
耐食表面処理チェーン
【課題】環境に悪影響を及ぼすことなく製造され、塗膜が良好な密着性を有し、組み立て時及び使用時に塗膜粉の発生が抑制されるので、組み立ての作業性が良好であり、組み立て後の補修が不要であるとともに、外観品位が良好になり、耐食性が良好である耐食表面処理チェーンを提供する。
【解決手段】ローラチェーン10は、内プレート11、ブシュ12、外プレート13、連結ピン14、及びローラ15を備える。各構成部品は、鉄系母材上にニッケル系皮膜と、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含む水系防錆塗料を用いて形成された第1塗膜とを有する。そして、第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含有する上塗り塗料を用いて第2塗膜が形成されている。
【解決手段】ローラチェーン10は、内プレート11、ブシュ12、外プレート13、連結ピン14、及びローラ15を備える。各構成部品は、鉄系母材上にニッケル系皮膜と、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含む水系防錆塗料を用いて形成された第1塗膜とを有する。そして、第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含有する上塗り塗料を用いて第2塗膜が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塩水、酸、アルカリ等の腐食雰囲気下で使用され、表面にニッケル系皮膜が形成されており、該ニッケル系皮膜上に、防錆性が良好である塗料を用いて塗膜が形成されたブシュチェーン、ローラチェーン等の耐食表面処理チェーンに関する。
【背景技術】
【0002】
従来、塩水、酸、アルカリ等の腐食雰囲気下で使用されるチェーン等の機械を防食するために、チェーン等の各部品の鉄系母材表面を、亜鉛等の鉄より卑である金属で被覆すること、ニッケル等の鉄より貴である金属で被覆すること等が行われている。前者の亜鉛めっきとして、電気亜鉛めっき及び粉末衝撃亜鉛めっき等が挙げられ、後者のニッケルめっきとして、電気ニッケルめっき及び無電解ニッケルめっき等が挙げられる。
また、亜鉛及びアルミニウムの犠牲防食作用(これらの金属が鉄よりもイオン化傾向が大きいため、鉄より先に溶出して鉄の腐食を抑制する作用)を利用し、チェーンの各部品の鉄系母材表面に、亜鉛及びアルミニウム等を金属顔料として含む水系防錆塗料を用いて塗膜を形成することも行われている。
特許文献1には、鉄素地上に非水素雰囲気下で亜鉛皮膜を形成し、該亜鉛皮膜上に、アルミニウム粉末及びシリコーン樹脂を含有する水系防錆塗料を焼付け塗装することにより、白錆防止焼付け塗膜を形成した防食性チェーン用部品の発明が開示されている。
【0003】
そして、上述のニッケルめっき処理、亜鉛めっき処理、及びダクロタイズド処理等の防食加工は、部品である連結ピン、ブシュ、外プレート、内プレート、及びローラ等を組み立ててチェーンを構成した後に施されていた。
この従来の耐食表面処理チェーンにおいては、連結ピンとブシュ、ブシュとローラとの間隙に皮膜の処理液が十分に浸透していない場合に、内部に向かって孔状に進行する「孔食」といわれる腐食を完全に抑制することができず、また、外的負荷環境下で使用されたときには疲労破壊が生じる虞があった。そして、連結ピンとブシュ、ブシュとローラとの間隙に皮膜処理液が過剰に残留している場合においては、相互に固着してチェーンの屈曲不良、ローラ回転不良が生じる虞があった。
【0004】
これらの問題を解決するために、チェーン構成部品に上述の亜鉛めっき等の防食加工を施した後、各部品を組み立ててチェーンを構成することもなされている。
特許文献2には、鉄系母材上にニッケルめっきによりニッケル皮膜が形成され、該ニッケル皮膜上にダクロタイズド処理を施してダクロ皮膜が形成されたチェーン部品の発明が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3122037号公報
【特許文献2】特開2001−73187号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、亜鉛めっき等の防食加工後に部品を組み立てる場合、締鋲時等にピン頭部のめっき皮膜が剥離して早期に発錆するため、組み立て後に締鋲部の補修が必要であるという問題があった。
そして、特許文献2の場合、ダクロタイズド処理液にはクロム化合物が含まれているので、環境に悪影響を及ぼす可能性があるという問題があった。
さらに、上述の水系防錆塗料を用いてチェーンの各部品の表面に塗膜を形成した場合、部品を組み立ててチェーンを構成する時、及びチェーンの使用時に擦れたときに塗膜粉が生じやすく、手が汚れる等して作業性が悪くなる、チェーンの外観品位が悪くなる、部分的に塗膜が薄くなって性能が低下するという問題があった。
【0007】
本発明は斯かる事情に鑑みてなされたものであり、環境に悪影響を及ぼすことなく製造され、塗膜が良好な密着性を有し、組み立て時及び使用時に塗膜粉の発生が抑制されるので、組み立ての作業性が良好であり、組み立て後の補修が不要であるとともに、外観品位が良好になり、耐食性が良好である耐食表面処理チェーンを提供することを目的とする。
【課題を解決するための手段】
【0008】
第1発明に係る耐食表面処理チェーンは、鉄系材料からなり、一対の外プレートと一対の内プレートとを交互に連結して構成され、表面にニッケル系皮膜を形成してある耐食表面処理チェーンにおいて、前記ニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて形成された第1塗膜と、該第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて形成された第2塗膜とを有することを特徴とする。
【0009】
ここで、鉄系材料とは、鉄又は鉄を主成分とする鉄合金を意味し、鉄合金としては、鉄とともに、炭素、ケイ素、マグネシウム、セリウム、ニッケル、クロム、モリブデン、銅等を含有するものが挙げられる。鉄合金として、具体的には、鋼及び鋳鉄等が挙げられる。
また、アクリルエマルジョンとは、アクリル酸系のモノマーを主成分とするモノマーを水系で乳化剤を用いて乳化重合させたものをいう。
また、ポリウレタン水性組成物とは、イソシアネート基を含有する化合物と活性水素基を含有する化合物とを反応させて得られるウレタンプレポリマー化合物を配合し、水中に分散させて得られるもの(ウレタンエマルジョン)、又は溶解させて得られるものをいう。活性水素基とはイソシアネート基と反応する水素を含む官能基であり、水酸基、第1級又は第2級アミノ基、チオール基等が挙げられる。
【0010】
前記水系防錆塗料は、亜鉛が前記有機化合物により被覆されているので、亜鉛と水との反応が十分に抑制され、貯蔵安定性が良好である。本発明においては、ニッケル系皮膜上に、前記水系防錆塗料を用いて第1塗膜が形成されているので、該第1塗膜に十分量含有される亜鉛により、効果的に亜鉛の犠牲防食作用が発現されて赤錆の発生が抑制され、チェーンの耐久性が向上する。鉄系母材上にニッケル系皮膜のみを形成した場合、ピンホールが生じたときに発錆を抑制することができないが、本発明においては第1塗膜が形成されているので、発錆が抑制される。
また、本発明においては、皮膜及び塗膜の形成時に六価クロムを含有する処理液を使用しないので、環境に悪影響を及ぼすことがない。
【0011】
そして、本発明においては、前記上塗り塗料を用いて第2塗膜が形成されているので、塩水等の腐食因子の侵入を防止することができ、塗膜の薄膜化を達成することができる。また、第2塗膜が形成されているので、下層の塗膜に疵が付くのが防止され、疵が生じていた場合に発錆するのが抑制されている。さらに、塗膜の密着性が良好であるので、組み立て時における内プレートとブシュとの圧入部分、及び外プレートと連結ピンとの締鋲部分の塗膜剥離を防止して補修を省略することができる。そして、組み立て時及びチェーンの使用時に塗膜粉が発生するのが抑制されているので、作業性及び外観品位が良好であり、塗膜の膜厚が均一に保持されて、良好な耐食性が保持される。
【0012】
第2発明に係る耐食表面処理チェーンは、第1発明において、前記上塗り塗料の前記アクリルエマルジョンは、アルコキシシリル基を含有し、エチレン性二重結合を有する単量体を含む重合性単量体を乳化重合してなり、前記珪酸ナトリウムの有効成分と前記アクリルエマルジョンの有効成分との質量比が0.1以上17以下であることを特徴とする。
本発明においては、第2塗膜の防錆性及び密着性がさらに良好になる。
【0013】
第3発明に係る耐食表面処理チェーンは、第1発明において、前記上塗り塗料の前記ポリウレタン水性組成物は、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを配合してなり、前記珪酸ナトリウムの有効成分と前記ポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であることを特徴とする。
本発明においては、第2塗膜の防錆性及び密着性がさらに良好になる。
【0014】
第4発明に係る耐食表面処理チェーンは、第1乃至第3発明のいずれかにおいて、前記上塗り塗料の前記顔料は、雲母粉顔料又は雲母チタン顔料であり、前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であることを特徴とする。
本発明においては、第2塗膜が防錆性と密着性とをバランス良く有する。
【0015】
第5発明に係る耐食表面処理チェーンは、第1乃至第4発明のいずれかにおいて、前記ニッケル系皮膜は、無電解めっきにより形成され、ニッケル皮膜、ニッケル−リン合金皮膜、ニッケル−ホウ素合金皮膜、ニッケル−リン−ホウ素合金皮膜、ニッケル−鉄−リン合金皮膜、ニッケル−コバルト−リン合金皮膜、又はニッケル−リン−PTFE合金皮膜であることを特徴とする。
本発明においては、水素脆化が生じることがなく、また、耐摩耗性が良好である。
【発明の効果】
【0016】
本発明によれば、チェーン部品の鉄系母材上に形成したニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて第1塗膜を形成してあるので、ダクロ皮膜を形成する場合のように環境に悪影響を及ぼすことなく製造され得る。
