
製袋包装機
【課題】 生産効率の向上と見栄えの良い状態で商品の生産を中断し得る製袋包装機を提供する。
【解決手段】 連包商品LMを制作可能な製袋包装機に関する。包材を溶着する溶着手段と、溶着された領域において包材に切り込みを形成すると共にヘッダHの上端において包材を切断して連包商品LM同士を切り放す切断手段と、包装動作を停止する際に操作される操作部と、1つの連包商品ごとの小袋Bの所定数を記憶する記憶手段と、操作部が操作されて包装動作を停止する際に、包装動作の進捗状況に拘わらず、所定数の小袋Bの生成と、ヘッダHの上端の切り放しとを行って連包商品LMを制作した後に、包装動作を停止させる制御手段とを備えたことを特徴とする。
【解決手段】 連包商品LMを制作可能な製袋包装機に関する。包材を溶着する溶着手段と、溶着された領域において包材に切り込みを形成すると共にヘッダHの上端において包材を切断して連包商品LM同士を切り放す切断手段と、包装動作を停止する際に操作される操作部と、1つの連包商品ごとの小袋Bの所定数を記憶する記憶手段と、操作部が操作されて包装動作を停止する際に、包装動作の進捗状況に拘わらず、所定数の小袋Bの生成と、ヘッダHの上端の切り放しとを行って連包商品LMを制作した後に、包装動作を停止させる制御手段とを備えたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製袋包装機に関するものである。
【背景技術】
【0002】
複数の小袋を連ねた連包商品を作成する製造装置が開示されている。(特許文献1)。この種の連包商品としては、被包装物が収容された所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品がある。
【特許文献1】実開平1−061006号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
かかる連包商品を作成中に装置を停止させた場合、停止させるタイミングによっては、連包商品の中途半端な部分で該連包商品の作成が停止される。そのため、1つの連包商品の内の幾つかの小袋が装置にぶら下がった状態のまま、装置が停止することになる。
【0004】
このように、従来の装置では、一連の連包商品の作成途中で包装動作を停止するので、再度生産を開始するに際し生産効率が低下すると共に、製品の無駄が生じる。特に、展示会などでは、装置に作成途中の商品がぶら下がったまま停止するため、非常に見栄えが悪い。
【0005】
したがって、本発明の目的は、生産効率の向上と見栄えの良い状態で商品の生産を中断し得る製袋包装機を提供することである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明の製袋包装機は、被包装物が収容され所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品を制作可能な製袋包装機において、前記小袋間および前記小袋とヘッダの間において包材を溶着する溶着手段と、前記溶着された領域において前記包材に切り込みを形成すると共に前記ヘッダの上端において包材を切断して連包商品同士を切り放す切断手段と、包装動作を停止する際に操作される操作部と、前記1つの連包商品ごとの前記小袋の所定数を記憶する記憶手段と、前記操作部が操作されて前記包装動作を停止する際に、前記包装動作の進捗状況に拘わらず、所定数の小袋の生成と、前記ヘッダの上端の切り放しとを行って連包商品を制作した後に、前記包装動作を停止させる制御手段とを備えたことを特徴とする。
【発明の効果】
【0007】
本発明によれば、一連の連包商品毎に製造を中止するので生産効率が上がると共に、製品の無駄がなくなる。製造途中の小袋がぶら下がったまま停止するのを防止できるから、特に展示会などで見栄えが悪くなるのを防止できる。
【発明を実施するための最良の形態】
【0008】
本発明において、前記制御手段は、上方の供給手段からの被包装物の供給を要求する要求信号を出力し、かつ、前記供給手段からの被包装物の排出の完了を意味する排出信号を受け取り、前記要求信号または完了信号の数が各連包商品ごとにカウンタで計数され、前記カウンタで計数された要求信号または完了信号が前記記憶手段に記憶された所定数と一致するまで前記要求信号を前記供給手段に出力して、前記所定数の小袋を生成した後に、前記ヘッダを生成して、当該連包商品を切り放した状態で包装動作を停止させるのが好ましい。
この態様によれば、排出信号や完了信号の数をカウントすることにより、確実に連包商品を切り離した状態で包装動作を停止させることができる。
【0009】
本発明において、製袋包装機を非常停止するための非常停止ボタンが前記操作部とは別に設けられ、前記非常停止ボタンが押下された際には、前記包装動作の進捗状況に拘わらず、直ちに包装動作が停止されるのが好ましい。
この態様によれば、緊急時のような場合には動作を即座に停止し被害を回避することができる。
【実施例1】
【0010】
以下、本発明の実施例を図面にしたがって説明する。
以下の説明では、製袋包装機の上流に組合せ計量装置からなる供給手段を配置したシステムを例示している。なお、以下の説明において、「前」、「後」、「右」、「左」とあるのは、正面視でそれぞれ「手前側」、「奥側」、「右側」、「左側」を意味する。
【0011】
全体構成:
図1〜5は、実施例1を示す。
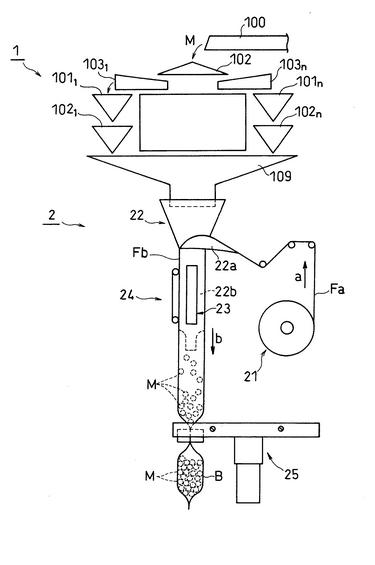
図1に示すように、本システムでは、組合せ計量装置1の下方に製袋包装機2が設けられており、組合せ計量装置1は上流側から供給される被包装物Mを一まとめにして目標重量または目標重量に近い値とし、下方の製袋包装機2に落下させる。製袋包装機2は前記被包装物Mを小袋Bに封入する。
【0012】
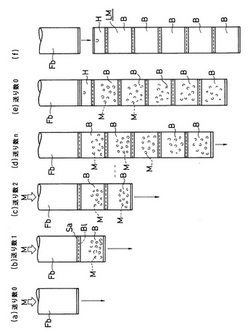
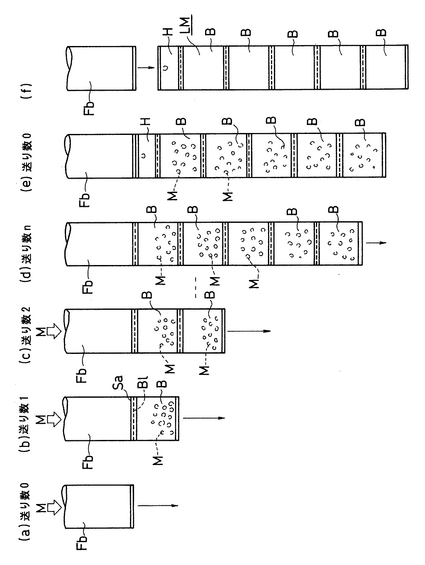
