
衣料用編地

【課題】吸収した大量の液相の汗を速やかに編地外に排出する性能を持つとともに、肌離れ性が良く、ベトつきが少ない快適な衣料用編地を提供する。
【解決手段】裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う凸部間の距離が400〜3000μmであり、凸部の頂点高さが100〜1000μmであり、かつ裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つ。
【解決手段】裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う凸部間の距離が400〜3000μmであり、凸部の頂点高さが100〜1000μmであり、かつ裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、大量の発汗時においても編地が吸収した大量の液相の汗を速やかに編地外に排出する性能を持つとともに、肌離れ性が良く、ベトつきが少ない快適な衣料用編地に関するものである。
【背景技術】
【0002】
一般にスポーツを初めとするシャツの多くは肌に接触するように着用される。そのためスポーツに使用される編織物としては、肌から激しく発汗する汗を長時間にわたり連続的に吸収すると共に、速やかに外気中に蒸散させる乾燥性を有していることが理想的とされている。一方、大量の発汗を伴った場合、乾燥が追いつかず、ウエアが重くなりかつベトベトになり肌に張り付くことがあり、非常に不快感を感じるものである。理想としては大量の発汗時においてもウエアが重くならず、肌に張り付かず、肌離れ性が良好なことが求められる。しかし、従来の吸汗速乾と言われるウエアにおいては、大量に発汗した汗をすばやく乾燥することは不可能であり、加えて吸汗機能があるがために汗を保水してしまうことにより重くなり、肌にベトついて非常に不快となる。
【0003】
従来、吸水、蒸散・速乾性については様々なアプローチがされている。例えば、特許文献1では、多層構造編地において、表面層を構成する繊維として、裏面層を構成する繊維より単糸繊度の小さい繊維を配置することにより、汗を編地の裏面層から表面層に移動拡散させ、速乾性を上げる方法が提案されている。一方、異型断面疎水性フィラメントを活用し、異繊度フィラメントを組合せて毛細管現象を促進する方法として、特許文献2では、単糸断面形状が周囲に4葉の突起部を有したX型断面であって、その1つの交差角度が95〜130度であり、空隙率が10〜35%であることを特徴とする高吸水・速乾性を有するポリエステルX型断面繊維が開示されている。更には、ポリエステルの疎水性を改善する例として、特許文献3では、繊維表面に繊維軸方向に対して直角方向に延びる多数の微細溝を有する太細繊維に親水剤を付与する方法が開示されている。しかしながら、これらの方法は、織編物に吸収した汗を素早く拡散することにより濡れた織編物の乾燥速度を向上するものの、大量発汗により織編物の汗吸収量が飽和に達するとそれ以上吸収できないため、織編物が汗で重くなったり、肌にベトついたりといった不快感に全く対応できていない。
【0004】
大量の発汗に対して肌側のベトつきを軽減させるためには編地の裏側を凹凸にすることが考えられるが、単に凹凸にするだけでは凸部はもちろん、編地全体の吸水量が増加するとベトつきが生じ、着用感が悪くなる。
【0005】
また、大量の発汗によりウエアが重くならないようにするためには編地を撥水加工することが考えられるが、単に編地全体を撥水加工すると汗を吸わないため肌がベトついて不快である。そのため、編地の片側(片面)のみを撥水加工する方法、編地の肌側(裏面)に部分的に撥水プリント加工をする方法があるが、いずれも肌側のベトつき感を軽減する有効な手段ではない。
【0006】
そのため大量の発汗時の肌離れ性を向上させるために、特許文献4では、編地の肌側(裏面)に撥水性を示す繊維と水を吸収あるいは拡散する繊維とからなる糸条を配する方法が提案されている。しかし、この方法は、肌側に接触する部分が水を吸収する繊維にも直接触れるため、大量に発汗して編地の保水量が大きく増加すると、ベトつきが発生して不快感が出てしまう。
【0007】
また、特許文献5では、肌側(裏面)が撥水加工された合成繊維マルチフィラメントを含む糸条から構成され、表面層が吸水加工された糸条からなる多層構造編地が提案されている。この編地は、高い吸水拡散性を有するが、大量の汗を機能的に排出する性能がないために、編地全体が濡れてしまうような大量発汗時には大量の汗を編地に保持してしまい、大量発汗に対して快適な手段を提供するものではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−207319号公報
【特許文献2】実用新案登録第2567438号公報
【特許文献3】特開2000−8252号公報
【特許文献4】特開平5−331747号公報
【特許文献5】特開2005−105441号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の問題点を解消するために創案されたものであり、その目的は、大量発汗時に汗を効果的に編地外に排出して、汗を保水しすぎずに快適性を維持することができ、更に肌との接触部に汗を滞留させずに、肌側(裏面)で吸収した汗を編地の内層または表面層側へ移動させることにより肌離れ性を良くして、肌とのベトつきを軽減することができる衣料用編地を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は、上記の目的を達成するために鋭意検討した結果、編地の構造を工夫し、裏層表面に撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を設け、表層表面に撥水性のない疎水性合成繊維からなる部分を設け、裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかを編地のコース方向に連続した導水構造にすることにより、重力等の外力により汗を素早く下方向に移動させて衣服下部から外に排出できることを見出した。また、この導水構造は、前述の撥水性のある凸部の隣接距離や頂部高さを特定の範囲に設計することにより、その性能を十分に引き出すことができることを見出した。さらに、肌と接触する裏面の凸部を撥水性のある凸部とすることにより、大量の発汗時には汗を裏面からすばやく内層または表面層に拡散して裏面に汗が貯留せず、肌と編地の肌離れ性が良くなり、ベトツキ間も大きく軽減できることを見出した。
【0011】
本発明は、かかる知見に基づいて完成したものであり、以下の(1)〜(5)の構成を有するものである。
(1)裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う前記凸部間の距離が400〜3000μmであり、前記凸部の頂点高さが100〜1000μmであり、かつ裏層の前記撥水性のある疎水性合成繊維のループもしくは前記撥水性のない疎水性合成繊維のループ、または表層の前記撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする編地。
(2)前記凸部を構成する編ループが、裏層を構成するループ全体の30〜100%を占めることを特徴とする(1)に記載の編地。
(3)編地を構成する撥水性のない疎水性合成繊維が吸水加工されていることを特徴とする(1)または(2)に記載の編地。
(4)JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であることを特徴とする(1)〜(3)のいずれか記載の編地。
(5)肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることを特徴とする(1)〜(4)のいずれかに記載の編地。
【発明の効果】
【0012】
本発明の衣料用編地は、裏層表面に撥水性のある疎水性合成繊維からなる特定の凸部を設けるとともに編地の表面を構成する特定の疎水性合成繊維ループが編地のコース方向に連続した導水構造を持つようにしているので、大量の汗を効果的に衣服外に排出できる。更に肌側(裏面)で吸収した汗を編地の内層または表層側へ移動させることができ、肌離れ性が良く、肌とのベトつきが少なく、快適性が極めて高い。
【図面の簡単な説明】
【0013】
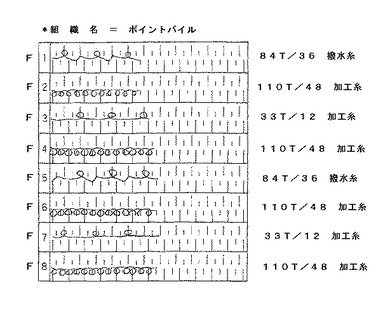
【図1】実施例1で使用した編組織を示す。
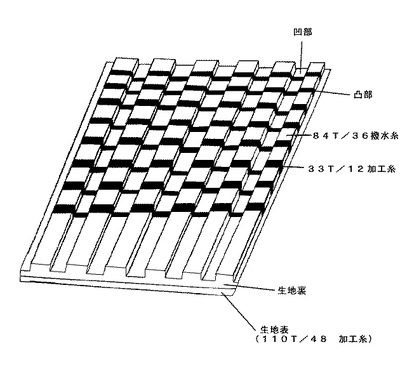
【図2】実施例1の編地の構造体の模式図を示す。
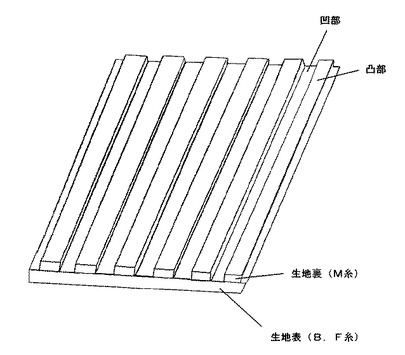
【図3】実施例2の編地の構造体の模式図を示す。
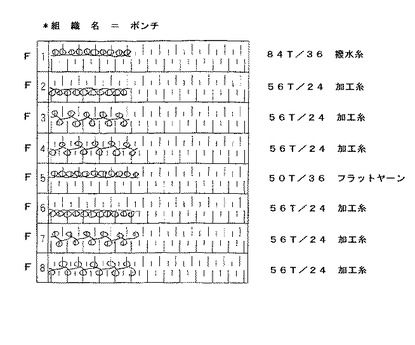
【図4】実施例6で使用した編組織を示す。
【図5】実施例7で使用した編組織を示す。
【図6】実施例8で使用した編組織を示す。
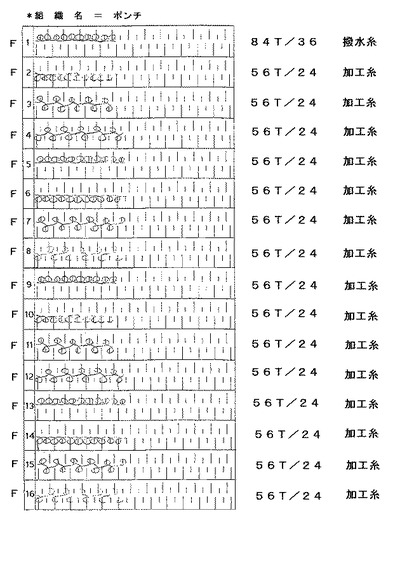
【図7】比較例5で使用した編組織を示す。
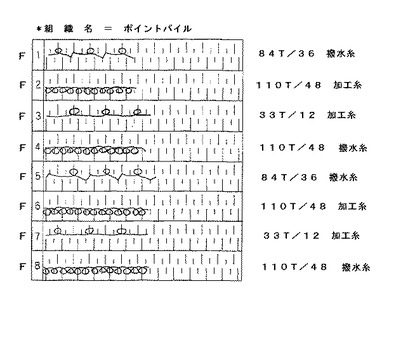
【図8】比較例8で使用した編組織を示す。
【発明を実施するための形態】
【0014】
以下、本発明の衣料用編地について詳細に説明する。
本発明の編地は、裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含むことを特徴とする。撥水性のある疎水性合成繊維からなる凸部は、予め撥水性を持たせた合成糸を、編地表面の凸部ループになるように編込むことにより得ることができる。本発明では、撥水性を持たせた合成糸を凸部のループになるように編込む方法が風合や外観品位の面から好ましい。撥水性のない疎水性合成繊維は、繊維表面に撥水加工を施していない繊維であり、例えば表面処理として編地に帯電防止加工、アクリル樹脂、ポリエステル樹脂、ポリエチレン樹脂などの撥水性を有しない樹脂加工を施されたもの、または何も表面処理されていないものを含む。
