
超音波による組織変化の検出方法及び検出装置
【課題】 例えば、溶接部の組織変化、熱処理、表面改質等の組織変化を高い信頼性で明瞭に検出することの可能な超音波による組織変化の検出方法及び検出装置を提供すること。
【解決手段】 試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する。試験体の基準部において後方散乱波を含む基準波f1’(t)を受信する。試験体の検査部において受信した検査波g1(t)を前記基準波f1’(t)で除し又は前記検査波と前記基準波との差分を求めることにより基準化する。前記基準波及び前記検査波が時間と振幅との関数のほか、時間と周波数特性値との関数であってもよい。基準化された表示はある断面のBスコープ表示とすることができる。本発明は溶接部、熱処理、表面改質等の組織変化を検出することが可能である。
【解決手段】 試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する。試験体の基準部において後方散乱波を含む基準波f1’(t)を受信する。試験体の検査部において受信した検査波g1(t)を前記基準波f1’(t)で除し又は前記検査波と前記基準波との差分を求めることにより基準化する。前記基準波及び前記検査波が時間と振幅との関数のほか、時間と周波数特性値との関数であってもよい。基準化された表示はある断面のBスコープ表示とすることができる。本発明は溶接部、熱処理、表面改質等の組織変化を検出することが可能である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、超音波による組織変化の検出方法及び検出装置に関する。さらに詳しくは、試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する超音波による組織変化の検出方法及び検出装置に関する。
【背景技術】
【0002】
超音波による組織変化の検出方法及び検出装置としては、例えば、次のものが知られている。
【非特許文献1】田中康明他、超音波による焼き入れ深さ非破壊計測技術の開発、トヨタテクニカルレビュー、1998年5月、Vol48 No.1、94−99ページ
【非特許文献2】三原毅他、組織散乱エコーによる硬化層深さの評価、音場と材料評価3、非破壊検査協会発行、平成6年秋季大会概要集、1994年、315−322ページ
【0003】
いずれの文献も散乱エコーにより焼き入れ深さを計測しようとするものである。
しかし、後方散乱波で金属組織変化を検出しても、信号が微量のため、明瞭な検出が不可能であった。また、探触子、試験配置や試験体の材質が変わると解析結果が異なり信頼性が不十分であった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
かかる従来の実情に鑑みて、本発明は、例えば、溶接部の組織変化、熱処理、表面改質等の組織変化を高い信頼性で明瞭に検出することの可能な超音波による組織変化の検出方法及び検出装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係る超音波による組織変化の検出方法の特徴は、試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する方法であって、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除し又は前記検査波と前記基準波との差分を求めることにより基準化することにある。
【0006】
通常、探触子の収束型や平面型の違い、周波数、振動子径、減衰などの探触子特性、探触子と試験体との距離等の試験配置、試験体の材質の差異等によるベースノイズに信号が埋没する。しかし、検査波を前記基準波で除することにより基準化することで、これらベースノイズの影響を除去することができ、受信結果の信頼性を向上させると共に信号を明瞭に区別することが可能となる。検査波を前記基準波で除する替わりに前記検査波と基準波との差分を求めてもよい。除するか差分を求めるかは、実質的にベースノイズを除去できるか否かで選択すればよい。
【0007】
前記基準波及び前記検査波が時間と振幅との関数を用いることができ、また、時間と周波数特性値との関数を用いることもできる。周波数特性値として例えば一次モーメント等を利用することができる。
