
軽量気泡コンクリートパネルの製造方法

【課題】補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質パネルの製造を可能にする軽量気泡コンクリートパネルの製造方法を提供することを目的とする。
【解決手段】補強筋マット7と網状補強部材9とを取り付け部材11を介して離間された状態で結合することで補強筋構造5を形成する。ここで、取り付け部材11は、網状補強部材9の網目9aに通され、そして、腕部11bが補強筋マット7によって支えられる。この状態で、腕部11bを支点にして係止部11aを傾動させることで、補強筋マット7に対する網状補強部材9の位置ずれが調整される。この調整の後に、腕部11bは補強筋マット7に固定され、その結果、補強筋マット7と網状補強部材9とが離間した状態で結合される。
【解決手段】補強筋マット7と網状補強部材9とを取り付け部材11を介して離間された状態で結合することで補強筋構造5を形成する。ここで、取り付け部材11は、網状補強部材9の網目9aに通され、そして、腕部11bが補強筋マット7によって支えられる。この状態で、腕部11bを支点にして係止部11aを傾動させることで、補強筋マット7に対する網状補強部材9の位置ずれが調整される。この調整の後に、腕部11bは補強筋マット7に固定され、その結果、補強筋マット7と網状補強部材9とが離間した状態で結合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主筋と副筋とを備えた補強筋マットとメタルラス等の網状補強部材とを埋設した軽量気泡コンクリートパネルの製造方法に関するものである。
【背景技術】
【0002】
従来、軽量気泡コンクリートパネル(以下、「ALCパネル」という)内に主筋と副筋とからなる補強筋マットとメタルラス等の網状補強部材とからなる補強筋構造を埋設したものが提案されている。
【0003】
建築物の壁、床または屋根に使用されたALCパネルには、給排水や冷暖房、換気などの設備等のために、大小さまざまな貫通孔や開口が空けられることが多い。一方、ALCパネルの内部には、パネルの曲げ強度を発現させるために多数の主筋や副筋が埋設されており、設備配管用の貫通孔の孔開けによって主筋や副筋を備えた補強筋マットが切断されてしまうと、パネル曲げ強度が低下する恐れがあるため、任意の位置に多数または大きな孔を設けることは困難であった。この課題を解決するALCパネルが、特開2010−59715号公報により提案されている。
【0004】
また、ALCパネルの補強筋マットよりも外側の縁部に孔開けや切欠き加工等を行う際に欠けが生じ易いという課題を解決するALCパネルが、特開2010−77624号公報により提案されている。
【0005】
また、ALCパネルに穿孔する際、ドリル刃の切り抜け時に裏面側の母材が剥落する問題を解決するため、鉄筋から成る補強筋マットに金網を張設したALCパネルが実開平06−078432号公報により提案されている。
【0006】
また、ALCパネルの意匠性や耐久性をより高める場合には、その表面を化粧板等の被覆板で覆うことが行われているが、その場合において保管及び運搬に支障をきたさず、施工に要する工数及び時間を著しく低減させるように工夫されたALCパネルが、特開平6−114822号公報により提案されている。
【0007】
上述のALCパネルに利用される補強筋構造は、主筋と副筋とからなる補強筋マットに網状補強部材を直接接触させて固定することで製造されていると想定され、特に、その固定方法としては、両部材同士の溶接、あるいは網状補強部材の一部、または他の部材を利用した両部材同士の緊結などが考えられる。