【0017】
また、本発明によれば、前記第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて第2塗膜を形成してあるので、良好な密着性が付与され、組み立て時及び使用時に塗膜粉の発生が抑制され、作業性及び外観品位が良好になり、組み立て後の補修が不要であるとともに、塗膜の膜厚が均一に保持されて良好な耐食性が保持される。従って、耐食表面処理チェーンは良好な耐久性を有する。
【図面の簡単な説明】
【0018】
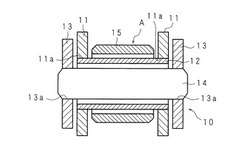
【図1】表面に配合例1,配合例2に係る塗料を塗布して第1塗膜,第2塗膜を形成してなる本発明の耐食表面処理チェーンの実施例1のローラチェーンを示す一部断面図である。
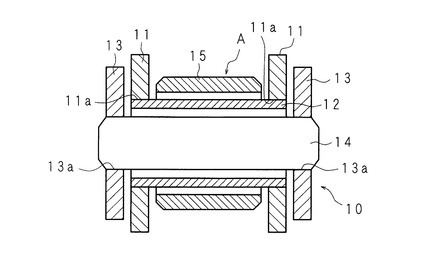
【図2】図1のA部分を示す拡大断面図である。
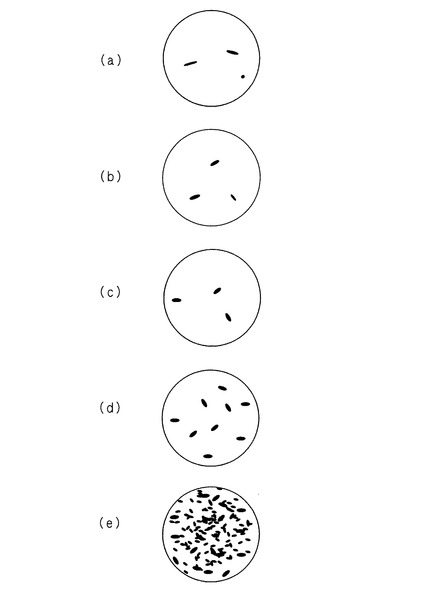
【図3】(a)は実施例1〜6、実施例12〜20、23、24、26〜28及び比較例1のローラチェーンを作製したときの塗膜粉の堆積量、(b)は実施例7、21、25のローラチェーンを作製したときの塗膜粉の堆積量、(c)は実施例8〜11、22のローラチェーンを作製したときの塗膜粉の堆積量、(d)は比較例2のローラチェーンを作製したときの塗膜粉の堆積量、(e)は比較例3のローラチェーンを作製したときの塗膜粉の堆積量を示している。
【発明を実施するための形態】
【0019】
本発明の耐食表面処理チェーンとしては、鉄系材料からなり、離間配置される一対の内プレートと、該内プレートのブシュ圧入孔に圧入嵌合されるブシュと、前記内プレートの外側に配置されて前後の内プレートを連結する一対の外プレートと、前記ブシュの内周面に遊嵌されて外プレートのピン圧入孔に圧入嵌合される連結ピンとで構成されるブシュチェーン、及び前記連結ピン及びブシュの外周面にローラをさらに遊嵌させて構成されるローラチェーンが挙げられる。
【0020】
本発明の耐食表面処理チェーンを具体的な用途で例示すると、高湿度環境下、定期的な洗浄状態で使用される食品搬送トレーコンベヤの駆動機構に用いられるコンベヤチェーン、水及び洗剤が降りかかる洗車機内のローラコンベヤの駆動機構、並びにブラシ及びブローの駆動機構に用いられるコンベヤチェーン、高温高湿下で用いられるキノコ培養用スタッカークレーンの吊り下げチェーン、洗浄液がかかるビンケース洗浄搬送ローラコンベヤの駆動機構に用いられるコンベヤチェーン、水中を走行して水中に沈殿した汚泥をかき寄せるためのコンベヤチェーン、海岸付近に設置されて潮風に晒される野外設置コンベヤの駆動機構のためのコンベヤチェーン等の搬送コンベヤチェーン、及びエンジン等で用いられるような動力を伝達するための伝動用チェーンが挙げられる。
【0021】
本発明の耐食表面処理チェーンに用いられる内プレート及び外プレートの具体的な形状は、小判型、ヒョウタン型のいずれであってもよい。
【0022】
本発明の耐食表面処理チェーンは、上述の各構成部品の鉄系母材の表面上に、ニッケル系皮膜を形成してある。
ニッケル系皮膜は、電気めっきにより形成することができるが、無電解めっきにより形成するのが好ましい。無電解めっきにより、電気めっきと比較して、硬質、均質で緻密であり、耐食性が高い皮膜が得られる。そして、還元剤の選択により純Ni(還元剤:ヒドラジン)、Ni−P合金(還元剤:次亜リン酸塩)、Ni−B合金(水素化ホウ素化合物)、Ni−P−B合金(還元剤:次亜リン酸塩と水素化ホウ素化合物との併用)等の皮膜が形成される。鉄塩又はコバルト塩を併用した場合、Ni−Fe−P合金、Ni−Co−P合金等の3元合金皮膜も形成することができ、めっき浴中にPTFE(ポリテトラフルオロエチレン)を分散させた場合、上述の合金中にPTFEが分散されたNi−P−PTFE等の複合合金皮膜が得られる。
【0023】
本発明においては、上述したいずれの皮膜も使用することができるが、リン又はホウ素を含むことにより皮膜の結晶が微細となり表面が平滑化することから、リン又はホウ素を含む合金皮膜が好ましい。そして、Ni−P−B合金皮膜は硬く、Ni−P−PTFE合金皮膜は滑り性が良好であるので、耐摩耗性がさらに向上する。
本発明の耐食表面処理チェーンの鉄系母材として、浸炭後に150〜250℃で低温焼き戻しを施した浸炭鋼が用いられている場合、この低温焼き戻し効果を損なわないように、ニッケル系皮膜処理の処理温度を低くすることが好ましい。また、皮膜の厚みは、防食性の発現及びクリアランスの観点から10〜15μmであるのが好ましい。
【0024】
本発明の耐食表面処理チェーンは、上述のニッケル系皮膜上に、水系防錆塗料を用いて第1塗膜を形成してある。
【0025】
本発明の水系防錆塗料は、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する。この亜鉛、硝酸塩、及び前記有機化合物等により水系防錆顔料が構成される。水系防錆塗料には亜鉛以外の卑金属を含んでもよいが、貯蔵安定性が悪くなるという観点から、顔料としてアルミニウムを含まないのが好ましい。
【0026】
亜鉛の水系防錆塗料に対する含有量は、5質量%以上90質量%以下であるのが好ましい。前記含有量が5質量%以上90質量%以下である場合、亜鉛の犠牲防食作用が良好に発現される。
【0027】
亜鉛の形態等については特に制限はなく、球状、フレーク状、棒状等の形態を取り得る。特に、フレーク状のものを用いて塗料を構成した場合、被塗物への被覆効果が高く、優れた防食性を有することになる。
亜鉛がフレーク状である場合、ボールミル、アトライタ等により展延処理して得られ、平均アスペクト比(平均長径/平均厚み)が10以上であるものが好ましい。
このようにして得られたフレーク状の亜鉛粉末を、メルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物と混練し、さらに硝酸塩を添加して混練することにより、亜鉛が前記有機化合物で被覆された水系防錆顔料を得ることができる。その形態は粉末状であってもよく、スラリー状であってもよい。
硝酸塩は、展延処理の際に前記有機化合物と共に添加してもよく、上述したように、亜鉛粉末と前記有機化合物との混練の際に添加してもよい。
【0028】
上述した展延処理をする際には、前記有機化合物を粉砕助剤として用い、金属表面を直接被覆してもよく、一般的な粉砕助剤としてのステアリン酸等の飽和脂肪酸、オレイン酸等の不飽和脂肪酸、及びフッ化水素酸塩等を併用してもよい。
さらに、展延処理及び混練処理に際して、界面活性剤、上述の粉砕助剤を分散助剤として添加してもよい。
【0029】
混練処理は有機溶媒の存在下で行うことができるが、特に水溶性溶媒を用いた場合には、処理後のスラリーを水系防錆顔料として、そのまま水系防錆塗料に添加することができるので好ましい。
【0030】
前記水溶性溶媒としては、プロピレングリコール、エチレングリコール等のグリコール系溶媒、エタノール、イソプロパノール等のアルコール系溶媒、ジプロピレングリコールモノメチルエーテル等のグリコールエーテル系溶媒等が挙げられる。
【0031】
メルカプト基を有する有機化合物としては、例えば、3−メルカプトプロピオン酸、メルカプトプロピオン酸エチルヘキシル、メルカプトプロピオン酸メトキシブチル、メルカプトプロピオン酸トリデシル、ペンタエリスリトールテトラキスプロピオネート、4−メルカプトフェノール、チオグリコール酸、チオグリコール酸モノエタノールアミン、チオグリコール酸エチルヘキシル、チオグリコール酸メチル、チオグリコール酸エチル等が挙げられる。これらの有機化合物は単独で用いてもよく、2種以上併用してもよい。
【0032】
亜鉛粉末に対する前記有機化合物の添加量は、亜鉛粉末100質量部に対し1〜13質量部が好ましく、3〜13質量部がより好ましく、3〜10質量部がさらに好ましく、5〜8質量%が特に好ましい。前記添加量が1質量部より少ない場合、亜鉛粉末の表面を処理するのに十分ではなく、水中での安定性(貯蔵安定性)が不十分であり、前記添加量が13質量部を超える場合、前記有機化合物が過剰となり、水中での安定性のさらなる向上が期待できない。
【0033】
水系防錆顔料に含まれる硝酸塩としては、硝酸カリウム、硝酸カルシウム、硝酸マグネシウム、硝酸ニッケル、硝酸コバルト等が挙げられる。中でも、硝酸マグネシウム及び硝酸ニッケルが好ましい。これらの硝酸塩は、単独で用いてもよく、2種以上併用してもよい。
【0034】
硝酸塩の添加量は、亜鉛粉末100質量部に対し0.1〜10質量部が好ましく、3〜9質量部がより好ましく、3〜7質量部がさらに好ましい。前記添加量が0.1質量部より少ない場合、亜鉛粉末の表面に対する前記有機化合物の被覆効率を高めるのに十分ではなく、水系防錆顔料の水中での安定性が不十分となり、前記添加量が10質量部を超える場合、水中での安定性のさらなる向上が期待できない。
【0035】
水系防錆顔料は、マグネシウム化合物を含有するのが好ましく、上述の硝酸マグネシウムとして含有するのがさらに好ましい。
水系防錆顔料に含有されるマグネシウムの亜鉛に対する質量割合は、0.05質量%〜10質量%であるのが好ましく、0.2質量%〜2.0質量%であるのがより好ましく、0.4質量%〜1.0質量%であるのがさらに好ましい。前記割合が0.05質量%〜10質量%である場合、前記水系防錆顔料を用いて水系防錆塗料を構成し、チェーン部品に塗装した場合、マグネシウムが亜鉛よりも先に溶出するので、亜鉛の溶出量が抑制され、耐食性が長期に亘って持続する。
【0036】
水系防錆顔料は、各成分を各別に添加してもよく、又は、一部若しくは全部の成分を予め混合して添加してもよく、水及び上述の溶媒と混合してスラリー状として添加してもよい。
【0037】
水系防錆塗料は、通常の製造方法に従って、各成分を混合、撹拌することによって得られる。その際、水、アルコール系溶剤、グリコールエーテル系溶剤、グリコール系溶剤等の水溶性の溶剤、界面活性剤、表面調整材、分散剤、分散助剤、消泡剤等の塗料用添加剤を配合し得る。一般的な塗料用添加剤である、ポリカルボン酸系等の分散剤、ノニオン系又はアニオン系等の界面活性剤、ウレタン系等の増粘剤、シリコン系又はアクリル系の消泡剤を配合してもよく、さらに、レベリング剤を配合することもできる。