【0008】
また、前記基準化された表示をある断面のBスコープ表示とすることができる。また、前記基準化された表示をある断面又は複数断面のBスコープ表示を平均化したものとすることで、表示をより明瞭に区別することが可能となる。
【0009】
前記検査部としては溶接部の組織変化を検出することができる。また、前記検査部が熱処理されていたり、表面改質されていてもよく、これらの深さを検出することができる。
【0010】
前記試験体としては金属材料の他、セラミックス等、後方散乱波を発生することの可能なあらゆる材料を用いることができる。
また、斜角法を用いることで、表面エコーの影響を低減でき、計測結果がより明瞭となる。
【0011】
一方、上記いずれかの特徴に記載の超音波による組織変化の検出方法に用いる超音波による組織変化の検出装置の特徴は、試験体に超音波を送信すると共に後方散乱波を受信する探触子を設け、試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除することにより基準化することにある。
【発明の効果】
【0012】
このように、上記本発明に係る超音波による組織変化の検出方法及び検出装置の特徴によれば、ベースノイズの影響を除去することができ、組織変化を高い信頼性で明瞭に検出することが可能となった。
【0013】
本発明の他の目的、構成及び効果については、以下の発明の実施の形態の項から明らかになるであろう。
【発明を実施するための最良の形態】
【0014】
次に、適宜添付図面を参照しながら、本発明をさらに詳しく説明する。
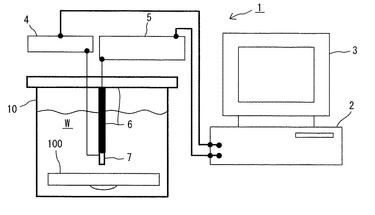
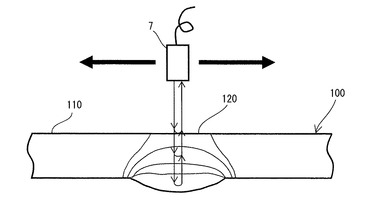
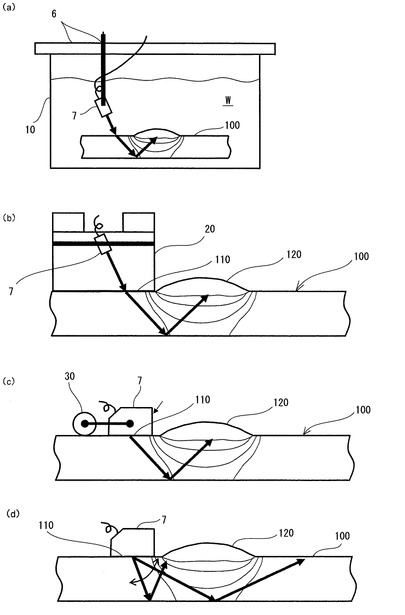
図1、2に示すように、本発明に係る超音波による組織変化の検出装置1は、スキャナードライバー5,スキャナー6、探触子7により試験体100を走査すると共に検査結果を処理する処理装置2と、超音波の送受信を行うパルサーレシーバー4と、検査結果を表示するモニター3とを備えている。また、水浸法の場合は水槽10に満たされた水中に試験体100と探触子7とが配置される。本実施形態の試験体100は基準部110と溶接部120とを備えた鋼材であり、図示の場合は探触子7から垂直に試験体100表面へ超音波を送受信する。
【0015】
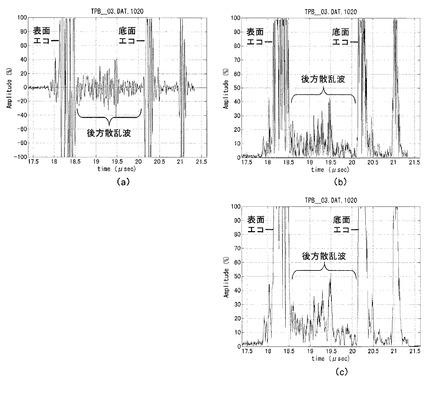
図3は受信波形を示し、(a)は原波形、(b)は整流波形、(c)は包絡線処理された包絡線波形である。いずれも表面エコーと底面エコーとの間に後方散乱波が確認されている。本発明はこの後方散乱波のベースノイズを除去することを主眼とする。後方散乱波振幅は、結晶粒が不均一等で金属組織が不均一なため、各位相が異なり、両振幅波形では基準化が困難である。そこで、瞬間振幅(強度)に変換した包絡線検波波形を用いることにより、母財部と溶接部の比較、基準化を行ってる。上記包絡線処理はヒルベルト変換を用いて解析的に推定した包絡線検波波形である。包絡線検波はアナログ回路を用いて直接変換してもよい。
【0016】
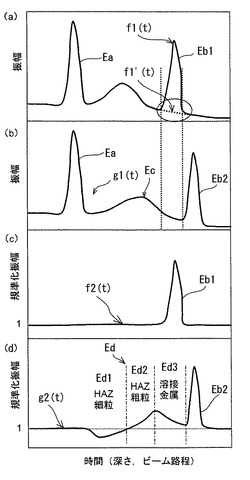
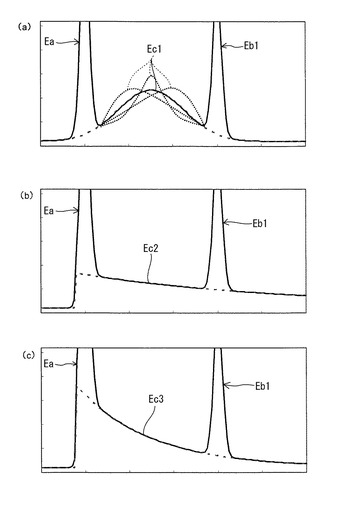
図4は、時間と振幅の関数で表現された包絡線波形の概略図を示す。図5も同様の包絡線波形を示し、表面エコーEaと底面エコーEb1との間のベースノイズEcの種類を示す。図5(a)は集束型探触子を用いた場合であり、探触子、試験配置によりベースノイズEc1の形状が変化する。図5(b)は平面型探触子のうち周波数特性の低いもの又は減衰係数の低いものを用いた場合である。ベースノイズEc2はなだらかな減衰曲線となる。さらに図5(c)は平面型探触子のうち周波数特性の高いもの又は減衰係数の高いものを用いた場合である。ベースノイズEc3は先のベースノイズEc2よりも急な減衰曲線となる。これらの考察より、ベースノイズにさらに表面エコーEaと底面エコーEb1とが加わり、特に底面エコーEb1の影響を除いたベースノイズは底面エコーEb1の部分を短絡させた曲線となることが理解される。
【0017】
