
車体後部構造および車体製造方法
【課題】 組立途中の車体の変形(サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な技術を提供する。
【解決手段】 本発明の代表的な構成は、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続して構築される車体後部構造100であって、アンダーボディアセンブリ110は、車体後部底面を形成し後端に第1のフランジ128aを備えたリヤフロアパネル128、およびリヤフロアパネル128の下面に接続される梁状のリヤサイドフレーム136を含み、サイドボディアセンブリ156は、その後端の最下部に、リヤフロアパネル128後端およびリヤサイドフレーム136後端に向かって周り込む延長部102を含み、延長部102が第1のフランジ128aのうちリヤサイドフレーム136直上の部分に結合されていることを特徴とする。
【解決手段】 本発明の代表的な構成は、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続して構築される車体後部構造100であって、アンダーボディアセンブリ110は、車体後部底面を形成し後端に第1のフランジ128aを備えたリヤフロアパネル128、およびリヤフロアパネル128の下面に接続される梁状のリヤサイドフレーム136を含み、サイドボディアセンブリ156は、その後端の最下部に、リヤフロアパネル128後端およびリヤサイドフレーム136後端に向かって周り込む延長部102を含み、延長部102が第1のフランジ128aのうちリヤサイドフレーム136直上の部分に結合されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車等の車体後部構造および車体製造方法に関する。
【背景技術】
【0002】
車体の製造工程において、バックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ後端(リヤフロアパネルやリヤサイドフレーム)に、車体側部を構成するサイドボディアセンブリ後端(クォータインナパネルやクォータアウタパネル)を接続する場合がある。具体的には、リヤサイドフレームよりも外側のリヤフロアパネルの車幅方向端部近傍に、クォータインナパネルやクォータアウタパネルが接続される(例えば、特許文献1の図2参照)。
【0003】
上記のような組立途中の状態(アンダーボディアセンブリ後端にサイドボディアセンブリ後端を接続した状態)では、完成車状態と比較して、車体の剛性が劣っている。溶接すべき箇所(バックパネル等の部材)が未だ溶接されていず、互いにスポット溶接で仮打ちされている程度だからである。そのため、車体製造ラインにおける移動の際の振動等に起因して変形を生じ、次工程での溶接の精度(組付精度)が悪化してしまうおそれがあった。特に、サイドボディアセンブリ後端が、正規の設計位置から垂れ下がってしまうことが懸念された。
【0004】
従来、この対策として、大きく分けて2通りの方法があった。1つ目の方法は、変形後にその変形を矯正する方法である。具体的には、例えば、サイドボディアセンブリ後端下部などに曲げフランジを設定して、曲げフランジを位置決め治具にて上方に押し、矯正を図りながら次工程の溶接を行っていた。2つ目の方法は、サイドボディアセンブリ自体の剛性を向上させて変形を防止することである。具体的には、例えば、サイドボディアセンブリに新たにフランジを設定したり、補強部材(リンフォース)を追加したりしていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−155714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した従来の1つ目の方法、すなわち位置決め治具を用いた矯正では、充分な改善効果が得られなかった。一方、2つ目の方法のうち、サイドボディアセンブリに新たにフランジを追加することは、プレス工程の工数の増大、歩留まりの低下を招き、成形性が不利になる問題があった。新たに補強部材を追加することは、重量の増加、部品点数の増加を招き、コスト面でも不利になる問題があった。
【0007】
また、リヤフロアパネルには、車幅方向に延びるバックパネルが背面側から接続する。特許文献1に例示されているように、従来、このバックパネル(リヤエンドパネル部材)の溶接スポットはリヤフロアパネルの車幅方向端部近傍に設定されていたが、これではバックパネルを支持できずに正規の設計位置からずれてしまうおそれがあった。なお、特許文献1の明細書中のリヤエンドパネル部材は、特許文献1の図3および段落0025の「リヤエンドインナパネル部材6までのフロア面上に荷室部17…」との記載から、本願明細書中のバックパネルに相当するものである。
【0008】
本発明は、上述した課題に鑑み、組立途中の車体の変形(特に、サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な車体後部構造および車体製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の代表的な構成は、車体底部を構成するアンダーボディアセンブリ後端と、車体側部を構成するサイドボディアセンブリ後端とを接続して構築される車体後部構造において、アンダーボディアセンブリは、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延びリヤフロアパネルの下面かつリヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含み、サイドボディアセンブリは、その後端の最下部に、リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込む延長部を含み、延長部が、第1のフランジのうちリヤサイドフレーム直上の部分に結合されていることを特徴とする。
【発明の効果】
【0010】
本発明では、上記構成のように、延長部によってサイドボディアセンブリが略L字状に形成されるので、サイドボディアセンブリ単独での剛性を確保することができる。また、サイドボディアセンブリ(延長部)が、リヤサイドフレームよりも外側のリヤフロアパネルの車幅方向端部近傍ではなく、第1のフランジのうちリヤサイドフレーム直上の部分にスポット溶接等で結合される。この部分は、相対的に剛性が高いため、サイドボディアセンブリ後端をしっかりと支持することができる。これより、サイドボディアセンブリ後端の垂れ下がりを確実に防止することができ、完成車としての製品精度の向上を図ることが可能となる。
【0011】
また、他の観点によれば、従来のように次工程での溶接に際して、位置決め治具を用いてサイドボディアセンブリ後端下部などに形成した曲げフランジを上方に押し、矯正を図る必要がなくなる。よって、溶接設備の単純化が図れ(その位置決め治具が不要となり)、コスト低減を達することができる。なお、上記構成は、新たにフランジを設定したり、補強部材を追加したりするわけではないので、元の構成に比して不具合を招くものではない。
【0012】
当該車体後部構造はさらに、車幅方向に延び車体背面に取り付けられるバックパネルを有し、上記リヤサイドフレーム後端には第2のフランジが備えられ、第2のフランジと、第1のフランジのうちリヤサイドフレームの上側の領域とに、バックパネルが背面側から結合されていると好ましい。かかる構成によれば、バックパネルが、相対的に剛性の高い部分にスポット溶接等で結合される。よって、バックパネルの正規の設計位置からのずれを防止することができ、完成車としての製品精度の向上を図ることが可能となる。
【0013】
上記のサイドボディアセンブリの延長部の先端に、リヤサイドフレーム後端の周囲のサイドボディアセンブリ側および上側に沿う略L字状のL字部、またはリヤサイドフレーム後端の周囲のサイドボディアセンブリ側および上下側に沿う略コ字状のコ字部が備えられ、L字部またはコ字部に、バックパネルが背面側から結合されているとよい。かかる構成では、リヤサイドフレーム後端の周囲に沿う延長部先端のL字部またはコ字部に、バックパネルが背面側からスポット溶接等で結合される。そして、L字部またはコ字部の頂点を結ぶ三角形または四角形が、相対的に剛性が高いリヤサイドフレームに重なる(ラップする)。これより、これらの組付強度を確保することができる。
