
耐熱性フィルター用布帛およびその製造方法
【課題】
低いクリープと高い捕集効率とを兼備した、高温で使用可能な耐熱性フィルター用布帛を提供すること。
【解決手段】
フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸としてフッ素樹脂系繊維と高強力繊維との複合糸を用いてなる耐熱性フィルター用布帛。
低いクリープと高い捕集効率とを兼備した、高温で使用可能な耐熱性フィルター用布帛を提供すること。
【解決手段】
フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸としてフッ素樹脂系繊維と高強力繊維との複合糸を用いてなる耐熱性フィルター用布帛。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温の集塵装置で使用されるフッ素樹脂繊維を含んでなるバグフィルター、さらに該バグフィルターに好適に使用される耐熱性フィルター用布帛とその製造方法に関するものである。
【背景技術】
【0002】
従来、高温の集塵装置で使用されるフッ素樹脂繊維を含んでなるバグフィルターとしては、ポリテトラフルオロエチレン(PTFE)繊維と無機繊維の撚り糸からなる基布を使用したフェルトフィルター材が既に公知である(特許文献1参照)。該フェルトフィルター材においては、150℃以上の高温下でも十分の強伸度を有しかつ寸法安定性の良いフェルトフィルター材を得るために、無機繊維を基布の一部に使用することを特徴とするものであり、さらに無機繊維のみからなる基布に比較して、伸びやすい有機繊維が有棘針のバーブ部分に絡んだ時に伸びて基布の損傷を少なくする効果も併せ持つものである。
【0003】
一般的に、バグフィルターの使用方法は、ダストがバグフィルター表面に堆積し、一定時間または一定の圧力損失に達したときに、高圧の空気をバグフィルターに負荷することで堆積したダストを払い落とし、再びろ過を継続するのが普通であり、ダストの堆積によるバグフィルターの長さ方向への荷重、払い落としの圧縮空気による衝撃という二つの機械的な力が継続的にかかるものである。
【0004】
しかしながら、上記の提案においては、フェルトフィルター材の捕集効率に関する記述はなく、通常のフェルトフィルター材の捕集効率を向上したり目詰まりの低減により長寿命化する等のニーズに応えるものではなかった。さらに上記の提案においては、ニードルパンチ処理時にフェルトを構成する基布と繊維とが絡合してフェルトに収縮が発生し、その収縮が原因で発生すクリープを改善する方法に関して何ら提案がなされていないものであった。ここでクリープとは、一定の加重をかけた状態で所定温度に設置し、しかる処理後の伸びを示すものである。
【0005】
あるいはまた、フッ素樹脂繊維製スクリムに、フッ素樹脂繊維の短繊維を絡み合わせたことを特徴とするフェルトが知られている(特許文献2参照)。この提案では、高温下で使用しても濾過効率、寸法安定性および耐薬品性に優れたフェルトを提供するために、かかる構成とすることを見出したものである。すなわち、この提案は、PTFE繊維の融点が327℃と高い点に着目し、かかる高融点の繊維を使用することで260℃以上の高温下の使用においても濾過効率、寸法安定性および耐薬品性を安定に発現することに着目したものである。
しかしながら、この提案においては、昨今明らかになっている高捕集効率化や目詰まりの低減による長寿命化などのニーズに応えるのは困難であった。更にまた、該フェルトをバグフィルター用途に用いたとき、例えば、直径260mmで長さが5,000mm長さのような円筒状の形態で使用する場合、バグフィルター1本に数kgfのダストが付着して想定以上の加重がかかるという事態も発生していることが明らかになっている。このような使用環境では、バグフィルターが20〜30cmも伸びるという問題が発生しており、この提案はこのような伸びを解決するものではなかった。
【0006】
さらにまた本発明者らによって、布帛の表面にフィブリル化したフッ素樹脂系繊維があり、かつ布帛の内部にはフィブリル化していない耐熱性繊維があることを特徴とする布帛が提案されている(特許文献3参照)。この提案においては、フィブリル化したフッ素樹脂系繊維が布帛の表面に存在する構成とすることで、0.5μm以下のダストの捕集に優れた機能を発揮することを見出したものである。また、上記のような構成の布帛とするために、フィブリル化していないフッ素樹脂系繊維のみから構成される布帛の表面に、高圧ジェット水流のような物理的衝撃を加える製造方法を採用している。しかしながら、この提案においても、例えば、5MPa以上の高圧ジェット水流処理が好ましいという記載はあるものの、そのジェット水流処理によって発生する布帛の収縮を抑制する方法については何ら提案がなく、実際にバグフィルターとして使用するにはクリープが大きいため適さない布帛しか得ることができないという問題があった。
【特許文献1】特開平9−225227号公報
【特許文献2】特開平9−57028号公報
【特許文献3】特開2002−348765号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、かかる従来技術の背景に鑑み、フッ素樹脂系繊維の特性を損なうことなく、優れた捕集効率と低いクリープ特性を兼備したフッ素樹脂系繊維を含んでなるフィルター用布帛とその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決せんとするものであり、本発明の耐熱性フィルター用布帛は、フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸であることを特徴とする耐熱性フィルター用布帛である。
【0009】
本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の高強力繊維は、ガラス繊維、炭素繊維または金属繊維のいずれかであり、また、上記の複合糸は、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸である。
また、本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の布帛のクリープは0〜2%の範囲内である。
【0010】
また、本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されており、フッ素樹脂系繊維としてポリテトラフルオロエチレン繊維が好適に用いられる。
【0011】
本発明の耐熱性フィルター用布帛は、それを袋状に縫製してバグフィルターとすることができ、縫製用の縫い糸としてポリテトラフルオロエチレン繊維を用いることができる。
【0012】
本発明の耐熱性フィルター用布帛の製造方法は、フッ素樹脂系繊維の不織ウェブ、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリム、およびフッ素樹脂系繊維の不織ウェブを、この順番で積層し、ニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することを特徴とするフィルター用布帛の製造方法である。
【0013】
本発明の耐熱性フィルター用布帛の製造方法の好ましい態様によれば、上記のウォータージェットパンチ処理は、1〜15%のオーバーフィードのテンションがかかった状態で
行うことができる。
また、本発明の耐熱性フィルター用布帛の製造方法の好ましい態様によれば、上記のウォータージェットパンチ処理の最高処理水圧は9〜30MPaの範囲内であり、また、上記のニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の温度の範囲内でヒートセットすることができる。
【発明の効果】
【0014】
本発明によれば、高い捕集効率と優れた熱寸法安定性、更には優れた耐薬品性を兼備した耐熱性フィルター用布帛を得ることができる。また、本発明によれば、フッ素樹脂系繊維と高強力繊維との複合糸をスクリムのタテ糸に用いることにより、フッ素樹脂系繊維のフィブリル化工程や自動縫製工程におけるタテ方向にかかる加工テンションや、バグフィルターとしての使用中におけるタテ方向にかかる継続的な荷重に対する安定性が優れた耐熱性フィルター用布帛をうることができる。さらにまた、用いる高強力繊維の伸度も低いことから、高温下に曝されても伸びや収縮などの寸法変化が極めて少ない、寸法安定性の優れた耐熱性フィルター用布帛を得ることが出来る。
【発明を実施するための最良の形態】
【0015】
本発明の耐熱性フィルター用布帛は、フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸で構成されているものである。
【0016】
本発明の好ましい形態によれば、布帛は、不織ウェブとスクリムとが積層され一体化しているものが好適であり、より好適な布帛は、スクリムを2枚の不織ウェブで挟みこんだ積層構造の布帛である。
【0017】
本発明において、不織ウェブとは、短繊維をカード装置などに通過して繊維方向を配向して均一化した不織布をいい、該不織布を複数枚積層して目付けを高くしたものも含まれる。
【0018】
不織ウェブの目付けは100〜700g/m2の範囲内が好適であり、使われる短繊維はカード通過性の問題から0.5〜25dtexの範囲内の単繊維繊度のものが好ましく、同じくカード通過性の問題から短繊維の繊維長は30〜120mmの範囲内のものが好適である。単繊維繊度が0.5dtex未満の繊維や繊維長が120mmを超える繊維はカード工程でシリンダーに巻き付きが発生することがある。また、繊度が25dtexを超えるような繊維や繊維長が30mm未満の繊維ではカード工程中での落綿が多く発生することがある。また、不織ウェブはスクリムと積層してフィルター用布帛を形成するが、フィルター用布帛の目付けは300〜800g/m2のものが十分な捕集効率を有し、圧力損失も高くなり過ぎないことから好適である。フィルター用布帛の通気量は3〜30cc/cm2/secの範囲内のものが圧力損失も高くなり過ぎず、好適に用いることが出来る。
【0019】
また、スクリムとは、目粗な織物をいい、フィルター用布帛の形態保持性を向上する機能を有する。
【0020】
