
車体の上部構造の製造方法
【課題】車体の上部を構成する部材の組み付け順序が制限されない車体の上部構造の製造方法を提供する。
【解決手段】ルーフボウ40の内側当接部48とサイドルーフレール10のルーフボウ用当接部18との接触部分を接合せず、ルーフボウ40の外側当接部49とルーフパネル20のルーフパネル当接部22との接触部分を接合する第1接合工程、又は外側当接部49とルーフパネル20のルーフパネル当接部22との接触部分を接合せず、内側当接部48とルーフボウ用当接部18との接触部分を接合する第2接合工程、とを選択的に実行し、サイドルーフレール10の内側接合端部10aの上面のうち外側当接部49との接触部分を除く上面とルーフパネル20のルーフパネル当接部22の下面との接触部分を接合する。
【解決手段】ルーフボウ40の内側当接部48とサイドルーフレール10のルーフボウ用当接部18との接触部分を接合せず、ルーフボウ40の外側当接部49とルーフパネル20のルーフパネル当接部22との接触部分を接合する第1接合工程、又は外側当接部49とルーフパネル20のルーフパネル当接部22との接触部分を接合せず、内側当接部48とルーフボウ用当接部18との接触部分を接合する第2接合工程、とを選択的に実行し、サイドルーフレール10の内側接合端部10aの上面のうち外側当接部49との接触部分を除く上面とルーフパネル20のルーフパネル当接部22の下面との接触部分を接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ルーフパネルの補強部材を有する車体の上部構造の製造方法に関する。
【背景技術】
【0002】
特開2000−318644号公報には、ルーフパネルの両側部を左右のサイドルーフレールに接合する車体構造が記載されている。この車体構造では、サイドルーフレールアウタとサイドルーフレールインナとの上端部を接合することで車体前後方向に沿って閉断面部を有するサイドルーフレールが形成される。また、ルーフパネルの側部に、ルーフパネルの下方に位置して車体幅方向に沿ったコ字形断面部を有すルーフボウの端部を接合し、接合されたルーフパネルの側部及びルーフボウの端部をサイドルーフレールアウタの上端部に接合する。また、サイドルーフレールインナの上端部に前記サイドルーフレールアウタの上端部から下方に離間して車体幅方向内方へ延出した延設部を形成し、延設部にルーフボウの車幅方向の両端部付近に形成されたフランジ取付部を接合する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−318644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記車体構造では、ルーフボウ、ルーフパネル及びサイドルーフレールアウタの組み付け順序が、まずルーフボウをルーフパネルに接合し、次にルーフボウが接合されたルーフパネルをサイドルーフレールアウタに接合するという組み付け順序に画一的に決定されてしまう。このため、上記組み付け順序による製造工程に対応できない製造拠点にあっては、上記車体構造を有する車両を製造できない可能性がある。
【0005】
本発明は、上記実状に鑑みてなされたものであって、車体の上部を構成する部材の組み付け順序が制限されない車体の上部構造の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の車体の上部構造の製造方法は、車幅方向外側に配置されたサイドルーフレールアウタと、サイドルーフレールアウタよりも車幅方向内側に配置されたサイドルーフレールインナと、サイドルーフレールアウタとサイドルーフレールインナとの間に挟持されるレインフォースと、を有し、車幅方向の両側で前後方向に沿って延びるサイドルーフレールと、サイドルーフレールアウタの車幅方向内側のレールアウタ端部と、サイドルーフレールインナの車幅方向内側のレールインナ端部と、レインフォースの車幅方向内側のレインフォース端部と、が接合されて形成された接合端部と、レールアウタ端部と、レールインナ端部と、レインフォース端部のうち少なくとも1つの端部から車幅方向内側に突出して形成されたレール側当接部と、車室の上面を区画するルーフパネルと、車幅方向の両端部に、ルーフパネルの車幅方向の両端部の下面に面接触する上面と、サイドルーフレールの接合端部の上面に面接触する下面とを有する外側当接部と、外側当接部よりも車幅方向内側に形成され、レール側当接部と面接触する下面を有する内側当接部と、を有する補強部材と、を備えた車体の上部構造の製造方法であって、内側当接部とレール側当接部との接触部分を接合せず、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合せず、内側当接部とレール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行する工程と、サイドルーフレールの接合端部の上面のうち外側当接部との接触部分を除く接合端部の上面とルーフパネルの車幅方向の両端部の下面との接触部分を接合する工程と、を有する。
【0007】
上記製造方法では、内側当接部とレール側当接部との接触部分を接合せず、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合せず、内側当接部とレール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行するので、上記車体の上部構造を製造する作業者は、補強部材、ルーフパネル及びサイドルーフレールの組み付け順序として、まず補強部材をルーフパネルに接合し、次に補強部材が接合されたルーフパネルを、サイドルーフレールアウタに接合するという組み付け順序と、まず補強部材をサイドルーフレールに接合し、次に補強部材が接合されたサイドルーフレールにルーフパネルを接合するという組み付け順序と、を適宜選択することができる。
【0008】
また、サイドルーフレールの接合端部の上面のうち外側当接部との接触部分を除く接合端部の上面とルーフパネルの車幅方向の両端部の下面との接触部分を接合するので、サイドルーフレールとルーフパネルとの間にルーフボウが介在しない部分で、効率的にサイドルーフレールとルーフパネルとを接合することができる。
【発明の効果】
【0009】
本発明によれば、車体の上部を構成する部材の組み付け順序が制限されない。
【図面の簡単な説明】
【0010】
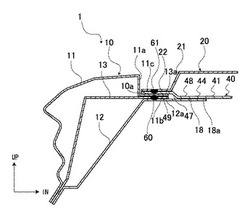
【図1】本発明の実施形態に係わる車体の上部構造を有する車両の要部斜視図である。
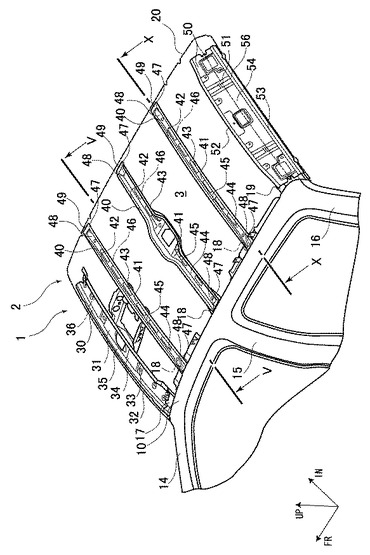
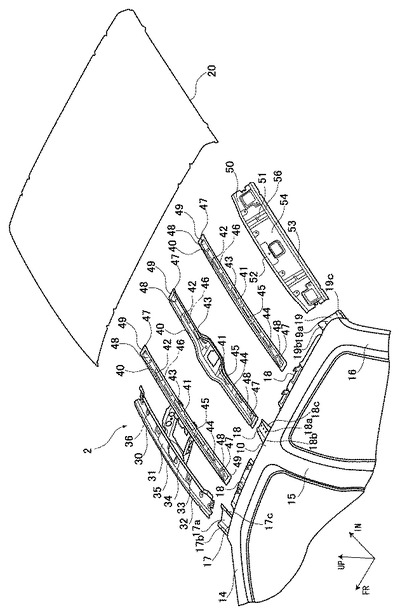
【図2】図1の車両の要部分解斜視図である。
【図3】第1組み付け順序を採用した場合の図1の車両の要部分解斜視図である。
【図4】第1組み付け順序を採用した場合の図1の車両のX−X線断面図である。
【図5】図1の車両のV−V線断面図である。
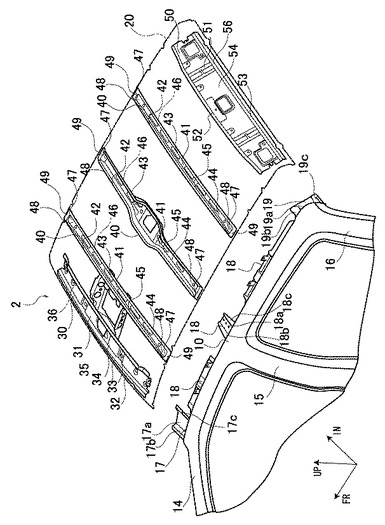
【図6】第2組み付け順序を採用した場合の図1の車両の要部分解斜視図である。
【図7】第2組み付け順序を採用した場合の図1の車両のX−X線断面図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態にかかる車体の上部構造の製造方法について図面を参照して詳細に説明する。図中矢印FRは車両前方を、矢印UPは上方を、矢印INは車幅方向内側をそれぞれ示している。また、以下の説明において、前後とは車両の前後を意味し、左右とは車両前方を向いた状態での左右を意味する。
【0012】
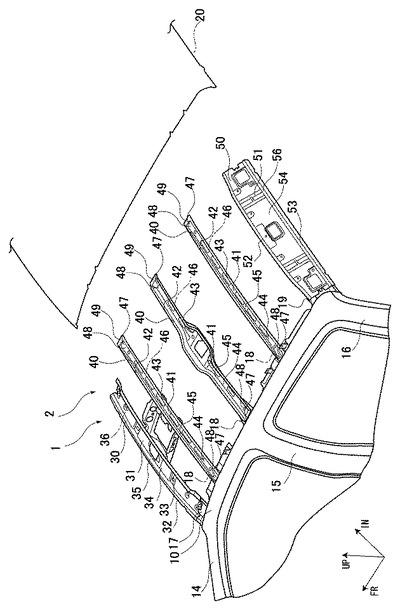
