
複合ろ材の製造方法
複合ろ材の製造方法は、例示的実施態様において、複数の合成繊維を含む不織布マットをスパンボンド法によって形成すること、およびエンボスカレンダーロールによって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。この方法はまた、ポリマー溶液をエレクトロブローン紡糸して、不織布マットの少なくとも1つの面の上に複数のナノ繊維を形成することによりナノ繊維層を施して、複合ろ材を形成することも含み、複合ろ材の最小濾過効率は、EN 1822(1998)試験手順に従って測定した場合に約70%である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明の分野は一般に、複合不織ろ材に関し、さらに詳細には、ナノ繊維をベースにした層が少なくとも1つの表面に施されているスパンボンド不織ろ材に関する。
【背景技術】
【0002】
周知のろ材複合構造体の中には、基材を製造するための湿式紙製造方法、および軽量ナノ繊維被覆をろ材基材の片面または両面に付着させるエレクトロスパン(electro−spun)技術を採用しているものがある。典型的には、ろ材基材の坪量は100〜120グラム/平方メートル(g/m2)であり、ナノ繊維層の坪量は0.1g/m2以下である。
【発明の概要】
【発明が解決しようとする課題】
【0003】
軽量ナノ繊維層は大きな機械的ストレスが加えられると損傷しやすいことが知られているが、それは特に、ナノ繊維層が、500ナノメートル(nm)未満、より典型的には100nm未満の直径を有する繊維から形成されるためである。従来のエレクトロスパン繊維の場合、ナノ繊維とベースろ材との間の、極性引力に基づく引力結合(attraction bonds)が比較的弱いため、ナノ繊維がろ材から脱落する「脱落」の問題があることが知られている。また、周知のエレクトロスパンナノ繊維層は、構造が2次元であるか、または厚さが単一の繊維層であり、ナノ繊維層がひび割れるか破れると、粉塵が容易にベースろ材基材に浸透しうる。ナノ繊維層が損傷した後、ベースろ材への粉塵の浸透が可能になり、フィルターの作業時圧力降下(operating pressure drop)の増大をもたらすことになる。さらに、周知のろ材基材には機械的ストレスの限界もあり、ろ材基材は大きな粉塵負荷のもとで変形しやすい。
【0004】
こうした周知のろ材複合構造体は、発電ガスタービンの流入空気を濾過するのに使用される場合、フィルターの耐用期間の間ずっと、フィルターへの細塵微粒子の浸透が可能になりうる。典型的には、この周知のろ材タイプは、周知の作業流量でEN 1822(1998)試験手順に従って試験した場合に、(典型的には、7.0mmH2Oより大きい圧力降下で)およそ55%の0.4μm粒子の捕捉率(capture)および300未満の品質係数をもたらす、新たなまたは真新しい電気的に中性の作業効率を有することになる。この初期効率の低さのため、15〜20ポンドもの粉塵が、24,000時間の耐用期間にわたって周知のろ材に浸透しうることが知られている。長時間にわたってタービン羽根を粉塵にさらすと、タービン羽根の深刻かつ破局的な付着および侵食を引き起こしかねない。タービン羽根をきれいにする現行の手順では、タービンを定期的にオフラインにして、羽根を水洗浄してきれいにする必要がある。タービンの停止時間は、タービンが作動せず、それゆえに発電が制限されるので、高価なものとなる。タービン羽根の掃除及び/または損傷した羽根の交換を行うためのタービン停止時間を削減または除去するために、同様の圧力降下または低減された圧力降下で、周知のろ材よりも高い効率のろ材を提供することが望まれるであろう。
【課題を解決するための手段】
【0005】
1つの態様では、複合ろ材の製造方法が提供される。この方法は、複数の合成繊維を含む不織布マットをスパンボンド法(spunbond process)によって形成すること、およびエンボスカレンダーロール(embossing calender rolls)によって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。この方法はまた、ポリマー溶液をエレクトロブローン紡糸(electro−blown spinning)して、不織布マットの少なくとも1つの面の上に複数のナノ繊維を形成することによって、ナノ繊維層を施して複合ろ材を形成することも含み、複合ろ材の最小濾過効率は、EN 1822(1998)試験手順に従って測定した場合に約70%である。
【図面の簡単な説明】
【0006】
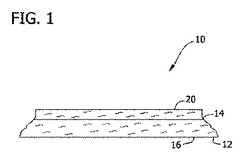
【図1】複合ろ材の例示的実施態様の断面図である。
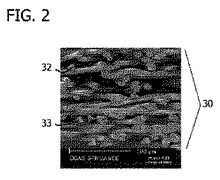
【図2】図1に示す繊維の顕微鏡写真である。
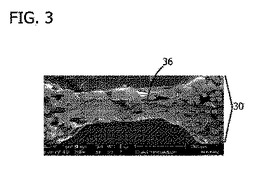
【図3】図1に示すベースろ材基材の顕微鏡写真である。
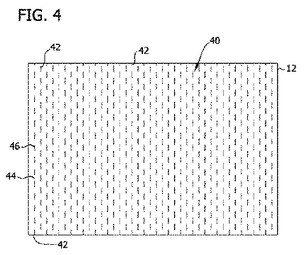
【図4】図1に示すベースろ材基材の結合パターンの平面図である。
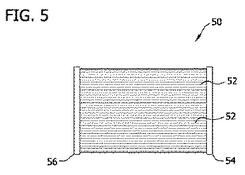
【図5】図1に示すろ材を組み込んだフィルターカートリッジの側面図である。
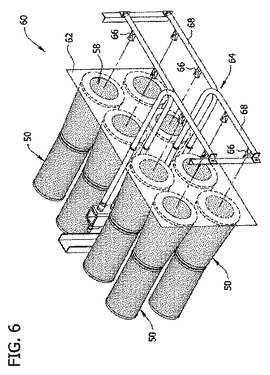
【図6】図4に示すフィルターカートリッジを組み込んだフィルターアセンブリの斜視図である。
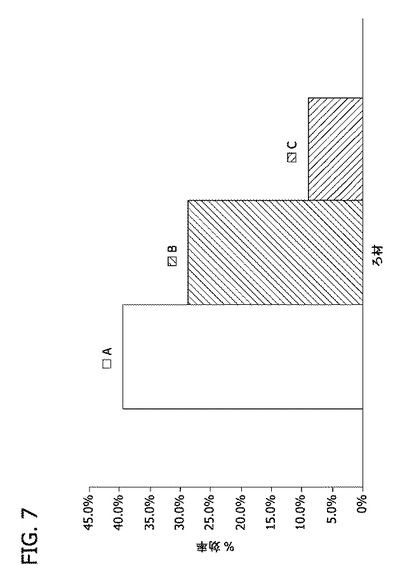
【図7】例示的実施態様による様々な坪量のベースろ材基材の、0.3ミクロンでの分別効率を示す棒グラフである。
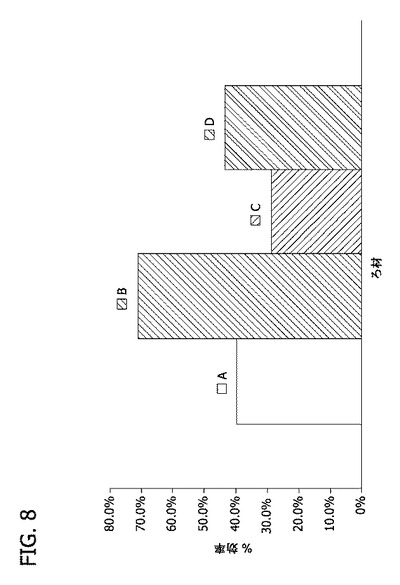
【図8】ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比べた、例示的実施態様によるナノ繊維層を含む場合と含まない場合のベースろ材基材の、0.3ミクロンでの分別効率を示す棒グラフである。
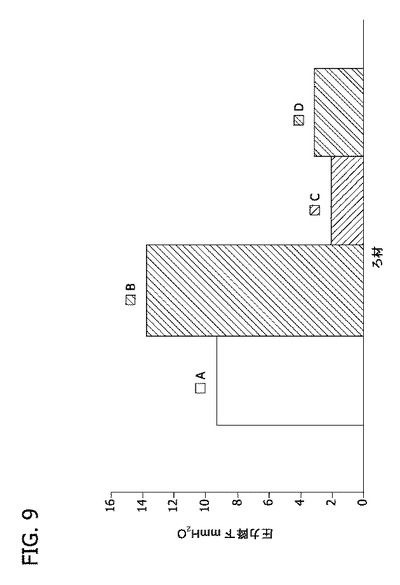
【図9】ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比べた、例示的態様によるナノ繊維層を含む場合と含まない場合のベースろ材基材 対 圧力降下を示す棒グラフである。
【発明を実施するための形態】
【0007】