【0015】
ここで裏層表面の隣合う凸部間の距離は400〜3000μmであり、凸部の頂点高さは100〜1000μmであることが本発明の効果を最大限に出すために必要である。隣合う凸部間の距離は、500〜2800μmが好ましい。また、凸部の頂点高さは、150〜800μmが好ましい。隣合う凸部間の距離が上記範囲内であっても、凸部の高さが上記範囲を越えると、発汗時の汗を吸収するものの、汗を吸収した凸部間の撥水性のない部分が肌と密着して肌離れ性が良くならず、ベトつきが軽減されない。逆に、凸部の頂点高さが上記範囲であっても、隣合う凸部間の距離が上記範囲未満であると、凸部の撥水部の密度が高すぎて、撥水性のない部分に汗が吸収され難くなる。また、隣合う凸部間の距離が上記範囲内であっても、凸部の頂点高さが上記範囲を越えると、発汗した汗が撥水性のない部分に届きにくく、汗を吸収しづらくなりベトつきが軽減されない。凸部の頂点高さが上記範囲内であっても、隣合う凸部間の距離が上記範囲を越えると、撥水性のない部分で発汗した汗を吸収できるが編地の動きにより、汗を吸収した撥水性のない部分が肌と密着してしまい、肌離れが悪くなってベトつきが軽減され難くなる。
【0016】
さらに、本発明の編地は、裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする。これにより、編地に吸収された大量の汗が重力によってこの連続した導水部に導かれて素早く編地外に排出することができる。撥水性のある疎水性合成繊維のループを形成する凸部は、汗をその周囲の凹部に集めて、凸部に挟まれた凹部に当る撥水性のない疎水性合成繊維のループに沿って、液相の汗を重力で素早く下方に移動させ、最終的に編地外に排出することができる。このとき撥水性のある凸部は汗を凹部に集める効果とともに、集った汗を下方に向けて移動させるための溝の壁になる役目も担っていると考えられる。ここで集った汗が一方向に継続して進んでいくためには、撥水性のある凸部、またはこの凸部間の溝に相当する撥水性のない部分の少なくともどちらかが編地のコース方向に連続していることが重要である。導水構造は、撥水加工された疎水性合成繊維のループが裏面に凸部としてコース方向に連続的に繋がっていることが好ましいが、凸部が撥水性の無い疎水性合成繊維でコース方向に連続的に繋がっていても良く、凹部はもちろん、生地表側に撥水性合成繊維或いは撥水加工されていない疎水性合成繊維によりコース方向に連続的に繋がっていれば良く、編組織柄として部分的にタック編やウエルト部分が挟まれていても構わない。
【0017】
前述の導水構造においてコース方向に連続したとは、例えば撥水性のある凸部が導水構造をとる場合、撥水性のある糸がコース方向に編ループを連結した構造であり、連結したループが編組織として連続していることを言う。経編では同じ糸がコース方向にループを作ることであり、横編や丸編の場合は隣合う又は離れた給糸口から供給された糸のループ同士が繋がっていることを言う。経編では例えば2枚の筬で編む一般的なハーフ組織(F:23/10 B:10/12)でニードループ側を肌側とする場合、バック筬の糸を少なくとも2本以上の撥水糸を隣合わせで配列することにより、ニードルループ面は撥水糸でコース方向で導水構造を作ることができる。また、ハーフ組織に撥水糸をミドル筬に入れて挿入編で編地のニードルループ側にストライプ状に配することもできる。ハーフ組織の場合、撥水糸が1本のみの配列であると、コース方向に連結した導水構造を作ることができない。また、ミドル筬で挿入編とする場合、ウェール方向の密度バランスを考慮しながら糸抜きにする方法が好ましい。丸編の場合、シングル編とダブル編で編組織を変えることになる。シングル編の場合、撥水糸を編み組織に合わせて順番に給糸口に配置するのであるが、撥水糸がニットとタックの組合せによりコース方向にループが連結又は接触していることを言う。ダブル編の場合、両面編のシリンダー側又はダイアル側の一方を撥水糸でシングル編と同様にニットとタックの組合せによりコース方向に連結又は接触していることを言う。構造としては、撥水糸で構成されるループが編地の裏層表面に凸状に配置することが必要であるが、その手段としては編組織によるもの、或いは糸の繊度で凹凸をつける方法などがある。
【0018】
また、撥水性のない部分が導水構造をとる場合は、撥水性のある凸部と同様の連続構造であればよい。このとき編地の表層表面及び/又は裏層表面のどちらかがこの導水構造を含んでいれば良いが、撥水性のある糸で構成する場合は、少なくとも裏層は撥水性のある糸で導水構造を含めるべきである。これは肌離れ性に優れた着用快適性の高い編地にするためである。
【0019】
裏層表面の撥水性のある凸部に使用される撥水性のある糸としては、合成繊維フィラメント、紡績糸、及びフィラメントと紡績糸の複合糸等が挙げられるが、これらのうち合成繊維フィラメントが導水効果の点で好ましい。これは、フィラメントであると編組織による微細なサイズの凹凸構造が作り易く、凸部の隣合う距離と頂部高さを制御しやすいためである。フィラメントはフラットヤーンでも仮撚加工糸など捲縮のあるタイプでも良いが、肌触り感、ピリング性を重視する場合は仮撚加工糸など捲縮のあるタイプが望ましい。単糸繊度は肌触り感、撥水の効果を出すためには特に限定されないが、0.3〜5.5デシテックスが望ましい。糸断面は特に限定されるものではなく、丸断面はもちろん、三角、Y、+、扁平などいずれでも良い。更に、フィラメントは疎水性であることが本発明の効果を出すために好適である。親水性繊維に撥水加工しても良いが、疎水性繊維を撥水加工したものに比べて、一般的に撥水性能、洗濯耐久性が劣りやすい。
【0020】
繊維の撥水性は、繊維そのものが撥水性を有するフッ素系繊維(ETFE:エチレン・テトラフルオロチレン共重合体)などの代表的な撥水性の繊維を用いるか、または、疎水性繊維(ポリエステル、ナイロンなど)に撥水加工を施すことにより達成される。撥水加工は、フッ素系、シリコン系、パラフィン系撥水剤等の一般的な繊維用撥水剤を用いれば良いが、フッ素系撥水剤が撥水性能や洗濯耐久性の面で好ましい。本発明の効果を出すためには裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが必要である。疎水性繊維としては、ポリエステル系繊維、ポリアミド系繊維、アクリル系繊維、及びポリオレフィン系繊維等が挙げられるが、これらのうちポリエステル系繊維が好ましい。本発明のように編地中に存在する撥水糸の撥水性を評価する方法としては、例えばDUPONT法などで評価することができる。DUPONT法を用いる場合は、編地から撥水糸のみを抜き出して連結し、厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけた板巻を作る。その板巻にイソプロピルアルコール水溶液を摘下して液滴の浸透具合で撥水性を判定することができる。
【0021】
疎水性繊維に用いられるポリエステル系繊維としては、その全構成単位の少なくとも80%以上がエチレンテレフタレ−トであるポリエステル繊維が挙げられ、特にテレフタル酸又はその機能的誘導体とエチレングリコ−ル又はエチレンオキサイドとから製造されたポリエチレンテレフタレ−ト繊維が好ましい。酸成分としては、テレフタル酸又はその機能的誘導体の他に、20モル%未満、好ましくは10モル%未満の範囲でイソフタル酸、アジピン酸、セパチン酸、アゼライン酸、ナフタ−ル酸、P−オキシ安息香酸、2.5−ジメチルテレフタル酸、ビス(P−カルボキシフエノキシ)エタン、2.6−ナフタレンジカルボン酸、3.5−ジ(カルボメトキシ)ベンゼンスルホン酸塩又はそれらの機能的誘導体を加えてもよく、グリコ−ル成分としては、エチレングリコ−ルの他に、ジエチレングリコ−ル、プロピレングリコ−ル、1.4−ブタンジオ−ル、1.4−ピロキシメチルシクロヘキサン等の2価アルコ−ルを加えてもよい。また、例えば難燃性を付与するために芳香族ポリホスホネ−トを加えてもよい。更に、酸化防止剤、艶消剤、着色剤、染色性向上剤、難燃性向上剤、制電剤等を添加しても差支えない。
【0022】
本発明では、撥水性のない糸条において導水効果を発揮させるために疎水性繊維のフィラメントを用いるが、更に吸水加工を施すと繊維表面のみ親水性になるため、導水効果をさらに高めることができる。この吸水加工の例としては、ポリエステルのアルカリ減量加工や、ポリエステルポリアルキレングリコール共重合樹脂いわゆる吸水ポリエステル樹脂や、セルロース、親水シリコン等の親水性を持つ加工剤の繊維表面への付着が挙げられる。本発明では、吸水性ポリエステル樹脂からなる糸条が洗濯耐久性の面で好適に用いることができる。
【0023】
本発明の編地では、裏層表面を構成する凸部の撥水性のある疎水性合成繊維が裏層を構成するループ全体の30%以上占めることが好ましい。裏層を構成するループとは、シンカーループでもニードルループでも良く、編地表面を構成するループ数でその割合を算出することができる。裏層表面を構成する凸部の撥水性のある疎水性合成繊維がループ全体の30%未満になると、大量発汗時の汗を導水して排出する効果が低下する。また、肌側と接触している撥水部分の面積が少なくなるので、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついてしまい、不快である。従って、ループ全体の50%以上を占めることが好ましく、さらに70%、特に100%を占めることが好ましい。
【0024】