図1及び図2に示すように、本実施形態にかかる車両2の車体の上部構造1は、車幅方向の両側で前後方向に沿って延びるサイドルーフレール10と、サイドルーフレール10の上面に載置して接合され、車室3の上面を区画すルーフパネル20と、複数のルーフボウ(補強部材)40と、を備えている。また、車両2は、ルーフパネル20の下面に配置され車幅方向に延びるフロントヘッダ30及びリアヘッダ50と、を備えている。なお、車体の上部構造1は、略左右対称の構造であるため、以下、左側の構造について主に説明する。
【0013】
図4、図5及び図7に示すように、サイドルーフレール10は、車幅方向の外側に配置されたアウタパネルとしてのサイドルーフレールアウタ11と、サイドルーフレールアウタ11の車幅方向の内側に配置されたインナパネルとしてのサイドルーフレールインナ12と、これらサイドルーフレールアウタ11及びサイドルーフレールインナ12間に挟まれたレインフォース13と、を有する。サイドルーフレールアウタ11の上端部には、下方へ曲折して延びるアウタ曲折部11aと、アウタ曲折部11aの下端部から車幅方向内側に曲折して略水平に延びるアウタ当接部(レールアウタ端部)11bと、が形成されている。サイドルーフレールインナ12及びレインフォース13の車幅方向内側の端部には、レールインナ端部12a及びレインフォース端部13aが形成されている。
【0014】
サイドルーフレールアウタ11、サイドルーフレールインナ12及びレインフォース13の車幅方向外側の端部がスポット溶接で溶接接合され、また、アウタ当接部11b、レールインナ端部12a及びレインフォース端部13aがスポット溶接60(図4及び図7参照)で溶接接合される。また、アウタ当接部11b、レールインナ端部12a及びレインフォース端部13aが接合されて内側接合端部(接合端部)10aが形成される。内側接合端部10aの上面(アウタ当接部11bの上面)は、後述するルーフパネル20のルーフパネル当接部22の下面又はルーフボウ40の外側当接部49の下面と面接触する。
【0015】
図1及び図2に示すように、サイドルーフレール10の前端には、下方に傾斜しながら前方へ延びるフロントピラー14が一体的に形成されている。また、サイドルーフレール10の前後方向の略中央部には、下方に延びるセンターピラー15が一体的に形成され、また、後端部には、下方に延びるリアピラー16が一体的に形成されている。
【0016】
サイドルーフレール10のフロントピラー14の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するフロントヘッダ用当接部17が形成されている。同様に、サイドルーフレール10のリアピラー16の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するリアヘッダ用当接部19が形成されている。また、サイドルーフレール10のセンターピラー15の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するルーフボウ用当接部(レール側当接部)18が形成され(図4、図5及び図7参照)、同様のルーフボウ用当接部18が、フロントピラー14の基端部とセンターピラー15の基端部との間及びセンターピラー15の基端部とリアピラー16の基端部との間に形成されている。フロントヘッダ用当接部17、ルーフボウ用当接部18及びリアヘッダ用当接部19は、図2及び図3に示すように、前後方向の略中央に底面部17a,18a,19aを有し、また、底面部17a,18a,19aの前端部から前上方へ傾斜して延びる前側傾斜面部17b,18b,19bと、底面部17a,18a,19aの後端部から後上方へ傾斜して延びる後側傾斜面部17c,18c,19cと、を一体的に有する。また、図4及び図7に示すように、アウタ当接部11bの上面には、サイドルーフレールインナ12のルーフボウ用当接部18が形成されている位置と前後方向の略同一位置に後述するルーフボウの外側当接部49の形状に沿って下方へ凹み、外側当接部49の下面と面接触する凹部11cが設けられている。
【0017】
ルーフパネル20は、車幅方向の略中央から車幅方向両端へ向けて高さが減少し且つ上方へ湾曲して形成されている。図4、図5及び図7に示すように、ルーフパネル20の車幅方向両端部には、下方へ曲折して延びるルーフパネル曲折部21と、ルーフパネル曲折部21の下端部から車幅方向外側へ略水平に延びるルーフパネル当接部22と、が形成されている。
【0018】
フロントヘッダ30、ルーフボウ40及びリアヘッダ50は、それぞれ長手方向にわたって略同一幅で、車幅方向に沿って延びる板状部材である。フロントヘッダ30、ルーフボウ40及びリアヘッダ50は、それぞれの前後方向の略中央部に下方に膨出する膨出部31,41,51が形成されており、断面が略逆ハット形状に形成されている。また、フロントヘッダ30、ルーフボウ40及びリアヘッダ50の前端部には、前側フランジ部32,42,52が一体的に形成され、また、後端部には、後側フランジ部33,43,53が一体的に形成されている。前側フランジ部32,42,52及び後側フランジ部33,43,53は、ルーフパネル20の下面に当接する。
【0019】
膨出部31,41,51の下端部には、車幅方向に沿って略水平に延びる略平面状の底面部34,44,54が形成されている。また、膨出部31,41,51には、底面部34,44,54の前端部から上方へ傾斜して前側フランジ部32,42,52まで延びる前側傾斜面部35,45,55と、底面部34,44,54の後端部から上方へ傾斜して後側フランジ部33,43,53まで延びる後側傾斜面部36,46,56が形成されている。フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面は、フロントヘッダ用当接部17及びリアヘッダ用当接部19の底面部17a,19aの上面と面接触する。また、フロントヘッダ30及びリアヘッダ50の前側傾斜面部35,55及び後側傾斜面部36,56の車幅方向両端部は、フロントヘッダ用当接部17及びリアヘッダ用当接部19の前側傾斜面部17b,19b及び後側傾斜面部17c,19cに面接触する。
【0020】
図4及び図7に示すように、ルーフボウ40の膨出部41の底面部44の車幅方向両端部には、上方へ傾斜して延びる左右一対の傾斜側面部47が形成されている。また、底面部44には、傾斜側面部47の基端部から車幅方向内側に略水平に延びる略平面状の内側当接部48が左右一対に形成されている。内側当接部48の下面は、ルーフボウ用当接部18の底面部18aの上面と面接触する。また、内側当接部48が形成されている箇所の膨出部41における前側傾斜面部45及び後側傾斜面部46は、ルーフボウ用当接部18の前側傾斜面部18b及び後側傾斜面部18cに面接触する。
【0021】
また、ルーフボウ40の前後方向の両端部には、前側フランジ部42、後側フランジ部43、及び、膨出部41の車幅方向外側の端部から車幅方向外側へ略水平に一体的に延びる略平面状の外側当接部49が左右一対に形成されている。外側当接部49の上面は、ルーフパネル当接部22の下面に面接触する。外側当接部49の下面は、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触する。
【0022】
次に、サイドルーフレール10と、ルーフパネル20と、複数のルーフボウ40と、を備える本実施形態の車体の上部構造1の製造方法について、図3〜図7を用いて説明する。
【0023】
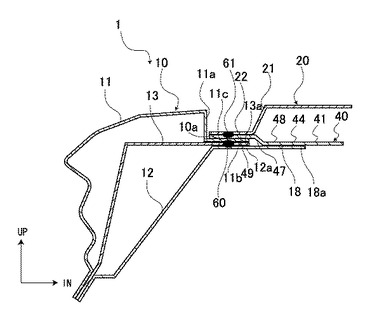
