
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車などにおける構造部材に使用される衝撃吸収部材の製造方法に関し、さらに詳しくは、高い比エネルギー吸収量を有した衝撃吸収部材の製造方法に関する。
【背景技術】
【0002】
従来より、軽量な構造部材として、アルミに加えて、繊維強化材料が使われている。複合材料のうち材料を繊維で強化したものは、繊維強化材料とよばれ、繊維強化ゴム(FRR)、繊維強化金属(FRM)、繊維強化セラミックス(FRC)、繊維強化プラスチック(FRP)が知られている。特に、FRPは、マトリクス(素地)としてプラスチックを使用したもので、強化材としては一般に、ガラスやカーボン等の繊維が使用されることが知られている。
【0003】
繊維強化プラスチックの強化材としてカーボン繊維を使用したものは、カーボン繊維強化プラスチック(CFRP)とよばれ、先端複合材料の中核に位置し、軽量、高強度、高弾性率材料として、航空分野、宇宙分野等に欠くことのできない構造材料として知られている。CFRP材は、カーボン繊維の配向に応じて異なる構造及び性質を持つ、ユニダイレクショナル材(UD材)や、クロス材が知られている。UD材は、カーボン繊維をうすく一方向に並べてエポキシ樹脂等により成型した素材形態である。一方、クロス材はカーボン繊維などの繊維を織物又は編物として、エポキシ樹脂等により成型した素材形態である。これらのCFRPは鉄の約25%の重量と軽量ながら、耐熱性、耐蝕性がある。
【0004】
一方、構造部材の一例として、自動車等の車両においては、乗員の保護対策のために、フロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材に対して、さらに優れた衝撃エネルギー吸収が期待されている。また、これらのピラーの材料においては、さらなる燃費向上のため、軽いものが望ましく、アルミニウム材もしくはアルミニウム合金材が知られている。そして、これらの材料よりもさらに軽く、エネルギー吸収率がよい衝撃吸収材料が望まれている。
【0005】
例えば、自動車の側部構造材に設置されるフレームは、単一材料を押出成型やプレス成型し、断面形状を閉断面化、大断面化して強度、剛性を上げ、衝突時のエネルギー吸収を図っている。一般に、側面衝突時の変形モードとしては、センターピラーを例に挙げると、上部サイドルーフレールと下部サイドシルを支点として折れ曲がるような三点曲げを受ける。従って、側部構造材としては、曲げの荷重に対する耐久力が強く、曲げによるたわみが小さくなることが望まれる。
【0006】
さらに、ピラー用の衝撃吸収部材としてアルミニウム材もしくはアルミニウム合金材(以下、単にアルミともいう)が使用された場合、同じ重量で大きな断面2次モーメントを得るために、中空構造が採用されている。このようなアルミ等のビーム材を使用したときの変形においては、加わる荷重が最大強度に達した直後に荷重強度が急激に減少するという性質がある。これは、加わる荷重が降伏点を越えると、小さな荷重で容易に衝撃吸収部材を変形させることができるため、一度、降伏点を越えると車体の変形量が大きいことを意味する。即ち、降伏点を越えたとたんに耐えうる荷重が小さくなり、小さい荷重で大きな車体の変形を生じるため、荷重と変位の積で算出されるエネルギー吸収量は結果的に小さくなる。これに対して、ピラー用の衝撃吸収部材として望ましい性質は、荷重が最大強度に達して降伏点を越えた後、降伏点近傍の荷重が引き続き加わっても、一定の変位に達するまでは荷重強度を保持し続けるというものである。
【0007】
これに関し、特許文献1には、アルミ中空形材の引張面側にFRP材を隣接して一体化させた部材が開示されている。これは圧縮面側に塑性変形容易な部材を使用し、引張面側に高強度軽量部材を使用することで、圧縮面側で衝撃吸収を受け持ち、引張面側では面の変形量を少なくすることで大きなエネルギー吸収と小さな変形を実現しようとする技術である。
【特許文献1】特開平06−101732号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1の衝撃吸収部材では、荷重がかかる衝撃吸収部材の一点に荷重と変形が集中するため、衝撃吸収部材の吸収エネルギー量は、大部分が圧縮面の面部材の強度に依存し、そのエネルギー吸収量は飽和してしまう。さらに、特許文献1の衝撃吸収部材においては、アルミとFRPがボルトにより接合されているが、このような構造であると、荷重による変形に伴ってボルト接合部に応力集中が発生し、この発明特有の利点を発揮する以前に接合部から破断に至る可能性がある。ボルトの代わりとして接着剤を使用しても、接着剤の強度でビーム剤全体の強度の上限値が決まってしまう。
【0009】
そこで、衝撃荷重が加わった際に、衝撃吸収部材の一点に荷重と変形が集中することを回避することで、変形に伴った応力集中をも回避し、衝撃吸収部材全体の吸収エネルギー率を、従来よりも向上することが望まれていた。
【0010】
本発明は、以上のような課題に鑑みてなされたものであり、従来よりも高いエネルギー吸収効率を有する衝撃吸収部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、中空の構造部材の表面を繊維強化部材で覆い、この繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、この特性が前記構造部材の表面上に交互に形成されるように繊維強化部材を配置することによって、衝撃吸収部材が、衝撃に対するエネルギー吸収性能を向上できることを見出し、本発明を完成するに至った。より具体的には、本発明は以下のような衝撃吸収部材の製造方法を提供する。
【0012】
(1) 中空の構造部材と、該構造部材の表面の全部又は一部を覆う、シート状又は筒状の繊維強化部材と、からなる衝撃吸収部材の製造方法であって、硬化後に前記繊維強化部材となるプレプリグを形成するプレプリグ形成工程と、硬化後の前記繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置するプレプリグ配置工程と、前記プレプリグを硬化させて前記繊維強化部材を形成するプレプリグ硬化工程と、を含む衝撃吸収部材の製造方法。
【0013】
本発明の製造方法によれば、繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置する。これによって、衝撃吸収部材に対して衝撃による荷重が加わったときに、構造部材のみで衝撃吸収部材が形成されている場合に比べて荷重と歪みの方向が複雑に分散され、荷重と変形の集中を回避でき、衝撃エネルギーを衝撃吸収部材の広範囲を破壊するエネルギーに置換することができる。この結果、従来よりも比エネルギー吸収量を向上させた衝撃吸収部材を提供することができる。
【0014】
(2) 前記プレプリグ形成工程において、前記特性を有する一種類のプレプリグを形成し、前記プレプリグ配置工程において、前記一種類のプレプリグを、互いに重ならないように所定の間隔を空けて配置する(1)記載の衝撃吸収部材の製造方法。
【0015】
この態様によれば、一種類のプレプリグを互いに重ならないように所定の間隔を空けて配置することで、繊維強化部材が配置される箇所と、配置されない箇所が交互に生じる。これによって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0016】
(3) 前記プレプリグ形成工程において、異なる前記特性を有する二種以上のプレプリグを形成し、前記プレプリグ配置工程において、前記二種以上のプレプリグを互いに重なるように交互に配置する(1)記載の衝撃吸収部材の製造方法。
【0017】
この態様によれば、異なる特性を有する二種以上のプレプリグを、互いに重なるように交互に配置することで、二種以上のプレプリグのそれぞれの有する特性に加えて、重なる部分においては更に異なる特性を有し、結果として三種類以上の異なった物性が交互に形成される。これによって、衝撃時の荷重と歪の集中をさらに分散でき、比エネルギー吸収量をさらに向上できる。
【0018】
(4) 前記プレプリグ形成工程において、異なる前記特性を面内に交互に有する一種類のプレプリグを形成し、前記プレプリグ配置工程において、前記プレプリグを、前記構造部材の長手方向に沿って巻き付けるか又は筒状に覆うようにして配置する(1)記載の衝撃吸収部材の製造方法。
【0019】
この態様によれば、一種類のプレプリグでその面内に異なる特性を交互に有しているものを、巻き付けるか又は筒状に覆うので、簡単にプレプリグを構造部材上に配置することができる。そして、面内に交互に有する異なる特性によって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0020】