次に、上述のような編地を構成するための好適な編み組織や密度構成について説明する。本発明の裏層の撥水性の凸部を目的の導水性の形態にするためには、丸編の場合、パイル専用編み機で編む方法、具体的にはシンカーパイル編み機、裏毛編み機等で編む方法がある。また、編組織の工夫によるもの、具体的には裏がパイル状になる編組織や裏側を針抜き組織にして間隔を空ける方法などがある。また、裏層の編条件の工夫によるもの、具体的にはパイルになる糸を編み順である前後1〜数コース分を細い糸で編む方法、パイルになる糸の給糸長を長くする方法などがあるが、これらに限定されない。
【0025】
凸部の頂点高さは、これらの編み条件である糸の太さ、給糸長をコントロールすることによって本発明の範囲に調整することができる。また、凸部間の隣合う距離は、ループ密度をコントロールすることによって本発明の範囲に調整することができる。例えば経方向に導水構造を持たせる場合は、ウェール方向のループ密度が30〜100ループ/inchが好適である。より好適には40〜70ループ/inchであり、更に好適には50〜60ループ/inchである。ループ密度が上記範囲を越えると、肌面から汗を吸収し難くなり、上記範囲より少ないと、導水性が低下するとともに、撥水性のない糸が肌に触れてベタツキやすくなる。また、編組織で凸部の隣合う距離をコントロールすることもできる。そのための方法としては、例えばフライス組織、針抜きダブルフェイス組織などがある。
【0026】
編地の染色加工の方法としては、一般的に丸編地を加工する染色加工設備を使用すればよく、特に限定されない。但し、本発明の編地の導水構造を形造るためには染色加工工程で引張りすぎたり、縮めすぎたりせずに、好適な密度が得られるように加工する必要がある。また、前述のように親水加工を施すことが好適に行われるが、この吸水加工は染色工程で染色と同時または染色後に行っても良いし、最終仕上等の段階でパディング法で編地に付与してもよい。尚、本発明の編地は、各種機能加工が別途施されていても良く、SR加工などの防汚加工、消臭加工、抗菌、制菌加工、UVカット加工、摩擦溶融加工、静電加工、スキンケア加工の従来公知の加工を施していても良い。
【0027】
本発明の編地は、上述のように構成されているので、大量の液相の汗を速やかに編地外に排出することができるとともに、汗が肌に張り付いたりベトついたりすることがなく、快適性が高い。具体的には、本発明の編地は、JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であり、肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることができる。
【実施例】
【0028】
以下に実施例により本発明を詳細に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例における各性能評価は以下の方法により行った。
【0029】
厚み:JIS−L−1018−1998 6.5に準じて編地の厚みを測定した。
【0030】
編地密度:JIS−L1018−1998に準じて編地のコース密度(個/inch)、ウェール密度(個/inch)を測定した。
【0031】
凸部間の隣接距離:(株)キーエンス製3次元デジタルマイクロスコープVHX800を使用して画像からループの凸部頂点間の距離を測定し、凸部間の隣接距離とした。
【0032】
凸部頂点高さ:(株)キーエンス製3次元デジタルマイクロスコープVHX800を使用して画像から凸部ループの頂点と、凸部ループ間に位置する凹部分の底点の間の距離を測定し、凸部頂高さとした。
【0033】
編地の目付:JIS−L−1096法に準じて測定した。
【0034】
撥水性:編地から撥水糸のみを抜き出して、抜出した撥水糸同士を結んで10mの長さにつなぎ合せた。大きさ約10cm四方の厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけて、(張力約0.1g/dtexをかけながら)隙間なく糸が揃った状態の板巻を用意した。下記の1〜12級のイソプロピルアルコール(IPA)濃度を変えた水溶液を、水平に置いた板巻の撥水糸に滴下して浸透度合から等級判定する。判定はDUPONT法を用いる。
<12種類の等級判定液の作成>
下記12種類の重量%で混合したIPA水溶液を調製する。

1級から順に編地上にスポイドで一滴づつ乗せ、10秒後の編地への浸透度合を見る。
10秒経たずに浸透した時点で、その混合液に相当する等級が編地の撥水度となる。
【0035】
水切れ性:<水滴落ちが止るまでの時間(分)>と<水切れ性%>の二つの指標で評価した。評価は、JIS−L−1096乾燥性A法に準じて行った。但し、水中から引き上げたら、すぐに試験片の2方を洗濯ばさみでたるまないように把持して、垂直に吊った状態で測定する。<水滴落ちが止るまでの時間(分)>は、試験片を水から引き上げた瞬間から、水滴落ちの間隔が30秒を超えるまでの時間をストップウォッチで測定した。<水切れ性%>とは、水滴落ちが止ったと判断した時の試料片の重量(W1)に対する、試料片の最初の重量(W0)の比率{(W1/W0)×100}である。なお、n=3回測定してその平均値を評価値とする。
【0036】
乾燥時間:JIS−L−1096乾燥性A法に準じて測定した。但し、本発明における乾燥時間(分)は、水滴落ちが止ったと判断した瞬間(W1)における試料片の付着水分率を100%として、試料片に含む水分率が50%になる(W2)までに要する時間とする。
試験片の水分率={(W1−W0)−(W2−W0)}/(W1−W0)×100
【0037】
拡散面積:編地を直径15cmの刺繍用丸枠に取り付け、編地表面に水溶性青染料溶液(C.I.アシッドブルー62を0.005wt%含有)を0.1ml滴下し、3分後に濡れ拡がった吸水拡散面積を次式より求める。
吸水拡散面積(cm2)=[縦の直径(cm)×横の直径(cm)]×π÷4
測定値はサンプル毎に5回行った測定の平均値とした。また、表面と裏面の両方を別々に測って、平均値が高い方を採用した。
【0038】
肌離れ性:肌離れ性とは、汗をかいても衣服が肌にくっついたりべたついたりしにくい性質のことをいう。肌離れ性の評価は、表面特性試験機KES(Kawabatas’Evaluation System for Fabrics)−SE(カトーテック(株)製)を使用する。160g/m2の水を付与した湿潤試料と、オレイン酸、スクアレン、トリオレインからなる人工皮脂を付与したフィルムとの摩擦係数を測定する。荷重は100g/cm2である。表面摩擦係数が、0.35以下であると優れた肌離れ性を有する。望ましくは、0.20〜0.32であると肌離れ性の効果が大きい。
【0039】
(実施例1)
28ゲージ両面丸編み機を用い、図1に示す完全組織F1からF8の8口給糸からなる裏パイル編み組織においてそれぞれの表側編組織用の給糸口であるF2、F4、F6とF8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1とF5の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。ポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配して編成した。
【0040】
ポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸への撥水加工は以下の様に行った。
まず、仮撚加工糸を密度0.29g/cm3の密度にチーズ状に捲き直し、更にプレスして密度0.45g/cm3のチーズを作った。次に、オーバーマイヤー糸染染色機で精練した後、フッソ系撥水加工剤「アサヒガードAG−7000」を5g/L溶液で40℃×20分処理し、脱水、乾燥させた。このときの脱水時のピックアップ率は40%であった。
【0041】
でき上がった生機に対してヒラノテクシード製ピンテンターを用いて160℃×2分のプリセットを行い、その後、下記の処方で精錬、染色仕上げ加工を行なった。
精練処方:日阪製作所製液流染色機NSタイプを用いて里田加工 ノニゾールN 1g/l、日華化学 ネオクリスタル CG1000 0.5g/l、ソーダ灰0.5g/l、浴比1:15、95℃×30分。
染色処方:日阪製作所製液流染色機NSタイプ、浴比1:15 130℃×45分で酢酸0.2g/l pH=4、明成化学 ディスパーN 700 0.5g/l、日華化学 ネオクリスタル GC1000 0.5g/l、高松油脂 SR1800 1.5%owf、蛍光染料0.25%omf染色後、遠心脱水、乾燥(120℃×3分)を行ない、以下の条件で仕上げ剤を付与した。仕上げ剤のピックアップは70%であった。
サンスタット ES−11 1%ows。(帯電防止)
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編地を
縦横に極力引っ張らないように注意した。
【0042】
編地の構造体の模式図を図2に示す。また、仕上編地の構成の詳細と評価結果を表1に示す。
【0043】
(実施例2)
28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸と撥水加工をしていない同ポリエステル加工糸を挿入で配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
通常ポリエステル ×○○○
【0044】
編地の構造体の模式図を図3に示す。また、仕上編地の構成の詳細と評価結果を表1に示す。
【0045】
(実施例3)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を4本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
【0046】
仕上編地の構成の詳細と評価結果を表1に示す。
【0047】