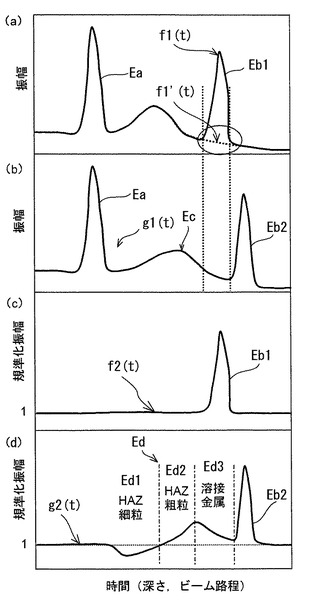
図4の(a)は基準波f1(t)を示しており、その底面エコーEb1の部分を短絡させることにより修正された基準波f1’(t)の波形がベースノイズを表現するものである。一方、図4(b)は、検査波g1(t)の波形である。図4(c)は、基準波f1(t)を修正された基準波f1’(t)で除した基準化波形f2(t)であり、ベースノイズを除けば基準化振幅は1であることが伺える。同様に、図4(d)に示すように、検査波g1(t)を修正された基準波f1’(t)で除して基準化波形g2(t)を求めることでベースノイズの影響を除去した後方散乱波である。このようにして基準化後方散乱波Edが明確に求められる。なお、検査波g1(t)と修正された基準波f1’(t)との差分求めることで基準化波形g2(t)を求めてもよく、表面的な加減乗除の形式とは異なり実質的な除算又は減算を行えばよい。
【0018】
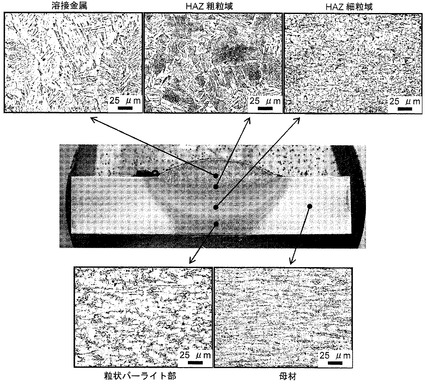
図6は試験体における溶接部断面のマクロ組織とミクロ組織を示す。溶接部の金属組織は溶接時に熱の影響を受けるため、溶接金属、熱影響部(HAZ)、母材に至るまで金属組織(結晶粒の大きさ、組織形態等)が不均一である。先の図4の結果は図6の裏面からのスキャニングによるものであり、基準化後方散乱波EdはHAZ細粒Ed1,HAZ粗粒Ed2,溶接金属Ed3の3区域に対応し、基準化後方散乱波により基準値1からの変動により組織変化を検出できることが明かとなった。なお、一般には結晶粒が大きいと後方散乱波は大きく、結晶粒が小さいと後方散乱波は小さくなる傾向にある。
【0019】
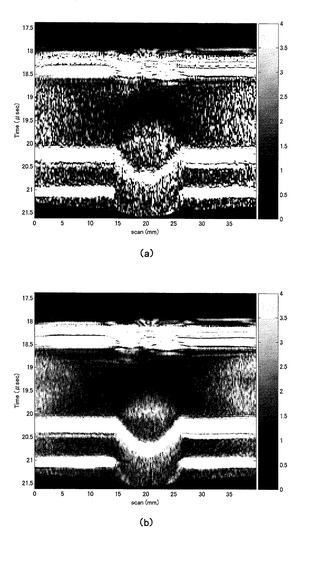
ライン走査を行いBスキャン画像で表示することにより、可視化が可能となる。図7(a)はある断面のBスキャン画像、(b)はある断面の複数信号を平均化したBスキャン画像である。(b)は溶接状態に変化がないと思われる範囲の複数断面でBスキャン走査を行い、それらのデータの空間平均を行うことにより、さらにS/Nの向上したデータが得られ、明快となる。
【0020】
次に、本発明の他の実施形態について言及する。なお、上記実施形態と同様の部材には同符合を附してある。
図8は、斜角探傷のバリエーションを示す断面図であって,(a)は水浸法、(b)はウォーターバッグ20を用いた局部水浸法、(c)はエンコーダー30により位置を検出可能な直接接触法、(d)は入射角を変更可能な探触子7を用いたフェーズドアレイ法をそれぞれ示す。試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を用いる点は斜角探傷でも同様である。
【0021】
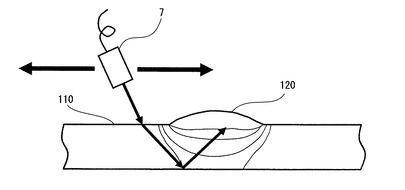
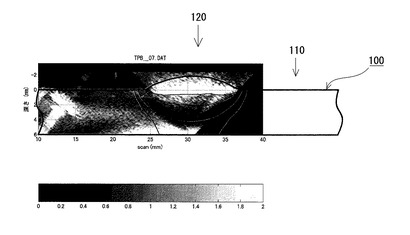
図9は斜角探傷法の一例を示す図であり、図10は図9のBスキャン画像である。斜角探触子を用いることにより余盛り等の凹凸直下の溶接部金属組織の検出が可能となる点が理解される。
【0022】
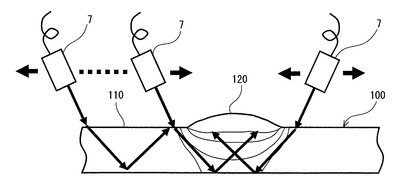
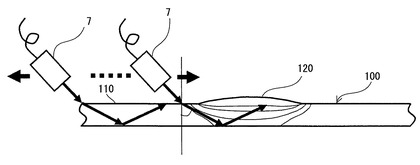
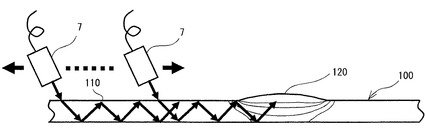
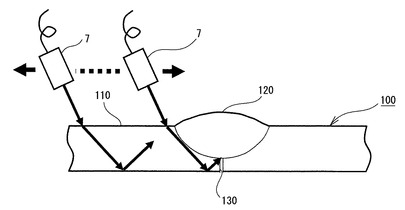
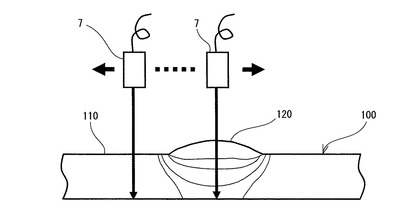
溶接部120の余盛り部直下部分を画像化するには、図11の如く溶接部120の両側から検査を行ったり、図12の如く探触子7の屈折角を大きくするとよい。試験体100が薄板の場合は図13のように複数回超音波を反射させてもよい。図14のように突き合わせ溶接の溶込み不良部130の検出を行うことも可能である。さらに、余盛り部側から垂直探傷法を実施するには、余盛り部の表面を水平に加工するとより精度の高い計測が可能である。
【0023】
上記実施形態では、試験体を金属材料に限定した。しかし、試験体は超音波後方散乱波を発生するものであればよく、例えばセラミックス等の組織変化計測にも本発明を用いることができる。また、溶接部のみならず、熱処理深さ、表面改質深さの検出にも適用することができる。