(5) 前記繊維強化部材としてクロス材を用いる(4)記載の衝撃吸収部材の製造方法。
【0021】
ここで、本発明におけるクロス材とは、強化繊維として織物又は編物を用いた繊維強化部材を意味する。この態様によれば、強化繊維を織物又は編物とした場合には、繊維(糸)が存在又は交差する部分は強部となり、繊維(糸)同士間の目隙部は樹脂等のマトリックス部のみの弱部となる。これによって、一種類のプレプリグの面内に、交互に異なる特性が形成でき、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。また。特に強化繊維を編物にした場合には、繊維が曲線状に配置される編み込み部(強部)と、編み込み部同士の間(弱部)とで上記の特性が大きく異なるので、特に大きな特性差が交互に得られ、比エネルギー吸収量をより向上できる。
【0022】
(6) 前記衝撃吸収部材が自動車用の構造部材である(1)から(5)いずれか記載の衝撃吸収部材の製造方法。
【0023】
上記のように、自動車においては乗員の保護対策のために、例えば、フロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材として中空の衝撃吸収部材が使用されており、優れた衝撃エネルギー吸収が期待されている。したがって、本発明の衝撃吸収部材の製造方法は、自動車に使用されるビーム材などに特に好適に使用できる。
【発明の効果】
【0024】
本発明の製造方法によれば、衝撃吸収部材に対して衝撃による荷重が加わったときに、荷重と歪みの方向が複雑に分散され、荷重と変形の集中を回避することで、衝撃エネルギーを衝撃吸収部材の広範囲を破壊するエネルギーに置換することができる。したがって、従来よりも衝撃エネルギー吸収率を増加させた衝撃吸収部材を提供できる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態について、図面を参照しながら説明する。
【0026】
<第一実施形態>
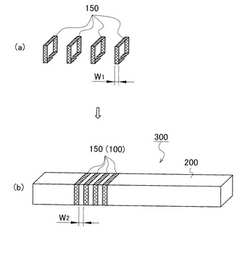
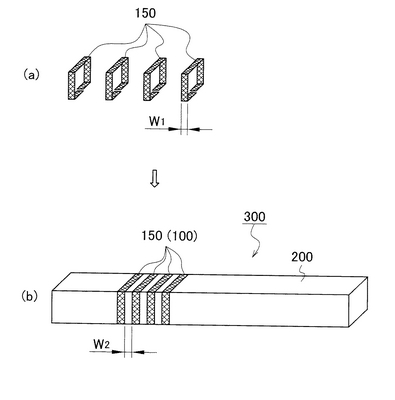
図1には、本発明の一実施形態を示す製造方法の概略図が示されている。この製造方法においては、まず、図1(a)のように、帯状の複数(この実施形態では4本)のプレプリグ150を形成し(プレプリグ形成工程)、その後、この帯状のプレプリグ150を、図1(b)のように、中空の構造部材200に互いに重ならないように所定の間隔を空けて巻き付け(プレプリグ配置工程)、その後、プレプリグ150を硬化させて(プレプリグ硬化工程)、繊維強化部材100を構造部材200上に交互に形成した衝撃吸収部材300を製造する。
【0027】
まず、プレプリグ形成工程では、硬化後に繊維強化部材となるプレプリグ150を複数個形成する。それぞれのプレプリグ150は、構造部材200の周方向に巻き付けた場合にその末端が一部重なる長さの帯状をなしている。なお、本発明における「プレプリグ」とは、「未硬化の繊維強化材料」の全般を意味し、繊維強化材料として、繊維強化プラスチック(FRP)の他、繊維強化ゴム(FRR)、繊維強化金属(FRM)、繊維強化セラミックス(FRC)なども含む意味である。例えば、繊維強化材料がFRPの場合には、強化繊維としては、カーボン繊維、ガラス繊維、アラミド繊維、玄武岩繊維などが使用でき、母材プラスチックとしては、エポキシ樹脂、ポリプロピレン、不飽和ポリエステル、ビニルエステルなどが使用できる。
【0028】
それぞれのプレプリグ150は、後述するように、硬化後の繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有していればよい。
【0029】
このようなプレプリグ150としては、例えば、積層するシート同士の繊維方向が一定の角度を有するように、次に積層されるシート状UD材の繊維方向を変えて積層させたものを帯状に切断したものが挙げられる。例えば、一のシート状UD材と他のシート状UD材とを、繊維方向が90度となるように交互に積層したもの、より具体的には、繊維配向角が45度と−45度のCFRPのシート状UD材を積層したもの(以下、CFRPのUD材[45/−45]とする)が挙げられる。ここで、「繊維配向角」とは、衝撃吸収部材の重心を通って長手方向に延びる中心軸と繊維方向から定まる角度である。また、「繊維方向」とは、UD材やクロス材等の繊維強化材を形成する際に、繊維を一方向に揃えることにより決定される繊維の向きである。繊維強化材を用いた衝撃吸収構造体の荷重特性は、繊維配向角に影響されるため、繊維配向角を適宜設定することにより、高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0030】
なお、積層回数や繊維配向角については特に限定されない。例えば、プレプリグ150として、シート状UD材の繊維方向を一方向に揃えて複数枚積層した一方向UD材を帯状に切断したものを用いてもよい。また、プレプリグ150は上記のような積層体には限定されず、例えば、繊維を織り込んだり編み込んだりしたクロス材を、単独又は積層して用いてもよい。
【0031】
次に、プレプリグ配置工程において、上記の複数の帯状のプレプリグ150を、構造部材200の表面上に、互いに重ならないように所定の間隔を空けて配置する(図1(b)。このように本発明においては、プレプリグ150を所定の間隔を空けて配置することによって、構造部材200の表面上に、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性が交互に形成される。すなわち、一種類のプレプリグ150を互いに重ならないように所定の間隔を空けて配置することで、繊維強化部材が配置される箇所と、配置されない箇所が交互に生じる(以下、交互配置構造ともいう)。これによって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0032】
ここで、所定の間隔は、構造部材200の大きさや材質などに応じて適宜設定され特に限定されないが、例えば、構造部材200の大きさが50×50mmの場合には、図1におけるそれぞれのプレプリグ150の幅W1が幅5〜20mm、所定の間隔W2が5〜20mmであることが好ましい。なお、プレプリグ150は、図1のように帯状(シート状)のものを構造部材に巻き付けて配置してもよく、筒状のものを被せるように配置してもよい。
【0033】
構造部材200としては、中空の衝撃吸収部材となる構造部材であればよく特に限定されず、繊維強化プラスチック、繊維強化金属などの繊維強化材料、鉄やアルミニウムなどの金属、樹脂単体等が挙げられる。なかでも、自動車等の車両側部に常用されるアルミニウムもしくはアルミニウム合金からなるビーム材が好適である。このような構造部材は、一般的には長手方向と短手方向を有し、衝撃時には、長手方向に対して略直角に曲げ変形を行うことにより衝撃の吸収を行うものである。なお、構造部材は四角柱などの断面多角形形状には限定されず、円筒形状であってもよく、場所によって断面形状が異なっていてもよい。
【0034】
最後に、プレプリグ硬化工程によって、プレプリグ150を硬化させて、繊維強化部材100を構造部材200の表面上に交互に形成する(図1(b))。これによって、構造部材200の表面上に、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性が交互に形成される。そして、一定の荷重に対して、この荷重を衝撃吸収部材の広範囲で受けとめることにより、荷重と変形の集中を回避し、吸収エネルギー効率を向上させることができる。このように、荷重を衝撃吸収部材の広範囲で受け止めるためには、荷重の分散や変形の分散が必要である。そこで、この実施形態においては、衝撃吸収部材の長手方向に沿って、繊維強化部材100が重ならないように交互に配置することで、荷重と変形が複雑に分散し、個々の荷重量や変形量は小さくなり、荷重を衝撃吸収部材の広範囲で受け止めることができる。
【0035】
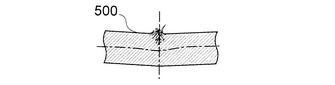
一例として、曲げ変形を受ける自動車の衝撃吸収部材に荷重がかかったときの概念図を、図2、図3に示した。図2は従来の衝撃吸収部材500に荷重がかかったときの概念図、図3は図2におけるA付近の拡大図、図4は本発明の製造方法による衝撃吸収部材300に荷重がかかったときの概念図である。
【0036】