【0014】
なお、サイドボディアセンブリ(延長部)およびバックパネルのスポット溶接打点を、リヤサイドフレーム周囲に集中させることにより、組付強度を確保することが可能となる。これにより、車体後部に荷重がかかっても、車体後部の変形(捩れ変形等)を抑制することが可能となる。
【0015】
上記のバックパネルが、第2のフランジに接続する背面側に突出した盛上面を有し、この盛上面が車両前後方向の軸に対して略直交する方向の平面であると好ましい。これにより、垂直な平面である盛上面にて、第2のフランジに好適に結合することができる。
【0016】
また、盛上面の後方には、バンパステー(またはクラッシュボックス)が備えられる。バンパステーは、垂直な平面である盛上面に接続し、この盛上面を介して剛性の高い第2のフランジに当接する。これより、車体後部から伝達された荷重を受けて、車体の変形を抑制する効果を奏する。
【0017】
上記課題を解決するために本発明の他の代表的な構成は、車体底部を構成するアンダーボディアセンブリおよび車体側部を構成するサイドボディアセンブリをそれぞれ組み立て、互いの後端を接続して車体を製造する車体製造方法において、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延びリヤフロアパネルの下面かつリヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含むアンダーボディアセンブリを製造する工程と、車体側部後端の最下部から車幅方向内側に延びる延長部を含むサイドボディアセンブリを製造する工程と、延長部がリヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込むように、アンダーボディアセンブリに対しサイドボディアセンブリを投入する工程と、第1のフランジのうちリヤサイドフレーム直上の部分に延長部を結合する工程と、を含むことを特徴とする。
【0018】
上述した車体後部構造における技術的思想に対応する構成要素やその説明は、当該車体製造方法にも適用される。
【図面の簡単な説明】
【0019】
【図1】本実施形態にかかる車体後部構造を適用する車体底部の分解斜視図である。
【図2】本実施形態にかかる車体後部構造を適用する車体側部の分解斜視図である。
【図3】本実施形態にかかる車体後部構造を示す図であり、バックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ後端に、サイドボディアセンブリ後端を接続する状態を示した図である。
【図4】図3の車体後部構造にバックパネルやパーティションパネルを取り付けた状態を示した図である。
【図5】図3の要部拡大図である。
【図6】図4の要部拡大図である。
【図7】図6の各断面図である。
【図8】比較例としての車体後部構造を示した図である。
【発明を実施するための形態】
【0020】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値などは、発明の理解を容易とするための例示に過ぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書および図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0021】
[車体底部、車体側部]
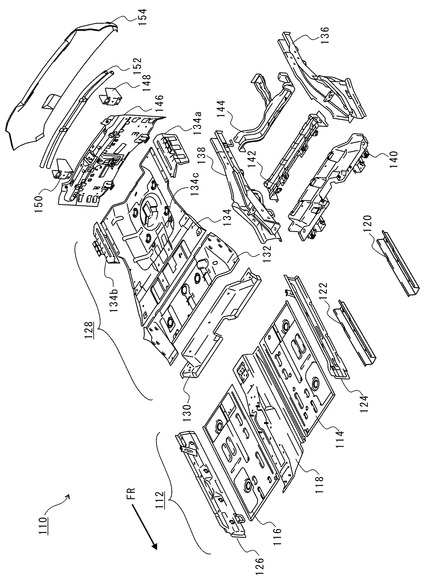
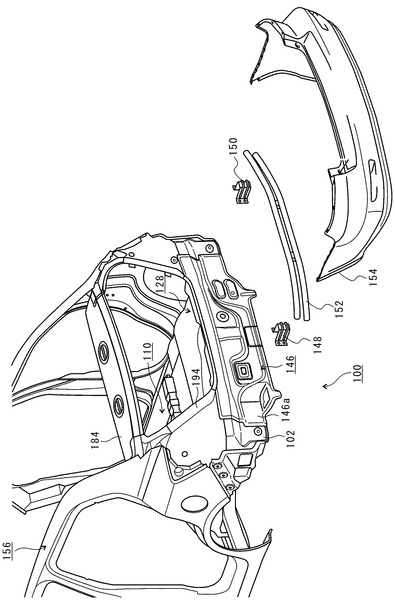
以下、本実施形態では、後方スパンが比較的長いため、上述した課題(サイドボディアセンブリ後端の垂れ下がり等)がより顕著であったノッチバック車を例示して説明する。図1は本実施形態にかかる車体後部構造100を適用する車体底部の分解斜視図であり、図2は車体後部構造100を適用する車体側部の分解斜視図である。なお、図中の矢印FRは車体前方を示す。図1に示すように、車体底部は、概して、車体前部床面を形成するフロントフロアパネル112、および車体後部床面を形成するリヤフロアパネル128から構成される。
【0022】
フロントフロアパネル112は、平板状の左右のメインフロアパン114、116の中央に、凸形状のメインフロアトンネル118を備えて構築される。左右のメインフロアパン114、116の裏側には、車両前後方向に延びる梁状のフロアサイドメンバ120、122がそれぞれ接続される。左右のメインフロアパン114、116の車幅方向(左右方向)端部には、フロントドア開口部の敷居部分を構成するサイドシルインナ124、126がそれぞれ備えられる。
【0023】
リヤフロアパネル128は、フロントフロアパネル112後端に接続するリヤフロアフロントパネル130、リヤフロアフロントパネル130後端に接続するリヤフロアセンタパネル132、リヤフロアセンタパネル132後端に接続するリヤフロアリヤパネル134を備えて構築される。リヤフロアリヤパネル134の左右両側には、リヤフロアサイドエクステンション134a、134bが接続される。リヤフロアリヤパネル134の中央には、下方に凹んだスペアタイヤを収納するためのスペアタイヤハウス134cが設けられている。
【0024】
リヤフロアパネル128の裏側かつ車幅方向端部よりも内側には、車両前後方向に延びるリヤサイドフレーム136、138が左右両側に対になり接続される。リヤサイドフレーム136、138が車幅方向端部よりも内側に備えられることで、平板状のリヤフロアパネル128全体を撓まないよう支持する役割を果たす。
【0025】
リヤフロアパネル128の裏側には車幅方向に延びるクロスメンバとして、リヤフロアフロントクロスメンバ140、リヤフロアセンタクロスメンバ142およびリヤフロアリヤクロスメンバ144が備えられる。リヤフロアパネル128の背面側(車両後方側)には、車幅方向に延びるバックパネル146が備えられる。
【0026】
バックパネル146の背面側には、バンパステー148、150(またはクラッシュボックス)を介して、リヤバンパメンバ152が接続される。リヤバンパメンバ152は、その背面側に備えられるリヤバンパ154を支持する役割を担う。
【0027】
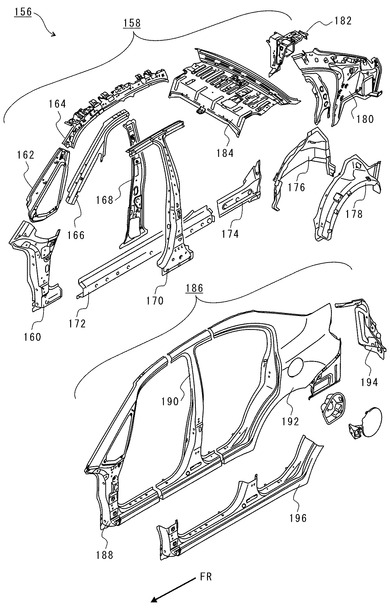
図2に示すように、車体側部は、概して、車体側部内面を形成するサイドボディインナパネル158、および車体側部外面を形成するサイドボディアウタパネル186から構成される。詳述すると、例えばサイドボディインナパネル158は、フロントドアヒンジリンフォース160、フロントインナアッパピラー162、ルーフサイドインナレール164、フロントピラーアッパリンフォース166、センターピラーインナパネル168、センターピラーリンフォース170、サイドシルストレングス172、サイドシルリヤパネル174、ホイールハウスインナパネル176、ホイールハウスアウタパネル178、クォータインナパネル180、パーティションサイドパネル182等により構築される。なお、パーティションパネル184は、パーティションサイドパネル182に接続して、車室と後続の荷室(トランクルーム)とを仕切る役割を担う。
【0028】
サイドボディアウタパネル186は、Aピラーパネル188、Bピラーパネル190、クォータアウタパネル192等により構築される。フロントドア開口部の敷居部分に相当する部分には、サイドシルパネル196が備えられる。クォータアウタパネル192の後端には、不図示のトランクリッドとの間に配置されるリヤランプハウスパネル194が接続される。
【0029】
車体製造工程においては、上記図1を用いて説明した車体底部の構成部品を複数組み合わせ(組み立て)、アンダーボディアセンブリ110(車体底部複合体)を形成する。上記図2を用いて説明した車体側部の構成部品を複数組み合わせ(組み立て)、サイドボディアセンブリ156(車体側部複合体)を形成する。
【0030】