先ず、第1接合工程と第2接合工程とのうち、一方の接合工程を選択して実行する。第1接合工程では、まず、図3に示すように、ルーフボウ40をルーフパネル20の下面に当接させ、ルーフボウ40の外側当接部49の上面とルーフパネル20のルーフパネル当接部22の下面とを面接触させ、面接触した部分で外側当接部49とルーフパネル当接部22とをスポット溶接61で溶接接合し、また、ルーフボウ40の前側フランジ部42及び後側フランジ部43をルーフパネル20の下面に当接させ、接着剤で接着し、又は、スポット溶接等で溶接し、ルーフボウ40とルーフパネル20とを接合する。次に、ルーフボウ40が接合されたルーフパネル20をサイドルーフレール10に載置し、ルーフボウ40の外側当接部49の下面を、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触させ、内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させる(図4参照)。ルーフボウ40の外側当接部49の下面と内側接合端部10aの上面との面接触部分は溶接しない。また、サイドルーフレール10の内側接合端部10aの上面のうち、外側当接部49が面接触する部分を除く上面と、ルーフパネル20のルーフパネル当接部22の下面と、を面接触させる。すなわち、前後方向における、車両前端部と車両前部に位置するルーフボウ40との間や、車両前部に位置するルーフボウ40と車両略中央に位置するルーフボウ40との間や、車両略中央に位置するルーフボウ40と車両後部に位置するルーフボウ40の間や、車両後部に位置するルーフボウ40と車両後端部の間であって、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触させることが可能な部分で内側接合端部10aの上面と、ルーフパネル当接部22の下面と、を面接触させる(図5参照)。なお、第1接合工程では、内側当接部48の下面とルーフボウ用当接部18の底面部18aの上面との面接触部分は溶接しない(図4参照)。
【0024】
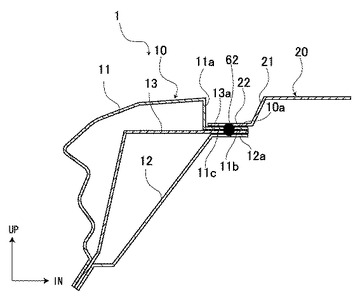
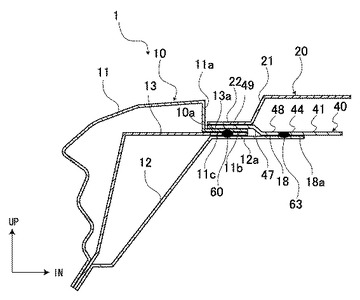
第2接合工程では、まず、図6に示すように、ルーフボウ40をサイドルーフレール10に載置し、ルーフボウ40の外側当接部49の下面を、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触させ、内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させる(図7参照)。第1工程と同様に、ルーフボウ40の外側当接部49の下面と内側接合端部10aの上面との面接触部分は溶接しない。次に、内側当接部48とルーフボウ用当接部18とを、面接触した部分でスポット溶接63で溶接接合して、ルーフボウ40とサイドルーフレール10とを接合する。次に、ルーフボウ40が接合されたサイドルーフレール10にルーフパネル20を載置し、第1接合工程と同様に、サイドルーフレール10の内側接合端部10aの上面とルーフパネル20のルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触させることが可能な部分で内側接合端部10aの上面と、ルーフパネル当接部22の下面と、を面接触させる(図5参照)。ルーフボウ40の外側当接端部49の上面とルーフパネル20のルーフパネル当接部22の下面とを面接触させる(図7参照)。また、ルーフボウ40の前側フランジ部42及び後側フランジ部43をルーフパネル20の下面に当接させ、接着剤で接着し、又は、スポット溶接等で溶接し、ルーフボウ40とルーフパネル20とを接合する。なお、第2接合工程では、ルーフボウ40の外側当接端部49の上面とルーフパネル20のルーフパネル当接部22の下面との面接触部分は溶接しない。
【0025】
第1接合工程と第2接合工程とのうち、一方の接合工程を選択して実行した後、サイドルーフレール10の内側接合端部10aの上面のうち、外側当接部49が面接触する部分を除く上面と、ルーフパネル20のルーフパネル当接部22の下面との面接触部分、すなわち、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触している部分の複数箇所で、内側接合端部10aとルーフパネル当接部22とをスポット溶接62で溶接接合して、サイドルーフレール10とルーフパネル20とを接合する。
【0026】
次に、本実施形態の製造方法で製造した車体の上部構造1のサイドルーフレール10、ルーフパネル20及びルーフボウ40と、フロントヘッダ30及びリアヘッダ50の組み付け状態について、第1組み付け順序を採用した場合と、第2組み付け順序を採用した場合と、に分けて説明する。本実施形態において、第1組み付け順序とは、上記第1接合工程を実行してルーフボウ40をルーフパネル20に組み付けて、且つ、フロントヘッダ30及びリアヘッダ50をルーフパネル20に組み付けて、次に、フロントヘッダ30、ルーフボウ40及びリアヘッダ50が組み付けられたルーフパネル20(図3参照)をサイドルーフレール10に組み付ける組み付け順序をいう。また、第2組み付け順序とは、まず、上記第2接合工程を実行してルーフボウ40をサイドルーフレール10に組み付けて、且つ、フロントヘッダ30及びリアヘッダ50をサイドルーフレール10に組み付けて、次に、フロントヘッダ30、ルーフボウ40及びリアヘッダ50が組み付けられたサイドルーフレール10(図6参照)にルーフパネル20を組み付ける組み付け順序をいう。なお、組み付け順序は、上記第1組み付け順序及び第2組み付け順序に限定されず、例えば、上記第1接合工程を実行してルーフボウ40をルーフパネル20に組み付け、また、フロントヘッダ30及びリアヘッダ50をサイドルーフレール10に組み付け、ルーフボウ40が組み付けられたルーフパネル20を、フロントヘッダ30及びリアヘッダ50が組み付けられたサイドルーフレール10に組み付けてもよい。また、フロントヘッダ30及びリアヘッダ50をルーフパネル20に組み付け、また、上記第2接合工程を実行してルーフボウ40をサイドルーフレール10に組み付け、フロントヘッダ30及びリアヘッダ50が組み付けられたルーフパネル20を、ルーフボウ40が組み付けられたサイドルーフレール10に組み付けてもよい。
【0027】
まず、第1組み付け順序を採用した場合の組み付け状態について説明する。図4に示すように、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面と、が面接触し、面接触した部分で外側当接部49とルーフパネル当接部22とがスポット溶接61で溶接接合され、また、前側フランジ部42及び後側フランジ部43がルーフパネル20の下面に接合し、接着剤で接着され、又は、スポット溶接等で溶接されて、ルーフボウ40と、ルーフパネル20と、が接合されている。
【0028】
ルーフボウ40の外側当接部49の下面と、アウタ当接部11bの凹部11cの上面、すなわち、内側接合端部10aの上面は面接触するが、面接触した部分で、外側当接部49と内側接合端部10aとは溶接されていない。また、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面と、が面接触するが、面接触した部分で、内側当接部48と、ルーフボウ用当接部18と、は溶接されていない。
【0029】
フロントヘッダ30及びリアヘッダ50の前側フランジ部32,52及び後側フランジ部33,53がルーフパネル20の下面に接合し、接着剤で接着され、又は、スポット溶接等で溶接されている。フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面と、フロントヘッダ用当接部17の底面部17a及びリアヘッダ用当接部19の底面部19aの上面と、が面接触するが、面接触した部分で、フロントヘッダ30及びリアヘッダ50と、フロントヘッダ用当接部17及びリアヘッダ用当接部19と、は溶接されていない。
【0030】
また、サイドルーフレール10のアウタ当接部11bの上面、すなわち内側接合端部10aの上面のうちルーフボウ40の外側当接部49の下面とが面接触した部分(アウタ当接部11bの凹部11c)を除く内側接合端部10aの上面とルーフパネルのルーフパネル当接部22の下面とが面接触し、すなわち、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触可能な部分で、内側接合端部10aの上面とルーフパネル当接部22とが面接触し、面接触した部分の複数箇所で、図5に示すように、内側接合端部10aとルーフパネル当接部22とがスポット溶接62で溶接接合されてサイドルーフレール10とルーフパネル20とが接合されている。