【0038】
本発明の耐食表面処理チェーンは、前記第1塗膜上に、後述する上塗り塗料を用いて第2塗膜を形成してある。
【0039】
前記上塗り塗料は、顔料と、珪酸ナトリウムと、アクリルエマルジョン又はポリウレタン水性組成物とを含有する。
上述したように、アクリルエマルジョンは、アクリル酸系のモノマーを主成分とするモノマーを水系で乳化剤を用いて乳化重合させたものである。モノマーは、エマルジョンのポリマー内部又はポリマー間に架橋構造を形成し、上塗り塗料から得られる塗膜の耐食性、密着性等の向上に寄与し得る化合物であればよい。アクリルエマルジョンは無機ポリマーを含有することにしてもよい。
【0040】
具体的に、アクリルエマルジョンとしては、アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーを含む重合性モノマーを乳化重合して得られるものが挙げられる。
ポリウレタン水性組成物としては、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを含有して得られるものが挙げられる。強塩基性第3級アミンは硬化触媒として機能する。強塩基性第3級アミンとしては、1,8−ジアザビシクロ[5.4.0]ウンデセン−7及び1,8−ジアザビシクロ[3.4.0]ノネン−5等が挙げられる。
【0041】
前記アクリルエマルジョンのポリマーは、アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーの単独重合体、又は前記モノマーとその他のエチレン性二重結合を有するモノマーとの共重合体のいずれであってもよい。アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーとして、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン及びビニルトリイソプロポキシシラン等が挙げられる。その他のエチレン性二重結合を有するモノマーとしては、ブチルメタクリレート、2−エチルヘキシルアクリレート、シクロヘキシルメタクリレート、メチルメタクリレート、ブチルアクリレート、エチルアクリレート、メチルアクリレート、アクリル酸、及びメタクリル酸等が挙げられる。乳化剤としては、公知の界面活性剤を用いることができる。
【0042】
前記ポリウレタン水性組成物においては、まず、1分子当たり少なくとも2個の活性水素基を有する化合物、1分子当たり少なくとも2個のイソシアネート基を有する化合物、及び分子内に親水性基を有し、少なくとも1個の活性水素基を有する化合物を反応させ、ポリウレタンプレポリマーを製造する。次に、該ポリウレタンプレポリマー中の親水性基を中和剤により中和し、強塩基第3級アミンを添加し、この中和剤及び強塩基性第3級アミンが加えられたポリウレタンプレポリマーを、1分子内に少なくとも1個のイソシアネート基と反応可能な活性水素基と加水分解性ケイ素基とを含有する化合物、及び他の鎖伸長剤を溶解した水中に分散させ、又は溶解させることにより、ポリウレタン水性組成物が得られる。
【0043】
前記上塗り塗料は、アクリルエマルジョン又はポリウレタン水性組成物に加えて珪酸ナトリウムを含むので、良好な密着性を有するとともに、防錆性がより向上している。
アクリルエマルジョンを用いる場合、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比は0.1以上17以下であるのが好ましい。前記質量比が0.1以上17以下である場合、上塗り塗料により形成された塗膜は良好な防錆性及び密着性を有する。より密着性が優れるという観点から前記質量比は0.1以上4.2以下であるのがより好ましく、より密着性が優れるという観点から前記質量比は0.1以上1.4以下であるのがさらに好ましく、より防錆性が優れるという観点から前記質量比は0.2以上1.4以下であるのが特に好ましい。
【0044】
ポリウレタン水性組成物を用いる場合、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比は0.1以上17以下であるのが好ましい。前記質量比が0.1以上17以下である場合、上塗り塗料により形成された塗膜は良好な防錆性及び密着性を有する。より防錆性が優れるという観点から前記質量比は0.5以上17以下であるのがより好ましく、より防錆性が優れるという観点から前記質量比は0.6以上17以下であるのがさらに好ましく、より密着性が優れるという観点から前記質量比は0.6以上5.2以下であるのが特に好ましく、より防錆性が優れるという観点から前記質量比は0.6以上2.4以下であるのが最も好ましい。
【0045】
前記顔料としては、雲母粉を含む雲母粉顔料又は雲母チタンを含む雲母チタン顔料が好ましい。雲母チタンは、薄片状の雲母粉の表面を二酸化チタンで被覆し、薄膜干渉効果によってパール光沢が発現されるものであり、雲母チタン顔料はパール顔料の一種である。顔料は、1種単独でも、混合してよい。
【0046】
顔料として雲母粉顔料又は雲母チタン顔料を用いる場合、前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であるのが好ましい。
この質量比を有する場合、塗膜の防錆性と密着性とのバランスが良好になる。前記質量比が0.5を超えた場合、後述する密着性評価試験により密着性が悪くなることが確認されている。また、アクリルエマルジョンを用いる場合、前記質量比が0.08以上0.4以下であるのがより好ましい。
そして、前記上塗り塗料は、光沢を付与するために、ステンレスフレーク等の第2顔料を含有することもできる。
【0047】
上塗り塗料は、通常の製造方法に従って、上述の各成分を混合、撹拌することによって得られる。その際、水、アルコール系溶剤、グリコールエーテル系溶剤、グリコール系溶剤等の水溶性の溶剤、界面活性剤、分散剤、消泡剤等の塗料用添加剤を配合し得る。一般的な塗料用添加剤である、ポリカルボン酸系等の分散剤、ノニオン系又はアニオン系等の界面活性剤、ウレタン系等の増粘剤、シリコン系又はアクリル系の消泡剤を配合してもよく、さらに、レベリング剤を配合することができる。
【0048】
前記水系防錆塗料,前記上塗り塗料が、耐食表面処理チェーンの構成部品の表面に例えばディップスピン等の方法により塗布された後、焼き付け乾燥されることで、第1塗膜,第2塗膜が形成される。水系防錆塗料及び上塗り塗料は上述した組成を有するので、それぞれ焼き付け乾燥を、温度180℃以下で行うことができる。
従って、チェーン構成部品に硬さ低下が生じず、チェーン強度及びチェーン寿命が低下するのが抑制されている。
【実施例】
【0049】
以下、本発明の実施例と比較例とを具体的に説明するが、本発明はこの実施例に限定されるものではない。チェーンはローラチェーンに限定されない。
1.水系防錆塗料
[配合例1]
下記の表1の配合(質量部で示す)に従って、フレーク状の亜鉛粉末(平均長径15μm、平均厚み0.5μm)、界面活性剤、分散助剤、及びチオグリコール酸エチルヘキシルをジプロピレングリコールモノメチルエーテル中で3時間混合撹拌し、硝酸マグネシウムをさらに添加し、混合して撹拌することによって、亜鉛ペーストを得た。この亜鉛ペーストは、亜鉛粉末の表面がチオグリコール酸エチルヘキシルで被覆されている。
前記亜鉛ペーストに、分散剤、3−アミノプロピルトリエトキシシランの加水分解物(信越化学工業株式会社製「KBP90」)、水、流動性改良剤(Bykchemie株式会社製「BYK420」)、消泡剤(サンノプコ株式会社製「SNディフォーマー1070」)、及び表面調整剤を配合して、配合例1の水系防錆塗料を得た。前記「KBP90」の添加により、Znの水中での安定化及び付着性の向上という効果が得られる。
【0050】
【表1】

【0051】
2.上塗り塗料(1)
[配合例2]
下記の表2の配合に従って、パール顔料(メルク株式会社製「Iriodin 103WNT」)、第2顔料(有効成分(加熱残分)50%)、アクリルエマルジョン[ヘンケルテクノロジーズジャパン株式会社製「ヨドゾールAX−6」、有効成分(加熱残分)42%、以下「AX−6」という]、珪酸ナトリウム[JIS規定の珪酸ソーダ2号、有効成分(加熱残分)51%]、消泡剤(サンノプコ株式会社製「SNディフォーマー5016」)、界面活性剤、増粘剤(フジケミHEC株式会社製「AW−15F」、ヒドロキシエチルセルロース)、及び水を1時間、混合撹拌することによって、配合例2の上塗り塗料(1)を得た。
表2及び下記表3中、「珪酸ナトリウム/アクリルエマルジョン」は、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比を表し、「PWC(Pigment Weight Concentration)」は、形成された塗膜中での(Iriodin103WNT)と(Iriodin103WNT+AX−6の有効成分+珪酸ナトリウムの有効成分)との質量比(ここでは百分率で表す)を表す。
【0052】
【表2】
【0053】
[配合例3〜12]
配合は上記表2又は下記表3の配合に従い、配合例2と同様にして、配合例3〜12の上塗り塗料(1)を得た。
【0054】
【表3】
【0055】
[配合例13]
珪酸ナトリウムを含有せず、前記表3の配合に従い、配合例2と同様にして、配合例13の上塗り塗料を得た。
[配合例14]
AX−6を含有せず、前記表3の配合に従い、配合例2と同様にして、配合例14の上塗り塗料を得た。
【0056】
3.上塗り塗料(2)
[配合例15]
下記の表4の配合に従って、前記パール顔料、ステンレスフレーク、ポリウレタン水性組成物[三井化学株式会社製「WS5100」、有効成分(加熱残分)30%、以下「WS5100」という]、前記珪酸ナトリウム、前記消泡剤、界面活性剤、増粘剤(三晶株式会社製「ケルザンS」、キサンタンガム)、及び水を1時間、混合撹拌することによって、配合例15の上塗り塗料(2)を得た。
表4及び下記表5中、「珪酸ナトリウム/ポリウレタン水性組成物」は、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比を表し、「PWC」は、形成された塗膜中での(Iriodin103WNT)と(Iriodin103WNT+WS5100の有効成分+珪酸ナトリウムの有効成分)との質量比(ここでは百分率で表す)を表す。
【0057】