【0008】
ALCパネルは、補強筋構造を形成した後、補強筋構造を軽量気泡コンクリートの原料スラリーで包囲し、さらに原料スラリーを発泡硬化することで製造される。ここで、補強筋構造には発錆を防止するための防錆処理が必要である。従って、ALCパネルの製造工程では、補強筋構造を原料スラリーで包囲する前に、補強筋構造に対して防錆処理を施している。この防錆処理は、一般的には防錆液が満たされた浸漬槽に、補強筋構造を完全に漬けて補強筋構造の表面に防錆液を付着させ、これを乾燥させることにより所望の厚みを持った防錆塗膜を形成することで実行される。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−59715号公報
【特許文献2】特開2010−77624号公報
【特許文献3】実開平6−078432号公報
【特許文献4】特開平6−114822号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のALCパネルに使用されている補強筋構造では、補強筋マットと網状補強部材とは互いに接触され、溶接などで部分的に固定されている。この種の補強筋構造では、両者の接触部位は実質的に防錆塗膜が形成されていない。ここで、ALCパネルの製造工程において、上述の原料スラリーの発泡硬化の際には補強筋構造に対して外部から応力が働き、接触部位が部分的に離れ、防錆塗膜に欠損を生じる可能性がある。一方で、防錆塗膜の欠損防止のために接触部位の全面に溶接を施したり、略全体を締結したりするなどの方策が考えられるが、そのような態様だとALCパネルの製造上、工程数の増大やコストの増大を招く結果になり、実用的ではない。
【0011】
さらに、ALCパネルの長手方向や短手方向の寸法変更、ALCパネルに要求される強度性能の変更等により、補強筋マットにおける主筋や副筋の本数や位置は変動する。一方で、メタルラス等の網状補強部材の目開きの変更、目開きの位置の誤差等により、補強筋マットの主筋や副筋に対する網状補強部材の相対的な位置は、実際には、ずれを生じる。この相対的な位置のずれを確実に吸収しながら補強筋マットに網状補強部材を的確に固定して補強筋構造を形成するための具体的な方法は従来技術において記載されておらず、効果的、効率的な方法は確立されていない。
【0012】
本発明は、以上の課題を解決することを目的としており、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質パネルの製造を可能にする軽量気泡コンクリートパネルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、補強筋マットを備えた補強筋構造を原料スラリーによってパネル状に包囲し、原料スラリーを発泡硬化させることで製造される軽量気泡コンクリートパネルの製造方法であって、補強筋マットと網状補強部材とを対向配置すると共に、取り付け部材を介して補強筋マットと網状補強部材とを離間させた状態で結合して補強筋構造を形成する補強筋構造形成工程を備え、取り付け部材は、V字状に屈曲した係止部と、係止部の両端から突き出すと共に、係止部を挟んで同一軸線上に対向配置された一対の腕部と、を有し、補強筋構造形成工程では、取り付け部材を網状補強部材の網目に通すと共に、補強筋マットによって腕部を支え、腕部を支点にして係止部を傾動させて補強筋マットに対する網状補強部材の位置ずれを調整しながら係止部によって網状補強部材を支え、補強筋マットに対する網状補強部材の位置ずれを調整した後に腕部を補強筋マットに固定して補強筋マットと網状補強部材とを離間させた状態で結合することを特徴とする。