【0024】
上記実施形態では、検査波g1(t)を修正された基準波f1’(t)で除して基準化波形g2(t)を求めることでベースノイズの影響を除去した。しかし、底面エコーEb1の部分の解析を行わないのなら、検査波g1(t)を未修正の基準波f1(t)で除して基準化波形g2(t)を求めてもよい。基準波f1(t)を底面エコーEb1及び/又は表面エコーの部分で上述のように短絡して修正された基準波f1’(t)を求める処理を短絡処理と称する。本発明では、基準化処理に用いる基準波は短絡処理を必要に応じて行えばよい。
【0025】
上記実施形態では時間と振幅の関数を用いたが、時間と周波数特性値の関数を用いることも可能である。ここで、周波数特性値(形状パラメータ)とは、各時刻毎の周波数スペクトルにおいて、次の式(1)〜(6)により表示される如きものをいう。式(1)〜(4)は、代表的な周波数特性値の例である((1)は一次モーメント)。式(5)(6)は、それぞれ原点周りのn次積率(モーメント)、算術平均周りのn次積率(モーメント)である。
【0026】
【数1】

【産業上の利用可能性】
【0027】
本発明は、超音波による組織変化の検出方法及び検出装置として利用することができる。本発明によれば、溶接部の組織変化、熱処理、表面改質等の組織変化を高い信頼性で明瞭に検出することが可能である。
【図面の簡単な説明】
【0028】
【図1】本発明に係る超音波による組織変化の検出装置の概略図である。
【図2】溶接鋼材である試験体の断面と探触子との関係を示す図である。
【図3】受信波の波形を示し、(a)は原波形、(b)は整流波形、(c)は包絡線処理された包絡線波形である。
【図4】時間と振幅の関数で表現された包絡線波形の概略図を示し、(a)は基準波f1(t)及び修正された基準波f1’(t)の波形、(b)は検査波g1(t)の波形、(c)は基準波f1(t)を修正された基準波f1’(t)で除した基準化波形f2(t)、(d)は検査波g1(t)を修正された基準波f1’(t)で除した基準化波形g2(t)である。
【図5】表面エコーEaと底面エコーEb1との間のベースノイズの種類を示す図である。
【図6】溶接試験片である鋼材の溶接部における断面と各部位の顕微鏡写真を示す図である。
【図7】(a)はある断面のBスキャン画像、(b)はある断面の複数信号を平均化したBスキャン画像である。
【図8】斜角探傷のバリエーションを示す断面図であって,(a)は水浸法、(b)は局部水浸法、(c)は直接接触法、(d)はフェーズドアレイ法をそれぞれ示す。
【図9】斜角探傷法の一例を示す図である。
【図10】図9のBスキャン画像である。
【図11】斜角探傷法の他の経路図例を示す図である。
【図12】斜角探傷法のさらに他の経路図例を示す図である。
【図13】斜角探傷法のさらに他の経路図例を示す図である。
【図14】溶込み不良部の検出例を示す図である。
【図15】垂直探傷法の一例を示す図である。
【符号の説明】
【0029】
1:検査装置、2:処理装置、3:モニター、4:パルサーレシーバー、5:スキャナードライバー、6:スキャナー、7:探触子、100:試験体,110:基準部、120:溶接部(検査部)
【技術分野】
【0001】
本発明は、超音波による組織変化の検出方法及び検出装置に関する。さらに詳しくは、試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する超音波による組織変化の検出方法及び検出装置に関する。
【背景技術】
【0002】
超音波による組織変化の検出方法及び検出装置としては、例えば、次のものが知られている。
【非特許文献1】田中康明他、超音波による焼き入れ深さ非破壊計測技術の開発、トヨタテクニカルレビュー、1998年5月、Vol48 No.1、94−99ページ
【非特許文献2】三原毅他、組織散乱エコーによる硬化層深さの評価、音場と材料評価3、非破壊検査協会発行、平成6年秋季大会概要集、1994年、315−322ページ
【0003】
いずれの文献も散乱エコーにより焼き入れ深さを計測しようとするものである。
しかし、後方散乱波で金属組織変化を検出しても、信号が微量のため、明瞭な検出が不可能であった。また、探触子、試験配置や試験体の材質が変わると解析結果が異なり信頼性が不十分であった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