(実施例4)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を6本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××××
【0048】
仕上編地の構成の詳細と評価結果を表1に示す。
【0049】
(実施例5)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した167デシテックス48フィラメントのポリエステルフィラメント加工糸を4本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
【0050】
仕上編地の構成の詳細と評価結果を表1に示す。
【0051】
(実施例6)
28ゲージ両面丸編み機を用い、図4に示す完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5に50デシテックス36フィラメントの扁平断面のフラットヤーンを配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。仕上編地の構成の詳細と評価結果を表1に示す。
【0052】
(実施例7)
28ゲージ両面丸編み機を用い、実施例3と同じ編組織で図5に示す完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にフッ素繊維135デシテックス24フィラメント(東洋ポリマー社製「ハステックス」)を配し、F5に50デシテックス36フィラメントの扁平断面のフラットヤーンを配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。仕上編地の構成の詳細と評価結果を表1に示す。
【0053】
(実施例8)
実施例1と同じ編機を用いて実施例1と同じ編組織において図6の8給糸を1リピートとする編組織にてF2、F4、F6、F8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なったが、ウェール密度を密に仕上げた。仕上編地の構成の詳細と評価結果を表1に示す。
【0054】
(比較例1)
実施例2と同じトリコット編機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を8本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××××××
【0055】
仕上編地の構成の詳細と評価結果を表1に示す。でき上がった編地は凸部間の距離が大きく、汗を吸収した撥水性のない部分が肌と密着してしまい、肌離れ性が良くなかった。
【0056】
(比較例2)
実施例1と同じ編機を用いて実施例1と同じ編組織において図1の8給糸を1リピートとする編組織にてF2、F4、F6、F8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なったが、ウェール密度を密に仕上げた。でき上がった編地は凸部間の距離が狭く、汗を効率よく凹部へ吸収させることができず、肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0057】
(比較例3)
実施例1と同様の両面丸編み機を用い、同じ編組織で完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル84Tデシテックス36フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5には84Tデシテックス36フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。撥水糸の凹凸高さが低いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0058】
(比較例4)
シンカーパイル編機を用いて3給糸を1リピートとする編組織にてF2にポリエステル167Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、F3にポリエステル84T/36フィラメントの丸型断面の通常の仮撚加工糸を、またパイル組織用の給糸口であるF1の給糸口にポリエステル167デシテックス48フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を双糸で配した。できた生機を実施例1と同様に染色仕上加工を行なった。でき上がった編地は裏の撥水糸でできたパイル凸部高さが高く、汗を効率よく凹部へ吸収させることができず、肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0059】
(比較例5)
実施例1と同様の両面丸編み機を用い、図7と同じ編組織で完全組織F1からF16の16口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2、F6、F10とF14、編地裏側も同時に編んでいるF3、F4、F11とF12、F7、F8、F15とF16にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5とF13には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例3と同様に行なった。撥水糸の凹凸高さは低い上に裏側の撥水糸の混率が低いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0060】
(比較例6)
実施例1と同じ編機を用いて実施例1と同じ編組織において8給糸を1リピートとする編組織にてF2,F4、F6とF8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配した。但し、仮撚加工糸の撥水濃度が低いため接触角が低く撥水性が弱かった。F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なった。でき上がった編地は裏層の撥水性が低かったため、発汗時の裏側の肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0061】
(比較例7)
実施例1と同様の両面丸編み機を用い、同じ編組織で完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸を配し、F5には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。裏層には撥水性のある糸が無く、凹凸も無いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0062】
(比較例8)
実施例1と同じ編機を用いて実施例1と同じ編組織において図8の8給糸をリピートとする編組織にてF1、F5の給糸口を撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメントを配し、F2、F4には撥水加工を施した110デシテックス48フィラメントのポリエステルフィラメントを配して編地を作り、F7には撥水加工を施した56デシテックス24フィラメントのポリエステルフィラメントを配し、F3には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配し、F6,F8には110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を配して編成し、染色仕上げ加工は実施例1と同様に行なった。撥水糸の編地内の混率は実施例1に比較して大きくなった。F1とF7に撥水加工糸を配することにより裏側の凸部分が導水構造を持つ一方、表側はF2,F4の撥水加工糸とF6とF8の非撥水の配列により撥水も非撥水もコース方向の導水構造を得ることができず、実施例1のような導水構造が表側に無くなり、又、裏側の非撥水部分の導水構造を得ることもできなかった。本比較例では、撥水加工糸の混率が高くなった結果、水滴が落ちなくなるまでの時間が短く、乾燥時間は短かく、拡散面積比も大きかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明の編地は、大量の液相の汗を速やかに編地外に排出できるとともに、肌離れ性が良く、ベトツキが少ないので、スポーツ用シャツ、ウェアとして快適に使用することができる。
【技術分野】
【0001】
本発明は、大量の発汗時においても編地が吸収した大量の液相の汗を速やかに編地外に排出する性能を持つとともに、肌離れ性が良く、ベトつきが少ない快適な衣料用編地に関するものである。
【背景技術】
【0002】
一般にスポーツを初めとするシャツの多くは肌に接触するように着用される。そのためスポーツに使用される編織物としては、肌から激しく発汗する汗を長時間にわたり連続的に吸収すると共に、速やかに外気中に蒸散させる乾燥性を有していることが理想的とされている。一方、大量の発汗を伴った場合、乾燥が追いつかず、ウエアが重くなりかつベトベトになり肌に張り付くことがあり、非常に不快感を感じるものである。理想としては大量の発汗時においてもウエアが重くならず、肌に張り付かず、肌離れ性が良好なことが求められる。しかし、従来の吸汗速乾と言われるウエアにおいては、大量に発汗した汗をすばやく乾燥することは不可能であり、加えて吸汗機能があるがために汗を保水してしまうことにより重くなり、肌にベトついて非常に不快となる。
【0003】