フィルター用の布帛の形態保持性を向上し、尚且つフィルター用の布帛の圧力損失を高くし過ぎないために、スクリムの引っ張り強度は500N/5cm以上が好適であり、通気量は80cc/cm2/sec以上であることが好ましい。より具体的な例示としては、800〜2400dtexのトータル繊度の複合糸をタテ糸に用いる場合には、タテ糸の織密度は25〜40本/インチの範囲内のものが高い引っ張り強度と低い圧力損失を両立できるので好適である。織組織は平織りが好適に用いられるが、糸同士の拘束力を増して引っ張り強度を向上するために綾織り、摸抄織りなども例外なく用いることが出来る。
形態保持性を向上するための本発明の好ましい形態によれば、スクリムのタテ糸としてフッ素樹脂系繊維と高強力繊維を含む複合糸を用いることが重要である。タテ糸にフッ素樹脂系繊維と高強力繊維からなる複合糸を用いることにより、バグフィルターのようにタテ方向に大きな力がかかる場合にも問題なく使用することができる。さらにまた、本発明のフィルター用布帛を製造する際には、タテ方向に大きなテンションがかかるため、該テンション時の荷重による寸法変化を最小限に抑えることが必要であることから、タテ糸にフッ素樹脂系繊維と高強力繊維との複合糸を用いることが好適である。
【0021】
好ましい複合糸は800〜2400dtexの範囲内のトータル繊度を有し、フッ素樹脂系繊維と高強力繊維との繊度における割合が6:1〜6:4の範囲内にあれば好適である。この範囲内にあれば高い引っ張り強度と高い耐薬品性を兼ね備えることができ好適である。
【0022】
本発明の好ましい形態によれば、高強力繊維が、ガラス繊維、炭素繊維および金属繊維のいずれかであることが好適である。ガラス繊維、炭素繊維および金属繊維はいずれも260℃以上の高温下でも優れた強力を示すとともに、高圧ジェット水流のような物理的衝撃によっても繊維が分割して細くなることが極めて少ないので、物理的衝撃による強度劣化が少ないことから好適に用いることができる。さらにまた、炭素繊維は、繊維の引っ張り強度が極めて高いので、フィルター用布帛を製造する際にテンションがかかっても、布帛の伸度を極めて低く抑えることができる。すなわち、フィルター用布帛製造時の布帛の伸び、または収縮を最小限に抑える効果が高いことから特に好適に用いることができる。さらにまた、ガラス繊維は、フッ素樹脂系繊維に比べて引っ張り強度が高いことに加え、ガラス繊維にフッ素樹脂系繊維と組み合わせることで、電気的な帯電状態が達成されて静電気吸着の効果が多く発現することから、布帛の捕集効率を高くできる。
【0023】
高強力繊維は3〜40cN/dtexの強力を有するものが好ましく、伸度が0.5〜4.0%の範囲内にあるものが好ましい。中でもガラス繊維、炭素繊維および金属繊維はこのような物性を満たすとともに、耐熱温度が極めて高いことから、より好適に用いることが出来る。高強力繊維の形態としては長繊維の方が短繊維を束ねた紡績糸に比較して寸法安定性に優れることから好適に用いることが出来る。
【0024】
また、本発明で用いられるフッ素樹脂系繊維としては、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維が挙げられ、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシ基共重合体(ETFE)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。さらに好ましくは、耐熱性あるいは耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。
複合糸を形成するフッ素樹脂系繊維としては、マルチフィラメントが好適であり、マルチフィラメント糸を高強力繊維に合糸する方法、合撚する方法、エアー交絡などでカバリングする方法、などが好適に用いられる。
本発明で用いられるフッ素樹脂系繊維と高強力繊維を含む複合糸としては、フッ素樹脂系繊維と高強力繊維の混繊糸や交撚糸が用いられるが、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸であることが好ましい。フッ素樹脂系繊維と高強力繊維との複合方法としては、従来公知の紡績方法やカバリング方法や交撚方法を用いることができるが、高い寸法安定性を得るためにフッ素樹脂系繊維の長繊維を使用することが好適である。また、フッ素樹脂系繊維と高強力繊維とを交撚とすることにより、フッ素樹脂系繊維が高強力繊維と均一に複合する。さらに、交撚糸は、スクリムを製織するときの工程通過性が良好であり、均一なスクリムを得ることができる。交撚糸から構成されるスクリムをフィルター用布帛に用いることで、ニードルパンチ工程などの絡合工程におけるニードル針による損傷を少なく抑えることができるので、好適に用いられる。本発明で用いられる複合糸には、本発明の効果を妨げない範囲で、上記したフッ素樹脂系繊維と高強力繊維以外の繊維を混用し複合させることができる。
スクリムのヨコ糸には、フッ素樹脂系繊維を用いることが好ましい。スクリムのヨコ糸としては、フッ素樹脂系繊維のフィブリル化工程やフィルター用布帛の自動縫製工程におけるテンションがタテ方向に主にかかることから、フッ素樹脂系繊維と高強力繊維の複合糸を必ずしも用いる必要は無く、フッ素樹脂系繊維を用いることでフィルター用布帛の耐薬品性が顕著に発揮できる。ヨコ糸に用いるフッ素樹脂系繊維の繊度は800〜2000dtexであれば良く、ヨコ糸密度は25〜40本/インチの範囲内であれば好適に用いることが出来る。
また、本発明で用いられる不織ウェブは、フッ素樹脂系繊維で構成することができる。フッ素樹脂系繊維としては、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維が挙げられ、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシ基共重合体(ETFE)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。さらに好ましくは、耐熱性あるいは耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。本発明で用いられる不織ウェブには、本発明の効果を妨げない範囲で、上記したフッ素樹脂系繊維以外の繊維を混用し複合させることができる。
また、本発明においては、布帛を構成する不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されている。本発明において、フィブリル化とは、1本のフッ素樹脂系繊維が長さ方向で分割したものをいう。
本発明の好ましい形態によれば、分割したフィブリル繊維の最小繊度は0.1dtex以下であることが高い捕集効率を得るために好適であり、さらに該フィブリル繊維が互いに絡み合って強固に結合しているものが好適に用いられる。
【0025】
少なくとも一部がフィブリル化とは、フッ素樹脂系繊維の長さ方向に分割本数を数えたときに、例えば、2〜6500本の間で分布している状態が好適であり、6500本を超える分割本数の場合には、繊維の引っ張り強力が小さくなり、フィルター用布帛の強力が大きく低下することがある。
フィブリル繊維の結合により、使用中の衝撃によってフィルター用布帛からの繊維の脱落が生じない。
【0026】
また、本発明の耐熱用フィルター用布帛は、下記条件で測定したときの布帛のクリープが0〜2%の範囲内であることが好ましい。
【0027】
試料:30cm×5cm、荷重:1kgf、処理条件:230℃×1時間
クリープ率を0〜2%の範囲内とすることで、長さが数mに達するようなバグフィルター用途に使用した場合でも、長さ方向の伸びを低く抑えることができ、伸びによる破れなどの破損を抑えることができる。より好適には0〜1%のクリープを有する耐熱用フィルター用布帛が、実際の使用中でも均一なフィルター性能の有する。クリープが0%よりも低くなる場合には、耐熱用フィルター用布帛を保持する金枠へ強く張り付いてしまい、交換作業が非常に困難となることがある。
【0028】
また、本発明の耐熱用フィルター用布帛は、布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されていることが好適である。バグフィルターなどのフィルター用途に用いる場合には、ごみ焼却場等から排出される含塵ガスをろ過する面の繊維を細く設計することで、塵の捕集効率を高くすることができるので好適である。また、含塵ガスをろ過する面の反対側においては、通気量を高くして圧力損失を低く抑える手法をとることがフィルター用途として好適であることから、ろ過する面の反対側においては構成繊維をフィブリル化せず、不織ウェブ密度を低い状態にすることが好適である。
【0029】
また、本発明の耐熱用フィルター用布帛は、布帛を袋状に縫製してなるバグフィルター用途に好適に用いることができる。本発明の耐熱用フィルター用布帛は、フッ素樹脂系繊維がフィブリル化して高い捕集効率を有し、さらにフッ素樹脂系繊維と高強力繊維との複合糸をスクリムのタテ糸に用いることで布帛の寸法安定性が極めて向上し、クリープが好ましくは0〜2%の範囲内となっており、バグフィルター用途に好適に用いることができる。また、布帛表面のろ過面側と反対の面においてフッ素樹脂系繊維がフィブリル化していないように構成すれば、バグフィルターを保持するリテーナーとの摩擦による繊維の脱落を少なくすることができる。
【0030】
本発明の耐熱用フィルター用布帛を袋状に縫製する際には、上部、本体、下部の部品を互いに縫製して構成することが好適であり、本体と上部との縫い合わせ部分は40mm以上重ね合わせることが好ましく、さらに、重ね合わせ部分を縫製する縫い糸は5本以上使用することが好ましい。重ね合わせ部分が40mmよりも短い場合には、上部と本体との強力が不十分な場合があり、より好ましくは50〜100mmの範囲内の重ね合わせが好適である。また、縫い糸が4本未満では、大きな荷重がかかった場合にスクリムが素抜ける場合があることから、5本以上使用することが好ましい。
【0031】
ここでいう上部とは、バグフィルターとバグフィルター取り付け部との機密性を出すためにスナップリングを内包するフェルトを円筒状に形成したものであり、本体とはフィルター用布帛を、例えば130〜280mmφ、4〜8m長さに筒状に縫製した部分であり、さらに下部とは、筒状の本体の下から被せるものであり、フェルトを円筒状のキャップのように縫製したものである。
【0032】