なお、アンダーボディアセンブリ110として幾つくらいの構成部品を組み合わせるか(どのくらい組み立てるか)は、設計事項であり事情により適宜設定(決定)してよい。サイドボディアセンブリ156も同様に、幾つくらいの構成部品を組み合わせるかは、事情により適宜設定してよい。ただし、本実施形態では、アンダーボディアセンブリ110がリヤフロアパネル128およびリヤサイドフレーム136、138を含み、サイドボディアセンブリ156が後述する延長部102を含むものとする。
【0031】
[車体後部構造]
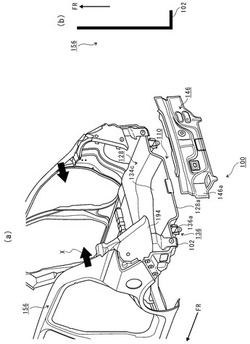
図3は、本実施形態にかかる車体後部構造100を示す図であり、バックパネル146やパーティションパネル184を取り付ける以前のアンダーボディアセンブリ110後端に、サイドボディアセンブリ156後端を接続する状態を示した図である。図3(a)がその斜視図であり、図3(b)がサイドボディアセンブリ156の形状を模式的に示した概念図である。図3(a)に示すように、組み立てられたアンダーボディアセンブリ110に対して、組み立てられたサイドボディアセンブリ156が真横(矢印Xの方向)から投入される。
【0032】
本実施形態の特徴として、サイドボディアセンブリ156に含まれるリヤランプハウスパネル194の下側は、アンダーボディアセンブリ110後端のリヤフロアパネル128およびリヤサイドフレーム136に向かって周り込む延長部102を含んでいる。これにより、サイドボディアセンブリ156が略L字状に形成されるため(図3(b)参照)、サイドボディアセンブリ156単独での剛性を確保することができる。
【0033】
また、延長部102の別の形態では、例えば、クォータインナパネル180を延長して形成することができる。また、サイドボディアセンブリ156後端までクォータインナパネル180が到達していない場合などでは、更に別の形態としてクォータアウタパネル192を延長して形成してもよい。また、ホイールハウスアウタパネル178を延長して形成してもよい。また、別部品のエクステンションを追加することにより、延長部102を形成してもよい(別部品にすることで、歩留まりの向上を図ることができる)。なお、ここでは、延長部102の回り込みの分、バックパネル146の車幅方向の長さが短く形成される。
【0034】
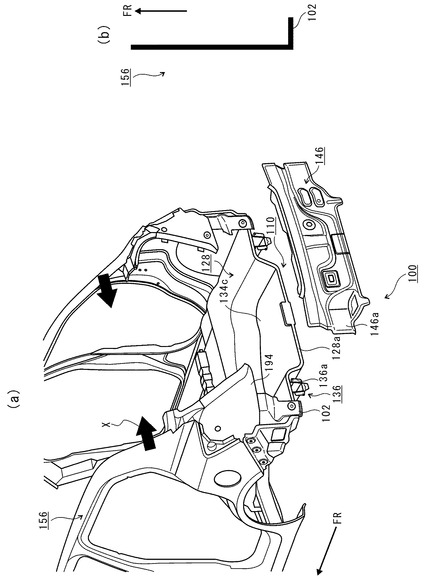
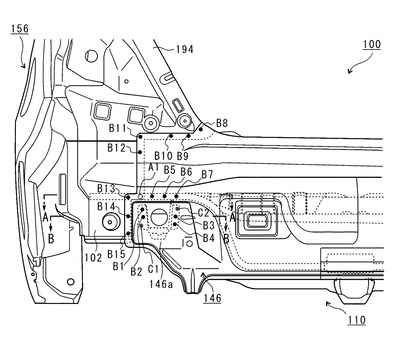
図4は、図3の車体にバックパネル146やパーティションパネル184を取り付けた状態を示した図である。図4に示すように、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続した後に、バックパネル146やパーティションパネル184が取り付けられる(溶接される)。バックパネル146の端部近傍には、車両前後方向の軸に対して略直交する方向の平面である盛上面146aが備えられている。盛上面146aは、リヤサイドフレーム136後端に備えられた第2のフランジ(以下、単に「フランジ136a」と称する(図3(a)等参照))に接続する。
【0035】
[スポット溶接打点]
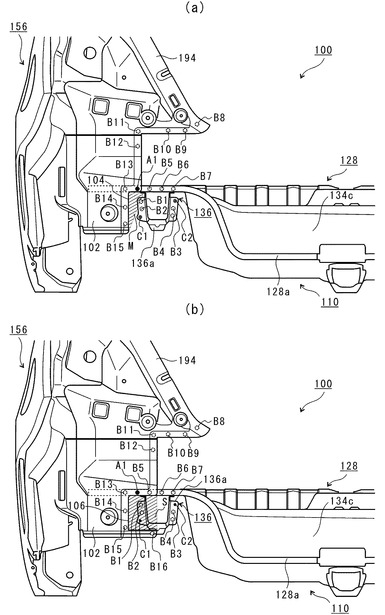
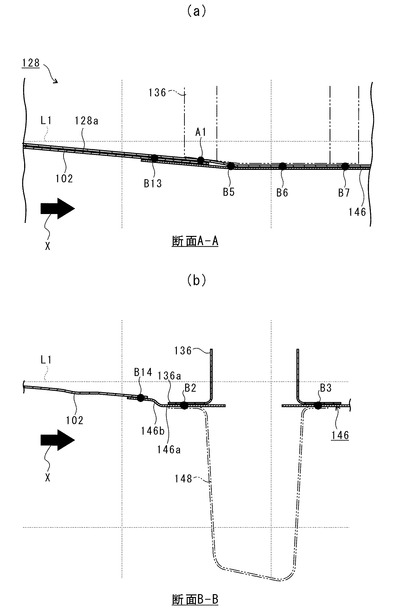
図5は、図3の要部拡大図である。図5(a)がその要部拡大図であり、図5(b)が図5(a)の応用例を示した図である。図6は、図4の要部拡大図である。図7は図6の各断面図であり、図7(a)が図6のA−A断面図、図7(b)が図6のB−B断面図である。
【0036】
図5(a)に示すように、本実施形態では、リヤフロアパネル128後端に備えられた第1のフランジ(以下、単に「フランジ128a」と称する)のうち、リヤサイドフレーム136直上の部分にスポット溶接打点A1を設定して、延長部102をスポット溶接(仮打ち)する。サイドボディアセンブリ156を略L字状に形成することで単独での剛性を確保しているため、その後端の垂れ下がりを抑えて仮打ちすることが可能である。
【0037】
リヤサイドフレーム136は車体骨格を構築する剛性の高い部材であり、その周囲は相対的に剛性が高くなる。上記のように、フランジ128aのうちリヤサイドフレーム136直上の部分(スポット溶接打点A1)に仮打ちすることで、サイドボディアセンブリ156の後端を充分に支持させることができる。
【0038】
よって、仮打ち後の車体製造ラインにおける移動の際に振動等が生じても、サイドボディアセンブリ156を略L字状に形成することで単独での剛性を確保していること、剛性の高いリヤサイドフレーム136直上のリヤフロアパネル128後端のフランジ128aにサイドボディアセンブリ156が支持されることから、その変形(後端の垂れ下がり)を防止することができる。故に、次工程での溶接の精度(組付精度)の悪化を回避することができる。
【0039】
図6に示すように、次工程として、リヤフロアパネル128後端のフランジ128aのうちリヤサイドフレーム136の上側の領域やリヤサイドフレーム136後端のフランジ136a、あるいはサイドボディアセンブリ156(延長部102、リヤランプハウスパネル194)の先端に設定した複数のスポット溶接打点B1〜B15にて、背面側よりバックパネル146をスポット溶接する。
【0040】
詳細には、スポット溶接打点B1〜B4にて、バックパネル146の盛上面146aをリヤサイドフレーム136後端のフランジ136aにスポット溶接する。スポット溶接打点B5〜B7にて、バックパネル146をリヤフロアパネル128のフランジ128aのうちリヤサイドフレーム136の上側の領域にスポット溶接する。スポット溶接打点B8〜B15にて、バックパネル146を延長部102、リヤランプハウスパネル194の先端にスポット溶接する。貫通孔C1、C2にて、リヤサイドフレーム136後端のフランジ136aおよび盛上面146aが、バンパステー148とともに、ボルト・ナットで締結される。
【0041】
図5(a)に示すように、本実施形態では、延長部102の先端に、リヤサイドフレーム136後端の周囲のサイドボディアセンブリ156側および上側に沿う略L字状のL字部104が備えられている。そして、スポット溶接打点A1、B13〜B15にて、L字部104にリヤフロアパネル128(フランジ128a)やバックパネル146がスポット溶接される。
【0042】
すなわち、L字部104は、スポット溶接打点A1、B13〜B15にて、リヤフロアパネル128やバックパネル146を介してリヤサイドフレーム136に接続する。L字部104の頂点(スポット溶接打点)を結ぶ三角形M(図中ハッチで示す)が、リヤサイドフレーム136に重なる(ラップする)こととなる。リヤサイドフレーム136は剛性の高い部材であるので、これにより延長部102の先端と、リヤフロアパネル128やバックパネル146との組付強度を確保することができる。
【0043】
図5(b)に示すように、延長部102の先端に、リヤサイドフレーム136後端の周囲のサイドボディアセンブリ156側および上下側に沿う略コ字状のコ字部106を設定してもよい。かかるコ字部106は、スポット溶接打点A1、B13〜B16にて、リヤフロアパネル128やバックパネル146を介してリヤサイドフレーム136に接続する。コ字部106の頂点(スポット溶接打点)を結ぶ四角形S(図中ハッチで示す)が、リヤサイドフレーム136に重なる(ラップする)こととなる。これによっても、延長部102の先端と、リヤフロアパネル128やバックパネル146との組付強度を確保することができる。
【0044】
図7(a)および(b)に示すように、延長部102の先端は、TL(tall line)線(以下、番線L1とする)から傾くように設計されており、真横(矢印Xの方向)から延長部102を投入しても、アンダーボディアセンブリ110後端(リヤフロアパネル128、リヤサイドフレーム136)に好適に位置合わせ(摺り合わせ)可能となっている。なお、番線とは、自動車の設計における基準として、長さ方向(TL)・高さ方向(WL)・幅方向(BL)のそれぞれに100mmおきに引いた線のことであり、車体製造ラインにおいては土台上の基盤に羅書きして使用されている。
