
車両用内装材
【課題】より優れた耐摩耗性を備え、毛羽立ちを抑制できる車両用内装材を提供すること。
【解決手段】天井材に、ポリプロピレン繊維からなり、その表面から裏面に向かって窪む凹部5が複数形成されており、凹部5における厚みの、凹部5の深さに対する比が、0.2以下であるスパンボンド不織布3を備える。このような天井材によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【解決手段】天井材に、ポリプロピレン繊維からなり、その表面から裏面に向かって窪む凹部5が複数形成されており、凹部5における厚みの、凹部5の深さに対する比が、0.2以下であるスパンボンド不織布3を備える。このような天井材によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用内装材に関し、より詳しくは、自動車の車室の天井面などに設けられる天井材などの車両用内装材に関する。
【背景技術】
【0002】
従来より、自動車の車室の天井面には、断熱性、吸音性、装飾性などを確保するため、天井材が設けられている。天井材は、具体的には、例えば、軟質ポリウレタン発泡体などを含む基材と、その基材の表面、具体的には、車室内側表面に積層される不織布とを備えている。
【0003】
天井材としては、車室内側表面(すなわち、不織布側)において、肌触りや耐摩耗性、さらには、透湿防水性などが要求されており、そのような天井材を形成できる不織布として、例えば、繊維径が1〜50ミクロン、目付けが5〜200g/m2であるポリエステル系長繊維を主体とする不織ウェッブが、エンボス加工されてなる不織布、より具体的には、そのエンボス加工による不連続なエンボス押さえ部の面積率が3〜70%、エンボス深さが0.2mm以上であり、100%伸長後の残留ひずみ率が50%未満である伸縮性不織布と、その不織布上にラミネートされるポリエステルフィルムとを備える伸縮性複合不織布が、提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−171861号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかるに、上記のような不織布は、耐摩耗性に優れ、摩耗による表面の毛羽立ちが抑制されているものの、天井材に用いる場合には、その耐摩耗性がいまだ十分ではなく、摩耗による毛羽立ちを十分に抑制できないという不具合がある。
【0006】
そこで、本発明の目的は、より優れた耐摩耗性を備え、毛羽立ちを抑制できる車両用内装材を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の車両用内装材は、ポリプロピレン繊維からなるスパンボンド不織布を備え、前記スパンボンド不織布は、その表面から裏面に向かって窪む凹部が複数形成されており、前記凹部における前記スパンボンド不織布の厚みの、前記凹部の深さに対する比が、0.2以下であることを特徴としている。
【0008】
また、本発明の車両用内装材では、前記凹部における前記スパンボンド不織布の厚みが、90μm以下であることが好適である。
【0009】
また、本発明の車両用内装材では、前記凹部の中央部と、前記凹部に隣接する凹部の中央部との間隔が、1〜2mmであることが好適である。
【0010】
また、本発明の車両用内装材では、前記スパンボンド不織布が、表皮材であることが好適である。
【発明の効果】
【0011】
本発明の車両用内装材によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の車両用内装材の一実施形態に用いられるスパンボンド不織布を示す概略構成図である。
【図2】図2は、本発明の車両用内装材の一実施形態(天井材)を示す概略構成図である。
【図3】実施例1において得られたスパンボンド不織布の断面のSEM観察像を示す。
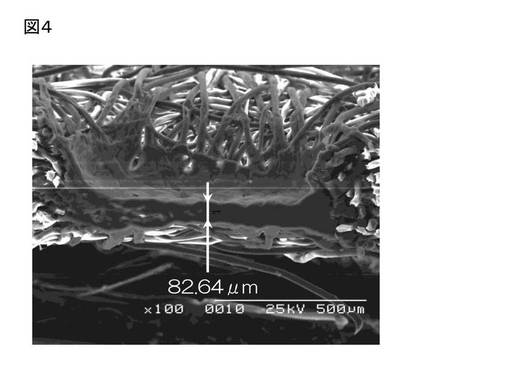
【図4】実施例2において得られたスパンボンド不織布の断面のSEM観察像を示す。
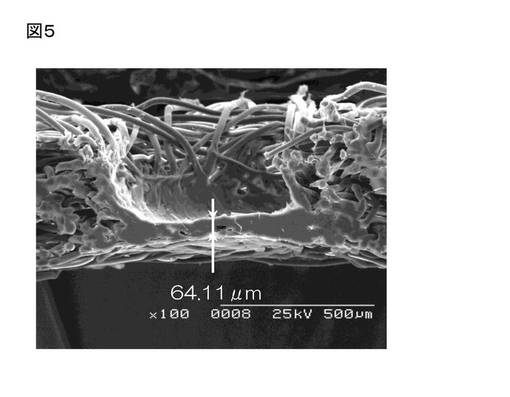
【図5】実施例3において得られたスパンボンド不織布の断面のSEM観察像を示す。
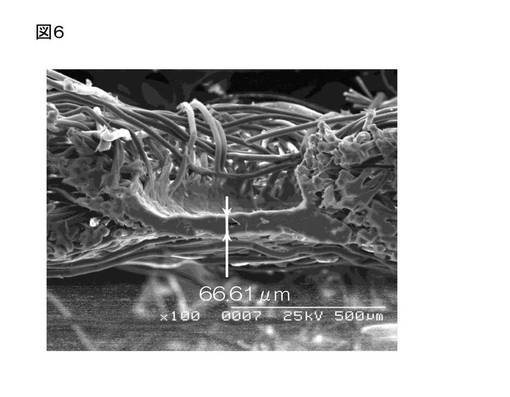
【図6】実施例4において得られたスパンボンド不織布の断面のSEM観察像を示す。
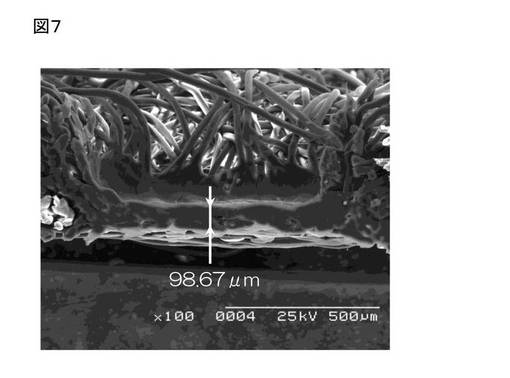
【図7】比較例1において得られたスパンボンド不織布の断面のSEM観察像を示す。
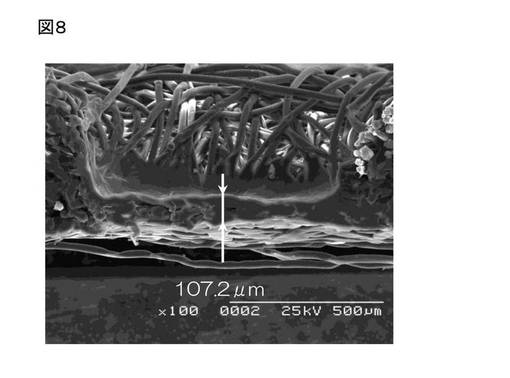
【図8】比較例2において得られたスパンボンド不織布の断面のSEM観察像を示す。
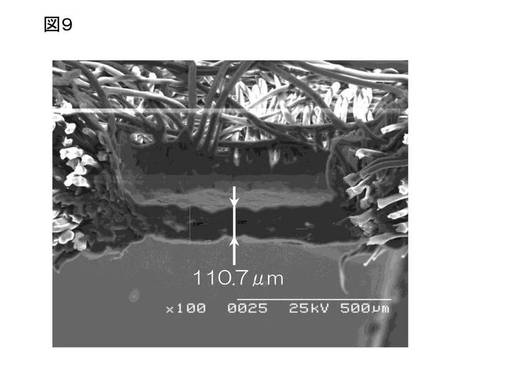
【図9】比較例3において得られたスパンボンド不織布の断面のSEM観察像を示す。
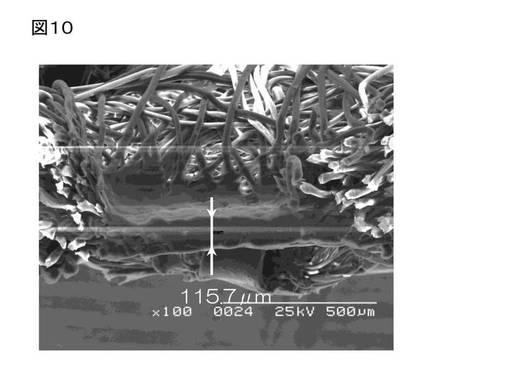
【図10】比較例4において得られたスパンボンド不織布の断面のSEM観察像を示す。
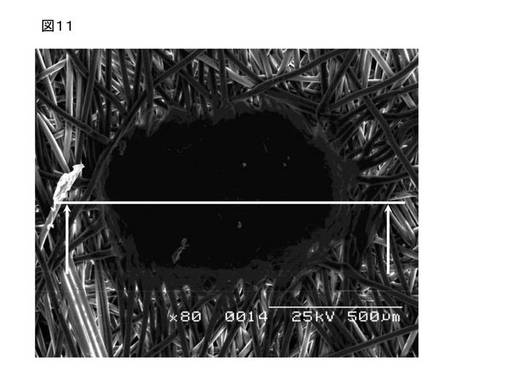
【図11】実施例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を示す。
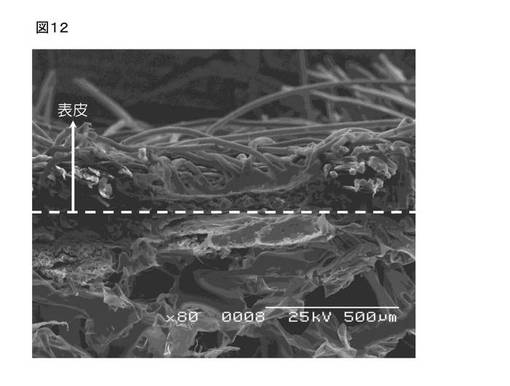
【図12】実施例1において得られたスパンボンド不織布の断面状態SEM拡大観察図を示す。
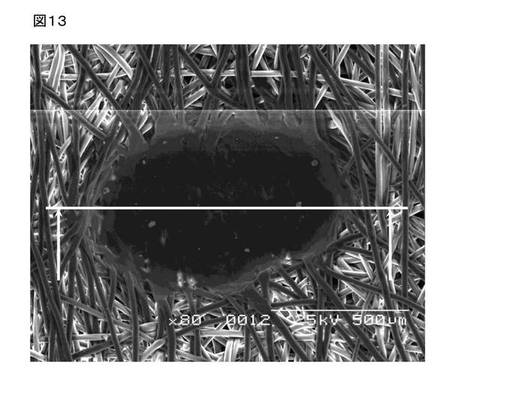
【図13】比較例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を示す。