【0031】
また、フロントヘッダ用当接部17及びリアヘッダ用当接部19の前側傾斜面部17b,19b及び後側傾斜面部17c,19cと、フロントヘッダ30及びリアヘッダ50の車幅方向両端部の前側傾斜面部35,55及び後側傾斜面部36,56と、が面接触している。また、ルーフボウ用当接部18の前側傾斜面部18b及び後側傾斜面部18cと、内側当接部48が形成されている箇所の膨出部41における前側傾斜面部45及び後側傾斜面部46、が面接触している。
【0032】
次に、第2組み付け順序を採用した場合の組み付け状態について説明する。なお、第1組み付け順序を採用した場合の組み付け状態と同様の組み付け状態については、その説明を省略する。
【0033】
図7に示すように、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面と、が面接触した部分で内側当接部48とルーフボウ用当接部18とがスポット溶接63で溶接接合されて、ルーフボウ40とサイドルーフレール10とが接合されている。一方、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面と、が面接触した部分で、外側当接部49とルーフパネル当接部22とは、溶接されていない。
【0034】
フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面と、フロントヘッダ用当接部17の底面部17aの上面と、が面接触した部分で、フロントヘッダ30及びリアヘッダ50と、フロントヘッダ用当接部17及びリアヘッダ用当接部19と、が溶接接合されてフロントヘッダ30及びリアヘッダ50と、サイドルーフレール10とが接合されている。
【0035】
本実施形態では、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面との接触部分と、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面との接触部分のうち、一方の接触部分を選択して溶接する。このため、作業者は、製造拠点の設備などに応じて、車体の上部構造1を構成する部材の組み付け順序を、ルーフボウ40をルーフパネル20に組み付けて、次にルーフボウ40が組み付けられたルーフパネル20をサイドルーフレール10に組み付ける組み付け順序と、ルーフボウ40をサイドルーフレール10に組み付けて、次に、ルーフボウ40が組み付けられたサイドルーフレール10にルーフパネル20を組み付ける組み付け順序から適宜選択することができる。
【0036】
また、ルーフボウ40の外側当接部49とサイドルーフレール10の内側接合端部10aとの接触部分を除くサイドルーフレール10の内側接合端部10aの上面とルーフパネル40のルーフパネル当接部22の下面との接触部分で内側接合端部10aとルーフパネル当接部22とを溶接接合してサイドルーフレール10とルーフパネル20とを接合する。すなわち、サイドルーフレール10とルーフパネル20との間にルーフボウ40が介在しない部分でサイドルーフレール10とルーフパネル20とを溶接して接合する。したがって、溶接する対象部材(サイドルーフレール10のサイドルーフレールアウタ11、サイドルーフレールインナ12及びレインフォース13とルーフボウ40とルーフパネル20)が多く、ルーフパネル20とサイドルーフレール10とを剛に接合できない部分以外で、ルーフパネル20とサイドルーフレール10とを効率的に溶接接合できる。
【0037】
また、第2工程を採用した場合、ルーフボウ40の内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させ、内側当接部48とルーフボウ用当接部18とを、面接触した部分でスポット溶接63で溶接接合して、ルーフボウ40とサイドルーフレール10とを接合するので、外側当接部49の下面と内側接合端部10aの上面との面接触部分で外側当接部49と内側接合端部10aを溶接接合する場合に比べて、ルーフボウ40とサイドルーフレール10とを剛に接合することができる。
【0038】
また、フロントヘッダ用当接部17及びリアヘッダ用当接部19を設けたので、フロントヘッダ30及びリアヘッダ50についても、ルーフボウ40と同様に、組み付け順序を選択することができるので、例えば、上記第1組み付け順序や上記第2組み付け順序などを適宜採用することができる。
【0039】
以上、本発明者によってなされた発明を適用した実施形態について説明したが、本実施形態による発明の開示の一部をなす論述及び図面により本発明は限定されることはない。
【0040】
例えば、第2組み付け順序を採用した場合、面接触しているフロントヘッダ用当接部17、ルーフボウ用当接部18及びリアヘッダ用当接部19の前側傾斜面部及び後側傾斜面部と、フロントヘッダ30、ルーフボウ40及びリアヘッダ50の膨出部31,41,51における前側傾斜面部及び後側傾斜面部と、をスポット溶接で溶接してもよい。
【0041】
また、本実施形態では、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設してルーフボウ用当接部18を形成したが、これに代えて、レールアウタ端部11a又はレインフォース端部13aを内側接合端部10aから延設させて、ルーフボウ用当接部を形成してもよい。また、レールインナ端部12a、レールアウタ端部11a及びレインフォース端部13aの全て、又は、これらのうち2つの端部、例えば、レールインナ端部12a及びレインフォース端部13aが内側接合端部10aから延設してルールボウ用当接部を形成してもよい。
【0042】
また、本実施形態では、ルーフボウ40のみに内側当接部48と、外側当接部49と、を設けたが、同様の内側当接部と外側当接部とをフロントヘッダ30及びリアヘッダ50の車幅方向両端部に設けてもよい。
【0043】
すなわち、この実施形態に基づいて当業者等によりなされる他の実施形態、実施例及び運用技術等は全て本発明の範疇に含まれることは勿論であることを付け加えておく。
【産業上の利用可能性】
【0044】
本発明は、ルーフパネルの補強部材を有する車体の上部構造の製造方法に広く適用可能である。
【符号の説明】
【0045】
1:支持構造
2:車両
3:車室
10:サイドルーフレール
10a:内側接合端部(接合端部)
11:サイドルーフレールアウタ
12:サイドルーフレールインナ
13:レインフォース
18:ルーフボウ用当接部(レール側当接部)
18a:底面部
18b:前側傾斜面部
18c:後側傾斜面部
40:ルーフボウ(補強部材)
41:膨出部
42:前側フランジ
43:後側フランジ
44:底面部
48:内側当接部
49:外側当接部
【技術分野】
【0001】
本発明は、ルーフパネルの補強部材を有する車体の上部構造の製造方法に関する。
【背景技術】
【0002】
特開2000−318644号公報には、ルーフパネルの両側部を左右のサイドルーフレールに接合する車体構造が記載されている。この車体構造では、サイドルーフレールアウタとサイドルーフレールインナとの上端部を接合することで車体前後方向に沿って閉断面部を有するサイドルーフレールが形成される。また、ルーフパネルの側部に、ルーフパネルの下方に位置して車体幅方向に沿ったコ字形断面部を有すルーフボウの端部を接合し、接合されたルーフパネルの側部及びルーフボウの端部をサイドルーフレールアウタの上端部に接合する。また、サイドルーフレールインナの上端部に前記サイドルーフレールアウタの上端部から下方に離間して車体幅方向内方へ延出した延設部を形成し、延設部にルーフボウの車幅方向の両端部付近に形成されたフランジ取付部を接合する。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−318644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記車体構造では、ルーフボウ、ルーフパネル及びサイドルーフレールアウタの組み付け順序が、まずルーフボウをルーフパネルに接合し、次にルーフボウが接合されたルーフパネルをサイドルーフレールアウタに接合するという組み付け順序に画一的に決定されてしまう。このため、上記組み付け順序による製造工程に対応できない製造拠点にあっては、上記車体構造を有する車両を製造できない可能性がある。