本発明において袋状に縫製する際、縫い糸にポリテトラフルオロエチレン繊維からなる縫い糸を用いることが好適である。ポリテトラフルオロエチレン繊維を縫い糸とすることにより、耐熱性と耐薬品性を兼備した縫製部分とすることができる。より好適には、ポリテトラフルオロエチレン繊維のモノフィラメント糸を用いることにより、高温での低伸度を達成することができる。
【0033】
次に、本発明の耐熱用フィルター用布帛の製造方法について例示説明する。すなわち、耐熱用フィルター用布帛は、フッ素樹脂系繊維の不織ウェブと、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリムと、不織フッ素樹脂系繊維のウェブを、この順番で積層し、これをニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することにより、好適に製造することができる。
【0034】
不織ウェブは、フッ素樹脂系繊維の短繊維をカード装置などの開繊装置に通過して配向させ、必要に応じて複数枚積層して得ることができる。カード装置などで開繊する短繊維は、フッ素樹脂系繊維の特性を損なわない程度であれば、他の耐熱性繊維等を混合したものを用いても良い。他の耐熱性繊維としては、ポリフェニレンサルファイド繊維、芳香族アラミド繊維、ポリイミド繊維、ガラス繊維、炭素繊維およびポリパラフェニレンベンゾオキサゾール繊維などを用いることができる。
【0035】
また、スクリムには、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用い、ヨコ糸にはフッ素樹脂系繊維を用いることが好ましい。耐熱性フィルター用布帛の低い伸度を達成するためには、タテ糸の50〜100%の繊維をフッ素樹脂系繊維と高強力繊維との複合糸とすることが好適である。残りのタテ糸は、耐熱性と耐薬品性の点からフッ素樹脂系繊維を用いることが好適である。
【0036】
このような方法で得られた不織ウェブと、スクリムと、不織ウェブをこの順番に積層し、ニードルパンチ処理により絡合一体化する。ニードルパンチ処理における針密度は、布帛の絡合が十分得られれば特に制約はないが、針本数が多すぎるとウェブとスクリムとを構成する繊維が損傷してしまうので、250〜400本/cm2の範囲内が好適である。また、針深さは、布帛の絡合一体化が十分に得られるように設定すれば特に制約はないが、12〜14mmの範囲内が好適である。
本発明の耐熱性フィルター用布帛の製造方法では、該ニードルパンチ処理の後に、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化する。
該ウォータージェットパンチ処理において、テンションのかかった状態で処理することが好適である。ウォータージェットパンチ処理においては、高圧ジェット水流が布帛の表面にかかるため、布帛は収縮する傾向にあり、該収縮が大きくなると、得られるフィルター用布帛のクリープが大きくなる。このため、そのテンションは、布帛の長さ方向において1〜15%のオーバーフィードであることが好適である。そのようなテンションをかけるためには、例えば、布帛を長さ方向で2対のロールで把持し、入り口側のロールよりも出口側のロールの速度を早くして処理することで達成することができる。しかしながら、そのテンションが大きすぎる場合には、布帛に必要以上に荷重がかかって布帛の伸びを生じてしまうことから、より好ましくは1〜8%のテンションが好適である。
本発明において、ウォータージェットパンチ処理の最高処理水圧は、9〜30MPaの範囲内であることが好適である。最高処理水圧が9MPaよりも小さい場合にはウェブ表面のフッ素樹脂系繊維がフィブリル化せず、高い捕集効率を具備したフィルター用布帛を得ることができないことがある。また、最高処理水圧が30MPaを超える場合には、不織ウェブ表面のフッ素樹脂系繊維は十分にフィブリル化するものの、スクリムのフッ素樹脂系繊維もフィブリル化が進行し、布帛全体の引っ張り強度が大きく低下することがある。また、不織ウェブ内部のフッ素樹脂系繊維がフィブリル化するとウェブが緻密化し、通気量が極めて低くなってフィルター用布帛の圧力損失が大きくなるという問題も生じることがある。従って、不織ウェブ表面のフッ素樹脂系繊維をフィブリル化し、フィルター用布帛の圧力損失を低く抑えるために、より好適には12〜25MPaの範囲内の最高処理水圧とすることが良い。
【0037】
本発明の耐熱性フィルター用布帛の製造方法は、ニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の範囲内の温度でヒートセットすることが好ましい。ニードルパンチ処理あるいはウォータージェットパンチ処理において布帛の収縮が発生した場合でも、それらの処理の後に240〜320℃の範囲内の温度でヒートセットし、布帛の熱収縮特性を固定することでフィルター用布帛のクリープを小さく抑えることができる。より好適には、ヒートセットを布帛の長さ方向にテンションのかかった状態で実施することが好ましい。
【0038】
次に、本発明の最良の実施形態の例をバグフィルターに適用した場合を例にとって、図面を参照しながら説明する。
【0039】
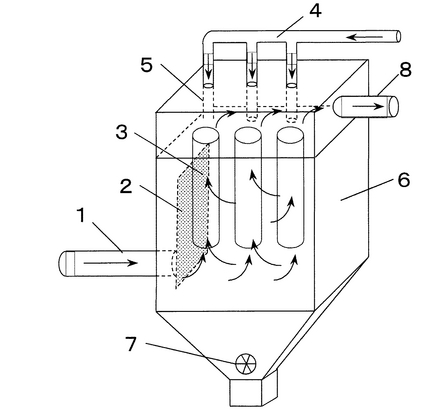
図1は、バグフィルターを用いた集塵機を説明するための概略斜視図である。図1において、集塵機の集塵ガス入り口1から含塵ガスが集塵機外壁6で囲まれた集塵機本体に導入され、集塵ガスを分散させる整流板2で気流を全体に分散し、バグフィルター3によって粉塵を分離し、清浄な空気の出口8から清浄な空気が排気される。バグフィルター3が一定の圧力損失に到達すると、圧縮空気がダストを繰り返し払い落とすパルス空気用配管4を通過してダストを繰り返し払い落とすパルス空気の噴射口5からバグフィルター3の内部に噴射され、バグフィルター3の表面に堆積した粉塵が払い落とされ、集塵したダストを搬送するスクリュー7で集塵機の外部に搬送されるものである。
【0040】
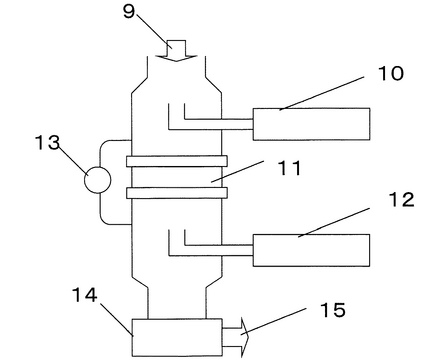
図2は、耐熱性フィルター用布帛の捕集効率測定装置を説明するための概略側面図である。図2において、サンプル11の上流側からブロワー14で空気の流れ(入り口側)9を作り、サンプル11を通過させる。通過させる前の空気中における粒子の数をパーティクルカウンター(上流側)10で計測し、さらに、通過させた後の空気中における粒子の数をパーティクルカウンター(下流側)12で計測し、捕集効率を算出する。同時に、サンプル11の圧力損失を差圧計13で計測する。
【0041】
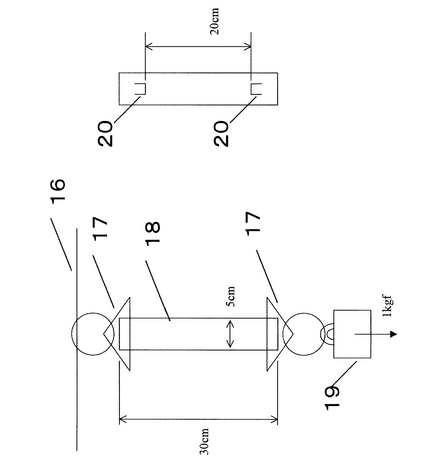
図3は、フィルター用布帛のクリープ試験方法を説明するための概略側面図である。図3において、フィルター用布帛を30cm長さ×5cm長さのサンプル18に切り出し、上部と下部とをつかみ治具17で把持する。サンプル18の下部には所定の荷重19を吊るし、サンプル18と荷重19の両方を支え棒16に吊り下げた状態で所定の温度の高温槽に投入し、所定時間処理する。この際、サンプル18には長さ方向に20cm間隔となるように2箇所のマーキング例20を付けておき、所定時間後のマーキング例20の距離を測定して、クリープを算出する。
【0042】
以下、実施例により本発明の耐熱性フィルター用布帛についてさらに詳細に説明するが、本発明はこれらに限定されるものではない。なお、耐熱性フィルター用布帛の各物性の測定方法は、以下のとおりである。
【0043】
[目付]
JIS L 1913(1998年)に記載の方法で目付(単位面積当たりの質量)を測定した。サンプルサイズは300mm角とし、3枚測定して平均をとった。
【0044】
[厚み]
JIS L 1913 A法(1998年)に記載の方法で測定した。測定装置はNAKAYAMA ELECTRIC IND.社製の圧縮弾性試験機を用いた。
【0045】
[通気量]
JIS L 1096(1990年)に規定されるフラジール形法に基づいて測定した。測定箇所は無作為に5点選んで測定した。
【0046】
[捕集効率]
JIS B 9908形式3(1991年)に準拠した測定装置を用いて評価した。図2に測定装置の概略図を示す。常温において大気中に存在する粒径0.3〜0.5μmの範囲内にある粒子数をパーティクルカウンター(上流)10(リオン社製)でカウントし、Xとする。さらに濾過風速1m/minで気流を通過させ、サンプル11を通過した粒子数を同じくパーティクルカウンター(下流)12でカウントして、Yとする。サンプルボリュームはいずれも0.01CF(キュービックフィート)で評価した。得られた数値から捕集効率を次式で求めた。
【0047】
捕集効率=(X−Y)/X×100
[クリープ試験]
耐熱性フィルター用布帛を5cm幅×30cm長さにサンプリングし、長さ方向で20cmの位置にマーキングを実施する。しかる後に1kgfの荷重を長さ方向で吊るした後、230℃の温度に設定した高温乾燥機(TABAI ESPEC CORP社製、高温乾燥機STPH−200)に投入して1時間放置して熱処理を実施する。該熱処理を実施した後のマーキング位置の長さ(Z)を測定し、次式によってクリープ(%)を求めた。図3に試験方法の概略図を示す。
【0048】
クリープ=(Z−20)/20×100 (%)
【実施例】
【0049】
(実施例1)
スクリムのタテ糸を構成するフッ素樹脂系繊維として、ポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ440dtex−60fy−290)を用い、また高強力繊維として、繊維径が6μm、トータル繊度が140dtexのマルチフィラメントのガラス長繊維(強度:50N)を用い、撚り数180回/mで交撚糸を得た。得られた交撚糸を織密度50本/インチでタテ糸に使用し、ヨコ糸にはポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ890dtex−120fy−290)を織密度30本/インチとして、平織りのスクリムを作成した。
【0050】