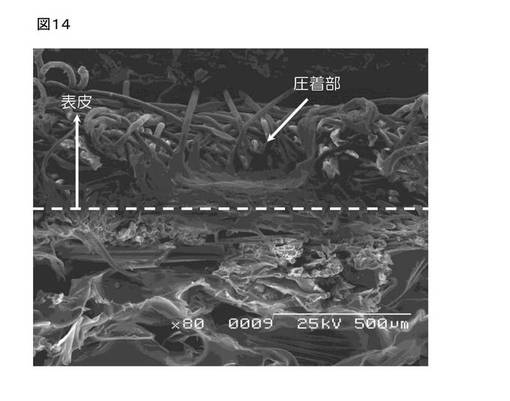
【図14】比較例1において得られたスパンボンド不織布の断面状態SEM拡大観察図を示す。
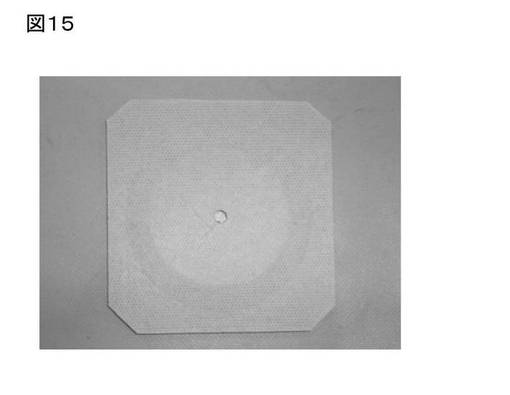
【図15】テーバ試験後の実施例1のスパンボンド不織布を示す。
【図16】テーバ試験後の比較例1のスパンボンド不織布を示す。
【発明を実施するための形態】
【0013】
本発明の車両用内装材は、ポリプロピレン繊維からなるスパンボンド不織布を備えている。
【0014】
ポリプロピレン繊維は、ポリプロピレンを主成分として含有する糸状の素材であって、プロピレン系原料樹脂から、公知の方法で紡糸することにより得ることができる。
【0015】
プロピレン系原料樹脂としては、例えば、プロピレンの単独重合体(ポリプロピレン樹脂)、プロピレンおよびプロピレンと共重合可能な単量体との共重合体などが挙げられる。
【0016】
共重合体において、プロピレンと共重合可能な単量体としては、例えば、α−オレフィン(プロピレンを除く)が挙げられ、具体的には、例えば、エチレン、1‐ブテン、1‐ペンテン、1‐ヘキセン、1‐オクテン、1‐デセン、3‐メチル−1‐ブテン、3‐メチル‐1‐ペンテン、3‐エチル‐1‐ペンテン、4‐メチル‐1‐ペンテン、4‐メチル‐1‐ヘキセンなど、炭素数2〜20のα‐オレフィンが挙げられる。
【0017】
これらプロピレンと共重合可能な単量体は、単独使用または2種類以上併用することができる。
【0018】
プロピレンとプロピレンと共重合可能な単量体との共重合体を用いる場合、共重合体中の、プロピレンに由来する構造単位の含有量は、例えば、95モル%以上であり、プロピレンと共重合可能な単量体に由来する構造単位の含有量は、例えば、5モル%以下である。
【0019】
これらプロピレン系原料樹脂は、単独使用または2種類以上併用することができる。
【0020】
また、プロピレン系原料樹脂には、本発明の効果を損なわない範囲において、その他の重合体や、防錆剤(防錆顔料)、酸化防止剤、紫外線吸収剤、光安定剤、シランカップリング剤、エポキシ樹脂、触媒、塗工性改良剤、レベリング剤、核剤、滑剤、離型剤、消泡剤、可塑剤、界面活性剤、顔料、染料、有機または無機微粒子、防黴剤、難燃剤、充填剤などの添加剤を、適宜配合することができる。なお、添加剤の配合割合は、目的および用途に応じて、適宜設定される。
【0021】
そして、例えば、上記のプロピレン系原料樹脂を、公知の紡糸口金より溶融押出成形することにより、ポリプロピレン繊維を得ることができる。
【0022】
なお、このような方法において、紡糸口金の形状や口径、溶融押出成形における成形条件などは、用いられる原料樹脂の種類などに応じて、適宜設定される。
【0023】
ポリプロピレン繊維の繊度は、例えば、0.5〜7デニール、好ましくは、0.5〜5デニールである。
【0024】
また、ポリプロピレン繊維の融点は、例えば、150〜170℃である。
【0025】
また、ポリプロピレン繊維のメルトフローレート(MFR)は、例えば、20〜80g/10分、好ましくは、25〜60g/10分である。
【0026】
そして、スパンボンド不織布は、上記のポリプロピレン繊維を、スパンボンド法によって熱圧着することにより、得ることができる。
【0027】
具体的には、まず、上記のポリプロピレン繊維を、エアーサッカーの高速空気流などによって、牽引延伸する。次いで、延伸されたポリプロピレン繊維を、必要により、揺動機構や帯電装置を備える開繊装置などを用いて分散させた後、捕集コンベア上に堆積させることにより、シート状の長繊維ウェブを形成する。その後、例えば、熱圧着ロールなどを用いて、長繊維ウェブを熱圧着させる。
【0028】
熱圧着条件としては、加熱温度が、例えば、130〜175℃、好ましくは、140〜170℃であり、加圧圧力が、例えば、30〜120kN/m、好ましくは、50〜100kN/mである。
【0029】
これにより、ポリプロピレン繊維からなるスパンボンド不織布を得ることができる。
【0030】
なお、詳しくは後述するが、熱圧着ロールとして、表面に凹凸を有するエンボスカレンダーロールなどを用い、上記した熱圧着条件で熱圧着させると、凹部5(後述)における厚みBの、凹部5(後述)の深さAに対する比(B/A)が、0.2以下であるスパンボンド不織布を得ることができる。
【0031】
スパンボンド不織布(後述する凹部を除く部分)の厚みは、例えば、0.1〜0.8mm、好ましくは、0.3〜0.6mmである。
【0032】
スパンボンド不織布の厚みが上記範囲であれば、優れた外観を確保することができる。
【0033】
また、スパンボンド不織布の目付は、例えば、5〜200g/m2、好ましくは、30〜150g/m2である。
【0034】
スパンボンド不織布の目付が上記範囲であれば、優れた強度を確保することができる。
【0035】
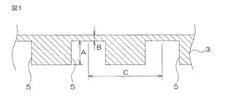
図1は、本発明の車両用内装材の一実施形態に用いられるスパンボンド不織布を示す概略構成図である。
【0036】
本発明において、スパンボンド不織布3は、図1に示すように、その表面から裏面に向かって窪む凹部5が複数形成されている。
【0037】
凹部5は、詳しくは図示しないが、例えば、互いに所定の間隔を隔ててスパンボンド不織布3の表面全体に分布する、所定のドットパターンとして、それぞれ平面視略円形状に形成されている。
【0038】
このような凹部5をスパンボンド不織布3に形成する方法としては、特に制限されず、例えば、上記したスパンボンド法の熱圧着時において、熱圧着ロールとして、表面に凹凸を有するエンボスカレンダーロールを用いることにより、スパンボンド不織布3の製造と同時に凹部5を形成する方法や、例えば、凹部5が形成されていないスパンボンド不織布3を製造した後、その表面を公知の方法によりエンボス加工することにより、凹部5を形成する方法などが挙げられる。好ましくは、熱圧着ロールとしてエンボスカレンダーロールを用い、スパンボンド不織布3の製造と同時に凹部5を形成する。