一般にピラー材は、上部サイドルーフレールと下部サイドシルを支点(図2、図4のモデルにおける支点700)として折れ曲がるような三点曲げを受ける。図2の衝撃吸収部材500では、衝撃による荷重時に(図2の矢印方向)、図3に示すように、荷重が直接かかる衝撃吸収部材の中心部にのみ荷重と変形が集中する。これは、衝撃吸収部材が長手方向に対して、均一の部材から形成されているために、荷重がかかる部分に集中的に負荷がかかるからである。
【0037】
一方、図4に示すように、本発明により得られる衝撃吸収部材300を用いた場合、一定の荷重に対して、この荷重を衝撃吸収部材の広範囲で受けとめることにより荷重と変形の集中を回避し(図4の点線枠内)、吸収エネルギー効率を向上させることができると考えられる。このように、荷重を衝撃吸収部材の広範囲で受け止めるためには、荷重の分散や変形の分散が必要である。そこで、衝撃吸収部材の長手方向に対して、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、圧縮最大変位特性が異なる部材を適宜、配置することで、荷重と変形が複雑に分散し、個々の荷重量や変形量は小さくなり、荷重を衝撃吸収部材の広範囲で受け止めることができると考えられる。
【0038】
なお、本発明における「引張最大荷重特性」とは、部材に対して引張荷重を課したときに、この部材が破壊に至るまでの荷重の大きさ(最大荷重)と、変形の大きさ(引張り歪み程度)とから特徴づけられる部材の性質である。また、「圧縮最大荷重特性」とは、部材に対して圧縮荷重を課したときに、この部材が破壊に至るまでの荷重の大きさ(最大荷重)と、変形の大きさ(圧縮歪み程度)とから特徴づけられる部材の性質である。また、「引張最大変位特性」とは、部材に対して引張荷重を課したときに、この部材が破壊に至る時の変形の大きさ(引張り歪み程度)と、このときの荷重の大きさ(最大荷重)とから特徴づけられる部材の性質である。引張最大荷重特性と異なり、ある一定荷重に対する変位の量によって部材の性質を判断する。また、「圧縮最大変位特性」とは、部材に対して圧縮荷重を課したときに、この部材が破壊に至る時の変形の大きさ(圧縮歪み程度)と、このときの荷重の大きさ(最大荷重)とから特徴づけられる部材の性質である。圧縮最大荷重特性と異なり、ある一定荷重に対する変位の量によって部材の性質を判断する。
【0039】
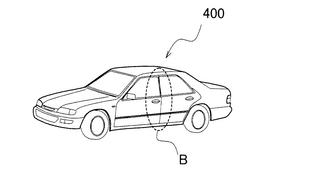
このようにして得られた衝撃吸収部材300は、例えば、図5、図6に示すように、自動車400の構造部材であるBピラー410に好ましく適用できる。これによって、自動車の側面部の側突による衝撃に対して充分なエネルギー吸収を実現できる。その他の適用例としては、例えば、自動車のフロントピラーや、リアピラーに使用されてもよいし、自動2輪、自転車、航空機、電車等の乗物の構造部材や、建築の構造部材等に使用されてもよい。
【0040】
構造部材200の表面上に繊維強化部材100を交互に形成する場所としては、例えば、以下の(イ)(ロ)(ハ)のような箇所に好適に用いられる(図7から図11参照)。
【0041】
(イ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記衝撃吸収部材の端部が接合する端部接合部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0042】
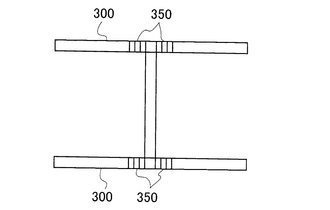
(イ)の配置箇所は、例えば図7に示すようなH型構造物であり、衝撃吸収部材300の端部接合部位付近に、上記の交互配置構造350が形成されている。端部接合部位は、ねじり変形による応力が集中する部位であり、この端部接合部位に、変形して荷重を伝える特性と、大きな荷重を発生する特性を交互に有する衝撃吸収構造体である。このため、端部接合部位に生ずるねじり変形による応力を効率的に分散でき、より高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0043】
(ロ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記圧縮部位が衝撃を受けることにより発生する曲げモーメントが極大となる部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0044】
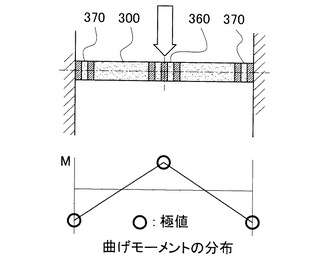
(ロ)の配置箇所のモデルとして、図8に示すような、両端が固定支持の組み合わせである構造体を用いて説明する。この構造は、衝撃吸収部材300の両端が高剛性部材に接合されている。長手方向の略中央部に対して荷重が加わった場合に発生する曲げモーメントは、図8に示す通り、長手方向の中央部及び両端部において極値を示す。このため、この衝撃吸収部材300では、長手方向の中央部及び両端部に交互配置構造360、370がそれぞれ採用されている。このように、衝撃吸収部材300の中央部及び両端部は、圧縮部位が衝撃を受けることにより発生する曲げモーメントが極値となる部位であり、曲げモーメントによる応力が集中する部位である。よって、この曲げモーメントが極値となる部位に繊維強化部材100を交互に形成することで、曲げモーメントが極値となる部位に生ずる曲げモーメントによる応力を効率的に分散でき、より高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0045】
(ハ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記衝撃吸収部材の前記圧縮部位側には、前記圧縮応力による変形を抑制する補強部位が設けられ、断面の図心を含む中立面から前記補強部位までの最小寸法は、前記中立面から前記引張部位までの最大寸法に等しく、前記補強部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0046】
自動車の構造部材には、デザイン上要求される形状の他、ドア等の別部品を取り付けるためのマウント部を有する形状や、剛性を確保するための形状等様々なものがある。このため、断面形状は図心に対して非対称で不均一なものが多く、図心を含む中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とは等しくない。このような断面形状の場合、荷重方向に対して中立面からの寸法が大きい場合は断面係数が大きな値となるので、大きな曲げモーメントに耐えることができる。一方、中立面からの寸法が小さい、即ち、断面係数が小さい部位は大きな曲げモーメントに耐えられず、先に破壊してしまうため、構造部材のエネルギー吸収という観点では効率が悪い。そこで、長手方向に断面が変化するような衝撃吸収構造体において、中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とが等しくない領域の圧縮部位側に補強部位を設け、この補強部位に交互配置構造を適用したものが(ハ)の衝撃吸収構造体である。
【0047】
ここで、「図心」とは、図形の面積の大きさを力と考えてその合力を求めたときに、その作用点に相当するものである。また、「中立面」とは、各断面における「図心」を含む面であって、圧縮応力及び引張応力がいずれも作用しない面である。
【0048】
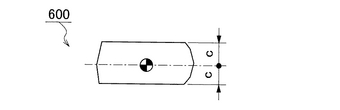
(ハ)の衝撃吸収構造体について、図9から図11に示すモデル化した構造を用いて説明する。図9は筒状のモデル構造体600を横からみた図であり、図10は図9におけるX−X’断面図、図11は図9におけるY−Y’断面図である。荷重が加わる圧縮部位側には、圧縮応力による変形を抑制する補強部位610が設けられている。そして、各断面の図心を含む中立面から補強部位610までの最小寸法は、中立面から引張部位までの最大寸法に等しく、補強部位610の表面を覆うように、交互配置構造380が採用されている。図11における断面では、中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とは等しいため(図11におけるc)、交互配置構造は採用されていない。これに対して、図10における断面では、これらの寸法は異なっているため、中立面から補強部位までの最小寸法が中立面から引張部位までの最大寸法よりも大きい部位、即ち、bで表される補強部位610の表面上に交互配置構造380が採用されている。このような(ハ)に係る衝撃吸収構造体は、例えば、自動車のBピラー等に適用することができる。
【0049】
<第二実施形態>
図12には、本発明の製造方法の他の実施形態を示す概略図が示されている。なお、以下の実施形態の説明においては、同一の構成要件については同一符号を付し、その説明は省略もしくは簡略化する。
【0050】