従来、吸水、蒸散・速乾性については様々なアプローチがされている。例えば、特許文献1では、多層構造編地において、表面層を構成する繊維として、裏面層を構成する繊維より単糸繊度の小さい繊維を配置することにより、汗を編地の裏面層から表面層に移動拡散させ、速乾性を上げる方法が提案されている。一方、異型断面疎水性フィラメントを活用し、異繊度フィラメントを組合せて毛細管現象を促進する方法として、特許文献2では、単糸断面形状が周囲に4葉の突起部を有したX型断面であって、その1つの交差角度が95〜130度であり、空隙率が10〜35%であることを特徴とする高吸水・速乾性を有するポリエステルX型断面繊維が開示されている。更には、ポリエステルの疎水性を改善する例として、特許文献3では、繊維表面に繊維軸方向に対して直角方向に延びる多数の微細溝を有する太細繊維に親水剤を付与する方法が開示されている。しかしながら、これらの方法は、織編物に吸収した汗を素早く拡散することにより濡れた織編物の乾燥速度を向上するものの、大量発汗により織編物の汗吸収量が飽和に達するとそれ以上吸収できないため、織編物が汗で重くなったり、肌にベトついたりといった不快感に全く対応できていない。
【0004】
大量の発汗に対して肌側のベトつきを軽減させるためには編地の裏側を凹凸にすることが考えられるが、単に凹凸にするだけでは凸部はもちろん、編地全体の吸水量が増加するとベトつきが生じ、着用感が悪くなる。
【0005】
また、大量の発汗によりウエアが重くならないようにするためには編地を撥水加工することが考えられるが、単に編地全体を撥水加工すると汗を吸わないため肌がベトついて不快である。そのため、編地の片側(片面)のみを撥水加工する方法、編地の肌側(裏面)に部分的に撥水プリント加工をする方法があるが、いずれも肌側のベトつき感を軽減する有効な手段ではない。
【0006】
そのため大量の発汗時の肌離れ性を向上させるために、特許文献4では、編地の肌側(裏面)に撥水性を示す繊維と水を吸収あるいは拡散する繊維とからなる糸条を配する方法が提案されている。しかし、この方法は、肌側に接触する部分が水を吸収する繊維にも直接触れるため、大量に発汗して編地の保水量が大きく増加すると、ベトつきが発生して不快感が出てしまう。
【0007】
また、特許文献5では、肌側(裏面)が撥水加工された合成繊維マルチフィラメントを含む糸条から構成され、表面層が吸水加工された糸条からなる多層構造編地が提案されている。この編地は、高い吸水拡散性を有するが、大量の汗を機能的に排出する性能がないために、編地全体が濡れてしまうような大量発汗時には大量の汗を編地に保持してしまい、大量発汗に対して快適な手段を提供するものではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−207319号公報
【特許文献2】実用新案登録第2567438号公報
【特許文献3】特開2000−8252号公報
【特許文献4】特開平5−331747号公報
【特許文献5】特開2005−105441号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記従来技術の問題点を解消するために創案されたものであり、その目的は、大量発汗時に汗を効果的に編地外に排出して、汗を保水しすぎずに快適性を維持することができ、更に肌との接触部に汗を滞留させずに、肌側(裏面)で吸収した汗を編地の内層または表面層側へ移動させることにより肌離れ性を良くして、肌とのベトつきを軽減することができる衣料用編地を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は、上記の目的を達成するために鋭意検討した結果、編地の構造を工夫し、裏層表面に撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を設け、表層表面に撥水性のない疎水性合成繊維からなる部分を設け、裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかを編地のコース方向に連続した導水構造にすることにより、重力等の外力により汗を素早く下方向に移動させて衣服下部から外に排出できることを見出した。また、この導水構造は、前述の撥水性のある凸部の隣接距離や頂部高さを特定の範囲に設計することにより、その性能を十分に引き出すことができることを見出した。さらに、肌と接触する裏面の凸部を撥水性のある凸部とすることにより、大量の発汗時には汗を裏面からすばやく内層または表面層に拡散して裏面に汗が貯留せず、肌と編地の肌離れ性が良くなり、ベトツキ間も大きく軽減できることを見出した。
【0011】
本発明は、かかる知見に基づいて完成したものであり、以下の(1)〜(5)の構成を有するものである。
(1)裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う前記凸部間の距離が400〜3000μmであり、前記凸部の頂点高さが100〜1000μmであり、かつ裏層の前記撥水性のある疎水性合成繊維のループもしくは前記撥水性のない疎水性合成繊維のループ、または表層の前記撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする編地。
(2)前記凸部を構成する編ループが、裏層を構成するループ全体の30〜100%を占めることを特徴とする(1)に記載の編地。
(3)編地を構成する撥水性のない疎水性合成繊維が吸水加工されていることを特徴とする(1)または(2)に記載の編地。
(4)JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であることを特徴とする(1)〜(3)のいずれか記載の編地。
(5)肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることを特徴とする(1)〜(4)のいずれかに記載の編地。
【発明の効果】
【0012】
本発明の衣料用編地は、裏層表面に撥水性のある疎水性合成繊維からなる特定の凸部を設けるとともに編地の表面を構成する特定の疎水性合成繊維ループが編地のコース方向に連続した導水構造を持つようにしているので、大量の汗を効果的に衣服外に排出できる。更に肌側(裏面)で吸収した汗を編地の内層または表層側へ移動させることができ、肌離れ性が良く、肌とのベトつきが少なく、快適性が極めて高い。
【図面の簡単な説明】
【0013】
【図1】実施例1で使用した編組織を示す。
【図2】実施例1の編地の構造体の模式図を示す。
【図3】実施例2の編地の構造体の模式図を示す。
【図4】実施例6で使用した編組織を示す。
【図5】実施例7で使用した編組織を示す。
【図6】実施例8で使用した編組織を示す。
【図7】比較例5で使用した編組織を示す。
【図8】比較例8で使用した編組織を示す。
【発明を実施するための形態】
【0014】
以下、本発明の衣料用編地について詳細に説明する。
本発明の編地は、裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含むことを特徴とする。撥水性のある疎水性合成繊維からなる凸部は、予め撥水性を持たせた合成糸を、編地表面の凸部ループになるように編込むことにより得ることができる。本発明では、撥水性を持たせた合成糸を凸部のループになるように編込む方法が風合や外観品位の面から好ましい。撥水性のない疎水性合成繊維は、繊維表面に撥水加工を施していない繊維であり、例えば表面処理として編地に帯電防止加工、アクリル樹脂、ポリエステル樹脂、ポリエチレン樹脂などの撥水性を有しない樹脂加工を施されたもの、または何も表面処理されていないものを含む。
【0015】
ここで裏層表面の隣合う凸部間の距離は400〜3000μmであり、凸部の頂点高さは100〜1000μmであることが本発明の効果を最大限に出すために必要である。隣合う凸部間の距離は、500〜2800μmが好ましい。また、凸部の頂点高さは、150〜800μmが好ましい。隣合う凸部間の距離が上記範囲内であっても、凸部の高さが上記範囲を越えると、発汗時の汗を吸収するものの、汗を吸収した凸部間の撥水性のない部分が肌と密着して肌離れ性が良くならず、ベトつきが軽減されない。逆に、凸部の頂点高さが上記範囲であっても、隣合う凸部間の距離が上記範囲未満であると、凸部の撥水部の密度が高すぎて、撥水性のない部分に汗が吸収され難くなる。また、隣合う凸部間の距離が上記範囲内であっても、凸部の頂点高さが上記範囲を越えると、発汗した汗が撥水性のない部分に届きにくく、汗を吸収しづらくなりベトつきが軽減されない。凸部の頂点高さが上記範囲内であっても、隣合う凸部間の距離が上記範囲を越えると、撥水性のない部分で発汗した汗を吸収できるが編地の動きにより、汗を吸収した撥水性のない部分が肌と密着してしまい、肌離れが悪くなってベトつきが軽減され難くなる。
【0016】
さらに、本発明の編地は、裏層の撥水性のある疎水性合成繊維のループもしくは撥水性のない疎水性合成繊維のループ、または表層の撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする。これにより、編地に吸収された大量の汗が重力によってこの連続した導水部に導かれて素早く編地外に排出することができる。撥水性のある疎水性合成繊維のループを形成する凸部は、汗をその周囲の凹部に集めて、凸部に挟まれた凹部に当る撥水性のない疎水性合成繊維のループに沿って、液相の汗を重力で素早く下方に移動させ、最終的に編地外に排出することができる。このとき撥水性のある凸部は汗を凹部に集める効果とともに、集った汗を下方に向けて移動させるための溝の壁になる役目も担っていると考えられる。ここで集った汗が一方向に継続して進んでいくためには、撥水性のある凸部、またはこの凸部間の溝に相当する撥水性のない部分の少なくともどちらかが編地のコース方向に連続していることが重要である。導水構造は、撥水加工された疎水性合成繊維のループが裏面に凸部としてコース方向に連続的に繋がっていることが好ましいが、凸部が撥水性の無い疎水性合成繊維でコース方向に連続的に繋がっていても良く、凹部はもちろん、生地表側に撥水性合成繊維或いは撥水加工されていない疎水性合成繊維によりコース方向に連続的に繋がっていれば良く、編組織柄として部分的にタック編やウエルト部分が挟まれていても構わない。
