
記録装置および記録装置の制御方法
【課題】効率よく作業記録を入力することができる記録装置を提供する。
【解決手段】本発明の作業記録入力装置1は、製造ラインの正常な稼動状態を維持するために製造ラインにおける各設備に対して行った作業内容データを入力する操作部4を備え、操作部4により入力された作業内容データを記録する。作業記録入力装置1は、設備に故障が生じる割合である故障率を算出する故障率関数算出部22および故障率算出部23と、上記作業内容情報の入力を支援する支援情報を出力する割付表示指示部25とを備え、割付表示指示部25は、故障率関数算出部22および故障率算出部23によって算出された故障率が高い故障に関する作業内容データの入力を支援するボタン設定情報132を優先して出力する。
【解決手段】本発明の作業記録入力装置1は、製造ラインの正常な稼動状態を維持するために製造ラインにおける各設備に対して行った作業内容データを入力する操作部4を備え、操作部4により入力された作業内容データを記録する。作業記録入力装置1は、設備に故障が生じる割合である故障率を算出する故障率関数算出部22および故障率算出部23と、上記作業内容情報の入力を支援する支援情報を出力する割付表示指示部25とを備え、割付表示指示部25は、故障率関数算出部22および故障率算出部23によって算出された故障率が高い故障に関する作業内容データの入力を支援するボタン設定情報132を優先して出力する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置に関するものである。
【背景技術】
【0002】
従来から製造工程において発生した問題点に対する原因追及を行うために、各設備の故障状況、製品の品質特性など、製造ラインにおける発生現象や、故障に対する処置、定期作業、稼動条件の設定変更、部品交換など、製造ラインにおける作業履歴などを、発生時刻と、発生場所(対象設備)とに対応付けて記録している。このような記録は、いわゆる作業記録と称され製造現場の作業員によって記録される。
【0003】
通常、作業記録は、電子化されておらず作業員が手書きで記載している。このように作業記録が電子化されていない場合、膨大な作業記録の中から所望の情報を探し出すことが困難となる。また、作業中に作業記録を記録する場合、作業に追われ断片的な記録となってしまったり、作業後にまとめて記録する場合では、作業内容を正確に思い出すことができず不正確な記録となってしまったりする。すなわち、作業記録に記録された情報の信頼性が低いものとなってしまう。
【0004】
また、手書きの作業記録を後でまとめて電子化する場合、オペレータによってコンピュータ等に入力する必要があり、その作業記録のコンピュータへの入力作業が非常に手間となる。
【0005】
このため、作業記録は、作業中にコンピュータ等に入力され、当初より電子化された情報として利用できることが好ましい。しかしながら、製造ラインでは、多種多様な作業が発生するため、作業員が入力画面において記録対象となる作業を指定するだけでも手間がかかり、結果として作業員の作業効率を低下させてしまう。そこで、作業員の作業記録の入力作業にかかる負担を軽減することが必要となる。
【0006】
例えば、特許文献1または3では、入力画面において不良原因を選択肢の中から選ぶことができる技術思想が開示されている。特に、特許文献1では、作業員による作業記録の入力時に、過去の実行パターン、業務パターンの頻度に基づき、動的に選択メニューの表示位置を変更できるユーザーインタフェース方式が開示されている。このユーザーインタフェース方式では、上記実行パターン、業務パターンの頻度を、その最新のものを算出したり、特定の時間、特定曜日のものを算出したりすることができ、入力画面におけるメニュー選択を容易とすることができる。
【0007】
また、例えば特許文献2では、選択操作について過去の選択操作履歴から経験的確率、すなわち発生頻度を求め、確率モデルを作成し、ユーザの作業量が少なくなるように優先順位を決定する選択事項表示システムが開示されている。
【特許文献1】特開平7−182128号公報(1995年7月21日公開)
【特許文献2】特開平8−76955号公報(1996年3月22日公開)
【特許文献3】特開2000−259222号公報(2000年9月22日公開)
【特許文献4】特開2003−99501号公報(2003年4月4日公開)
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来の構成では、作業記録の入力を行うための入力ボタンに、入力する確率が高い作業内容を割り付けることができないという問題を生じる。
【0009】
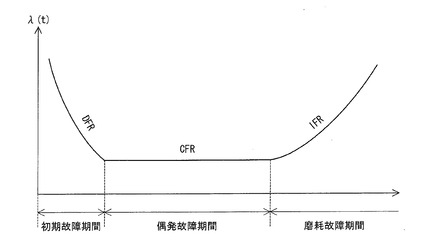
具体的には、製造ラインにおける各設備において発生する故障率は、図24に示す、いわゆるバスタブ曲線に従うことが知られている。ところで、上記従来技術は、過去の作業の発生頻度に基づき選択メニューの表示を決定する構成である。
【0010】
このように、発生頻度に基づき選択メニューの表示を決定する構成では、例えば、図24に示す設備の故障率が偶発故障期間にあり発生頻度が小さい作業であっても、偶発故障期間に至るまでの初期故障期間における高い故障率の発生頻度に基づき選択メニューとして割り付けられてしまう可能性がある。逆に、図24に示す摩擦故障期間にあり発生頻度が高い作業であっても、磨耗故障期間の前にある偶発故障期間における低い故障率の発生頻度に基づき選択メニューに割り付けられない場合もある。
【0011】
したがって、上記従来の構成では、作業記録の入力を行うための入力ボタンに、入力する確率が高い作業の作業内容を割り付けることができないため、効率よく作業記録の入力を行うことができないという問題を生じる。
【0012】
本発明は、上記の問題点に鑑みてなされたものであり、その目的は、効率よく作業記録の入力を行うことができる記録装置および記録装置の制御方法を実現することにある。
【課題を解決するための手段】
【0013】
本発明に係る記録装置は、上記した課題を解決するために、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、上記作業内容情報を入力する入力手段と、上記入力手段により入力された作業内容情報を記録する記録手段と、上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0014】
上記した構成によると、上記故障率算出手段を備えるため、任意のタイミングでの設備における故障の発生確率を求めることができる。また、上記出力手段を備えるため、故障率が高い故障に対する作業の作業内容情報の入力を支援する支援情報を優先して出力することができる。
【0015】
ところで、上記支援情報とは、上記入力手段において、特定の作業内容情報を入力する操作をユーザが効率的に行えるように支援するための情報であって、例えば、特定のボタンの押下により特定の作業内容情報が入力できるような情報や、入力候補として作業内容情報がリスト形式で表された情報等が挙げられる。
【0016】
本発明に係る記録装置では、故障率が高い故障に関して、その作業内容情報の入力手段による入力を支援するための支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を提供できることとなる。
【0017】
したがって、本発明に係る記録装置は、効率よく作業記録を入力することができるという効果を奏する。
【0018】
本発明に係る記録装置は、上記した構成において、上記入力手段は、上記作業内容情報を入力するための所定数のボタンを有しており、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報を優先して、該作業内容情報をそれぞれ上記ボタンに関連付ける関連付け手段をさらに備え、上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報との対応関係を、上記支援情報として出力するように構成されていてもよい。
【0019】
上記した構成によると、入力手段が備えるボタンに故障率が高い作業内容情報を関連付け、その対応関係を支援情報として出力することができる。このため、作業内容情報の入力時にその入力が必要となる可能性が高い作業内容情報を優先して各ボタンに割り当て、該ボタンを押下することで対応する支援情報を出力することができる。
【0020】
このように、入力する可能性が高い作業内容情報を優先してボタンに割り当て、対応する支援情報を出力することができるため、ユーザは、この支援情報を参照して作業内容情報の入力を効率よく行うことができる。
【0021】
本発明の記録装置は、上記した構成において、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順にリストの上位となるように順序付ける順序付け手段をさらに備え、上記出力手段は、上記支援情報として、上記順序付け手段によって順序付けられた作業内容情報のリストを出力するように構成されていてもよい。
【0022】
上記した構成によると、順序付け手段を備えるため、故障率が高い順にリストの上位となるように作業内容情報を順序付けることができる。また、この順序付けられた作業内容情報のリストを出力手段が出力するため、該出力されたリストを参照してユーザが入力すべき作業内容情報を選択することができる。また、このリストでは、故障率が高い故障に対処する作業内容を優先的に上位に順序付けている。すなわち、入力時に入力する可能性が高い作業内容情報を上位に順序付けたリストを出力することができる。このため、ユーザは、上記支援情報を参照して作業内容情報の入力を効率よく行うことができる。
【0023】
本発明に係る記録装置は、上記した構成において、上記作業内容情報は、所定の作業項目を含み、上記故障率算出手段は、上記作業履歴情報に基づき、指定された上記作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率をまとめ、指定された上記作業項目について作業内容が共通となる作業内容情報の集合である作業内容情報群の故障率を求め、上記出力手段は、上記故障率算出手段によって算出された上記作業内容情報群の故障率に応じて、故障率が高い上記作業内容情報群の入力を支援する支援情報を優先して出力するように構成されていてもよい。
【0024】
上記した構成によると、故障率算出手段が指定された作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率を算出する、すなわち、いくつかの作業をまとめて故障率を算出することができる。このため、製造ラインにおける設備に対する作業の種類が多数存在する場合であっても、出力手段は、ある程度、作業項目が共通する作業内容情報を一まとめにして支援情報を提供することができる。
【0025】
したがって、作業の種類が多いために支援情報が煩雑となってしまうことを防ぐことができる。
【0026】
本発明に係る記録装置は、上記した構成において、上記入力手段は、上記作業の内容を入力するための所定数のボタンを有しており、上記故障率算出手段によって算出された故障率が高い上記作業内容情報群を優先して、上記ボタンに関連付ける関連付け手段をさらに備え、上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報群との対応関係を、上記支援情報として出力するように構成されていてもよい。
【0027】
上記した構成によると、入力手段が備えるボタンに故障率が高い作業内容情報群を関連付け、その対応関係を支援情報として出力することができる。このため、作業内容情報の入力時にその入力が必要となる可能性が高い作業内容情報群を優先して各ボタンに割り当て、対応する支援情報を出力することができる。
【0028】
このように、入力する可能性が高い作業内容情報群を優先してボタンに割り当て、その対応する支援情報を出力することができるため、作業内容情報の入力時において、ユーザは、支援情報が対応付けられたボタンを押下することで共通する作業項目を含む作業内容情報の入力を効率よく行うことができる。
【0029】
このように、ボタンの押下により、共通する作業項目を含む作業内容情報を容易に入力することができるため、共通しない作業項目のみユーザは新たに入力すればよく、作業内容情報を効率よく入力することができる。
【0030】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順に上位となるように順序付ける順序付け手段をさらに備え、上記出力手段は、上記故障率算出手段によって求められた、最も故障率が高い作業内容情報群において共通する作業内容と、指定された作業項目以外の作業項目に含まれる作業内容を上記順序付け手段による順序付に応じて並べたリストとを組み合わせ、支援情報として出力するように構成されていてもよい。
【0031】
上記した構成によると、出力手段は、指定された作業項目の作業内容、すなわち共通する作業内容については、最も故障率が高い作業内容情報群について出力することができる。
【0032】
また、順序付け手段を備えるため、故障率が高い作業内容情報から順に上位となるように順序付けることができる。それゆえ、指定された作業項目以外の作業項目の作業内容については、上記共通する作業内容との組み合わせにより故障率が上位となる順にリスト形式で表すことができる。
【0033】
このように、ボタンの押下により、最も故障率が高い作業内容情報群の共通する作業項目部分を容易に入力することができる上、共通しない作業項目についても、故障率が高くなる順にリストで出力することができる。つまり、共通しない作業項目の作業内容については、その作業内容を入力する可能性が高い順にリストで表すことができるため、作業内容情報を効率よく入力することができる。
【0034】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、指定された作業項目の作業内容が共通する作業内容情報によって対処する故障の故障率を足し合わせることにより、上記作業内容情報群の故障率を求めるように構成されていてもよい。
【0035】
すなわち、本実施の形態に係る記録装置では、上記作業内容情報群の故障率を算出する場合、一まとめにされる作業内容情報の作業それぞれで対処する故障の故障率を足し合わせる、いわゆる直列システムにより求めることができる。
【0036】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、ワイブル分布の確率密度関数を用いて故障率を算出するように構成されていることが好ましい。
【0037】
上記した構成によると、ワイブル分布の確率密度関数を用いて故障率を算出するため、時間に対する設備の劣化現象、または寿命等を統計的に扱い故障率を求めることができる。
【0038】
本発明に係る記録装置は、上記した構成において、上記所定のタイミングで故障が発生する時間間隔を求めた際に、該時間間隔が不確定なデータである打ち切りデータが存在する場合、上記故障率算出手段は、累積ハザード関数を用いて故障率を算出するように構成されていることが好ましい。
【0039】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、上記故障率を算出するために利用するワイブル分布の確率密度関数における故障率関数である形状パラメータと尺度パラメータとを算出する故障率関数算出手段をさらに備え、上記故障率関数である上記形状パラメータをm、上記尺度パラメータをη、規定の時刻tまでに故障する確率を示す故障分布関数をF(t)、故障分布関数F(t)から求められる信頼度関数を1−F(t)=exp[−(t/η)m]とすると、上記故障率関数算出手段は、1−F(t)=exp[−(t/η)m]の両辺の自然対数を2度とった左辺のlog(log(1/(1−F(t))))を目的変数yとし、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数xとして、この説明変数xと目的変数yとの関係より求めた回帰の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新するように構成されていてもよい。
【0040】
上記した構成によると、上記故障率関数算出手段は、回帰分析の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新することができる。このため、最新の設備状態(故障モード)を反映し、一定の予測精度が補償された故障率関数を求めることができる。
【0041】
本発明に係る記録装置は、上記した構成において、経年変化に伴い故障率が時間経過とともに増加する磨耗故障期間にある設備の有無を、上記形状パラメータに基づき判定する故障期間判定手段と、上記故障期間判定手段が、磨耗故障期間にある設備があると判定した場合、磨耗故障期間にある設備を通知するための通知手段と、を備えるように構成されていることが好ましい。
【0042】
上記した構成によると、故障期間判定手段と通知手段とを備えているため、事前に、磨耗故障期間にある設備を通知できる。このため、ユーザは、この通知された設備に対して事前に保守点検を行ったり、交換部品を準備しておいたりすることで、製造ラインが長期的に停止してしまう事態の発生を予防することができる。
【0043】
本発明に係る記録装置の制御方法は、上記した課題を解決するために製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、上記作業内容情報を入力する入力ステップと、上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0044】
上記した方法によると、上記故障率算出ステップを含むため、任意のタイミングでの設備における故障の発生確率を求めることができる。そして、上記出力ステップを含むため、故障率が高い故障に対する作業の作業内容情報の入力を支援する支援情報を優先して出力することができる。
【0045】
ところで、上記支援情報とは、上記入力ステップにおいて、特定の作業内容情報を入力する操作をユーザが効率的に行えるように支援するための情報であって、例えば、特定のボタンの押下により特定の作業内容情報が入力できるような情報や、入力候補として作業内容情報がリスト形式で表された情報等が挙げられる。
【0046】
本発明に係る記録装置の制御方法では、故障率が高い故障に関して、その作業内容情報の、入力ステップにおける入力を支援するための支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を提供できることとなる。
【0047】
したがって、本発明に係る記録装置の制御方法は、効率よく作業記録を入力することができるという効果を奏する。
【発明の効果】
【0048】
本発明に係る記録装置は、以上のように、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、上記作業内容情報を入力する入力手段と、上記入力手段により入力された作業内容情報を記録する記録手段と、上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0049】
したがって、本発明に係る記録装置は、効率よく作業記録を入力することができるという効果を奏する。
【0050】