この製造方法においては、図12(a)に示すように、プレプリグ150が、異なる前記特性を有する二種類プレプリグ151、152からなり、図13に示すように、このプレプリグ151、152が互いに重なるように、構造部材200上の全面に配置する点が上記の第一実施形態と異なっている(図12(b))。このように異なる特性を有する二種以上のプレプリグ151と152とを、互いに重なるように交互に配置することで、二種以上のプレプリグのそれぞれの有する特性に加えて、重なる部分においては更に異なる特性を有し、結果として三種類以上の異なった物性が交互に形成される。これによって、衝撃時の荷重と歪の集中をさらに分散でき、比エネルギー吸収量をさらに向上できる。
【0051】
このような特性の異なる2種類のプレプリグとしては、例えば、プレプリグ151として上記のUD材[45/−45]を用い、プレプリグ152として、繊維配向角が0度と90度のCFRPのUD材を積層したもの(以下、CFRPのUD材[0/90]とする)を用いることができる。
【0052】
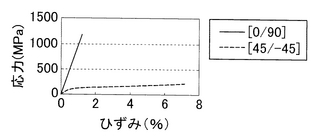
具体的にCFRPのUD材[45/−45]及びCFRPのUD材[0/90]の引張特性を表す応力歪み曲線を図14に示す。これらはいずれも、繊維として東邦テナックス(株)製カーボン繊維HTAを用い、マトリクスとしてエポキシ樹脂(#112)を用いたものである。図14から明らかなように、CFRPのUD材[0/90]は、応力には強い(小さな歪みで、大きな応力を保持する)が、一定の歪みで破壊してしまうため、強くて脆い特性を有する。これに対して、CFRPのUD材[45/−45]は、応力には弱い(小さな応力で、大きく歪む)が、部材自体が長く歪んでから破壊するという、弱くて伸びる特性を有する。これらの部材は、各々の曲線の端部において破壊され、引張最大荷重で10倍程度の差があり、引張最大変位では50倍以上の差がある。したがって、UD材[45/−45]と、UD材[0/90]とを交互に配置することで、上記の引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性を交互に形成できる。
【0053】
プレプリグ151と152とを重ねる際には、そのオーバーラップ部分の幅W3が、10mm以上となるように配置することが好ましい。オーバーラップ部分の幅が10mm未満であると、オーバーラップ部の強度が弱くなってしまう。
【0054】
<第三実施形態>
図15から図18には、本発明の製造方法の更に他の実施形態を示す概略図が示されている。
【0055】
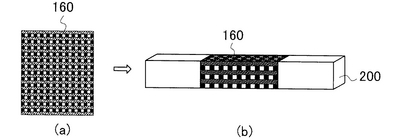
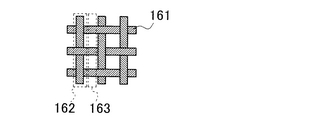
図15は、プレプリグ160がシート状からなり(図15(a))、その強化繊維が織物からなるクロス材であって、プレプリグ160が構造部材200上の全面に巻かれるように配置されている点が第一実施形態と異なっている(図15(b))。このように、本発明においては、図16に示すように、強化繊維161を織物とし、繊維(糸)が存在又は交差する部分を強部162、繊維(糸)同士間の目隙部を樹脂等のマトリックス部のみの弱部163として、一種類のプレプリグの面内に、交互に異なる特性を形成してもよい。
【0056】
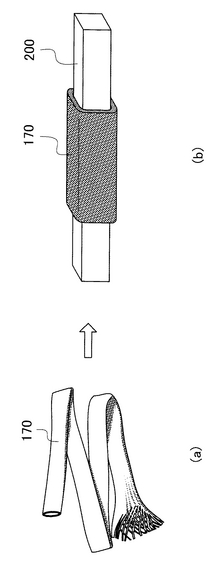
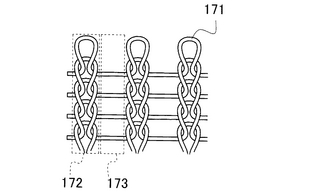
また、図17のように、プレプリグ170を筒状として(図17(a))、その強化繊維を編物からなるクロス材とし、プレプリグ170を構造部材200上に被せるように配置してもよい(図17(b))。この場合、図18に示すように、強化繊維171を編物にした場合には、繊維が曲線状に配置される編み込み部(強部172)と、編み込み部同士の間(弱部173)とで上記の特性が大きく異なるので、特に大きな特性差が交互に得られ、比エネルギー吸収量をより向上できる。
【0057】
このように、図15から図18の態様によれば、一種類のプレプリグでその面内に異なる特性を交互に有しているものを巻き付けるか又は筒状に覆うので、簡単にプレプリグを構造部材上に配置することができる。そして、面内に交互に有する異なる特性によって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【産業上の利用可能性】
【0058】
本発明の製造方法により得られる衝撃吸収部材は、例えば、自動車のフロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材などに好適に用いることができる。
【図面の簡単な説明】
【0059】
【図1】本発明の衝撃吸収部材の製造方法の一例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図2】従来の衝撃吸収部材に荷重がかかった際の、荷重と変形の範囲を示す模式図である。
【図3】図2におけるA付近の拡大図である。
【図4】本発明の衝撃吸収部材に荷重がかかった際の、荷重と変形の範囲を示す模式図である。
【図5】本発明の衝撃吸収部材の製造方法を適用できる、自動車の構造部材の模式図である。
【図6】図5におけるB付近の拡大図である。
【図7】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の他の例を示す概略図である。
【図8】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の更に他の例を示す概略図である。
【図9】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の更に他の例を示す概略図である。
【図10】図9におけるX−X’断面図である。
【図11】図9におけるY−Y’断面図である。
【図12】本発明の衝撃吸収部材の製造方法の他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図13】図12におけるプレプリグ同士の重なり状態を示す概略図である。
【図14】UD材[0/90]、とUD材[45/−45]との、応力歪み特性を示すグラフ図である。
【図15】本発明の衝撃吸収部材の製造方法の更に他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図16】図15におけるクロス材(織物)の拡大図である。
【図17】本発明の衝撃吸収部材の製造方法の更に他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図18】図17におけるクロス材(編物)の拡大図である。
【符号の説明】
【0060】
100 繊維強化部材
150、151、152,160、170 プレプリグ
161、171 強化繊維
162、172 強部
163、173 弱部
200、600 構造部材
300 衝撃吸収部材
350、360、370、380 交互配置構造
400 自動車
410 Bピラー
700 支点
W1、W2、W3 幅
【技術分野】
【0001】
本発明は、例えば自動車などにおける構造部材に使用される衝撃吸収部材の製造方法に関し、さらに詳しくは、高い比エネルギー吸収量を有した衝撃吸収部材の製造方法に関する。
【背景技術】
【0002】
従来より、軽量な構造部材として、アルミに加えて、繊維強化材料が使われている。複合材料のうち材料を繊維で強化したものは、繊維強化材料とよばれ、繊維強化ゴム(FRR)、繊維強化金属(FRM)、繊維強化セラミックス(FRC)、繊維強化プラスチック(FRP)が知られている。特に、FRPは、マトリクス(素地)としてプラスチックを使用したもので、強化材としては一般に、ガラスやカーボン等の繊維が使用されることが知られている。
【0003】
繊維強化プラスチックの強化材としてカーボン繊維を使用したものは、カーボン繊維強化プラスチック(CFRP)とよばれ、先端複合材料の中核に位置し、軽量、高強度、高弾性率材料として、航空分野、宇宙分野等に欠くことのできない構造材料として知られている。CFRP材は、カーボン繊維の配向に応じて異なる構造及び性質を持つ、ユニダイレクショナル材(UD材)や、クロス材が知られている。UD材は、カーボン繊維をうすく一方向に並べてエポキシ樹脂等により成型した素材形態である。一方、クロス材はカーボン繊維などの繊維を織物又は編物として、エポキシ樹脂等により成型した素材形態である。これらのCFRPは鉄の約25%の重量と軽量ながら、耐熱性、耐蝕性がある。
【0004】