フィルターアセンブリ用の複合ろ材について、以下に詳細に記述する。例示的実施態様では、複合ろ材は、独特のスパンボンド法によって2つの繊維層から形成される合成不織布のろ材基材を含む。ナノ繊維層は、ろ材基材の少なくとも1つの面の上に付着させる。複合ろ材は、欧州標準EN 1822(1998)試験手順に従って試験した場合に、0.4μm粒子の保持捕捉率(retained capture)が約70%以上である初期濾過効率となり、周知のろ材と比べて性能が約15%増大する。加えて、複合ろ材は、周知のろ材よりも圧力降下が30%を超えて抑えられ、効率が70%になる。この方法は、複数の合成繊維を含む不織布マットをスパンボンド法によって形成すること、およびエンボスカレンダーロールによって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。
【0008】
複合ろ材は、周知のろ材よりも耐久性がある。また濾過作業および逆洗浄作業の間にろ材に加わる力によるろ材のたわみが少なくなるため、圧力降下量(pressure drop build−up)が抑えられる。複合ろ材は、約370より大きい品質係数(Qf)、好ましい実施態様では、約440より大きい品質係数(Qf)を有しうる。また、複合ろ材は、EN−1822(1998)に従って測定した場合に抵抗(または圧力降下)が4.0mm未満(水)でありうるし、ベースろ材基材は、EN−1822(1998)に従って測定した抵抗が約2.5mm(水)未満である。さらに、ナノ繊維膜層は、周知のろ材よりも坪量が大きく、そのため、逆パルス洗浄において、周知のろ材よりもいっそう効率的にろ材をきれいにすることが可能である。ナノ繊維層の坪量が大きいと、豊富な蛇行経路を有する耐久性のある三次元表面濾過層がもたらされるが、そうした蛇行経路により、実質的に空気流を制限したり、圧力降下を大きくしたりすることなく、高効率および微粒子の捕捉が可能になる。
【0009】
「品質係数(Qf)」とは、Qf=−25000・log(P/100)/Δpという式で定義されるパラメーターを意味する。ここで、「P」=粒子浸透率(%)であり、「Δp」=ろ材での圧力降下(パスカル)である。
【0010】
「抵抗」とは、EN 1822(1998)に記載されている試験方法を用いて測定した場合の抵抗(圧力降下)を意味する。
【0011】
図面に関して言えば、図1は、ろ材10の例示的実施態様の断面図である。ろ材10は、第1面14と第2面16とを有するベースろ材基材12を含む。ナノ繊維層20は、ろ材基材の第1面14に付着している。別の実施態様では、ナノ繊維層20は第2面16に付着しており、別の実施態様では、ナノ繊維層20は第1面と第2面(14と16)のそれぞれに付着している。
【0012】
ろ材基材12は、スパンボンド法を用いて合成繊維から形成される不織布である。不織布は、二重繊維断面形状を含む。好適な二重繊維層断面は、円形構造またはトリローバル(trilobal)構造を有する繊維形状を持つことができる。また図2に関して言えば、例示的実施態様では、二重繊維断面30は、円柱形状の繊維32の層とトリローバル形状の繊維の層33を含む。繊維32および33は、噴射口に通してメルトスパン(meltspun)して複数の長繊維にするが、それらは均一に付着して三次元ランダムウェブになる。その後、ウェブを加熱し、エンボスカレンダー加工(embossed calendered)する。それにより、ウェブは熱的に結合して、合体したスパンボンド布36(図3に示す)になる。カレンダーロールのエンボスパターンの接触による熱で、熱可塑性繊維30は軟化または溶融し、それにより、カレンダーロールのエンボスパターンの接点で不織繊維は結合する。温度は、少なくとも繊維30の軟化または溶融が起こるように選択する。1つの実施態様では、温度は約90℃〜約240℃である。冷却後に繊維32および33を溶融し、再固化することによって、繊維の望ましい結合が生じる。
【0013】
円形繊維32は直径が約18ミクロン〜約23ミクロンであり、トリローバル繊維33は断面2点間距離(point to point cross−section distances)が約22〜30ミクロンである。
【0014】
図4に関して言えば、ベースろ材12上の結合パターン40により、ベースろ材12の耐久性は満足のいくものとなり、それと共により多くの繊維を濾過に使用できるので、濾過効率が増大する。結合パターン40は、ベースろ材12の端から端にわたって延びている複数の平行な結合域の不連続線42を含む。不連続線42の非結合域44の位置が、隣接した不連続線42の結合域46と一直線上に並ぶように、結合域の平行な不連続線42は互いにずらされている。例示的実施態様では、ベースろ材12の坪量は、約100g/m2〜約330g/m2であり、別の実施態様では、約100g/m2〜約220g/m2である。
【0015】
任意の好適な合成繊維を使用して、ろ材基材12の不織布を作ることができる。円形繊維32およびトリローバル繊維33用の好適な材料としては、ポリエステル、ポリアミド、ポリオレフィン、熱可塑性ポリウレタン、ポリエーテルイミド、ポリフェニルエーテル、ポリフェニレンスルフィド、ポリスルホン、アラミド、およびそれらの混合物があるが、これらに限定されない。
【0016】
例示的実施態様では、ナノ繊維層20は、ポリマー溶液を紡糸ノズルに供給し、高電圧を紡糸ノズルにかけ、紡糸ノズルの下端部に圧縮空気を注入しながらポリマー溶液を紡糸ノズルに通して放出することを含む、エレクトロブローン紡糸法によって形成される。印加する高電圧は、約1kV〜約300kVの範囲である。ナノ繊維を形成するエレクトロブローン紡糸法および使用する特有の装置については、米国特許出願公開第2005/00677332号明細書に詳細に記載されている。エレクトロブローン紡糸法では、周知のろ材上にある周知のナノ繊維濾過層よりも厚い耐久性のあるナノ繊維の三次元濾過層が得られる。例示的実施態様では、ナノ繊維層20の坪量は約0.6g/m2〜約20g/m2であり、別の実施態様では、約2g/m2〜約20g/m2であり、別の実施態様では、約5g/m2〜約10g/m2であり、別の実施態様では、約1.5g/m2〜約2.5g/m2である。ナノ繊維層20中のナノ繊維は、平均直径が約500nm以下である。
【0017】
ほかの実施態様では、ナノ繊維層20は、電気紡糸(electrospinning)、遠心紡糸、またはメルトブローイングによって形成することができる。伝統的な電気紡糸は、高電圧を溶液中のポリマーに加えてナノ繊維と不織マットを作り出す、米国特許第4,127,706号明細書に詳述されている技術である。しかし、電気紡糸法における全押出量は、もっと重い坪量のウェブを形成する際に商業的に実現可能であるためには、あまりに少なすぎる。遠心紡糸は、繊維形成方法であって、少なくとも1種の溶剤中に溶かされた少なくとも一種のポリマーを有する紡糸溶液を、回転円錐形ノズルを有する回転式噴霧器へ供給するステップを含む。ノズルは凹形の内部表面と前方表面放出エッジとを有する。凹形の内部表面に沿って回転式噴霧器を通って紡糸溶液が移動し、ノズルの放出エッジの前方表面に向かって紡糸溶液を散布する。紡糸溶液から別々の繊維の流れが生じ、溶剤を蒸発させながら電場の存在下または不存在下で高分子繊維を製造する。形成流体(shaping fluid)はノズルの周囲を流れて、紡糸溶液を回転式噴霧器から遠のかせることができる。繊維が収集器上に回収され、ナノ繊維ウェブを形成する。さらに、メルトブローイングについては、米国特許第6,520,425号明細書中に詳細に記載されている。