本発明に係る記録装置の制御方法は、以上のように、上記した課題を解決するために製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、上記作業内容情報を入力する入力ステップと、上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0051】
したがって、本発明に係る記録装置の制御方法は、効率よく作業記録を入力することができるという効果を奏する。
【発明を実施するための最良の形態】
【0052】
本発明の一実施形態について図1ないし図23に基づいて説明すると以下の通りである。すなわち、本実施の形態に係る作業記録入力装置1は、全自動で稼動する生産ラインにて製品の生産を行う際に必要となる作業全般についての情報を記録するためのものである。特には、製造ラインを一旦止めて行う必要がある作業、すなわち、非稼動要因作業の記録を行うものである。なお。この記録される非稼動要因作業の作業内容の情報を作業内容データ130と称する。
【0053】
(作業記録入力装置の構成)
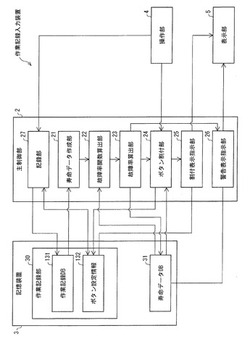
作業記録入力装置1は、図1に示すように、主制御部2、主制御部2による演算処理において必要となる情報を記憶する記憶装置3、作業員(ユーザ)からの入力指示を受付ける操作部(入力手段)4、および表示部5を備えてなる構成である。図1は、本発明の実施形態を示すものであり、作業記録入力装置1の概略構成を示すブロック図である。
【0054】
記憶装置3は、作業記録部30、および寿命データDB31を記憶しており、メモリやハードディスク等によって実現できる。
【0055】
作業記録部30は、作業記録DB(作業履歴情報)131およびボタン設定情報(支援情報)132を含んでいる。作業記録DB131は、各作業における作業項目に関する情報を含む作業内容データ(作業内容情報)130を、作業開始時刻順に管理するデータベースである。
【0056】
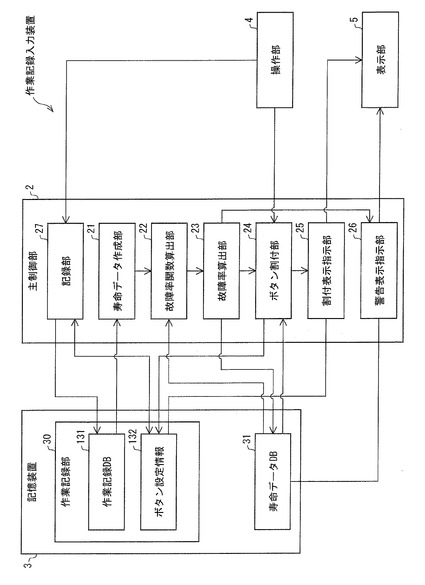
作業内容データ130は、図2に示すように、作業員が実行した作業ごとに、作業の開始時刻(作業開始時刻)と、作業内容を構成する作業項目として、例えば、行った作業の種類(作業種類)、作業を行った対象となる設備(設備)、発生した現象(現象)、および現象が発生した原因(原因)とが対応づけられたデータである。作業員は、この作業内容データ130を、操作部4を操作して、作業記録DB131に記録しておく。なお、図2は、本発明の実施形態を示すものであり、作業内容データ130の一例を示す図である。
【0057】
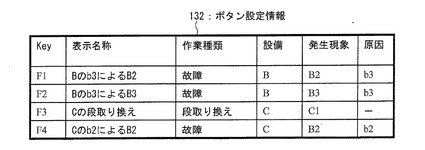
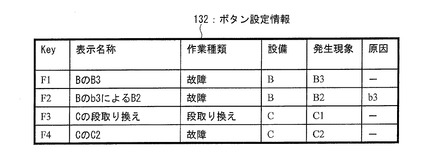
ボタン設定情報132は、ボタン(後述する図9に示すファンクションキー)と、作業内容データ130の作業項目との対応関係を示すテーブル情報である。作業入力時に作業者(ユーザ)がボタンを押下すると、このボタン設定情報132が参照され、押されたボタンに対応する作業項目と作業開始時刻が作業記録DB131に記録される。
【0058】
作業開始時刻は作業者がキー入力してもよいし、ボタンの押下タイミングより取得してもよい。なお、実際のボタン設定情報132は、後述するボタン割付部24で故障率が高い順番に優先順位付けされたボタンと作業項目の対応表になる。
【0059】
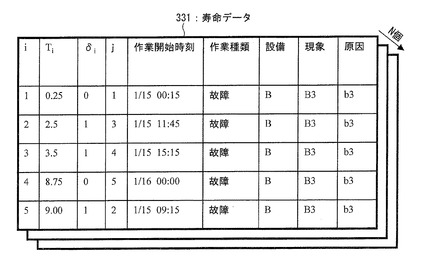
寿命データDB31は、作業記録DB131で管理されている作業内容データ130から主制御部2により、収集され作成された寿命データ331のデータベースである。この寿命データ331は、各作業において、前回の故障発生時刻から今回の故障発生時刻までの稼働時間を各設備の寿命として示したデータである。すなわち、設備において故障が発生する間隔である。
【0060】
寿命データ331は、この前回の故障発生時刻から今回の故障発生時刻までの時間を示す情報に、後述する故障率関数算出部22および故障率算出部23によって算出された算出結果がさらに加えられていく。
【0061】
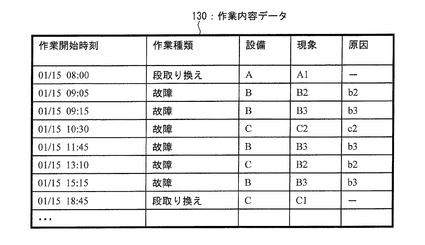
ところで、あるデータ採取期間内において、図3に示すように故障発生に伴い9回の作業が発生したとする。この場合、2〜8番目までの期間については、前回の故障発生から今回の故障発生までの期間を求めることができるが、1番目と9番目については、この期間を求めることができない、いわゆる不完全な寿命データ331となってしまう。ある時間間隔で故障率について情報を更新する場合、どうしてもこのような不完全な寿命データ331が発生してしまう。なお、この図3は、本発明の実施形態を示すものであり、任意のデータ採取期間内における、故障発生状態の一例を示す図である。
【0062】
本実施の形態に係る作業記録入力装置1では、この不完全な寿命データ331を打ち切りデータとして、他の寿命データ331と区別するように構成されている。なお、打ち切りデータとは反対に、前回の故障発生から今回の故障発生までの期間を求めることができる寿命データを完全データと称する。
【0063】
操作部4は、作業員から入力された操作指示を受付けるものであり、例えば、ファンクションキー、テンキー等を含むタッチパネル、またはキーボード等の入力手段によって実現できる。
【0064】
表示部5は、後述する警告表示を行うためのものであり、例えば、LCD、CRTディスプレイ、有機ELディスプレイ等によって実現できる。
【0065】
主制御部2は、作業記録入力装置1が備える各部の各種制御を行うためのものであり、機能ブロックとして、寿命データ作成部21、故障率関数算出部(故障率算出手段・故障率関数算出手段)22、故障率算出部(故障率算出手段・故障期間判定手段)23、ボタン割付部(関連付け手段・順序付け手段)24、割付表示指示部(出力手段)25、警告表示指示部(通知手段)26、および記録部(記録手段)27を備えてなる構成である。これら機能ブロックは、主制御部2が例えばCPUによって実現される場合、CPUが不図示のROM等に記憶したプログラムを不図示のRAM等に読出し実行することにより実現できる。なお、故障率関数算出部22と故障率算出部23とによって、本発明の故障率算出手段を実現する。
【0066】
以下において、これら機能ブロックとして実現できる各部について説明する。
【0067】
寿命データ作成部21は、作業記録部30に記録された作業記録DB131から作業内容データ130を取得し、作業ごとの寿命データ331を収集するものである。寿命データ作成部21による収集後の寿命データ331は、図4に示すようになる。この図4は、本発明の実施形態を示すものであり、寿命データ331の一例を示す図である。
【0068】
すなわち、寿命データ331は、各作業(図4ではN個の作業)ごとに、寿命時間Tiの順に作業開始時刻、作業種類、設備、現象、および原因の対応関係が示されたものとなる。なお、図4において、寿命データ331における「i」は、寿命時間の短い順にソートしたときの順番を示すカウンタ、「Ti」は寿命時間、「δi」は打ち切りデータの有無を示す打ち切りフラグ、「j」は作業の発生時刻順のカウンタをそれぞれ示している。
【0069】
なお、寿命データ作成部21による寿命データの収集処理の詳細については後述する。
【0070】
故障率関数算出部22は、寿命データ作成部21により収集した寿命データから故障率関数m(形状パラメータ),η(尺度パラメータ)を求めるものである。ここで、求める関数m,ηについて説明する。
【0071】
各設備の故障率を示すバスタブ曲線は、一般的に、ワイブル分布関数を使って表すことができる。すなわち、ワイブル係数(形状パラメータ)をm、尺度パラメータをηとすると、時刻tまでに故障する確率は、数式(1)の故障分布関数F(t)で示すことができる。また、t時間以上故障しない確率を示す信頼度関数R(t)は、数式(2)となり、ワイブル分布の確率密度関数f(t)は、数式(3)で示すことができる。よって単位時間以内に故障する割合を示す故障率λ(t)は数式(4)となる。したがって、m,ηの値が分かればt時点での作業ごとの故障率を知ることができる。なお、m=1のとき、λ(t)=1/ηとなり、tに依存しない。すなわち、m=1のときはバスタブ曲線における偶発故障期間を示すこととなる。m>1の場合は、λ(t)は時間とともに増加し、バスタブ曲線における磨耗故障期間を示し、m<1の場合は、λ(t)は時間とともに減少し、バスタブ曲線における初期故障期間を示すこととなる。
【0072】
【数1】

【0073】
【数2】
【0074】
【数3】
【0075】
【数4】
【0076】
ここで、数式(2)の両辺の自然対数を2度とると下記の数式(5)となり、これはY=mX+Bと直線で表すことができる。
【0077】
【数5】
【0078】
したがって、ワイブル確率紙上に観測値をプロットすると、ワイブル確率紙の傾きよりmを求めることができる。一方、数式(5)においてY=0のとき、0=m(lnt−lnη)、t=ηとなる。このため、Y=0のときのtより、ηを求めることができる。
【0079】
なお、上記では、打ち切りデータを考慮しないで、故障率関数m,ηを求めることについて説明したが、作業記録DB131に記録された作業内容データ130には、実際には打ち切りデータが含まれるため、打ち切りデータの影響を故障率に反映させ、故障率関数m,ηを求める必要がある。
【0080】
具体的には、下記の数式(6)に示す分布関数より、時刻tまでに故障する確率を示すことができる。
【0081】
【数6】
【0082】
すなわち、故障分布がワイブル分布に従うと仮定して、寿命試験の結果からワイブル分布のパラメータを推定し、F(t)、f(t)、λ(t)を求める、累積ハザード法を利用する。
【0083】
この累積ハザード法での累積ハザード関数H(t)は数式(7)のように示すことができる。累積ハザード関数H(t)と分布関数F(t)とは、一対一の関係にあり、F(t)を求めるためにはH(t)を推定すればよい。言い換えれば、H(t)を求めれば自然とF(t)が求まる。
【0084】
H(t)の求め方は、近似式である数式(8)を利用することで求めることができる。なお、この数式(8)において、完全データはδj=1、打ち切りデータはδj=0となる。そして、この式からF(t)を数式(9)のように近似して示すことができる。ここで数式(8)、(9)等においてHおよびF上に付された「^」は、推定値を示すものである。また、明細書中において、「H^」、「F^」として示された記号もそれぞれ推定値を示すものとする。
【0085】
【数7】
【0086】
【数8】
【0087】
【数9】
【0088】
また、m,ηを求める場合、上述したように数式(2)で示す信頼度関数R(t)の両辺(1−F(t)=exp[−(t/η)m])の自然対数を2度とって、左辺のlog(log(1/1−F(t)))を目的変数y、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数x、mlog(η)をBとおくと、線形回帰モデルとしてy=mx+Bと直線で表される。
【0089】
そして、説明変数xから目的変数yを予測するため回帰分析を行う。ここで回帰の傾きをβ、切片をαとおくと、それぞれは数式(10)、(11)で近似して表すことができる。なお、回帰の傾きをβ、切片をαと、故障率関数m,ηとの関係は、それぞれ、m=β、η=exp(−α/m)となる。
【0090】
さらに、故障率関数算出部22は、求めた故障率関数m,ηについて、回帰の決定係数R2を利用して、モデルへの当てはまりの良否を判断し、当てはまりが悪い場合は、データ採取開始点を変更するように処理する。
【0091】
【数10】
【0092】
【数11】
【0093】
また、回帰分析を実施し、モデルへの当てはまり具合を示す決定係数(相関の二乗:R2)は、数式(12)に示す関係から、R2=SR/Sy=(S2xy/Sx)/Sy=S2xy/SxSyと求めることができる。
【0094】
【数12】
【0095】
なお、故障率関数算出部22による故障率関数算出処理についての詳細は後述する。
【0096】
故障率算出部23は、故障率関数算出部22で得られた関数を用いて、寿命時間の母平均を算出し、寿命時間がその平均となるときの故障率を求めるものである。すなわち、時間の経過とともに、各作業に対応する設備の故障率は刻々と変化していくが、どこかのタイミングでボタンの割付に利用する故障率を算出しなければならない。そこで、本実施の形態に係る作業記録入力装置1では、作業ごとの寿命データにおける寿命時間の母平均となるときのタイミングで故障率を求めることとする。また、関数mの値が求められているため、故障率算出部23は、このmの大きさに応じて故障モードが、バスタブ曲線における初期故障期間(DFR)であるのか、偶発故障期間(CFR)であるのか、摩擦故障期間(IFR)であるのかについてもあわせて判定する。
【0097】
なお、故障率算出部23による故障率の算出処理および故障モードの判定処理についての詳細は後述する。
【0098】
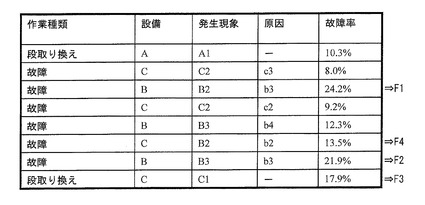
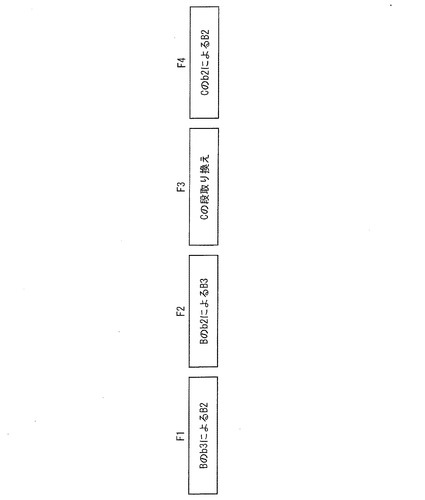
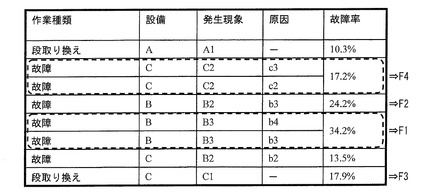
ボタン割付部24は、故障率算出部23によって得られた故障率が高くなる順番に、作業をボタン(特にはファンクションキー)に割り付けるものである。例えば、各作業と故障率の関係が図5に示すような関係である場合、ボタン割付部24は、故障率が高い順に操作部4が有するファンクションキー(F1,F2,・・・)をそれぞれ割り付けていく。割り付けた結果は、図6に示すように、各ファンクションキーとその作業を表す表示名称、作業の種類、設備、発生現象、原因との対応関係を示すボタン設定情報132となる。図5は、本発明の実施形態を示すものであり、各作業と故障率の関係の一例を示す図である。図6は、本発明の実施形態を示すものであり、ボタン設定情報132の一例を示す図である。なお、ボタン割付部24によるボタン割付け処理の詳細は後述する。
【0099】
割付表示指示部25は、記憶装置3に格納されたボタン設定情報132に基づき、各ファンクションキーに作業を割り付けて表示するものである。各ファンクションキーへの作業の割付け状態は、表示部5において例えば図7に示すよう表示することができる。図7は、本発明に係るファンクションキーへの作業の割付け状態の一例を示す図である。
【0100】
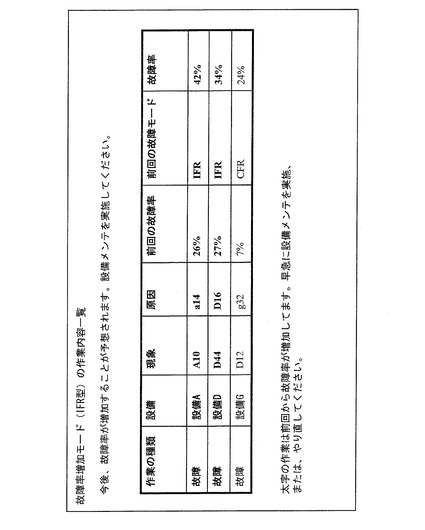
警告表示指示部26は、故障率算出部23により判定された故障モードの判定結果を反映した寿命データDB31を参照して、表示部5に故障モードの変化を警告表示するものである。具体的には、警告表示指示部26は、図8に示すように、故障率増加モード、すなわち磨耗故障期間(IFR)にある作業内容の一覧を表示し、設備メンテナンスの実施を促すアナウンスを行う。この図8は、本発明の実施形態を示すものであり、故障モードの変化の警告表示例を示す図である。
【0101】
なお、IFRにある作業内容の一覧では、故障率が高い作業の順に表示するようになっており、また故障率の増加が見られる作業については、例えば、太字で表記する等、視覚的に設備メンテナンスが必要となる作業を明確とするようになっている。警告表示指示部26による警告表示処理については後述する。
【0102】
記録部27は、操作部4からの操作指示に応じて、作業記録DB131に作業員が設備に対して行っている作業内容を記録するものである。すなわち、本実施の形態に係る作業記録入力装置1では、後述するが作業記録の入力画面において、操作部4のファンクションキーに割付けた作業内容に関する入力支援情報が示されている。そこで、この入力支援情報を参照し、作業員が、実行している作業に対応する作業内容が割付けられたファンクションキーを押下する。この押下に応じて、記録部27は、ボタン設定情報132を参照して、押下されたファンクションキーに対応する作業内容を読出し、この作業内容を作業記録DB131に記録する。
【0103】
次に、図9を参照して上記した構成を有する作業記録入力装置1の作業記録の入力画面について説明する。図9は、本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【0104】
(作業記録入力装置における作業記録の入力画面)
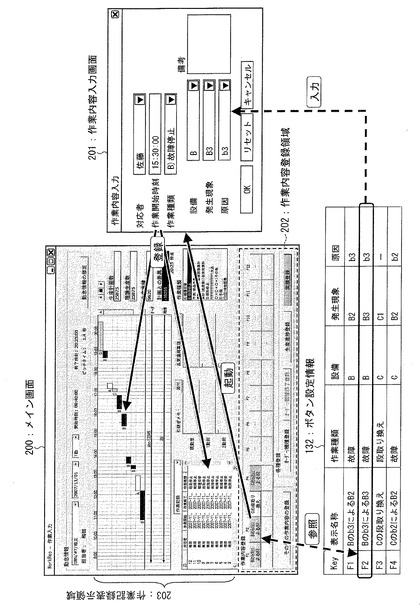
本実施の形態に係る作業記録入力装置1の作業記録の入力画面は、図9に示すように、主としてメイン画面200と作業内容入力画面201とを有している。
【0105】
メイン画面200では、作業記録を記録する対象となる作業の作業内容を、ファンクションキーの情報に割り付けて表示する作業内容登録領域202と、作業内容入力画面201を利用して作業員により記録された情報を表示する作業記録表示領域203とが含まれる。
【0106】
作業内容入力画面201は、作業内容登録領域202におけるファンクションキーを作業員が押下することで、このファンクションキーに対応して立ち上がる画面であり、どのような作業内容データ130が入力された作業内容入力画面201が立ち上がるかについては、ファンクションキー押下時にボタン設定情報132を参照することで決定する。
【0107】
本実施の形態に係る作業記録入力装置1では、作業内容入力画面201を利用して、作業員が追加で記録すべき情報を設定することができる。すなわち、作業内容入力画面201では、作業内容データ130として予めいくつかの作業項目が記録されており、該作業項目以外の情報を記録する場合、この情報を、作業内容入力画面201の備考欄に作業員が入力することができるようになっている(入力ステップ)。
【0108】
以上のように、本実施の形態に係る作業記録入力装置1では、各ファンクションキーを押下するだけで、作業内容入力画面201により作業内容データ130を入力することができる。さらに、入力した作業内容データ130について、個別に記録すべき情報がある場合は、作業内容入力画面201を利用して、作業員が追加で記録することができる。このため、作業発生時に、作業員が、該作業に関する記録(記録ステップ)を容易に行うことができる。
【0109】
ところで入力すべき作業の種類が多い場合、すべての作業をファンクションキーに割り当てることは困難である。そこで、本実施の形態に係る作業記録入力装置1は、上記のように、作業内容データ130の入力時に、その入力が必要となる可能性が高い作業を優先して各ファンクションキーに割り当てることができる。そして、その割り当てた対応関係を、表示部5において表示することができる。
【0110】
このように、入力時に、入力が必要となる可能性が高くなる作業内容データ130を優先してファンクションキーに割り付け、その対応関係を表示することができるため、作業員は、この表示を参照して所望のファンクションキーを押下し、作業内容データ130の記録を効率よく行うことができる。
【0111】
次に、上記した構成を有する作業記録入力装置1におけるボタン(ファンクションキー)に対する作業内容の割付け決定処理について図10を参照して説明する。図10は、本発明の実施形態を示すものであり、作業内容の割付け決定処理を示すフローチャートである。
【0112】
