが提案されている。
しかしながら、かかる織物において引裂き問題はまだ十分には解消されず、また、使用する糸種や織組織が限定されるという問題があった。
【特許文献1】特開2005−133253号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は上記の背景に鑑みなされたものであり、その目的は、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品を提供することにある。
【課題を解決するための手段】
【0004】
本発明者は上記の課題を達成するため鋭意検討した結果、織編物の表面および/または裏面において、パターン状に熱融着処理を施すことにより織編物の引裂き強力が向上することを見出し、さらに鋭意検討を重ねることにより本発明を完成するに至った。
かくして、本発明によれば「合成繊維で構成された織編物であって、該織編物の表面および/または裏面に部分的に熱融着部を有することを特徴とする引裂き強力に優れる織編物。」が提供される。
【0005】
ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
その際、前記熱融着部を、経および/または緯方向に連続するパターンで有することが好ましい。その際、該パターンが格子状パターンであることが好ましい。また、下記式で示される熱融着部の比率が10〜60%の範囲内であることが好ましい。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【0006】
また、前記の合成繊維がポリエステル繊維であることが好ましい。また、織編物が平組織またはツイル組織を有する織物であることが好ましい。
【0007】
また、本発明によれば、「合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着処理を施すことを特徴とする、前記に記載の引裂き強力に優れる織編物の製造方法。」が提供される。
【0008】
前記の熱融着処理を行う際、金属粉を含む糊剤を、織編物表面および/または裏面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施すことが好ましい。また、熱融着処理を経および/または緯方向に連続するパターンで熱融着処理することが好ましい。その際、前記パターンが格子状パターンであることが好ましい。
【0009】
また、本発明によれば、前記の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品が提供される。
【発明の効果】
【0010】
本発明によれば、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品が得られる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施の形態について詳細に説明する。
本発明の織編物は合成繊維で構成された織編物であって、織編物の表面および/または裏面に部分的に熱融着部を有する。ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
【0012】
このように、織編物の表面および/または裏面に熱融着部を有することにより、織編物の引裂き強力が向上する。かかる熱融着部により織編物の引裂き強力が向上する理由は、融着部が引き裂き時の抵抗となるためであろうと推定している。
【0013】
熱融着部は表面および裏面の両面に存在してもよいが、一方の面にのみ存在していると他方の面の外観が損なわれず好ましい。また、融着は表面および/または裏面の表層のみ融着しておればよく、他方の面にまで達している必要はない。
【0014】
かかる熱融着部は、経および/または緯方向に連続するパターンで有するパターン、例えば、縞のように一方向にのみ連続的につながっているパターン、図1に模式的に示すような縦横または斜線格子状のパターンであることが好ましい。このようなパターンで熱融着部が存在していると、熱融着部は、引裂き応力がかかった際に融着部が引き裂き時の抵抗となるため、引裂き強力が向上する。
【0015】
ここで、パターン内における熱融着部の比率としては10〜60%(より好ましくは10〜50%)であることが好ましい。該比率が10%よりも小さいと、十分な引裂き強力の向上が得られないおそれがある。逆に該比率が60%よりも大きいと織編物の風合いが硬くなるおそれがある。なお、該比率は下記式により算出される。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【0016】
本発明の織編物を構成する合成繊維としては、特に限定されないが、熱溶融性を示すポリエチレンテレフタレートやポリトリメチレンテレフタレートに代表されるポリエステル、ポリアミド、ポリアクリルニトリル、ポリプロピレンなどからなる合成繊維が例示される。なかでも、通常のポリエステル繊維が好ましく例示される。