【表4】
【0058】
[配合例16〜31]
配合は上記表4又は下記表5の配合に従い、配合例15と同様にして、配合例16〜31の上塗り塗料(2)を得た。
【0059】
【表5】
【0060】
4.耐食表面処理チェーン
[実施例1]
図1は、下記の表6に示すように、表面に前記配合例1,配合例2に係る塗料を塗布して第1塗膜,第2塗膜を形成してなる本発明の耐食表面処理チェーンの実施例1のローラチェーン10を示す一部断面図であり、図2は、図1のA部分を示す拡大断面図である。
【0061】
【表6】
【0062】
ローラチェーン10は、図1に示すように、離間配置される一対の内プレート11,11と、該内プレート11,11のブシュ圧入孔11a,11aに圧入嵌合されるブシュ12と、内プレート11,11の外側に配置され、前後の内プレート11,11に連結される一対の外プレート13,13と、ブシュ12の内周側に遊嵌され、外プレート13,13のピン圧入孔13a,13aに圧入嵌合される連結ピン14と、ブシュ12の外周側に遊嵌されるローラ15とを備えている。
【0063】
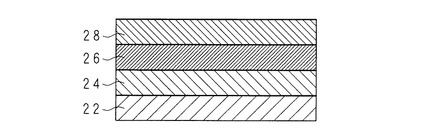
図2に示すように、鉄系母材22上に、順次、Ni−P合金皮膜24、第1塗膜26、及び第2塗膜28が形成されている。ローラチェーン10の他の構成部品(内プレート11、ブシュ12、外プレート13、及び連結ピン14)の表面も同様の層構造を有する。
【0064】
前記チェーン構成部品の鉄系母材22を、Ni−P合金皮膜24で被覆した後、該Ni−P合金皮膜24を、前記配合例1の水系防錆塗料を用いてディップスピン法により被覆し、180℃で焼き付けて第1塗膜26を形成した。さらに、第1塗膜26を、前記配合例2の上塗り塗料を用いてディップスピン法により被覆し、180℃で焼き付けて第2塗膜28を形成した。そして、表面処理及び塗装が施された各構成部品を組み立てて、ローラチェーン10を作製した。
【0065】
[実施例2〜28]
上記と同様に、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、上記表6及び下記表7に示すように配合例2〜31の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて実施例2〜28のローラチェーンを作製した。
【0066】
【表7】
【0067】
[比較例1〜3]
そして、上記と同様に、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、配合例13及び14の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて比較例1及び2のローラチェーンを作製した。
さらに、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、従来品の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて比較例3のローラチェーンを作製した。従来品の上塗り塗料は、珪酸ナトリウム及びアクリルエマルジョンは含有せず、前記パール顔料とバインダとしての前記KBP90とを含有している。
【0068】
5.性能評価
[塩水噴霧試験(耐食性評価試験)]
上述の実施例1〜28、並びに比較例1及び2のローラチェーンにつき、塩水噴霧試験を行った。試験は、「JIS−K5600−7−1」に準拠して行い、プレートの赤錆が目視により見出されるまでの時間を測定した。この試験の結果を前記表2〜表5に示す。
さらに、この試験結果を以下のように評価して、前記表6及び表7に示す。
A1:良好
A2:より良好
A3:さらに良好
B:やや不可
C:不可
【0069】
[密着性評価試験]
ローラチェーンの組み立て装置の上に濾紙を固定配置し、前記実施例1〜28、及び比較例1〜3のローラチェーンの各構成部品を組み立て、ローラチェーンを作製したときに生じた塗膜粉の前記濾紙への堆積量を調べた。
図3は、各ローラチェーンを作製したときに生じた塗膜粉の濾紙への堆積量を模式的に示した図であり、(a)は実施例1〜6、実施例12〜20、23、24、26〜28及び比較例1のローラチェーンを作製したときの塗膜粉の堆積量、(b)は実施例7、21、25のローラチェーンを作製したときの塗膜粉の堆積量、(c)は実施例8〜11、22のローラチェーンを作製したときの塗膜粉の堆積量、(d)は比較例2のローラチェーンを作製したときの塗膜粉の堆積量、(e)は比較例3のローラチェーンを作製したときの塗膜粉の堆積量を示している。
密着性を以下のように評価して、前記表6及び表7に示す。
A1:良好(図3(a))
A2:より良好(図3(b))
A3:さらに良好(図3(c))
B:やや不可(図3(d))
C:不可(図3(e))
【0070】
[まとめ]
前記表6より、アクリルエマルジョン及び珪酸ナトリウムの両方を含有する配合例2〜12の上塗り塗料を用いて構成した実施例1〜11のローラチェーンは、アクリルエマルジョン及び珪酸ナトリウムのいずれか一方を含有しない配合例13及び14の上塗り塗料を用いて構成した比較例1及び2のローラチェーンより耐食性が大きく向上し、良好な耐久性を有することが分かる。
また、図3より、配合例2〜13の上塗り塗料を用いて作製した実施例1〜11、及び比較例1のローラチェーンは、塗膜粉の発生が抑制され、塗膜の密着性が良好であることが分かる。珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が大きくなるのに従って塗膜の密着性は低下し、比較例2のローラチェーンは作業性が悪くなる程度に密着性が低下し(評価B)、比較例3のローラチェーンは、さらに密着性が低下している(評価C)。従って、上塗り塗料がアクリルエマルジョンを含有することにより、塗膜の密着性が向上することが確認された。
【0071】
珪酸ナトリウム及びアクリルエマルジョンの配合量が同一であり、前記PWCを変えた配合例2〜4,配合例9〜11の上塗り塗料を用いて作製した、実施例1〜3,8〜10のローラチェーンの耐食性評価試験の結果を比較することにより、PWCが大きい程、耐食性が向上することが分かる。
また、パール顔料の含有量が3.9質量%であり、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が0.28〜1.32であり、PWCが26.6%である配合例5〜7の上塗り塗料を用いて作製した実施例4〜6のローラチェーンが最も耐食性が高い。
【0072】
そして、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が0.1以上17以下である場合、及びPWCが0.08以上0.5以下である場合、チェーンは耐食性と塗膜の密着性とをバランス良く備えていることが分かる。
【0073】
前記表7より、ポリウレタン水性組成物及び珪酸ナトリウムを含有する配合例15〜31の上塗り塗料を用いて構成した実施例12〜28のローラチェーンは、珪酸ナトリウムは含有するがポリウレタン水性組成物は含有しない配合例14の上塗り塗料を用いて構成した前記比較例2のローラチェーンより耐食性が大きく向上し、良好な耐久性を有することが分かる。
【0074】
そして、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であり、PWCが0.08以上0.5以下である場合、密着性が良好であり、チェーン部品の組み立て時及びチェーンの使用時に塗膜粉が発生するのが抑制されるのが確認されており、チェーンが耐食性と塗膜の密着性とをバランス良く備えていることが確認された。
【0075】
以上より、構成部品の鉄系母材上に、ニッケル系皮膜、水系防錆塗料を用いて形成された第1塗膜、並びに、上塗り塗料を用いて形成された第2塗膜を有するように構成された本実施例のローラチェーンは、耐食性に非常に優れ、チェーンの耐久性が向上することが確認された。
【0076】
そして、第2塗膜により第1塗膜の剥離が防止され、塗膜粉の発生が抑制されるので作業性及び外観品位が良好であり、塗膜の膜厚が均一に保持され、チェーン組み付け時における内プレートとブシュとの圧入部分、及び外プレートと連結ピンとの締鋲部分の塗膜補修を省略することができることが確認された。
【0077】
また、チェーンの組み立て後に防錆加工を施していた場合のように、皮膜の処理液が残留して、連結ピンとブシュ、ブシュとローラとの間に生じた摺動抵抗に起因してチェーンの屈曲不良及びローラ回転不良が発生することもない。
さらに、本発明の耐食表面処理チェーンは、ダクロタイズド処理に起因する六価クロムの環境汚染の問題も生じない。
【符号の説明】
【0078】
10 ローラチェーン
11 内プレート
11a ブシュ圧入孔
12 ブシュ
13 外プレート
13a ピン圧入孔
14 連結ピン
15 ローラ
22 鉄系母材
24 Ni−P合金皮膜
26 第1塗膜
28 第2塗膜
【技術分野】
【0001】
本発明は、塩水、酸、アルカリ等の腐食雰囲気下で使用され、表面にニッケル系皮膜が形成されており、該ニッケル系皮膜上に、防錆性が良好である塗料を用いて塗膜が形成されたブシュチェーン、ローラチェーン等の耐食表面処理チェーンに関する。
【背景技術】
【0002】
従来、塩水、酸、アルカリ等の腐食雰囲気下で使用されるチェーン等の機械を防食するために、チェーン等の各部品の鉄系母材表面を、亜鉛等の鉄より卑である金属で被覆すること、ニッケル等の鉄より貴である金属で被覆すること等が行われている。前者の亜鉛めっきとして、電気亜鉛めっき及び粉末衝撃亜鉛めっき等が挙げられ、後者のニッケルめっきとして、電気ニッケルめっき及び無電解ニッケルめっき等が挙げられる。
また、亜鉛及びアルミニウムの犠牲防食作用(これらの金属が鉄よりもイオン化傾向が大きいため、鉄より先に溶出して鉄の腐食を抑制する作用)を利用し、チェーンの各部品の鉄系母材表面に、亜鉛及びアルミニウム等を金属顔料として含む水系防錆塗料を用いて塗膜を形成することも行われている。
特許文献1には、鉄素地上に非水素雰囲気下で亜鉛皮膜を形成し、該亜鉛皮膜上に、アルミニウム粉末及びシリコーン樹脂を含有する水系防錆塗料を焼付け塗装することにより、白錆防止焼付け塗膜を形成した防食性チェーン用部品の発明が開示されている。
【0003】