【0018】
エレクトロブローン紡糸法によってナノ繊維を形成するのに好適なポリマーは、熱可塑性ポリマーに限定されず、熱硬化性ポリマーも含まれうる。好適なポリマーとしては、ポリイミド、ポリアミド(ナイロン)、ポリアラミド、ポリベンゾイミダゾール、ポリエーテルイミド、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリプロピレン、ポリアニリン、ポリエチレンオキシド、ポリエチレンナフタレート、ポリブチレンテレフタレート、スチレンブタジエンゴム、ポリスチレン、ポリ塩化ビニル、ポリビニルアルコール、ポリ塩化ビニリデン、ポリビニルブチレン、ポリアセタール、ポリアミド、ポリエステル、ポリオレフィン、セルロースエーテルとセルロースエステル、ポリアルキレンスルフィド、ポリアリーレンオキシド、ポリスルホン、変性ポリスルホンポリマー、およびそれらの混合物があるが、これらに限定されない。また、一般的な種類のポリ(塩化ビニル)、ポリメタクリル酸メチル(および他のアクリル樹脂)、ポリスチレン、およびこれらのコポリマー(ABA型ブロックコポリマーを含む)、ポリ(フッ化ビニリデン)、ポリ(塩化ビニリデン)、ポリビニルアルコール(架橋型および非架橋型の様々な度合いの加水分解度(87%〜99.5%)のもの)およびこれらのコポリマーまたは誘導体化合物の範疇に入る材料を使用できる。ポリアミド縮合重合体の1つの好適な種類は、ナイロン材料(ナイロン−6、ナイロン−6,6、ナイロン6,6−6,10など)である。ポリマー溶液は、選択したポリマーを溶かす溶剤を選択して調製する。ポリマー溶液は、添加剤(例えば、可塑剤、紫外線安定剤、架橋剤、硬化剤、反応開始剤など)と混ぜ合わせることができる。ポリマーの溶解には、特定のどんな温度範囲も必要でない場合もあるが、溶解反応を促進するには加熱が必要になることがある。
【0019】
繊維ポリマーのTgを下げるために、上述のさまざまなポリマーに可塑剤を添加するのが有利でありうる。好適な可塑剤は、ポリマー、ならびにナノ繊維層の特定の最終用途によって異なるであろう。例えば、ナイロンポリマーは、水で可塑化するか、または電気紡糸またはエレクトロブローン紡糸法の工程で残る残留溶剤で可塑化することさえもできる。ポリマーのTgを下げるのに有用でありうる他の可塑剤として、脂肪族グリコール類、芳香族のスルファノミド(sulphanomides)、フタル酸エステル(限定されないが、フタル酸ジブチル、ジヘキシル(dihexl)フタレート、ジシクロヘキシルフタレート、ジオクチルフタレート、ジイソデシルフタレート、ジウンデシルフタレート、ジドデカニルフタレート(didodecanyl phthalate)、およびジフェニルフタレートを含む)などが含まれるが、これらに限定されない。
【0020】
図5は、ろ材10から形成されたフィルターエレメント50の側面図である。例示的実施態様では、ろ材10は複数のプリーツ52を含む。フィルターエレメント50は、第1エンドキャップ54と反対側の第2エンドキャップ56を含み、ろ材10がエンドキャップ54と56との間に延在している。フィルターエレメント50は、内部導管58を有する管状の形をしている(図6に示す)。フィルターエレメント50は、形状が円柱形であるが、図6に示すように円錐形であってもよい。フィルターエレメント50が構造的に一体になるように、かつ/またはろ材10を支持するために、フィルターエレメント50は内側支持ライナー及び/または外側支持ライナーを含むこともできる。
【0021】
図6は、管用シート(tube sheet)62に、端と端が接するような仕方で(in an end to end relationship)ペアにして取り付けられた複数のフィルターエレメント50を含む、フィルターアセンブリ60の斜視図である。管用シート62は、フィルターアセンブリ60の汚れた空気の側ときれいな空気の側とを隔てている。パルス空気でフィルターエレメント50をきれいにするための洗浄システム64は、給気管68に取り付けられた複数の空気ノズル66を含む。フィルターエレメント50の内部導管58中に誘導される圧縮空気のパルスを用いて、集められたゴミおよび粉塵を取り去ってフィルターエレメント50をきれいにする。
【0022】
様々な坪量を有するベースろ材基材12試験試料のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート分別効率試験で、比較ベースろ材基材と比較した。DEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料中を通過させた。図7は、スパンボンドベースろ材12の比較試験および向上した濾過効率性能のグラフ表示を示す。棒Aは、坪量が165g/m2であるベース基材12を表し、および棒Bは坪量が230g/m2である比較ベース基材を表す。棒Cは、坪量が130g/m2である比較ベースろ材基材を表す。ベースろ材基材はナノ繊維層を含んでいなかった。ベースろ材基材12は、5.3cm/sで試験した0.3ミクロンの粒径では、比較ベースよりも効率が高い。
【0023】
ベースろ材基材12のフラットシートおよびナノ繊維層20を含むベースろ材基材12のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート分別効率試験で、ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比較した。0.3ミクロンのDEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料を通過させた。図8は、比較試験のグラフ表示を示す。棒Aは165g/m2の場合のベースろ材基材12を表し、棒Bはナノ繊維層20を含む165g/m2の場合のベースろ材基材12を表す。棒Cは、比較ベースろ材基材を表し、棒Dはナノ繊維層を含む比較ベースろ材基材を表す。ナノ繊維層20を含む場合と含まない場合のベースろ材基材12は、ナノ繊維層を含む場合と含まない場合の比較ベース基材よりも効率が高かった。
【0024】
ベースろ材基材12のフラットシートおよびナノ繊維層20を含むベースろ材基材12のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート圧力降下試験で、ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比較した。DEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料中を通過させた。図9は、比較試験のグラフ表示を示す。棒Aは比較ベースろ材基材を表し、棒Bはナノ繊維層を含む比較ベースろ材基材を表す。棒Cは165g/m2の場合のベースろ材基材12を表し、棒Dはナノ繊維層20を含む165g/m2の場合のベースろ材基材12を表す。ナノ繊維層20を含む場合と含まない場合のベースろ材基材12は、ナノ繊維層を含む場合と含まない場合の比較ベース基材よりも圧力降下が抑えられた。