【0017】
また、前記合成繊維の繊維形態としては特に限定されず、短繊維でもよいし長繊維でもよい。繊維の断面形状も特に限定されず、丸、三角、扁平、中空など公知の断面形状が採用できる。合成繊維の総繊度、単糸繊度、フィラメント数も特に限定されないが、風合いや生産性の点で総繊度30〜300dtex、単糸繊度0.6〜10dtex、フィラメント数1〜300本の範囲が好ましい。
【0018】
織編物の構造としては、その織編組織、層数は特に限定されるものではない。例えば、平織、綾織、サテンなどの織組織や、天竺、スムース、フライス、鹿の子、デンビー、トリコットなどの編組織が好適に例示されるが、これらに限定されるものではない。層数は単層が好ましいが、2層以上の多層であってもよい。
【0019】
本発明の織編物は、例えば以下の方法により製造することができる。すなわち、まず、前記のような合成繊維を用いて常法により織編物を製編織する。次いで、該織編物の表面および/または裏面に部分的に熱融着処理を施す。かかる熱融着処理としては、レーザー等による部分熱融着処理、グラビアコーテイング、フラットスクリーン、ロータリースクリーンなどを用い金属粉を含む糊剤を織編物表面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す方法などが例示される。なかでも、ロータリースクリーンなどを用い金属粉を含む糊剤を織編物表面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す方法が表面および/または裏面の表層部のみ熱融着させることができ好ましい。なお、前記金属粉としては、具体的には、アンチモンドープ酸化錫(ATO)やスズドープ酸化インジューム(ITO)などの平均粒子径が100nm以下の金属酸化物系微粒子が好ましく例示される。かかる金属酸化物系微粒子は可視光線を透過する透明な材料でもあり、布帛本体の色相に変化を与えない点でも好ましい。
【0020】
また、織編物表面に部分的に熱融着処理を施す際、前述のように所定のパターンで熱処理することは好ましいことである。
なお、熱融着処理の前および/または後に、染色加工、吸水加工、さらには、常法の起毛加工、紫外線遮蔽あるいは抗菌剤、消臭剤、防虫剤、蓄光剤、再帰反射剤、マイナスイオン発生剤、撥水剤等の機能を付与する各種加工を織編物に付加適用してもよい。
【0021】
かくして得られた織編物において、融着部が引き裂き時の抵抗となるので優れた引裂き強力を呈する。かかる引裂き強力としては、熱融着処理前に比べて20%以上(より好ましくは50%以上)大であることが好ましい。
【0022】
次に、本発明の繊維製品は、前記の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品である。これらの繊維製品は、前記の織編物を用いているので優れた引裂き強力を呈する。
【実施例】
【0023】
以下、実施例をあげて本発明を詳細に説明するが、本発明はこれらによって何ら限定されるものではない。なお、実施例中の各物性は下記の方法により測定したものである。
<引裂き強力>JIS 1096 D;1018法により引裂き強力を測定した。
【0024】
[実施例1]
経糸として、総繊度56dtex/24filのポリエチレンテレフタレートマルチフィラメント、緯糸として、総繊度84dtex/36filのポリエチレンテレフタレ
ートマルチフィラメントを用い、平組織のタフタ織物を得たのち、かかるタフタ織物を、常法の精錬、リラックス、染色した後、乾燥、セットして基布とした。
【0025】
次いで、上記の基布の表面に対してロータリースクリーン法により、30%のATO水溶液30重量%と、固形分15%のプリント用元糊(安達染料(株)製 セルパール587)46重量%からなる粘度600ポイズのマイクロウエーブ加熱処理剤を用意し、吐出量が20.0cm3/m2のロータリースクリーン(高木彫刻(株)製)を使用して、布帛aの片面に格子状に該樹脂を20cm3/m2の付着量及び先述の格子状のパターン(塗布部面積比率50%)で付与した。
【0026】
そして、該布帛を温度130℃、時間5分で乾熱乾燥した後、市金工業製ApollotexR型にてマイクロウエーブ出力1kwにて照射させながら温度105℃、時間8分間のマイクロウエーブ処理を施し、湯洗い、水洗いをして処理部がマイクロウエーブによる部分的加熱され表面側のみ部分的に熱融着された織物(裏面側は熱融着されていない。)を得た。
【0027】
得られた織物は、図1に模式的に示すように、格子状の熱融着部が形成され、引裂き強力は15.7N(1600gf)であった。次いで、該織物を用いてTシャツ(スポーツ衣料)を得た。
【0028】
[比較例1]
実施例1において、熱融着処理を施さないこと以外は実施例1と同様にした。得られた織物の引裂き強力は9.6N(980gf)と、実施例1より劣るものであった。
【産業上の利用可能性】
【0029】