次に、不織ウェブを構成する繊維として、ポリテトラフルオロエチレン短繊維(東レ製トヨフロン(登録商標)、7.4dtex×70mm)を用い、開繊機とカード装置、クロスラッパー装置によって不織ウェブを作成した。しかる後に、不織ウェブ/スクリム/不織ウェブの順に積層し、300本/cm2の針密度でニードルパンチ加工して絡合一体化し布帛状物を得た。さらに、布帛状物の片面側のみに18MPaの処理水圧、2m/分の処理速度、7%のテンションをかけた状態でウォータージェットパンチ処理を実施し、布帛状物片面のポリテトラフルオロエチレン繊維をフィブリル化させた。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ10〜1300本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。しかる後に、2%のテンションをかけ、300℃の温度で20秒間ヒートセットして、スクリムのタテ糸にガラス繊維とポリテトラフルオロエチレン繊維の交撚糸を用いた耐熱性フィルター用布帛を得た。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0051】
得られた耐熱性フィルター用布帛を、ポリテトラフルオロエチレン繊維(ゴアテックス社製ラステックス縫い糸、タイプS012T3、1200D)の縫い糸で、直径145mm、長さ5500mmの円筒状に縫製し、一般ごみ焼却場(集塵温度145℃)で6ヶ月使用した後の長さ変化を観察したところ、5mm(0.1%)の伸びが観測されたのみであった。
【0052】
(実施例2)
スクリムのタテ糸として、ポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ440dtex−60fy−290)を用い、また高強力繊維として、線径0.1mmの金属繊維(SUS304)(強度:200N)を用い、該金属繊維の周囲を該ポリテトラフルオロエチレン繊維で被覆した糸を得た。該被覆糸(複合糸)を織密度30本/インチでタテ糸に使用し、ヨコ糸にはポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ890dtex−120fy−290)を織密度30本/インチとして使用して、平織りのスクリムを得た。
【0053】
次に、実施例1と同一のポリテトラフルオロエチレン繊維製の不織ウェブと、タテ糸に金属繊維とポリテトラフルオロエチレン繊維の被覆糸を用いた平織りのスクリムとを用いて、実施例1と同様の方法でニードルパンチにより一体化し、しかる後に2%のテンションをかけ、300℃の温度で20秒間ヒートセットを実施した。その後、テンションをかけない状態で布帛の片面側のみに16MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施し、片面のポリテトラフルオロエチレン繊維をフィブリル化させて、耐熱性フィルター用布帛を得た。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ6〜1100本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0054】
(実施例3)
スクリムとウェブは実施例2と同一の構成とし、実施例1と同一の条件でニードルパンチ処理加工して絡合一体化した。しかる後に、4%のテンションをかけ、300℃の温度で20秒間ヒートセットを実施した。その後、7%のテンションをかけた状態で布帛の片面側のみに20MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施し、片面のポリテトラフルオロエチレン繊維をフィブリル化させて、耐熱性フィルター用布帛を得た。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ15〜1600本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0055】
(比較例1)
スクリムのタテ糸とヨコ糸を、ポリテトラフルオロエチレン繊維(レンチング製プロフィレン(登録商標)、タイプ204/300S、440dtexのマルチフィラメント)のみで構成し、織密度をタテ糸、ヨコ糸ともに30本/インチとして、ポリテトラフルオロエチレン繊維のみからなる平織りのスクリムを得た。
【0056】
次に、不織ウェブを構成する繊維として、ポリテトラフルオロエチレン短繊維(レンチング製プロフィレン(登録商標)、タイプ803/60、2.7dtex×60mm)を用い、ウォータージェットパンチ処理のテンションを2%に変更したこと以外は、実施例1と同様の方法で、ポリテトラフルオロエチレン繊維のみからなる耐熱性フィルター用布帛を得た。得られた耐熱性フィルター用布帛は、片面のポリテトラフルオロエチレン繊維がフィブリル化したものであった。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ10〜1200本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
得られたフィルター用布帛をポリテトラフルオロエチレン繊維(ゴアテックス社製ラステックス縫い糸、タイプS012T3、1200D)の縫い糸で、直径145mm、長さ5500mmの円筒状に縫製し、一般ごみ焼却場(集塵温度145℃)で6ヶ月使用した後の長さ変化を観察したところ、105mm(1.9%)の伸びが観測され、形態変化が大きかった。
【0057】
(比較例2)
スクリムと不織ウェブに用いた繊維は、比較例1と同一とし、比較例1と同様の方法でニードルパンチ加工して絡合一体化した。しかる後に、5%のテンションをかけ、220℃の温度で20秒間ヒートセットしたが、熱固定が不十分なフィルター用布帛しか得られなかった。得られたフィルター用布帛は、ポリテトラフルオロエチレン繊維がフィブリル化していないものであった。得られたフィルター用布帛の各物性を表1に示す。
【0058】
(比較例3)
スクリムとウェブに用いた繊維は、比較例1と同一とし、比較例1と同様の方法でニードルパンチ加工して絡合一体化した。しかる後に、3%のテンションをかけ、300℃の温度で15秒間ヒートセットし、その後、テンションのかからない状態で布帛の片面側のみに6MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施したが、処理水圧が低いため、ウォータージェットパンチ処理面にあるポリテトラフルオロエチレン繊維がフィブリル化していないフィルター用布帛しか得られなかった。得られたフィルター用布帛の各物性を表1に示す。
【0059】
【表1】

【0060】
表1の結果から明らかなように、80%以上の高い捕集効率と1%以下の低いクリープ率とを兼ね備えるのは実施例のフィルター用布帛のみであり、この結果からも本発明のフィルター用布帛が、高温で使用される際に十分なダストの捕集と高い形態保持性を示すことが明らかである。また実施例の中で比べても、実施例2に比較して実施例1と実施例3とが低いクリープを示しており、テンションのかかった状態でウォータージェットパンチ処理をしたことによる効果が現れていることがわかる。
【産業上の利用可能性】
【0061】
本発明は、高温の集塵装置に使用されるバグフィルターに限らず、薬品用の液体フィルターや高温のシーリング材などにも応用することができる。その応用範囲は、これらに限られるものではない。
【図面の簡単な説明】
【0062】
【図1】図1は、バグフィルターを用いた集塵機を説明するための概略斜視図である。
【図2】図2は、耐熱性フィルター用布帛の捕集効率測定装置を説明するための概略側面図である。
【図3】図3は、フィルター用布帛のクリープ試験方法を説明するための概略側面図である。
【符号の説明】
【0063】
1 集塵機の集塵ガス入り口
2 集塵ガスを分散させる整流板
3 バグフィルター
4 ダストを繰り返し払い落とすパルス空気用配管
5 ダストを繰り返し払い落とすパルス空気の噴射口
6 集塵機外壁
7 集塵したダストを搬送するスクリュー
8 清浄な空気の出口
9 空気の流れ(入り側)
10 パーティクルカウンター(上流)
11 サンプル
12 パーティクルカウンター(下流)
13 差圧計
14 排気用ブロワー
15 空気の流れ(出口側)
16 支え棒
17 つかみ治具
18 サンプル
19 荷重
20 マーキング例
【技術分野】
【0001】
本発明は、高温の集塵装置で使用されるフッ素樹脂繊維を含んでなるバグフィルター、さらに該バグフィルターに好適に使用される耐熱性フィルター用布帛とその製造方法に関するものである。
【背景技術】
【0002】
従来、高温の集塵装置で使用されるフッ素樹脂繊維を含んでなるバグフィルターとしては、ポリテトラフルオロエチレン(PTFE)繊維と無機繊維の撚り糸からなる基布を使用したフェルトフィルター材が既に公知である(特許文献1参照)。該フェルトフィルター材においては、150℃以上の高温下でも十分の強伸度を有しかつ寸法安定性の良いフェルトフィルター材を得るために、無機繊維を基布の一部に使用することを特徴とするものであり、さらに無機繊維のみからなる基布に比較して、伸びやすい有機繊維が有棘針のバーブ部分に絡んだ時に伸びて基布の損傷を少なくする効果も併せ持つものである。
【0003】
一般的に、バグフィルターの使用方法は、ダストがバグフィルター表面に堆積し、一定時間または一定の圧力損失に達したときに、高圧の空気をバグフィルターに負荷することで堆積したダストを払い落とし、再びろ過を継続するのが普通であり、ダストの堆積によるバグフィルターの長さ方向への荷重、払い落としの圧縮空気による衝撃という二つの機械的な力が継続的にかかるものである。
【0004】
しかしながら、上記の提案においては、フェルトフィルター材の捕集効率に関する記述はなく、通常のフェルトフィルター材の捕集効率を向上したり目詰まりの低減により長寿命化する等のニーズに応えるものではなかった。さらに上記の提案においては、ニードルパンチ処理時にフェルトを構成する基布と繊維とが絡合してフェルトに収縮が発生し、その収縮が原因で発生すクリープを改善する方法に関して何ら提案がなされていないものであった。ここでクリープとは、一定の加重をかけた状態で所定温度に設置し、しかる処理後の伸びを示すものである。
【0005】
あるいはまた、フッ素樹脂繊維製スクリムに、フッ素樹脂繊維の短繊維を絡み合わせたことを特徴とするフェルトが知られている(特許文献2参照)。この提案では、高温下で使用しても濾過効率、寸法安定性および耐薬品性に優れたフェルトを提供するために、かかる構成とすることを見出したものである。すなわち、この提案は、PTFE繊維の融点が327℃と高い点に着目し、かかる高融点の繊維を使用することで260℃以上の高温下の使用においても濾過効率、寸法安定性および耐薬品性を安定に発現することに着目したものである。