かかる従来の実情に鑑みて、本発明は、例えば、溶接部の組織変化、熱処理、表面改質等の組織変化を高い信頼性で明瞭に検出することの可能な超音波による組織変化の検出方法及び検出装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するため、本発明に係る超音波による組織変化の検出方法の特徴は、試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する方法であって、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除し又は前記検査波と前記基準波との差分を求めることにより基準化することにある。
【0006】
通常、探触子の収束型や平面型の違い、周波数、振動子径、減衰などの探触子特性、探触子と試験体との距離等の試験配置、試験体の材質の差異等によるベースノイズに信号が埋没する。しかし、検査波を前記基準波で除することにより基準化することで、これらベースノイズの影響を除去することができ、受信結果の信頼性を向上させると共に信号を明瞭に区別することが可能となる。検査波を前記基準波で除する替わりに前記検査波と基準波との差分を求めてもよい。除するか差分を求めるかは、実質的にベースノイズを除去できるか否かで選択すればよい。
【0007】
前記基準波及び前記検査波が時間と振幅との関数を用いることができ、また、時間と周波数特性値との関数を用いることもできる。周波数特性値として例えば一次モーメント等を利用することができる。
【0008】
また、前記基準化された表示をある断面のBスコープ表示とすることができる。また、前記基準化された表示をある断面又は複数断面のBスコープ表示を平均化したものとすることで、表示をより明瞭に区別することが可能となる。
【0009】
前記検査部としては溶接部の組織変化を検出することができる。また、前記検査部が熱処理されていたり、表面改質されていてもよく、これらの深さを検出することができる。
【0010】
前記試験体としては金属材料の他、セラミックス等、後方散乱波を発生することの可能なあらゆる材料を用いることができる。
また、斜角法を用いることで、表面エコーの影響を低減でき、計測結果がより明瞭となる。
【0011】
一方、上記いずれかの特徴に記載の超音波による組織変化の検出方法に用いる超音波による組織変化の検出装置の特徴は、試験体に超音波を送信すると共に後方散乱波を受信する探触子を設け、試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除することにより基準化することにある。
【発明の効果】
【0012】
このように、上記本発明に係る超音波による組織変化の検出方法及び検出装置の特徴によれば、ベースノイズの影響を除去することができ、組織変化を高い信頼性で明瞭に検出することが可能となった。
【0013】
本発明の他の目的、構成及び効果については、以下の発明の実施の形態の項から明らかになるであろう。
【発明を実施するための最良の形態】
【0014】
次に、適宜添付図面を参照しながら、本発明をさらに詳しく説明する。
図1、2に示すように、本発明に係る超音波による組織変化の検出装置1は、スキャナードライバー5,スキャナー6、探触子7により試験体100を走査すると共に検査結果を処理する処理装置2と、超音波の送受信を行うパルサーレシーバー4と、検査結果を表示するモニター3とを備えている。また、水浸法の場合は水槽10に満たされた水中に試験体100と探触子7とが配置される。本実施形態の試験体100は基準部110と溶接部120とを備えた鋼材であり、図示の場合は探触子7から垂直に試験体100表面へ超音波を送受信する。
【0015】
図3は受信波形を示し、(a)は原波形、(b)は整流波形、(c)は包絡線処理された包絡線波形である。いずれも表面エコーと底面エコーとの間に後方散乱波が確認されている。本発明はこの後方散乱波のベースノイズを除去することを主眼とする。後方散乱波振幅は、結晶粒が不均一等で金属組織が不均一なため、各位相が異なり、両振幅波形では基準化が困難である。そこで、瞬間振幅(強度)に変換した包絡線検波波形を用いることにより、母財部と溶接部の比較、基準化を行ってる。上記包絡線処理はヒルベルト変換を用いて解析的に推定した包絡線検波波形である。包絡線検波はアナログ回路を用いて直接変換してもよい。