【0039】
凹部5の深さ(凹部の表面と凸部の表面との間の長さ)Aは、特に制限されないが、例えば、300μm以上、好ましくは、400μm以上、より好ましくは、440μm以上、通常、900μm以下である。
【0040】
また、このようなスパンボンド不織布3の、凹部5における厚み(凹部の表面と裏面との間の長さ)Bは、例えば、97μm以下、好ましくは、90μm以下、通常、50μm以上である。
【0041】
凹部5におけるスパンボンド不織布3の厚みBが上記範囲であれば、より優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちをさらに抑制することができる。
【0042】
そして、凹部5におけるスパンボンド不織布3の厚みBの、凹部5の深さAに対する比(B/A)は、0.2以下、好ましくは、0.19以下、通常、0.12以上である。
【0043】
凹部5におけるスパンボンド不織布3の厚みBの、凹部5の深さAに対する比(B/A)が上記範囲であれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【0044】
また、凹部5の中央部(中心点)と、その凹部5に隣接する凹部5の中央部(中心点)との間隔Cは、例えば、0.5〜4mm、好ましくは、1〜2mmである。
【0045】
凹部5の中央部(中心点)と、その凹部5に隣接する凹部5の中央部(中心点)との間隔Cが上記範囲であれば、より磨耗に対する表面の毛羽立ちを抑制することができる。
【0046】
そして、車両用内装材は、このようなスパンボンド不織布3を備えていればよく、公知の構成とすることができる。
【0047】
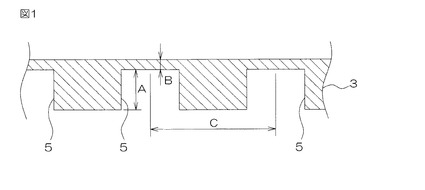
図2は、本発明の車両用内装材の一実施形態(天井材)を示す概略構成図である。
【0048】
図2において、天井材1は、基材2と、基材2に積層される表皮材としてのスパンボンド不織布3とを備えている。
【0049】
基材2は、発泡体層4を備えている。発泡体層4は、特に制限されず、例えば、ポリウレタン発泡体、ポリフェニレンエーテル発泡体、ポリスチレン発泡体などの公知の発泡体から形成される。発泡体層4の厚みは、例えば、1〜20mm、好ましくは、3〜10mmである。
【0050】
また、基材2は、図示しないが、必要により、発泡体層4の表面および/または裏面にスキン層や、例えば、防音シート、消臭シートなどを備えることもできる。
【0051】
また、スパンボンド不織布3は、基材2の一方側面、具体的には、天井材1を所定の空間(例えば、自動車の車室など)において用いたときに、その空間内に臨む側の表面に、積層されている。スパンボンド不織布3の厚みは、上記したように、例えば、0.1〜0.8mm、好ましくは、0.3〜0.6mmである。
【0052】
このような基材2にスパンボンド不織布3を積層する方法としては、特に制限されないが、例えば、公知の接着剤を介して、基材2の表面にスパンボンド不織布3を貼着させることができる。
【0053】
このようにして得られる天井材1は、その表面にポリプロピレン繊維からなるスパンボンド不織布3を備えるので、優れた防汚性を確保することができ、さらには、匂いやべたつきを抑制することができる。
【0054】
そして、このような天井材1によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【0055】
なお、上記した説明では、凹部5を、平面視略円形状に形成したが、凹部5の形状としては、特に制限されず、例えば、真円型、楕円型、雫型(ドロップ型)など、種々の形状とすることができる。
【0056】
また、上記した説明では、車両用内装材として天井材を例示したが、本発明の車両用内装材としては天井材に限定されず、例えば、ドアトリムやピラートリムなどの内装材として、好適に用いられる。
【実施例】
【0057】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
【0058】
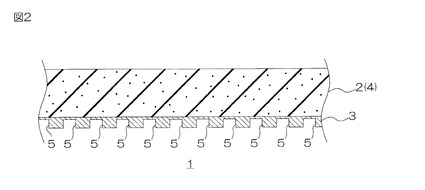
(実施例1)
融点163℃、MFR36g/10分のポリプロピレン樹脂を用い、加熱温度155℃、ニップ圧50kN/mで成形することにより、ポリプロピレン繊維からなる目付100g/m2のスパンボンド不織布を得た。
【0059】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、451μm、凹部における厚み(図1における厚みB)が、85.65μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.19であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図3に示す。
【0060】
(実施例2)
ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0061】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、459m、凹部における厚み(図1における厚みB)が、82.64μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.18であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図4に示す。
【0062】
(実施例3)