【0045】
本実施形態では、番線L1から傾く延長部102の先端に仮打ちのスポット溶接打点A1を設定し、バックパネル146の盛上面146aには到らないようにしている。これより、サイドボディアセンブリ156を好適に投入可能にするとともに、リヤサイドフレーム136に番線L1と平行な盛上面146aを結合できるようにしている。
【0046】
盛上面146aは背面側に盛り上がり、その境界には段差146b(ビード)が形成される。これにより、車体のねじれ剛性の向上を図ることができる。盛上面146aの後方には、バンパステー148(またはクラッシュボックス)が備えられる。バンパステー148は、垂直な平面である盛上面146aに結合し、この盛上面146aを介して剛性の高いリヤサイドフレーム136後端のフランジ136aに当接する。これより、車体後部(リヤバンパメンバ152、リヤバンパ154)から伝達された荷重を受けて、車体の変形を抑制する効果を奏する。
【0047】
また、バンパステー148の結合面を垂直な平面(番線L1と平行)としたため、バックパネル146の後方にアブソーバを接続する場合においても、アブソーバの左右構成を対称化(左右共通化)することができる。
【0048】
[比較例との対比]
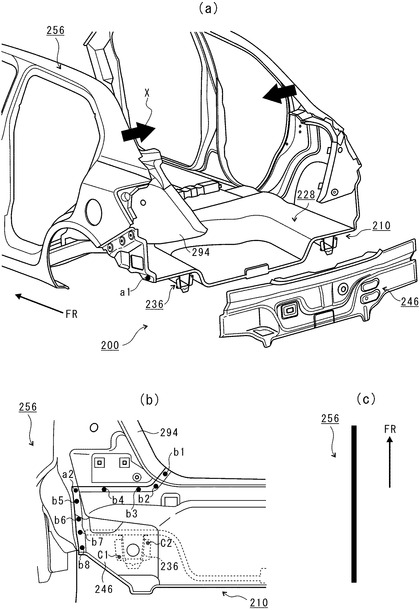
図8は、比較例としての車体後部構造200を示した図である。図8(a)が、比較例においてのバックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ210後端に、サイドボディアセンブリ256後端を溶接する状態を示した図である。図8(b)が、図8(a)の要部拡大図である。図8(c)が、サイドボディアセンブリ256の形状を模式的に示した概念図である。
【0049】
図8(a)に示すように、比較例の車体後部構造200では、サイドボディアセンブリ256に上記延長部102に相当するものが存在しない。すなわち、サイドボディアセンブリ256がほぼ平面形状であり、アンダーボディアセンブリ210後端のリヤフロアパネル228およびリヤサイドフレーム236に向かって回り込んでいない(図8(c)参照)。平面形状の板剛性のみでは、サイドボディアセンブリ256後端の垂れ下がりを抑制することなどできない。
【0050】
また、リヤサイドフレーム236よりも外側のリヤフロアパネル228の車幅方向端部近傍に、サイドボディアセンブリ256後端を仮打ちするスポット溶接打点a1が設定される。リヤフロアパネル228の車幅方向端部近傍は剛性が低いので、サイドボディアセンブリ256後端を支持することができない。
【0051】
また、図8(b)に示すように、リヤサイドフレーム236から離れたサイドボディアセンブリ256後端に、バックパネル246を仮打ちするスポット溶接打点a2が設定される。バックパネル246は、スポット溶接打点b1〜b8にて、サイドボディアセンブリ256後端(リヤランプハウスパネル294等)に接続する。リヤサイドフレーム236から離れると剛性が低くなるので、撓み等によってバックパネル246の溶接精度が悪化するおそれがある。
【0052】
これに対し本実施形態の車体後部構造100によれば、上述した構成により、正規の設計位置からの位置ずれを防止して、完成車としての製品精度を向上することができる。特に、スポット溶接打点A1、B1〜B7、B13〜B15をリヤサイドフレーム136の周囲に集中させたので、延長部102の先端、およびバックパネル146の組付強度を確保することができる。これより、車体後部に荷重がかかっても、車体後部の変形(捩れ変形等)を抑制することが可能となる。
【0053】
また、従来の車体後部構造200では、次工程での溶接に際して、位置決め治具を用いてサイドボディアセンブリ256後端下部などに形成した曲げフランジを上方に押し、矯正を図っていたがその必要もない。よって、溶接設備の単純化が図れ、コスト低減を達することができる。
【0054】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。例えば、上記実施形態では、典型的な例示として本発明をノッチバック車に適用する場合について説明したが、本発明をハッチバック車に適用してもよい。
【産業上の利用可能性】
【0055】
本発明は、自動車等の車体後部構造および車体製造方法として利用することができる。
【符号の説明】
【0056】
100、200…車体後部構造、102…延長部、104…L字部、106…コ字部、110、210…アンダーボディアセンブリ、112…フロントフロアパネル、114、116…メインフロアパン、118…メインフロアトンネル、120、122…フロアサイドメンバ、124、126…サイドシルインナ、128、228…リヤフロアパネル、128a…フランジ、130…リヤフロアフロントパネル、132…リヤフロアセンタパネル、134…リヤフロアリヤパネル、134a、134b…リヤフロアサイドエクステンション、134c…スペアタイヤハウス、136、236、138…リヤサイドフレーム、136a…フランジ、140…リヤフロアフロントクロスメンバ、142…リヤフロアセンタクロスメンバ、144…リヤフロアリヤクロスメンバ、146、246…バックパネル、146a…盛上面、146b…段差、148、150…バンパステー、152…リヤバンパメンバ、154…リヤバンパ、156、256…サイドボディアセンブリ、158…サイドボディインナパネル、160…フロントドアヒンジリンフォース、162…フロントインナアッパピラー、164…ルーフサイドインナレール、166…フロントピラーアッパリンフォース、168…センターピラーインナパネル、170…センターピラーリンフォース、172…サイドシルストレングス、174…サイドシルリヤパネル、176…ホイールハウスインナパネル、178…ホイールハウスアウタパネル、180…クォータインナパネル、182…パーティションサイドパネル、184…パーティションパネル、186…サイドボディアウタパネル、188…Aピラーパネル、190…Bピラーパネル、192…クォータアウタパネル、194、294…リヤランプハウスパネル、196…サイドシルパネル
【技術分野】
【0001】
本発明は、自動車等の車体後部構造および車体製造方法に関する。
【背景技術】
【0002】
車体の製造工程において、バックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ後端(リヤフロアパネルやリヤサイドフレーム)に、車体側部を構成するサイドボディアセンブリ後端(クォータインナパネルやクォータアウタパネル)を接続する場合がある。具体的には、リヤサイドフレームよりも外側のリヤフロアパネルの車幅方向端部近傍に、クォータインナパネルやクォータアウタパネルが接続される(例えば、特許文献1の図2参照)。
【0003】
上記のような組立途中の状態(アンダーボディアセンブリ後端にサイドボディアセンブリ後端を接続した状態)では、完成車状態と比較して、車体の剛性が劣っている。溶接すべき箇所(バックパネル等の部材)が未だ溶接されていず、互いにスポット溶接で仮打ちされている程度だからである。そのため、車体製造ラインにおける移動の際の振動等に起因して変形を生じ、次工程での溶接の精度(組付精度)が悪化してしまうおそれがあった。特に、サイドボディアセンブリ後端が、正規の設計位置から垂れ下がってしまうことが懸念された。
【0004】
従来、この対策として、大きく分けて2通りの方法があった。1つ目の方法は、変形後にその変形を矯正する方法である。具体的には、例えば、サイドボディアセンブリ後端下部などに曲げフランジを設定して、曲げフランジを位置決め治具にて上方に押し、矯正を図りながら次工程の溶接を行っていた。2つ目の方法は、サイドボディアセンブリ自体の剛性を向上させて変形を防止することである。具体的には、例えば、サイドボディアセンブリに新たにフランジを設定したり、補強部材(リンフォース)を追加したりしていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−155714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した従来の1つ目の方法、すなわち位置決め治具を用いた矯正では、充分な改善効果が得られなかった。一方、2つ目の方法のうち、サイドボディアセンブリに新たにフランジを追加することは、プレス工程の工数の増大、歩留まりの低下を招き、成形性が不利になる問題があった。新たに補強部材を追加することは、重量の増加、部品点数の増加を招き、コスト面でも不利になる問題があった。