【0016】
図4は、時間と振幅の関数で表現された包絡線波形の概略図を示す。図5も同様の包絡線波形を示し、表面エコーEaと底面エコーEb1との間のベースノイズEcの種類を示す。図5(a)は集束型探触子を用いた場合であり、探触子、試験配置によりベースノイズEc1の形状が変化する。図5(b)は平面型探触子のうち周波数特性の低いもの又は減衰係数の低いものを用いた場合である。ベースノイズEc2はなだらかな減衰曲線となる。さらに図5(c)は平面型探触子のうち周波数特性の高いもの又は減衰係数の高いものを用いた場合である。ベースノイズEc3は先のベースノイズEc2よりも急な減衰曲線となる。これらの考察より、ベースノイズにさらに表面エコーEaと底面エコーEb1とが加わり、特に底面エコーEb1の影響を除いたベースノイズは底面エコーEb1の部分を短絡させた曲線となることが理解される。
【0017】
図4の(a)は基準波f1(t)を示しており、その底面エコーEb1の部分を短絡させることにより修正された基準波f1’(t)の波形がベースノイズを表現するものである。一方、図4(b)は、検査波g1(t)の波形である。図4(c)は、基準波f1(t)を修正された基準波f1’(t)で除した基準化波形f2(t)であり、ベースノイズを除けば基準化振幅は1であることが伺える。同様に、図4(d)に示すように、検査波g1(t)を修正された基準波f1’(t)で除して基準化波形g2(t)を求めることでベースノイズの影響を除去した後方散乱波である。このようにして基準化後方散乱波Edが明確に求められる。なお、検査波g1(t)と修正された基準波f1’(t)との差分求めることで基準化波形g2(t)を求めてもよく、表面的な加減乗除の形式とは異なり実質的な除算又は減算を行えばよい。
【0018】
図6は試験体における溶接部断面のマクロ組織とミクロ組織を示す。溶接部の金属組織は溶接時に熱の影響を受けるため、溶接金属、熱影響部(HAZ)、母材に至るまで金属組織(結晶粒の大きさ、組織形態等)が不均一である。先の図4の結果は図6の裏面からのスキャニングによるものであり、基準化後方散乱波EdはHAZ細粒Ed1,HAZ粗粒Ed2,溶接金属Ed3の3区域に対応し、基準化後方散乱波により基準値1からの変動により組織変化を検出できることが明かとなった。なお、一般には結晶粒が大きいと後方散乱波は大きく、結晶粒が小さいと後方散乱波は小さくなる傾向にある。
【0019】
ライン走査を行いBスキャン画像で表示することにより、可視化が可能となる。図7(a)はある断面のBスキャン画像、(b)はある断面の複数信号を平均化したBスキャン画像である。(b)は溶接状態に変化がないと思われる範囲の複数断面でBスキャン走査を行い、それらのデータの空間平均を行うことにより、さらにS/Nの向上したデータが得られ、明快となる。
【0020】
次に、本発明の他の実施形態について言及する。なお、上記実施形態と同様の部材には同符合を附してある。
図8は、斜角探傷のバリエーションを示す断面図であって,(a)は水浸法、(b)はウォーターバッグ20を用いた局部水浸法、(c)はエンコーダー30により位置を検出可能な直接接触法、(d)は入射角を変更可能な探触子7を用いたフェーズドアレイ法をそれぞれ示す。試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を用いる点は斜角探傷でも同様である。
【0021】
図9は斜角探傷法の一例を示す図であり、図10は図9のBスキャン画像である。斜角探触子を用いることにより余盛り等の凹凸直下の溶接部金属組織の検出が可能となる点が理解される。
【0022】
溶接部120の余盛り部直下部分を画像化するには、図11の如く溶接部120の両側から検査を行ったり、図12の如く探触子7の屈折角を大きくするとよい。試験体100が薄板の場合は図13のように複数回超音波を反射させてもよい。図14のように突き合わせ溶接の溶込み不良部130の検出を行うことも可能である。さらに、余盛り部側から垂直探傷法を実施するには、余盛り部の表面を水平に加工するとより精度の高い計測が可能である。
【0023】