加熱温度を165℃、ニップ圧を65kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0063】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、458μm、凹部における厚み(図1における厚みB)が、64.11μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.14であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図5に示す。
【0064】
(実施例4)
加熱温度を165℃、ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0065】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、444μm、凹部における厚み(図1における厚みB)が、66.61μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.15であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図6に示す。
【0066】
(比較例1)
加熱温度を150℃、ニップ圧を60kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0067】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、449μm、凹部における厚み(図1における厚みB)が、98.67μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.22であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図7に示す。
【0068】
(比較例2)
加熱温度を150℃、ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0069】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、447μm、凹部における厚み(図1における厚みB)が、107.2μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.24であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図8に示す。
【0070】
(比較例3)
加熱温度を150℃とした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0071】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、461μm、凹部における厚み(図1における厚みB)が、110.7μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.24であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図9に示す。
【0072】
(比較例4)
加熱温度を150℃、ニップ圧を45kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0073】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、463μm、凹部における厚み(図1における厚みB)が、115.7μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.25であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図10に示す。
(評価)
<摩耗前外観>
実施例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を図11に、断面状態SEM拡大観察図を図12に、また、比較例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を図13に、断面状態SEM拡大観察図を図14に、それぞれ示す。
【0074】
その結果、実施例1において得られたスパンボンド不織布の表面状態を確認すると、凹部周辺に黒色部が見られ、これにより、圧着が十分であると確認できた。また、圧着されている繊維が多いことも確認された。さらに、断面状態を確認すると、繊維密度が高いことが確認された。
【0075】
一方、比較例1において得られたスパンボンド不織布の表面状態を確認すると、凹部周辺に白色部が見られ、これにより、圧縮が不十分であると確認できた。また、圧着されている繊維が少ないことも確認された。さらに、断面状態を確認すると、繊維密度が低いことが確認された。
<摩耗後外観>
各実施例および各比較例において得られたスパンボンド不織布を、テーバ試験(磨耗輪:CS#10、テーバ:S−11ペーパ、荷重:4.9N、回転数:50回)した後、その表面状態を、目視にて確認した。
【0076】
その結果、各実施例において得られたスパンボンド不織布では、毛羽立ちが確認されず、耐摩耗性に優れることが確認された。一方、各比較例において得られたスパンボンド不織布では、毛羽立ちが確認され、耐摩耗性に劣ることが確認された。
【0077】
テーバ試験後の実施例1のスパンボンド不織布を図15に、テーバ試験後の比較例1のスパンボンド不織布を図16に、それぞれ示す。
【符号の説明】
【0078】
1 天井材
2 基材
3 スパンボンド不織布
5 凹部
【技術分野】
【0001】
本発明は、車両用内装材に関し、より詳しくは、自動車の車室の天井面などに設けられる天井材などの車両用内装材に関する。
【背景技術】
【0002】
従来より、自動車の車室の天井面には、断熱性、吸音性、装飾性などを確保するため、天井材が設けられている。天井材は、具体的には、例えば、軟質ポリウレタン発泡体などを含む基材と、その基材の表面、具体的には、車室内側表面に積層される不織布とを備えている。