【0007】
また、リヤフロアパネルには、車幅方向に延びるバックパネルが背面側から接続する。特許文献1に例示されているように、従来、このバックパネル(リヤエンドパネル部材)の溶接スポットはリヤフロアパネルの車幅方向端部近傍に設定されていたが、これではバックパネルを支持できずに正規の設計位置からずれてしまうおそれがあった。なお、特許文献1の明細書中のリヤエンドパネル部材は、特許文献1の図3および段落0025の「リヤエンドインナパネル部材6までのフロア面上に荷室部17…」との記載から、本願明細書中のバックパネルに相当するものである。
【0008】
本発明は、上述した課題に鑑み、組立途中の車体の変形(特に、サイドボディアセンブリ後端の垂れ下がり)を防止することにより、完成車としての製品精度を向上することが可能な車体後部構造および車体製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明の代表的な構成は、車体底部を構成するアンダーボディアセンブリ後端と、車体側部を構成するサイドボディアセンブリ後端とを接続して構築される車体後部構造において、アンダーボディアセンブリは、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延びリヤフロアパネルの下面かつリヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含み、サイドボディアセンブリは、その後端の最下部に、リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込む延長部を含み、延長部が、第1のフランジのうちリヤサイドフレーム直上の部分に結合されていることを特徴とする。
【発明の効果】
【0010】
本発明では、上記構成のように、延長部によってサイドボディアセンブリが略L字状に形成されるので、サイドボディアセンブリ単独での剛性を確保することができる。また、サイドボディアセンブリ(延長部)が、リヤサイドフレームよりも外側のリヤフロアパネルの車幅方向端部近傍ではなく、第1のフランジのうちリヤサイドフレーム直上の部分にスポット溶接等で結合される。この部分は、相対的に剛性が高いため、サイドボディアセンブリ後端をしっかりと支持することができる。これより、サイドボディアセンブリ後端の垂れ下がりを確実に防止することができ、完成車としての製品精度の向上を図ることが可能となる。
【0011】
また、他の観点によれば、従来のように次工程での溶接に際して、位置決め治具を用いてサイドボディアセンブリ後端下部などに形成した曲げフランジを上方に押し、矯正を図る必要がなくなる。よって、溶接設備の単純化が図れ(その位置決め治具が不要となり)、コスト低減を達することができる。なお、上記構成は、新たにフランジを設定したり、補強部材を追加したりするわけではないので、元の構成に比して不具合を招くものではない。
【0012】
当該車体後部構造はさらに、車幅方向に延び車体背面に取り付けられるバックパネルを有し、上記リヤサイドフレーム後端には第2のフランジが備えられ、第2のフランジと、第1のフランジのうちリヤサイドフレームの上側の領域とに、バックパネルが背面側から結合されていると好ましい。かかる構成によれば、バックパネルが、相対的に剛性の高い部分にスポット溶接等で結合される。よって、バックパネルの正規の設計位置からのずれを防止することができ、完成車としての製品精度の向上を図ることが可能となる。
【0013】
上記のサイドボディアセンブリの延長部の先端に、リヤサイドフレーム後端の周囲のサイドボディアセンブリ側および上側に沿う略L字状のL字部、またはリヤサイドフレーム後端の周囲のサイドボディアセンブリ側および上下側に沿う略コ字状のコ字部が備えられ、L字部またはコ字部に、バックパネルが背面側から結合されているとよい。かかる構成では、リヤサイドフレーム後端の周囲に沿う延長部先端のL字部またはコ字部に、バックパネルが背面側からスポット溶接等で結合される。そして、L字部またはコ字部の頂点を結ぶ三角形または四角形が、相対的に剛性が高いリヤサイドフレームに重なる(ラップする)。これより、これらの組付強度を確保することができる。
【0014】
なお、サイドボディアセンブリ(延長部)およびバックパネルのスポット溶接打点を、リヤサイドフレーム周囲に集中させることにより、組付強度を確保することが可能となる。これにより、車体後部に荷重がかかっても、車体後部の変形(捩れ変形等)を抑制することが可能となる。
【0015】
上記のバックパネルが、第2のフランジに接続する背面側に突出した盛上面を有し、この盛上面が車両前後方向の軸に対して略直交する方向の平面であると好ましい。これにより、垂直な平面である盛上面にて、第2のフランジに好適に結合することができる。
【0016】
また、盛上面の後方には、バンパステー(またはクラッシュボックス)が備えられる。バンパステーは、垂直な平面である盛上面に接続し、この盛上面を介して剛性の高い第2のフランジに当接する。これより、車体後部から伝達された荷重を受けて、車体の変形を抑制する効果を奏する。
【0017】
上記課題を解決するために本発明の他の代表的な構成は、車体底部を構成するアンダーボディアセンブリおよび車体側部を構成するサイドボディアセンブリをそれぞれ組み立て、互いの後端を接続して車体を製造する車体製造方法において、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延びリヤフロアパネルの下面かつリヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含むアンダーボディアセンブリを製造する工程と、車体側部後端の最下部から車幅方向内側に延びる延長部を含むサイドボディアセンブリを製造する工程と、延長部がリヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込むように、アンダーボディアセンブリに対しサイドボディアセンブリを投入する工程と、第1のフランジのうちリヤサイドフレーム直上の部分に延長部を結合する工程と、を含むことを特徴とする。
【0018】
上述した車体後部構造における技術的思想に対応する構成要素やその説明は、当該車体製造方法にも適用される。
【図面の簡単な説明】
【0019】
【図1】本実施形態にかかる車体後部構造を適用する車体底部の分解斜視図である。
【図2】本実施形態にかかる車体後部構造を適用する車体側部の分解斜視図である。
【図3】本実施形態にかかる車体後部構造を示す図であり、バックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ後端に、サイドボディアセンブリ後端を接続する状態を示した図である。
【図4】図3の車体後部構造にバックパネルやパーティションパネルを取り付けた状態を示した図である。
【図5】図3の要部拡大図である。
【図6】図4の要部拡大図である。
【図7】図6の各断面図である。
【図8】比較例としての車体後部構造を示した図である。
【発明を実施するための形態】
【0020】
以下に添付図面を参照しながら、本発明の好適な実施形態について詳細に説明する。かかる実施形態に示す寸法、材料、その他具体的な数値などは、発明の理解を容易とするための例示に過ぎず、特に断る場合を除き、本発明を限定するものではない。なお、本明細書および図面において、実質的に同一の機能、構成を有する要素については、同一の符号を付することにより重複説明を省略し、また本発明に直接関係のない要素は図示を省略する。
【0021】
[車体底部、車体側部]