【0017】
前述の導水構造においてコース方向に連続したとは、例えば撥水性のある凸部が導水構造をとる場合、撥水性のある糸がコース方向に編ループを連結した構造であり、連結したループが編組織として連続していることを言う。経編では同じ糸がコース方向にループを作ることであり、横編や丸編の場合は隣合う又は離れた給糸口から供給された糸のループ同士が繋がっていることを言う。経編では例えば2枚の筬で編む一般的なハーフ組織(F:23/10 B:10/12)でニードループ側を肌側とする場合、バック筬の糸を少なくとも2本以上の撥水糸を隣合わせで配列することにより、ニードルループ面は撥水糸でコース方向で導水構造を作ることができる。また、ハーフ組織に撥水糸をミドル筬に入れて挿入編で編地のニードルループ側にストライプ状に配することもできる。ハーフ組織の場合、撥水糸が1本のみの配列であると、コース方向に連結した導水構造を作ることができない。また、ミドル筬で挿入編とする場合、ウェール方向の密度バランスを考慮しながら糸抜きにする方法が好ましい。丸編の場合、シングル編とダブル編で編組織を変えることになる。シングル編の場合、撥水糸を編み組織に合わせて順番に給糸口に配置するのであるが、撥水糸がニットとタックの組合せによりコース方向にループが連結又は接触していることを言う。ダブル編の場合、両面編のシリンダー側又はダイアル側の一方を撥水糸でシングル編と同様にニットとタックの組合せによりコース方向に連結又は接触していることを言う。構造としては、撥水糸で構成されるループが編地の裏層表面に凸状に配置することが必要であるが、その手段としては編組織によるもの、或いは糸の繊度で凹凸をつける方法などがある。
【0018】
また、撥水性のない部分が導水構造をとる場合は、撥水性のある凸部と同様の連続構造であればよい。このとき編地の表層表面及び/又は裏層表面のどちらかがこの導水構造を含んでいれば良いが、撥水性のある糸で構成する場合は、少なくとも裏層は撥水性のある糸で導水構造を含めるべきである。これは肌離れ性に優れた着用快適性の高い編地にするためである。
【0019】
裏層表面の撥水性のある凸部に使用される撥水性のある糸としては、合成繊維フィラメント、紡績糸、及びフィラメントと紡績糸の複合糸等が挙げられるが、これらのうち合成繊維フィラメントが導水効果の点で好ましい。これは、フィラメントであると編組織による微細なサイズの凹凸構造が作り易く、凸部の隣合う距離と頂部高さを制御しやすいためである。フィラメントはフラットヤーンでも仮撚加工糸など捲縮のあるタイプでも良いが、肌触り感、ピリング性を重視する場合は仮撚加工糸など捲縮のあるタイプが望ましい。単糸繊度は肌触り感、撥水の効果を出すためには特に限定されないが、0.3〜5.5デシテックスが望ましい。糸断面は特に限定されるものではなく、丸断面はもちろん、三角、Y、+、扁平などいずれでも良い。更に、フィラメントは疎水性であることが本発明の効果を出すために好適である。親水性繊維に撥水加工しても良いが、疎水性繊維を撥水加工したものに比べて、一般的に撥水性能、洗濯耐久性が劣りやすい。
【0020】
繊維の撥水性は、繊維そのものが撥水性を有するフッ素系繊維(ETFE:エチレン・テトラフルオロチレン共重合体)などの代表的な撥水性の繊維を用いるか、または、疎水性繊維(ポリエステル、ナイロンなど)に撥水加工を施すことにより達成される。撥水加工は、フッ素系、シリコン系、パラフィン系撥水剤等の一般的な繊維用撥水剤を用いれば良いが、フッ素系撥水剤が撥水性能や洗濯耐久性の面で好ましい。本発明の効果を出すためには裏層の撥水性のない部分を構成する糸も疎水性繊維を用いることが必要である。疎水性繊維としては、ポリエステル系繊維、ポリアミド系繊維、アクリル系繊維、及びポリオレフィン系繊維等が挙げられるが、これらのうちポリエステル系繊維が好ましい。本発明のように編地中に存在する撥水糸の撥水性を評価する方法としては、例えばDUPONT法などで評価することができる。DUPONT法を用いる場合は、編地から撥水糸のみを抜き出して連結し、厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけた板巻を作る。その板巻にイソプロピルアルコール水溶液を摘下して液滴の浸透具合で撥水性を判定することができる。
【0021】
疎水性繊維に用いられるポリエステル系繊維としては、その全構成単位の少なくとも80%以上がエチレンテレフタレ−トであるポリエステル繊維が挙げられ、特にテレフタル酸又はその機能的誘導体とエチレングリコ−ル又はエチレンオキサイドとから製造されたポリエチレンテレフタレ−ト繊維が好ましい。酸成分としては、テレフタル酸又はその機能的誘導体の他に、20モル%未満、好ましくは10モル%未満の範囲でイソフタル酸、アジピン酸、セパチン酸、アゼライン酸、ナフタ−ル酸、P−オキシ安息香酸、2.5−ジメチルテレフタル酸、ビス(P−カルボキシフエノキシ)エタン、2.6−ナフタレンジカルボン酸、3.5−ジ(カルボメトキシ)ベンゼンスルホン酸塩又はそれらの機能的誘導体を加えてもよく、グリコ−ル成分としては、エチレングリコ−ルの他に、ジエチレングリコ−ル、プロピレングリコ−ル、1.4−ブタンジオ−ル、1.4−ピロキシメチルシクロヘキサン等の2価アルコ−ルを加えてもよい。また、例えば難燃性を付与するために芳香族ポリホスホネ−トを加えてもよい。更に、酸化防止剤、艶消剤、着色剤、染色性向上剤、難燃性向上剤、制電剤等を添加しても差支えない。
【0022】
本発明では、撥水性のない糸条において導水効果を発揮させるために疎水性繊維のフィラメントを用いるが、更に吸水加工を施すと繊維表面のみ親水性になるため、導水効果をさらに高めることができる。この吸水加工の例としては、ポリエステルのアルカリ減量加工や、ポリエステルポリアルキレングリコール共重合樹脂いわゆる吸水ポリエステル樹脂や、セルロース、親水シリコン等の親水性を持つ加工剤の繊維表面への付着が挙げられる。本発明では、吸水性ポリエステル樹脂からなる糸条が洗濯耐久性の面で好適に用いることができる。
【0023】
本発明の編地では、裏層表面を構成する凸部の撥水性のある疎水性合成繊維が裏層を構成するループ全体の30%以上占めることが好ましい。裏層を構成するループとは、シンカーループでもニードルループでも良く、編地表面を構成するループ数でその割合を算出することができる。裏層表面を構成する凸部の撥水性のある疎水性合成繊維がループ全体の30%未満になると、大量発汗時の汗を導水して排出する効果が低下する。また、肌側と接触している撥水部分の面積が少なくなるので、肌と撥水性のない糸との編地が密着してしまい、肌離れ性が良くなく、ベトついてしまい、不快である。従って、ループ全体の50%以上を占めることが好ましく、さらに70%、特に100%を占めることが好ましい。
【0024】
次に、上述のような編地を構成するための好適な編み組織や密度構成について説明する。本発明の裏層の撥水性の凸部を目的の導水性の形態にするためには、丸編の場合、パイル専用編み機で編む方法、具体的にはシンカーパイル編み機、裏毛編み機等で編む方法がある。また、編組織の工夫によるもの、具体的には裏がパイル状になる編組織や裏側を針抜き組織にして間隔を空ける方法などがある。また、裏層の編条件の工夫によるもの、具体的にはパイルになる糸を編み順である前後1〜数コース分を細い糸で編む方法、パイルになる糸の給糸長を長くする方法などがあるが、これらに限定されない。
【0025】
凸部の頂点高さは、これらの編み条件である糸の太さ、給糸長をコントロールすることによって本発明の範囲に調整することができる。また、凸部間の隣合う距離は、ループ密度をコントロールすることによって本発明の範囲に調整することができる。例えば経方向に導水構造を持たせる場合は、ウェール方向のループ密度が30〜100ループ/inchが好適である。より好適には40〜70ループ/inchであり、更に好適には50〜60ループ/inchである。ループ密度が上記範囲を越えると、肌面から汗を吸収し難くなり、上記範囲より少ないと、導水性が低下するとともに、撥水性のない糸が肌に触れてベタツキやすくなる。また、編組織で凸部の隣合う距離をコントロールすることもできる。そのための方法としては、例えばフライス組織、針抜きダブルフェイス組織などがある。
【0026】
編地の染色加工の方法としては、一般的に丸編地を加工する染色加工設備を使用すればよく、特に限定されない。但し、本発明の編地の導水構造を形造るためには染色加工工程で引張りすぎたり、縮めすぎたりせずに、好適な密度が得られるように加工する必要がある。また、前述のように親水加工を施すことが好適に行われるが、この吸水加工は染色工程で染色と同時または染色後に行っても良いし、最終仕上等の段階でパディング法で編地に付与してもよい。尚、本発明の編地は、各種機能加工が別途施されていても良く、SR加工などの防汚加工、消臭加工、抗菌、制菌加工、UVカット加工、摩擦溶融加工、静電加工、スキンケア加工の従来公知の加工を施していても良い。
【0027】
本発明の編地は、上述のように構成されているので、大量の液相の汗を速やかに編地外に排出することができるとともに、汗が肌に張り付いたりベトついたりすることがなく、快適性が高い。具体的には、本発明の編地は、JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であり、肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることができる。
【実施例】
【0028】
以下に実施例により本発明を詳細に説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例における各性能評価は以下の方法により行った。