【0025】
ろ材10から形成された上述のフィルターエレメント50は、ほとんどどんな応用分野でも空気流を濾過するのに使用でき、例えば、ガスタービンの吸気口の空気の濾過に使用できる。ろ材10の特有の構造体は、周知のろ材よりも耐久性がある。また濾過作業および逆洗浄作業の間にろ材に加わる力によるたわみが少なくなるため、圧力降下量が比較的抑えられる。周知のフィルターエレメントの効率が約50〜55%であるのと比べて、フィルターエレメント50では、エアロゾルまたは粉塵の最大透過粒子径(most penetrating particle size)(約0.3〜約0.4ミクロン)での捕捉率が約70%よりも大きいという平均効率がもたらされうる。また、ナノ繊維層20は、周知のろ材よりも坪量が大きく、そのため、逆パルス洗浄において、ろ材10は、周知のろ材よりもいっそう効率的にきれいにすることができる。さらに、ナノ繊維層20の坪量が大きいと、豊富な蛇行経路を有する耐久性のある三次元表面濾過層がもたらされるが、そうした蛇行経路により、空気流を制限したり圧力降下を大きくしたりすることなく、高効率および微粒子の捕捉が可能になる。
【0026】
実施例1および2ならびに比較例3〜7のろ材の例は、実施態様のろ材10と周知のろ材との比較を示している。実施例1および2および比較例3〜7のそれぞれのろ材について、効率、抵抗および品質係数を測定した。効率はEN−1822(1998)試験手順に従って測定し、抵抗はEN−1822(1998)に従って測定し、品質係数Qfは上述のようにして計算した。
【0027】
実施例1は、円形繊維とトリローバル繊維とを含むスパンボンドポリエステル・二重層のベースろ材基材であり、実施例2は、実施例1のベースろ材基材に、エレクトロブローン紡糸法によって形成された2g/m2のナノ繊維層を加えたものである。比較例3は、周知の乾式(drylaid)ポリエステルベースろ材基材であり、比較例4は、比較例3の周知の乾式ポリエステルベースろ材基材に、2g/m2のナノ繊維層を加えたものである。比較例5は、湿式合成紙に0.5g/m2未満のナノ繊維層を加えたものである。比較例6は湿式合成紙であり、比較例7は、実施例6の湿式合成紙に20g/m2のメルトブローン繊維層を加えたものである。例の結果を以下の表1に示す。実施例2を比較例4、5、および7の複合材と比較すると、抵抗を低減しても効率が犠牲にされておらず、これにより、高い関連した品質係数値が得られる。
【0028】
【表1】
【0029】
本明細書では、実施例を用いて、最良の態様を含む本発明を開示し、また装置またはシステムの製造および使用ならびに採用されている方法の実施を含め、本発明を当業者が実施できるようにしている。本発明の特許性のある範囲は、請求項によって定められており、当業者が思いつく他の実施例を包含しうる。そのような他の実施例は、請求項の文字通りの言葉と違わない構造要素を有する場合、あるいは請求項の文字通りの言葉と実質的に違わない同等の構造要素を含む場合、特許請求の範囲に含まれることが意図されている。
【技術分野】
【0001】
本発明の分野は一般に、複合不織ろ材に関し、さらに詳細には、ナノ繊維をベースにした層が少なくとも1つの表面に施されているスパンボンド不織ろ材に関する。
【背景技術】
【0002】
周知のろ材複合構造体の中には、基材を製造するための湿式紙製造方法、および軽量ナノ繊維被覆をろ材基材の片面または両面に付着させるエレクトロスパン(electro−spun)技術を採用しているものがある。典型的には、ろ材基材の坪量は100〜120グラム/平方メートル(g/m2)であり、ナノ繊維層の坪量は0.1g/m2以下である。
【発明の概要】
【発明が解決しようとする課題】
【0003】
軽量ナノ繊維層は大きな機械的ストレスが加えられると損傷しやすいことが知られているが、それは特に、ナノ繊維層が、500ナノメートル(nm)未満、より典型的には100nm未満の直径を有する繊維から形成されるためである。従来のエレクトロスパン繊維の場合、ナノ繊維とベースろ材との間の、極性引力に基づく引力結合(attraction bonds)が比較的弱いため、ナノ繊維がろ材から脱落する「脱落」の問題があることが知られている。また、周知のエレクトロスパンナノ繊維層は、構造が2次元であるか、または厚さが単一の繊維層であり、ナノ繊維層がひび割れるか破れると、粉塵が容易にベースろ材基材に浸透しうる。ナノ繊維層が損傷した後、ベースろ材への粉塵の浸透が可能になり、フィルターの作業時圧力降下(operating pressure drop)の増大をもたらすことになる。さらに、周知のろ材基材には機械的ストレスの限界もあり、ろ材基材は大きな粉塵負荷のもとで変形しやすい。
【0004】
こうした周知のろ材複合構造体は、発電ガスタービンの流入空気を濾過するのに使用される場合、フィルターの耐用期間の間ずっと、フィルターへの細塵微粒子の浸透が可能になりうる。典型的には、この周知のろ材タイプは、周知の作業流量でEN 1822(1998)試験手順に従って試験した場合に、(典型的には、7.0mmH2Oより大きい圧力降下で)およそ55%の0.4μm粒子の捕捉率(capture)および300未満の品質係数をもたらす、新たなまたは真新しい電気的に中性の作業効率を有することになる。この初期効率の低さのため、15〜20ポンドもの粉塵が、24,000時間の耐用期間にわたって周知のろ材に浸透しうることが知られている。長時間にわたってタービン羽根を粉塵にさらすと、タービン羽根の深刻かつ破局的な付着および侵食を引き起こしかねない。タービン羽根をきれいにする現行の手順では、タービンを定期的にオフラインにして、羽根を水洗浄してきれいにする必要がある。タービンの停止時間は、タービンが作動せず、それゆえに発電が制限されるので、高価なものとなる。タービン羽根の掃除及び/または損傷した羽根の交換を行うためのタービン停止時間を削減または除去するために、同様の圧力降下または低減された圧力降下で、周知のろ材よりも高い効率のろ材を提供することが望まれるであろう。
【課題を解決するための手段】
【0005】
1つの態様では、複合ろ材の製造方法が提供される。この方法は、複数の合成繊維を含む不織布マットをスパンボンド法(spunbond process)によって形成すること、およびエンボスカレンダーロール(embossing calender rolls)によって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。この方法はまた、ポリマー溶液をエレクトロブローン紡糸(electro−blown spinning)して、不織布マットの少なくとも1つの面の上に複数のナノ繊維を形成することによって、ナノ繊維層を施して複合ろ材を形成することも含み、複合ろ材の最小濾過効率は、EN 1822(1998)試験手順に従って測定した場合に約70%である。