しかしながら、この提案においては、昨今明らかになっている高捕集効率化や目詰まりの低減による長寿命化などのニーズに応えるのは困難であった。更にまた、該フェルトをバグフィルター用途に用いたとき、例えば、直径260mmで長さが5,000mm長さのような円筒状の形態で使用する場合、バグフィルター1本に数kgfのダストが付着して想定以上の加重がかかるという事態も発生していることが明らかになっている。このような使用環境では、バグフィルターが20〜30cmも伸びるという問題が発生しており、この提案はこのような伸びを解決するものではなかった。
【0006】
さらにまた本発明者らによって、布帛の表面にフィブリル化したフッ素樹脂系繊維があり、かつ布帛の内部にはフィブリル化していない耐熱性繊維があることを特徴とする布帛が提案されている(特許文献3参照)。この提案においては、フィブリル化したフッ素樹脂系繊維が布帛の表面に存在する構成とすることで、0.5μm以下のダストの捕集に優れた機能を発揮することを見出したものである。また、上記のような構成の布帛とするために、フィブリル化していないフッ素樹脂系繊維のみから構成される布帛の表面に、高圧ジェット水流のような物理的衝撃を加える製造方法を採用している。しかしながら、この提案においても、例えば、5MPa以上の高圧ジェット水流処理が好ましいという記載はあるものの、そのジェット水流処理によって発生する布帛の収縮を抑制する方法については何ら提案がなく、実際にバグフィルターとして使用するにはクリープが大きいため適さない布帛しか得ることができないという問題があった。
【特許文献1】特開平9−225227号公報
【特許文献2】特開平9−57028号公報
【特許文献3】特開2002−348765号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、かかる従来技術の背景に鑑み、フッ素樹脂系繊維の特性を損なうことなく、優れた捕集効率と低いクリープ特性を兼備したフッ素樹脂系繊維を含んでなるフィルター用布帛とその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決せんとするものであり、本発明の耐熱性フィルター用布帛は、フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸であることを特徴とする耐熱性フィルター用布帛である。
【0009】
本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の高強力繊維は、ガラス繊維、炭素繊維または金属繊維のいずれかであり、また、上記の複合糸は、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸である。
また、本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の布帛のクリープは0〜2%の範囲内である。
【0010】
また、本発明の耐熱性フィルター用布帛の好ましい態様によれば、上記の布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されており、フッ素樹脂系繊維としてポリテトラフルオロエチレン繊維が好適に用いられる。
【0011】
本発明の耐熱性フィルター用布帛は、それを袋状に縫製してバグフィルターとすることができ、縫製用の縫い糸としてポリテトラフルオロエチレン繊維を用いることができる。
【0012】
本発明の耐熱性フィルター用布帛の製造方法は、フッ素樹脂系繊維の不織ウェブ、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリム、およびフッ素樹脂系繊維の不織ウェブを、この順番で積層し、ニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することを特徴とするフィルター用布帛の製造方法である。
【0013】
本発明の耐熱性フィルター用布帛の製造方法の好ましい態様によれば、上記のウォータージェットパンチ処理は、1〜15%のオーバーフィードのテンションがかかった状態で
行うことができる。
また、本発明の耐熱性フィルター用布帛の製造方法の好ましい態様によれば、上記のウォータージェットパンチ処理の最高処理水圧は9〜30MPaの範囲内であり、また、上記のニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の温度の範囲内でヒートセットすることができる。
【発明の効果】
【0014】
本発明によれば、高い捕集効率と優れた熱寸法安定性、更には優れた耐薬品性を兼備した耐熱性フィルター用布帛を得ることができる。また、本発明によれば、フッ素樹脂系繊維と高強力繊維との複合糸をスクリムのタテ糸に用いることにより、フッ素樹脂系繊維のフィブリル化工程や自動縫製工程におけるタテ方向にかかる加工テンションや、バグフィルターとしての使用中におけるタテ方向にかかる継続的な荷重に対する安定性が優れた耐熱性フィルター用布帛をうることができる。さらにまた、用いる高強力繊維の伸度も低いことから、高温下に曝されても伸びや収縮などの寸法変化が極めて少ない、寸法安定性の優れた耐熱性フィルター用布帛を得ることが出来る。
【発明を実施するための最良の形態】
【0015】
本発明の耐熱性フィルター用布帛は、フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸で構成されているものである。
【0016】
本発明の好ましい形態によれば、布帛は、不織ウェブとスクリムとが積層され一体化しているものが好適であり、より好適な布帛は、スクリムを2枚の不織ウェブで挟みこんだ積層構造の布帛である。
【0017】
本発明において、不織ウェブとは、短繊維をカード装置などに通過して繊維方向を配向して均一化した不織布をいい、該不織布を複数枚積層して目付けを高くしたものも含まれる。
【0018】
不織ウェブの目付けは100〜700g/m2の範囲内が好適であり、使われる短繊維はカード通過性の問題から0.5〜25dtexの範囲内の単繊維繊度のものが好ましく、同じくカード通過性の問題から短繊維の繊維長は30〜120mmの範囲内のものが好適である。単繊維繊度が0.5dtex未満の繊維や繊維長が120mmを超える繊維はカード工程でシリンダーに巻き付きが発生することがある。また、繊度が25dtexを超えるような繊維や繊維長が30mm未満の繊維ではカード工程中での落綿が多く発生することがある。また、不織ウェブはスクリムと積層してフィルター用布帛を形成するが、フィルター用布帛の目付けは300〜800g/m2のものが十分な捕集効率を有し、圧力損失も高くなり過ぎないことから好適である。フィルター用布帛の通気量は3〜30cc/cm2/secの範囲内のものが圧力損失も高くなり過ぎず、好適に用いることが出来る。
【0019】
また、スクリムとは、目粗な織物をいい、フィルター用布帛の形態保持性を向上する機能を有する。
【0020】
フィルター用の布帛の形態保持性を向上し、尚且つフィルター用の布帛の圧力損失を高くし過ぎないために、スクリムの引っ張り強度は500N/5cm以上が好適であり、通気量は80cc/cm2/sec以上であることが好ましい。より具体的な例示としては、800〜2400dtexのトータル繊度の複合糸をタテ糸に用いる場合には、タテ糸の織密度は25〜40本/インチの範囲内のものが高い引っ張り強度と低い圧力損失を両立できるので好適である。織組織は平織りが好適に用いられるが、糸同士の拘束力を増して引っ張り強度を向上するために綾織り、摸抄織りなども例外なく用いることが出来る。
形態保持性を向上するための本発明の好ましい形態によれば、スクリムのタテ糸としてフッ素樹脂系繊維と高強力繊維を含む複合糸を用いることが重要である。タテ糸にフッ素樹脂系繊維と高強力繊維からなる複合糸を用いることにより、バグフィルターのようにタテ方向に大きな力がかかる場合にも問題なく使用することができる。さらにまた、本発明のフィルター用布帛を製造する際には、タテ方向に大きなテンションがかかるため、該テンション時の荷重による寸法変化を最小限に抑えることが必要であることから、タテ糸にフッ素樹脂系繊維と高強力繊維との複合糸を用いることが好適である。
【0021】
好ましい複合糸は800〜2400dtexの範囲内のトータル繊度を有し、フッ素樹脂系繊維と高強力繊維との繊度における割合が6:1〜6:4の範囲内にあれば好適である。この範囲内にあれば高い引っ張り強度と高い耐薬品性を兼ね備えることができ好適である。
【0022】
本発明の好ましい形態によれば、高強力繊維が、ガラス繊維、炭素繊維および金属繊維のいずれかであることが好適である。ガラス繊維、炭素繊維および金属繊維はいずれも260℃以上の高温下でも優れた強力を示すとともに、高圧ジェット水流のような物理的衝撃によっても繊維が分割して細くなることが極めて少ないので、物理的衝撃による強度劣化が少ないことから好適に用いることができる。さらにまた、炭素繊維は、繊維の引っ張り強度が極めて高いので、フィルター用布帛を製造する際にテンションがかかっても、布帛の伸度を極めて低く抑えることができる。すなわち、フィルター用布帛製造時の布帛の伸び、または収縮を最小限に抑える効果が高いことから特に好適に用いることができる。さらにまた、ガラス繊維は、フッ素樹脂系繊維に比べて引っ張り強度が高いことに加え、ガラス繊維にフッ素樹脂系繊維と組み合わせることで、電気的な帯電状態が達成されて静電気吸着の効果が多く発現することから、布帛の捕集効率を高くできる。
【0023】
高強力繊維は3〜40cN/dtexの強力を有するものが好ましく、伸度が0.5〜4.0%の範囲内にあるものが好ましい。中でもガラス繊維、炭素繊維および金属繊維はこのような物性を満たすとともに、耐熱温度が極めて高いことから、より好適に用いることが出来る。高強力繊維の形態としては長繊維の方が短繊維を束ねた紡績糸に比較して寸法安定性に優れることから好適に用いることが出来る。
【0024】
また、本発明で用いられるフッ素樹脂系繊維としては、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維が挙げられ、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシ基共重合体(ETFE)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。さらに好ましくは、耐熱性あるいは耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。