連包商品LM:
製袋包装機2は前記小袋を複数作成することにより、たとえば、図5(f)に示すような連包商品LMを製造することができる。連包商品LMは、被包装物Mが収容され所定数の互いに連なった小袋Bと、最上部の小袋Bの更に上に設けられ吊り下げ部を形成するヘッダHからなる。各小袋B間および前記小袋BとヘッダHの間の溶着された領域Saには、切り込み(ミシン目)Blが形成されている。なお、ヘッダHには被包装物Mが収容されていない。また、ヘッダHの袋部分には吊り下げ用の孔が穿孔されている。
本製袋包装機2は、前記連包商品LMと、各小袋Bが互いに切り放された単包商品とを切り替えて製造することが可能であるが、まず、連包商品LMを製造する場合について説明する。
【0013】
組合せ計量装置1:
搬送コンベヤ100が被包装物Mを分散テーブル102のほぼ中央に落下させると、前記分散テーブル102および各供給トラフ103i は、それぞれ加振装置の駆動により振動することで、分散テーブル102上の被包装物Mを、各供給トラフ103i の下流に設けられた多数のプールホッパ101i に供給する。これら各プールホッパ101i は、前記各供給トラフ103i から供給されて受け取った被包装物Mを一時的に収容して貯留する。前記各プールホッパ101i の下方には各々計量ホッパ102i が設けられている。これら計量ホッパ102i には、前記プールホッパ101i から被包装物Mが投入される。投入された被包装物Mの重量は、各計量ホッパ102i の重量検出器で検出される。各計量ホッパ102i の下方には大きな排出シュート109が設けられており、前記重量検出器で検出された被包装物Mの重量を組み合わせることで、被包装物Mを一まとめにして目標重量または目標重量に近い値とし、下方の製袋包装機2に落下させる。
【0014】
製袋包装機2:
製袋包装機2は、ロール支持部21、フォーマ22、プルダウンベルト機構23、縦シール装置24、横シール装置25およびカッタ装置26(図2)などを備えている。
矢印aで示すように、ロール支持部21から帯状の包材Faが繰り出され、フォーマ22のセーラ22aおよびチューブ22bにより、前記繰り出された帯状包材Faの左右両縁部が重ね合わされて筒状になる。
プルダウンベルト機構23が、筒状に形成された包材Fbを左右両側からチューブ22bに押し付けながら、矢印bで示すように下方へ搬送する。同時に、縦シール装置24は、前記筒状包材Fbの重ね合わせ部を長手方向に縦シールを行う。
【0015】
その後、横シール装置25が筒状包材Fbを前後両側から挟み付けて、該筒状包材Fbの所定位置を幅方向に横シールを行うと共に、図2のカッタ装置26が該シール部分に切り込みを作成する。カッタ装置26は、後述するように、所定個数毎にヘッダH(図5(f))を作成し、該ヘッダHと小袋Bとを切り離して連包商品LMを作成する。
【0016】
横シール装置25:
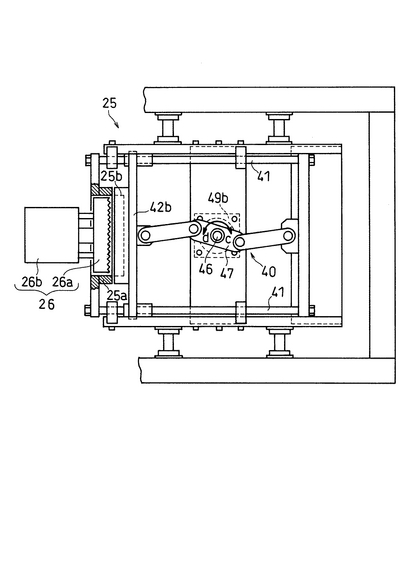
図2および図3は、横シール装置25の概略平面図である。
図2及び図3に示すように、横シール装置(溶着手段)25は前後一対、かつ、左右方向へ延びるシールジョー25a,25bを有している。シールジョー25a,25bは、サーボモータ49b、クランク47および支持ロッド41などからなる周知の移動機構40により、図2の互いに接近した状態と、図3の離反した状態との間を繰り返し移動される。
【0017】
図2のサーボモータ49bにより、クランク47が回転軸46の周りを矢印c方向に回転すると、シールジョー25a,25bは、図2に示す接近状態から、図3に示す離反状態に移動される。一方、クランク47が回転軸46周りに矢印cとは逆方向の矢印d方向に回転すると、シールジョー25a,25bは、図3に示す離反状態から、図2に示す接近状態に移動される。
【0018】
各シールジョー25a,25bは、それぞれ、図示しないヒータを有している。シールジョー25a,25bが互いに接近し、筒状包材Fbを挟み付けることより、前記ヒータが筒状包材Fbを互いに溶着する。
【0019】
カッタ装置26:
前側のシールジョー25aにはカッタ装置(切断手段)26が取り付けられている。カッタ装置26は、鋸状の刃が形成されたカッタ26aおよび複合シリンダ26bを備えている。
筒状包材Fbに切り込みを形成する場合には、前記カッタ26aは、前記複合シリンダ26bにより前進され、シールジョー25aの端面から若干突出した状態となる。シールジョー25a,25bが互いに近接し、筒状包材Fbを挟み付けると、カッタ26aの先端部分(鋸状の刃の山形の部分)のみが筒状包材Fbを貫通し、破線状に切り込みが形成された切り込みが形成される。
一方、筒状包材Fbを切断する場合には、複合シリンダ26bにより、更に前進され、シールジョー25aの端面から大きく突出した状態となる。かかる状態でシールジョー25a,25bが筒状包材Fbを挟み付けると、カッタ26aにより筒状包材Fbが切断される。
【0020】
機器構成:
図4に示すように、製袋包装機2は、該製袋包装機2を制御するコントロールユニット(制御手段)50を備えている。コントロールユニット50は、たとえば、マイコンを備え、コントロールユニット50には、タッチスクリーン56、非常停止ボタン57、プルダウンベルト機構23、縦シール装置24、横シール装置25およびカッタ装置26などが図示しないインターフェイスを介して接続されている。
【0021】
コントロールユニット50は、CPU51およびメモリ(記憶手段)52を備えている。メモリ52には、要求信号カウンタ53、フィルム送り数カウンタ54および商品情報記憶部55などが設けられている。
【0022】
コントロールユニット50は、被包装物Mの供給を要求する度に、上方の組合せ計量装置1に要求信号を出力する。組合せ計量装置1は、前記要求信号を受け取ると被包装物Mの供給を行う。組合せ計量装置1は、製袋包装機2から要求信号を1回受け取ると、当該要求信号に対応する被包装物Mの供給を1回行う。組合せ計量装置1は、被包装物Mの供給排出を行う毎に、被包装物Mの排出完了を意味する排出信号を製袋包装機2に出力する。