(ボタンに対する作業内容の割付け決定処理)
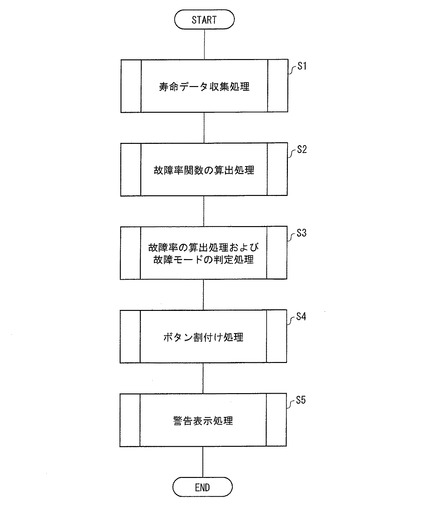
まず、本実施の形態に係る作業記録入力装置1では、寿命データ作成部21が、作業記録部30に記録された作業記録DB131から作業内容データ130を取得し、作業ごとの寿命データ331を収集する(ステップS1、これ以降S1のように称する)。
【0113】
寿命データ作成部21によって寿命データ331が収集されると、故障率関数算出部22は、この寿命データ331から故障率関数m(ワイブル係数),η(尺度パラメータ)を求める(S2)。
【0114】
次に、故障率算出部23は、故障率関数算出部22で得られた関数m、ηを用いて、寿命時間の母平均を算出し、寿命時間がその平均となるときの故障率を求める。また、関数mの値に基づき、故障率算出部23は、このmの大きさに応じて故障モードが、バスタブ曲線における初期故障期間(DFR)であるのか、偶発故障期間(CFR)であるのか、摩擦故障期間(IFR)であるのか故障モードの判定を行う。すなわち、故障率算出部23は、故障率の算出処理および故障モードの判定処理を行う(S3)。
【0115】
故障率算出部23により故障率が算出されると、ボタン割付部24は、算出された故障率が高くなる順番に、作業をボタンに割り付ける(S4)。
【0116】
また、警告表示指示部26は、故障率算出部23により判定された故障モードに基づき表示部5に故障モードの変化を警告表示する(S5)。
【0117】
以上のようにして、本実施の形態に係る作業記録入力装置1では、ボタンに対する作業内容の割付け決定処理を行う。なお、ボタンに対する作業内容の割付け決定処理の処理手順はこれに限定されるものではなく、ステップS4に示すボタン割付処理とステップS5に示す警告表示処理は、その処理順番が逆えあってもよい。
【0118】
以下、ステップS1からステップS5それぞれのステップに関する詳細な説明を、図11を参照しておこなう。
【0119】
(寿命データ収集処理)
まず、図11を参照して寿命データ収集処理について説明する。図11は、本発明の実施形態を示す図であり、寿命データ収集処理を説明するフローチャートである。
【0120】
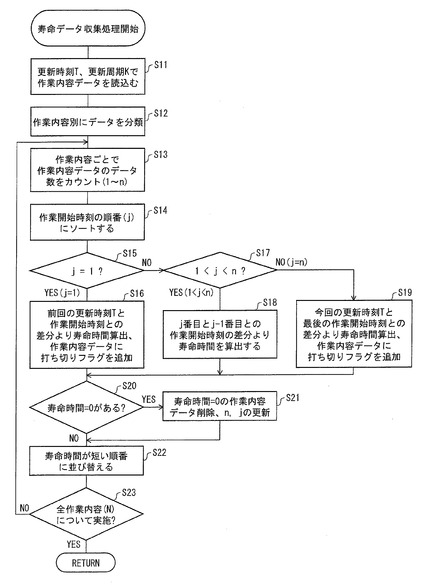
本実施の形態に係る作業記録入力装置1は、寿命データ作成部21が、作業記録DB131から、更新時刻T、更新周期K時間で作業内容データ130を読込む(S11)。寿命データ作成部21が読込む作業内容データ130には、上述したように図2に示すような作業開始時刻、作業種類、設備、現象、および原因が含まれている。そこで、寿命データ作成部21は、まず、取得した作業内容データ130を、作業内容、すなわち作業種類別に分類する(S12)。そして、寿命データ作成部21は、作業内容別に、作業記録DB131に記録されている作業内容データ130のデータ数をカウントする(S13)。なお、収集する作業内容データ130の作業数はN個あるものとし、作業ごとの作業内容データ130のデータ数は、1〜n個あるものとする。
【0121】
次に、寿命データ作成部21は、作業内容別に分類した作業内容データ130を作業開始時刻の順番にソートする(S14)。なお、作業開始時刻の順番は変数j(1≦j≦n)で表すものとする。
【0122】
ここで、今回の更新で最も作業開始時刻の早い、すなわちj=1番目となる作業内容データ130についは、打ち切りデータとなる。そこで、ステップS15においてまずj=1か判定し、j=1の場合(ステップS15において「YES」の場合)、作業内容データ130の前回の更新時刻Tとj=1番目の作業開始時刻との差分を求め、その値をj=1番目の作業内容データ130についての寿命時間とし、該作業内容データ130に打ち切りフラグを追加する(S16)。
【0123】
一方、j=1ではなく、1<j<nとなる作業内容データ130の場合(S15において、「NO」、かつS17において「YES」)では、寿命データ作成部21は、j番目とj−1番目の作業開始時刻の差分より寿命時間を算出する(S18)。例えば、j=2番目の作業内容データ130の寿命時間は、j=2番目の開始時刻とj=1番目の開始時刻との差分となる。
【0124】
j=nとなる作業内容データ130の場合(ステップS15において「NO」かつS17において「NO」の場合)、すなわち今回の更新で最も作業開始時刻の遅い作業内容データ130も、打ち切りデータとなる。そこで、寿命データ作成部21は、最後の開始時刻、すなわちj=n番目の開始時刻と、今回の更新時刻Tとの差分を寿命時間とし、この作業内容データに打ち切りフラグを追加する(S19)。
【0125】
続いて、寿命データ作成部21は、作業開始時刻の順番にソートした作業内容データ130について、寿命時間=0となるデータがあるか否か判定する(S20)。ここで、ステップS20において「YES」の場合、寿命時間=0となる作業内容データ130については削除する。そして、この削除にともない、作業ごとの作業内容データ130のデータ数および作業開始順番が変更されるため、この変更を反映させるように各作業内容データ130に割り当てられたnおよびjを更新する(S21)。
【0126】
続いて作業記録入力装置1では、寿命データ作成部21が、作業ごとに、寿命時間が短い順番となるように作業内容データ130を並び替え(S22)、分類した全作業(N個)について上記したステップS13からステップS22までの処理を行ったか判断する(S23)。分類した全作業(N個)について上記したステップS13からステップS22までの処理を行っている場合(S23において「YES」)は、寿命データ収集処理を終了する。寿命データ収集処理により生成された寿命データ331は、上述したように、図4に示すデータ構造となる。寿命データ作成部21は生成した寿命データ331を故障率関数算出部22に送信し、故障率関数m,ηを算出するように指示する。
【0127】
(故障率関数の算出処理)
次に、図12〜図15を参照して、故障率関数m,ηの算出処理(故障率算出ステップ)について説明する。まず、図12を参照して、故障率関数の算出処理に係る処理の流れについて説明する。図12は、本発明の実施形態を示すものであり、故障率関数の算出処理を示すフローチャートである。
【0128】
寿命データ作成部21からの故障率関数算出処理の実行指示とともに、生成された寿命データ331を受信すると、故障率関数算出部22は、寿命データDB31から前回の寿命データ331(すなわち、今回の更新時刻Tよりも更新周期であるKだけさかのぼった時刻に生成された寿命データ331)を読み出す(S31)。そして、この読み出した前回の寿命データ331に寿命データ作成部21から受信した寿命データ331を加える(S32)。
【0129】
なお、故障率関数を求めるに際して、このように、前回の寿命データ331も加えるのは以下の理由からである。
【0130】
すなわち、設定された更新周期の時間に依存するが、今回の故障率も前回の故障率と同様な割合で推移する可能性があり、また、データ数が大きくなればなるほどRを増やすことができるからである。なお、Rが増えると突発的な異常データによる誤差の影響をうけにくくなる。
【0131】
ただし、必ずしもこのように前回の寿命データ331を加える必要がなく、寿命データ作成部21から受信した寿命データ331の数が十分な場合は、この寿命データ331だけを利用して故障率関数m,ηを求めてもよい。
【0132】
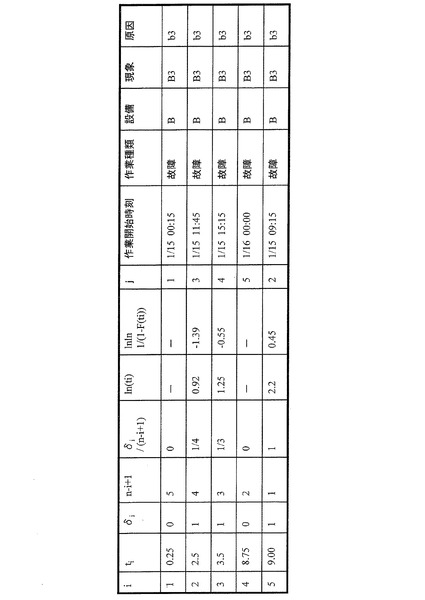
次に、故障率関数算出部22は、作業ごとに、完全データとなる寿命データ331がW個以上あるか否か判定する(S33)。例えば、寿命データ331が、図13に示すデータとなる場合、i=2,3,5のみが完全データとなり、この完全データのワイブル確率紙上の座標は、(ln(ti),ln ln 1/(1−F^(ti)))=(0.92,−1.39),(1.25,−0.55),(2.2,0.45)となる。故障率関数算出部22は、この個数がW個以上あるか否か判定する。
【0133】
一方、完全データのデータ数がW個よりも少ない場合は(S33において「NO」)、故障率関数の算出処理は実行せず、他の作業内容についての完全データのデータ数を確認する。
【0134】
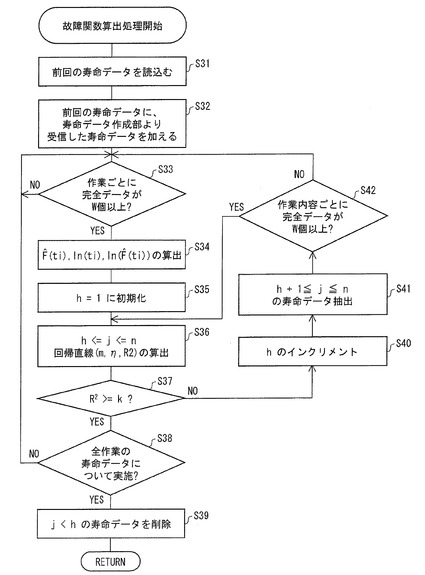
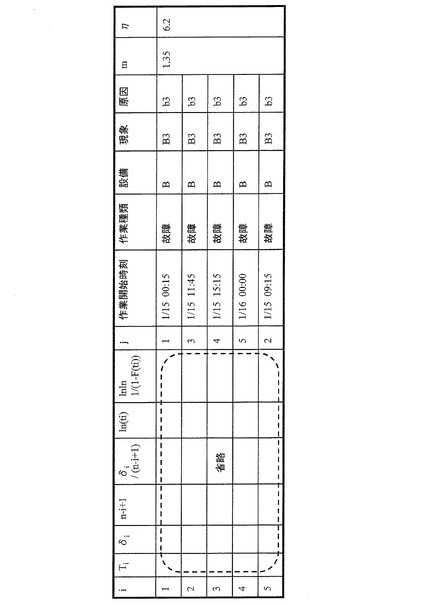
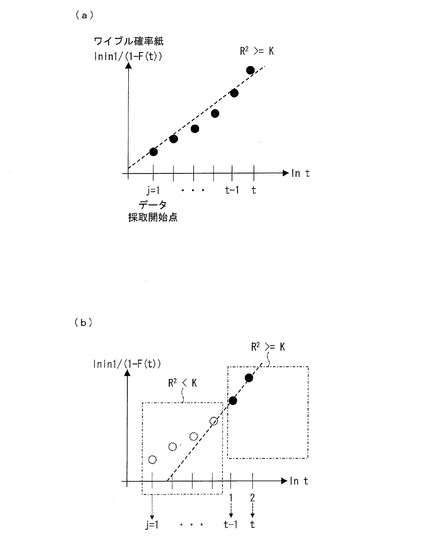
完全データがW個以上ある場合(ステップS33において「YES」)、故障率関数算出部22は、F^(ti),ln(ti),lnF^(ti)を算出する(S34)。次に、故障率関数算出部22は、発生時刻の識別子として変数hを設定し、h=1に初期化する(S35)。そして、h≦j≦nの範囲で回帰直線から(m,η,R2)をそれぞれ算出する(S36)。例えば、h=1のとき、1≦j≦n(「j」は作業の発生時刻順のカウンタ、「n」は、作業ごとの作業内容データ130のデータ数)の範囲で回帰直線を求める。つまり、図15(a)に示すようにデータ採取開始始点を、j=1番目の作業発生時刻となるものとする。次に、故障率関数算出部22は、このときのR2がR2≧kを満たすか否か判定する(S37)。ここでR2≧kを満たす場合(S37において「YES」)、算出したm,ηを寿命データ331に加える。このときの寿命データ331のデータ構造は図14に示すようになる。図15は、ワイブル確率紙上にプロットした観測値の一例を示す図であり、同図(a)は、j=1をデータ採取開始点とする場合を示し、同図(b)は、j=t−1をデータ採取開始点とする場合を示す。
【0135】
そして、上記したステップS33からS37までの処理を全作業の寿命データ331について行ったか判定する(S38)。ステップS38において「NO」の場合は、ステップS33に戻って、他の作業内容についてステップS33以降の処理を繰返す。ステップS38において「YES」の場合は、j<hとなる寿命データ331、すなわち、故障率関数算出処理に利用しなかった寿命データ331については、削除する(S39)。
【0136】
一方、上述したステップS37において「NO」の場合は、故障率関数算出部22は、hに代入する値をインクリメントして(S41)、j=h+1とし、h+1からnまでの寿命データ331を抽出する(S41)。そして、故障率関数算出部22は、完全データがW個以上あるか判定する(S42)。
【0137】
ここで、完全データがW個以上あると判定した場合(S42において「YES」)、ステップS36に戻って、それ以降の処理を繰返す。このようにして、図15(b)に示すようにR2≧kを満たすまでh=2、3、4・・・とhの値をインクリメントして順々に回帰直線を求め、m、η、R2を算出していく。そして、R2≧Kになった時点をデータ採取開始点とする。すなわち、故障率関数算出部22は、作業開始時刻が早いものから順に、回帰直線を求め、R2≧kを満たすか判定する。そして、R2≧kを満たさないデータについては削除しステップS36以降の処理を繰返す。
【0138】
ステップS42において、完全データがW個以上ない場合は、ステップS33に戻って、他の作業についてステップS33以降の処理を繰返す。
【0139】
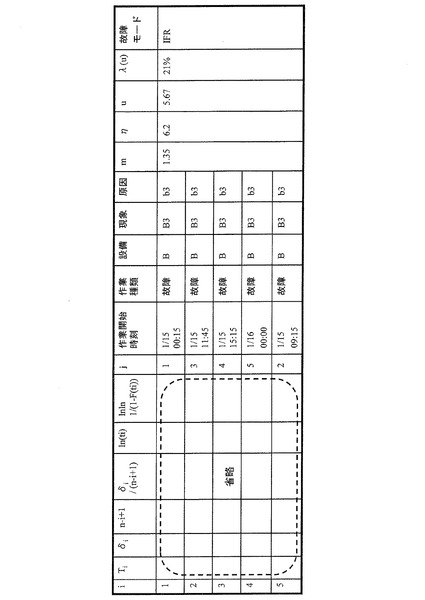
以上のようにして故障率関数m,ηの値が求められると、この関数を用いて、故障率算出部23が、各設備に対する故障率を求める。以下において、図16および図17を参照して、故障率算出部23による故障率の算出処理および故障モードの判定処理についての詳細を説明する。図16は、本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理を示すフローチャートである。図17は、故障率の算出処理および故障モードの判定処理の処理結果を反映した寿命データ331のデータ構造を示す図である。
【0140】
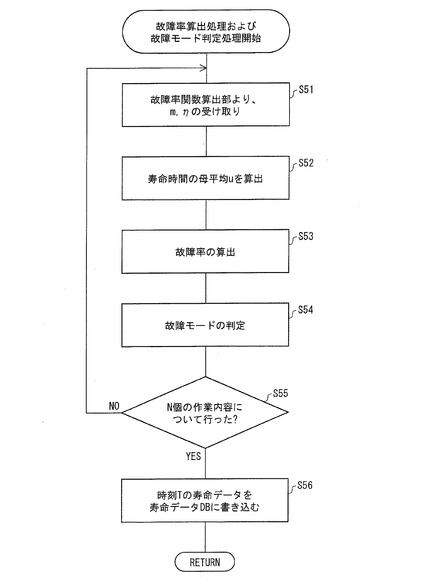
(故障率の算出処理および故障モードの判定処理)
まず、故障率算出部23は、故障率関数算出部22から関数m,ηを受けとる(S51)。故障率算出部23は、各作業について寿命時間の母平均uを算出し(S52)、平均となるときの故障率を算出する(S53)。
【0141】
具体的には、下記に示す数式(13)に示すガンマ関数を利用して、数式(14)により寿命時間の母平均uを算出する。そして、数式(15)においてt=uのときの故障率λ(t)を求める。
【0142】
【数13】
【0143】
【数14】
【0144】
【数15】
【0145】
以上のようにして、故障率算出部23は、故障率の算出処理を行うと、故障率関数算出部22から受理したmの値から故障モードを判定する(S54)。本実施の形態に係る作業記録入力装置1では、m<0.9の場合を初期故障期間、0.9≦m≦1.1の場合を偶発故障期間、m>1.1の場合を磨耗故障期間と判定する。すなわち、0.9≦m≦1.1となる期間を偶発故障期間とするように、mの取り得る値の範囲に幅を持たせている。この偶発故障期間と判断する場合のmが取り得る値の範囲は、これに限定されるものではなく、実際の製造ラインの仕様や、故障率が判定される設備等に応じて適宜変更される。
【0146】
次に、故障率算出部23は、上記した故障率の算出処理および故障モードの判定処理の実行をN個の作業全てについて行ったか判定する(S55)。全ての作業について行っていないと判定した場合(S55において「NO」)は、他の作業について、上記したステップS51からS54までの処理を繰返す。
【0147】
一方、全ての作業について行ったと判定した場合(S55において「YES」)、図17に示すように、図14に示す寿命データ331に、時刻Tにおける、母平均u、故障率λ(u)、および故障モードを追加して寿命データDB31に書き込む(S56)。
【0148】
以上のようにして、故障率算出部23は、故障率の算出処理および故障モードの判定処理を実行する。そして、算出された故障率に基づき、操作部4からの作業員の操作指示に応じてボタン割付部24がファンクションキーに作業を割り付けるボタン割付処理を実行する。
【0149】
(ボタン割付処理)
まず、操作部4から入力される作業員の操作指示内容について説明する。
【0150】
本実施の形態に係る作業記録入力装置1では、各ボタン(各ファンクションキー)に割り付ける作業の内容として、行った作業の種類(作業種類)、作業を行った対象となる設備(設備)、発生した現象(現象)、および現象が発生した原因(原因)を含んでいる。
【0151】
ところで、各作業と故障率との関係が図5に示すように、例えば、原因が異なるが、作業種類、設備、および発生現象までが共通するものがあるとする。このように、例えば原因のみが異なり、後の内容が共通する作業については1つの作業として纏めることもできる。このように纏め上げた場合、故障率は、直列システム、すなわち、数式(16)に示すように、纏め上げる各作業の故障率を足し合わせることであらわすことができる。
【0152】
【数16】
【0153】
例えば、各作業と故障率の関係が図5に示すような関係であり、作業種類、設備、発生現象までが共通するものを纏め上げたとすると、その各作業と故障率の関係は、図18に示すようになる。図18は、共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、各作業と故障率との関係を示す図である。
【0154】
つまり、作業種類、設備、発生現象まで共通するものを1つの作業内容とし、これらの故障率を足し合わせ、故障率が高い作業内容をファンクションキーに割り当てる。また、このとき、各ファンクションキーに対する作業内容の割り当て表示は、例えば図19に示すようにその表示名称を共通する内容(設備Bの発生現象B3等)とする。また、纏め上げる項目から除外された項目、「原因」については、ファンクションキーには割り当てず、作業記録の入力時に個別に、作業員に入力してもらうようにする。図19は、共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、ボタン設定情報132の一例を示す図である。
【0155】
このように、本実施の形態にかかる作業記録入力装置1では、所定の作業項目について共通する作業、すなわち所定の作業項目を含む、所定の階層まで共通する作業をまとめて故障率を算出し、ボタンの割付を行うことができる。
【0156】
このため、作業員が操作部4を操作して、ボタン割付処理の実行指示を行う場合、図20に示すような入力画面を表示部5に表示する。図20は、本発明の実施形態を示すものであり、ボタン割付処理の実行指示を行う入力画面の一例を示す図である。
【0157】
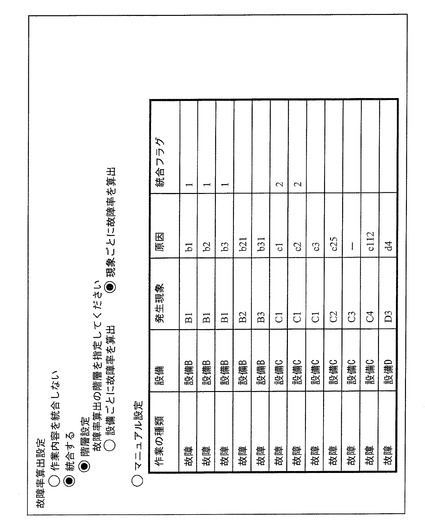
すなわち、上記入力画面において、故障率算出方法の設定の選択画面(作業内容を統合するか否か)を表示する。そして、統合することを選択する場合には、故障率を算出するにあたり纏め上げる階層を指定するのか、あるいは作業内容データのリストから作業員自身が纏め上げるグループを設定する(マニュアル設定する)のか問い合わせる画面を表示する。
【0158】
作業員がマニュアル設定する旨を指示する場合は、その入力画面において作業内容データのリストが表示される。そして、統合させる作業の種類については、統合フラグと称されるフラグによって、グループ化される。同一の統合フラグが付された作業について、直列システムにより故障率を求め、この故障率に応じて、各統合された作業にファンクションキーを割り付ける。
【0159】
次に、ボタン割付部24によるボタン割付処理の詳細について図21を参照して説明する。図21は、本発明の実施形態を示すものであり、ボタン割付処理を示すフローチャートである。
【0160】
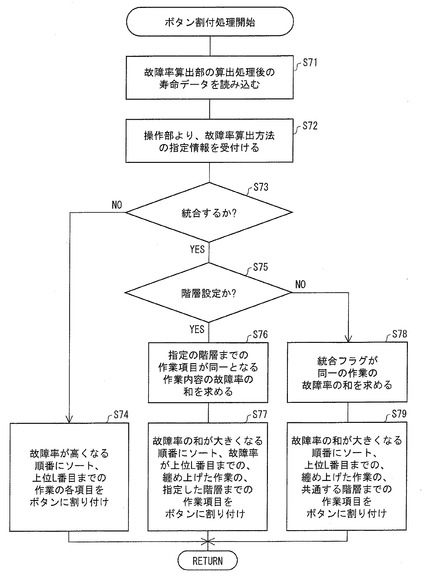
まず、操作部4からボタン割付処理の実行開始指示を受付けると、ボタン割付部24は、寿命データDB31より故障率算出部23の算出処理後の寿命データ331を読込む(S71)。次に、操作部4から故障率算出方法に関する指定情報を受付ける(S72)。そして、ボタン割付部24は、この指示に応じて、作業内容を統合するか否か判定する(
S73)。作業内容を統合しない場合(ステップS73において「NO」)、故障率算出部23によって算出された結果が反映されている、N個の作業内容の寿命データ331それぞれを参照して、故障率が高くなる順番に作業をソートし、故障率が上位L番目までの作業を各ボタン(ファンクションキー)に割り付ける(S74)。
【0161】
一方、ステップS73において「YES」の場合、ボタン割付部24は、作業を、作業項目の階層を指定して纏めるのか否か判定する(S75)。ここで、ステップS75において「YES」の場合、指定の階層までの作業項目が同一となる作業の寿命データ331を集め、故障率の和を求める(S76)。そして、ボタン割付部24は、故障率の和が大きくなる順番にソートする。さらに、ボタン割付部24は、故障率が上位L番目までとなる、纏め上げた作業の、指定した階層の作業項目までをボタンに割り付ける(S77)。なお、この割付に際して、纏め上げた階層が分かるような表示名称をボタンに割り付ける。
【0162】