上記実施形態では、試験体を金属材料に限定した。しかし、試験体は超音波後方散乱波を発生するものであればよく、例えばセラミックス等の組織変化計測にも本発明を用いることができる。また、溶接部のみならず、熱処理深さ、表面改質深さの検出にも適用することができる。
【0024】
上記実施形態では、検査波g1(t)を修正された基準波f1’(t)で除して基準化波形g2(t)を求めることでベースノイズの影響を除去した。しかし、底面エコーEb1の部分の解析を行わないのなら、検査波g1(t)を未修正の基準波f1(t)で除して基準化波形g2(t)を求めてもよい。基準波f1(t)を底面エコーEb1及び/又は表面エコーの部分で上述のように短絡して修正された基準波f1’(t)を求める処理を短絡処理と称する。本発明では、基準化処理に用いる基準波は短絡処理を必要に応じて行えばよい。
【0025】
上記実施形態では時間と振幅の関数を用いたが、時間と周波数特性値の関数を用いることも可能である。ここで、周波数特性値(形状パラメータ)とは、各時刻毎の周波数スペクトルにおいて、次の式(1)〜(6)により表示される如きものをいう。式(1)〜(4)は、代表的な周波数特性値の例である((1)は一次モーメント)。式(5)(6)は、それぞれ原点周りのn次積率(モーメント)、算術平均周りのn次積率(モーメント)である。
【0026】
【数1】
【産業上の利用可能性】
【0027】
本発明は、超音波による組織変化の検出方法及び検出装置として利用することができる。本発明によれば、溶接部の組織変化、熱処理、表面改質等の組織変化を高い信頼性で明瞭に検出することが可能である。
【図面の簡単な説明】
【0028】
【図1】本発明に係る超音波による組織変化の検出装置の概略図である。
【図2】溶接鋼材である試験体の断面と探触子との関係を示す図である。
【図3】受信波の波形を示し、(a)は原波形、(b)は整流波形、(c)は包絡線処理された包絡線波形である。
【図4】時間と振幅の関数で表現された包絡線波形の概略図を示し、(a)は基準波f1(t)及び修正された基準波f1’(t)の波形、(b)は検査波g1(t)の波形、(c)は基準波f1(t)を修正された基準波f1’(t)で除した基準化波形f2(t)、(d)は検査波g1(t)を修正された基準波f1’(t)で除した基準化波形g2(t)である。
【図5】表面エコーEaと底面エコーEb1との間のベースノイズの種類を示す図である。
【図6】溶接試験片である鋼材の溶接部における断面と各部位の顕微鏡写真を示す図である。
【図7】(a)はある断面のBスキャン画像、(b)はある断面の複数信号を平均化したBスキャン画像である。
【図8】斜角探傷のバリエーションを示す断面図であって,(a)は水浸法、(b)は局部水浸法、(c)は直接接触法、(d)はフェーズドアレイ法をそれぞれ示す。
【図9】斜角探傷法の一例を示す図である。
【図10】図9のBスキャン画像である。
【図11】斜角探傷法の他の経路図例を示す図である。
【図12】斜角探傷法のさらに他の経路図例を示す図である。
【図13】斜角探傷法のさらに他の経路図例を示す図である。
【図14】溶込み不良部の検出例を示す図である。
【図15】垂直探傷法の一例を示す図である。
【符号の説明】
【0029】
1:検査装置、2:処理装置、3:モニター、4:パルサーレシーバー、5:スキャナードライバー、6:スキャナー、7:探触子、100:試験体,110:基準部、120:溶接部(検査部)
【特許請求の範囲】
【請求項1】
試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する超音波による組織変化の検出方法であって、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除し又は前記検査波と前記基準波との差分を求めることにより基準化することを特徴とする超音波による組織変化の検出方法。
【請求項2】
前記基準波及び前記検査波が時間と振幅との関数であることを特徴とする請求項1記載の超音波による組織変化の検出方法。
【請求項3】
前記基準波及び前記検査波が時間と周波数特性値との関数であることを特徴とする請求項1記載の超音波による組織変化の検出方法。
【請求項4】
前記基準化された表示がある断面のBスコープ表示であることを特徴とする請求項1〜3のいずれかに記載の超音波による組織変化の検出方法。
【請求項5】