【0003】
天井材としては、車室内側表面(すなわち、不織布側)において、肌触りや耐摩耗性、さらには、透湿防水性などが要求されており、そのような天井材を形成できる不織布として、例えば、繊維径が1〜50ミクロン、目付けが5〜200g/m2であるポリエステル系長繊維を主体とする不織ウェッブが、エンボス加工されてなる不織布、より具体的には、そのエンボス加工による不連続なエンボス押さえ部の面積率が3〜70%、エンボス深さが0.2mm以上であり、100%伸長後の残留ひずみ率が50%未満である伸縮性不織布と、その不織布上にラミネートされるポリエステルフィルムとを備える伸縮性複合不織布が、提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−171861号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかるに、上記のような不織布は、耐摩耗性に優れ、摩耗による表面の毛羽立ちが抑制されているものの、天井材に用いる場合には、その耐摩耗性がいまだ十分ではなく、摩耗による毛羽立ちを十分に抑制できないという不具合がある。
【0006】
そこで、本発明の目的は、より優れた耐摩耗性を備え、毛羽立ちを抑制できる車両用内装材を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の車両用内装材は、ポリプロピレン繊維からなるスパンボンド不織布を備え、前記スパンボンド不織布は、その表面から裏面に向かって窪む凹部が複数形成されており、前記凹部における前記スパンボンド不織布の厚みの、前記凹部の深さに対する比が、0.2以下であることを特徴としている。
【0008】
また、本発明の車両用内装材では、前記凹部における前記スパンボンド不織布の厚みが、90μm以下であることが好適である。
【0009】
また、本発明の車両用内装材では、前記凹部の中央部と、前記凹部に隣接する凹部の中央部との間隔が、1〜2mmであることが好適である。
【0010】
また、本発明の車両用内装材では、前記スパンボンド不織布が、表皮材であることが好適である。
【発明の効果】
【0011】
本発明の車両用内装材によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の車両用内装材の一実施形態に用いられるスパンボンド不織布を示す概略構成図である。
【図2】図2は、本発明の車両用内装材の一実施形態(天井材)を示す概略構成図である。
【図3】実施例1において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図4】実施例2において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図5】実施例3において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図6】実施例4において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図7】比較例1において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図8】比較例2において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図9】比較例3において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図10】比較例4において得られたスパンボンド不織布の断面のSEM観察像を示す。
【図11】実施例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を示す。
【図12】実施例1において得られたスパンボンド不織布の断面状態SEM拡大観察図を示す。
【図13】比較例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を示す。
【図14】比較例1において得られたスパンボンド不織布の断面状態SEM拡大観察図を示す。
【図15】テーバ試験後の実施例1のスパンボンド不織布を示す。
【図16】テーバ試験後の比較例1のスパンボンド不織布を示す。
【発明を実施するための形態】
【0013】
本発明の車両用内装材は、ポリプロピレン繊維からなるスパンボンド不織布を備えている。
【0014】
ポリプロピレン繊維は、ポリプロピレンを主成分として含有する糸状の素材であって、プロピレン系原料樹脂から、公知の方法で紡糸することにより得ることができる。
【0015】
プロピレン系原料樹脂としては、例えば、プロピレンの単独重合体(ポリプロピレン樹脂)、プロピレンおよびプロピレンと共重合可能な単量体との共重合体などが挙げられる。
【0016】
共重合体において、プロピレンと共重合可能な単量体としては、例えば、α−オレフィン(プロピレンを除く)が挙げられ、具体的には、例えば、エチレン、1‐ブテン、1‐ペンテン、1‐ヘキセン、1‐オクテン、1‐デセン、3‐メチル−1‐ブテン、3‐メチル‐1‐ペンテン、3‐エチル‐1‐ペンテン、4‐メチル‐1‐ペンテン、4‐メチル‐1‐ヘキセンなど、炭素数2〜20のα‐オレフィンが挙げられる。
【0017】
これらプロピレンと共重合可能な単量体は、単独使用または2種類以上併用することができる。
【0018】
プロピレンとプロピレンと共重合可能な単量体との共重合体を用いる場合、共重合体中の、プロピレンに由来する構造単位の含有量は、例えば、95モル%以上であり、プロピレンと共重合可能な単量体に由来する構造単位の含有量は、例えば、5モル%以下である。
【0019】
これらプロピレン系原料樹脂は、単独使用または2種類以上併用することができる。
【0020】