一方、構造部材の一例として、自動車等の車両においては、乗員の保護対策のために、フロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材に対して、さらに優れた衝撃エネルギー吸収が期待されている。また、これらのピラーの材料においては、さらなる燃費向上のため、軽いものが望ましく、アルミニウム材もしくはアルミニウム合金材が知られている。そして、これらの材料よりもさらに軽く、エネルギー吸収率がよい衝撃吸収材料が望まれている。
【0005】
例えば、自動車の側部構造材に設置されるフレームは、単一材料を押出成型やプレス成型し、断面形状を閉断面化、大断面化して強度、剛性を上げ、衝突時のエネルギー吸収を図っている。一般に、側面衝突時の変形モードとしては、センターピラーを例に挙げると、上部サイドルーフレールと下部サイドシルを支点として折れ曲がるような三点曲げを受ける。従って、側部構造材としては、曲げの荷重に対する耐久力が強く、曲げによるたわみが小さくなることが望まれる。
【0006】
さらに、ピラー用の衝撃吸収部材としてアルミニウム材もしくはアルミニウム合金材(以下、単にアルミともいう)が使用された場合、同じ重量で大きな断面2次モーメントを得るために、中空構造が採用されている。このようなアルミ等のビーム材を使用したときの変形においては、加わる荷重が最大強度に達した直後に荷重強度が急激に減少するという性質がある。これは、加わる荷重が降伏点を越えると、小さな荷重で容易に衝撃吸収部材を変形させることができるため、一度、降伏点を越えると車体の変形量が大きいことを意味する。即ち、降伏点を越えたとたんに耐えうる荷重が小さくなり、小さい荷重で大きな車体の変形を生じるため、荷重と変位の積で算出されるエネルギー吸収量は結果的に小さくなる。これに対して、ピラー用の衝撃吸収部材として望ましい性質は、荷重が最大強度に達して降伏点を越えた後、降伏点近傍の荷重が引き続き加わっても、一定の変位に達するまでは荷重強度を保持し続けるというものである。
【0007】
これに関し、特許文献1には、アルミ中空形材の引張面側にFRP材を隣接して一体化させた部材が開示されている。これは圧縮面側に塑性変形容易な部材を使用し、引張面側に高強度軽量部材を使用することで、圧縮面側で衝撃吸収を受け持ち、引張面側では面の変形量を少なくすることで大きなエネルギー吸収と小さな変形を実現しようとする技術である。
【特許文献1】特開平06−101732号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1の衝撃吸収部材では、荷重がかかる衝撃吸収部材の一点に荷重と変形が集中するため、衝撃吸収部材の吸収エネルギー量は、大部分が圧縮面の面部材の強度に依存し、そのエネルギー吸収量は飽和してしまう。さらに、特許文献1の衝撃吸収部材においては、アルミとFRPがボルトにより接合されているが、このような構造であると、荷重による変形に伴ってボルト接合部に応力集中が発生し、この発明特有の利点を発揮する以前に接合部から破断に至る可能性がある。ボルトの代わりとして接着剤を使用しても、接着剤の強度でビーム剤全体の強度の上限値が決まってしまう。
【0009】
そこで、衝撃荷重が加わった際に、衝撃吸収部材の一点に荷重と変形が集中することを回避することで、変形に伴った応力集中をも回避し、衝撃吸収部材全体の吸収エネルギー率を、従来よりも向上することが望まれていた。
【0010】
本発明は、以上のような課題に鑑みてなされたものであり、従来よりも高いエネルギー吸収効率を有する衝撃吸収部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、中空の構造部材の表面を繊維強化部材で覆い、この繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、この特性が前記構造部材の表面上に交互に形成されるように繊維強化部材を配置することによって、衝撃吸収部材が、衝撃に対するエネルギー吸収性能を向上できることを見出し、本発明を完成するに至った。より具体的には、本発明は以下のような衝撃吸収部材の製造方法を提供する。
【0012】
(1) 中空の構造部材と、該構造部材の表面の全部又は一部を覆う、シート状又は筒状の繊維強化部材と、からなる衝撃吸収部材の製造方法であって、硬化後に前記繊維強化部材となるプレプリグを形成するプレプリグ形成工程と、硬化後の前記繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置するプレプリグ配置工程と、前記プレプリグを硬化させて前記繊維強化部材を形成するプレプリグ硬化工程と、を含む衝撃吸収部材の製造方法。
【0013】
本発明の製造方法によれば、繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置する。これによって、衝撃吸収部材に対して衝撃による荷重が加わったときに、構造部材のみで衝撃吸収部材が形成されている場合に比べて荷重と歪みの方向が複雑に分散され、荷重と変形の集中を回避でき、衝撃エネルギーを衝撃吸収部材の広範囲を破壊するエネルギーに置換することができる。この結果、従来よりも比エネルギー吸収量を向上させた衝撃吸収部材を提供することができる。
【0014】
(2) 前記プレプリグ形成工程において、前記特性を有する一種類のプレプリグを形成し、前記プレプリグ配置工程において、前記一種類のプレプリグを、互いに重ならないように所定の間隔を空けて配置する(1)記載の衝撃吸収部材の製造方法。
【0015】
この態様によれば、一種類のプレプリグを互いに重ならないように所定の間隔を空けて配置することで、繊維強化部材が配置される箇所と、配置されない箇所が交互に生じる。これによって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0016】
(3) 前記プレプリグ形成工程において、異なる前記特性を有する二種以上のプレプリグを形成し、前記プレプリグ配置工程において、前記二種以上のプレプリグを互いに重なるように交互に配置する(1)記載の衝撃吸収部材の製造方法。
【0017】
この態様によれば、異なる特性を有する二種以上のプレプリグを、互いに重なるように交互に配置することで、二種以上のプレプリグのそれぞれの有する特性に加えて、重なる部分においては更に異なる特性を有し、結果として三種類以上の異なった物性が交互に形成される。これによって、衝撃時の荷重と歪の集中をさらに分散でき、比エネルギー吸収量をさらに向上できる。
【0018】
(4) 前記プレプリグ形成工程において、異なる前記特性を面内に交互に有する一種類のプレプリグを形成し、前記プレプリグ配置工程において、前記プレプリグを、前記構造部材の長手方向に沿って巻き付けるか又は筒状に覆うようにして配置する(1)記載の衝撃吸収部材の製造方法。
【0019】
この態様によれば、一種類のプレプリグでその面内に異なる特性を交互に有しているものを、巻き付けるか又は筒状に覆うので、簡単にプレプリグを構造部材上に配置することができる。そして、面内に交互に有する異なる特性によって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0020】
(5) 前記繊維強化部材としてクロス材を用いる(4)記載の衝撃吸収部材の製造方法。
【0021】
ここで、本発明におけるクロス材とは、強化繊維として織物又は編物を用いた繊維強化部材を意味する。この態様によれば、強化繊維を織物又は編物とした場合には、繊維(糸)が存在又は交差する部分は強部となり、繊維(糸)同士間の目隙部は樹脂等のマトリックス部のみの弱部となる。これによって、一種類のプレプリグの面内に、交互に異なる特性が形成でき、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。また。特に強化繊維を編物にした場合には、繊維が曲線状に配置される編み込み部(強部)と、編み込み部同士の間(弱部)とで上記の特性が大きく異なるので、特に大きな特性差が交互に得られ、比エネルギー吸収量をより向上できる。
【0022】
(6) 前記衝撃吸収部材が自動車用の構造部材である(1)から(5)いずれか記載の衝撃吸収部材の製造方法。
【0023】
上記のように、自動車においては乗員の保護対策のために、例えば、フロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材として中空の衝撃吸収部材が使用されており、優れた衝撃エネルギー吸収が期待されている。したがって、本発明の衝撃吸収部材の製造方法は、自動車に使用されるビーム材などに特に好適に使用できる。
【発明の効果】
【0024】