以下、本実施形態では、後方スパンが比較的長いため、上述した課題(サイドボディアセンブリ後端の垂れ下がり等)がより顕著であったノッチバック車を例示して説明する。図1は本実施形態にかかる車体後部構造100を適用する車体底部の分解斜視図であり、図2は車体後部構造100を適用する車体側部の分解斜視図である。なお、図中の矢印FRは車体前方を示す。図1に示すように、車体底部は、概して、車体前部床面を形成するフロントフロアパネル112、および車体後部床面を形成するリヤフロアパネル128から構成される。
【0022】
フロントフロアパネル112は、平板状の左右のメインフロアパン114、116の中央に、凸形状のメインフロアトンネル118を備えて構築される。左右のメインフロアパン114、116の裏側には、車両前後方向に延びる梁状のフロアサイドメンバ120、122がそれぞれ接続される。左右のメインフロアパン114、116の車幅方向(左右方向)端部には、フロントドア開口部の敷居部分を構成するサイドシルインナ124、126がそれぞれ備えられる。
【0023】
リヤフロアパネル128は、フロントフロアパネル112後端に接続するリヤフロアフロントパネル130、リヤフロアフロントパネル130後端に接続するリヤフロアセンタパネル132、リヤフロアセンタパネル132後端に接続するリヤフロアリヤパネル134を備えて構築される。リヤフロアリヤパネル134の左右両側には、リヤフロアサイドエクステンション134a、134bが接続される。リヤフロアリヤパネル134の中央には、下方に凹んだスペアタイヤを収納するためのスペアタイヤハウス134cが設けられている。
【0024】
リヤフロアパネル128の裏側かつ車幅方向端部よりも内側には、車両前後方向に延びるリヤサイドフレーム136、138が左右両側に対になり接続される。リヤサイドフレーム136、138が車幅方向端部よりも内側に備えられることで、平板状のリヤフロアパネル128全体を撓まないよう支持する役割を果たす。
【0025】
リヤフロアパネル128の裏側には車幅方向に延びるクロスメンバとして、リヤフロアフロントクロスメンバ140、リヤフロアセンタクロスメンバ142およびリヤフロアリヤクロスメンバ144が備えられる。リヤフロアパネル128の背面側(車両後方側)には、車幅方向に延びるバックパネル146が備えられる。
【0026】
バックパネル146の背面側には、バンパステー148、150(またはクラッシュボックス)を介して、リヤバンパメンバ152が接続される。リヤバンパメンバ152は、その背面側に備えられるリヤバンパ154を支持する役割を担う。
【0027】
図2に示すように、車体側部は、概して、車体側部内面を形成するサイドボディインナパネル158、および車体側部外面を形成するサイドボディアウタパネル186から構成される。詳述すると、例えばサイドボディインナパネル158は、フロントドアヒンジリンフォース160、フロントインナアッパピラー162、ルーフサイドインナレール164、フロントピラーアッパリンフォース166、センターピラーインナパネル168、センターピラーリンフォース170、サイドシルストレングス172、サイドシルリヤパネル174、ホイールハウスインナパネル176、ホイールハウスアウタパネル178、クォータインナパネル180、パーティションサイドパネル182等により構築される。なお、パーティションパネル184は、パーティションサイドパネル182に接続して、車室と後続の荷室(トランクルーム)とを仕切る役割を担う。
【0028】
サイドボディアウタパネル186は、Aピラーパネル188、Bピラーパネル190、クォータアウタパネル192等により構築される。フロントドア開口部の敷居部分に相当する部分には、サイドシルパネル196が備えられる。クォータアウタパネル192の後端には、不図示のトランクリッドとの間に配置されるリヤランプハウスパネル194が接続される。
【0029】
車体製造工程においては、上記図1を用いて説明した車体底部の構成部品を複数組み合わせ(組み立て)、アンダーボディアセンブリ110(車体底部複合体)を形成する。上記図2を用いて説明した車体側部の構成部品を複数組み合わせ(組み立て)、サイドボディアセンブリ156(車体側部複合体)を形成する。
【0030】
なお、アンダーボディアセンブリ110として幾つくらいの構成部品を組み合わせるか(どのくらい組み立てるか)は、設計事項であり事情により適宜設定(決定)してよい。サイドボディアセンブリ156も同様に、幾つくらいの構成部品を組み合わせるかは、事情により適宜設定してよい。ただし、本実施形態では、アンダーボディアセンブリ110がリヤフロアパネル128およびリヤサイドフレーム136、138を含み、サイドボディアセンブリ156が後述する延長部102を含むものとする。
【0031】
[車体後部構造]
図3は、本実施形態にかかる車体後部構造100を示す図であり、バックパネル146やパーティションパネル184を取り付ける以前のアンダーボディアセンブリ110後端に、サイドボディアセンブリ156後端を接続する状態を示した図である。図3(a)がその斜視図であり、図3(b)がサイドボディアセンブリ156の形状を模式的に示した概念図である。図3(a)に示すように、組み立てられたアンダーボディアセンブリ110に対して、組み立てられたサイドボディアセンブリ156が真横(矢印Xの方向)から投入される。
【0032】
本実施形態の特徴として、サイドボディアセンブリ156に含まれるリヤランプハウスパネル194の下側は、アンダーボディアセンブリ110後端のリヤフロアパネル128およびリヤサイドフレーム136に向かって周り込む延長部102を含んでいる。これにより、サイドボディアセンブリ156が略L字状に形成されるため(図3(b)参照)、サイドボディアセンブリ156単独での剛性を確保することができる。
【0033】
また、延長部102の別の形態では、例えば、クォータインナパネル180を延長して形成することができる。また、サイドボディアセンブリ156後端までクォータインナパネル180が到達していない場合などでは、更に別の形態としてクォータアウタパネル192を延長して形成してもよい。また、ホイールハウスアウタパネル178を延長して形成してもよい。また、別部品のエクステンションを追加することにより、延長部102を形成してもよい(別部品にすることで、歩留まりの向上を図ることができる)。なお、ここでは、延長部102の回り込みの分、バックパネル146の車幅方向の長さが短く形成される。
【0034】
図4は、図3の車体にバックパネル146やパーティションパネル184を取り付けた状態を示した図である。図4に示すように、アンダーボディアセンブリ110後端と、サイドボディアセンブリ156後端とを接続した後に、バックパネル146やパーティションパネル184が取り付けられる(溶接される)。バックパネル146の端部近傍には、車両前後方向の軸に対して略直交する方向の平面である盛上面146aが備えられている。盛上面146aは、リヤサイドフレーム136後端に備えられた第2のフランジ(以下、単に「フランジ136a」と称する(図3(a)等参照))に接続する。
【0035】
[スポット溶接打点]
図5は、図3の要部拡大図である。図5(a)がその要部拡大図であり、図5(b)が図5(a)の応用例を示した図である。図6は、図4の要部拡大図である。図7は図6の各断面図であり、図7(a)が図6のA−A断面図、図7(b)が図6のB−B断面図である。
【0036】
図5(a)に示すように、本実施形態では、リヤフロアパネル128後端に備えられた第1のフランジ(以下、単に「フランジ128a」と称する)のうち、リヤサイドフレーム136直上の部分にスポット溶接打点A1を設定して、延長部102をスポット溶接(仮打ち)する。サイドボディアセンブリ156を略L字状に形成することで単独での剛性を確保しているため、その後端の垂れ下がりを抑えて仮打ちすることが可能である。
【0037】
リヤサイドフレーム136は車体骨格を構築する剛性の高い部材であり、その周囲は相対的に剛性が高くなる。上記のように、フランジ128aのうちリヤサイドフレーム136直上の部分(スポット溶接打点A1)に仮打ちすることで、サイドボディアセンブリ156の後端を充分に支持させることができる。