そして、上述のニッケルめっき処理、亜鉛めっき処理、及びダクロタイズド処理等の防食加工は、部品である連結ピン、ブシュ、外プレート、内プレート、及びローラ等を組み立ててチェーンを構成した後に施されていた。
この従来の耐食表面処理チェーンにおいては、連結ピンとブシュ、ブシュとローラとの間隙に皮膜の処理液が十分に浸透していない場合に、内部に向かって孔状に進行する「孔食」といわれる腐食を完全に抑制することができず、また、外的負荷環境下で使用されたときには疲労破壊が生じる虞があった。そして、連結ピンとブシュ、ブシュとローラとの間隙に皮膜処理液が過剰に残留している場合においては、相互に固着してチェーンの屈曲不良、ローラ回転不良が生じる虞があった。
【0004】
これらの問題を解決するために、チェーン構成部品に上述の亜鉛めっき等の防食加工を施した後、各部品を組み立ててチェーンを構成することもなされている。
特許文献2には、鉄系母材上にニッケルめっきによりニッケル皮膜が形成され、該ニッケル皮膜上にダクロタイズド処理を施してダクロ皮膜が形成されたチェーン部品の発明が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3122037号公報
【特許文献2】特開2001−73187号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、亜鉛めっき等の防食加工後に部品を組み立てる場合、締鋲時等にピン頭部のめっき皮膜が剥離して早期に発錆するため、組み立て後に締鋲部の補修が必要であるという問題があった。
そして、特許文献2の場合、ダクロタイズド処理液にはクロム化合物が含まれているので、環境に悪影響を及ぼす可能性があるという問題があった。
さらに、上述の水系防錆塗料を用いてチェーンの各部品の表面に塗膜を形成した場合、部品を組み立ててチェーンを構成する時、及びチェーンの使用時に擦れたときに塗膜粉が生じやすく、手が汚れる等して作業性が悪くなる、チェーンの外観品位が悪くなる、部分的に塗膜が薄くなって性能が低下するという問題があった。
【0007】
本発明は斯かる事情に鑑みてなされたものであり、環境に悪影響を及ぼすことなく製造され、塗膜が良好な密着性を有し、組み立て時及び使用時に塗膜粉の発生が抑制されるので、組み立ての作業性が良好であり、組み立て後の補修が不要であるとともに、外観品位が良好になり、耐食性が良好である耐食表面処理チェーンを提供することを目的とする。
【課題を解決するための手段】
【0008】
第1発明に係る耐食表面処理チェーンは、鉄系材料からなり、一対の外プレートと一対の内プレートとを交互に連結して構成され、表面にニッケル系皮膜を形成してある耐食表面処理チェーンにおいて、前記ニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて形成された第1塗膜と、該第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて形成された第2塗膜とを有することを特徴とする。
【0009】
ここで、鉄系材料とは、鉄又は鉄を主成分とする鉄合金を意味し、鉄合金としては、鉄とともに、炭素、ケイ素、マグネシウム、セリウム、ニッケル、クロム、モリブデン、銅等を含有するものが挙げられる。鉄合金として、具体的には、鋼及び鋳鉄等が挙げられる。
また、アクリルエマルジョンとは、アクリル酸系のモノマーを主成分とするモノマーを水系で乳化剤を用いて乳化重合させたものをいう。
また、ポリウレタン水性組成物とは、イソシアネート基を含有する化合物と活性水素基を含有する化合物とを反応させて得られるウレタンプレポリマー化合物を配合し、水中に分散させて得られるもの(ウレタンエマルジョン)、又は溶解させて得られるものをいう。活性水素基とはイソシアネート基と反応する水素を含む官能基であり、水酸基、第1級又は第2級アミノ基、チオール基等が挙げられる。
【0010】
前記水系防錆塗料は、亜鉛が前記有機化合物により被覆されているので、亜鉛と水との反応が十分に抑制され、貯蔵安定性が良好である。本発明においては、ニッケル系皮膜上に、前記水系防錆塗料を用いて第1塗膜が形成されているので、該第1塗膜に十分量含有される亜鉛により、効果的に亜鉛の犠牲防食作用が発現されて赤錆の発生が抑制され、チェーンの耐久性が向上する。鉄系母材上にニッケル系皮膜のみを形成した場合、ピンホールが生じたときに発錆を抑制することができないが、本発明においては第1塗膜が形成されているので、発錆が抑制される。
また、本発明においては、皮膜及び塗膜の形成時に六価クロムを含有する処理液を使用しないので、環境に悪影響を及ぼすことがない。
【0011】
そして、本発明においては、前記上塗り塗料を用いて第2塗膜が形成されているので、塩水等の腐食因子の侵入を防止することができ、塗膜の薄膜化を達成することができる。また、第2塗膜が形成されているので、下層の塗膜に疵が付くのが防止され、疵が生じていた場合に発錆するのが抑制されている。さらに、塗膜の密着性が良好であるので、組み立て時における内プレートとブシュとの圧入部分、及び外プレートと連結ピンとの締鋲部分の塗膜剥離を防止して補修を省略することができる。そして、組み立て時及びチェーンの使用時に塗膜粉が発生するのが抑制されているので、作業性及び外観品位が良好であり、塗膜の膜厚が均一に保持されて、良好な耐食性が保持される。
【0012】
第2発明に係る耐食表面処理チェーンは、第1発明において、前記上塗り塗料の前記アクリルエマルジョンは、アルコキシシリル基を含有し、エチレン性二重結合を有する単量体を含む重合性単量体を乳化重合してなり、前記珪酸ナトリウムの有効成分と前記アクリルエマルジョンの有効成分との質量比が0.1以上17以下であることを特徴とする。
本発明においては、第2塗膜の防錆性及び密着性がさらに良好になる。
【0013】
第3発明に係る耐食表面処理チェーンは、第1発明において、前記上塗り塗料の前記ポリウレタン水性組成物は、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを配合してなり、前記珪酸ナトリウムの有効成分と前記ポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であることを特徴とする。
本発明においては、第2塗膜の防錆性及び密着性がさらに良好になる。
【0014】
第4発明に係る耐食表面処理チェーンは、第1乃至第3発明のいずれかにおいて、前記上塗り塗料の前記顔料は、雲母粉顔料又は雲母チタン顔料であり、前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であることを特徴とする。
本発明においては、第2塗膜が防錆性と密着性とをバランス良く有する。
【0015】
第5発明に係る耐食表面処理チェーンは、第1乃至第4発明のいずれかにおいて、前記ニッケル系皮膜は、無電解めっきにより形成され、ニッケル皮膜、ニッケル−リン合金皮膜、ニッケル−ホウ素合金皮膜、ニッケル−リン−ホウ素合金皮膜、ニッケル−鉄−リン合金皮膜、ニッケル−コバルト−リン合金皮膜、又はニッケル−リン−PTFE合金皮膜であることを特徴とする。
本発明においては、水素脆化が生じることがなく、また、耐摩耗性が良好である。
【発明の効果】
【0016】
本発明によれば、チェーン部品の鉄系母材上に形成したニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて第1塗膜を形成してあるので、ダクロ皮膜を形成する場合のように環境に悪影響を及ぼすことなく製造され得る。
【0017】
また、本発明によれば、前記第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて第2塗膜を形成してあるので、良好な密着性が付与され、組み立て時及び使用時に塗膜粉の発生が抑制され、作業性及び外観品位が良好になり、組み立て後の補修が不要であるとともに、塗膜の膜厚が均一に保持されて良好な耐食性が保持される。従って、耐食表面処理チェーンは良好な耐久性を有する。
【図面の簡単な説明】
【0018】
【図1】表面に配合例1,配合例2に係る塗料を塗布して第1塗膜,第2塗膜を形成してなる本発明の耐食表面処理チェーンの実施例1のローラチェーンを示す一部断面図である。
【図2】図1のA部分を示す拡大断面図である。
【図3】(a)は実施例1〜6、実施例12〜20、23、24、26〜28及び比較例1のローラチェーンを作製したときの塗膜粉の堆積量、(b)は実施例7、21、25のローラチェーンを作製したときの塗膜粉の堆積量、(c)は実施例8〜11、22のローラチェーンを作製したときの塗膜粉の堆積量、(d)は比較例2のローラチェーンを作製したときの塗膜粉の堆積量、(e)は比較例3のローラチェーンを作製したときの塗膜粉の堆積量を示している。
【発明を実施するための形態】
【0019】
本発明の耐食表面処理チェーンとしては、鉄系材料からなり、離間配置される一対の内プレートと、該内プレートのブシュ圧入孔に圧入嵌合されるブシュと、前記内プレートの外側に配置されて前後の内プレートを連結する一対の外プレートと、前記ブシュの内周面に遊嵌されて外プレートのピン圧入孔に圧入嵌合される連結ピンとで構成されるブシュチェーン、及び前記連結ピン及びブシュの外周面にローラをさらに遊嵌させて構成されるローラチェーンが挙げられる。
【0020】
本発明の耐食表面処理チェーンを具体的な用途で例示すると、高湿度環境下、定期的な洗浄状態で使用される食品搬送トレーコンベヤの駆動機構に用いられるコンベヤチェーン、水及び洗剤が降りかかる洗車機内のローラコンベヤの駆動機構、並びにブラシ及びブローの駆動機構に用いられるコンベヤチェーン、高温高湿下で用いられるキノコ培養用スタッカークレーンの吊り下げチェーン、洗浄液がかかるビンケース洗浄搬送ローラコンベヤの駆動機構に用いられるコンベヤチェーン、水中を走行して水中に沈殿した汚泥をかき寄せるためのコンベヤチェーン、海岸付近に設置されて潮風に晒される野外設置コンベヤの駆動機構のためのコンベヤチェーン等の搬送コンベヤチェーン、及びエンジン等で用いられるような動力を伝達するための伝動用チェーンが挙げられる。
【0021】
本発明の耐食表面処理チェーンに用いられる内プレート及び外プレートの具体的な形状は、小判型、ヒョウタン型のいずれであってもよい。
【0022】
本発明の耐食表面処理チェーンは、上述の各構成部品の鉄系母材の表面上に、ニッケル系皮膜を形成してある。