本発明の製造方法によれば、衝撃吸収部材に対して衝撃による荷重が加わったときに、荷重と歪みの方向が複雑に分散され、荷重と変形の集中を回避することで、衝撃エネルギーを衝撃吸収部材の広範囲を破壊するエネルギーに置換することができる。したがって、従来よりも衝撃エネルギー吸収率を増加させた衝撃吸収部材を提供できる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態について、図面を参照しながら説明する。
【0026】
<第一実施形態>
図1には、本発明の一実施形態を示す製造方法の概略図が示されている。この製造方法においては、まず、図1(a)のように、帯状の複数(この実施形態では4本)のプレプリグ150を形成し(プレプリグ形成工程)、その後、この帯状のプレプリグ150を、図1(b)のように、中空の構造部材200に互いに重ならないように所定の間隔を空けて巻き付け(プレプリグ配置工程)、その後、プレプリグ150を硬化させて(プレプリグ硬化工程)、繊維強化部材100を構造部材200上に交互に形成した衝撃吸収部材300を製造する。
【0027】
まず、プレプリグ形成工程では、硬化後に繊維強化部材となるプレプリグ150を複数個形成する。それぞれのプレプリグ150は、構造部材200の周方向に巻き付けた場合にその末端が一部重なる長さの帯状をなしている。なお、本発明における「プレプリグ」とは、「未硬化の繊維強化材料」の全般を意味し、繊維強化材料として、繊維強化プラスチック(FRP)の他、繊維強化ゴム(FRR)、繊維強化金属(FRM)、繊維強化セラミックス(FRC)なども含む意味である。例えば、繊維強化材料がFRPの場合には、強化繊維としては、カーボン繊維、ガラス繊維、アラミド繊維、玄武岩繊維などが使用でき、母材プラスチックとしては、エポキシ樹脂、ポリプロピレン、不飽和ポリエステル、ビニルエステルなどが使用できる。
【0028】
それぞれのプレプリグ150は、後述するように、硬化後の繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有していればよい。
【0029】
このようなプレプリグ150としては、例えば、積層するシート同士の繊維方向が一定の角度を有するように、次に積層されるシート状UD材の繊維方向を変えて積層させたものを帯状に切断したものが挙げられる。例えば、一のシート状UD材と他のシート状UD材とを、繊維方向が90度となるように交互に積層したもの、より具体的には、繊維配向角が45度と−45度のCFRPのシート状UD材を積層したもの(以下、CFRPのUD材[45/−45]とする)が挙げられる。ここで、「繊維配向角」とは、衝撃吸収部材の重心を通って長手方向に延びる中心軸と繊維方向から定まる角度である。また、「繊維方向」とは、UD材やクロス材等の繊維強化材を形成する際に、繊維を一方向に揃えることにより決定される繊維の向きである。繊維強化材を用いた衝撃吸収構造体の荷重特性は、繊維配向角に影響されるため、繊維配向角を適宜設定することにより、高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0030】
なお、積層回数や繊維配向角については特に限定されない。例えば、プレプリグ150として、シート状UD材の繊維方向を一方向に揃えて複数枚積層した一方向UD材を帯状に切断したものを用いてもよい。また、プレプリグ150は上記のような積層体には限定されず、例えば、繊維を織り込んだり編み込んだりしたクロス材を、単独又は積層して用いてもよい。
【0031】
次に、プレプリグ配置工程において、上記の複数の帯状のプレプリグ150を、構造部材200の表面上に、互いに重ならないように所定の間隔を空けて配置する(図1(b)。このように本発明においては、プレプリグ150を所定の間隔を空けて配置することによって、構造部材200の表面上に、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性が交互に形成される。すなわち、一種類のプレプリグ150を互いに重ならないように所定の間隔を空けて配置することで、繊維強化部材が配置される箇所と、配置されない箇所が交互に生じる(以下、交互配置構造ともいう)。これによって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【0032】
ここで、所定の間隔は、構造部材200の大きさや材質などに応じて適宜設定され特に限定されないが、例えば、構造部材200の大きさが50×50mmの場合には、図1におけるそれぞれのプレプリグ150の幅W1が幅5〜20mm、所定の間隔W2が5〜20mmであることが好ましい。なお、プレプリグ150は、図1のように帯状(シート状)のものを構造部材に巻き付けて配置してもよく、筒状のものを被せるように配置してもよい。
【0033】
構造部材200としては、中空の衝撃吸収部材となる構造部材であればよく特に限定されず、繊維強化プラスチック、繊維強化金属などの繊維強化材料、鉄やアルミニウムなどの金属、樹脂単体等が挙げられる。なかでも、自動車等の車両側部に常用されるアルミニウムもしくはアルミニウム合金からなるビーム材が好適である。このような構造部材は、一般的には長手方向と短手方向を有し、衝撃時には、長手方向に対して略直角に曲げ変形を行うことにより衝撃の吸収を行うものである。なお、構造部材は四角柱などの断面多角形形状には限定されず、円筒形状であってもよく、場所によって断面形状が異なっていてもよい。
【0034】
最後に、プレプリグ硬化工程によって、プレプリグ150を硬化させて、繊維強化部材100を構造部材200の表面上に交互に形成する(図1(b))。これによって、構造部材200の表面上に、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性が交互に形成される。そして、一定の荷重に対して、この荷重を衝撃吸収部材の広範囲で受けとめることにより、荷重と変形の集中を回避し、吸収エネルギー効率を向上させることができる。このように、荷重を衝撃吸収部材の広範囲で受け止めるためには、荷重の分散や変形の分散が必要である。そこで、この実施形態においては、衝撃吸収部材の長手方向に沿って、繊維強化部材100が重ならないように交互に配置することで、荷重と変形が複雑に分散し、個々の荷重量や変形量は小さくなり、荷重を衝撃吸収部材の広範囲で受け止めることができる。
【0035】
一例として、曲げ変形を受ける自動車の衝撃吸収部材に荷重がかかったときの概念図を、図2、図3に示した。図2は従来の衝撃吸収部材500に荷重がかかったときの概念図、図3は図2におけるA付近の拡大図、図4は本発明の製造方法による衝撃吸収部材300に荷重がかかったときの概念図である。
【0036】
一般にピラー材は、上部サイドルーフレールと下部サイドシルを支点(図2、図4のモデルにおける支点700)として折れ曲がるような三点曲げを受ける。図2の衝撃吸収部材500では、衝撃による荷重時に(図2の矢印方向)、図3に示すように、荷重が直接かかる衝撃吸収部材の中心部にのみ荷重と変形が集中する。これは、衝撃吸収部材が長手方向に対して、均一の部材から形成されているために、荷重がかかる部分に集中的に負荷がかかるからである。
【0037】
一方、図4に示すように、本発明により得られる衝撃吸収部材300を用いた場合、一定の荷重に対して、この荷重を衝撃吸収部材の広範囲で受けとめることにより荷重と変形の集中を回避し(図4の点線枠内)、吸収エネルギー効率を向上させることができると考えられる。このように、荷重を衝撃吸収部材の広範囲で受け止めるためには、荷重の分散や変形の分散が必要である。そこで、衝撃吸収部材の長手方向に対して、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、圧縮最大変位特性が異なる部材を適宜、配置することで、荷重と変形が複雑に分散し、個々の荷重量や変形量は小さくなり、荷重を衝撃吸収部材の広範囲で受け止めることができると考えられる。
【0038】
なお、本発明における「引張最大荷重特性」とは、部材に対して引張荷重を課したときに、この部材が破壊に至るまでの荷重の大きさ(最大荷重)と、変形の大きさ(引張り歪み程度)とから特徴づけられる部材の性質である。また、「圧縮最大荷重特性」とは、部材に対して圧縮荷重を課したときに、この部材が破壊に至るまでの荷重の大きさ(最大荷重)と、変形の大きさ(圧縮歪み程度)とから特徴づけられる部材の性質である。また、「引張最大変位特性」とは、部材に対して引張荷重を課したときに、この部材が破壊に至る時の変形の大きさ(引張り歪み程度)と、このときの荷重の大きさ(最大荷重)とから特徴づけられる部材の性質である。引張最大荷重特性と異なり、ある一定荷重に対する変位の量によって部材の性質を判断する。また、「圧縮最大変位特性」とは、部材に対して圧縮荷重を課したときに、この部材が破壊に至る時の変形の大きさ(圧縮歪み程度)と、このときの荷重の大きさ(最大荷重)とから特徴づけられる部材の性質である。圧縮最大荷重特性と異なり、ある一定荷重に対する変位の量によって部材の性質を判断する。