【0029】
厚み:JIS−L−1018−1998 6.5に準じて編地の厚みを測定した。
【0030】
編地密度:JIS−L1018−1998に準じて編地のコース密度(個/inch)、ウェール密度(個/inch)を測定した。
【0031】
凸部間の隣接距離:(株)キーエンス製3次元デジタルマイクロスコープVHX800を使用して画像からループの凸部頂点間の距離を測定し、凸部間の隣接距離とした。
【0032】
凸部頂点高さ:(株)キーエンス製3次元デジタルマイクロスコープVHX800を使用して画像から凸部ループの頂点と、凸部ループ間に位置する凹部分の底点の間の距離を測定し、凸部頂高さとした。
【0033】
編地の目付:JIS−L−1096法に準じて測定した。
【0034】
撥水性:編地から撥水糸のみを抜き出して、抜出した撥水糸同士を結んで10mの長さにつなぎ合せた。大きさ約10cm四方の厚紙に連結した撥水糸を隣同士隙間が空かないように捲きつけて、(張力約0.1g/dtexをかけながら)隙間なく糸が揃った状態の板巻を用意した。下記の1〜12級のイソプロピルアルコール(IPA)濃度を変えた水溶液を、水平に置いた板巻の撥水糸に滴下して浸透度合から等級判定する。判定はDUPONT法を用いる。
<12種類の等級判定液の作成>
下記12種類の重量%で混合したIPA水溶液を調製する。
1級から順に編地上にスポイドで一滴づつ乗せ、10秒後の編地への浸透度合を見る。
10秒経たずに浸透した時点で、その混合液に相当する等級が編地の撥水度となる。
【0035】
水切れ性:<水滴落ちが止るまでの時間(分)>と<水切れ性%>の二つの指標で評価した。評価は、JIS−L−1096乾燥性A法に準じて行った。但し、水中から引き上げたら、すぐに試験片の2方を洗濯ばさみでたるまないように把持して、垂直に吊った状態で測定する。<水滴落ちが止るまでの時間(分)>は、試験片を水から引き上げた瞬間から、水滴落ちの間隔が30秒を超えるまでの時間をストップウォッチで測定した。<水切れ性%>とは、水滴落ちが止ったと判断した時の試料片の重量(W1)に対する、試料片の最初の重量(W0)の比率{(W1/W0)×100}である。なお、n=3回測定してその平均値を評価値とする。
【0036】
乾燥時間:JIS−L−1096乾燥性A法に準じて測定した。但し、本発明における乾燥時間(分)は、水滴落ちが止ったと判断した瞬間(W1)における試料片の付着水分率を100%として、試料片に含む水分率が50%になる(W2)までに要する時間とする。
試験片の水分率={(W1−W0)−(W2−W0)}/(W1−W0)×100
【0037】
拡散面積:編地を直径15cmの刺繍用丸枠に取り付け、編地表面に水溶性青染料溶液(C.I.アシッドブルー62を0.005wt%含有)を0.1ml滴下し、3分後に濡れ拡がった吸水拡散面積を次式より求める。
吸水拡散面積(cm2)=[縦の直径(cm)×横の直径(cm)]×π÷4
測定値はサンプル毎に5回行った測定の平均値とした。また、表面と裏面の両方を別々に測って、平均値が高い方を採用した。
【0038】
肌離れ性:肌離れ性とは、汗をかいても衣服が肌にくっついたりべたついたりしにくい性質のことをいう。肌離れ性の評価は、表面特性試験機KES(Kawabatas’Evaluation System for Fabrics)−SE(カトーテック(株)製)を使用する。160g/m2の水を付与した湿潤試料と、オレイン酸、スクアレン、トリオレインからなる人工皮脂を付与したフィルムとの摩擦係数を測定する。荷重は100g/cm2である。表面摩擦係数が、0.35以下であると優れた肌離れ性を有する。望ましくは、0.20〜0.32であると肌離れ性の効果が大きい。
【0039】
(実施例1)
28ゲージ両面丸編み機を用い、図1に示す完全組織F1からF8の8口給糸からなる裏パイル編み組織においてそれぞれの表側編組織用の給糸口であるF2、F4、F6とF8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1とF5の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。ポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配して編成した。
【0040】
ポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸への撥水加工は以下の様に行った。
まず、仮撚加工糸を密度0.29g/cm3の密度にチーズ状に捲き直し、更にプレスして密度0.45g/cm3のチーズを作った。次に、オーバーマイヤー糸染染色機で精練した後、フッソ系撥水加工剤「アサヒガードAG−7000」を5g/L溶液で40℃×20分処理し、脱水、乾燥させた。このときの脱水時のピックアップ率は40%であった。
【0041】
でき上がった生機に対してヒラノテクシード製ピンテンターを用いて160℃×2分のプリセットを行い、その後、下記の処方で精錬、染色仕上げ加工を行なった。
精練処方:日阪製作所製液流染色機NSタイプを用いて里田加工 ノニゾールN 1g/l、日華化学 ネオクリスタル CG1000 0.5g/l、ソーダ灰0.5g/l、浴比1:15、95℃×30分。
染色処方:日阪製作所製液流染色機NSタイプ、浴比1:15 130℃×45分で酢酸0.2g/l pH=4、明成化学 ディスパーN 700 0.5g/l、日華化学 ネオクリスタル GC1000 0.5g/l、高松油脂 SR1800 1.5%owf、蛍光染料0.25%omf染色後、遠心脱水、乾燥(120℃×3分)を行ない、以下の条件で仕上げ剤を付与した。仕上げ剤のピックアップは70%であった。
サンスタット ES−11 1%ows。(帯電防止)
その後、最終セットをピンテンター160℃×2分の条件で行ない、性量調整し、最終生地を得た。その際にもテンター幅は編地の皺を取る程度の幅として、仕上げた編地を
縦横に極力引っ張らないように注意した。
【0042】
編地の構造体の模式図を図2に示す。また、仕上編地の構成の詳細と評価結果を表1に示す。
【0043】
(実施例2)
28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸と撥水加工をしていない同ポリエステル加工糸を挿入で配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
通常ポリエステル ×○○○
【0044】
編地の構造体の模式図を図3に示す。また、仕上編地の構成の詳細と評価結果を表1に示す。
【0045】
(実施例3)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を4本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
【0046】
仕上編地の構成の詳細と評価結果を表1に示す。
【0047】
(実施例4)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を6本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××××
【0048】
仕上編地の構成の詳細と評価結果を表1に示す。
【0049】
(実施例5)
実施例2に準じて28ゲージトリコット機を用いてベース組織をハーフとし、裏側に撥水加工を施した167デシテックス48フィラメントのポリエステルフィラメント加工糸を4本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××
【0050】
仕上編地の構成の詳細と評価結果を表1に示す。
【0051】
(実施例6)
28ゲージ両面丸編み機を用い、図4に示す完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5に50デシテックス36フィラメントの扁平断面のフラットヤーンを配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。仕上編地の構成の詳細と評価結果を表1に示す。
【0052】
(実施例7)
28ゲージ両面丸編み機を用い、実施例3と同じ編組織で図5に示す完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にフッ素繊維135デシテックス24フィラメント(東洋ポリマー社製「ハステックス」)を配し、F5に50デシテックス36フィラメントの扁平断面のフラットヤーンを配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。仕上編地の構成の詳細と評価結果を表1に示す。
【0053】
(実施例8)
実施例1と同じ編機を用いて実施例1と同じ編組織において図6の8給糸を1リピートとする編組織にてF2、F4、F6、F8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なったが、ウェール密度を密に仕上げた。仕上編地の構成の詳細と評価結果を表1に示す。
【0054】
(比較例1)
実施例2と同じトリコット編機を用いてベース組織をハーフとし、裏側に撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメント加工糸を8本に1本の割合で挿入して配して編地を作り、染色仕上げ加工は実施例1と同等に行なった。編組織を以下に示す。
B:ポリエステル56T/24生糸 10/12
M:撥水加工ポリエステル加工糸84T/36 11/00
とポリエステル加工糸84T/36
F:ポリエステル56T/24生糸 23/10