ステップS75においてNOの場合、すなわち、マニュアルで纏め上げる作業を決定する場合、ボタン割付部24は作業員が設定した同一の統合フラグとなる作業の故障率の和を求める(S78)。そして、ボタン割付部24は、故障率の和が大きくなる順番にソートする。さらに、ボタン割付部24は、故障率が上位L番目までとなる、纏め上げた作業の、共通する階層の作業項目までをボタンに割り付ける(S79)。なお、この割付に際して、纏め上げた階層が分かるような表示名称をボタンに割り付ける。
【0163】
以上のようにして、ボタン割付部24により、作業内容のボタン割付処理が実行される。
【0164】
また、ボタン割付部24は、各作業内容を故障率に応じてファンクションキーに割り付けると、その割り付けた結果をボタン設定情報132として作業記録部30に記録する。また、ボタン割付部24は、ファンクションキーに対する割付が完了すると、割付表示指示部25に対して、ファンクションキーと該ファンクションキーに割り付けられた作業内容との表示を指示する。このボタン割付部24からの指示に応じて、割付表示指示部25は、ボタン設定情報132を参照して、ファンクションキーと作業内容を示す表示名称との対応関係を表示部5に表示させる(出力ステップ)。
【0165】
本実施の形態に係る作業記録入力装置1では、上述したように、故障率算出部23が、故障モードの判定処理を実行する構成であった。そこで、この判定された故障モードを参照して、警告表示指示部26が故障モードに変化が生じた場合、特には、故障モードが、磨耗故障期間(IFR)となった場合に警告表示するように構成されている(警告表示処理)。以下において、警告表示指示部26による警告表示処理の詳細について、上述した図8および図22を参照して説明する。図22は、本発明の実施形態を示すものであり、警告表示処理を示すフローチャートである。
【0166】
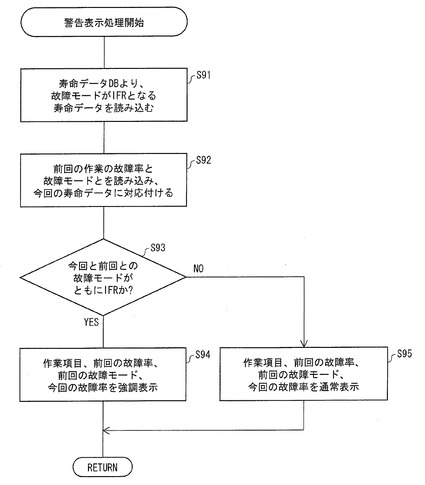
まず、警告表示指示部26が、寿命データDB31を参照して、今回(時刻T)の故障率算出処理において故障モードがIFRとなる寿命データ331を読込む(S91)。本実施の形態に係る作業記録入力装置1では、警告表示指示部26は、寿命データDB31において寿命データ331が故障率算出部23によって算出された故障率によって更新されたときに寿命データ331の読込みを行うように構成されている。すなわち、故障率算出部23は、寿命データ331の更新が完了すると、その旨、警告表示指示部26に通知する。
【0167】
警告表示指示部26は、今回(時刻T)の故障モードがIFRとなる作業内容の寿命データ331を読込むと、さらに該作業内容の前回(時刻T−K)の故障率と故障モードとを読込む。そして、警告表示指示部26は、この読込んだ前回の作業の故障率と故障モードとを、今回(時刻Tで)読込んだ作業の寿命データ331に対応付ける(S92)。そして、警告表示指示部26は、今回(時刻T)、前回(時刻T−K)における故障モードがともにIFRか否か判断する(S93)。
【0168】
上記故障モードがともにIFRの場合(S93において「YES」)、警告表示指示部26は、図8に示すように、IFRとなる作業の作業項目(作業の種類、設備、現象、原因)、前回(時刻T−K)の故障率および故障モード、ならびに今回(時刻T)の故障率を強調した表示データを作成する。そして、この表示データを表示部5に出力し、該表示データに基づく表示を行う(S94)。
【0169】
一方、上記故障モードがともにIFRではない場合(S93において「NO」)、警告表示指示部26は、作業の作業項目(作業の種類、設備、現象、原因)、前回(時刻T−K)の故障率および故障モード、ならびに今回(時刻T)の故障率の表示データを作成する。そして、この表示データを表示部5に出力し、該表示データに基づく表示を行う(S95)。なお、この表示データに基づく表示ついては、特に強調する等の視覚効果を施していない通常の表示となる。
【0170】
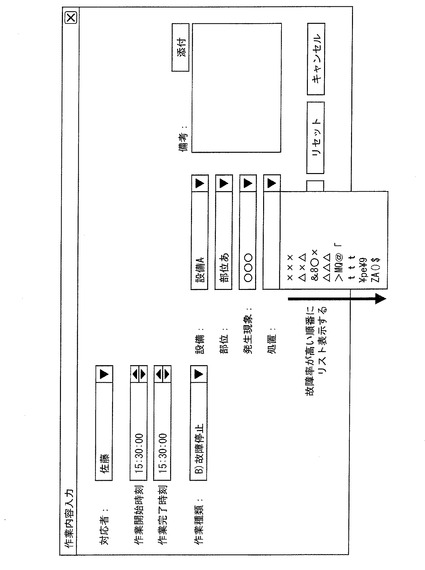
以上のように、本実施の形態に係る作業記録入力装置1は、設備において発生する故障率に応じて、該設備に対する作業内容をボタン(ファンクションキー)に割付ける構成である。そして、この作業内容が割付けられたファンクションキーを作業員が選択することで、該作業内容について記録することができる構成であった。また、ファンクションキーに割付けられた作業内容以外に、個別で記録すべき情報がある場合は、ボタン設定画面201を利用して追記できる構成であった。しかしながら、作業記録の入力方法は、このようにファンクションキーを利用する形式に限定されるものではなく、図23に示すような作業記録の入力画面を利用して作業内容を記録する構成であてもよい。
【0171】
より具体的には、図23に示す入力画面では、作業内容を構成する各項目(例えば、「設備」、「部位」、「発生現象」・・・)に対応させて、文字入力のための矩形領域(テキストボックス)と項目選択リスト(リストボックス)とを組み合わせたコンボボックスが設けられている。
【0172】
各コンボボックスにおけるテキストボックスの右端にはボタンが設けられており、該ボタンを押下すると、作業内容における選択可能な作業項目がリスト表示され、その中から作業員は所望の作業項目を選択することができる。また、リスト表示では、故障率が高い順に、作業項目が並べられるように表示されている。
【0173】
すなわち、上述のようにして故障率算出部23によって求められた故障率に応じて、該故障率が高い故障に対する作業内容データ130から順に、リストの上位となるようにボタン割付部24が順序付ける。そして、割付表示指示部25が、ボタン割付部24によって順序付けられた作業内容データ130のリストを表示部5に出力して表示させる。
【0174】
図23の作業内容入力画面では、「設備」、「部位」、「発生現象」までの作業項目を纏め上げ、故障率を求めており、「設備」、「部位」、「発生現象」では、纏め上げた結果得られる故障率が高い作業項目が表示されている。一方、纏め上げられていない「処置」の作業項目については、「処置」として過去に入力された作業項目を、故障率が高い順番にリスト表示する。
【0175】
このように、故障率が高い順に、優先してリスト表示したりすることができるため、作業員は記録すべき作業内容の項目を容易に選択し、効率よく作業記録を記録することができる。
【0176】
以上のように、本実施の形態に係る作業記録入力装置1は、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の作業内容データ130を入力する操作部4を備え、該操作部4により入力された作業内容データ130を記録することができる装置である。
【0177】
そして、入力された作業内容データ130を作業記録DB131として蓄積することで、作業内容データ130の履歴情報を得ることができる。
【0178】
また、寿命データ作成部21が、この作業記録DB131を参照し、作業内容ごとに作業開始時刻順にソートし分類することで、各作業内容に関する寿命時間を求めることができる。
【0179】
この求めた寿命時間と、作業開始時刻の順番とから、故障率関数算出部22が故障率関数を求め、この故障率関数に応じて、故障率算出部23が故障率を算出し、算出した故障率に応じて故障率が高い故障に関する作業内容データ130の入力を支援する支援情報を優先して、割付表示指示部25が表示部5にて表示するように制御することができる。
【0180】
この支援情報としては、例えば、上述した図9に示すように、メイン画面200の作業内容登録領域202におけるファンクションキーと作業内容との対応関係を示す情報や、図23に示す入力画面におけるコンボボックスのリストを示す情報を挙げることができる。
【0181】
つまり、ボタン割付部24によって、高い故障率の故障に対する作業内容データ130を、所定のファンクションキーに割付けたり、リストでの順序付けを行ったりすることができるようになっている。このため、割付表示指示部25は、ファンクションキーと、それに割付けられた作業内容データ130との対応関係を表示部5に表示させたり、順序付けられたリストを表示部5に表示させたりすることができる。
【0182】
このように、作業記録入力装置1は、故障率が高い故障に関して、その作業内容データ130の入力を支援する支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を優先的に提供できる。したがって、作業員は、効率よく作業記録を入力することができる。
【0183】
なお、本実施の形態に係る作業記録入力装置1は、図1に示すように、記憶装置3を備える構成であったが、記憶装置3は、作業記録入力装置1とは別体で設けられていてもよい。このように別体で設けられるように構成され場合、作業記録入力装置1は、この記憶装置3と無線または通信ケーブル等の有線により通信可能に接続され、必要なデータを両者間で送受信できるように構成される。
【0184】
最後に、作業記録入力装置1の各ブロック、特に寿命データ作成部21、故障率関数算出部22、故障率算出部23、ボタン割付部24、割付表示指示部25、警告表示指示部26、および記録部27は、ハードウェアロジックによって構成してもよいし、次のようにCPUを用いてソフトウェアによって実現してもよい。
【0185】
すなわち、作業記録入力装置1は、各機能を実現する制御プログラムの命令を実行するCPU(central processing unit)、上記プログラムを格納したROM(read only memory)、上記プログラムを展開するRAM(random access memory)、上記プログラムおよび各種データを格納するメモリ等の記憶装置(記録媒体)などを備えている。そして、本発明の目的は、上述した機能を実現するソフトウェアである作業記録入力装置1の制御プログラムのプログラムコード(実行形式プログラム、中間コードプログラム、ソースプログラム)をコンピュータで読み取り可能に記録した記録媒体を、上記作業記録入力装置1に供給し、そのコンピュータ(またはCPUやMPU)が記録媒体に記録されているプログラムコードを読み出し実行することによっても、達成可能である。
【0186】
また、作業記録入力装置1を通信ネットワークと接続可能に構成し、上記プログラムコードを通信ネットワークを介して供給してもよい。
【0187】
なお、本発明は、上記プログラムコードが電子的な伝送で具現化された、搬送波に埋め込まれたコンピュータデータ信号の形態でも実現され得る。
【0188】
本発明は上述した実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能である。すなわち、請求項に示した範囲で適宜変更した技術的手段を組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0189】
本発明に係る記録装置は、設備において発生する故障率に応じて、故障に対する作業内容の入力を支援する支援情報を提示することができる。このため、製造ラインのように恒常的に設備が稼動している状態において、各設備に対する作業記録を入力する必要のある用途全般に適用できる。
【図面の簡単な説明】
【0190】
【図1】本発明の実施形態を示すものであり、作業記録入力装置の概略構成を示すブロック図である。
【図2】本発明の実施形態を示すものであり、作業内容データの一例を示す図である。
【図3】本発明の実施形態を示すものであり、任意のデータ採取期間内における、故障発生状態の一例を示す図である。
【図4】本発明の実施形態を示すものであり、寿命データの一例を示す図である。
【図5】本発明の実施形態を示すものであり、各作業と故障率の関係の一例を示す図である。
【図6】本発明の実施形態を示すものであり、ボタン設定情報の一例を示す図である。
【図7】本発明に係るファンクションキーへの作業の割付け状態の一例を示す図である。
【図8】本発明の実施形態を示すものであり、故障モードの変化の警告表示例を示す図である。
【図9】本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【図10】本発明の実施形態を示すものであり、作業内容の割付け決定処理を示すフローチャートである。
【図11】本発明の実施形態を示す図であり、寿命データ収集処理を説明するフローチャートである。
【図12】本発明の実施形態を示すものであり、故障率関数の算出処理を示すフローチャートである。
【図13】本発明の実施形態を示すものであり、故障率関数の算出処理時における寿命データのデータ構造の一例を示す図である。
【図14】本発明の実施形態を示すものであり、故障率関数の算出処理後における寿命データのデータ構造の一例を示す図である。
【図15】ワイブル確率紙上にプロットした観測値の一例を示す図であり、同図(a)は、j=1をデータ採取開始点とする場合を示し、同図(b)は、j=t−1をデータ採取開始点とする場合を示す。
【図16】本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理を示すフローチャートである。
【図17】本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理後の寿命データのデータ構造を示す図である。
【図18】共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、各作業と故障率との関係を示す図である。
【図19】共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、ボタン設定情報の一例を示す図である。
【図20】本発明の実施形態を示すものであり、ボタン割付処理の実行指示を行う入力画面の一例を示す図である。
【図21】本発明の実施形態を示すものであり、ボタン割付処理を示すフローチャートである。
【図22】本発明の実施形態を示すものであり、警告表示処理を示すフローチャートである。
【図23】本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【図24】従来技術を示すものであり、バスタブ曲線の一例を示すグラフである。
【符号の説明】
【0191】
1作業記録入力装置(記録装置)
3 記憶装置
4 操作部(入力手段・ボタン)
5 表示部
21 寿命データ作成部
22 故障率関数算出部(故障率算出手段・故障率関数算出手段)
23 故障率算出部(故障率算出手段・故障期間判定手段)
24 ボタン割付部(関連付け手段・順序付け手段)
25 割付表示指示部(出力手段)
26 警告表示指示部(通知手段)
27 記録部(記録手段)
31 寿命データDB
130 作業内容データ(作業内容情報)
131 作業記録DB(作業履歴情報)
132 ボタン設定情報(支援情報)
331 寿命データ
【技術分野】
【0001】
本発明は、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置に関するものである。
【背景技術】
【0002】
従来から製造工程において発生した問題点に対する原因追及を行うために、各設備の故障状況、製品の品質特性など、製造ラインにおける発生現象や、故障に対する処置、定期作業、稼動条件の設定変更、部品交換など、製造ラインにおける作業履歴などを、発生時刻と、発生場所(対象設備)とに対応付けて記録している。このような記録は、いわゆる作業記録と称され製造現場の作業員によって記録される。
【0003】
通常、作業記録は、電子化されておらず作業員が手書きで記載している。このように作業記録が電子化されていない場合、膨大な作業記録の中から所望の情報を探し出すことが困難となる。また、作業中に作業記録を記録する場合、作業に追われ断片的な記録となってしまったり、作業後にまとめて記録する場合では、作業内容を正確に思い出すことができず不正確な記録となってしまったりする。すなわち、作業記録に記録された情報の信頼性が低いものとなってしまう。
【0004】
また、手書きの作業記録を後でまとめて電子化する場合、オペレータによってコンピュータ等に入力する必要があり、その作業記録のコンピュータへの入力作業が非常に手間となる。
【0005】
このため、作業記録は、作業中にコンピュータ等に入力され、当初より電子化された情報として利用できることが好ましい。しかしながら、製造ラインでは、多種多様な作業が発生するため、作業員が入力画面において記録対象となる作業を指定するだけでも手間がかかり、結果として作業員の作業効率を低下させてしまう。そこで、作業員の作業記録の入力作業にかかる負担を軽減することが必要となる。
【0006】
例えば、特許文献1または3では、入力画面において不良原因を選択肢の中から選ぶことができる技術思想が開示されている。特に、特許文献1では、作業員による作業記録の入力時に、過去の実行パターン、業務パターンの頻度に基づき、動的に選択メニューの表示位置を変更できるユーザーインタフェース方式が開示されている。このユーザーインタフェース方式では、上記実行パターン、業務パターンの頻度を、その最新のものを算出したり、特定の時間、特定曜日のものを算出したりすることができ、入力画面におけるメニュー選択を容易とすることができる。
【0007】
また、例えば特許文献2では、選択操作について過去の選択操作履歴から経験的確率、すなわち発生頻度を求め、確率モデルを作成し、ユーザの作業量が少なくなるように優先順位を決定する選択事項表示システムが開示されている。
【特許文献1】特開平7−182128号公報(1995年7月21日公開)
【特許文献2】特開平8−76955号公報(1996年3月22日公開)
【特許文献3】特開2000−259222号公報(2000年9月22日公開)
【特許文献4】特開2003−99501号公報(2003年4月4日公開)
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上記従来の構成では、作業記録の入力を行うための入力ボタンに、入力する確率が高い作業内容を割り付けることができないという問題を生じる。
【0009】
具体的には、製造ラインにおける各設備において発生する故障率は、図24に示す、いわゆるバスタブ曲線に従うことが知られている。ところで、上記従来技術は、過去の作業の発生頻度に基づき選択メニューの表示を決定する構成である。
【0010】
このように、発生頻度に基づき選択メニューの表示を決定する構成では、例えば、図24に示す設備の故障率が偶発故障期間にあり発生頻度が小さい作業であっても、偶発故障期間に至るまでの初期故障期間における高い故障率の発生頻度に基づき選択メニューとして割り付けられてしまう可能性がある。逆に、図24に示す摩擦故障期間にあり発生頻度が高い作業であっても、磨耗故障期間の前にある偶発故障期間における低い故障率の発生頻度に基づき選択メニューに割り付けられない場合もある。
【0011】
したがって、上記従来の構成では、作業記録の入力を行うための入力ボタンに、入力する確率が高い作業の作業内容を割り付けることができないため、効率よく作業記録の入力を行うことができないという問題を生じる。
【0012】
本発明は、上記の問題点に鑑みてなされたものであり、その目的は、効率よく作業記録の入力を行うことができる記録装置および記録装置の制御方法を実現することにある。
【課題を解決するための手段】
【0013】