【図面の簡単な説明】
【0006】
【図1】複合ろ材の例示的実施態様の断面図である。
【図2】図1に示す繊維の顕微鏡写真である。
【図3】図1に示すベースろ材基材の顕微鏡写真である。
【図4】図1に示すベースろ材基材の結合パターンの平面図である。
【図5】図1に示すろ材を組み込んだフィルターカートリッジの側面図である。
【図6】図4に示すフィルターカートリッジを組み込んだフィルターアセンブリの斜視図である。
【図7】例示的実施態様による様々な坪量のベースろ材基材の、0.3ミクロンでの分別効率を示す棒グラフである。
【図8】ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比べた、例示的実施態様によるナノ繊維層を含む場合と含まない場合のベースろ材基材の、0.3ミクロンでの分別効率を示す棒グラフである。
【図9】ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比べた、例示的態様によるナノ繊維層を含む場合と含まない場合のベースろ材基材 対 圧力降下を示す棒グラフである。
【発明を実施するための形態】
【0007】
フィルターアセンブリ用の複合ろ材について、以下に詳細に記述する。例示的実施態様では、複合ろ材は、独特のスパンボンド法によって2つの繊維層から形成される合成不織布のろ材基材を含む。ナノ繊維層は、ろ材基材の少なくとも1つの面の上に付着させる。複合ろ材は、欧州標準EN 1822(1998)試験手順に従って試験した場合に、0.4μm粒子の保持捕捉率(retained capture)が約70%以上である初期濾過効率となり、周知のろ材と比べて性能が約15%増大する。加えて、複合ろ材は、周知のろ材よりも圧力降下が30%を超えて抑えられ、効率が70%になる。この方法は、複数の合成繊維を含む不織布マットをスパンボンド法によって形成すること、およびエンボスカレンダーロールによって不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、合成繊維を結合して不織布を形成することを含み、不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満である。
【0008】
複合ろ材は、周知のろ材よりも耐久性がある。また濾過作業および逆洗浄作業の間にろ材に加わる力によるろ材のたわみが少なくなるため、圧力降下量(pressure drop build−up)が抑えられる。複合ろ材は、約370より大きい品質係数(Qf)、好ましい実施態様では、約440より大きい品質係数(Qf)を有しうる。また、複合ろ材は、EN−1822(1998)に従って測定した場合に抵抗(または圧力降下)が4.0mm未満(水)でありうるし、ベースろ材基材は、EN−1822(1998)に従って測定した抵抗が約2.5mm(水)未満である。さらに、ナノ繊維膜層は、周知のろ材よりも坪量が大きく、そのため、逆パルス洗浄において、周知のろ材よりもいっそう効率的にろ材をきれいにすることが可能である。ナノ繊維層の坪量が大きいと、豊富な蛇行経路を有する耐久性のある三次元表面濾過層がもたらされるが、そうした蛇行経路により、実質的に空気流を制限したり、圧力降下を大きくしたりすることなく、高効率および微粒子の捕捉が可能になる。
【0009】
「品質係数(Qf)」とは、Qf=−25000・log(P/100)/Δpという式で定義されるパラメーターを意味する。ここで、「P」=粒子浸透率(%)であり、「Δp」=ろ材での圧力降下(パスカル)である。
【0010】
「抵抗」とは、EN 1822(1998)に記載されている試験方法を用いて測定した場合の抵抗(圧力降下)を意味する。
【0011】
図面に関して言えば、図1は、ろ材10の例示的実施態様の断面図である。ろ材10は、第1面14と第2面16とを有するベースろ材基材12を含む。ナノ繊維層20は、ろ材基材の第1面14に付着している。別の実施態様では、ナノ繊維層20は第2面16に付着しており、別の実施態様では、ナノ繊維層20は第1面と第2面(14と16)のそれぞれに付着している。
【0012】
ろ材基材12は、スパンボンド法を用いて合成繊維から形成される不織布である。不織布は、二重繊維断面形状を含む。好適な二重繊維層断面は、円形構造またはトリローバル(trilobal)構造を有する繊維形状を持つことができる。また図2に関して言えば、例示的実施態様では、二重繊維断面30は、円柱形状の繊維32の層とトリローバル形状の繊維の層33を含む。繊維32および33は、噴射口に通してメルトスパン(meltspun)して複数の長繊維にするが、それらは均一に付着して三次元ランダムウェブになる。その後、ウェブを加熱し、エンボスカレンダー加工(embossed calendered)する。それにより、ウェブは熱的に結合して、合体したスパンボンド布36(図3に示す)になる。カレンダーロールのエンボスパターンの接触による熱で、熱可塑性繊維30は軟化または溶融し、それにより、カレンダーロールのエンボスパターンの接点で不織繊維は結合する。温度は、少なくとも繊維30の軟化または溶融が起こるように選択する。1つの実施態様では、温度は約90℃〜約240℃である。冷却後に繊維32および33を溶融し、再固化することによって、繊維の望ましい結合が生じる。
【0013】
円形繊維32は直径が約18ミクロン〜約23ミクロンであり、トリローバル繊維33は断面2点間距離(point to point cross−section distances)が約22〜30ミクロンである。
【0014】
図4に関して言えば、ベースろ材12上の結合パターン40により、ベースろ材12の耐久性は満足のいくものとなり、それと共により多くの繊維を濾過に使用できるので、濾過効率が増大する。結合パターン40は、ベースろ材12の端から端にわたって延びている複数の平行な結合域の不連続線42を含む。不連続線42の非結合域44の位置が、隣接した不連続線42の結合域46と一直線上に並ぶように、結合域の平行な不連続線42は互いにずらされている。例示的実施態様では、ベースろ材12の坪量は、約100g/m2〜約330g/m2であり、別の実施態様では、約100g/m2〜約220g/m2である。
【0015】
任意の好適な合成繊維を使用して、ろ材基材12の不織布を作ることができる。円形繊維32およびトリローバル繊維33用の好適な材料としては、ポリエステル、ポリアミド、ポリオレフィン、熱可塑性ポリウレタン、ポリエーテルイミド、ポリフェニルエーテル、ポリフェニレンスルフィド、ポリスルホン、アラミド、およびそれらの混合物があるが、これらに限定されない。
【0016】