【0039】
このようにして得られた衝撃吸収部材300は、例えば、図5、図6に示すように、自動車400の構造部材であるBピラー410に好ましく適用できる。これによって、自動車の側面部の側突による衝撃に対して充分なエネルギー吸収を実現できる。その他の適用例としては、例えば、自動車のフロントピラーや、リアピラーに使用されてもよいし、自動2輪、自転車、航空機、電車等の乗物の構造部材や、建築の構造部材等に使用されてもよい。
【0040】
構造部材200の表面上に繊維強化部材100を交互に形成する場所としては、例えば、以下の(イ)(ロ)(ハ)のような箇所に好適に用いられる(図7から図11参照)。
【0041】
(イ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記衝撃吸収部材の端部が接合する端部接合部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0042】
(イ)の配置箇所は、例えば図7に示すようなH型構造物であり、衝撃吸収部材300の端部接合部位付近に、上記の交互配置構造350が形成されている。端部接合部位は、ねじり変形による応力が集中する部位であり、この端部接合部位に、変形して荷重を伝える特性と、大きな荷重を発生する特性を交互に有する衝撃吸収構造体である。このため、端部接合部位に生ずるねじり変形による応力を効率的に分散でき、より高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0043】
(ロ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記圧縮部位が衝撃を受けることにより発生する曲げモーメントが極大となる部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0044】
(ロ)の配置箇所のモデルとして、図8に示すような、両端が固定支持の組み合わせである構造体を用いて説明する。この構造は、衝撃吸収部材300の両端が高剛性部材に接合されている。長手方向の略中央部に対して荷重が加わった場合に発生する曲げモーメントは、図8に示す通り、長手方向の中央部及び両端部において極値を示す。このため、この衝撃吸収部材300では、長手方向の中央部及び両端部に交互配置構造360、370がそれぞれ採用されている。このように、衝撃吸収部材300の中央部及び両端部は、圧縮部位が衝撃を受けることにより発生する曲げモーメントが極値となる部位であり、曲げモーメントによる応力が集中する部位である。よって、この曲げモーメントが極値となる部位に繊維強化部材100を交互に形成することで、曲げモーメントが極値となる部位に生ずる曲げモーメントによる応力を効率的に分散でき、より高いエネルギー吸収効率を有する衝撃吸収構造体を提供することができる。
【0045】
(ハ) 中空の衝撃吸収部材を複数接合して形成された衝撃吸収構造体であって、前記衝撃吸収部材は、衝撃を直接受けることにより圧縮応力が発生する圧縮部位と、この圧縮部位に対向し引張応力が発生する引張部位と、を有し、前記衝撃吸収部材の前記圧縮部位側には、前記圧縮応力による変形を抑制する補強部位が設けられ、断面の図心を含む中立面から前記補強部位までの最小寸法は、前記中立面から前記引張部位までの最大寸法に等しく、前記補強部位は、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性によって特徴付けられる二種以上の部材が所定方向に対して交互に配置して形成する。
【0046】
自動車の構造部材には、デザイン上要求される形状の他、ドア等の別部品を取り付けるためのマウント部を有する形状や、剛性を確保するための形状等様々なものがある。このため、断面形状は図心に対して非対称で不均一なものが多く、図心を含む中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とは等しくない。このような断面形状の場合、荷重方向に対して中立面からの寸法が大きい場合は断面係数が大きな値となるので、大きな曲げモーメントに耐えることができる。一方、中立面からの寸法が小さい、即ち、断面係数が小さい部位は大きな曲げモーメントに耐えられず、先に破壊してしまうため、構造部材のエネルギー吸収という観点では効率が悪い。そこで、長手方向に断面が変化するような衝撃吸収構造体において、中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とが等しくない領域の圧縮部位側に補強部位を設け、この補強部位に交互配置構造を適用したものが(ハ)の衝撃吸収構造体である。
【0047】
ここで、「図心」とは、図形の面積の大きさを力と考えてその合力を求めたときに、その作用点に相当するものである。また、「中立面」とは、各断面における「図心」を含む面であって、圧縮応力及び引張応力がいずれも作用しない面である。
【0048】
(ハ)の衝撃吸収構造体について、図9から図11に示すモデル化した構造を用いて説明する。図9は筒状のモデル構造体600を横からみた図であり、図10は図9におけるX−X’断面図、図11は図9におけるY−Y’断面図である。荷重が加わる圧縮部位側には、圧縮応力による変形を抑制する補強部位610が設けられている。そして、各断面の図心を含む中立面から補強部位610までの最小寸法は、中立面から引張部位までの最大寸法に等しく、補強部位610の表面を覆うように、交互配置構造380が採用されている。図11における断面では、中立面から圧縮部位までの最小寸法と、中立面から引張部位までの最大寸法とは等しいため(図11におけるc)、交互配置構造は採用されていない。これに対して、図10における断面では、これらの寸法は異なっているため、中立面から補強部位までの最小寸法が中立面から引張部位までの最大寸法よりも大きい部位、即ち、bで表される補強部位610の表面上に交互配置構造380が採用されている。このような(ハ)に係る衝撃吸収構造体は、例えば、自動車のBピラー等に適用することができる。
【0049】
<第二実施形態>
図12には、本発明の製造方法の他の実施形態を示す概略図が示されている。なお、以下の実施形態の説明においては、同一の構成要件については同一符号を付し、その説明は省略もしくは簡略化する。
【0050】
この製造方法においては、図12(a)に示すように、プレプリグ150が、異なる前記特性を有する二種類プレプリグ151、152からなり、図13に示すように、このプレプリグ151、152が互いに重なるように、構造部材200上の全面に配置する点が上記の第一実施形態と異なっている(図12(b))。このように異なる特性を有する二種以上のプレプリグ151と152とを、互いに重なるように交互に配置することで、二種以上のプレプリグのそれぞれの有する特性に加えて、重なる部分においては更に異なる特性を有し、結果として三種類以上の異なった物性が交互に形成される。これによって、衝撃時の荷重と歪の集中をさらに分散でき、比エネルギー吸収量をさらに向上できる。
【0051】
このような特性の異なる2種類のプレプリグとしては、例えば、プレプリグ151として上記のUD材[45/−45]を用い、プレプリグ152として、繊維配向角が0度と90度のCFRPのUD材を積層したもの(以下、CFRPのUD材[0/90]とする)を用いることができる。
【0052】
具体的にCFRPのUD材[45/−45]及びCFRPのUD材[0/90]の引張特性を表す応力歪み曲線を図14に示す。これらはいずれも、繊維として東邦テナックス(株)製カーボン繊維HTAを用い、マトリクスとしてエポキシ樹脂(#112)を用いたものである。図14から明らかなように、CFRPのUD材[0/90]は、応力には強い(小さな歪みで、大きな応力を保持する)が、一定の歪みで破壊してしまうため、強くて脆い特性を有する。これに対して、CFRPのUD材[45/−45]は、応力には弱い(小さな応力で、大きく歪む)が、部材自体が長く歪んでから破壊するという、弱くて伸びる特性を有する。これらの部材は、各々の曲線の端部において破壊され、引張最大荷重で10倍程度の差があり、引張最大変位では50倍以上の差がある。したがって、UD材[45/−45]と、UD材[0/90]とを交互に配置することで、上記の引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び、圧縮最大変位特性よりなる群から選択される一以上の特性を交互に形成できる。
【0053】
プレプリグ151と152とを重ねる際には、そのオーバーラップ部分の幅W3が、10mm以上となるように配置することが好ましい。オーバーラップ部分の幅が10mm未満であると、オーバーラップ部の強度が弱くなってしまう。