ニッケル系皮膜は、電気めっきにより形成することができるが、無電解めっきにより形成するのが好ましい。無電解めっきにより、電気めっきと比較して、硬質、均質で緻密であり、耐食性が高い皮膜が得られる。そして、還元剤の選択により純Ni(還元剤:ヒドラジン)、Ni−P合金(還元剤:次亜リン酸塩)、Ni−B合金(水素化ホウ素化合物)、Ni−P−B合金(還元剤:次亜リン酸塩と水素化ホウ素化合物との併用)等の皮膜が形成される。鉄塩又はコバルト塩を併用した場合、Ni−Fe−P合金、Ni−Co−P合金等の3元合金皮膜も形成することができ、めっき浴中にPTFE(ポリテトラフルオロエチレン)を分散させた場合、上述の合金中にPTFEが分散されたNi−P−PTFE等の複合合金皮膜が得られる。
【0023】
本発明においては、上述したいずれの皮膜も使用することができるが、リン又はホウ素を含むことにより皮膜の結晶が微細となり表面が平滑化することから、リン又はホウ素を含む合金皮膜が好ましい。そして、Ni−P−B合金皮膜は硬く、Ni−P−PTFE合金皮膜は滑り性が良好であるので、耐摩耗性がさらに向上する。
本発明の耐食表面処理チェーンの鉄系母材として、浸炭後に150〜250℃で低温焼き戻しを施した浸炭鋼が用いられている場合、この低温焼き戻し効果を損なわないように、ニッケル系皮膜処理の処理温度を低くすることが好ましい。また、皮膜の厚みは、防食性の発現及びクリアランスの観点から10〜15μmであるのが好ましい。
【0024】
本発明の耐食表面処理チェーンは、上述のニッケル系皮膜上に、水系防錆塗料を用いて第1塗膜を形成してある。
【0025】
本発明の水系防錆塗料は、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する。この亜鉛、硝酸塩、及び前記有機化合物等により水系防錆顔料が構成される。水系防錆塗料には亜鉛以外の卑金属を含んでもよいが、貯蔵安定性が悪くなるという観点から、顔料としてアルミニウムを含まないのが好ましい。
【0026】
亜鉛の水系防錆塗料に対する含有量は、5質量%以上90質量%以下であるのが好ましい。前記含有量が5質量%以上90質量%以下である場合、亜鉛の犠牲防食作用が良好に発現される。
【0027】
亜鉛の形態等については特に制限はなく、球状、フレーク状、棒状等の形態を取り得る。特に、フレーク状のものを用いて塗料を構成した場合、被塗物への被覆効果が高く、優れた防食性を有することになる。
亜鉛がフレーク状である場合、ボールミル、アトライタ等により展延処理して得られ、平均アスペクト比(平均長径/平均厚み)が10以上であるものが好ましい。
このようにして得られたフレーク状の亜鉛粉末を、メルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物と混練し、さらに硝酸塩を添加して混練することにより、亜鉛が前記有機化合物で被覆された水系防錆顔料を得ることができる。その形態は粉末状であってもよく、スラリー状であってもよい。
硝酸塩は、展延処理の際に前記有機化合物と共に添加してもよく、上述したように、亜鉛粉末と前記有機化合物との混練の際に添加してもよい。
【0028】
上述した展延処理をする際には、前記有機化合物を粉砕助剤として用い、金属表面を直接被覆してもよく、一般的な粉砕助剤としてのステアリン酸等の飽和脂肪酸、オレイン酸等の不飽和脂肪酸、及びフッ化水素酸塩等を併用してもよい。
さらに、展延処理及び混練処理に際して、界面活性剤、上述の粉砕助剤を分散助剤として添加してもよい。
【0029】
混練処理は有機溶媒の存在下で行うことができるが、特に水溶性溶媒を用いた場合には、処理後のスラリーを水系防錆顔料として、そのまま水系防錆塗料に添加することができるので好ましい。
【0030】
前記水溶性溶媒としては、プロピレングリコール、エチレングリコール等のグリコール系溶媒、エタノール、イソプロパノール等のアルコール系溶媒、ジプロピレングリコールモノメチルエーテル等のグリコールエーテル系溶媒等が挙げられる。
【0031】
メルカプト基を有する有機化合物としては、例えば、3−メルカプトプロピオン酸、メルカプトプロピオン酸エチルヘキシル、メルカプトプロピオン酸メトキシブチル、メルカプトプロピオン酸トリデシル、ペンタエリスリトールテトラキスプロピオネート、4−メルカプトフェノール、チオグリコール酸、チオグリコール酸モノエタノールアミン、チオグリコール酸エチルヘキシル、チオグリコール酸メチル、チオグリコール酸エチル等が挙げられる。これらの有機化合物は単独で用いてもよく、2種以上併用してもよい。
【0032】
亜鉛粉末に対する前記有機化合物の添加量は、亜鉛粉末100質量部に対し1〜13質量部が好ましく、3〜13質量部がより好ましく、3〜10質量部がさらに好ましく、5〜8質量%が特に好ましい。前記添加量が1質量部より少ない場合、亜鉛粉末の表面を処理するのに十分ではなく、水中での安定性(貯蔵安定性)が不十分であり、前記添加量が13質量部を超える場合、前記有機化合物が過剰となり、水中での安定性のさらなる向上が期待できない。
【0033】
水系防錆顔料に含まれる硝酸塩としては、硝酸カリウム、硝酸カルシウム、硝酸マグネシウム、硝酸ニッケル、硝酸コバルト等が挙げられる。中でも、硝酸マグネシウム及び硝酸ニッケルが好ましい。これらの硝酸塩は、単独で用いてもよく、2種以上併用してもよい。
【0034】
硝酸塩の添加量は、亜鉛粉末100質量部に対し0.1〜10質量部が好ましく、3〜9質量部がより好ましく、3〜7質量部がさらに好ましい。前記添加量が0.1質量部より少ない場合、亜鉛粉末の表面に対する前記有機化合物の被覆効率を高めるのに十分ではなく、水系防錆顔料の水中での安定性が不十分となり、前記添加量が10質量部を超える場合、水中での安定性のさらなる向上が期待できない。
【0035】
水系防錆顔料は、マグネシウム化合物を含有するのが好ましく、上述の硝酸マグネシウムとして含有するのがさらに好ましい。
水系防錆顔料に含有されるマグネシウムの亜鉛に対する質量割合は、0.05質量%〜10質量%であるのが好ましく、0.2質量%〜2.0質量%であるのがより好ましく、0.4質量%〜1.0質量%であるのがさらに好ましい。前記割合が0.05質量%〜10質量%である場合、前記水系防錆顔料を用いて水系防錆塗料を構成し、チェーン部品に塗装した場合、マグネシウムが亜鉛よりも先に溶出するので、亜鉛の溶出量が抑制され、耐食性が長期に亘って持続する。
【0036】
水系防錆顔料は、各成分を各別に添加してもよく、又は、一部若しくは全部の成分を予め混合して添加してもよく、水及び上述の溶媒と混合してスラリー状として添加してもよい。
【0037】
水系防錆塗料は、通常の製造方法に従って、各成分を混合、撹拌することによって得られる。その際、水、アルコール系溶剤、グリコールエーテル系溶剤、グリコール系溶剤等の水溶性の溶剤、界面活性剤、表面調整材、分散剤、分散助剤、消泡剤等の塗料用添加剤を配合し得る。一般的な塗料用添加剤である、ポリカルボン酸系等の分散剤、ノニオン系又はアニオン系等の界面活性剤、ウレタン系等の増粘剤、シリコン系又はアクリル系の消泡剤を配合してもよく、さらに、レベリング剤を配合することもできる。
【0038】
本発明の耐食表面処理チェーンは、前記第1塗膜上に、後述する上塗り塗料を用いて第2塗膜を形成してある。
【0039】
前記上塗り塗料は、顔料と、珪酸ナトリウムと、アクリルエマルジョン又はポリウレタン水性組成物とを含有する。
上述したように、アクリルエマルジョンは、アクリル酸系のモノマーを主成分とするモノマーを水系で乳化剤を用いて乳化重合させたものである。モノマーは、エマルジョンのポリマー内部又はポリマー間に架橋構造を形成し、上塗り塗料から得られる塗膜の耐食性、密着性等の向上に寄与し得る化合物であればよい。アクリルエマルジョンは無機ポリマーを含有することにしてもよい。
【0040】
具体的に、アクリルエマルジョンとしては、アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーを含む重合性モノマーを乳化重合して得られるものが挙げられる。
ポリウレタン水性組成物としては、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを含有して得られるものが挙げられる。強塩基性第3級アミンは硬化触媒として機能する。強塩基性第3級アミンとしては、1,8−ジアザビシクロ[5.4.0]ウンデセン−7及び1,8−ジアザビシクロ[3.4.0]ノネン−5等が挙げられる。
【0041】
前記アクリルエマルジョンのポリマーは、アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーの単独重合体、又は前記モノマーとその他のエチレン性二重結合を有するモノマーとの共重合体のいずれであってもよい。アルコキシシリル基を含有し、エチレン性二重結合を有するモノマーとして、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン及びビニルトリイソプロポキシシラン等が挙げられる。その他のエチレン性二重結合を有するモノマーとしては、ブチルメタクリレート、2−エチルヘキシルアクリレート、シクロヘキシルメタクリレート、メチルメタクリレート、ブチルアクリレート、エチルアクリレート、メチルアクリレート、アクリル酸、及びメタクリル酸等が挙げられる。乳化剤としては、公知の界面活性剤を用いることができる。
【0042】
前記ポリウレタン水性組成物においては、まず、1分子当たり少なくとも2個の活性水素基を有する化合物、1分子当たり少なくとも2個のイソシアネート基を有する化合物、及び分子内に親水性基を有し、少なくとも1個の活性水素基を有する化合物を反応させ、ポリウレタンプレポリマーを製造する。次に、該ポリウレタンプレポリマー中の親水性基を中和剤により中和し、強塩基第3級アミンを添加し、この中和剤及び強塩基性第3級アミンが加えられたポリウレタンプレポリマーを、1分子内に少なくとも1個のイソシアネート基と反応可能な活性水素基と加水分解性ケイ素基とを含有する化合物、及び他の鎖伸長剤を溶解した水中に分散させ、又は溶解させることにより、ポリウレタン水性組成物が得られる。
【0043】
前記上塗り塗料は、アクリルエマルジョン又はポリウレタン水性組成物に加えて珪酸ナトリウムを含むので、良好な密着性を有するとともに、防錆性がより向上している。