※M糸の配置:撥水ポリエステル ○×××××××
【0055】
仕上編地の構成の詳細と評価結果を表1に示す。でき上がった編地は凸部間の距離が大きく、汗を吸収した撥水性のない部分が肌と密着してしまい、肌離れ性が良くなかった。
【0056】
(比較例2)
実施例1と同じ編機を用いて実施例1と同じ編組織において図1の8給糸を1リピートとする編組織にてF2、F4、F6、F8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なったが、ウェール密度を密に仕上げた。でき上がった編地は凸部間の距離が狭く、汗を効率よく凹部へ吸収させることができず、肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0057】
(比較例3)
実施例1と同様の両面丸編み機を用い、同じ編組織で完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル84Tデシテックス36フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5には84Tデシテックス36フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。撥水糸の凹凸高さが低いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0058】
(比較例4)
シンカーパイル編機を用いて3給糸を1リピートとする編組織にてF2にポリエステル167Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、F3にポリエステル84T/36フィラメントの丸型断面の通常の仮撚加工糸を、またパイル組織用の給糸口であるF1の給糸口にポリエステル167デシテックス48フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を双糸で配した。できた生機を実施例1と同様に染色仕上加工を行なった。でき上がった編地は裏の撥水糸でできたパイル凸部高さが高く、汗を効率よく凹部へ吸収させることができず、肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0059】
(比較例5)
実施例1と同様の両面丸編み機を用い、図7と同じ編組織で完全組織F1からF16の16口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2、F6、F10とF14、編地裏側も同時に編んでいるF3、F4、F11とF12、F7、F8、F15とF16にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配し、F5とF13には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例3と同様に行なった。撥水糸の凹凸高さは低い上に裏側の撥水糸の混率が低いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0060】
(比較例6)
実施例1と同じ編機を用いて実施例1と同じ編組織において8給糸を1リピートとする編組織にてF2,F4、F6とF8にポリエステル110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸に撥水加工を施した糸状を配した。但し、仮撚加工糸の撥水濃度が低いため接触角が低く撥水性が弱かった。F3とF7に33デシテックス12フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。できた生機を実施例1と同様に染色仕上加工を行なった。でき上がった編地は裏層の撥水性が低かったため、発汗時の裏側の肌離れ性が良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0061】
(比較例7)
実施例1と同様の両面丸編み機を用い、同じ編組織で完全組織F1からF8の8口給糸からなるポンチ編み組織においてそれぞれの表側編組織用の給糸口であるF2とF6と編地裏側も同時に編んでいるF3とF4、F7とF8にポリエステル56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を、また裏側(肌面)編組織用の給糸口であるF1の給糸口にポリエステル84デシテックス36フィラメント丸型断面の仮撚加工糸を配し、F5には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配して編成した。次に染色仕上げ加工は実施例1と同等に行なった。裏層には撥水性のある糸が無く、凹凸も無いため、肌離れ性、水切れ性は良くなかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0062】
(比較例8)
実施例1と同じ編機を用いて実施例1と同じ編組織において図8の8給糸をリピートとする編組織にてF1、F5の給糸口を撥水加工を施した84デシテックス36フィラメントのポリエステルフィラメントを配し、F2、F4には撥水加工を施した110デシテックス48フィラメントのポリエステルフィラメントを配して編地を作り、F7には撥水加工を施した56デシテックス24フィラメントのポリエステルフィラメントを配し、F3には56Tデシテックス24フィラメントの丸型断面の通常の仮撚加工糸を配し、F6,F8には110Tデシテックス48フィラメントの丸型断面の通常の仮撚加工糸を配して編成し、染色仕上げ加工は実施例1と同様に行なった。撥水糸の編地内の混率は実施例1に比較して大きくなった。F1とF7に撥水加工糸を配することにより裏側の凸部分が導水構造を持つ一方、表側はF2,F4の撥水加工糸とF6とF8の非撥水の配列により撥水も非撥水もコース方向の導水構造を得ることができず、実施例1のような導水構造が表側に無くなり、又、裏側の非撥水部分の導水構造を得ることもできなかった。本比較例では、撥水加工糸の混率が高くなった結果、水滴が落ちなくなるまでの時間が短く、乾燥時間は短かく、拡散面積比も大きかった。仕上編地の構成の詳細と評価結果を表1に示す。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明の編地は、大量の液相の汗を速やかに編地外に排出できるとともに、肌離れ性が良く、ベトツキが少ないので、スポーツ用シャツ、ウェアとして快適に使用することができる。
【特許請求の範囲】
【請求項1】
裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う前記凸部間の距離が400〜3000μmであり、前記凸部の頂点高さが100〜1000μmであり、かつ裏層の前記撥水性のある疎水性合成繊維のループもしくは前記撥水性のない疎水性合成繊維のループ、または表層の前記撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする編地。
【請求項2】
前記凸部を構成する編ループが、裏層を構成するループ全体の30〜100%を占めることを特徴とする請求項1に記載の編地。
【請求項3】
編地を構成する撥水性のない疎水性合成繊維が吸水加工されていることを特徴とする請求項1または2に記載の編地。
【請求項4】
JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であることを特徴とする請求項1〜3のいずれか記載の編地。
【請求項5】
肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることを特徴とする請求項1〜4のいずれかに記載の編地。
【請求項1】
裏層表面が撥水性のある疎水性合成繊維からなる凸部と撥水性のない疎水性合成繊維からなる部分を含み、表層表面が撥水性のない疎水性合成繊維からなる部分を含む編地であって、裏層表面の隣合う前記凸部間の距離が400〜3000μmであり、前記凸部の頂点高さが100〜1000μmであり、かつ裏層の前記撥水性のある疎水性合成繊維のループもしくは前記撥水性のない疎水性合成繊維のループ、または表層の前記撥水性のない疎水性合成繊維のループの少なくともいずれかが編地のコース方向に連続した導水構造を持つことを特徴とする編地。
【請求項2】
前記凸部を構成する編ループが、裏層を構成するループ全体の30〜100%を占めることを特徴とする請求項1に記載の編地。
【請求項3】
編地を構成する撥水性のない疎水性合成繊維が吸水加工されていることを特徴とする請求項1または2に記載の編地。
【請求項4】
JIS−L−1096Bの乾燥性において、水中から引き上げてから水滴が落ちなくなるまでの時間が330秒以内であり、水切れ性が280%以内であり、50%乾燥時間が120分以内であることを特徴とする請求項1〜3のいずれか記載の編地。
【請求項5】
肌離れ性が1.50以下であり、JIS−L−1018のウイッキング法で水を滴下した時の拡散面積比(=(表面の湿潤面積)/(裏面の湿潤面積))が4以上であることを特徴とする請求項1〜4のいずれかに記載の編地。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−226026(P2011−226026A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−97523(P2010−97523)
【出願日】平成22年4月21日(2010.4.21)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月21日(2010.4.21)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]