【0005】
本発明は、上記実状に鑑みてなされたものであって、車体の上部を構成する部材の組み付け順序が制限されない車体の上部構造の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の車体の上部構造の製造方法は、車幅方向外側に配置されたサイドルーフレールアウタと、サイドルーフレールアウタよりも車幅方向内側に配置されたサイドルーフレールインナと、サイドルーフレールアウタとサイドルーフレールインナとの間に挟持されるレインフォースと、を有し、車幅方向の両側で前後方向に沿って延びるサイドルーフレールと、サイドルーフレールアウタの車幅方向内側のレールアウタ端部と、サイドルーフレールインナの車幅方向内側のレールインナ端部と、レインフォースの車幅方向内側のレインフォース端部と、が接合されて形成された接合端部と、レールアウタ端部と、レールインナ端部と、レインフォース端部のうち少なくとも1つの端部から車幅方向内側に突出して形成されたレール側当接部と、車室の上面を区画するルーフパネルと、車幅方向の両端部に、ルーフパネルの車幅方向の両端部の下面に面接触する上面と、サイドルーフレールの接合端部の上面に面接触する下面とを有する外側当接部と、外側当接部よりも車幅方向内側に形成され、レール側当接部と面接触する下面を有する内側当接部と、を有する補強部材と、を備えた車体の上部構造の製造方法であって、内側当接部とレール側当接部との接触部分を接合せず、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合せず、内側当接部とレール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行する工程と、サイドルーフレールの接合端部の上面のうち外側当接部との接触部分を除く接合端部の上面とルーフパネルの車幅方向の両端部の下面との接触部分を接合する工程と、を有する。
【0007】
上記製造方法では、内側当接部とレール側当接部との接触部分を接合せず、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、外側当接部とルーフパネルの車幅方向の両端部との接触部分を接合せず、内側当接部とレール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行するので、上記車体の上部構造を製造する作業者は、補強部材、ルーフパネル及びサイドルーフレールの組み付け順序として、まず補強部材をルーフパネルに接合し、次に補強部材が接合されたルーフパネルを、サイドルーフレールアウタに接合するという組み付け順序と、まず補強部材をサイドルーフレールに接合し、次に補強部材が接合されたサイドルーフレールにルーフパネルを接合するという組み付け順序と、を適宜選択することができる。
【0008】
また、サイドルーフレールの接合端部の上面のうち外側当接部との接触部分を除く接合端部の上面とルーフパネルの車幅方向の両端部の下面との接触部分を接合するので、サイドルーフレールとルーフパネルとの間にルーフボウが介在しない部分で、効率的にサイドルーフレールとルーフパネルとを接合することができる。
【発明の効果】
【0009】
本発明によれば、車体の上部を構成する部材の組み付け順序が制限されない。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に係わる車体の上部構造を有する車両の要部斜視図である。
【図2】図1の車両の要部分解斜視図である。
【図3】第1組み付け順序を採用した場合の図1の車両の要部分解斜視図である。
【図4】第1組み付け順序を採用した場合の図1の車両のX−X線断面図である。
【図5】図1の車両のV−V線断面図である。
【図6】第2組み付け順序を採用した場合の図1の車両の要部分解斜視図である。
【図7】第2組み付け順序を採用した場合の図1の車両のX−X線断面図である。
【発明を実施するための形態】
【0011】
以下、本発明の一実施形態にかかる車体の上部構造の製造方法について図面を参照して詳細に説明する。図中矢印FRは車両前方を、矢印UPは上方を、矢印INは車幅方向内側をそれぞれ示している。また、以下の説明において、前後とは車両の前後を意味し、左右とは車両前方を向いた状態での左右を意味する。
【0012】
図1及び図2に示すように、本実施形態にかかる車両2の車体の上部構造1は、車幅方向の両側で前後方向に沿って延びるサイドルーフレール10と、サイドルーフレール10の上面に載置して接合され、車室3の上面を区画すルーフパネル20と、複数のルーフボウ(補強部材)40と、を備えている。また、車両2は、ルーフパネル20の下面に配置され車幅方向に延びるフロントヘッダ30及びリアヘッダ50と、を備えている。なお、車体の上部構造1は、略左右対称の構造であるため、以下、左側の構造について主に説明する。
【0013】
図4、図5及び図7に示すように、サイドルーフレール10は、車幅方向の外側に配置されたアウタパネルとしてのサイドルーフレールアウタ11と、サイドルーフレールアウタ11の車幅方向の内側に配置されたインナパネルとしてのサイドルーフレールインナ12と、これらサイドルーフレールアウタ11及びサイドルーフレールインナ12間に挟まれたレインフォース13と、を有する。サイドルーフレールアウタ11の上端部には、下方へ曲折して延びるアウタ曲折部11aと、アウタ曲折部11aの下端部から車幅方向内側に曲折して略水平に延びるアウタ当接部(レールアウタ端部)11bと、が形成されている。サイドルーフレールインナ12及びレインフォース13の車幅方向内側の端部には、レールインナ端部12a及びレインフォース端部13aが形成されている。
【0014】
サイドルーフレールアウタ11、サイドルーフレールインナ12及びレインフォース13の車幅方向外側の端部がスポット溶接で溶接接合され、また、アウタ当接部11b、レールインナ端部12a及びレインフォース端部13aがスポット溶接60(図4及び図7参照)で溶接接合される。また、アウタ当接部11b、レールインナ端部12a及びレインフォース端部13aが接合されて内側接合端部(接合端部)10aが形成される。内側接合端部10aの上面(アウタ当接部11bの上面)は、後述するルーフパネル20のルーフパネル当接部22の下面又はルーフボウ40の外側当接部49の下面と面接触する。
【0015】
図1及び図2に示すように、サイドルーフレール10の前端には、下方に傾斜しながら前方へ延びるフロントピラー14が一体的に形成されている。また、サイドルーフレール10の前後方向の略中央部には、下方に延びるセンターピラー15が一体的に形成され、また、後端部には、下方に延びるリアピラー16が一体的に形成されている。
【0016】