【0038】
よって、仮打ち後の車体製造ラインにおける移動の際に振動等が生じても、サイドボディアセンブリ156を略L字状に形成することで単独での剛性を確保していること、剛性の高いリヤサイドフレーム136直上のリヤフロアパネル128後端のフランジ128aにサイドボディアセンブリ156が支持されることから、その変形(後端の垂れ下がり)を防止することができる。故に、次工程での溶接の精度(組付精度)の悪化を回避することができる。
【0039】
図6に示すように、次工程として、リヤフロアパネル128後端のフランジ128aのうちリヤサイドフレーム136の上側の領域やリヤサイドフレーム136後端のフランジ136a、あるいはサイドボディアセンブリ156(延長部102、リヤランプハウスパネル194)の先端に設定した複数のスポット溶接打点B1〜B15にて、背面側よりバックパネル146をスポット溶接する。
【0040】
詳細には、スポット溶接打点B1〜B4にて、バックパネル146の盛上面146aをリヤサイドフレーム136後端のフランジ136aにスポット溶接する。スポット溶接打点B5〜B7にて、バックパネル146をリヤフロアパネル128のフランジ128aのうちリヤサイドフレーム136の上側の領域にスポット溶接する。スポット溶接打点B8〜B15にて、バックパネル146を延長部102、リヤランプハウスパネル194の先端にスポット溶接する。貫通孔C1、C2にて、リヤサイドフレーム136後端のフランジ136aおよび盛上面146aが、バンパステー148とともに、ボルト・ナットで締結される。
【0041】
図5(a)に示すように、本実施形態では、延長部102の先端に、リヤサイドフレーム136後端の周囲のサイドボディアセンブリ156側および上側に沿う略L字状のL字部104が備えられている。そして、スポット溶接打点A1、B13〜B15にて、L字部104にリヤフロアパネル128(フランジ128a)やバックパネル146がスポット溶接される。
【0042】
すなわち、L字部104は、スポット溶接打点A1、B13〜B15にて、リヤフロアパネル128やバックパネル146を介してリヤサイドフレーム136に接続する。L字部104の頂点(スポット溶接打点)を結ぶ三角形M(図中ハッチで示す)が、リヤサイドフレーム136に重なる(ラップする)こととなる。リヤサイドフレーム136は剛性の高い部材であるので、これにより延長部102の先端と、リヤフロアパネル128やバックパネル146との組付強度を確保することができる。
【0043】
図5(b)に示すように、延長部102の先端に、リヤサイドフレーム136後端の周囲のサイドボディアセンブリ156側および上下側に沿う略コ字状のコ字部106を設定してもよい。かかるコ字部106は、スポット溶接打点A1、B13〜B16にて、リヤフロアパネル128やバックパネル146を介してリヤサイドフレーム136に接続する。コ字部106の頂点(スポット溶接打点)を結ぶ四角形S(図中ハッチで示す)が、リヤサイドフレーム136に重なる(ラップする)こととなる。これによっても、延長部102の先端と、リヤフロアパネル128やバックパネル146との組付強度を確保することができる。
【0044】
図7(a)および(b)に示すように、延長部102の先端は、TL(tall line)線(以下、番線L1とする)から傾くように設計されており、真横(矢印Xの方向)から延長部102を投入しても、アンダーボディアセンブリ110後端(リヤフロアパネル128、リヤサイドフレーム136)に好適に位置合わせ(摺り合わせ)可能となっている。なお、番線とは、自動車の設計における基準として、長さ方向(TL)・高さ方向(WL)・幅方向(BL)のそれぞれに100mmおきに引いた線のことであり、車体製造ラインにおいては土台上の基盤に羅書きして使用されている。
【0045】
本実施形態では、番線L1から傾く延長部102の先端に仮打ちのスポット溶接打点A1を設定し、バックパネル146の盛上面146aには到らないようにしている。これより、サイドボディアセンブリ156を好適に投入可能にするとともに、リヤサイドフレーム136に番線L1と平行な盛上面146aを結合できるようにしている。
【0046】
盛上面146aは背面側に盛り上がり、その境界には段差146b(ビード)が形成される。これにより、車体のねじれ剛性の向上を図ることができる。盛上面146aの後方には、バンパステー148(またはクラッシュボックス)が備えられる。バンパステー148は、垂直な平面である盛上面146aに結合し、この盛上面146aを介して剛性の高いリヤサイドフレーム136後端のフランジ136aに当接する。これより、車体後部(リヤバンパメンバ152、リヤバンパ154)から伝達された荷重を受けて、車体の変形を抑制する効果を奏する。
【0047】
また、バンパステー148の結合面を垂直な平面(番線L1と平行)としたため、バックパネル146の後方にアブソーバを接続する場合においても、アブソーバの左右構成を対称化(左右共通化)することができる。
【0048】
[比較例との対比]
図8は、比較例としての車体後部構造200を示した図である。図8(a)が、比較例においてのバックパネルやパーティションパネルを取り付ける以前のアンダーボディアセンブリ210後端に、サイドボディアセンブリ256後端を溶接する状態を示した図である。図8(b)が、図8(a)の要部拡大図である。図8(c)が、サイドボディアセンブリ256の形状を模式的に示した概念図である。
【0049】
図8(a)に示すように、比較例の車体後部構造200では、サイドボディアセンブリ256に上記延長部102に相当するものが存在しない。すなわち、サイドボディアセンブリ256がほぼ平面形状であり、アンダーボディアセンブリ210後端のリヤフロアパネル228およびリヤサイドフレーム236に向かって回り込んでいない(図8(c)参照)。平面形状の板剛性のみでは、サイドボディアセンブリ256後端の垂れ下がりを抑制することなどできない。
【0050】
また、リヤサイドフレーム236よりも外側のリヤフロアパネル228の車幅方向端部近傍に、サイドボディアセンブリ256後端を仮打ちするスポット溶接打点a1が設定される。リヤフロアパネル228の車幅方向端部近傍は剛性が低いので、サイドボディアセンブリ256後端を支持することができない。
【0051】
また、図8(b)に示すように、リヤサイドフレーム236から離れたサイドボディアセンブリ256後端に、バックパネル246を仮打ちするスポット溶接打点a2が設定される。バックパネル246は、スポット溶接打点b1〜b8にて、サイドボディアセンブリ256後端(リヤランプハウスパネル294等)に接続する。リヤサイドフレーム236から離れると剛性が低くなるので、撓み等によってバックパネル246の溶接精度が悪化するおそれがある。
【0052】
これに対し本実施形態の車体後部構造100によれば、上述した構成により、正規の設計位置からの位置ずれを防止して、完成車としての製品精度を向上することができる。特に、スポット溶接打点A1、B1〜B7、B13〜B15をリヤサイドフレーム136の周囲に集中させたので、延長部102の先端、およびバックパネル146の組付強度を確保することができる。これより、車体後部に荷重がかかっても、車体後部の変形(捩れ変形等)を抑制することが可能となる。
【0053】
また、従来の車体後部構造200では、次工程での溶接に際して、位置決め治具を用いてサイドボディアセンブリ256後端下部などに形成した曲げフランジを上方に押し、矯正を図っていたがその必要もない。よって、溶接設備の単純化が図れ、コスト低減を達することができる。
【0054】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。例えば、上記実施形態では、典型的な例示として本発明をノッチバック車に適用する場合について説明したが、本発明をハッチバック車に適用してもよい。
【産業上の利用可能性】
【0055】
本発明は、自動車等の車体後部構造および車体製造方法として利用することができる。
【符号の説明】
【0056】