【0023】
要求信号カウンタ53は、要求信号を組合せ計量装置1に向って出力する毎にインクリメントされる。要求信号カウンタ53は、連包商品LMを構成する小袋数に達すると0クリアされる。したがって、要求信号カウンタ53は、要求信号を出力する度にインクリメントされ、小袋数に達すると0クリアされるという動作が繰り返し行われる。
【0024】
CPU51は、組合せ計量装置1からの排出信号を受け取り、被包装物Mが供給されると、プルダウンベルト機構23を作動させて筒状包材Fbを下方に移動させる。
CPU51により、フィルム送り数カウンタ54は、プルダウンベルト機構23が筒状包材Fbを小袋分送る毎にインクリメントされる。送り数カウンタ54は、前記小袋数に達すると0クリアされる。送り数カウンタ54は、筒状包材Fbを送る度にインクリメントされ、小袋数に達すると0クリアされるという動作が繰り返し行われる。
【0025】
商品情報記憶部55には、前記小袋数や、小袋Bの袋長、ヘッダHの袋長など商品の生産に必要な種々の値からなる商品情報が、連包商品LM毎に予め記憶されている。
【0026】
タッチスクリーン56は、たとえば、液晶画面のようなディスプレイ画面に種々の情報や選択ボタンなどを表示する表示部を構成していると共に、該表示の一部をタッチすることによって種々の操作を行う操作部を構成している。
【0027】
前記CPU51は、連包停止モードと非常停止モードとを備えている。
連包停止モードとは、包装動作の進捗状況に拘わらず、所定数の小袋Bの生成と、前記ヘッダHの上端の切り放しとを行い、連包商品LMを作成した後に、包装動作を停止させるモードである。CPU51を連包停止モードに設定するには、作業員がタッチスクリーン56に表示された連包停止ボタンにタッチすることにより行う。
【0028】
一方、非常停止モードとは、製袋包装機2の機械自体が停止するモードであり、該非常停止モードでは、製袋包装機2の各モータの電源供給が直ちに停止される。非常停止ボタン57は製袋包装機2の筐体前面に独立して設けられており、前記非常停止ボタン57が押下されると、CPU51は非常停止モードに設定される。
【0029】
包装動作:
本システムの包装動作がスタートすると、CPU51は、要求信号カウンタ53および送り数カウンタ54を0クリアする。作業員が所定の操作を行い生産する商品を選択すると、CPU51が商品情報記憶部55から当該商品の生産に必要な商品情報を読み出し、連包商品LMの生産が開始される。
CPU51は、組合せ計量装置1に向って要求信号を出力すると共に、要求信号カウンタ53をインクリメントする。組合せ計量装置1は、要求信号を受け取ると、目標重量となるように被包装物Mの重量を組み合わせて組合せ計量装置1に当該被包装物Mを排出すると共に、排出信号を製袋包装機2に出力する。
【0030】
図5(a)に示すように、組合せ計量装置1から筒状包材Fb内に被包装物Mが投入される。この投入後、プルダウンベルト機構23(図1)が前記袋長分、筒状包材Fbを下方に移動させると共に、CPU51がフィルム送り数カウンタ54をインクリメントする。
【0031】
前記筒状包材Fbが下方に移動されると、図2のシールジョー25a,25bが互いに近接した方向に移動し、図5(b)に示すように、被包装物Mが投入された筒状包材Fbがシールされ小袋Bが形成されると同時に、新たな底部が形成される。前記シール部分には、カッタ装置26によって切り込みが形成される。
【0032】
一方、前記筒状包材Fbの下方への移動により、ロール支持部21から帯状包材Faが引き出され、セーラ22aを介してチューブ22bに巻き付けられて筒状に成形される。該筒状に成形された帯状包材Fa(筒状包材Fb)の重ね合わせ部は縦シール装置24によって長手方向にシールされ、新たな筒状包材Fbが形成される。
【0033】
製袋包装機2は、かかる包装動作を繰り返し、図5(c),(d)に示すように、複数の小袋Bを形成すると共に、該包装動作毎に、要求信号カウンタ53および送り数カウンタ54が順次インクリメントされる。CPU51は、送り数カウンタ54の値と、商品情報記憶部55から読み出した当該連包商品LMに対応する小袋数との比較を行い、送り数カウンタ54の送り数が当該小袋数に達したと判別した場合(図5(d))には、図5(e)に示すように、ヘッダHが作成されると共に、連包商品LMが切り放されて排出される。
【0034】
その後、新たな連包商品LMの小袋Bに被包装物Mが投入され、連包商品LMの作成が繰り返される。前述のように、要求信号カウンタ53および送り数カウンタ54は、所定の小袋数に達すると、0クリアされた後、再びインクリメントが繰り返される。
【0035】
連包停止モード:
ここで、作業員がタッチスクリーン56に表示されている連包停止ボタンにタッチすると、CPU51が連包停止モードに設定される。
連包停止モードが開始されると、CPU51は、前記要求信号カウンタ53の数値が所定の小袋数になったか否かを判断し、当該数値が所定の小袋数に達するまで、要求信号を組合せ計量装置1に送信し、かつ、その後の要求信号の送信を停止する。
【0036】
一方、組合せ計量装置1は、製袋包装機2からの要求信号に対応する被包装物Mを排出する際には排出信号を出力した後、被包装物Mの製袋包装機2への供給排出を行う。
製袋包装機2のCPU51は、送り数カウンタ54の値と小袋数との比較を行い、送り数カウンタ54の送り数が小袋数に達したと判別すると、ヘッダHを作成し、連包商品LMを切り放して排出させる。CPU51は、連包商品LMの切り放し後、次の小袋のための要求信号を出力することなく、包装動作を停止させる。したがって、製袋包装機2は連包商品LMを完全に生産した後、次の連包商品LMを生産することなく、包装動作を停止する。
【0037】