サイドルーフレール10のフロントピラー14の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するフロントヘッダ用当接部17が形成されている。同様に、サイドルーフレール10のリアピラー16の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するリアヘッダ用当接部19が形成されている。また、サイドルーフレール10のセンターピラー15の基端部付近には、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設され、車幅方向内側に突出するルーフボウ用当接部(レール側当接部)18が形成され(図4、図5及び図7参照)、同様のルーフボウ用当接部18が、フロントピラー14の基端部とセンターピラー15の基端部との間及びセンターピラー15の基端部とリアピラー16の基端部との間に形成されている。フロントヘッダ用当接部17、ルーフボウ用当接部18及びリアヘッダ用当接部19は、図2及び図3に示すように、前後方向の略中央に底面部17a,18a,19aを有し、また、底面部17a,18a,19aの前端部から前上方へ傾斜して延びる前側傾斜面部17b,18b,19bと、底面部17a,18a,19aの後端部から後上方へ傾斜して延びる後側傾斜面部17c,18c,19cと、を一体的に有する。また、図4及び図7に示すように、アウタ当接部11bの上面には、サイドルーフレールインナ12のルーフボウ用当接部18が形成されている位置と前後方向の略同一位置に後述するルーフボウの外側当接部49の形状に沿って下方へ凹み、外側当接部49の下面と面接触する凹部11cが設けられている。
【0017】
ルーフパネル20は、車幅方向の略中央から車幅方向両端へ向けて高さが減少し且つ上方へ湾曲して形成されている。図4、図5及び図7に示すように、ルーフパネル20の車幅方向両端部には、下方へ曲折して延びるルーフパネル曲折部21と、ルーフパネル曲折部21の下端部から車幅方向外側へ略水平に延びるルーフパネル当接部22と、が形成されている。
【0018】
フロントヘッダ30、ルーフボウ40及びリアヘッダ50は、それぞれ長手方向にわたって略同一幅で、車幅方向に沿って延びる板状部材である。フロントヘッダ30、ルーフボウ40及びリアヘッダ50は、それぞれの前後方向の略中央部に下方に膨出する膨出部31,41,51が形成されており、断面が略逆ハット形状に形成されている。また、フロントヘッダ30、ルーフボウ40及びリアヘッダ50の前端部には、前側フランジ部32,42,52が一体的に形成され、また、後端部には、後側フランジ部33,43,53が一体的に形成されている。前側フランジ部32,42,52及び後側フランジ部33,43,53は、ルーフパネル20の下面に当接する。
【0019】
膨出部31,41,51の下端部には、車幅方向に沿って略水平に延びる略平面状の底面部34,44,54が形成されている。また、膨出部31,41,51には、底面部34,44,54の前端部から上方へ傾斜して前側フランジ部32,42,52まで延びる前側傾斜面部35,45,55と、底面部34,44,54の後端部から上方へ傾斜して後側フランジ部33,43,53まで延びる後側傾斜面部36,46,56が形成されている。フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面は、フロントヘッダ用当接部17及びリアヘッダ用当接部19の底面部17a,19aの上面と面接触する。また、フロントヘッダ30及びリアヘッダ50の前側傾斜面部35,55及び後側傾斜面部36,56の車幅方向両端部は、フロントヘッダ用当接部17及びリアヘッダ用当接部19の前側傾斜面部17b,19b及び後側傾斜面部17c,19cに面接触する。
【0020】
図4及び図7に示すように、ルーフボウ40の膨出部41の底面部44の車幅方向両端部には、上方へ傾斜して延びる左右一対の傾斜側面部47が形成されている。また、底面部44には、傾斜側面部47の基端部から車幅方向内側に略水平に延びる略平面状の内側当接部48が左右一対に形成されている。内側当接部48の下面は、ルーフボウ用当接部18の底面部18aの上面と面接触する。また、内側当接部48が形成されている箇所の膨出部41における前側傾斜面部45及び後側傾斜面部46は、ルーフボウ用当接部18の前側傾斜面部18b及び後側傾斜面部18cに面接触する。
【0021】
また、ルーフボウ40の前後方向の両端部には、前側フランジ部42、後側フランジ部43、及び、膨出部41の車幅方向外側の端部から車幅方向外側へ略水平に一体的に延びる略平面状の外側当接部49が左右一対に形成されている。外側当接部49の上面は、ルーフパネル当接部22の下面に面接触する。外側当接部49の下面は、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触する。
【0022】
次に、サイドルーフレール10と、ルーフパネル20と、複数のルーフボウ40と、を備える本実施形態の車体の上部構造1の製造方法について、図3〜図7を用いて説明する。
【0023】
先ず、第1接合工程と第2接合工程とのうち、一方の接合工程を選択して実行する。第1接合工程では、まず、図3に示すように、ルーフボウ40をルーフパネル20の下面に当接させ、ルーフボウ40の外側当接部49の上面とルーフパネル20のルーフパネル当接部22の下面とを面接触させ、面接触した部分で外側当接部49とルーフパネル当接部22とをスポット溶接61で溶接接合し、また、ルーフボウ40の前側フランジ部42及び後側フランジ部43をルーフパネル20の下面に当接させ、接着剤で接着し、又は、スポット溶接等で溶接し、ルーフボウ40とルーフパネル20とを接合する。次に、ルーフボウ40が接合されたルーフパネル20をサイドルーフレール10に載置し、ルーフボウ40の外側当接部49の下面を、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触させ、内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させる(図4参照)。ルーフボウ40の外側当接部49の下面と内側接合端部10aの上面との面接触部分は溶接しない。また、サイドルーフレール10の内側接合端部10aの上面のうち、外側当接部49が面接触する部分を除く上面と、ルーフパネル20のルーフパネル当接部22の下面と、を面接触させる。すなわち、前後方向における、車両前端部と車両前部に位置するルーフボウ40との間や、車両前部に位置するルーフボウ40と車両略中央に位置するルーフボウ40との間や、車両略中央に位置するルーフボウ40と車両後部に位置するルーフボウ40の間や、車両後部に位置するルーフボウ40と車両後端部の間であって、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触させることが可能な部分で内側接合端部10aの上面と、ルーフパネル当接部22の下面と、を面接触させる(図5参照)。なお、第1接合工程では、内側当接部48の下面とルーフボウ用当接部18の底面部18aの上面との面接触部分は溶接しない(図4参照)。
【0024】
第2接合工程では、まず、図6に示すように、ルーフボウ40をサイドルーフレール10に載置し、ルーフボウ40の外側当接部49の下面を、内側接合端部10aの上面、具体的には、サイドルーフレール10のアウタ当接部11bの上面の凹部11cに面接触させ、内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させる(図7参照)。第1工程と同様に、ルーフボウ40の外側当接部49の下面と内側接合端部10aの上面との面接触部分は溶接しない。次に、内側当接部48とルーフボウ用当接部18とを、面接触した部分でスポット溶接63で溶接接合して、ルーフボウ40とサイドルーフレール10とを接合する。次に、ルーフボウ40が接合されたサイドルーフレール10にルーフパネル20を載置し、第1接合工程と同様に、サイドルーフレール10の内側接合端部10aの上面とルーフパネル20のルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触させることが可能な部分で内側接合端部10aの上面と、ルーフパネル当接部22の下面と、を面接触させる(図5参照)。ルーフボウ40の外側当接端部49の上面とルーフパネル20のルーフパネル当接部22の下面とを面接触させる(図7参照)。また、ルーフボウ40の前側フランジ部42及び後側フランジ部43をルーフパネル20の下面に当接させ、接着剤で接着し、又は、スポット溶接等で溶接し、ルーフボウ40とルーフパネル20とを接合する。なお、第2接合工程では、ルーフボウ40の外側当接端部49の上面とルーフパネル20のルーフパネル当接部22の下面との面接触部分は溶接しない。