本発明に係る記録装置は、上記した課題を解決するために、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、上記作業内容情報を入力する入力手段と、上記入力手段により入力された作業内容情報を記録する記録手段と、上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0014】
上記した構成によると、上記故障率算出手段を備えるため、任意のタイミングでの設備における故障の発生確率を求めることができる。また、上記出力手段を備えるため、故障率が高い故障に対する作業の作業内容情報の入力を支援する支援情報を優先して出力することができる。
【0015】
ところで、上記支援情報とは、上記入力手段において、特定の作業内容情報を入力する操作をユーザが効率的に行えるように支援するための情報であって、例えば、特定のボタンの押下により特定の作業内容情報が入力できるような情報や、入力候補として作業内容情報がリスト形式で表された情報等が挙げられる。
【0016】
本発明に係る記録装置では、故障率が高い故障に関して、その作業内容情報の入力手段による入力を支援するための支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を提供できることとなる。
【0017】
したがって、本発明に係る記録装置は、効率よく作業記録を入力することができるという効果を奏する。
【0018】
本発明に係る記録装置は、上記した構成において、上記入力手段は、上記作業内容情報を入力するための所定数のボタンを有しており、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報を優先して、該作業内容情報をそれぞれ上記ボタンに関連付ける関連付け手段をさらに備え、上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報との対応関係を、上記支援情報として出力するように構成されていてもよい。
【0019】
上記した構成によると、入力手段が備えるボタンに故障率が高い作業内容情報を関連付け、その対応関係を支援情報として出力することができる。このため、作業内容情報の入力時にその入力が必要となる可能性が高い作業内容情報を優先して各ボタンに割り当て、該ボタンを押下することで対応する支援情報を出力することができる。
【0020】
このように、入力する可能性が高い作業内容情報を優先してボタンに割り当て、対応する支援情報を出力することができるため、ユーザは、この支援情報を参照して作業内容情報の入力を効率よく行うことができる。
【0021】
本発明の記録装置は、上記した構成において、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順にリストの上位となるように順序付ける順序付け手段をさらに備え、上記出力手段は、上記支援情報として、上記順序付け手段によって順序付けられた作業内容情報のリストを出力するように構成されていてもよい。
【0022】
上記した構成によると、順序付け手段を備えるため、故障率が高い順にリストの上位となるように作業内容情報を順序付けることができる。また、この順序付けられた作業内容情報のリストを出力手段が出力するため、該出力されたリストを参照してユーザが入力すべき作業内容情報を選択することができる。また、このリストでは、故障率が高い故障に対処する作業内容を優先的に上位に順序付けている。すなわち、入力時に入力する可能性が高い作業内容情報を上位に順序付けたリストを出力することができる。このため、ユーザは、上記支援情報を参照して作業内容情報の入力を効率よく行うことができる。
【0023】
本発明に係る記録装置は、上記した構成において、上記作業内容情報は、所定の作業項目を含み、上記故障率算出手段は、上記作業履歴情報に基づき、指定された上記作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率をまとめ、指定された上記作業項目について作業内容が共通となる作業内容情報の集合である作業内容情報群の故障率を求め、上記出力手段は、上記故障率算出手段によって算出された上記作業内容情報群の故障率に応じて、故障率が高い上記作業内容情報群の入力を支援する支援情報を優先して出力するように構成されていてもよい。
【0024】
上記した構成によると、故障率算出手段が指定された作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率を算出する、すなわち、いくつかの作業をまとめて故障率を算出することができる。このため、製造ラインにおける設備に対する作業の種類が多数存在する場合であっても、出力手段は、ある程度、作業項目が共通する作業内容情報を一まとめにして支援情報を提供することができる。
【0025】
したがって、作業の種類が多いために支援情報が煩雑となってしまうことを防ぐことができる。
【0026】
本発明に係る記録装置は、上記した構成において、上記入力手段は、上記作業の内容を入力するための所定数のボタンを有しており、上記故障率算出手段によって算出された故障率が高い上記作業内容情報群を優先して、上記ボタンに関連付ける関連付け手段をさらに備え、上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報群との対応関係を、上記支援情報として出力するように構成されていてもよい。
【0027】
上記した構成によると、入力手段が備えるボタンに故障率が高い作業内容情報群を関連付け、その対応関係を支援情報として出力することができる。このため、作業内容情報の入力時にその入力が必要となる可能性が高い作業内容情報群を優先して各ボタンに割り当て、対応する支援情報を出力することができる。
【0028】
このように、入力する可能性が高い作業内容情報群を優先してボタンに割り当て、その対応する支援情報を出力することができるため、作業内容情報の入力時において、ユーザは、支援情報が対応付けられたボタンを押下することで共通する作業項目を含む作業内容情報の入力を効率よく行うことができる。
【0029】
このように、ボタンの押下により、共通する作業項目を含む作業内容情報を容易に入力することができるため、共通しない作業項目のみユーザは新たに入力すればよく、作業内容情報を効率よく入力することができる。
【0030】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順に上位となるように順序付ける順序付け手段をさらに備え、上記出力手段は、上記故障率算出手段によって求められた、最も故障率が高い作業内容情報群において共通する作業内容と、指定された作業項目以外の作業項目に含まれる作業内容を上記順序付け手段による順序付に応じて並べたリストとを組み合わせ、支援情報として出力するように構成されていてもよい。
【0031】
上記した構成によると、出力手段は、指定された作業項目の作業内容、すなわち共通する作業内容については、最も故障率が高い作業内容情報群について出力することができる。
【0032】
また、順序付け手段を備えるため、故障率が高い作業内容情報から順に上位となるように順序付けることができる。それゆえ、指定された作業項目以外の作業項目の作業内容については、上記共通する作業内容との組み合わせにより故障率が上位となる順にリスト形式で表すことができる。
【0033】
このように、ボタンの押下により、最も故障率が高い作業内容情報群の共通する作業項目部分を容易に入力することができる上、共通しない作業項目についても、故障率が高くなる順にリストで出力することができる。つまり、共通しない作業項目の作業内容については、その作業内容を入力する可能性が高い順にリストで表すことができるため、作業内容情報を効率よく入力することができる。
【0034】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、指定された作業項目の作業内容が共通する作業内容情報によって対処する故障の故障率を足し合わせることにより、上記作業内容情報群の故障率を求めるように構成されていてもよい。
【0035】
すなわち、本実施の形態に係る記録装置では、上記作業内容情報群の故障率を算出する場合、一まとめにされる作業内容情報の作業それぞれで対処する故障の故障率を足し合わせる、いわゆる直列システムにより求めることができる。
【0036】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、ワイブル分布の確率密度関数を用いて故障率を算出するように構成されていることが好ましい。
【0037】
上記した構成によると、ワイブル分布の確率密度関数を用いて故障率を算出するため、時間に対する設備の劣化現象、または寿命等を統計的に扱い故障率を求めることができる。
【0038】
本発明に係る記録装置は、上記した構成において、上記所定のタイミングで故障が発生する時間間隔を求めた際に、該時間間隔が不確定なデータである打ち切りデータが存在する場合、上記故障率算出手段は、累積ハザード関数を用いて故障率を算出するように構成されていることが好ましい。
【0039】
本発明に係る記録装置は、上記した構成において、上記故障率算出手段は、上記故障率を算出するために利用するワイブル分布の確率密度関数における故障率関数である形状パラメータと尺度パラメータとを算出する故障率関数算出手段をさらに備え、上記故障率関数である上記形状パラメータをm、上記尺度パラメータをη、規定の時刻tまでに故障する確率を示す故障分布関数をF(t)、故障分布関数F(t)から求められる信頼度関数を1−F(t)=exp[−(t/η)m]とすると、上記故障率関数算出手段は、1−F(t)=exp[−(t/η)m]の両辺の自然対数を2度とった左辺のlog(log(1/(1−F(t))))を目的変数yとし、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数xとして、この説明変数xと目的変数yとの関係より求めた回帰の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新するように構成されていてもよい。
【0040】
上記した構成によると、上記故障率関数算出手段は、回帰分析の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新することができる。このため、最新の設備状態(故障モード)を反映し、一定の予測精度が補償された故障率関数を求めることができる。
【0041】
本発明に係る記録装置は、上記した構成において、経年変化に伴い故障率が時間経過とともに増加する磨耗故障期間にある設備の有無を、上記形状パラメータに基づき判定する故障期間判定手段と、上記故障期間判定手段が、磨耗故障期間にある設備があると判定した場合、磨耗故障期間にある設備を通知するための通知手段と、を備えるように構成されていることが好ましい。
【0042】
上記した構成によると、故障期間判定手段と通知手段とを備えているため、事前に、磨耗故障期間にある設備を通知できる。このため、ユーザは、この通知された設備に対して事前に保守点検を行ったり、交換部品を準備しておいたりすることで、製造ラインが長期的に停止してしまう事態の発生を予防することができる。
【0043】
本発明に係る記録装置の制御方法は、上記した課題を解決するために製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、上記作業内容情報を入力する入力ステップと、上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0044】
上記した方法によると、上記故障率算出ステップを含むため、任意のタイミングでの設備における故障の発生確率を求めることができる。そして、上記出力ステップを含むため、故障率が高い故障に対する作業の作業内容情報の入力を支援する支援情報を優先して出力することができる。
【0045】
ところで、上記支援情報とは、上記入力ステップにおいて、特定の作業内容情報を入力する操作をユーザが効率的に行えるように支援するための情報であって、例えば、特定のボタンの押下により特定の作業内容情報が入力できるような情報や、入力候補として作業内容情報がリスト形式で表された情報等が挙げられる。
【0046】
本発明に係る記録装置の制御方法では、故障率が高い故障に関して、その作業内容情報の、入力ステップにおける入力を支援するための支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を提供できることとなる。
【0047】
したがって、本発明に係る記録装置の制御方法は、効率よく作業記録を入力することができるという効果を奏する。
【発明の効果】
【0048】
本発明に係る記録装置は、以上のように、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、上記作業内容情報を入力する入力手段と、上記入力手段により入力された作業内容情報を記録する記録手段と、上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0049】
したがって、本発明に係る記録装置は、効率よく作業記録を入力することができるという効果を奏する。
【0050】
本発明に係る記録装置の制御方法は、以上のように、上記した課題を解決するために製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、上記作業内容情報を入力する入力ステップと、上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする。
【0051】
したがって、本発明に係る記録装置の制御方法は、効率よく作業記録を入力することができるという効果を奏する。
【発明を実施するための最良の形態】
【0052】
本発明の一実施形態について図1ないし図23に基づいて説明すると以下の通りである。すなわち、本実施の形態に係る作業記録入力装置1は、全自動で稼動する生産ラインにて製品の生産を行う際に必要となる作業全般についての情報を記録するためのものである。特には、製造ラインを一旦止めて行う必要がある作業、すなわち、非稼動要因作業の記録を行うものである。なお。この記録される非稼動要因作業の作業内容の情報を作業内容データ130と称する。
【0053】
(作業記録入力装置の構成)
作業記録入力装置1は、図1に示すように、主制御部2、主制御部2による演算処理において必要となる情報を記憶する記憶装置3、作業員(ユーザ)からの入力指示を受付ける操作部(入力手段)4、および表示部5を備えてなる構成である。図1は、本発明の実施形態を示すものであり、作業記録入力装置1の概略構成を示すブロック図である。
【0054】
記憶装置3は、作業記録部30、および寿命データDB31を記憶しており、メモリやハードディスク等によって実現できる。
【0055】
作業記録部30は、作業記録DB(作業履歴情報)131およびボタン設定情報(支援情報)132を含んでいる。作業記録DB131は、各作業における作業項目に関する情報を含む作業内容データ(作業内容情報)130を、作業開始時刻順に管理するデータベースである。
【0056】
作業内容データ130は、図2に示すように、作業員が実行した作業ごとに、作業の開始時刻(作業開始時刻)と、作業内容を構成する作業項目として、例えば、行った作業の種類(作業種類)、作業を行った対象となる設備(設備)、発生した現象(現象)、および現象が発生した原因(原因)とが対応づけられたデータである。作業員は、この作業内容データ130を、操作部4を操作して、作業記録DB131に記録しておく。なお、図2は、本発明の実施形態を示すものであり、作業内容データ130の一例を示す図である。
【0057】
ボタン設定情報132は、ボタン(後述する図9に示すファンクションキー)と、作業内容データ130の作業項目との対応関係を示すテーブル情報である。作業入力時に作業者(ユーザ)がボタンを押下すると、このボタン設定情報132が参照され、押されたボタンに対応する作業項目と作業開始時刻が作業記録DB131に記録される。
【0058】
作業開始時刻は作業者がキー入力してもよいし、ボタンの押下タイミングより取得してもよい。なお、実際のボタン設定情報132は、後述するボタン割付部24で故障率が高い順番に優先順位付けされたボタンと作業項目の対応表になる。
【0059】
寿命データDB31は、作業記録DB131で管理されている作業内容データ130から主制御部2により、収集され作成された寿命データ331のデータベースである。この寿命データ331は、各作業において、前回の故障発生時刻から今回の故障発生時刻までの稼働時間を各設備の寿命として示したデータである。すなわち、設備において故障が発生する間隔である。
【0060】
寿命データ331は、この前回の故障発生時刻から今回の故障発生時刻までの時間を示す情報に、後述する故障率関数算出部22および故障率算出部23によって算出された算出結果がさらに加えられていく。
【0061】
ところで、あるデータ採取期間内において、図3に示すように故障発生に伴い9回の作業が発生したとする。この場合、2〜8番目までの期間については、前回の故障発生から今回の故障発生までの期間を求めることができるが、1番目と9番目については、この期間を求めることができない、いわゆる不完全な寿命データ331となってしまう。ある時間間隔で故障率について情報を更新する場合、どうしてもこのような不完全な寿命データ331が発生してしまう。なお、この図3は、本発明の実施形態を示すものであり、任意のデータ採取期間内における、故障発生状態の一例を示す図である。
【0062】
本実施の形態に係る作業記録入力装置1では、この不完全な寿命データ331を打ち切りデータとして、他の寿命データ331と区別するように構成されている。なお、打ち切りデータとは反対に、前回の故障発生から今回の故障発生までの期間を求めることができる寿命データを完全データと称する。
【0063】
操作部4は、作業員から入力された操作指示を受付けるものであり、例えば、ファンクションキー、テンキー等を含むタッチパネル、またはキーボード等の入力手段によって実現できる。
【0064】
表示部5は、後述する警告表示を行うためのものであり、例えば、LCD、CRTディスプレイ、有機ELディスプレイ等によって実現できる。
【0065】
主制御部2は、作業記録入力装置1が備える各部の各種制御を行うためのものであり、機能ブロックとして、寿命データ作成部21、故障率関数算出部(故障率算出手段・故障率関数算出手段)22、故障率算出部(故障率算出手段・故障期間判定手段)23、ボタン割付部(関連付け手段・順序付け手段)24、割付表示指示部(出力手段)25、警告表示指示部(通知手段)26、および記録部(記録手段)27を備えてなる構成である。これら機能ブロックは、主制御部2が例えばCPUによって実現される場合、CPUが不図示のROM等に記憶したプログラムを不図示のRAM等に読出し実行することにより実現できる。なお、故障率関数算出部22と故障率算出部23とによって、本発明の故障率算出手段を実現する。
【0066】
以下において、これら機能ブロックとして実現できる各部について説明する。
【0067】
寿命データ作成部21は、作業記録部30に記録された作業記録DB131から作業内容データ130を取得し、作業ごとの寿命データ331を収集するものである。寿命データ作成部21による収集後の寿命データ331は、図4に示すようになる。この図4は、本発明の実施形態を示すものであり、寿命データ331の一例を示す図である。