また、プロピレン系原料樹脂には、本発明の効果を損なわない範囲において、その他の重合体や、防錆剤(防錆顔料)、酸化防止剤、紫外線吸収剤、光安定剤、シランカップリング剤、エポキシ樹脂、触媒、塗工性改良剤、レベリング剤、核剤、滑剤、離型剤、消泡剤、可塑剤、界面活性剤、顔料、染料、有機または無機微粒子、防黴剤、難燃剤、充填剤などの添加剤を、適宜配合することができる。なお、添加剤の配合割合は、目的および用途に応じて、適宜設定される。
【0021】
そして、例えば、上記のプロピレン系原料樹脂を、公知の紡糸口金より溶融押出成形することにより、ポリプロピレン繊維を得ることができる。
【0022】
なお、このような方法において、紡糸口金の形状や口径、溶融押出成形における成形条件などは、用いられる原料樹脂の種類などに応じて、適宜設定される。
【0023】
ポリプロピレン繊維の繊度は、例えば、0.5〜7デニール、好ましくは、0.5〜5デニールである。
【0024】
また、ポリプロピレン繊維の融点は、例えば、150〜170℃である。
【0025】
また、ポリプロピレン繊維のメルトフローレート(MFR)は、例えば、20〜80g/10分、好ましくは、25〜60g/10分である。
【0026】
そして、スパンボンド不織布は、上記のポリプロピレン繊維を、スパンボンド法によって熱圧着することにより、得ることができる。
【0027】
具体的には、まず、上記のポリプロピレン繊維を、エアーサッカーの高速空気流などによって、牽引延伸する。次いで、延伸されたポリプロピレン繊維を、必要により、揺動機構や帯電装置を備える開繊装置などを用いて分散させた後、捕集コンベア上に堆積させることにより、シート状の長繊維ウェブを形成する。その後、例えば、熱圧着ロールなどを用いて、長繊維ウェブを熱圧着させる。
【0028】
熱圧着条件としては、加熱温度が、例えば、130〜175℃、好ましくは、140〜170℃であり、加圧圧力が、例えば、30〜120kN/m、好ましくは、50〜100kN/mである。
【0029】
これにより、ポリプロピレン繊維からなるスパンボンド不織布を得ることができる。
【0030】
なお、詳しくは後述するが、熱圧着ロールとして、表面に凹凸を有するエンボスカレンダーロールなどを用い、上記した熱圧着条件で熱圧着させると、凹部5(後述)における厚みBの、凹部5(後述)の深さAに対する比(B/A)が、0.2以下であるスパンボンド不織布を得ることができる。
【0031】
スパンボンド不織布(後述する凹部を除く部分)の厚みは、例えば、0.1〜0.8mm、好ましくは、0.3〜0.6mmである。
【0032】
スパンボンド不織布の厚みが上記範囲であれば、優れた外観を確保することができる。
【0033】
また、スパンボンド不織布の目付は、例えば、5〜200g/m2、好ましくは、30〜150g/m2である。
【0034】
スパンボンド不織布の目付が上記範囲であれば、優れた強度を確保することができる。
【0035】
図1は、本発明の車両用内装材の一実施形態に用いられるスパンボンド不織布を示す概略構成図である。
【0036】
本発明において、スパンボンド不織布3は、図1に示すように、その表面から裏面に向かって窪む凹部5が複数形成されている。
【0037】
凹部5は、詳しくは図示しないが、例えば、互いに所定の間隔を隔ててスパンボンド不織布3の表面全体に分布する、所定のドットパターンとして、それぞれ平面視略円形状に形成されている。
【0038】
このような凹部5をスパンボンド不織布3に形成する方法としては、特に制限されず、例えば、上記したスパンボンド法の熱圧着時において、熱圧着ロールとして、表面に凹凸を有するエンボスカレンダーロールを用いることにより、スパンボンド不織布3の製造と同時に凹部5を形成する方法や、例えば、凹部5が形成されていないスパンボンド不織布3を製造した後、その表面を公知の方法によりエンボス加工することにより、凹部5を形成する方法などが挙げられる。好ましくは、熱圧着ロールとしてエンボスカレンダーロールを用い、スパンボンド不織布3の製造と同時に凹部5を形成する。
【0039】
凹部5の深さ(凹部の表面と凸部の表面との間の長さ)Aは、特に制限されないが、例えば、300μm以上、好ましくは、400μm以上、より好ましくは、440μm以上、通常、900μm以下である。
【0040】
また、このようなスパンボンド不織布3の、凹部5における厚み(凹部の表面と裏面との間の長さ)Bは、例えば、97μm以下、好ましくは、90μm以下、通常、50μm以上である。
【0041】
凹部5におけるスパンボンド不織布3の厚みBが上記範囲であれば、より優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちをさらに抑制することができる。
【0042】
そして、凹部5におけるスパンボンド不織布3の厚みBの、凹部5の深さAに対する比(B/A)は、0.2以下、好ましくは、0.19以下、通常、0.12以上である。
【0043】
凹部5におけるスパンボンド不織布3の厚みBの、凹部5の深さAに対する比(B/A)が上記範囲であれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【0044】
また、凹部5の中央部(中心点)と、その凹部5に隣接する凹部5の中央部(中心点)との間隔Cは、例えば、0.5〜4mm、好ましくは、1〜2mmである。
【0045】
凹部5の中央部(中心点)と、その凹部5に隣接する凹部5の中央部(中心点)との間隔Cが上記範囲であれば、より磨耗に対する表面の毛羽立ちを抑制することができる。
【0046】
そして、車両用内装材は、このようなスパンボンド不織布3を備えていればよく、公知の構成とすることができる。
【0047】
図2は、本発明の車両用内装材の一実施形態(天井材)を示す概略構成図である。
【0048】