アクリルエマルジョンを用いる場合、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比は0.1以上17以下であるのが好ましい。前記質量比が0.1以上17以下である場合、上塗り塗料により形成された塗膜は良好な防錆性及び密着性を有する。より密着性が優れるという観点から前記質量比は0.1以上4.2以下であるのがより好ましく、より密着性が優れるという観点から前記質量比は0.1以上1.4以下であるのがさらに好ましく、より防錆性が優れるという観点から前記質量比は0.2以上1.4以下であるのが特に好ましい。
【0044】
ポリウレタン水性組成物を用いる場合、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比は0.1以上17以下であるのが好ましい。前記質量比が0.1以上17以下である場合、上塗り塗料により形成された塗膜は良好な防錆性及び密着性を有する。より防錆性が優れるという観点から前記質量比は0.5以上17以下であるのがより好ましく、より防錆性が優れるという観点から前記質量比は0.6以上17以下であるのがさらに好ましく、より密着性が優れるという観点から前記質量比は0.6以上5.2以下であるのが特に好ましく、より防錆性が優れるという観点から前記質量比は0.6以上2.4以下であるのが最も好ましい。
【0045】
前記顔料としては、雲母粉を含む雲母粉顔料又は雲母チタンを含む雲母チタン顔料が好ましい。雲母チタンは、薄片状の雲母粉の表面を二酸化チタンで被覆し、薄膜干渉効果によってパール光沢が発現されるものであり、雲母チタン顔料はパール顔料の一種である。顔料は、1種単独でも、混合してよい。
【0046】
顔料として雲母粉顔料又は雲母チタン顔料を用いる場合、前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であるのが好ましい。
この質量比を有する場合、塗膜の防錆性と密着性とのバランスが良好になる。前記質量比が0.5を超えた場合、後述する密着性評価試験により密着性が悪くなることが確認されている。また、アクリルエマルジョンを用いる場合、前記質量比が0.08以上0.4以下であるのがより好ましい。
そして、前記上塗り塗料は、光沢を付与するために、ステンレスフレーク等の第2顔料を含有することもできる。
【0047】
上塗り塗料は、通常の製造方法に従って、上述の各成分を混合、撹拌することによって得られる。その際、水、アルコール系溶剤、グリコールエーテル系溶剤、グリコール系溶剤等の水溶性の溶剤、界面活性剤、分散剤、消泡剤等の塗料用添加剤を配合し得る。一般的な塗料用添加剤である、ポリカルボン酸系等の分散剤、ノニオン系又はアニオン系等の界面活性剤、ウレタン系等の増粘剤、シリコン系又はアクリル系の消泡剤を配合してもよく、さらに、レベリング剤を配合することができる。
【0048】
前記水系防錆塗料,前記上塗り塗料が、耐食表面処理チェーンの構成部品の表面に例えばディップスピン等の方法により塗布された後、焼き付け乾燥されることで、第1塗膜,第2塗膜が形成される。水系防錆塗料及び上塗り塗料は上述した組成を有するので、それぞれ焼き付け乾燥を、温度180℃以下で行うことができる。
従って、チェーン構成部品に硬さ低下が生じず、チェーン強度及びチェーン寿命が低下するのが抑制されている。
【実施例】
【0049】
以下、本発明の実施例と比較例とを具体的に説明するが、本発明はこの実施例に限定されるものではない。チェーンはローラチェーンに限定されない。
1.水系防錆塗料
[配合例1]
下記の表1の配合(質量部で示す)に従って、フレーク状の亜鉛粉末(平均長径15μm、平均厚み0.5μm)、界面活性剤、分散助剤、及びチオグリコール酸エチルヘキシルをジプロピレングリコールモノメチルエーテル中で3時間混合撹拌し、硝酸マグネシウムをさらに添加し、混合して撹拌することによって、亜鉛ペーストを得た。この亜鉛ペーストは、亜鉛粉末の表面がチオグリコール酸エチルヘキシルで被覆されている。
前記亜鉛ペーストに、分散剤、3−アミノプロピルトリエトキシシランの加水分解物(信越化学工業株式会社製「KBP90」)、水、流動性改良剤(Bykchemie株式会社製「BYK420」)、消泡剤(サンノプコ株式会社製「SNディフォーマー1070」)、及び表面調整剤を配合して、配合例1の水系防錆塗料を得た。前記「KBP90」の添加により、Znの水中での安定化及び付着性の向上という効果が得られる。
【0050】
【表1】
【0051】
2.上塗り塗料(1)
[配合例2]
下記の表2の配合に従って、パール顔料(メルク株式会社製「Iriodin 103WNT」)、第2顔料(有効成分(加熱残分)50%)、アクリルエマルジョン[ヘンケルテクノロジーズジャパン株式会社製「ヨドゾールAX−6」、有効成分(加熱残分)42%、以下「AX−6」という]、珪酸ナトリウム[JIS規定の珪酸ソーダ2号、有効成分(加熱残分)51%]、消泡剤(サンノプコ株式会社製「SNディフォーマー5016」)、界面活性剤、増粘剤(フジケミHEC株式会社製「AW−15F」、ヒドロキシエチルセルロース)、及び水を1時間、混合撹拌することによって、配合例2の上塗り塗料(1)を得た。
表2及び下記表3中、「珪酸ナトリウム/アクリルエマルジョン」は、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比を表し、「PWC(Pigment Weight Concentration)」は、形成された塗膜中での(Iriodin103WNT)と(Iriodin103WNT+AX−6の有効成分+珪酸ナトリウムの有効成分)との質量比(ここでは百分率で表す)を表す。
【0052】
【表2】
【0053】
[配合例3〜12]
配合は上記表2又は下記表3の配合に従い、配合例2と同様にして、配合例3〜12の上塗り塗料(1)を得た。
【0054】
【表3】
【0055】
[配合例13]
珪酸ナトリウムを含有せず、前記表3の配合に従い、配合例2と同様にして、配合例13の上塗り塗料を得た。
[配合例14]
AX−6を含有せず、前記表3の配合に従い、配合例2と同様にして、配合例14の上塗り塗料を得た。
【0056】
3.上塗り塗料(2)
[配合例15]
下記の表4の配合に従って、前記パール顔料、ステンレスフレーク、ポリウレタン水性組成物[三井化学株式会社製「WS5100」、有効成分(加熱残分)30%、以下「WS5100」という]、前記珪酸ナトリウム、前記消泡剤、界面活性剤、増粘剤(三晶株式会社製「ケルザンS」、キサンタンガム)、及び水を1時間、混合撹拌することによって、配合例15の上塗り塗料(2)を得た。
表4及び下記表5中、「珪酸ナトリウム/ポリウレタン水性組成物」は、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比を表し、「PWC」は、形成された塗膜中での(Iriodin103WNT)と(Iriodin103WNT+WS5100の有効成分+珪酸ナトリウムの有効成分)との質量比(ここでは百分率で表す)を表す。
【0057】
【表4】
【0058】
[配合例16〜31]
配合は上記表4又は下記表5の配合に従い、配合例15と同様にして、配合例16〜31の上塗り塗料(2)を得た。
【0059】
【表5】
【0060】
4.耐食表面処理チェーン
[実施例1]
図1は、下記の表6に示すように、表面に前記配合例1,配合例2に係る塗料を塗布して第1塗膜,第2塗膜を形成してなる本発明の耐食表面処理チェーンの実施例1のローラチェーン10を示す一部断面図であり、図2は、図1のA部分を示す拡大断面図である。
【0061】
【表6】
【0062】
ローラチェーン10は、図1に示すように、離間配置される一対の内プレート11,11と、該内プレート11,11のブシュ圧入孔11a,11aに圧入嵌合されるブシュ12と、内プレート11,11の外側に配置され、前後の内プレート11,11に連結される一対の外プレート13,13と、ブシュ12の内周側に遊嵌され、外プレート13,13のピン圧入孔13a,13aに圧入嵌合される連結ピン14と、ブシュ12の外周側に遊嵌されるローラ15とを備えている。
【0063】
図2に示すように、鉄系母材22上に、順次、Ni−P合金皮膜24、第1塗膜26、及び第2塗膜28が形成されている。ローラチェーン10の他の構成部品(内プレート11、ブシュ12、外プレート13、及び連結ピン14)の表面も同様の層構造を有する。
【0064】
前記チェーン構成部品の鉄系母材22を、Ni−P合金皮膜24で被覆した後、該Ni−P合金皮膜24を、前記配合例1の水系防錆塗料を用いてディップスピン法により被覆し、180℃で焼き付けて第1塗膜26を形成した。さらに、第1塗膜26を、前記配合例2の上塗り塗料を用いてディップスピン法により被覆し、180℃で焼き付けて第2塗膜28を形成した。そして、表面処理及び塗装が施された各構成部品を組み立てて、ローラチェーン10を作製した。
【0065】
[実施例2〜28]
上記と同様に、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、上記表6及び下記表7に示すように配合例2〜31の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて実施例2〜28のローラチェーンを作製した。
【0066】
【表7】
【0067】
[比較例1〜3]
そして、上記と同様に、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、配合例13及び14の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて比較例1及び2のローラチェーンを作製した。
さらに、チェーン構成部品の鉄系母材を覆うNi−P合金皮膜上に、前記配合例1の水系防錆塗料を用いて第1塗膜を形成し、該第1塗膜上に、従来品の上塗り塗料を用いて第2塗膜を形成し、各構成部品を組み立てて比較例3のローラチェーンを作製した。従来品の上塗り塗料は、珪酸ナトリウム及びアクリルエマルジョンは含有せず、前記パール顔料とバインダとしての前記KBP90とを含有している。
【0068】
5.性能評価
[塩水噴霧試験(耐食性評価試験)]