【0068】
すなわち、寿命データ331は、各作業(図4ではN個の作業)ごとに、寿命時間Tiの順に作業開始時刻、作業種類、設備、現象、および原因の対応関係が示されたものとなる。なお、図4において、寿命データ331における「i」は、寿命時間の短い順にソートしたときの順番を示すカウンタ、「Ti」は寿命時間、「δi」は打ち切りデータの有無を示す打ち切りフラグ、「j」は作業の発生時刻順のカウンタをそれぞれ示している。
【0069】
なお、寿命データ作成部21による寿命データの収集処理の詳細については後述する。
【0070】
故障率関数算出部22は、寿命データ作成部21により収集した寿命データから故障率関数m(形状パラメータ),η(尺度パラメータ)を求めるものである。ここで、求める関数m,ηについて説明する。
【0071】
各設備の故障率を示すバスタブ曲線は、一般的に、ワイブル分布関数を使って表すことができる。すなわち、ワイブル係数(形状パラメータ)をm、尺度パラメータをηとすると、時刻tまでに故障する確率は、数式(1)の故障分布関数F(t)で示すことができる。また、t時間以上故障しない確率を示す信頼度関数R(t)は、数式(2)となり、ワイブル分布の確率密度関数f(t)は、数式(3)で示すことができる。よって単位時間以内に故障する割合を示す故障率λ(t)は数式(4)となる。したがって、m,ηの値が分かればt時点での作業ごとの故障率を知ることができる。なお、m=1のとき、λ(t)=1/ηとなり、tに依存しない。すなわち、m=1のときはバスタブ曲線における偶発故障期間を示すこととなる。m>1の場合は、λ(t)は時間とともに増加し、バスタブ曲線における磨耗故障期間を示し、m<1の場合は、λ(t)は時間とともに減少し、バスタブ曲線における初期故障期間を示すこととなる。
【0072】
【数1】
【0073】
【数2】
【0074】
【数3】
【0075】
【数4】
【0076】
ここで、数式(2)の両辺の自然対数を2度とると下記の数式(5)となり、これはY=mX+Bと直線で表すことができる。
【0077】
【数5】
【0078】
したがって、ワイブル確率紙上に観測値をプロットすると、ワイブル確率紙の傾きよりmを求めることができる。一方、数式(5)においてY=0のとき、0=m(lnt−lnη)、t=ηとなる。このため、Y=0のときのtより、ηを求めることができる。
【0079】
なお、上記では、打ち切りデータを考慮しないで、故障率関数m,ηを求めることについて説明したが、作業記録DB131に記録された作業内容データ130には、実際には打ち切りデータが含まれるため、打ち切りデータの影響を故障率に反映させ、故障率関数m,ηを求める必要がある。
【0080】
具体的には、下記の数式(6)に示す分布関数より、時刻tまでに故障する確率を示すことができる。
【0081】
【数6】
【0082】
すなわち、故障分布がワイブル分布に従うと仮定して、寿命試験の結果からワイブル分布のパラメータを推定し、F(t)、f(t)、λ(t)を求める、累積ハザード法を利用する。
【0083】
この累積ハザード法での累積ハザード関数H(t)は数式(7)のように示すことができる。累積ハザード関数H(t)と分布関数F(t)とは、一対一の関係にあり、F(t)を求めるためにはH(t)を推定すればよい。言い換えれば、H(t)を求めれば自然とF(t)が求まる。
【0084】
H(t)の求め方は、近似式である数式(8)を利用することで求めることができる。なお、この数式(8)において、完全データはδj=1、打ち切りデータはδj=0となる。そして、この式からF(t)を数式(9)のように近似して示すことができる。ここで数式(8)、(9)等においてHおよびF上に付された「^」は、推定値を示すものである。また、明細書中において、「H^」、「F^」として示された記号もそれぞれ推定値を示すものとする。
【0085】
【数7】
【0086】
【数8】
【0087】
【数9】
【0088】
また、m,ηを求める場合、上述したように数式(2)で示す信頼度関数R(t)の両辺(1−F(t)=exp[−(t/η)m])の自然対数を2度とって、左辺のlog(log(1/1−F(t)))を目的変数y、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数x、mlog(η)をBとおくと、線形回帰モデルとしてy=mx+Bと直線で表される。
【0089】
そして、説明変数xから目的変数yを予測するため回帰分析を行う。ここで回帰の傾きをβ、切片をαとおくと、それぞれは数式(10)、(11)で近似して表すことができる。なお、回帰の傾きをβ、切片をαと、故障率関数m,ηとの関係は、それぞれ、m=β、η=exp(−α/m)となる。
【0090】
さらに、故障率関数算出部22は、求めた故障率関数m,ηについて、回帰の決定係数R2を利用して、モデルへの当てはまりの良否を判断し、当てはまりが悪い場合は、データ採取開始点を変更するように処理する。
【0091】
【数10】
【0092】
【数11】
【0093】
また、回帰分析を実施し、モデルへの当てはまり具合を示す決定係数(相関の二乗:R2)は、数式(12)に示す関係から、R2=SR/Sy=(S2xy/Sx)/Sy=S2xy/SxSyと求めることができる。
【0094】
【数12】
【0095】
なお、故障率関数算出部22による故障率関数算出処理についての詳細は後述する。
【0096】
故障率算出部23は、故障率関数算出部22で得られた関数を用いて、寿命時間の母平均を算出し、寿命時間がその平均となるときの故障率を求めるものである。すなわち、時間の経過とともに、各作業に対応する設備の故障率は刻々と変化していくが、どこかのタイミングでボタンの割付に利用する故障率を算出しなければならない。そこで、本実施の形態に係る作業記録入力装置1では、作業ごとの寿命データにおける寿命時間の母平均となるときのタイミングで故障率を求めることとする。また、関数mの値が求められているため、故障率算出部23は、このmの大きさに応じて故障モードが、バスタブ曲線における初期故障期間(DFR)であるのか、偶発故障期間(CFR)であるのか、摩擦故障期間(IFR)であるのかについてもあわせて判定する。
【0097】
なお、故障率算出部23による故障率の算出処理および故障モードの判定処理についての詳細は後述する。
【0098】
ボタン割付部24は、故障率算出部23によって得られた故障率が高くなる順番に、作業をボタン(特にはファンクションキー)に割り付けるものである。例えば、各作業と故障率の関係が図5に示すような関係である場合、ボタン割付部24は、故障率が高い順に操作部4が有するファンクションキー(F1,F2,・・・)をそれぞれ割り付けていく。割り付けた結果は、図6に示すように、各ファンクションキーとその作業を表す表示名称、作業の種類、設備、発生現象、原因との対応関係を示すボタン設定情報132となる。図5は、本発明の実施形態を示すものであり、各作業と故障率の関係の一例を示す図である。図6は、本発明の実施形態を示すものであり、ボタン設定情報132の一例を示す図である。なお、ボタン割付部24によるボタン割付け処理の詳細は後述する。
【0099】
割付表示指示部25は、記憶装置3に格納されたボタン設定情報132に基づき、各ファンクションキーに作業を割り付けて表示するものである。各ファンクションキーへの作業の割付け状態は、表示部5において例えば図7に示すよう表示することができる。図7は、本発明に係るファンクションキーへの作業の割付け状態の一例を示す図である。
【0100】
警告表示指示部26は、故障率算出部23により判定された故障モードの判定結果を反映した寿命データDB31を参照して、表示部5に故障モードの変化を警告表示するものである。具体的には、警告表示指示部26は、図8に示すように、故障率増加モード、すなわち磨耗故障期間(IFR)にある作業内容の一覧を表示し、設備メンテナンスの実施を促すアナウンスを行う。この図8は、本発明の実施形態を示すものであり、故障モードの変化の警告表示例を示す図である。
【0101】
なお、IFRにある作業内容の一覧では、故障率が高い作業の順に表示するようになっており、また故障率の増加が見られる作業については、例えば、太字で表記する等、視覚的に設備メンテナンスが必要となる作業を明確とするようになっている。警告表示指示部26による警告表示処理については後述する。
【0102】
記録部27は、操作部4からの操作指示に応じて、作業記録DB131に作業員が設備に対して行っている作業内容を記録するものである。すなわち、本実施の形態に係る作業記録入力装置1では、後述するが作業記録の入力画面において、操作部4のファンクションキーに割付けた作業内容に関する入力支援情報が示されている。そこで、この入力支援情報を参照し、作業員が、実行している作業に対応する作業内容が割付けられたファンクションキーを押下する。この押下に応じて、記録部27は、ボタン設定情報132を参照して、押下されたファンクションキーに対応する作業内容を読出し、この作業内容を作業記録DB131に記録する。
【0103】
次に、図9を参照して上記した構成を有する作業記録入力装置1の作業記録の入力画面について説明する。図9は、本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【0104】
(作業記録入力装置における作業記録の入力画面)
本実施の形態に係る作業記録入力装置1の作業記録の入力画面は、図9に示すように、主としてメイン画面200と作業内容入力画面201とを有している。
【0105】
メイン画面200では、作業記録を記録する対象となる作業の作業内容を、ファンクションキーの情報に割り付けて表示する作業内容登録領域202と、作業内容入力画面201を利用して作業員により記録された情報を表示する作業記録表示領域203とが含まれる。
【0106】
作業内容入力画面201は、作業内容登録領域202におけるファンクションキーを作業員が押下することで、このファンクションキーに対応して立ち上がる画面であり、どのような作業内容データ130が入力された作業内容入力画面201が立ち上がるかについては、ファンクションキー押下時にボタン設定情報132を参照することで決定する。
【0107】
本実施の形態に係る作業記録入力装置1では、作業内容入力画面201を利用して、作業員が追加で記録すべき情報を設定することができる。すなわち、作業内容入力画面201では、作業内容データ130として予めいくつかの作業項目が記録されており、該作業項目以外の情報を記録する場合、この情報を、作業内容入力画面201の備考欄に作業員が入力することができるようになっている(入力ステップ)。
【0108】
以上のように、本実施の形態に係る作業記録入力装置1では、各ファンクションキーを押下するだけで、作業内容入力画面201により作業内容データ130を入力することができる。さらに、入力した作業内容データ130について、個別に記録すべき情報がある場合は、作業内容入力画面201を利用して、作業員が追加で記録することができる。このため、作業発生時に、作業員が、該作業に関する記録(記録ステップ)を容易に行うことができる。
【0109】
ところで入力すべき作業の種類が多い場合、すべての作業をファンクションキーに割り当てることは困難である。そこで、本実施の形態に係る作業記録入力装置1は、上記のように、作業内容データ130の入力時に、その入力が必要となる可能性が高い作業を優先して各ファンクションキーに割り当てることができる。そして、その割り当てた対応関係を、表示部5において表示することができる。
【0110】
このように、入力時に、入力が必要となる可能性が高くなる作業内容データ130を優先してファンクションキーに割り付け、その対応関係を表示することができるため、作業員は、この表示を参照して所望のファンクションキーを押下し、作業内容データ130の記録を効率よく行うことができる。
【0111】
次に、上記した構成を有する作業記録入力装置1におけるボタン(ファンクションキー)に対する作業内容の割付け決定処理について図10を参照して説明する。図10は、本発明の実施形態を示すものであり、作業内容の割付け決定処理を示すフローチャートである。
【0112】
(ボタンに対する作業内容の割付け決定処理)
まず、本実施の形態に係る作業記録入力装置1では、寿命データ作成部21が、作業記録部30に記録された作業記録DB131から作業内容データ130を取得し、作業ごとの寿命データ331を収集する(ステップS1、これ以降S1のように称する)。
【0113】
寿命データ作成部21によって寿命データ331が収集されると、故障率関数算出部22は、この寿命データ331から故障率関数m(ワイブル係数),η(尺度パラメータ)を求める(S2)。
【0114】
次に、故障率算出部23は、故障率関数算出部22で得られた関数m、ηを用いて、寿命時間の母平均を算出し、寿命時間がその平均となるときの故障率を求める。また、関数mの値に基づき、故障率算出部23は、このmの大きさに応じて故障モードが、バスタブ曲線における初期故障期間(DFR)であるのか、偶発故障期間(CFR)であるのか、摩擦故障期間(IFR)であるのか故障モードの判定を行う。すなわち、故障率算出部23は、故障率の算出処理および故障モードの判定処理を行う(S3)。
【0115】
故障率算出部23により故障率が算出されると、ボタン割付部24は、算出された故障率が高くなる順番に、作業をボタンに割り付ける(S4)。
【0116】
また、警告表示指示部26は、故障率算出部23により判定された故障モードに基づき表示部5に故障モードの変化を警告表示する(S5)。
【0117】
以上のようにして、本実施の形態に係る作業記録入力装置1では、ボタンに対する作業内容の割付け決定処理を行う。なお、ボタンに対する作業内容の割付け決定処理の処理手順はこれに限定されるものではなく、ステップS4に示すボタン割付処理とステップS5に示す警告表示処理は、その処理順番が逆えあってもよい。
【0118】
以下、ステップS1からステップS5それぞれのステップに関する詳細な説明を、図11を参照しておこなう。
【0119】
(寿命データ収集処理)
まず、図11を参照して寿命データ収集処理について説明する。図11は、本発明の実施形態を示す図であり、寿命データ収集処理を説明するフローチャートである。
【0120】
本実施の形態に係る作業記録入力装置1は、寿命データ作成部21が、作業記録DB131から、更新時刻T、更新周期K時間で作業内容データ130を読込む(S11)。寿命データ作成部21が読込む作業内容データ130には、上述したように図2に示すような作業開始時刻、作業種類、設備、現象、および原因が含まれている。そこで、寿命データ作成部21は、まず、取得した作業内容データ130を、作業内容、すなわち作業種類別に分類する(S12)。そして、寿命データ作成部21は、作業内容別に、作業記録DB131に記録されている作業内容データ130のデータ数をカウントする(S13)。なお、収集する作業内容データ130の作業数はN個あるものとし、作業ごとの作業内容データ130のデータ数は、1〜n個あるものとする。
【0121】
次に、寿命データ作成部21は、作業内容別に分類した作業内容データ130を作業開始時刻の順番にソートする(S14)。なお、作業開始時刻の順番は変数j(1≦j≦n)で表すものとする。
【0122】
ここで、今回の更新で最も作業開始時刻の早い、すなわちj=1番目となる作業内容データ130についは、打ち切りデータとなる。そこで、ステップS15においてまずj=1か判定し、j=1の場合(ステップS15において「YES」の場合)、作業内容データ130の前回の更新時刻Tとj=1番目の作業開始時刻との差分を求め、その値をj=1番目の作業内容データ130についての寿命時間とし、該作業内容データ130に打ち切りフラグを追加する(S16)。
【0123】
一方、j=1ではなく、1<j<nとなる作業内容データ130の場合(S15において、「NO」、かつS17において「YES」)では、寿命データ作成部21は、j番目とj−1番目の作業開始時刻の差分より寿命時間を算出する(S18)。例えば、j=2番目の作業内容データ130の寿命時間は、j=2番目の開始時刻とj=1番目の開始時刻との差分となる。
【0124】
j=nとなる作業内容データ130の場合(ステップS15において「NO」かつS17において「NO」の場合)、すなわち今回の更新で最も作業開始時刻の遅い作業内容データ130も、打ち切りデータとなる。そこで、寿命データ作成部21は、最後の開始時刻、すなわちj=n番目の開始時刻と、今回の更新時刻Tとの差分を寿命時間とし、この作業内容データに打ち切りフラグを追加する(S19)。
【0125】
続いて、寿命データ作成部21は、作業開始時刻の順番にソートした作業内容データ130について、寿命時間=0となるデータがあるか否か判定する(S20)。ここで、ステップS20において「YES」の場合、寿命時間=0となる作業内容データ130については削除する。そして、この削除にともない、作業ごとの作業内容データ130のデータ数および作業開始順番が変更されるため、この変更を反映させるように各作業内容データ130に割り当てられたnおよびjを更新する(S21)。
【0126】
続いて作業記録入力装置1では、寿命データ作成部21が、作業ごとに、寿命時間が短い順番となるように作業内容データ130を並び替え(S22)、分類した全作業(N個)について上記したステップS13からステップS22までの処理を行ったか判断する(S23)。分類した全作業(N個)について上記したステップS13からステップS22までの処理を行っている場合(S23において「YES」)は、寿命データ収集処理を終了する。寿命データ収集処理により生成された寿命データ331は、上述したように、図4に示すデータ構造となる。寿命データ作成部21は生成した寿命データ331を故障率関数算出部22に送信し、故障率関数m,ηを算出するように指示する。
【0127】
(故障率関数の算出処理)
次に、図12〜図15を参照して、故障率関数m,ηの算出処理(故障率算出ステップ)について説明する。まず、図12を参照して、故障率関数の算出処理に係る処理の流れについて説明する。図12は、本発明の実施形態を示すものであり、故障率関数の算出処理を示すフローチャートである。
【0128】
寿命データ作成部21からの故障率関数算出処理の実行指示とともに、生成された寿命データ331を受信すると、故障率関数算出部22は、寿命データDB31から前回の寿命データ331(すなわち、今回の更新時刻Tよりも更新周期であるKだけさかのぼった時刻に生成された寿命データ331)を読み出す(S31)。そして、この読み出した前回の寿命データ331に寿命データ作成部21から受信した寿命データ331を加える(S32)。
【0129】
なお、故障率関数を求めるに際して、このように、前回の寿命データ331も加えるのは以下の理由からである。
【0130】
すなわち、設定された更新周期の時間に依存するが、今回の故障率も前回の故障率と同様な割合で推移する可能性があり、また、データ数が大きくなればなるほどRを増やすことができるからである。なお、Rが増えると突発的な異常データによる誤差の影響をうけにくくなる。
【0131】
ただし、必ずしもこのように前回の寿命データ331を加える必要がなく、寿命データ作成部21から受信した寿命データ331の数が十分な場合は、この寿命データ331だけを利用して故障率関数m,ηを求めてもよい。
【0132】