図2において、天井材1は、基材2と、基材2に積層される表皮材としてのスパンボンド不織布3とを備えている。
【0049】
基材2は、発泡体層4を備えている。発泡体層4は、特に制限されず、例えば、ポリウレタン発泡体、ポリフェニレンエーテル発泡体、ポリスチレン発泡体などの公知の発泡体から形成される。発泡体層4の厚みは、例えば、1〜20mm、好ましくは、3〜10mmである。
【0050】
また、基材2は、図示しないが、必要により、発泡体層4の表面および/または裏面にスキン層や、例えば、防音シート、消臭シートなどを備えることもできる。
【0051】
また、スパンボンド不織布3は、基材2の一方側面、具体的には、天井材1を所定の空間(例えば、自動車の車室など)において用いたときに、その空間内に臨む側の表面に、積層されている。スパンボンド不織布3の厚みは、上記したように、例えば、0.1〜0.8mm、好ましくは、0.3〜0.6mmである。
【0052】
このような基材2にスパンボンド不織布3を積層する方法としては、特に制限されないが、例えば、公知の接着剤を介して、基材2の表面にスパンボンド不織布3を貼着させることができる。
【0053】
このようにして得られる天井材1は、その表面にポリプロピレン繊維からなるスパンボンド不織布3を備えるので、優れた防汚性を確保することができ、さらには、匂いやべたつきを抑制することができる。
【0054】
そして、このような天井材1によれば、優れた耐摩耗性を確保することができ、摩耗による表面の毛羽立ちを抑制することができる。
【0055】
なお、上記した説明では、凹部5を、平面視略円形状に形成したが、凹部5の形状としては、特に制限されず、例えば、真円型、楕円型、雫型(ドロップ型)など、種々の形状とすることができる。
【0056】
また、上記した説明では、車両用内装材として天井材を例示したが、本発明の車両用内装材としては天井材に限定されず、例えば、ドアトリムやピラートリムなどの内装材として、好適に用いられる。
【実施例】
【0057】
次に、本発明を実施例および比較例に基づいて説明するが、本発明は下記の実施例によって限定されるものではない。
【0058】
(実施例1)
融点163℃、MFR36g/10分のポリプロピレン樹脂を用い、加熱温度155℃、ニップ圧50kN/mで成形することにより、ポリプロピレン繊維からなる目付100g/m2のスパンボンド不織布を得た。
【0059】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、451μm、凹部における厚み(図1における厚みB)が、85.65μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.19であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図3に示す。
【0060】
(実施例2)
ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0061】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、459m、凹部における厚み(図1における厚みB)が、82.64μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.18であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図4に示す。
【0062】
(実施例3)
加熱温度を165℃、ニップ圧を65kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0063】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、458μm、凹部における厚み(図1における厚みB)が、64.11μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.14であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図5に示す。
【0064】
(実施例4)
加熱温度を165℃、ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0065】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、444μm、凹部における厚み(図1における厚みB)が、66.61μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.15であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図6に示す。
【0066】
(比較例1)
加熱温度を150℃、ニップ圧を60kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0067】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、449μm、凹部における厚み(図1における厚みB)が、98.67μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.22であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図7に示す。
【0068】
(比較例2)
加熱温度を150℃、ニップ圧を55kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0069】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、447μm、凹部における厚み(図1における厚みB)が、107.2μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.24であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図8に示す。