例示的実施態様では、ナノ繊維層20は、ポリマー溶液を紡糸ノズルに供給し、高電圧を紡糸ノズルにかけ、紡糸ノズルの下端部に圧縮空気を注入しながらポリマー溶液を紡糸ノズルに通して放出することを含む、エレクトロブローン紡糸法によって形成される。印加する高電圧は、約1kV〜約300kVの範囲である。ナノ繊維を形成するエレクトロブローン紡糸法および使用する特有の装置については、米国特許出願公開第2005/00677332号明細書に詳細に記載されている。エレクトロブローン紡糸法では、周知のろ材上にある周知のナノ繊維濾過層よりも厚い耐久性のあるナノ繊維の三次元濾過層が得られる。例示的実施態様では、ナノ繊維層20の坪量は約0.6g/m2〜約20g/m2であり、別の実施態様では、約2g/m2〜約20g/m2であり、別の実施態様では、約5g/m2〜約10g/m2であり、別の実施態様では、約1.5g/m2〜約2.5g/m2である。ナノ繊維層20中のナノ繊維は、平均直径が約500nm以下である。
【0017】
ほかの実施態様では、ナノ繊維層20は、電気紡糸(electrospinning)、遠心紡糸、またはメルトブローイングによって形成することができる。伝統的な電気紡糸は、高電圧を溶液中のポリマーに加えてナノ繊維と不織マットを作り出す、米国特許第4,127,706号明細書に詳述されている技術である。しかし、電気紡糸法における全押出量は、もっと重い坪量のウェブを形成する際に商業的に実現可能であるためには、あまりに少なすぎる。遠心紡糸は、繊維形成方法であって、少なくとも1種の溶剤中に溶かされた少なくとも一種のポリマーを有する紡糸溶液を、回転円錐形ノズルを有する回転式噴霧器へ供給するステップを含む。ノズルは凹形の内部表面と前方表面放出エッジとを有する。凹形の内部表面に沿って回転式噴霧器を通って紡糸溶液が移動し、ノズルの放出エッジの前方表面に向かって紡糸溶液を散布する。紡糸溶液から別々の繊維の流れが生じ、溶剤を蒸発させながら電場の存在下または不存在下で高分子繊維を製造する。形成流体(shaping fluid)はノズルの周囲を流れて、紡糸溶液を回転式噴霧器から遠のかせることができる。繊維が収集器上に回収され、ナノ繊維ウェブを形成する。さらに、メルトブローイングについては、米国特許第6,520,425号明細書中に詳細に記載されている。
【0018】
エレクトロブローン紡糸法によってナノ繊維を形成するのに好適なポリマーは、熱可塑性ポリマーに限定されず、熱硬化性ポリマーも含まれうる。好適なポリマーとしては、ポリイミド、ポリアミド(ナイロン)、ポリアラミド、ポリベンゾイミダゾール、ポリエーテルイミド、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリプロピレン、ポリアニリン、ポリエチレンオキシド、ポリエチレンナフタレート、ポリブチレンテレフタレート、スチレンブタジエンゴム、ポリスチレン、ポリ塩化ビニル、ポリビニルアルコール、ポリ塩化ビニリデン、ポリビニルブチレン、ポリアセタール、ポリアミド、ポリエステル、ポリオレフィン、セルロースエーテルとセルロースエステル、ポリアルキレンスルフィド、ポリアリーレンオキシド、ポリスルホン、変性ポリスルホンポリマー、およびそれらの混合物があるが、これらに限定されない。また、一般的な種類のポリ(塩化ビニル)、ポリメタクリル酸メチル(および他のアクリル樹脂)、ポリスチレン、およびこれらのコポリマー(ABA型ブロックコポリマーを含む)、ポリ(フッ化ビニリデン)、ポリ(塩化ビニリデン)、ポリビニルアルコール(架橋型および非架橋型の様々な度合いの加水分解度(87%〜99.5%)のもの)およびこれらのコポリマーまたは誘導体化合物の範疇に入る材料を使用できる。ポリアミド縮合重合体の1つの好適な種類は、ナイロン材料(ナイロン−6、ナイロン−6,6、ナイロン6,6−6,10など)である。ポリマー溶液は、選択したポリマーを溶かす溶剤を選択して調製する。ポリマー溶液は、添加剤(例えば、可塑剤、紫外線安定剤、架橋剤、硬化剤、反応開始剤など)と混ぜ合わせることができる。ポリマーの溶解には、特定のどんな温度範囲も必要でない場合もあるが、溶解反応を促進するには加熱が必要になることがある。
【0019】
繊維ポリマーのTgを下げるために、上述のさまざまなポリマーに可塑剤を添加するのが有利でありうる。好適な可塑剤は、ポリマー、ならびにナノ繊維層の特定の最終用途によって異なるであろう。例えば、ナイロンポリマーは、水で可塑化するか、または電気紡糸またはエレクトロブローン紡糸法の工程で残る残留溶剤で可塑化することさえもできる。ポリマーのTgを下げるのに有用でありうる他の可塑剤として、脂肪族グリコール類、芳香族のスルファノミド(sulphanomides)、フタル酸エステル(限定されないが、フタル酸ジブチル、ジヘキシル(dihexl)フタレート、ジシクロヘキシルフタレート、ジオクチルフタレート、ジイソデシルフタレート、ジウンデシルフタレート、ジドデカニルフタレート(didodecanyl phthalate)、およびジフェニルフタレートを含む)などが含まれるが、これらに限定されない。
【0020】
図5は、ろ材10から形成されたフィルターエレメント50の側面図である。例示的実施態様では、ろ材10は複数のプリーツ52を含む。フィルターエレメント50は、第1エンドキャップ54と反対側の第2エンドキャップ56を含み、ろ材10がエンドキャップ54と56との間に延在している。フィルターエレメント50は、内部導管58を有する管状の形をしている(図6に示す)。フィルターエレメント50は、形状が円柱形であるが、図6に示すように円錐形であってもよい。フィルターエレメント50が構造的に一体になるように、かつ/またはろ材10を支持するために、フィルターエレメント50は内側支持ライナー及び/または外側支持ライナーを含むこともできる。
【0021】
図6は、管用シート(tube sheet)62に、端と端が接するような仕方で(in an end to end relationship)ペアにして取り付けられた複数のフィルターエレメント50を含む、フィルターアセンブリ60の斜視図である。管用シート62は、フィルターアセンブリ60の汚れた空気の側ときれいな空気の側とを隔てている。パルス空気でフィルターエレメント50をきれいにするための洗浄システム64は、給気管68に取り付けられた複数の空気ノズル66を含む。フィルターエレメント50の内部導管58中に誘導される圧縮空気のパルスを用いて、集められたゴミおよび粉塵を取り去ってフィルターエレメント50をきれいにする。
【0022】
様々な坪量を有するベースろ材基材12試験試料のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート分別効率試験で、比較ベースろ材基材と比較した。DEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料中を通過させた。図7は、スパンボンドベースろ材12の比較試験および向上した濾過効率性能のグラフ表示を示す。棒Aは、坪量が165g/m2であるベース基材12を表し、および棒Bは坪量が230g/m2である比較ベース基材を表す。棒Cは、坪量が130g/m2である比較ベースろ材基材を表す。ベースろ材基材はナノ繊維層を含んでいなかった。ベースろ材基材12は、5.3cm/sで試験した0.3ミクロンの粒径では、比較ベースよりも効率が高い。