【0025】
第1接合工程と第2接合工程とのうち、一方の接合工程を選択して実行した後、サイドルーフレール10の内側接合端部10aの上面のうち、外側当接部49が面接触する部分を除く上面と、ルーフパネル20のルーフパネル当接部22の下面との面接触部分、すなわち、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触している部分の複数箇所で、内側接合端部10aとルーフパネル当接部22とをスポット溶接62で溶接接合して、サイドルーフレール10とルーフパネル20とを接合する。
【0026】
次に、本実施形態の製造方法で製造した車体の上部構造1のサイドルーフレール10、ルーフパネル20及びルーフボウ40と、フロントヘッダ30及びリアヘッダ50の組み付け状態について、第1組み付け順序を採用した場合と、第2組み付け順序を採用した場合と、に分けて説明する。本実施形態において、第1組み付け順序とは、上記第1接合工程を実行してルーフボウ40をルーフパネル20に組み付けて、且つ、フロントヘッダ30及びリアヘッダ50をルーフパネル20に組み付けて、次に、フロントヘッダ30、ルーフボウ40及びリアヘッダ50が組み付けられたルーフパネル20(図3参照)をサイドルーフレール10に組み付ける組み付け順序をいう。また、第2組み付け順序とは、まず、上記第2接合工程を実行してルーフボウ40をサイドルーフレール10に組み付けて、且つ、フロントヘッダ30及びリアヘッダ50をサイドルーフレール10に組み付けて、次に、フロントヘッダ30、ルーフボウ40及びリアヘッダ50が組み付けられたサイドルーフレール10(図6参照)にルーフパネル20を組み付ける組み付け順序をいう。なお、組み付け順序は、上記第1組み付け順序及び第2組み付け順序に限定されず、例えば、上記第1接合工程を実行してルーフボウ40をルーフパネル20に組み付け、また、フロントヘッダ30及びリアヘッダ50をサイドルーフレール10に組み付け、ルーフボウ40が組み付けられたルーフパネル20を、フロントヘッダ30及びリアヘッダ50が組み付けられたサイドルーフレール10に組み付けてもよい。また、フロントヘッダ30及びリアヘッダ50をルーフパネル20に組み付け、また、上記第2接合工程を実行してルーフボウ40をサイドルーフレール10に組み付け、フロントヘッダ30及びリアヘッダ50が組み付けられたルーフパネル20を、ルーフボウ40が組み付けられたサイドルーフレール10に組み付けてもよい。
【0027】
まず、第1組み付け順序を採用した場合の組み付け状態について説明する。図4に示すように、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面と、が面接触し、面接触した部分で外側当接部49とルーフパネル当接部22とがスポット溶接61で溶接接合され、また、前側フランジ部42及び後側フランジ部43がルーフパネル20の下面に接合し、接着剤で接着され、又は、スポット溶接等で溶接されて、ルーフボウ40と、ルーフパネル20と、が接合されている。
【0028】
ルーフボウ40の外側当接部49の下面と、アウタ当接部11bの凹部11cの上面、すなわち、内側接合端部10aの上面は面接触するが、面接触した部分で、外側当接部49と内側接合端部10aとは溶接されていない。また、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面と、が面接触するが、面接触した部分で、内側当接部48と、ルーフボウ用当接部18と、は溶接されていない。
【0029】
フロントヘッダ30及びリアヘッダ50の前側フランジ部32,52及び後側フランジ部33,53がルーフパネル20の下面に接合し、接着剤で接着され、又は、スポット溶接等で溶接されている。フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面と、フロントヘッダ用当接部17の底面部17a及びリアヘッダ用当接部19の底面部19aの上面と、が面接触するが、面接触した部分で、フロントヘッダ30及びリアヘッダ50と、フロントヘッダ用当接部17及びリアヘッダ用当接部19と、は溶接されていない。
【0030】
また、サイドルーフレール10のアウタ当接部11bの上面、すなわち内側接合端部10aの上面のうちルーフボウ40の外側当接部49の下面とが面接触した部分(アウタ当接部11bの凹部11c)を除く内側接合端部10aの上面とルーフパネルのルーフパネル当接部22の下面とが面接触し、すなわち、内側接合端部10aの上面とルーフパネル当接部22の下面との間にルーフボウ40が介在せず、直接面接触可能な部分で、内側接合端部10aの上面とルーフパネル当接部22とが面接触し、面接触した部分の複数箇所で、図5に示すように、内側接合端部10aとルーフパネル当接部22とがスポット溶接62で溶接接合されてサイドルーフレール10とルーフパネル20とが接合されている。
【0031】
また、フロントヘッダ用当接部17及びリアヘッダ用当接部19の前側傾斜面部17b,19b及び後側傾斜面部17c,19cと、フロントヘッダ30及びリアヘッダ50の車幅方向両端部の前側傾斜面部35,55及び後側傾斜面部36,56と、が面接触している。また、ルーフボウ用当接部18の前側傾斜面部18b及び後側傾斜面部18cと、内側当接部48が形成されている箇所の膨出部41における前側傾斜面部45及び後側傾斜面部46、が面接触している。
【0032】
次に、第2組み付け順序を採用した場合の組み付け状態について説明する。なお、第1組み付け順序を採用した場合の組み付け状態と同様の組み付け状態については、その説明を省略する。
【0033】
図7に示すように、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面と、が面接触した部分で内側当接部48とルーフボウ用当接部18とがスポット溶接63で溶接接合されて、ルーフボウ40とサイドルーフレール10とが接合されている。一方、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面と、が面接触した部分で、外側当接部49とルーフパネル当接部22とは、溶接されていない。
【0034】
フロントヘッダ30及びリアヘッダ50の底面部34,54の車幅方向両端部の下面と、フロントヘッダ用当接部17の底面部17aの上面と、が面接触した部分で、フロントヘッダ30及びリアヘッダ50と、フロントヘッダ用当接部17及びリアヘッダ用当接部19と、が溶接接合されてフロントヘッダ30及びリアヘッダ50と、サイドルーフレール10とが接合されている。
【0035】
本実施形態では、ルーフボウ40の外側当接部49の上面と、ルーフパネル20のルーフパネル当接部22の下面との接触部分と、ルーフボウ40の内側当接部48の下面と、ルーフボウ用当接部18の底面部18aの上面との接触部分のうち、一方の接触部分を選択して溶接する。このため、作業者は、製造拠点の設備などに応じて、車体の上部構造1を構成する部材の組み付け順序を、ルーフボウ40をルーフパネル20に組み付けて、次にルーフボウ40が組み付けられたルーフパネル20をサイドルーフレール10に組み付ける組み付け順序と、ルーフボウ40をサイドルーフレール10に組み付けて、次に、ルーフボウ40が組み付けられたサイドルーフレール10にルーフパネル20を組み付ける組み付け順序から適宜選択することができる。
【0036】
また、ルーフボウ40の外側当接部49とサイドルーフレール10の内側接合端部10aとの接触部分を除くサイドルーフレール10の内側接合端部10aの上面とルーフパネル40のルーフパネル当接部22の下面との接触部分で内側接合端部10aとルーフパネル当接部22とを溶接接合してサイドルーフレール10とルーフパネル20とを接合する。すなわち、サイドルーフレール10とルーフパネル20との間にルーフボウ40が介在しない部分でサイドルーフレール10とルーフパネル20とを溶接して接合する。したがって、溶接する対象部材(サイドルーフレール10のサイドルーフレールアウタ11、サイドルーフレールインナ12及びレインフォース13とルーフボウ40とルーフパネル20)が多く、ルーフパネル20とサイドルーフレール10とを剛に接合できない部分以外で、ルーフパネル20とサイドルーフレール10とを効率的に溶接接合できる。