【0070】
(比較例3)
加熱温度を150℃とした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0071】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、461μm、凹部における厚み(図1における厚みB)が、110.7μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.24であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図9に示す。
【0072】
(比較例4)
加熱温度を150℃、ニップ圧を45kN/mとした以外は、実施例1と同様の方法により、ポリプロピレン繊維からなるスパンボンド不織布を得た。
【0073】
得られたスパンボンド不織布の断面を走査型電子顕微鏡(SEM)にて確認したところ、その凹部の深さ(図1における深さA)が、463μm、凹部における厚み(図1における厚みB)が、115.7μm、凹部におけるスパンボンド不織布の厚みの、凹部の深さに対する比(B/A)が、0.25であった。また、凹部の中央部と、凹部に隣接する凹部の中央部との間隔(図1におけるC)は、1.5mmであった。得られたSEM観察像を、図10に示す。
(評価)
<摩耗前外観>
実施例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を図11に、断面状態SEM拡大観察図を図12に、また、比較例1において得られたスパンボンド不織布の表面状態SEM拡大観察図を図13に、断面状態SEM拡大観察図を図14に、それぞれ示す。
【0074】
その結果、実施例1において得られたスパンボンド不織布の表面状態を確認すると、凹部周辺に黒色部が見られ、これにより、圧着が十分であると確認できた。また、圧着されている繊維が多いことも確認された。さらに、断面状態を確認すると、繊維密度が高いことが確認された。
【0075】
一方、比較例1において得られたスパンボンド不織布の表面状態を確認すると、凹部周辺に白色部が見られ、これにより、圧縮が不十分であると確認できた。また、圧着されている繊維が少ないことも確認された。さらに、断面状態を確認すると、繊維密度が低いことが確認された。
<摩耗後外観>
各実施例および各比較例において得られたスパンボンド不織布を、テーバ試験(磨耗輪:CS#10、テーバ:S−11ペーパ、荷重:4.9N、回転数:50回)した後、その表面状態を、目視にて確認した。
【0076】
その結果、各実施例において得られたスパンボンド不織布では、毛羽立ちが確認されず、耐摩耗性に優れることが確認された。一方、各比較例において得られたスパンボンド不織布では、毛羽立ちが確認され、耐摩耗性に劣ることが確認された。
【0077】
テーバ試験後の実施例1のスパンボンド不織布を図15に、テーバ試験後の比較例1のスパンボンド不織布を図16に、それぞれ示す。
【符号の説明】
【0078】
1 天井材
2 基材
3 スパンボンド不織布
5 凹部
【特許請求の範囲】
【請求項1】
ポリプロピレン繊維からなるスパンボンド不織布を備え、
前記スパンボンド不織布は、その表面から裏面に向かって窪む凹部が複数形成されており、
前記凹部における前記スパンボンド不織布の厚みの、前記凹部の深さに対する比が、0.2以下であることを特徴とする、車両用内装材。
【請求項2】
前記凹部における前記スパンボンド不織布の厚みが、90μm以下であることを特徴とする、請求項1に記載の車両用内装材。
【請求項3】
前記凹部の中央部と、前記凹部に隣接する凹部の中央部との間隔が、1〜2mmであることを特徴とする、請求項1または2に記載の車両用内装材。
【請求項4】
前記スパンボンド不織布が、表皮材であることを特徴とする、請求項1〜3のいずれか一項に記載の車両用内装材。
【請求項1】
ポリプロピレン繊維からなるスパンボンド不織布を備え、
前記スパンボンド不織布は、その表面から裏面に向かって窪む凹部が複数形成されており、
前記凹部における前記スパンボンド不織布の厚みの、前記凹部の深さに対する比が、0.2以下であることを特徴とする、車両用内装材。
【請求項2】
前記凹部における前記スパンボンド不織布の厚みが、90μm以下であることを特徴とする、請求項1に記載の車両用内装材。
【請求項3】
前記凹部の中央部と、前記凹部に隣接する凹部の中央部との間隔が、1〜2mmであることを特徴とする、請求項1または2に記載の車両用内装材。
【請求項4】
前記スパンボンド不織布が、表皮材であることを特徴とする、請求項1〜3のいずれか一項に記載の車両用内装材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−79011(P2013−79011A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−220447(P2011−220447)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(511240287)
【出願人】(511240298)ピーティー・ポリンド・ウレタン・サービシズ (2)
【出願人】(511240302)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000002967)ダイハツ工業株式会社 (2,560)
【出願人】(511240287)
【出願人】(511240298)ピーティー・ポリンド・ウレタン・サービシズ (2)
【出願人】(511240302)
【Fターム(参考)】
[ Back to top ]