【0023】
ベースろ材基材12のフラットシートおよびナノ繊維層20を含むベースろ材基材12のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート分別効率試験で、ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比較した。0.3ミクロンのDEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料を通過させた。図8は、比較試験のグラフ表示を示す。棒Aは165g/m2の場合のベースろ材基材12を表し、棒Bはナノ繊維層20を含む165g/m2の場合のベースろ材基材12を表す。棒Cは、比較ベースろ材基材を表し、棒Dはナノ繊維層を含む比較ベースろ材基材を表す。ナノ繊維層20を含む場合と含まない場合のベースろ材基材12は、ナノ繊維層を含む場合と含まない場合の比較ベース基材よりも効率が高かった。
【0024】
ベースろ材基材12のフラットシートおよびナノ繊維層20を含むベースろ材基材12のフラットシートを、EN 1822(1998)試験方法に従ったフラットシート圧力降下試験で、ナノ繊維層を含む場合と含まない場合の比較ベースろ材基材と比較した。DEHS粒子を含む空気を、約5.3cm/sの流量で誘導してそれぞれの試験試料中を通過させた。図9は、比較試験のグラフ表示を示す。棒Aは比較ベースろ材基材を表し、棒Bはナノ繊維層を含む比較ベースろ材基材を表す。棒Cは165g/m2の場合のベースろ材基材12を表し、棒Dはナノ繊維層20を含む165g/m2の場合のベースろ材基材12を表す。ナノ繊維層20を含む場合と含まない場合のベースろ材基材12は、ナノ繊維層を含む場合と含まない場合の比較ベース基材よりも圧力降下が抑えられた。
【0025】
ろ材10から形成された上述のフィルターエレメント50は、ほとんどどんな応用分野でも空気流を濾過するのに使用でき、例えば、ガスタービンの吸気口の空気の濾過に使用できる。ろ材10の特有の構造体は、周知のろ材よりも耐久性がある。また濾過作業および逆洗浄作業の間にろ材に加わる力によるたわみが少なくなるため、圧力降下量が比較的抑えられる。周知のフィルターエレメントの効率が約50〜55%であるのと比べて、フィルターエレメント50では、エアロゾルまたは粉塵の最大透過粒子径(most penetrating particle size)(約0.3〜約0.4ミクロン)での捕捉率が約70%よりも大きいという平均効率がもたらされうる。また、ナノ繊維層20は、周知のろ材よりも坪量が大きく、そのため、逆パルス洗浄において、ろ材10は、周知のろ材よりもいっそう効率的にきれいにすることができる。さらに、ナノ繊維層20の坪量が大きいと、豊富な蛇行経路を有する耐久性のある三次元表面濾過層がもたらされるが、そうした蛇行経路により、空気流を制限したり圧力降下を大きくしたりすることなく、高効率および微粒子の捕捉が可能になる。
【0026】
実施例1および2ならびに比較例3〜7のろ材の例は、実施態様のろ材10と周知のろ材との比較を示している。実施例1および2および比較例3〜7のそれぞれのろ材について、効率、抵抗および品質係数を測定した。効率はEN−1822(1998)試験手順に従って測定し、抵抗はEN−1822(1998)に従って測定し、品質係数Qfは上述のようにして計算した。
【0027】
実施例1は、円形繊維とトリローバル繊維とを含むスパンボンドポリエステル・二重層のベースろ材基材であり、実施例2は、実施例1のベースろ材基材に、エレクトロブローン紡糸法によって形成された2g/m2のナノ繊維層を加えたものである。比較例3は、周知の乾式(drylaid)ポリエステルベースろ材基材であり、比較例4は、比較例3の周知の乾式ポリエステルベースろ材基材に、2g/m2のナノ繊維層を加えたものである。比較例5は、湿式合成紙に0.5g/m2未満のナノ繊維層を加えたものである。比較例6は湿式合成紙であり、比較例7は、実施例6の湿式合成紙に20g/m2のメルトブローン繊維層を加えたものである。例の結果を以下の表1に示す。実施例2を比較例4、5、および7の複合材と比較すると、抵抗を低減しても効率が犠牲にされておらず、これにより、高い関連した品質係数値が得られる。
【0028】
【表1】
【0029】
本明細書では、実施例を用いて、最良の態様を含む本発明を開示し、また装置またはシステムの製造および使用ならびに採用されている方法の実施を含め、本発明を当業者が実施できるようにしている。本発明の特許性のある範囲は、請求項によって定められており、当業者が思いつく他の実施例を包含しうる。そのような他の実施例は、請求項の文字通りの言葉と違わない構造要素を有する場合、あるいは請求項の文字通りの言葉と実質的に違わない同等の構造要素を含む場合、特許請求の範囲に含まれることが意図されている。
【特許請求の範囲】
【請求項1】
複数の合成繊維を含む不織布マットをスパンボンド法によって形成するステップと;
エンボスカレンダーロールによって前記不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、前記合成繊維を結合して不織布を形成するステップであって、前記不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満であるステップと;
ポリマー溶液をエレクトロブローン紡糸して前記不織布の少なくとも1つの面の上に複数のナノ繊維を形成することによって、ナノ繊維層を施して前記複合ろ材を形成するステップであって、前記複合ろ材の最小濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約70%であるステップと
を含む、複合ろ材の構造体の製造方法。
【請求項2】
前記ベース基材が、円形繊維断面とトリローバル繊維断面の両方を含む二重層を含んでなる、請求項1に記載の方法。
【請求項3】
前記不織布と前記ナノ繊維層の組み合わさったものが実質的に電気的に中性である、請求項1に記載の方法。
【請求項4】
ナノ繊維層を施すステップが、エレクトロブローン紡糸法、電気紡糸法、遠心紡糸法、またはメルトブローイング法によってナノ繊維層を施すことを含む、請求項1に記載の方法。
【請求項5】
前記ナノ繊維層が、ポリエステル、ポリアミド、ポリオレフィン、熱可塑性ポリウレタン、ポリエーテルイミド、ポリフェニルエーテル、ポリフェニレンスルフィド、ポリスルホン、およびアラミドのうちの少なくとも1種を含む、請求項4に記載の方法。
【請求項6】
前記不織布マットをカレンダー加工するステップが、坪量が約100g/m2〜約300g/m2である不織布からの前記不織布マットをカレンダー加工することを含む、請求項1に記載の方法。
【請求項7】
ナノ繊維層を施すステップが、平均直径が約500nm以下である複数のナノ繊維を施して、坪量が約0.6g/m2〜約20g/m2である前記ナノ繊維層を形成することを含む、請求項1に記載の方法。