【0037】
また、第2工程を採用した場合、ルーフボウ40の内側当接部48の下面をルーフボウ用当接部18の底面部18aの上面と面接触させ、内側当接部48とルーフボウ用当接部18とを、面接触した部分でスポット溶接63で溶接接合して、ルーフボウ40とサイドルーフレール10とを接合するので、外側当接部49の下面と内側接合端部10aの上面との面接触部分で外側当接部49と内側接合端部10aを溶接接合する場合に比べて、ルーフボウ40とサイドルーフレール10とを剛に接合することができる。
【0038】
また、フロントヘッダ用当接部17及びリアヘッダ用当接部19を設けたので、フロントヘッダ30及びリアヘッダ50についても、ルーフボウ40と同様に、組み付け順序を選択することができるので、例えば、上記第1組み付け順序や上記第2組み付け順序などを適宜採用することができる。
【0039】
以上、本発明者によってなされた発明を適用した実施形態について説明したが、本実施形態による発明の開示の一部をなす論述及び図面により本発明は限定されることはない。
【0040】
例えば、第2組み付け順序を採用した場合、面接触しているフロントヘッダ用当接部17、ルーフボウ用当接部18及びリアヘッダ用当接部19の前側傾斜面部及び後側傾斜面部と、フロントヘッダ30、ルーフボウ40及びリアヘッダ50の膨出部31,41,51における前側傾斜面部及び後側傾斜面部と、をスポット溶接で溶接してもよい。
【0041】
また、本実施形態では、サイドルーフレールインナ12のレールインナ端部12aが内側接合端部10aから延設してルーフボウ用当接部18を形成したが、これに代えて、レールアウタ端部11a又はレインフォース端部13aを内側接合端部10aから延設させて、ルーフボウ用当接部を形成してもよい。また、レールインナ端部12a、レールアウタ端部11a及びレインフォース端部13aの全て、又は、これらのうち2つの端部、例えば、レールインナ端部12a及びレインフォース端部13aが内側接合端部10aから延設してルールボウ用当接部を形成してもよい。
【0042】
また、本実施形態では、ルーフボウ40のみに内側当接部48と、外側当接部49と、を設けたが、同様の内側当接部と外側当接部とをフロントヘッダ30及びリアヘッダ50の車幅方向両端部に設けてもよい。
【0043】
すなわち、この実施形態に基づいて当業者等によりなされる他の実施形態、実施例及び運用技術等は全て本発明の範疇に含まれることは勿論であることを付け加えておく。
【産業上の利用可能性】
【0044】
本発明は、ルーフパネルの補強部材を有する車体の上部構造の製造方法に広く適用可能である。
【符号の説明】
【0045】
1:支持構造
2:車両
3:車室
10:サイドルーフレール
10a:内側接合端部(接合端部)
11:サイドルーフレールアウタ
12:サイドルーフレールインナ
13:レインフォース
18:ルーフボウ用当接部(レール側当接部)
18a:底面部
18b:前側傾斜面部
18c:後側傾斜面部
40:ルーフボウ(補強部材)
41:膨出部
42:前側フランジ
43:後側フランジ
44:底面部
48:内側当接部
49:外側当接部
【特許請求の範囲】
【請求項1】
車幅方向外側に配置されたサイドルーフレールアウタと、該サイドルーフレールアウタよりも車幅方向内側に配置されたサイドルーフレールインナと、前記サイドルーフレールアウタと前記サイドルーフレールインナとの間に挟持されるレインフォースと、を有し、車幅方向の両側で前後方向に沿って延びるサイドルーフレールと、
前記サイドルーフレールアウタの車幅方向内側のレールアウタ端部と、前記サイドルーフレールインナの車幅方向内側のレールインナ端部と、前記レインフォースの車幅方向内側のレインフォース端部と、が接合されて形成された接合端部と、
前記レールアウタ端部と、前記レールインナ端部と、前記レインフォース端部のうち少なくとも1つの端部から車幅方向内側に突出して形成されたレール側当接部と、
車室の上面を区画するルーフパネルと、
車幅方向の両端部に、前記ルーフパネルの車幅方向の両端部の下面に面接触する上面と、前記サイドルーフレールの接合端部の上面に面接触する下面とを有する外側当接部と、前記外側当接部よりも車幅方向内側に形成され、前記レール側当接部と面接触する下面を有する内側当接部と、を有する補強部材と、を備えた車体の上部構造の製造方法であって、
前記内側当接部と前記レール側当接部との接触部分を接合せず、前記外側当接部と前記ルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、前記外側当接部と前記ルーフパネルの車幅方向の両端部との接触部分を接合せず、前記内側当接部と前記レール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行する工程と、
前記サイドルーフレールの接合端部の上面のうち前記外側当接部との接触部分を除く該接合端部の上面と前記ルーフパネルの車幅方向の両端部の下面との接触部分を接合する工程と、を有する
ことを特徴とする車体の上部構造の製造方法。
【請求項1】
車幅方向外側に配置されたサイドルーフレールアウタと、該サイドルーフレールアウタよりも車幅方向内側に配置されたサイドルーフレールインナと、前記サイドルーフレールアウタと前記サイドルーフレールインナとの間に挟持されるレインフォースと、を有し、車幅方向の両側で前後方向に沿って延びるサイドルーフレールと、
前記サイドルーフレールアウタの車幅方向内側のレールアウタ端部と、前記サイドルーフレールインナの車幅方向内側のレールインナ端部と、前記レインフォースの車幅方向内側のレインフォース端部と、が接合されて形成された接合端部と、
前記レールアウタ端部と、前記レールインナ端部と、前記レインフォース端部のうち少なくとも1つの端部から車幅方向内側に突出して形成されたレール側当接部と、
車室の上面を区画するルーフパネルと、
車幅方向の両端部に、前記ルーフパネルの車幅方向の両端部の下面に面接触する上面と、前記サイドルーフレールの接合端部の上面に面接触する下面とを有する外側当接部と、前記外側当接部よりも車幅方向内側に形成され、前記レール側当接部と面接触する下面を有する内側当接部と、を有する補強部材と、を備えた車体の上部構造の製造方法であって、
前記内側当接部と前記レール側当接部との接触部分を接合せず、前記外側当接部と前記ルーフパネルの車幅方向の両端部との接触部分を接合する第1接合工程と、前記外側当接部と前記ルーフパネルの車幅方向の両端部との接触部分を接合せず、前記内側当接部と前記レール側当接部との接触部分を接合する第2接合工程とのうち、一方の接合工程を選択して実行する工程と、
前記サイドルーフレールの接合端部の上面のうち前記外側当接部との接触部分を除く該接合端部の上面と前記ルーフパネルの車幅方向の両端部の下面との接触部分を接合する工程と、を有する
ことを特徴とする車体の上部構造の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−67349(P2013−67349A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−209219(P2011−209219)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000000170)いすゞ自動車株式会社 (1,721)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000000170)いすゞ自動車株式会社 (1,721)
【Fターム(参考)】
[ Back to top ]