複合糸を形成するフッ素樹脂系繊維としては、マルチフィラメントが好適であり、マルチフィラメント糸を高強力繊維に合糸する方法、合撚する方法、エアー交絡などでカバリングする方法、などが好適に用いられる。
本発明で用いられるフッ素樹脂系繊維と高強力繊維を含む複合糸としては、フッ素樹脂系繊維と高強力繊維の混繊糸や交撚糸が用いられるが、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸であることが好ましい。フッ素樹脂系繊維と高強力繊維との複合方法としては、従来公知の紡績方法やカバリング方法や交撚方法を用いることができるが、高い寸法安定性を得るためにフッ素樹脂系繊維の長繊維を使用することが好適である。また、フッ素樹脂系繊維と高強力繊維とを交撚とすることにより、フッ素樹脂系繊維が高強力繊維と均一に複合する。さらに、交撚糸は、スクリムを製織するときの工程通過性が良好であり、均一なスクリムを得ることができる。交撚糸から構成されるスクリムをフィルター用布帛に用いることで、ニードルパンチ工程などの絡合工程におけるニードル針による損傷を少なく抑えることができるので、好適に用いられる。本発明で用いられる複合糸には、本発明の効果を妨げない範囲で、上記したフッ素樹脂系繊維と高強力繊維以外の繊維を混用し複合させることができる。
スクリムのヨコ糸には、フッ素樹脂系繊維を用いることが好ましい。スクリムのヨコ糸としては、フッ素樹脂系繊維のフィブリル化工程やフィルター用布帛の自動縫製工程におけるテンションがタテ方向に主にかかることから、フッ素樹脂系繊維と高強力繊維の複合糸を必ずしも用いる必要は無く、フッ素樹脂系繊維を用いることでフィルター用布帛の耐薬品性が顕著に発揮できる。ヨコ糸に用いるフッ素樹脂系繊維の繊度は800〜2000dtexであれば良く、ヨコ糸密度は25〜40本/インチの範囲内であれば好適に用いることが出来る。
また、本発明で用いられる不織ウェブは、フッ素樹脂系繊維で構成することができる。フッ素樹脂系繊維としては、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維が挙げられ、いずれのものでも使用することができるが、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシ基共重合体(ETFE)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。さらに好ましくは、耐熱性あるいは耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。本発明で用いられる不織ウェブには、本発明の効果を妨げない範囲で、上記したフッ素樹脂系繊維以外の繊維を混用し複合させることができる。
また、本発明においては、布帛を構成する不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されている。本発明において、フィブリル化とは、1本のフッ素樹脂系繊維が長さ方向で分割したものをいう。
本発明の好ましい形態によれば、分割したフィブリル繊維の最小繊度は0.1dtex以下であることが高い捕集効率を得るために好適であり、さらに該フィブリル繊維が互いに絡み合って強固に結合しているものが好適に用いられる。
【0025】
少なくとも一部がフィブリル化とは、フッ素樹脂系繊維の長さ方向に分割本数を数えたときに、例えば、2〜6500本の間で分布している状態が好適であり、6500本を超える分割本数の場合には、繊維の引っ張り強力が小さくなり、フィルター用布帛の強力が大きく低下することがある。
フィブリル繊維の結合により、使用中の衝撃によってフィルター用布帛からの繊維の脱落が生じない。
【0026】
また、本発明の耐熱用フィルター用布帛は、下記条件で測定したときの布帛のクリープが0〜2%の範囲内であることが好ましい。
【0027】
試料:30cm×5cm、荷重:1kgf、処理条件:230℃×1時間
クリープ率を0〜2%の範囲内とすることで、長さが数mに達するようなバグフィルター用途に使用した場合でも、長さ方向の伸びを低く抑えることができ、伸びによる破れなどの破損を抑えることができる。より好適には0〜1%のクリープを有する耐熱用フィルター用布帛が、実際の使用中でも均一なフィルター性能の有する。クリープが0%よりも低くなる場合には、耐熱用フィルター用布帛を保持する金枠へ強く張り付いてしまい、交換作業が非常に困難となることがある。
【0028】
また、本発明の耐熱用フィルター用布帛は、布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されていることが好適である。バグフィルターなどのフィルター用途に用いる場合には、ごみ焼却場等から排出される含塵ガスをろ過する面の繊維を細く設計することで、塵の捕集効率を高くすることができるので好適である。また、含塵ガスをろ過する面の反対側においては、通気量を高くして圧力損失を低く抑える手法をとることがフィルター用途として好適であることから、ろ過する面の反対側においては構成繊維をフィブリル化せず、不織ウェブ密度を低い状態にすることが好適である。
【0029】
また、本発明の耐熱用フィルター用布帛は、布帛を袋状に縫製してなるバグフィルター用途に好適に用いることができる。本発明の耐熱用フィルター用布帛は、フッ素樹脂系繊維がフィブリル化して高い捕集効率を有し、さらにフッ素樹脂系繊維と高強力繊維との複合糸をスクリムのタテ糸に用いることで布帛の寸法安定性が極めて向上し、クリープが好ましくは0〜2%の範囲内となっており、バグフィルター用途に好適に用いることができる。また、布帛表面のろ過面側と反対の面においてフッ素樹脂系繊維がフィブリル化していないように構成すれば、バグフィルターを保持するリテーナーとの摩擦による繊維の脱落を少なくすることができる。
【0030】
本発明の耐熱用フィルター用布帛を袋状に縫製する際には、上部、本体、下部の部品を互いに縫製して構成することが好適であり、本体と上部との縫い合わせ部分は40mm以上重ね合わせることが好ましく、さらに、重ね合わせ部分を縫製する縫い糸は5本以上使用することが好ましい。重ね合わせ部分が40mmよりも短い場合には、上部と本体との強力が不十分な場合があり、より好ましくは50〜100mmの範囲内の重ね合わせが好適である。また、縫い糸が4本未満では、大きな荷重がかかった場合にスクリムが素抜ける場合があることから、5本以上使用することが好ましい。
【0031】
ここでいう上部とは、バグフィルターとバグフィルター取り付け部との機密性を出すためにスナップリングを内包するフェルトを円筒状に形成したものであり、本体とはフィルター用布帛を、例えば130〜280mmφ、4〜8m長さに筒状に縫製した部分であり、さらに下部とは、筒状の本体の下から被せるものであり、フェルトを円筒状のキャップのように縫製したものである。
【0032】
本発明において袋状に縫製する際、縫い糸にポリテトラフルオロエチレン繊維からなる縫い糸を用いることが好適である。ポリテトラフルオロエチレン繊維を縫い糸とすることにより、耐熱性と耐薬品性を兼備した縫製部分とすることができる。より好適には、ポリテトラフルオロエチレン繊維のモノフィラメント糸を用いることにより、高温での低伸度を達成することができる。
【0033】
次に、本発明の耐熱用フィルター用布帛の製造方法について例示説明する。すなわち、耐熱用フィルター用布帛は、フッ素樹脂系繊維の不織ウェブと、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリムと、不織フッ素樹脂系繊維のウェブを、この順番で積層し、これをニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することにより、好適に製造することができる。
【0034】
不織ウェブは、フッ素樹脂系繊維の短繊維をカード装置などの開繊装置に通過して配向させ、必要に応じて複数枚積層して得ることができる。カード装置などで開繊する短繊維は、フッ素樹脂系繊維の特性を損なわない程度であれば、他の耐熱性繊維等を混合したものを用いても良い。他の耐熱性繊維としては、ポリフェニレンサルファイド繊維、芳香族アラミド繊維、ポリイミド繊維、ガラス繊維、炭素繊維およびポリパラフェニレンベンゾオキサゾール繊維などを用いることができる。
【0035】
また、スクリムには、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用い、ヨコ糸にはフッ素樹脂系繊維を用いることが好ましい。耐熱性フィルター用布帛の低い伸度を達成するためには、タテ糸の50〜100%の繊維をフッ素樹脂系繊維と高強力繊維との複合糸とすることが好適である。残りのタテ糸は、耐熱性と耐薬品性の点からフッ素樹脂系繊維を用いることが好適である。
【0036】
このような方法で得られた不織ウェブと、スクリムと、不織ウェブをこの順番に積層し、ニードルパンチ処理により絡合一体化する。ニードルパンチ処理における針密度は、布帛の絡合が十分得られれば特に制約はないが、針本数が多すぎるとウェブとスクリムとを構成する繊維が損傷してしまうので、250〜400本/cm2の範囲内が好適である。また、針深さは、布帛の絡合一体化が十分に得られるように設定すれば特に制約はないが、12〜14mmの範囲内が好適である。
本発明の耐熱性フィルター用布帛の製造方法では、該ニードルパンチ処理の後に、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化する。
該ウォータージェットパンチ処理において、テンションのかかった状態で処理することが好適である。ウォータージェットパンチ処理においては、高圧ジェット水流が布帛の表面にかかるため、布帛は収縮する傾向にあり、該収縮が大きくなると、得られるフィルター用布帛のクリープが大きくなる。このため、そのテンションは、布帛の長さ方向において1〜15%のオーバーフィードであることが好適である。そのようなテンションをかけるためには、例えば、布帛を長さ方向で2対のロールで把持し、入り口側のロールよりも出口側のロールの速度を早くして処理することで達成することができる。しかしながら、そのテンションが大きすぎる場合には、布帛に必要以上に荷重がかかって布帛の伸びを生じてしまうことから、より好ましくは1〜8%のテンションが好適である。