上述の実施例1〜28、並びに比較例1及び2のローラチェーンにつき、塩水噴霧試験を行った。試験は、「JIS−K5600−7−1」に準拠して行い、プレートの赤錆が目視により見出されるまでの時間を測定した。この試験の結果を前記表2〜表5に示す。
さらに、この試験結果を以下のように評価して、前記表6及び表7に示す。
A1:良好
A2:より良好
A3:さらに良好
B:やや不可
C:不可
【0069】
[密着性評価試験]
ローラチェーンの組み立て装置の上に濾紙を固定配置し、前記実施例1〜28、及び比較例1〜3のローラチェーンの各構成部品を組み立て、ローラチェーンを作製したときに生じた塗膜粉の前記濾紙への堆積量を調べた。
図3は、各ローラチェーンを作製したときに生じた塗膜粉の濾紙への堆積量を模式的に示した図であり、(a)は実施例1〜6、実施例12〜20、23、24、26〜28及び比較例1のローラチェーンを作製したときの塗膜粉の堆積量、(b)は実施例7、21、25のローラチェーンを作製したときの塗膜粉の堆積量、(c)は実施例8〜11、22のローラチェーンを作製したときの塗膜粉の堆積量、(d)は比較例2のローラチェーンを作製したときの塗膜粉の堆積量、(e)は比較例3のローラチェーンを作製したときの塗膜粉の堆積量を示している。
密着性を以下のように評価して、前記表6及び表7に示す。
A1:良好(図3(a))
A2:より良好(図3(b))
A3:さらに良好(図3(c))
B:やや不可(図3(d))
C:不可(図3(e))
【0070】
[まとめ]
前記表6より、アクリルエマルジョン及び珪酸ナトリウムの両方を含有する配合例2〜12の上塗り塗料を用いて構成した実施例1〜11のローラチェーンは、アクリルエマルジョン及び珪酸ナトリウムのいずれか一方を含有しない配合例13及び14の上塗り塗料を用いて構成した比較例1及び2のローラチェーンより耐食性が大きく向上し、良好な耐久性を有することが分かる。
また、図3より、配合例2〜13の上塗り塗料を用いて作製した実施例1〜11、及び比較例1のローラチェーンは、塗膜粉の発生が抑制され、塗膜の密着性が良好であることが分かる。珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が大きくなるのに従って塗膜の密着性は低下し、比較例2のローラチェーンは作業性が悪くなる程度に密着性が低下し(評価B)、比較例3のローラチェーンは、さらに密着性が低下している(評価C)。従って、上塗り塗料がアクリルエマルジョンを含有することにより、塗膜の密着性が向上することが確認された。
【0071】
珪酸ナトリウム及びアクリルエマルジョンの配合量が同一であり、前記PWCを変えた配合例2〜4,配合例9〜11の上塗り塗料を用いて作製した、実施例1〜3,8〜10のローラチェーンの耐食性評価試験の結果を比較することにより、PWCが大きい程、耐食性が向上することが分かる。
また、パール顔料の含有量が3.9質量%であり、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が0.28〜1.32であり、PWCが26.6%である配合例5〜7の上塗り塗料を用いて作製した実施例4〜6のローラチェーンが最も耐食性が高い。
【0072】
そして、珪酸ナトリウムの有効成分とアクリルエマルジョンの有効成分との質量比が0.1以上17以下である場合、及びPWCが0.08以上0.5以下である場合、チェーンは耐食性と塗膜の密着性とをバランス良く備えていることが分かる。
【0073】
前記表7より、ポリウレタン水性組成物及び珪酸ナトリウムを含有する配合例15〜31の上塗り塗料を用いて構成した実施例12〜28のローラチェーンは、珪酸ナトリウムは含有するがポリウレタン水性組成物は含有しない配合例14の上塗り塗料を用いて構成した前記比較例2のローラチェーンより耐食性が大きく向上し、良好な耐久性を有することが分かる。
【0074】
そして、珪酸ナトリウムの有効成分とポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であり、PWCが0.08以上0.5以下である場合、密着性が良好であり、チェーン部品の組み立て時及びチェーンの使用時に塗膜粉が発生するのが抑制されるのが確認されており、チェーンが耐食性と塗膜の密着性とをバランス良く備えていることが確認された。
【0075】
以上より、構成部品の鉄系母材上に、ニッケル系皮膜、水系防錆塗料を用いて形成された第1塗膜、並びに、上塗り塗料を用いて形成された第2塗膜を有するように構成された本実施例のローラチェーンは、耐食性に非常に優れ、チェーンの耐久性が向上することが確認された。
【0076】
そして、第2塗膜により第1塗膜の剥離が防止され、塗膜粉の発生が抑制されるので作業性及び外観品位が良好であり、塗膜の膜厚が均一に保持され、チェーン組み付け時における内プレートとブシュとの圧入部分、及び外プレートと連結ピンとの締鋲部分の塗膜補修を省略することができることが確認された。
【0077】
また、チェーンの組み立て後に防錆加工を施していた場合のように、皮膜の処理液が残留して、連結ピンとブシュ、ブシュとローラとの間に生じた摺動抵抗に起因してチェーンの屈曲不良及びローラ回転不良が発生することもない。
さらに、本発明の耐食表面処理チェーンは、ダクロタイズド処理に起因する六価クロムの環境汚染の問題も生じない。
【符号の説明】
【0078】
10 ローラチェーン
11 内プレート
11a ブシュ圧入孔
12 ブシュ
13 外プレート
13a ピン圧入孔
14 連結ピン
15 ローラ
22 鉄系母材
24 Ni−P合金皮膜
26 第1塗膜
28 第2塗膜
【特許請求の範囲】
【請求項1】
鉄系材料からなり、一対の外プレートと一対の内プレートとを交互に連結して構成され、表面にニッケル系皮膜を形成してある耐食表面処理チェーンにおいて、
前記ニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて形成された第1塗膜と、
該第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて形成された第2塗膜と
を有することを特徴とする耐食表面処理チェーン。
【請求項2】
前記上塗り塗料の前記アクリルエマルジョンは、アルコキシシリル基を含有し、エチレン性二重結合を有する単量体を含む重合性単量体を乳化重合してなり、
前記珪酸ナトリウムの有効成分と前記アクリルエマルジョンの有効成分との質量比が0.1以上17以下であることを特徴とする請求項1に記載の耐食表面処理チェーン。
【請求項3】
前記上塗り塗料の前記ポリウレタン水性組成物は、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを配合してなり、
前記珪酸ナトリウムの有効成分と前記ポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であることを特徴とする請求項1に記載の耐食表面処理チェーン。
【請求項4】
前記上塗り塗料の前記顔料は、雲母粉顔料又は雲母チタン顔料であり、
前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であることを特徴とする請求項1乃至3のいずれかに記載の耐食表面処理チェーン。
【請求項5】
前記ニッケル系皮膜は、無電解めっきにより形成され、ニッケル皮膜、ニッケル−リン合金皮膜、ニッケル−ホウ素合金皮膜、ニッケル−リン−ホウ素合金皮膜、ニッケル−鉄−リン合金皮膜、ニッケル−コバルト−リン合金皮膜、又はニッケル−リン−PTFE合金皮膜であることを特徴とする請求項1乃至4のいずれかに記載の耐食表面処理チェーン。
【請求項1】
鉄系材料からなり、一対の外プレートと一対の内プレートとを交互に連結して構成され、表面にニッケル系皮膜を形成してある耐食表面処理チェーンにおいて、
前記ニッケル系皮膜上に、亜鉛、硝酸塩、及びメルカプト基含有シランカップリング剤以外のメルカプト基を含む有機化合物を含有する水系防錆塗料を用いて形成された第1塗膜と、
該第1塗膜上に、顔料、珪酸ナトリウム、及びアクリルエマルジョン又はポリウレタン水性組成物を含む上塗り塗料を用いて形成された第2塗膜と
を有することを特徴とする耐食表面処理チェーン。
【請求項2】
前記上塗り塗料の前記アクリルエマルジョンは、アルコキシシリル基を含有し、エチレン性二重結合を有する単量体を含む重合性単量体を乳化重合してなり、
前記珪酸ナトリウムの有効成分と前記アクリルエマルジョンの有効成分との質量比が0.1以上17以下であることを特徴とする請求項1に記載の耐食表面処理チェーン。
【請求項3】
前記上塗り塗料の前記ポリウレタン水性組成物は、分子内に少なくとも1個のシラノール基を含有するポリウレタン樹脂と、強塩基性第3級アミンとを配合してなり、
前記珪酸ナトリウムの有効成分と前記ポリウレタン水性組成物の有効成分との質量比が0.1以上17以下であることを特徴とする請求項1に記載の耐食表面処理チェーン。
【請求項4】
前記上塗り塗料の前記顔料は、雲母粉顔料又は雲母チタン顔料であり、
前記顔料と、該顔料、前記珪酸ナトリウムの有効成分、及び前記アクリルエマルジョン又はポリウレタン水性組成物の有効成分の総質量との質量比が、0.08以上0.5以下であることを特徴とする請求項1乃至3のいずれかに記載の耐食表面処理チェーン。
【請求項5】
前記ニッケル系皮膜は、無電解めっきにより形成され、ニッケル皮膜、ニッケル−リン合金皮膜、ニッケル−ホウ素合金皮膜、ニッケル−リン−ホウ素合金皮膜、ニッケル−鉄−リン合金皮膜、ニッケル−コバルト−リン合金皮膜、又はニッケル−リン−PTFE合金皮膜であることを特徴とする請求項1乃至4のいずれかに記載の耐食表面処理チェーン。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−148859(P2011−148859A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−9216(P2010−9216)
【出願日】平成22年1月19日(2010.1.19)
【出願人】(000003355)株式会社椿本チエイン (861)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月19日(2010.1.19)
【出願人】(000003355)株式会社椿本チエイン (861)
【Fターム(参考)】
[ Back to top ]