【請求項8】
ナノ繊維層を施すステップが、平均直径が約500nm以下である複数のナノ繊維を施して、坪量が約1.5g/m2〜約2.5g/m2である前記ナノ繊維層を形成することを含む、請求項1に記載の方法。
【請求項9】
エンボスカレンダーロールによる前記不織布マットのカレンダー加工により、複数の実質的に平行な不連続線の結合域を含む結合域パターンが形成される、請求項1に記載の方法。
【請求項10】
複数の合成繊維を含む不織布マットをスパンボンド法によって形成するステップが、平均直径が約18〜約30ミクロンである複数の合成繊維を含む不織布マットを形成することを含む、請求項1に記載の方法。
【請求項11】
前記不織布の抵抗がEN−1822(1998)に従って測定した場合に約2.5mm(水)未満であり、前記複合ろ材の構造体の抵抗がEN−1822(1998)に従って測定した場合に約4.0mm(水)未満である、請求項1に記載の方法。
【請求項12】
前記複合ろ材の構造体の品質係数Qfが約370より大きい、請求項11に記載の方法。
【請求項13】
前記複合ろ材の構造体の品質係数Qfが約440より大きい、請求項11に記載の方法。
【請求項14】
前記ナノ繊維層が複数のナノ繊維を含み、前記ナノ繊維が前記エレクトロブローン紡糸法を用いてポリマーから形成され、前記ポリマーが、ポリイミド、ポリアミド、ポリアラミド、ポリベンゾイミダゾール、ポリエーテルイミド、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリプロピレン、ポリアニリン、ポリエチレンオキシド、ポリエチレンナフタレート、ポリブチレンテレフタレート、スチレンブタジエンゴム、ポリスチレン、ポリ塩化ビニル、ポリビニルアルコール、ポリ塩化ビニリデン、ポリビニルブチレン、およびそれらのコポリマーまたは誘導体化合物の少なくとも1種を含む、請求項1に記載の方法。
【請求項15】
前記複合ろ材をプリーツ加工することをさらに含む、請求項1に記載の方法。
【請求項1】
複数の合成繊維を含む不織布マットをスパンボンド法によって形成するステップと;
エンボスカレンダーロールによって前記不織布マットをカレンダー加工して、複数の実質的に平行な不連続線の結合域を含む結合域パターンを形成し、前記合成繊維を結合して不織布を形成するステップであって、前記不織布の濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約35%〜50%未満であるステップと;
ポリマー溶液をエレクトロブローン紡糸して前記不織布の少なくとも1つの面の上に複数のナノ繊維を形成することによって、ナノ繊維層を施して前記複合ろ材を形成するステップであって、前記複合ろ材の最小濾過効率が、EN 1822(1998)試験手順に従って測定した場合に約70%であるステップと
を含む、複合ろ材の構造体の製造方法。
【請求項2】
前記ベース基材が、円形繊維断面とトリローバル繊維断面の両方を含む二重層を含んでなる、請求項1に記載の方法。
【請求項3】
前記不織布と前記ナノ繊維層の組み合わさったものが実質的に電気的に中性である、請求項1に記載の方法。
【請求項4】
ナノ繊維層を施すステップが、エレクトロブローン紡糸法、電気紡糸法、遠心紡糸法、またはメルトブローイング法によってナノ繊維層を施すことを含む、請求項1に記載の方法。
【請求項5】
前記ナノ繊維層が、ポリエステル、ポリアミド、ポリオレフィン、熱可塑性ポリウレタン、ポリエーテルイミド、ポリフェニルエーテル、ポリフェニレンスルフィド、ポリスルホン、およびアラミドのうちの少なくとも1種を含む、請求項4に記載の方法。
【請求項6】
前記不織布マットをカレンダー加工するステップが、坪量が約100g/m2〜約300g/m2である不織布からの前記不織布マットをカレンダー加工することを含む、請求項1に記載の方法。
【請求項7】
ナノ繊維層を施すステップが、平均直径が約500nm以下である複数のナノ繊維を施して、坪量が約0.6g/m2〜約20g/m2である前記ナノ繊維層を形成することを含む、請求項1に記載の方法。
【請求項8】
ナノ繊維層を施すステップが、平均直径が約500nm以下である複数のナノ繊維を施して、坪量が約1.5g/m2〜約2.5g/m2である前記ナノ繊維層を形成することを含む、請求項1に記載の方法。
【請求項9】
エンボスカレンダーロールによる前記不織布マットのカレンダー加工により、複数の実質的に平行な不連続線の結合域を含む結合域パターンが形成される、請求項1に記載の方法。
【請求項10】
複数の合成繊維を含む不織布マットをスパンボンド法によって形成するステップが、平均直径が約18〜約30ミクロンである複数の合成繊維を含む不織布マットを形成することを含む、請求項1に記載の方法。
【請求項11】
前記不織布の抵抗がEN−1822(1998)に従って測定した場合に約2.5mm(水)未満であり、前記複合ろ材の構造体の抵抗がEN−1822(1998)に従って測定した場合に約4.0mm(水)未満である、請求項1に記載の方法。
【請求項12】
前記複合ろ材の構造体の品質係数Qfが約370より大きい、請求項11に記載の方法。
【請求項13】
前記複合ろ材の構造体の品質係数Qfが約440より大きい、請求項11に記載の方法。
【請求項14】
前記ナノ繊維層が複数のナノ繊維を含み、前記ナノ繊維が前記エレクトロブローン紡糸法を用いてポリマーから形成され、前記ポリマーが、ポリイミド、ポリアミド、ポリアラミド、ポリベンゾイミダゾール、ポリエーテルイミド、ポリアクリロニトリル、ポリエチレンテレフタレート、ポリプロピレン、ポリアニリン、ポリエチレンオキシド、ポリエチレンナフタレート、ポリブチレンテレフタレート、スチレンブタジエンゴム、ポリスチレン、ポリ塩化ビニル、ポリビニルアルコール、ポリ塩化ビニリデン、ポリビニルブチレン、およびそれらのコポリマーまたは誘導体化合物の少なくとも1種を含む、請求項1に記載の方法。
【請求項15】
前記複合ろ材をプリーツ加工することをさらに含む、請求項1に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2011−529779(P2011−529779A)
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2011−521380(P2011−521380)
【出願日】平成21年8月3日(2009.8.3)
【国際出願番号】PCT/US2009/052581
【国際公開番号】WO2010/014986
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成21年8月3日(2009.8.3)
【国際出願番号】PCT/US2009/052581
【国際公開番号】WO2010/014986
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]