本発明において、ウォータージェットパンチ処理の最高処理水圧は、9〜30MPaの範囲内であることが好適である。最高処理水圧が9MPaよりも小さい場合にはウェブ表面のフッ素樹脂系繊維がフィブリル化せず、高い捕集効率を具備したフィルター用布帛を得ることができないことがある。また、最高処理水圧が30MPaを超える場合には、不織ウェブ表面のフッ素樹脂系繊維は十分にフィブリル化するものの、スクリムのフッ素樹脂系繊維もフィブリル化が進行し、布帛全体の引っ張り強度が大きく低下することがある。また、不織ウェブ内部のフッ素樹脂系繊維がフィブリル化するとウェブが緻密化し、通気量が極めて低くなってフィルター用布帛の圧力損失が大きくなるという問題も生じることがある。従って、不織ウェブ表面のフッ素樹脂系繊維をフィブリル化し、フィルター用布帛の圧力損失を低く抑えるために、より好適には12〜25MPaの範囲内の最高処理水圧とすることが良い。
【0037】
本発明の耐熱性フィルター用布帛の製造方法は、ニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の範囲内の温度でヒートセットすることが好ましい。ニードルパンチ処理あるいはウォータージェットパンチ処理において布帛の収縮が発生した場合でも、それらの処理の後に240〜320℃の範囲内の温度でヒートセットし、布帛の熱収縮特性を固定することでフィルター用布帛のクリープを小さく抑えることができる。より好適には、ヒートセットを布帛の長さ方向にテンションのかかった状態で実施することが好ましい。
【0038】
次に、本発明の最良の実施形態の例をバグフィルターに適用した場合を例にとって、図面を参照しながら説明する。
【0039】
図1は、バグフィルターを用いた集塵機を説明するための概略斜視図である。図1において、集塵機の集塵ガス入り口1から含塵ガスが集塵機外壁6で囲まれた集塵機本体に導入され、集塵ガスを分散させる整流板2で気流を全体に分散し、バグフィルター3によって粉塵を分離し、清浄な空気の出口8から清浄な空気が排気される。バグフィルター3が一定の圧力損失に到達すると、圧縮空気がダストを繰り返し払い落とすパルス空気用配管4を通過してダストを繰り返し払い落とすパルス空気の噴射口5からバグフィルター3の内部に噴射され、バグフィルター3の表面に堆積した粉塵が払い落とされ、集塵したダストを搬送するスクリュー7で集塵機の外部に搬送されるものである。
【0040】
図2は、耐熱性フィルター用布帛の捕集効率測定装置を説明するための概略側面図である。図2において、サンプル11の上流側からブロワー14で空気の流れ(入り口側)9を作り、サンプル11を通過させる。通過させる前の空気中における粒子の数をパーティクルカウンター(上流側)10で計測し、さらに、通過させた後の空気中における粒子の数をパーティクルカウンター(下流側)12で計測し、捕集効率を算出する。同時に、サンプル11の圧力損失を差圧計13で計測する。
【0041】
図3は、フィルター用布帛のクリープ試験方法を説明するための概略側面図である。図3において、フィルター用布帛を30cm長さ×5cm長さのサンプル18に切り出し、上部と下部とをつかみ治具17で把持する。サンプル18の下部には所定の荷重19を吊るし、サンプル18と荷重19の両方を支え棒16に吊り下げた状態で所定の温度の高温槽に投入し、所定時間処理する。この際、サンプル18には長さ方向に20cm間隔となるように2箇所のマーキング例20を付けておき、所定時間後のマーキング例20の距離を測定して、クリープを算出する。
【0042】
以下、実施例により本発明の耐熱性フィルター用布帛についてさらに詳細に説明するが、本発明はこれらに限定されるものではない。なお、耐熱性フィルター用布帛の各物性の測定方法は、以下のとおりである。
【0043】
[目付]
JIS L 1913(1998年)に記載の方法で目付(単位面積当たりの質量)を測定した。サンプルサイズは300mm角とし、3枚測定して平均をとった。
【0044】
[厚み]
JIS L 1913 A法(1998年)に記載の方法で測定した。測定装置はNAKAYAMA ELECTRIC IND.社製の圧縮弾性試験機を用いた。
【0045】
[通気量]
JIS L 1096(1990年)に規定されるフラジール形法に基づいて測定した。測定箇所は無作為に5点選んで測定した。
【0046】
[捕集効率]
JIS B 9908形式3(1991年)に準拠した測定装置を用いて評価した。図2に測定装置の概略図を示す。常温において大気中に存在する粒径0.3〜0.5μmの範囲内にある粒子数をパーティクルカウンター(上流)10(リオン社製)でカウントし、Xとする。さらに濾過風速1m/minで気流を通過させ、サンプル11を通過した粒子数を同じくパーティクルカウンター(下流)12でカウントして、Yとする。サンプルボリュームはいずれも0.01CF(キュービックフィート)で評価した。得られた数値から捕集効率を次式で求めた。
【0047】
捕集効率=(X−Y)/X×100
[クリープ試験]
耐熱性フィルター用布帛を5cm幅×30cm長さにサンプリングし、長さ方向で20cmの位置にマーキングを実施する。しかる後に1kgfの荷重を長さ方向で吊るした後、230℃の温度に設定した高温乾燥機(TABAI ESPEC CORP社製、高温乾燥機STPH−200)に投入して1時間放置して熱処理を実施する。該熱処理を実施した後のマーキング位置の長さ(Z)を測定し、次式によってクリープ(%)を求めた。図3に試験方法の概略図を示す。
【0048】
クリープ=(Z−20)/20×100 (%)
【実施例】
【0049】
(実施例1)
スクリムのタテ糸を構成するフッ素樹脂系繊維として、ポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ440dtex−60fy−290)を用い、また高強力繊維として、繊維径が6μm、トータル繊度が140dtexのマルチフィラメントのガラス長繊維(強度:50N)を用い、撚り数180回/mで交撚糸を得た。得られた交撚糸を織密度50本/インチでタテ糸に使用し、ヨコ糸にはポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ890dtex−120fy−290)を織密度30本/インチとして、平織りのスクリムを作成した。
【0050】
次に、不織ウェブを構成する繊維として、ポリテトラフルオロエチレン短繊維(東レ製トヨフロン(登録商標)、7.4dtex×70mm)を用い、開繊機とカード装置、クロスラッパー装置によって不織ウェブを作成した。しかる後に、不織ウェブ/スクリム/不織ウェブの順に積層し、300本/cm2の針密度でニードルパンチ加工して絡合一体化し布帛状物を得た。さらに、布帛状物の片面側のみに18MPaの処理水圧、2m/分の処理速度、7%のテンションをかけた状態でウォータージェットパンチ処理を実施し、布帛状物片面のポリテトラフルオロエチレン繊維をフィブリル化させた。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ10〜1300本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。しかる後に、2%のテンションをかけ、300℃の温度で20秒間ヒートセットして、スクリムのタテ糸にガラス繊維とポリテトラフルオロエチレン繊維の交撚糸を用いた耐熱性フィルター用布帛を得た。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0051】
得られた耐熱性フィルター用布帛を、ポリテトラフルオロエチレン繊維(ゴアテックス社製ラステックス縫い糸、タイプS012T3、1200D)の縫い糸で、直径145mm、長さ5500mmの円筒状に縫製し、一般ごみ焼却場(集塵温度145℃)で6ヶ月使用した後の長さ変化を観察したところ、5mm(0.1%)の伸びが観測されたのみであった。
【0052】
(実施例2)
スクリムのタテ糸として、ポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ440dtex−60fy−290)を用い、また高強力繊維として、線径0.1mmの金属繊維(SUS304)(強度:200N)を用い、該金属繊維の周囲を該ポリテトラフルオロエチレン繊維で被覆した糸を得た。該被覆糸(複合糸)を織密度30本/インチでタテ糸に使用し、ヨコ糸にはポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標)、タイプ890dtex−120fy−290)を織密度30本/インチとして使用して、平織りのスクリムを得た。
【0053】
次に、実施例1と同一のポリテトラフルオロエチレン繊維製の不織ウェブと、タテ糸に金属繊維とポリテトラフルオロエチレン繊維の被覆糸を用いた平織りのスクリムとを用いて、実施例1と同様の方法でニードルパンチにより一体化し、しかる後に2%のテンションをかけ、300℃の温度で20秒間ヒートセットを実施した。その後、テンションをかけない状態で布帛の片面側のみに16MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施し、片面のポリテトラフルオロエチレン繊維をフィブリル化させて、耐熱性フィルター用布帛を得た。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ6〜1100本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0054】
(実施例3)
スクリムとウェブは実施例2と同一の構成とし、実施例1と同一の条件でニードルパンチ処理加工して絡合一体化した。しかる後に、4%のテンションをかけ、300℃の温度で20秒間ヒートセットを実施した。その後、7%のテンションをかけた状態で布帛の片面側のみに20MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施し、片面のポリテトラフルオロエチレン繊維をフィブリル化させて、耐熱性フィルター用布帛を得た。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ15〜1600本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