【0054】
<第三実施形態>
図15から図18には、本発明の製造方法の更に他の実施形態を示す概略図が示されている。
【0055】
図15は、プレプリグ160がシート状からなり(図15(a))、その強化繊維が織物からなるクロス材であって、プレプリグ160が構造部材200上の全面に巻かれるように配置されている点が第一実施形態と異なっている(図15(b))。このように、本発明においては、図16に示すように、強化繊維161を織物とし、繊維(糸)が存在又は交差する部分を強部162、繊維(糸)同士間の目隙部を樹脂等のマトリックス部のみの弱部163として、一種類のプレプリグの面内に、交互に異なる特性を形成してもよい。
【0056】
また、図17のように、プレプリグ170を筒状として(図17(a))、その強化繊維を編物からなるクロス材とし、プレプリグ170を構造部材200上に被せるように配置してもよい(図17(b))。この場合、図18に示すように、強化繊維171を編物にした場合には、繊維が曲線状に配置される編み込み部(強部172)と、編み込み部同士の間(弱部173)とで上記の特性が大きく異なるので、特に大きな特性差が交互に得られ、比エネルギー吸収量をより向上できる。
【0057】
このように、図15から図18の態様によれば、一種類のプレプリグでその面内に異なる特性を交互に有しているものを巻き付けるか又は筒状に覆うので、簡単にプレプリグを構造部材上に配置することができる。そして、面内に交互に有する異なる特性によって、衝撃時の荷重と歪の集中を分散でき、比エネルギー吸収量を向上できる。
【産業上の利用可能性】
【0058】
本発明の製造方法により得られる衝撃吸収部材は、例えば、自動車のフロントピラー、センターピラー、リアピラー等の自動車側部に使用されるビーム材などに好適に用いることができる。
【図面の簡単な説明】
【0059】
【図1】本発明の衝撃吸収部材の製造方法の一例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図2】従来の衝撃吸収部材に荷重がかかった際の、荷重と変形の範囲を示す模式図である。
【図3】図2におけるA付近の拡大図である。
【図4】本発明の衝撃吸収部材に荷重がかかった際の、荷重と変形の範囲を示す模式図である。
【図5】本発明の衝撃吸収部材の製造方法を適用できる、自動車の構造部材の模式図である。
【図6】図5におけるB付近の拡大図である。
【図7】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の他の例を示す概略図である。
【図8】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の更に他の例を示す概略図である。
【図9】本発明の衝撃吸収部材の製造方法を適用できる、構造部材の更に他の例を示す概略図である。
【図10】図9におけるX−X’断面図である。
【図11】図9におけるY−Y’断面図である。
【図12】本発明の衝撃吸収部材の製造方法の他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図13】図12におけるプレプリグ同士の重なり状態を示す概略図である。
【図14】UD材[0/90]、とUD材[45/−45]との、応力歪み特性を示すグラフ図である。
【図15】本発明の衝撃吸収部材の製造方法の更に他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図16】図15におけるクロス材(織物)の拡大図である。
【図17】本発明の衝撃吸収部材の製造方法の更に他の例を示す図であって、(a)プレプリグ形成工程、(b)プレプリグ配置工程、の概略図である。
【図18】図17におけるクロス材(編物)の拡大図である。
【符号の説明】
【0060】
100 繊維強化部材
150、151、152,160、170 プレプリグ
161、171 強化繊維
162、172 強部
163、173 弱部
200、600 構造部材
300 衝撃吸収部材
350、360、370、380 交互配置構造
400 自動車
410 Bピラー
700 支点
W1、W2、W3 幅
【特許請求の範囲】
【請求項1】
中空の構造部材と、該構造部材の表面の全部又は一部を覆う、シート状又は筒状の繊維強化部材と、からなる衝撃吸収部材の製造方法であって、
硬化後に前記繊維強化部材となるプレプリグを形成するプレプリグ形成工程と、
硬化後の前記繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置するプレプリグ配置工程と、
前記プレプリグを硬化させて前記繊維強化部材を形成するプレプリグ硬化工程と、を含む衝撃吸収部材の製造方法。
【請求項2】
前記プレプリグ形成工程において、前記特性を有する一種類のプレプリグを形成し、
前記プレプリグ配置工程において、前記一種類のプレプリグを、互いに重ならないように所定の間隔を空けて配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項3】
前記プレプリグ形成工程において、異なる前記特性を有する二種以上のプレプリグを形成し、
前記プレプリグ配置工程において、前記二種以上のプレプリグを互いに重なるように交互に配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項4】
前記プレプリグ形成工程において、異なる前記特性を面内に交互に有する一種類のプレプリグを形成し、
前記プレプリグ配置工程において、前記プレプリグを、前記構造部材の長手方向に沿って巻き付けるか又は筒状に覆うようにして配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項5】
前記繊維強化部材としてクロス材を用いる請求項4記載の衝撃吸収部材の製造方法。
【請求項6】
前記衝撃吸収部材が自動車用の構造部材である請求項1から5いずれか記載の衝撃吸収部材の製造方法。
【請求項1】
中空の構造部材と、該構造部材の表面の全部又は一部を覆う、シート状又は筒状の繊維強化部材と、からなる衝撃吸収部材の製造方法であって、
硬化後に前記繊維強化部材となるプレプリグを形成するプレプリグ形成工程と、
硬化後の前記繊維強化部材が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるように、前記プレプリグを前記構造部材上に配置するプレプリグ配置工程と、
前記プレプリグを硬化させて前記繊維強化部材を形成するプレプリグ硬化工程と、を含む衝撃吸収部材の製造方法。
【請求項2】
前記プレプリグ形成工程において、前記特性を有する一種類のプレプリグを形成し、
前記プレプリグ配置工程において、前記一種類のプレプリグを、互いに重ならないように所定の間隔を空けて配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項3】
前記プレプリグ形成工程において、異なる前記特性を有する二種以上のプレプリグを形成し、
前記プレプリグ配置工程において、前記二種以上のプレプリグを互いに重なるように交互に配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項4】
前記プレプリグ形成工程において、異なる前記特性を面内に交互に有する一種類のプレプリグを形成し、
前記プレプリグ配置工程において、前記プレプリグを、前記構造部材の長手方向に沿って巻き付けるか又は筒状に覆うようにして配置する請求項1記載の衝撃吸収部材の製造方法。
【請求項5】
前記繊維強化部材としてクロス材を用いる請求項4記載の衝撃吸収部材の製造方法。
【請求項6】
前記衝撃吸収部材が自動車用の構造部材である請求項1から5いずれか記載の衝撃吸収部材の製造方法。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】

【図10】

【図11】
【図12】

【図13】

【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2006−46481(P2006−46481A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−227745(P2004−227745)
【出願日】平成16年8月4日(2004.8.4)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年8月4日(2004.8.4)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]