このように、包装停止モードでは、現在の包装動作の進捗状況に拘わらず、連包商品LMの製造後に包装動作が停止されるので、生産効率が向上すると共に、製品の無駄が無くなる。また、図5(b)〜(d)のように、製造途中の小袋Bがぶら下がったまま停止するのを防止できるから、特に、展示会などで見栄えが悪くなるのを防止することができる。
【0038】
非常停止モード:
緊急時などに、非常停止ボタン57が押下されると、CPU51は直ちに非常停止モードに設定される。非常停止モードが開始されると、CPU51は、直ちに製袋包装機2の各モータを停止させて、包装動作を緊急停止させる。
【0039】
ここで、CPU51は、前記連包商品LMを作成する連包モードの他に、各小袋Bが互いに切り放された単包商品を作成する単包モードを更に備えている。前記タッチスクリーン(切替手段)56には、当該各モードを切り替えるための切替ボタンが表示される。切替ボタンを操作することにより、連包モードと単包モードとを切り替えて、商品の製造を行うことが可能である。
なお、前記連包モードおよび単包モードは、商品情報に対応させて商品情報記憶部55に記憶させておいてもよい。かかる場合には、商品の指定を行うことにより、連包モードと単包モードの切替が行われる。
【0040】
ところで、前記帯状包材Faには、袋長さごとにレジマークが印刷されており、当該レジマークを光センサなどで検出することにより、小袋の製造を行っている。本製袋包装機2では、帯状包材Faをセットすると、該帯状包材Faがフォーマ22に送られると共に、帯状包材Faに印刷されたレジマークの間隔を読み取ることにより、袋長さが自動的に調整されるように設定されている。
【実施例2】
【0041】
図6は実施例2を示す。
図6に示すように、本実施例では、実施例1で説明した要求信号カウンタ53の代わりに、製袋包装機2からの排出信号のカウントを行う排出信号カウンタ58が設けられている。
その他の構成は、実施例1と同様であり、その説明および図示を省略する。
【0042】
連包停止ボタンがタッチされ、CPU51が包装停止モードに設定されると、CPU51は、排出信号カウンタ58の数値が前記小袋数に達するまで、順次、要求信号を組合せ計量装置1に送信する。CPU51は、排出信号カウンタ58の数値が小袋数に達したと判別すると、原則として、要求信号の送信を停止する。
【0043】
組合せ計量装置1は、前記要求信号に対応する数の被包装物Mを排出する際には排出信号を出力した後、被包装物Mの供給排出を行う。CPU51は、送り数カウンタ54の値が小袋数に達すると、ヘッダHを作成した後、連包商品LMを切り放して排出した後、包装動作を停止させる。
【0044】
ここで、組合せ計量装置1が被包装物Mを組み合わせて排出するには、所定の時間を要するので、要求信号を受け取ってから、排出信号を出力して、被包装物Mを排出するまでには時間差が生じる。そのため、製袋包装機2が5個目(所定の小袋数)の排出信号を受け取った時には、既に、次の連包商品の1つ目の要求信号が出力されていることもあり得る。したがって、このような場合には、次の連包商品の連包動作を完了させた後に包装動作を停止する。
【0045】
なお、連包停止モードと非常停止モードの他に、所定の停止操作が行われると、要求信号の送信を直ちに停止し、組合せ計量装置1からの被包装物Mの排出が終了するまで小袋Bの包装を行う停止モードを設けてもよい。
また、組合せ計量装置1のプールホッパ101i は必ずしも必要ではない。また、計量ホッパ102i の下方にタイミングホッパを設けてもよい。
さらには、供給手段としては、必ずしも組合せ計量装置1を用いる必要はなく、たとえば、供給コンベヤなどであってもよい。また、供給手段を必ずしも設ける必要はない。
【産業上の利用可能性】
【0046】
本製袋包装機は、連包商品の製造に用いることができる。
【図面の簡単な説明】
【0047】
【図1】本発明の実施例1にかかる組合せ計量装置および製袋包装機を示す概略側面図である。
【図2】同横シール装置のシール時の状態で示す概略平面図である。
【図3】同横シール装置の開放状態で示す概略平面図である。
【図4】同包装システムを示す概略構成図である。
【図5】連包商品の製造工程を示す工程図である。
【図6】本発明の実施例2にかかる包装システムを示す概略構成図である。
【符号の説明】
【0048】
1:組合せ計量装置(供給手段)
2:製袋包装機
25:横シール装置
26:カッタ装置
50:コントロールユニット(制御手段)
52:メモリ(記憶手段)
53:要求信号カウンタ
56:タッチスクリーン(操作部)
57:非常停止ボタン
58:排出信号カウンタ
B:小袋
Bl:切り込み
Fb:筒状包材
H:ヘッダ
LM:連包商品
M:被包装物
【技術分野】
【0001】
本発明は、製袋包装機に関するものである。
【背景技術】
【0002】
複数の小袋を連ねた連包商品を作成する製造装置が開示されている。(特許文献1)。この種の連包商品としては、被包装物が収容された所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品がある。
【特許文献1】実開平1−061006号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
かかる連包商品を作成中に装置を停止させた場合、停止させるタイミングによっては、連包商品の中途半端な部分で該連包商品の作成が停止される。そのため、1つの連包商品の内の幾つかの小袋が装置にぶら下がった状態のまま、装置が停止することになる。
【0004】
このように、従来の装置では、一連の連包商品の作成途中で包装動作を停止するので、再度生産を開始するに際し生産効率が低下すると共に、製品の無駄が生じる。特に、展示会などでは、装置に作成途中の商品がぶら下がったまま停止するため、非常に見栄えが悪い。
【0005】
したがって、本発明の目的は、生産効率の向上と見栄えの良い状態で商品の生産を中断し得る製袋包装機を提供することである。