次に、故障率関数算出部22は、作業ごとに、完全データとなる寿命データ331がW個以上あるか否か判定する(S33)。例えば、寿命データ331が、図13に示すデータとなる場合、i=2,3,5のみが完全データとなり、この完全データのワイブル確率紙上の座標は、(ln(ti),ln ln 1/(1−F^(ti)))=(0.92,−1.39),(1.25,−0.55),(2.2,0.45)となる。故障率関数算出部22は、この個数がW個以上あるか否か判定する。
【0133】
一方、完全データのデータ数がW個よりも少ない場合は(S33において「NO」)、故障率関数の算出処理は実行せず、他の作業内容についての完全データのデータ数を確認する。
【0134】
完全データがW個以上ある場合(ステップS33において「YES」)、故障率関数算出部22は、F^(ti),ln(ti),lnF^(ti)を算出する(S34)。次に、故障率関数算出部22は、発生時刻の識別子として変数hを設定し、h=1に初期化する(S35)。そして、h≦j≦nの範囲で回帰直線から(m,η,R2)をそれぞれ算出する(S36)。例えば、h=1のとき、1≦j≦n(「j」は作業の発生時刻順のカウンタ、「n」は、作業ごとの作業内容データ130のデータ数)の範囲で回帰直線を求める。つまり、図15(a)に示すようにデータ採取開始始点を、j=1番目の作業発生時刻となるものとする。次に、故障率関数算出部22は、このときのR2がR2≧kを満たすか否か判定する(S37)。ここでR2≧kを満たす場合(S37において「YES」)、算出したm,ηを寿命データ331に加える。このときの寿命データ331のデータ構造は図14に示すようになる。図15は、ワイブル確率紙上にプロットした観測値の一例を示す図であり、同図(a)は、j=1をデータ採取開始点とする場合を示し、同図(b)は、j=t−1をデータ採取開始点とする場合を示す。
【0135】
そして、上記したステップS33からS37までの処理を全作業の寿命データ331について行ったか判定する(S38)。ステップS38において「NO」の場合は、ステップS33に戻って、他の作業内容についてステップS33以降の処理を繰返す。ステップS38において「YES」の場合は、j<hとなる寿命データ331、すなわち、故障率関数算出処理に利用しなかった寿命データ331については、削除する(S39)。
【0136】
一方、上述したステップS37において「NO」の場合は、故障率関数算出部22は、hに代入する値をインクリメントして(S41)、j=h+1とし、h+1からnまでの寿命データ331を抽出する(S41)。そして、故障率関数算出部22は、完全データがW個以上あるか判定する(S42)。
【0137】
ここで、完全データがW個以上あると判定した場合(S42において「YES」)、ステップS36に戻って、それ以降の処理を繰返す。このようにして、図15(b)に示すようにR2≧kを満たすまでh=2、3、4・・・とhの値をインクリメントして順々に回帰直線を求め、m、η、R2を算出していく。そして、R2≧Kになった時点をデータ採取開始点とする。すなわち、故障率関数算出部22は、作業開始時刻が早いものから順に、回帰直線を求め、R2≧kを満たすか判定する。そして、R2≧kを満たさないデータについては削除しステップS36以降の処理を繰返す。
【0138】
ステップS42において、完全データがW個以上ない場合は、ステップS33に戻って、他の作業についてステップS33以降の処理を繰返す。
【0139】
以上のようにして故障率関数m,ηの値が求められると、この関数を用いて、故障率算出部23が、各設備に対する故障率を求める。以下において、図16および図17を参照して、故障率算出部23による故障率の算出処理および故障モードの判定処理についての詳細を説明する。図16は、本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理を示すフローチャートである。図17は、故障率の算出処理および故障モードの判定処理の処理結果を反映した寿命データ331のデータ構造を示す図である。
【0140】
(故障率の算出処理および故障モードの判定処理)
まず、故障率算出部23は、故障率関数算出部22から関数m,ηを受けとる(S51)。故障率算出部23は、各作業について寿命時間の母平均uを算出し(S52)、平均となるときの故障率を算出する(S53)。
【0141】
具体的には、下記に示す数式(13)に示すガンマ関数を利用して、数式(14)により寿命時間の母平均uを算出する。そして、数式(15)においてt=uのときの故障率λ(t)を求める。
【0142】
【数13】
【0143】
【数14】
【0144】
【数15】
【0145】
以上のようにして、故障率算出部23は、故障率の算出処理を行うと、故障率関数算出部22から受理したmの値から故障モードを判定する(S54)。本実施の形態に係る作業記録入力装置1では、m<0.9の場合を初期故障期間、0.9≦m≦1.1の場合を偶発故障期間、m>1.1の場合を磨耗故障期間と判定する。すなわち、0.9≦m≦1.1となる期間を偶発故障期間とするように、mの取り得る値の範囲に幅を持たせている。この偶発故障期間と判断する場合のmが取り得る値の範囲は、これに限定されるものではなく、実際の製造ラインの仕様や、故障率が判定される設備等に応じて適宜変更される。
【0146】
次に、故障率算出部23は、上記した故障率の算出処理および故障モードの判定処理の実行をN個の作業全てについて行ったか判定する(S55)。全ての作業について行っていないと判定した場合(S55において「NO」)は、他の作業について、上記したステップS51からS54までの処理を繰返す。
【0147】
一方、全ての作業について行ったと判定した場合(S55において「YES」)、図17に示すように、図14に示す寿命データ331に、時刻Tにおける、母平均u、故障率λ(u)、および故障モードを追加して寿命データDB31に書き込む(S56)。
【0148】
以上のようにして、故障率算出部23は、故障率の算出処理および故障モードの判定処理を実行する。そして、算出された故障率に基づき、操作部4からの作業員の操作指示に応じてボタン割付部24がファンクションキーに作業を割り付けるボタン割付処理を実行する。
【0149】
(ボタン割付処理)
まず、操作部4から入力される作業員の操作指示内容について説明する。
【0150】
本実施の形態に係る作業記録入力装置1では、各ボタン(各ファンクションキー)に割り付ける作業の内容として、行った作業の種類(作業種類)、作業を行った対象となる設備(設備)、発生した現象(現象)、および現象が発生した原因(原因)を含んでいる。
【0151】
ところで、各作業と故障率との関係が図5に示すように、例えば、原因が異なるが、作業種類、設備、および発生現象までが共通するものがあるとする。このように、例えば原因のみが異なり、後の内容が共通する作業については1つの作業として纏めることもできる。このように纏め上げた場合、故障率は、直列システム、すなわち、数式(16)に示すように、纏め上げる各作業の故障率を足し合わせることであらわすことができる。
【0152】
【数16】
【0153】
例えば、各作業と故障率の関係が図5に示すような関係であり、作業種類、設備、発生現象までが共通するものを纏め上げたとすると、その各作業と故障率の関係は、図18に示すようになる。図18は、共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、各作業と故障率との関係を示す図である。
【0154】
つまり、作業種類、設備、発生現象まで共通するものを1つの作業内容とし、これらの故障率を足し合わせ、故障率が高い作業内容をファンクションキーに割り当てる。また、このとき、各ファンクションキーに対する作業内容の割り当て表示は、例えば図19に示すようにその表示名称を共通する内容(設備Bの発生現象B3等)とする。また、纏め上げる項目から除外された項目、「原因」については、ファンクションキーには割り当てず、作業記録の入力時に個別に、作業員に入力してもらうようにする。図19は、共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、ボタン設定情報132の一例を示す図である。
【0155】
このように、本実施の形態にかかる作業記録入力装置1では、所定の作業項目について共通する作業、すなわち所定の作業項目を含む、所定の階層まで共通する作業をまとめて故障率を算出し、ボタンの割付を行うことができる。
【0156】
このため、作業員が操作部4を操作して、ボタン割付処理の実行指示を行う場合、図20に示すような入力画面を表示部5に表示する。図20は、本発明の実施形態を示すものであり、ボタン割付処理の実行指示を行う入力画面の一例を示す図である。
【0157】
すなわち、上記入力画面において、故障率算出方法の設定の選択画面(作業内容を統合するか否か)を表示する。そして、統合することを選択する場合には、故障率を算出するにあたり纏め上げる階層を指定するのか、あるいは作業内容データのリストから作業員自身が纏め上げるグループを設定する(マニュアル設定する)のか問い合わせる画面を表示する。
【0158】
作業員がマニュアル設定する旨を指示する場合は、その入力画面において作業内容データのリストが表示される。そして、統合させる作業の種類については、統合フラグと称されるフラグによって、グループ化される。同一の統合フラグが付された作業について、直列システムにより故障率を求め、この故障率に応じて、各統合された作業にファンクションキーを割り付ける。
【0159】
次に、ボタン割付部24によるボタン割付処理の詳細について図21を参照して説明する。図21は、本発明の実施形態を示すものであり、ボタン割付処理を示すフローチャートである。
【0160】
まず、操作部4からボタン割付処理の実行開始指示を受付けると、ボタン割付部24は、寿命データDB31より故障率算出部23の算出処理後の寿命データ331を読込む(S71)。次に、操作部4から故障率算出方法に関する指定情報を受付ける(S72)。そして、ボタン割付部24は、この指示に応じて、作業内容を統合するか否か判定する(
S73)。作業内容を統合しない場合(ステップS73において「NO」)、故障率算出部23によって算出された結果が反映されている、N個の作業内容の寿命データ331それぞれを参照して、故障率が高くなる順番に作業をソートし、故障率が上位L番目までの作業を各ボタン(ファンクションキー)に割り付ける(S74)。
【0161】
一方、ステップS73において「YES」の場合、ボタン割付部24は、作業を、作業項目の階層を指定して纏めるのか否か判定する(S75)。ここで、ステップS75において「YES」の場合、指定の階層までの作業項目が同一となる作業の寿命データ331を集め、故障率の和を求める(S76)。そして、ボタン割付部24は、故障率の和が大きくなる順番にソートする。さらに、ボタン割付部24は、故障率が上位L番目までとなる、纏め上げた作業の、指定した階層の作業項目までをボタンに割り付ける(S77)。なお、この割付に際して、纏め上げた階層が分かるような表示名称をボタンに割り付ける。
【0162】
ステップS75においてNOの場合、すなわち、マニュアルで纏め上げる作業を決定する場合、ボタン割付部24は作業員が設定した同一の統合フラグとなる作業の故障率の和を求める(S78)。そして、ボタン割付部24は、故障率の和が大きくなる順番にソートする。さらに、ボタン割付部24は、故障率が上位L番目までとなる、纏め上げた作業の、共通する階層の作業項目までをボタンに割り付ける(S79)。なお、この割付に際して、纏め上げた階層が分かるような表示名称をボタンに割り付ける。
【0163】
以上のようにして、ボタン割付部24により、作業内容のボタン割付処理が実行される。
【0164】
また、ボタン割付部24は、各作業内容を故障率に応じてファンクションキーに割り付けると、その割り付けた結果をボタン設定情報132として作業記録部30に記録する。また、ボタン割付部24は、ファンクションキーに対する割付が完了すると、割付表示指示部25に対して、ファンクションキーと該ファンクションキーに割り付けられた作業内容との表示を指示する。このボタン割付部24からの指示に応じて、割付表示指示部25は、ボタン設定情報132を参照して、ファンクションキーと作業内容を示す表示名称との対応関係を表示部5に表示させる(出力ステップ)。
【0165】
本実施の形態に係る作業記録入力装置1では、上述したように、故障率算出部23が、故障モードの判定処理を実行する構成であった。そこで、この判定された故障モードを参照して、警告表示指示部26が故障モードに変化が生じた場合、特には、故障モードが、磨耗故障期間(IFR)となった場合に警告表示するように構成されている(警告表示処理)。以下において、警告表示指示部26による警告表示処理の詳細について、上述した図8および図22を参照して説明する。図22は、本発明の実施形態を示すものであり、警告表示処理を示すフローチャートである。
【0166】
まず、警告表示指示部26が、寿命データDB31を参照して、今回(時刻T)の故障率算出処理において故障モードがIFRとなる寿命データ331を読込む(S91)。本実施の形態に係る作業記録入力装置1では、警告表示指示部26は、寿命データDB31において寿命データ331が故障率算出部23によって算出された故障率によって更新されたときに寿命データ331の読込みを行うように構成されている。すなわち、故障率算出部23は、寿命データ331の更新が完了すると、その旨、警告表示指示部26に通知する。
【0167】
警告表示指示部26は、今回(時刻T)の故障モードがIFRとなる作業内容の寿命データ331を読込むと、さらに該作業内容の前回(時刻T−K)の故障率と故障モードとを読込む。そして、警告表示指示部26は、この読込んだ前回の作業の故障率と故障モードとを、今回(時刻Tで)読込んだ作業の寿命データ331に対応付ける(S92)。そして、警告表示指示部26は、今回(時刻T)、前回(時刻T−K)における故障モードがともにIFRか否か判断する(S93)。
【0168】
上記故障モードがともにIFRの場合(S93において「YES」)、警告表示指示部26は、図8に示すように、IFRとなる作業の作業項目(作業の種類、設備、現象、原因)、前回(時刻T−K)の故障率および故障モード、ならびに今回(時刻T)の故障率を強調した表示データを作成する。そして、この表示データを表示部5に出力し、該表示データに基づく表示を行う(S94)。
【0169】
一方、上記故障モードがともにIFRではない場合(S93において「NO」)、警告表示指示部26は、作業の作業項目(作業の種類、設備、現象、原因)、前回(時刻T−K)の故障率および故障モード、ならびに今回(時刻T)の故障率の表示データを作成する。そして、この表示データを表示部5に出力し、該表示データに基づく表示を行う(S95)。なお、この表示データに基づく表示ついては、特に強調する等の視覚効果を施していない通常の表示となる。
【0170】
以上のように、本実施の形態に係る作業記録入力装置1は、設備において発生する故障率に応じて、該設備に対する作業内容をボタン(ファンクションキー)に割付ける構成である。そして、この作業内容が割付けられたファンクションキーを作業員が選択することで、該作業内容について記録することができる構成であった。また、ファンクションキーに割付けられた作業内容以外に、個別で記録すべき情報がある場合は、ボタン設定画面201を利用して追記できる構成であった。しかしながら、作業記録の入力方法は、このようにファンクションキーを利用する形式に限定されるものではなく、図23に示すような作業記録の入力画面を利用して作業内容を記録する構成であてもよい。
【0171】
より具体的には、図23に示す入力画面では、作業内容を構成する各項目(例えば、「設備」、「部位」、「発生現象」・・・)に対応させて、文字入力のための矩形領域(テキストボックス)と項目選択リスト(リストボックス)とを組み合わせたコンボボックスが設けられている。
【0172】
各コンボボックスにおけるテキストボックスの右端にはボタンが設けられており、該ボタンを押下すると、作業内容における選択可能な作業項目がリスト表示され、その中から作業員は所望の作業項目を選択することができる。また、リスト表示では、故障率が高い順に、作業項目が並べられるように表示されている。
【0173】
すなわち、上述のようにして故障率算出部23によって求められた故障率に応じて、該故障率が高い故障に対する作業内容データ130から順に、リストの上位となるようにボタン割付部24が順序付ける。そして、割付表示指示部25が、ボタン割付部24によって順序付けられた作業内容データ130のリストを表示部5に出力して表示させる。
【0174】
図23の作業内容入力画面では、「設備」、「部位」、「発生現象」までの作業項目を纏め上げ、故障率を求めており、「設備」、「部位」、「発生現象」では、纏め上げた結果得られる故障率が高い作業項目が表示されている。一方、纏め上げられていない「処置」の作業項目については、「処置」として過去に入力された作業項目を、故障率が高い順番にリスト表示する。
【0175】
このように、故障率が高い順に、優先してリスト表示したりすることができるため、作業員は記録すべき作業内容の項目を容易に選択し、効率よく作業記録を記録することができる。
【0176】
以上のように、本実施の形態に係る作業記録入力装置1は、製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の作業内容データ130を入力する操作部4を備え、該操作部4により入力された作業内容データ130を記録することができる装置である。
【0177】
そして、入力された作業内容データ130を作業記録DB131として蓄積することで、作業内容データ130の履歴情報を得ることができる。
【0178】
また、寿命データ作成部21が、この作業記録DB131を参照し、作業内容ごとに作業開始時刻順にソートし分類することで、各作業内容に関する寿命時間を求めることができる。
【0179】
この求めた寿命時間と、作業開始時刻の順番とから、故障率関数算出部22が故障率関数を求め、この故障率関数に応じて、故障率算出部23が故障率を算出し、算出した故障率に応じて故障率が高い故障に関する作業内容データ130の入力を支援する支援情報を優先して、割付表示指示部25が表示部5にて表示するように制御することができる。
【0180】
この支援情報としては、例えば、上述した図9に示すように、メイン画面200の作業内容登録領域202におけるファンクションキーと作業内容との対応関係を示す情報や、図23に示す入力画面におけるコンボボックスのリストを示す情報を挙げることができる。
【0181】
つまり、ボタン割付部24によって、高い故障率の故障に対する作業内容データ130を、所定のファンクションキーに割付けたり、リストでの順序付けを行ったりすることができるようになっている。このため、割付表示指示部25は、ファンクションキーと、それに割付けられた作業内容データ130との対応関係を表示部5に表示させたり、順序付けられたリストを表示部5に表示させたりすることができる。
【0182】
このように、作業記録入力装置1は、故障率が高い故障に関して、その作業内容データ130の入力を支援する支援情報を優先的に出力することができる。このため、故障が発生した設備に対する作業時に、高い確率でこの作業の作業内容情報の入力を支援する支援情報を優先的に提供できる。したがって、作業員は、効率よく作業記録を入力することができる。