【0055】
(比較例1)
スクリムのタテ糸とヨコ糸を、ポリテトラフルオロエチレン繊維(レンチング製プロフィレン(登録商標)、タイプ204/300S、440dtexのマルチフィラメント)のみで構成し、織密度をタテ糸、ヨコ糸ともに30本/インチとして、ポリテトラフルオロエチレン繊維のみからなる平織りのスクリムを得た。
【0056】
次に、不織ウェブを構成する繊維として、ポリテトラフルオロエチレン短繊維(レンチング製プロフィレン(登録商標)、タイプ803/60、2.7dtex×60mm)を用い、ウォータージェットパンチ処理のテンションを2%に変更したこと以外は、実施例1と同様の方法で、ポリテトラフルオロエチレン繊維のみからなる耐熱性フィルター用布帛を得た。得られた耐熱性フィルター用布帛は、片面のポリテトラフルオロエチレン繊維がフィブリル化したものであった。フィブリル化したポリテトラフルオロエチレン繊維を電子顕微鏡で観察し、繊維径から分割本数を算出したところ10〜1200本の範囲内で分布しているポリテトラフルオロエチレン繊維が得られた。得られた耐熱性フィルター用布帛の各物性を表1に示す。
得られたフィルター用布帛をポリテトラフルオロエチレン繊維(ゴアテックス社製ラステックス縫い糸、タイプS012T3、1200D)の縫い糸で、直径145mm、長さ5500mmの円筒状に縫製し、一般ごみ焼却場(集塵温度145℃)で6ヶ月使用した後の長さ変化を観察したところ、105mm(1.9%)の伸びが観測され、形態変化が大きかった。
【0057】
(比較例2)
スクリムと不織ウェブに用いた繊維は、比較例1と同一とし、比較例1と同様の方法でニードルパンチ加工して絡合一体化した。しかる後に、5%のテンションをかけ、220℃の温度で20秒間ヒートセットしたが、熱固定が不十分なフィルター用布帛しか得られなかった。得られたフィルター用布帛は、ポリテトラフルオロエチレン繊維がフィブリル化していないものであった。得られたフィルター用布帛の各物性を表1に示す。
【0058】
(比較例3)
スクリムとウェブに用いた繊維は、比較例1と同一とし、比較例1と同様の方法でニードルパンチ加工して絡合一体化した。しかる後に、3%のテンションをかけ、300℃の温度で15秒間ヒートセットし、その後、テンションのかからない状態で布帛の片面側のみに6MPaの処理水圧、2m/分の処理速度でウォータージェットパンチ処理を実施したが、処理水圧が低いため、ウォータージェットパンチ処理面にあるポリテトラフルオロエチレン繊維がフィブリル化していないフィルター用布帛しか得られなかった。得られたフィルター用布帛の各物性を表1に示す。
【0059】
【表1】
【0060】
表1の結果から明らかなように、80%以上の高い捕集効率と1%以下の低いクリープ率とを兼ね備えるのは実施例のフィルター用布帛のみであり、この結果からも本発明のフィルター用布帛が、高温で使用される際に十分なダストの捕集と高い形態保持性を示すことが明らかである。また実施例の中で比べても、実施例2に比較して実施例1と実施例3とが低いクリープを示しており、テンションのかかった状態でウォータージェットパンチ処理をしたことによる効果が現れていることがわかる。
【産業上の利用可能性】
【0061】
本発明は、高温の集塵装置に使用されるバグフィルターに限らず、薬品用の液体フィルターや高温のシーリング材などにも応用することができる。その応用範囲は、これらに限られるものではない。
【図面の簡単な説明】
【0062】
【図1】図1は、バグフィルターを用いた集塵機を説明するための概略斜視図である。
【図2】図2は、耐熱性フィルター用布帛の捕集効率測定装置を説明するための概略側面図である。
【図3】図3は、フィルター用布帛のクリープ試験方法を説明するための概略側面図である。
【符号の説明】
【0063】
1 集塵機の集塵ガス入り口
2 集塵ガスを分散させる整流板
3 バグフィルター
4 ダストを繰り返し払い落とすパルス空気用配管
5 ダストを繰り返し払い落とすパルス空気の噴射口
6 集塵機外壁
7 集塵したダストを搬送するスクリュー
8 清浄な空気の出口
9 空気の流れ(入り側)
10 パーティクルカウンター(上流)
11 サンプル
12 パーティクルカウンター(下流)
13 差圧計
14 排気用ブロワー
15 空気の流れ(出口側)
16 支え棒
17 つかみ治具
18 サンプル
19 荷重
20 マーキング例
【特許請求の範囲】
【請求項1】
フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸であることを特徴とする耐熱性フィルター用布帛。
【請求項2】
高強力繊維が、ガラス繊維、炭素繊維または金属繊維のいずれかであることを特徴とする請求項1記載の耐熱性フィルター用布帛。
【請求項3】
複合糸が、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸であることを特徴とする請求項1または2記載の耐熱性フィルター用布帛。
【請求項4】
布帛のクリープが0〜2%の範囲内であることを特徴とする請求項1〜3のいずれかに記載の耐熱性フィルター用布帛。
【請求項5】
布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されていることを特徴とする請求項1〜4のいずれかに記載の耐熱性フィルター用布帛。
【請求項6】
フッ素樹脂系繊維がポリテトラフルオロエチレン繊維であることを特徴とする請求項1〜5のいずれかに記載の耐熱性フィルター用布帛。
【請求項7】
請求項1〜6のいずれかに記載の耐熱性フィルター用布帛を袋状に縫製してなるバグフィルター。
【請求項8】
縫製用の縫い糸にポリテトラフルオロエチレン繊維を用いることを特徴とする請求項7記載のバグフィルター。
【請求項9】
フッ素樹脂系繊維の不織ウェブ、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリム、およびフッ素樹脂系繊維の不織ウェブを、この順番で積層し、ニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することを特徴とするフィルター用布帛の製造方法。
【請求項10】
テンションのかかった状態でウォータージェットパンチ処理することを特徴とする請求項9記載のフィルター用布帛の製造方法。
【請求項11】
テンションが1〜15%のオーバーフィードであることを特徴とする請求項10記載の耐熱性フィルター用布帛の製造方法。
【請求項12】
ウォータージェットパンチ処理の最高処理水圧が9〜30MPaの範囲内であることを特徴とする請求項9〜11のいずれかに記載の耐熱性フィルター用布帛の製造方法。
【請求項13】
ニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の温度の範囲内でヒートセットすることを特徴とする請求項9〜12のいずれかに記載の耐熱性フィルター用布帛の製造方法。
【請求項1】
フッ素樹脂系繊維を含んでなる布帛からなり、該布帛が不織ウェブとスクリムとから構成されており、該不織ウェブ表面のフッ素樹脂系繊維の少なくとも一部がフィブリル化されており、かつ、該スクリムのタテ糸がフッ素樹脂系繊維と高強力繊維を含んでなる複合糸であることを特徴とする耐熱性フィルター用布帛。
【請求項2】
高強力繊維が、ガラス繊維、炭素繊維または金属繊維のいずれかであることを特徴とする請求項1記載の耐熱性フィルター用布帛。
【請求項3】
複合糸が、フッ素樹脂系繊維の長繊維と高強力繊維との交撚糸であることを特徴とする請求項1または2記載の耐熱性フィルター用布帛。
【請求項4】
布帛のクリープが0〜2%の範囲内であることを特徴とする請求項1〜3のいずれかに記載の耐熱性フィルター用布帛。
【請求項5】
布帛表面の少なくともろ過面側において、フッ素樹脂系繊維の少なくとも一部がフィブリル化されていることを特徴とする請求項1〜4のいずれかに記載の耐熱性フィルター用布帛。
【請求項6】
フッ素樹脂系繊維がポリテトラフルオロエチレン繊維であることを特徴とする請求項1〜5のいずれかに記載の耐熱性フィルター用布帛。
【請求項7】
請求項1〜6のいずれかに記載の耐熱性フィルター用布帛を袋状に縫製してなるバグフィルター。
【請求項8】
縫製用の縫い糸にポリテトラフルオロエチレン繊維を用いることを特徴とする請求項7記載のバグフィルター。
【請求項9】
フッ素樹脂系繊維の不織ウェブ、フッ素樹脂系繊維と高強力繊維との複合糸をタテ糸に用いたスクリム、およびフッ素樹脂系繊維の不織ウェブを、この順番で積層し、ニードルパンチによって絡合一体化した後、ウォータージェットパンチ処理して布帛表面のフッ素樹脂系繊維の一部をフィブリル化することを特徴とするフィルター用布帛の製造方法。
【請求項10】
テンションのかかった状態でウォータージェットパンチ処理することを特徴とする請求項9記載のフィルター用布帛の製造方法。
【請求項11】
テンションが1〜15%のオーバーフィードであることを特徴とする請求項10記載の耐熱性フィルター用布帛の製造方法。
【請求項12】
ウォータージェットパンチ処理の最高処理水圧が9〜30MPaの範囲内であることを特徴とする請求項9〜11のいずれかに記載の耐熱性フィルター用布帛の製造方法。
【請求項13】
ニードルパンチ処理の後、もしくはウォータージェットパンチ処理の後に、240〜320℃の温度の範囲内でヒートセットすることを特徴とする請求項9〜12のいずれかに記載の耐熱性フィルター用布帛の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−144142(P2006−144142A)
【公開日】平成18年6月8日(2006.6.8)
【国際特許分類】
【出願番号】特願2004−332731(P2004−332731)
【出願日】平成16年11月17日(2004.11.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年6月8日(2006.6.8)
【国際特許分類】
【出願日】平成16年11月17日(2004.11.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]