【課題を解決するための手段】
【0006】
前記目的を達成するために、本発明の製袋包装機は、被包装物が収容され所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品を制作可能な製袋包装機において、前記小袋間および前記小袋とヘッダの間において包材を溶着する溶着手段と、前記溶着された領域において前記包材に切り込みを形成すると共に前記ヘッダの上端において包材を切断して連包商品同士を切り放す切断手段と、包装動作を停止する際に操作される操作部と、前記1つの連包商品ごとの前記小袋の所定数を記憶する記憶手段と、前記操作部が操作されて前記包装動作を停止する際に、前記包装動作の進捗状況に拘わらず、所定数の小袋の生成と、前記ヘッダの上端の切り放しとを行って連包商品を制作した後に、前記包装動作を停止させる制御手段とを備えたことを特徴とする。
【発明の効果】
【0007】
本発明によれば、一連の連包商品毎に製造を中止するので生産効率が上がると共に、製品の無駄がなくなる。製造途中の小袋がぶら下がったまま停止するのを防止できるから、特に展示会などで見栄えが悪くなるのを防止できる。
【発明を実施するための最良の形態】
【0008】
本発明において、前記制御手段は、上方の供給手段からの被包装物の供給を要求する要求信号を出力し、かつ、前記供給手段からの被包装物の排出の完了を意味する排出信号を受け取り、前記要求信号または完了信号の数が各連包商品ごとにカウンタで計数され、前記カウンタで計数された要求信号または完了信号が前記記憶手段に記憶された所定数と一致するまで前記要求信号を前記供給手段に出力して、前記所定数の小袋を生成した後に、前記ヘッダを生成して、当該連包商品を切り放した状態で包装動作を停止させるのが好ましい。
この態様によれば、排出信号や完了信号の数をカウントすることにより、確実に連包商品を切り離した状態で包装動作を停止させることができる。
【0009】
本発明において、製袋包装機を非常停止するための非常停止ボタンが前記操作部とは別に設けられ、前記非常停止ボタンが押下された際には、前記包装動作の進捗状況に拘わらず、直ちに包装動作が停止されるのが好ましい。
この態様によれば、緊急時のような場合には動作を即座に停止し被害を回避することができる。
【実施例1】
【0010】
以下、本発明の実施例を図面にしたがって説明する。
以下の説明では、製袋包装機の上流に組合せ計量装置からなる供給手段を配置したシステムを例示している。なお、以下の説明において、「前」、「後」、「右」、「左」とあるのは、正面視でそれぞれ「手前側」、「奥側」、「右側」、「左側」を意味する。
【0011】
全体構成:
図1〜5は、実施例1を示す。
図1に示すように、本システムでは、組合せ計量装置1の下方に製袋包装機2が設けられており、組合せ計量装置1は上流側から供給される被包装物Mを一まとめにして目標重量または目標重量に近い値とし、下方の製袋包装機2に落下させる。製袋包装機2は前記被包装物Mを小袋Bに封入する。
【0012】
連包商品LM:
製袋包装機2は前記小袋を複数作成することにより、たとえば、図5(f)に示すような連包商品LMを製造することができる。連包商品LMは、被包装物Mが収容され所定数の互いに連なった小袋Bと、最上部の小袋Bの更に上に設けられ吊り下げ部を形成するヘッダHからなる。各小袋B間および前記小袋BとヘッダHの間の溶着された領域Saには、切り込み(ミシン目)Blが形成されている。なお、ヘッダHには被包装物Mが収容されていない。また、ヘッダHの袋部分には吊り下げ用の孔が穿孔されている。
本製袋包装機2は、前記連包商品LMと、各小袋Bが互いに切り放された単包商品とを切り替えて製造することが可能であるが、まず、連包商品LMを製造する場合について説明する。
【0013】
組合せ計量装置1:
搬送コンベヤ100が被包装物Mを分散テーブル102のほぼ中央に落下させると、前記分散テーブル102および各供給トラフ103i は、それぞれ加振装置の駆動により振動することで、分散テーブル102上の被包装物Mを、各供給トラフ103i の下流に設けられた多数のプールホッパ101i に供給する。これら各プールホッパ101i は、前記各供給トラフ103i から供給されて受け取った被包装物Mを一時的に収容して貯留する。前記各プールホッパ101i の下方には各々計量ホッパ102i が設けられている。これら計量ホッパ102i には、前記プールホッパ101i から被包装物Mが投入される。投入された被包装物Mの重量は、各計量ホッパ102i の重量検出器で検出される。各計量ホッパ102i の下方には大きな排出シュート109が設けられており、前記重量検出器で検出された被包装物Mの重量を組み合わせることで、被包装物Mを一まとめにして目標重量または目標重量に近い値とし、下方の製袋包装機2に落下させる。
【0014】
製袋包装機2:
製袋包装機2は、ロール支持部21、フォーマ22、プルダウンベルト機構23、縦シール装置24、横シール装置25およびカッタ装置26(図2)などを備えている。
矢印aで示すように、ロール支持部21から帯状の包材Faが繰り出され、フォーマ22のセーラ22aおよびチューブ22bにより、前記繰り出された帯状包材Faの左右両縁部が重ね合わされて筒状になる。
プルダウンベルト機構23が、筒状に形成された包材Fbを左右両側からチューブ22bに押し付けながら、矢印bで示すように下方へ搬送する。同時に、縦シール装置24は、前記筒状包材Fbの重ね合わせ部を長手方向に縦シールを行う。
【0015】
その後、横シール装置25が筒状包材Fbを前後両側から挟み付けて、該筒状包材Fbの所定位置を幅方向に横シールを行うと共に、図2のカッタ装置26が該シール部分に切り込みを作成する。カッタ装置26は、後述するように、所定個数毎にヘッダH(図5(f))を作成し、該ヘッダHと小袋Bとを切り離して連包商品LMを作成する。
【0016】
横シール装置25:
図2および図3は、横シール装置25の概略平面図である。
図2及び図3に示すように、横シール装置(溶着手段)25は前後一対、かつ、左右方向へ延びるシールジョー25a,25bを有している。シールジョー25a,25bは、サーボモータ49b、クランク47および支持ロッド41などからなる周知の移動機構40により、図2の互いに接近した状態と、図3の離反した状態との間を繰り返し移動される。
【0017】
図2のサーボモータ49bにより、クランク47が回転軸46の周りを矢印c方向に回転すると、シールジョー25a,25bは、図2に示す接近状態から、図3に示す離反状態に移動される。一方、クランク47が回転軸46周りに矢印cとは逆方向の矢印d方向に回転すると、シールジョー25a,25bは、図3に示す離反状態から、図2に示す接近状態に移動される。
【0018】
各シールジョー25a,25bは、それぞれ、図示しないヒータを有している。シールジョー25a,25bが互いに接近し、筒状包材Fbを挟み付けることより、前記ヒータが筒状包材Fbを互いに溶着する。
【0019】
カッタ装置26:
前側のシールジョー25aにはカッタ装置(切断手段)26が取り付けられている。カッタ装置26は、鋸状の刃が形成されたカッタ26aおよび複合シリンダ26bを備えている。
筒状包材Fbに切り込みを形成する場合には、前記カッタ26aは、前記複合シリンダ26bにより前進され、シールジョー25aの端面から若干突出した状態となる。シールジョー25a,25bが互いに近接し、筒状包材Fbを挟み付けると、カッタ26aの先端部分(鋸状の刃の山形の部分)のみが筒状包材Fbを貫通し、破線状に切り込みが形成された切り込みが形成される。
一方、筒状包材Fbを切断する場合には、複合シリンダ26bにより、更に前進され、シールジョー25aの端面から大きく突出した状態となる。かかる状態でシールジョー25a,25bが筒状包材Fbを挟み付けると、カッタ26aにより筒状包材Fbが切断される。
【0020】
機器構成:
図4に示すように、製袋包装機2は、該製袋包装機2を制御するコントロールユニット(制御手段)50を備えている。コントロールユニット50は、たとえば、マイコンを備え、コントロールユニット50には、タッチスクリーン56、非常停止ボタン57、プルダウンベルト機構23、縦シール装置24、横シール装置25およびカッタ装置26などが図示しないインターフェイスを介して接続されている。
【0021】
コントロールユニット50は、CPU51およびメモリ(記憶手段)52を備えている。メモリ52には、要求信号カウンタ53、フィルム送り数カウンタ54および商品情報記憶部55などが設けられている。
【0022】
コントロールユニット50は、被包装物Mの供給を要求する度に、上方の組合せ計量装置1に要求信号を出力する。組合せ計量装置1は、前記要求信号を受け取ると被包装物Mの供給を行う。組合せ計量装置1は、製袋包装機2から要求信号を1回受け取ると、当該要求信号に対応する被包装物Mの供給を1回行う。組合せ計量装置1は、被包装物Mの供給排出を行う毎に、被包装物Mの排出完了を意味する排出信号を製袋包装機2に出力する。
【0023】
要求信号カウンタ53は、要求信号を組合せ計量装置1に向って出力する毎にインクリメントされる。要求信号カウンタ53は、連包商品LMを構成する小袋数に達すると0クリアされる。したがって、要求信号カウンタ53は、要求信号を出力する度にインクリメントされ、小袋数に達すると0クリアされるという動作が繰り返し行われる。
【0024】
CPU51は、組合せ計量装置1からの排出信号を受け取り、被包装物Mが供給されると、プルダウンベルト機構23を作動させて筒状包材Fbを下方に移動させる。
CPU51により、フィルム送り数カウンタ54は、プルダウンベルト機構23が筒状包材Fbを小袋分送る毎にインクリメントされる。送り数カウンタ54は、前記小袋数に達すると0クリアされる。送り数カウンタ54は、筒状包材Fbを送る度にインクリメントされ、小袋数に達すると0クリアされるという動作が繰り返し行われる。
【0025】
商品情報記憶部55には、前記小袋数や、小袋Bの袋長、ヘッダHの袋長など商品の生産に必要な種々の値からなる商品情報が、連包商品LM毎に予め記憶されている。
【0026】
タッチスクリーン56は、たとえば、液晶画面のようなディスプレイ画面に種々の情報や選択ボタンなどを表示する表示部を構成していると共に、該表示の一部をタッチすることによって種々の操作を行う操作部を構成している。
【0027】
前記CPU51は、連包停止モードと非常停止モードとを備えている。
連包停止モードとは、包装動作の進捗状況に拘わらず、所定数の小袋Bの生成と、前記ヘッダHの上端の切り放しとを行い、連包商品LMを作成した後に、包装動作を停止させるモードである。CPU51を連包停止モードに設定するには、作業員がタッチスクリーン56に表示された連包停止ボタンにタッチすることにより行う。
【0028】
一方、非常停止モードとは、製袋包装機2の機械自体が停止するモードであり、該非常停止モードでは、製袋包装機2の各モータの電源供給が直ちに停止される。非常停止ボタン57は製袋包装機2の筐体前面に独立して設けられており、前記非常停止ボタン57が押下されると、CPU51は非常停止モードに設定される。
【0029】
包装動作:
本システムの包装動作がスタートすると、CPU51は、要求信号カウンタ53および送り数カウンタ54を0クリアする。作業員が所定の操作を行い生産する商品を選択すると、CPU51が商品情報記憶部55から当該商品の生産に必要な商品情報を読み出し、連包商品LMの生産が開始される。
CPU51は、組合せ計量装置1に向って要求信号を出力すると共に、要求信号カウンタ53をインクリメントする。組合せ計量装置1は、要求信号を受け取ると、目標重量となるように被包装物Mの重量を組み合わせて組合せ計量装置1に当該被包装物Mを排出すると共に、排出信号を製袋包装機2に出力する。
【0030】