【0183】
なお、本実施の形態に係る作業記録入力装置1は、図1に示すように、記憶装置3を備える構成であったが、記憶装置3は、作業記録入力装置1とは別体で設けられていてもよい。このように別体で設けられるように構成され場合、作業記録入力装置1は、この記憶装置3と無線または通信ケーブル等の有線により通信可能に接続され、必要なデータを両者間で送受信できるように構成される。
【0184】
最後に、作業記録入力装置1の各ブロック、特に寿命データ作成部21、故障率関数算出部22、故障率算出部23、ボタン割付部24、割付表示指示部25、警告表示指示部26、および記録部27は、ハードウェアロジックによって構成してもよいし、次のようにCPUを用いてソフトウェアによって実現してもよい。
【0185】
すなわち、作業記録入力装置1は、各機能を実現する制御プログラムの命令を実行するCPU(central processing unit)、上記プログラムを格納したROM(read only memory)、上記プログラムを展開するRAM(random access memory)、上記プログラムおよび各種データを格納するメモリ等の記憶装置(記録媒体)などを備えている。そして、本発明の目的は、上述した機能を実現するソフトウェアである作業記録入力装置1の制御プログラムのプログラムコード(実行形式プログラム、中間コードプログラム、ソースプログラム)をコンピュータで読み取り可能に記録した記録媒体を、上記作業記録入力装置1に供給し、そのコンピュータ(またはCPUやMPU)が記録媒体に記録されているプログラムコードを読み出し実行することによっても、達成可能である。
【0186】
また、作業記録入力装置1を通信ネットワークと接続可能に構成し、上記プログラムコードを通信ネットワークを介して供給してもよい。
【0187】
なお、本発明は、上記プログラムコードが電子的な伝送で具現化された、搬送波に埋め込まれたコンピュータデータ信号の形態でも実現され得る。
【0188】
本発明は上述した実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能である。すなわち、請求項に示した範囲で適宜変更した技術的手段を組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0189】
本発明に係る記録装置は、設備において発生する故障率に応じて、故障に対する作業内容の入力を支援する支援情報を提示することができる。このため、製造ラインのように恒常的に設備が稼動している状態において、各設備に対する作業記録を入力する必要のある用途全般に適用できる。
【図面の簡単な説明】
【0190】
【図1】本発明の実施形態を示すものであり、作業記録入力装置の概略構成を示すブロック図である。
【図2】本発明の実施形態を示すものであり、作業内容データの一例を示す図である。
【図3】本発明の実施形態を示すものであり、任意のデータ採取期間内における、故障発生状態の一例を示す図である。
【図4】本発明の実施形態を示すものであり、寿命データの一例を示す図である。
【図5】本発明の実施形態を示すものであり、各作業と故障率の関係の一例を示す図である。
【図6】本発明の実施形態を示すものであり、ボタン設定情報の一例を示す図である。
【図7】本発明に係るファンクションキーへの作業の割付け状態の一例を示す図である。
【図8】本発明の実施形態を示すものであり、故障モードの変化の警告表示例を示す図である。
【図9】本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【図10】本発明の実施形態を示すものであり、作業内容の割付け決定処理を示すフローチャートである。
【図11】本発明の実施形態を示す図であり、寿命データ収集処理を説明するフローチャートである。
【図12】本発明の実施形態を示すものであり、故障率関数の算出処理を示すフローチャートである。
【図13】本発明の実施形態を示すものであり、故障率関数の算出処理時における寿命データのデータ構造の一例を示す図である。
【図14】本発明の実施形態を示すものであり、故障率関数の算出処理後における寿命データのデータ構造の一例を示す図である。
【図15】ワイブル確率紙上にプロットした観測値の一例を示す図であり、同図(a)は、j=1をデータ採取開始点とする場合を示し、同図(b)は、j=t−1をデータ採取開始点とする場合を示す。
【図16】本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理を示すフローチャートである。
【図17】本発明の実施形態を示すものであり、故障率の算出処理および故障モードの判定処理後の寿命データのデータ構造を示す図である。
【図18】共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、各作業と故障率との関係を示す図である。
【図19】共通する作業項目を有する複数の作業を纏め上げて故障率を求めた場合における、ボタン設定情報の一例を示す図である。
【図20】本発明の実施形態を示すものであり、ボタン割付処理の実行指示を行う入力画面の一例を示す図である。
【図21】本発明の実施形態を示すものであり、ボタン割付処理を示すフローチャートである。
【図22】本発明の実施形態を示すものであり、警告表示処理を示すフローチャートである。
【図23】本発明の実施形態を示すものであり、作業記録の入力画面を示す図である。
【図24】従来技術を示すものであり、バスタブ曲線の一例を示すグラフである。
【符号の説明】
【0191】
1作業記録入力装置(記録装置)
3 記憶装置
4 操作部(入力手段・ボタン)
5 表示部
21 寿命データ作成部
22 故障率関数算出部(故障率算出手段・故障率関数算出手段)
23 故障率算出部(故障率算出手段・故障期間判定手段)
24 ボタン割付部(関連付け手段・順序付け手段)
25 割付表示指示部(出力手段)
26 警告表示指示部(通知手段)
27 記録部(記録手段)
31 寿命データDB
130 作業内容データ(作業内容情報)
131 作業記録DB(作業履歴情報)
132 ボタン設定情報(支援情報)
331 寿命データ
【特許請求の範囲】
【請求項1】
製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、
上記作業内容情報を入力する入力手段と、
上記入力手段により入力された作業内容情報を記録する記録手段と、
上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、
上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、
上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする記録装置。
【請求項2】
上記入力手段は、上記作業内容情報を入力するための所定数のボタンを有しており、
上記故障率算出手段によって算出された、故障率が高い故障に対処して行う作業の作業内容情報を優先して、該作業内容情報をそれぞれ上記ボタンに関連付ける関連付け手段をさらに備え、
上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報との対応関係を、上記支援情報として出力することを特徴とする請求項1に記載の記録装置。
【請求項3】
上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順にリストの上位となるように順序付ける順序付け手段をさらに備え、
上記出力手段は、上記支援情報として、上記順序付け手段によって順序付けられた作業内容情報のリストを出力することを特徴とする請求項1に記載の記録装置。
【請求項4】
上記作業内容情報は、所定の作業項目を含み、
上記故障率算出手段は、上記作業履歴情報に基づき、指定された上記作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率をまとめ、指定された上記作業項目について作業内容が共通となる作業内容情報の集合である作業内容情報群の故障率を求め、
上記出力手段は、上記故障率算出手段によって算出された上記作業内容情報群の故障率に応じて、故障率が高い上記作業内容情報群の入力を支援する支援情報を優先して出力することを特徴とする請求項1に記載の記録装置。
【請求項5】
上記入力手段は、上記作業の内容を入力するための所定数のボタンを有しており、
上記故障率算出手段によって算出された故障率が高い上記作業内容情報群を優先して、上記ボタンに関連付ける関連付け手段をさらに備え、
上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報群との対応関係を、上記支援情報として出力することを特徴とする請求項4に記載の記録装置。
【請求項6】
上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順に上位となるように順序付ける順序付け手段をさらに備え、
上記出力手段は、上記故障率算出手段によって求められた、最も故障率が高い作業内容情報群において共通する作業内容と、指定された作業項目以外の作業項目に含まれる作業内容を上記順序付け手段による順序付に応じて並べたリストとを組み合わせ、支援情報として出力することを特徴とする請求項4に記載の記録装置。
【請求項7】
上記故障率算出手段は、指定された作業項目の作業内容が共通する作業内容情報によって対処する故障の故障率を足し合わせることにより、上記作業内容情報群の故障率を求めることを特徴とする請求項4から6のいずれか1項に記載の記録装置。
【請求項8】
上記故障率算出手段は、ワイブル分布の確率密度関数を用いて故障率を算出することを特徴とする請求項1から7のいずれか1項に記載の記録装置。
【請求項9】
上記所定のタイミングで故障が発生する時間間隔を求めた際に、該時間間隔が不確定なデータである打ち切りデータが存在する場合、上記故障率算出手段は累積ハザード関数を用いて故障率を算出することを特徴とする請求項1から7のいずれか1項に記載の記録装置。
【請求項10】
上記故障率算出手段は、上記故障率を算出するために利用するワイブル分布の確率密度関数における故障率関数である形状パラメータと尺度パラメータとを算出する故障率関数算出手段をさらに備え、
上記故障率関数である上記形状パラメータをm、上記尺度パラメータをη、規定の時刻tまでに故障する確率を示す故障分布関数をF(t)、故障分布関数F(t)から求められる信頼度関数を1−F(t)=exp[−(t/η)m]とすると、
上記故障率関数算出手段は、1−F(t)=exp[−(t/η)m]の両辺の自然対数を2度とった左辺のlog(log(1/(1−F(t))))を目的変数yとし、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数xとして、この説明変数xと目的変数yとの関係より求めた回帰の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新することを特徴とする請求項1から9のいずれか1項に記載の記録装置。
【請求項11】
経年変化に伴い故障率が時間経過とともに増加する磨耗故障期間にある設備の有無を、上記形状パラメータに基づき判定する故障期間判定手段と、
上記故障期間判定手段が、磨耗故障期間にある設備があると判定した場合、磨耗故障期間にある設備を通知するための通知手段と、を備えることを特徴とする請求項10に記載の記録装置。
【請求項12】
製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、
上記作業内容情報を入力する入力ステップと、
上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、
上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、
上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、
上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする記録装置の制御方法。
【請求項1】
製造ラインの正常な稼動状態を維持するために該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置であって、
上記作業内容情報を入力する入力手段と、
上記入力手段により入力された作業内容情報を記録する記録手段と、
上記記録手段によって記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出手段と、
上記入力手段における上記作業内容情報の入力を支援する支援情報を出力する出力手段とを備え、
上記出力手段は、上記故障率算出手段によって算出された故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする記録装置。
【請求項2】
上記入力手段は、上記作業内容情報を入力するための所定数のボタンを有しており、
上記故障率算出手段によって算出された、故障率が高い故障に対処して行う作業の作業内容情報を優先して、該作業内容情報をそれぞれ上記ボタンに関連付ける関連付け手段をさらに備え、
上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報との対応関係を、上記支援情報として出力することを特徴とする請求項1に記載の記録装置。
【請求項3】
上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順にリストの上位となるように順序付ける順序付け手段をさらに備え、
上記出力手段は、上記支援情報として、上記順序付け手段によって順序付けられた作業内容情報のリストを出力することを特徴とする請求項1に記載の記録装置。
【請求項4】
上記作業内容情報は、所定の作業項目を含み、
上記故障率算出手段は、上記作業履歴情報に基づき、指定された上記作業項目について作業内容が共通となる作業内容情報の作業により対処した故障の故障率をまとめ、指定された上記作業項目について作業内容が共通となる作業内容情報の集合である作業内容情報群の故障率を求め、
上記出力手段は、上記故障率算出手段によって算出された上記作業内容情報群の故障率に応じて、故障率が高い上記作業内容情報群の入力を支援する支援情報を優先して出力することを特徴とする請求項1に記載の記録装置。
【請求項5】
上記入力手段は、上記作業の内容を入力するための所定数のボタンを有しており、
上記故障率算出手段によって算出された故障率が高い上記作業内容情報群を優先して、上記ボタンに関連付ける関連付け手段をさらに備え、
上記出力手段は、上記関連付け手段によって関連付けられた上記ボタンと上記作業内容情報群との対応関係を、上記支援情報として出力することを特徴とする請求項4に記載の記録装置。
【請求項6】
上記故障率算出手段によって算出された故障率が高い故障に対処して行う作業の作業内容情報から順に上位となるように順序付ける順序付け手段をさらに備え、
上記出力手段は、上記故障率算出手段によって求められた、最も故障率が高い作業内容情報群において共通する作業内容と、指定された作業項目以外の作業項目に含まれる作業内容を上記順序付け手段による順序付に応じて並べたリストとを組み合わせ、支援情報として出力することを特徴とする請求項4に記載の記録装置。
【請求項7】
上記故障率算出手段は、指定された作業項目の作業内容が共通する作業内容情報によって対処する故障の故障率を足し合わせることにより、上記作業内容情報群の故障率を求めることを特徴とする請求項4から6のいずれか1項に記載の記録装置。
【請求項8】
上記故障率算出手段は、ワイブル分布の確率密度関数を用いて故障率を算出することを特徴とする請求項1から7のいずれか1項に記載の記録装置。
【請求項9】
上記所定のタイミングで故障が発生する時間間隔を求めた際に、該時間間隔が不確定なデータである打ち切りデータが存在する場合、上記故障率算出手段は累積ハザード関数を用いて故障率を算出することを特徴とする請求項1から7のいずれか1項に記載の記録装置。
【請求項10】
上記故障率算出手段は、上記故障率を算出するために利用するワイブル分布の確率密度関数における故障率関数である形状パラメータと尺度パラメータとを算出する故障率関数算出手段をさらに備え、
上記故障率関数である上記形状パラメータをm、上記尺度パラメータをη、規定の時刻tまでに故障する確率を示す故障分布関数をF(t)、故障分布関数F(t)から求められる信頼度関数を1−F(t)=exp[−(t/η)m]とすると、
上記故障率関数算出手段は、1−F(t)=exp[−(t/η)m]の両辺の自然対数を2度とった左辺のlog(log(1/(1−F(t))))を目的変数yとし、右辺のmlog(t)−mlog(η)におけるlog(t)を説明変数xとして、この説明変数xと目的変数yとの関係より求めた回帰の決定係数により、故障率関数と観測値との適合度合いを判定し、適合度合いが所定値を満たさない場合、上記作業履歴情報におけるデータ採取の開始時点を更新することを特徴とする請求項1から9のいずれか1項に記載の記録装置。
【請求項11】
経年変化に伴い故障率が時間経過とともに増加する磨耗故障期間にある設備の有無を、上記形状パラメータに基づき判定する故障期間判定手段と、
上記故障期間判定手段が、磨耗故障期間にある設備があると判定した場合、磨耗故障期間にある設備を通知するための通知手段と、を備えることを特徴とする請求項10に記載の記録装置。
【請求項12】
製造ラインの正常な稼動状態を維持するために、該製造ラインにおける各設備に対して行った作業の内容を示す作業内容情報を記録する記録装置の制御方法であって、
上記作業内容情報を入力する入力ステップと、
上記入力ステップにおいて入力された作業内容情報を記録する記録ステップと、
上記記録ステップにおいて記録された上記作業内容情報の履歴である作業履歴情報に基づき、上記設備において故障が発生する間隔を求め、所定のタイミングにおいて該設備に故障が生じる確率である故障率を算出する故障率算出ステップと、
上記入力ステップでの上記作業内容情報の入力を支援する支援情報を出力する出力ステップとを含み、
上記出力ステップでは、上記故障率算出ステップで算出した故障率に応じて、故障率が高い故障に対処して行う作業の上記作業内容情報の入力を支援する支援情報を優先して出力することを特徴とする記録装置の制御方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【公開番号】特開2010−117912(P2010−117912A)
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願番号】特願2008−291035(P2008−291035)
【出願日】平成20年11月13日(2008.11.13)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願日】平成20年11月13日(2008.11.13)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
[ Back to top ]