本発明によれば、使用する糸種や織組織が限定されることなく、引裂き強力に優れる織編物およびその製造方法および繊維製品が得られる。
【図面の簡単な説明】
【0030】
【図1】本発明の織編物において採用することのできる、熱融着処理のパターン(格子パターン)の一例であり、黒色部が熱融着処理部であり、白色部が非処理部である。
【特許請求の範囲】
【請求項1】
合成繊維で構成された織編物であって、該織編物の表面および/または裏面に部分的に熱融着部を有することを特徴とする引裂き強力に優れる織編物。
ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
【請求項2】
前記熱融着部を、経および/または緯方向に連続するパターンで有する、請求項1に記載の織編物。
【請求項3】
前記パターンが格子状パターンである、請求項2に記載の織編物。
【請求項4】
下記式で示される熱融着部の比率が10〜60%の範囲内である、請求項1〜3のいずれかに記載の織編物。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【請求項5】
前記の合成繊維がポリエステル繊維である、請求項1〜4のいずれかに記載の織編物。
【請求項6】
織編物が平組織またはツイル組織を有する織物である、請求項1〜5のいずれかに記載の織編物。
【請求項7】
合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着処理を施すことを特徴とする、請求項1に記載の引裂き強力に優れる織編物の製造方法。
【請求項8】
前記の熱融着処理を行う際、金属粉を含む糊剤を、織編物表面および/または裏面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す、請求項6に記載の引裂き強力に優れる織編物の製造方法。
【請求項9】
熱融着処理を、経および/または緯方向に連続するパターンで熱融着処理する、請求項7に記載の引裂き強力に優れる織編物の製造方法。
【請求項10】
前記パターンが格子状パターンである、請求項8に記載の引裂き強力に優れる織編物の製造方法。
【請求項11】
請求項1〜6のいずれかに記載の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品。
【請求項1】
合成繊維で構成された織編物であって、該織編物の表面および/または裏面に部分的に熱融着部を有することを特徴とする引裂き強力に優れる織編物。
ただし、熱融着部とは、織物の場合は隣り合う経糸および/または緯糸が熱融着した箇所であり、編物の場合は隣り合うループが熱融着した箇所である。
【請求項2】
前記熱融着部を、経および/または緯方向に連続するパターンで有する、請求項1に記載の織編物。
【請求項3】
前記パターンが格子状パターンである、請求項2に記載の織編物。
【請求項4】
下記式で示される熱融着部の比率が10〜60%の範囲内である、請求項1〜3のいずれかに記載の織編物。
熱融着部の面積比率(%)=(熱融着部の面積)/((熱融着部の面積)+(非熱融着部の面積))×100
【請求項5】
前記の合成繊維がポリエステル繊維である、請求項1〜4のいずれかに記載の織編物。
【請求項6】
織編物が平組織またはツイル組織を有する織物である、請求項1〜5のいずれかに記載の織編物。
【請求項7】
合成繊維で構成された織編物の表面および/または裏面に、部分的に熱融着処理を施すことを特徴とする、請求項1に記載の引裂き強力に優れる織編物の製造方法。
【請求項8】
前記の熱融着処理を行う際、金属粉を含む糊剤を、織編物表面および/または裏面に部分的に塗布した後、マイクロウエーブ処理により部分的に熱融着処理を施す、請求項6に記載の引裂き強力に優れる織編物の製造方法。
【請求項9】
熱融着処理を、経および/または緯方向に連続するパターンで熱融着処理する、請求項7に記載の引裂き強力に優れる織編物の製造方法。
【請求項10】
前記パターンが格子状パターンである、請求項8に記載の引裂き強力に優れる織編物の製造方法。
【請求項11】
請求項1〜6のいずれかに記載の織編物を用いてなる、アウター用衣料、スポーツ用衣料、インナー用衣料、靴材、おしめや介護用シーツ等の医療・衛生用品、寝装寝具、椅子やソファー等の表皮材、カーペット、カーシート地、インテリア用品からなる群より選択されるいずれかの繊維製品。
【図1】


【公開番号】特開2008−144305(P2008−144305A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−333149(P2006−333149)
【出願日】平成18年12月11日(2006.12.11)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月11日(2006.12.11)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]