前記基準化された表示がある断面又は複数断面のBスコープ表示を平均化したものであることを特徴とする請求項1〜3のいずれかに記載の超音波による組織変化の検出方法。
【請求項6】
前記検査部が溶接部であることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項7】
前記検査部が熱処理されていることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項8】
前記検査部が表面改質されていることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項9】
前記試験体が金属材料であることを特徴とする請求項1〜8のいずれかに記載の超音波による組織変化の検出方法。
【請求項10】
斜角法を用いることを特徴とする請求項1〜9のいずれかに記載の超音波による組織変化の検出方法。
【請求項11】
請求項1〜10のいずれかに記載の超音波による組織変化の検出方法に用いる超音波による組織変化の検出装置であって、試験体に超音波を送信すると共に後方散乱波を受信する探触子を設け、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除することにより基準化することを特徴とする超音波による組織変化の検出装置。
【請求項1】
試験体に探触子から超音波を送信すると共に後方散乱波を受信することにより組織変化を検出する超音波による組織変化の検出方法であって、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除し又は前記検査波と前記基準波との差分を求めることにより基準化することを特徴とする超音波による組織変化の検出方法。
【請求項2】
前記基準波及び前記検査波が時間と振幅との関数であることを特徴とする請求項1記載の超音波による組織変化の検出方法。
【請求項3】
前記基準波及び前記検査波が時間と周波数特性値との関数であることを特徴とする請求項1記載の超音波による組織変化の検出方法。
【請求項4】
前記基準化された表示がある断面のBスコープ表示であることを特徴とする請求項1〜3のいずれかに記載の超音波による組織変化の検出方法。
【請求項5】
前記基準化された表示がある断面又は複数断面のBスコープ表示を平均化したものであることを特徴とする請求項1〜3のいずれかに記載の超音波による組織変化の検出方法。
【請求項6】
前記検査部が溶接部であることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項7】
前記検査部が熱処理されていることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項8】
前記検査部が表面改質されていることを特徴とする請求項1〜5のいずれかに記載の超音波による組織変化の検出方法。
【請求項9】
前記試験体が金属材料であることを特徴とする請求項1〜8のいずれかに記載の超音波による組織変化の検出方法。
【請求項10】
斜角法を用いることを特徴とする請求項1〜9のいずれかに記載の超音波による組織変化の検出方法。
【請求項11】
請求項1〜10のいずれかに記載の超音波による組織変化の検出方法に用いる超音波による組織変化の検出装置であって、試験体に超音波を送信すると共に後方散乱波を受信する探触子を設け、
試験体の基準部において後方散乱波を含む基準波を受信し、試験体の検査部において受信した検査波を前記基準波で除することにより基準化することを特徴とする超音波による組織変化の検出装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2007−85949(P2007−85949A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2005−276834(P2005−276834)
【出願日】平成17年9月22日(2005.9.22)
【出願人】(000235532)非破壊検査株式会社 (49)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成17年9月22日(2005.9.22)
【出願人】(000235532)非破壊検査株式会社 (49)
【Fターム(参考)】
[ Back to top ]