図5(a)に示すように、組合せ計量装置1から筒状包材Fb内に被包装物Mが投入される。この投入後、プルダウンベルト機構23(図1)が前記袋長分、筒状包材Fbを下方に移動させると共に、CPU51がフィルム送り数カウンタ54をインクリメントする。
【0031】
前記筒状包材Fbが下方に移動されると、図2のシールジョー25a,25bが互いに近接した方向に移動し、図5(b)に示すように、被包装物Mが投入された筒状包材Fbがシールされ小袋Bが形成されると同時に、新たな底部が形成される。前記シール部分には、カッタ装置26によって切り込みが形成される。
【0032】
一方、前記筒状包材Fbの下方への移動により、ロール支持部21から帯状包材Faが引き出され、セーラ22aを介してチューブ22bに巻き付けられて筒状に成形される。該筒状に成形された帯状包材Fa(筒状包材Fb)の重ね合わせ部は縦シール装置24によって長手方向にシールされ、新たな筒状包材Fbが形成される。
【0033】
製袋包装機2は、かかる包装動作を繰り返し、図5(c),(d)に示すように、複数の小袋Bを形成すると共に、該包装動作毎に、要求信号カウンタ53および送り数カウンタ54が順次インクリメントされる。CPU51は、送り数カウンタ54の値と、商品情報記憶部55から読み出した当該連包商品LMに対応する小袋数との比較を行い、送り数カウンタ54の送り数が当該小袋数に達したと判別した場合(図5(d))には、図5(e)に示すように、ヘッダHが作成されると共に、連包商品LMが切り放されて排出される。
【0034】
その後、新たな連包商品LMの小袋Bに被包装物Mが投入され、連包商品LMの作成が繰り返される。前述のように、要求信号カウンタ53および送り数カウンタ54は、所定の小袋数に達すると、0クリアされた後、再びインクリメントが繰り返される。
【0035】
連包停止モード:
ここで、作業員がタッチスクリーン56に表示されている連包停止ボタンにタッチすると、CPU51が連包停止モードに設定される。
連包停止モードが開始されると、CPU51は、前記要求信号カウンタ53の数値が所定の小袋数になったか否かを判断し、当該数値が所定の小袋数に達するまで、要求信号を組合せ計量装置1に送信し、かつ、その後の要求信号の送信を停止する。
【0036】
一方、組合せ計量装置1は、製袋包装機2からの要求信号に対応する被包装物Mを排出する際には排出信号を出力した後、被包装物Mの製袋包装機2への供給排出を行う。
製袋包装機2のCPU51は、送り数カウンタ54の値と小袋数との比較を行い、送り数カウンタ54の送り数が小袋数に達したと判別すると、ヘッダHを作成し、連包商品LMを切り放して排出させる。CPU51は、連包商品LMの切り放し後、次の小袋のための要求信号を出力することなく、包装動作を停止させる。したがって、製袋包装機2は連包商品LMを完全に生産した後、次の連包商品LMを生産することなく、包装動作を停止する。
【0037】
このように、包装停止モードでは、現在の包装動作の進捗状況に拘わらず、連包商品LMの製造後に包装動作が停止されるので、生産効率が向上すると共に、製品の無駄が無くなる。また、図5(b)〜(d)のように、製造途中の小袋Bがぶら下がったまま停止するのを防止できるから、特に、展示会などで見栄えが悪くなるのを防止することができる。
【0038】
非常停止モード:
緊急時などに、非常停止ボタン57が押下されると、CPU51は直ちに非常停止モードに設定される。非常停止モードが開始されると、CPU51は、直ちに製袋包装機2の各モータを停止させて、包装動作を緊急停止させる。
【0039】
ここで、CPU51は、前記連包商品LMを作成する連包モードの他に、各小袋Bが互いに切り放された単包商品を作成する単包モードを更に備えている。前記タッチスクリーン(切替手段)56には、当該各モードを切り替えるための切替ボタンが表示される。切替ボタンを操作することにより、連包モードと単包モードとを切り替えて、商品の製造を行うことが可能である。
なお、前記連包モードおよび単包モードは、商品情報に対応させて商品情報記憶部55に記憶させておいてもよい。かかる場合には、商品の指定を行うことにより、連包モードと単包モードの切替が行われる。
【0040】
ところで、前記帯状包材Faには、袋長さごとにレジマークが印刷されており、当該レジマークを光センサなどで検出することにより、小袋の製造を行っている。本製袋包装機2では、帯状包材Faをセットすると、該帯状包材Faがフォーマ22に送られると共に、帯状包材Faに印刷されたレジマークの間隔を読み取ることにより、袋長さが自動的に調整されるように設定されている。
【実施例2】
【0041】
図6は実施例2を示す。
図6に示すように、本実施例では、実施例1で説明した要求信号カウンタ53の代わりに、製袋包装機2からの排出信号のカウントを行う排出信号カウンタ58が設けられている。
その他の構成は、実施例1と同様であり、その説明および図示を省略する。
【0042】
連包停止ボタンがタッチされ、CPU51が包装停止モードに設定されると、CPU51は、排出信号カウンタ58の数値が前記小袋数に達するまで、順次、要求信号を組合せ計量装置1に送信する。CPU51は、排出信号カウンタ58の数値が小袋数に達したと判別すると、原則として、要求信号の送信を停止する。
【0043】
組合せ計量装置1は、前記要求信号に対応する数の被包装物Mを排出する際には排出信号を出力した後、被包装物Mの供給排出を行う。CPU51は、送り数カウンタ54の値が小袋数に達すると、ヘッダHを作成した後、連包商品LMを切り放して排出した後、包装動作を停止させる。
【0044】
ここで、組合せ計量装置1が被包装物Mを組み合わせて排出するには、所定の時間を要するので、要求信号を受け取ってから、排出信号を出力して、被包装物Mを排出するまでには時間差が生じる。そのため、製袋包装機2が5個目(所定の小袋数)の排出信号を受け取った時には、既に、次の連包商品の1つ目の要求信号が出力されていることもあり得る。したがって、このような場合には、次の連包商品の連包動作を完了させた後に包装動作を停止する。