100、200…車体後部構造、102…延長部、104…L字部、106…コ字部、110、210…アンダーボディアセンブリ、112…フロントフロアパネル、114、116…メインフロアパン、118…メインフロアトンネル、120、122…フロアサイドメンバ、124、126…サイドシルインナ、128、228…リヤフロアパネル、128a…フランジ、130…リヤフロアフロントパネル、132…リヤフロアセンタパネル、134…リヤフロアリヤパネル、134a、134b…リヤフロアサイドエクステンション、134c…スペアタイヤハウス、136、236、138…リヤサイドフレーム、136a…フランジ、140…リヤフロアフロントクロスメンバ、142…リヤフロアセンタクロスメンバ、144…リヤフロアリヤクロスメンバ、146、246…バックパネル、146a…盛上面、146b…段差、148、150…バンパステー、152…リヤバンパメンバ、154…リヤバンパ、156、256…サイドボディアセンブリ、158…サイドボディインナパネル、160…フロントドアヒンジリンフォース、162…フロントインナアッパピラー、164…ルーフサイドインナレール、166…フロントピラーアッパリンフォース、168…センターピラーインナパネル、170…センターピラーリンフォース、172…サイドシルストレングス、174…サイドシルリヤパネル、176…ホイールハウスインナパネル、178…ホイールハウスアウタパネル、180…クォータインナパネル、182…パーティションサイドパネル、184…パーティションパネル、186…サイドボディアウタパネル、188…Aピラーパネル、190…Bピラーパネル、192…クォータアウタパネル、194、294…リヤランプハウスパネル、196…サイドシルパネル
【特許請求の範囲】
【請求項1】
車体底部を構成するアンダーボディアセンブリ後端と、車体側部を構成するサイドボディアセンブリ後端とを接続して構築される車体後部構造において、
前記アンダーボディアセンブリは、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延び該リヤフロアパネルの下面かつ該リヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含み、
前記サイドボディアセンブリは、その後端の最下部に、前記リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込む延長部を含み、
前記延長部が、前記第1のフランジのうち前記リヤサイドフレーム直上の部分に結合されていることを特徴とする車体後部構造。
【請求項2】
当該車体後部構造はさらに、車幅方向に延び車体背面に取り付けられるバックパネルを有し、
前記リヤサイドフレーム後端には第2のフランジが備えられ、
前記第2のフランジと、前記第1のフランジのうち前記リヤサイドフレームの上側の領域とに、前記バックパネルが背面側から結合されていることを特徴とする請求項1に記載の車体後部構造。
【請求項3】
前記サイドボディアセンブリの延長部の先端に、前記リヤサイドフレーム後端の周囲の該サイドボディアセンブリ側および上側に沿う略L字状のL字部、または該リヤサイドフレーム後端の周囲の該サイドボディアセンブリ側および上下側に沿う略コ字状のコ字部が備えられ
前記L字部またはコ字部に、前記バックパネルが背面側から結合されていることを特徴とする請求項2に記載の車体後部構造。
【請求項4】
前記バックパネルが、前記第2のフランジに接続する背面側に突出した盛上面を有し、該盛上面が車両前後方向の軸に対して略直交する方向の平面であることを特徴とする請求項2または3に記載の車体後部構造。
【請求項5】
車体底部を構成するアンダーボディアセンブリおよび車体側部を構成するサイドボディアセンブリをそれぞれ組み立て、互いの後端を接続して車体を製造する車体製造方法において、
車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延び該リヤフロアパネルの下面かつ該リヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含む前記アンダーボディアセンブリを製造する工程と、
車体側部後端の最下部から車幅方向内側に延びる延長部を含む前記サイドボディアセンブリを製造する工程と、
前記延長部が前記リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込むように、前記アンダーボディアセンブリに対し前記サイドボディアセンブリを投入する工程と、
前記第1のフランジのうち前記リヤサイドフレーム直上の部分に前記延長部を結合する工程と、
を含むことを特徴とする車体製造方法。
【請求項1】
車体底部を構成するアンダーボディアセンブリ後端と、車体側部を構成するサイドボディアセンブリ後端とを接続して構築される車体後部構造において、
前記アンダーボディアセンブリは、車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延び該リヤフロアパネルの下面かつ該リヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含み、
前記サイドボディアセンブリは、その後端の最下部に、前記リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込む延長部を含み、
前記延長部が、前記第1のフランジのうち前記リヤサイドフレーム直上の部分に結合されていることを特徴とする車体後部構造。
【請求項2】
当該車体後部構造はさらに、車幅方向に延び車体背面に取り付けられるバックパネルを有し、
前記リヤサイドフレーム後端には第2のフランジが備えられ、
前記第2のフランジと、前記第1のフランジのうち前記リヤサイドフレームの上側の領域とに、前記バックパネルが背面側から結合されていることを特徴とする請求項1に記載の車体後部構造。
【請求項3】
前記サイドボディアセンブリの延長部の先端に、前記リヤサイドフレーム後端の周囲の該サイドボディアセンブリ側および上側に沿う略L字状のL字部、または該リヤサイドフレーム後端の周囲の該サイドボディアセンブリ側および上下側に沿う略コ字状のコ字部が備えられ
前記L字部またはコ字部に、前記バックパネルが背面側から結合されていることを特徴とする請求項2に記載の車体後部構造。
【請求項4】
前記バックパネルが、前記第2のフランジに接続する背面側に突出した盛上面を有し、該盛上面が車両前後方向の軸に対して略直交する方向の平面であることを特徴とする請求項2または3に記載の車体後部構造。
【請求項5】
車体底部を構成するアンダーボディアセンブリおよび車体側部を構成するサイドボディアセンブリをそれぞれ組み立て、互いの後端を接続して車体を製造する車体製造方法において、
車体後部底面を形成し後端に第1のフランジを備えたリヤフロアパネル、および車両前後方向に延び該リヤフロアパネルの下面かつ該リヤフロアパネルの車幅方向端部より内側に接続されるリヤサイドフレームを含む前記アンダーボディアセンブリを製造する工程と、
車体側部後端の最下部から車幅方向内側に延びる延長部を含む前記サイドボディアセンブリを製造する工程と、
前記延長部が前記リヤフロアパネル後端およびリヤサイドフレーム後端に向かって周り込むように、前記アンダーボディアセンブリに対し前記サイドボディアセンブリを投入する工程と、
前記第1のフランジのうち前記リヤサイドフレーム直上の部分に前記延長部を結合する工程と、
を含むことを特徴とする車体製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−96718(P2012−96718A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−247379(P2010−247379)
【出願日】平成22年11月4日(2010.11.4)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月4日(2010.11.4)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]