【0045】
なお、連包停止モードと非常停止モードの他に、所定の停止操作が行われると、要求信号の送信を直ちに停止し、組合せ計量装置1からの被包装物Mの排出が終了するまで小袋Bの包装を行う停止モードを設けてもよい。
また、組合せ計量装置1のプールホッパ101i は必ずしも必要ではない。また、計量ホッパ102i の下方にタイミングホッパを設けてもよい。
さらには、供給手段としては、必ずしも組合せ計量装置1を用いる必要はなく、たとえば、供給コンベヤなどであってもよい。また、供給手段を必ずしも設ける必要はない。
【産業上の利用可能性】
【0046】
本製袋包装機は、連包商品の製造に用いることができる。
【図面の簡単な説明】
【0047】
【図1】本発明の実施例1にかかる組合せ計量装置および製袋包装機を示す概略側面図である。
【図2】同横シール装置のシール時の状態で示す概略平面図である。
【図3】同横シール装置の開放状態で示す概略平面図である。
【図4】同包装システムを示す概略構成図である。
【図5】連包商品の製造工程を示す工程図である。
【図6】本発明の実施例2にかかる包装システムを示す概略構成図である。
【符号の説明】
【0048】
1:組合せ計量装置(供給手段)
2:製袋包装機
25:横シール装置
26:カッタ装置
50:コントロールユニット(制御手段)
52:メモリ(記憶手段)
53:要求信号カウンタ
56:タッチスクリーン(操作部)
57:非常停止ボタン
58:排出信号カウンタ
B:小袋
Bl:切り込み
Fb:筒状包材
H:ヘッダ
LM:連包商品
M:被包装物
【特許請求の範囲】
【請求項1】
被包装物が収容され所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品を制作可能な製袋包装機において、
前記小袋間および前記小袋とヘッダの間において包材を溶着する溶着手段と、
前記溶着された領域において前記包材に切り込みを形成すると共に前記ヘッダの上端において包材を切断して連包商品同士を切り放す切断手段と、
包装動作を停止する際に操作される操作部と、
前記1つの連包商品ごとの前記小袋の所定数を記憶する記憶手段と、
前記操作部が操作されて前記包装動作を停止する際に、前記包装動作の進捗状況に拘わらず、所定数の小袋の生成と、前記ヘッダの上端の切り放しとを行って連包商品を制作した後に、前記包装動作を停止させる制御手段とを備えた製袋包装機。
【請求項2】
請求項1において、前記制御手段は、上方の供給手段からの被包装物の供給を要求する要求信号を出力し、かつ、前記供給手段からの被包装物の排出の完了を意味する排出信号を受け取り、
前記要求信号または完了信号の数が各連包商品ごとにカウンタで計数され、
前記カウンタで計数された要求信号または完了信号が前記記憶手段に記憶された所定数と一致するまで前記要求信号を前記供給手段に出力して、
前記所定数の小袋を生成した後に、前記ヘッダを生成して、当該連包商品を切り放した状態で包装動作を停止させる製袋包装機。
【請求項3】
請求項1もしくは2において、製袋包装機を非常停止するための非常停止ボタンが前記操作部とは別に設けられ、前記非常停止ボタンが押下された際には、前記包装動作の進捗状況に拘わらず、直ちに包装動作が停止される製袋包装機。
【請求項4】
各袋が互いに切り放された単包商品を作成する動作と、連包商品を作成する動作を切り替える切替手段を備えた製袋包装機。
【請求項1】
被包装物が収容され所定数の互いに連なった小袋と、最上部の小袋の更に上に設けられ吊り下げ部を形成するヘッダとを備えた連包商品を制作可能な製袋包装機において、
前記小袋間および前記小袋とヘッダの間において包材を溶着する溶着手段と、
前記溶着された領域において前記包材に切り込みを形成すると共に前記ヘッダの上端において包材を切断して連包商品同士を切り放す切断手段と、
包装動作を停止する際に操作される操作部と、
前記1つの連包商品ごとの前記小袋の所定数を記憶する記憶手段と、
前記操作部が操作されて前記包装動作を停止する際に、前記包装動作の進捗状況に拘わらず、所定数の小袋の生成と、前記ヘッダの上端の切り放しとを行って連包商品を制作した後に、前記包装動作を停止させる制御手段とを備えた製袋包装機。
【請求項2】
請求項1において、前記制御手段は、上方の供給手段からの被包装物の供給を要求する要求信号を出力し、かつ、前記供給手段からの被包装物の排出の完了を意味する排出信号を受け取り、
前記要求信号または完了信号の数が各連包商品ごとにカウンタで計数され、
前記カウンタで計数された要求信号または完了信号が前記記憶手段に記憶された所定数と一致するまで前記要求信号を前記供給手段に出力して、
前記所定数の小袋を生成した後に、前記ヘッダを生成して、当該連包商品を切り放した状態で包装動作を停止させる製袋包装機。
【請求項3】
請求項1もしくは2において、製袋包装機を非常停止するための非常停止ボタンが前記操作部とは別に設けられ、前記非常停止ボタンが押下された際には、前記包装動作の進捗状況に拘わらず、直ちに包装動作が停止される製袋包装機。
【請求項4】
各袋が互いに切り放された単包商品を作成する動作と、連包商品を作成する動作を切り替える切替手段を備えた製袋包装機。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−176174(P2006−176174A)
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願番号】特願2004−372494(P2004−372494)
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願日】平成16年12月24日(2004.12.24)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]