【0014】
本発明では、補強筋マットと網状補強部材とが取り付け部材を介して離間された状態で結合され、その結果として補強筋構造が形成される。つまり、本発明では、前提として、補強筋マットと網状補強部材とが離間しているため、防錆処理を施した際に補強筋構造の略全面に渡って防錆塗膜が形成される。従って、原料スラリーの発泡硬化の際に補強筋構造に応力がかかり、例えば、補強筋マットと網状補強部材との離間幅が変化したとしても防錆塗膜の欠損とはならない。その結果、本発明によれば、補強筋構造の防錆塗膜の欠損を効果的に防止できる。さらに、本発明では、取り付け部材の腕部を支点にして係止部を傾動させることで補強筋マットに対する網状補強部材の相対的な位置ずれを調整でき、補強筋マットに網状補強部材を強固に固定することができる。つまり、本発明によれば、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質パネルの製造が可能になる。
【0015】
そして、本発明では、補強筋構造を防錆液に浸して防錆処理を施す防錆工程を備えてもよい。
【発明の効果】
【0016】
本発明によれば、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質の軽量気泡コンクリートパネルを製造できる。
【図面の簡単な説明】
【0017】
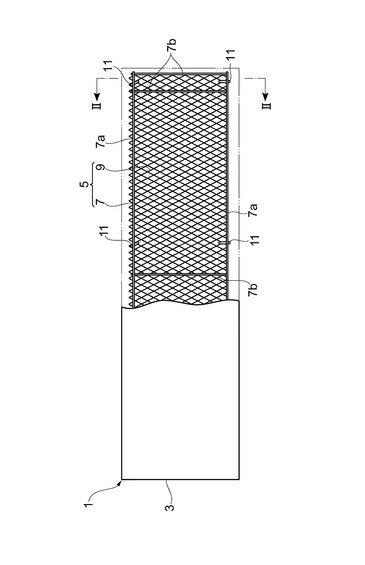
【図1】本発明の実施形態に係る製造方法によって製造された軽量気泡コンクリートパネルの平面図である。
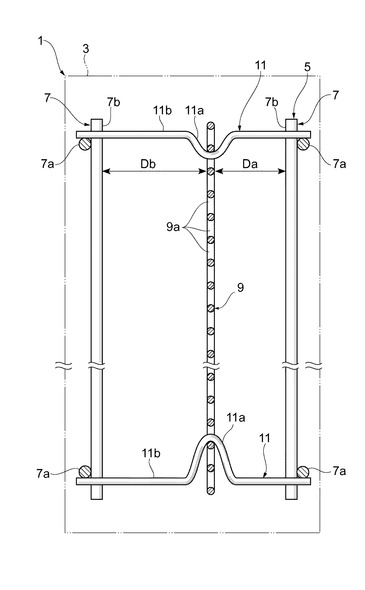
【図2】図1のII−II線に沿った断面図である。
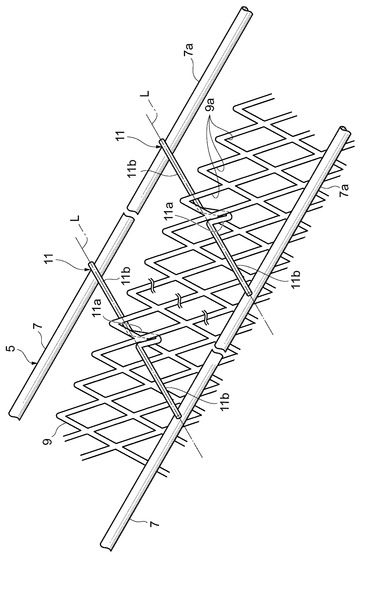
【図3】取り付け部材を介して補強筋マットと網状補強部材とを離間させた状態で結合する部位を拡大して示す斜視図である。
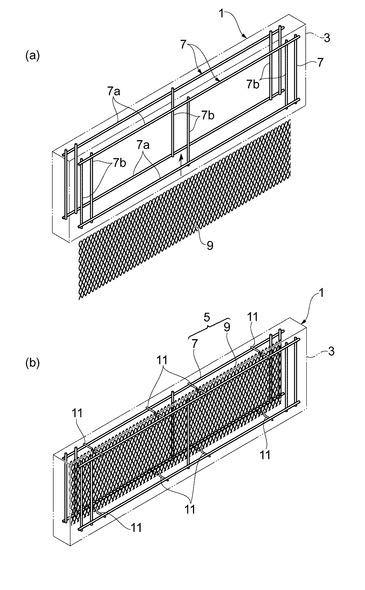
【図4】本実施形態に係る製造方法の補強筋形成工程を示し、(a)は一対の補強筋マットの間に網状補強部材を対向配置した状態を示す斜視図であり、(b)は補強筋マットに対して網状補強部材を対向配置すると共に、取り付け部材を介して補強筋マットと網状補強部材とを結合した状態を示す斜視図である。
【図5】取り付け部材によって補強筋マットと網状補強部材との相対的な位置ずれを調整している状態を示し、(a)は調整前の状態を模式的に示す図であり、(b)は調整後の状態を模式的に示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の好適な実施形態について図面を参照しながら説明する。
(第1の実施形態)
【0019】
最初に、本実施形態に係る製造方法によって製造された軽量気泡コンクリート(以下、「ALC」という)パネル1について図1〜図3を参照して説明する。
【0020】
図1〜図3に示されるように、ALCパネル1は、ALCによって矩形板状に形成されたパネル本体3と、パネル本体3内に埋設された補強筋構造5とを備えている。補強筋構造5は、一対の補強筋マット7と、一対の補強筋マット7同士の間で、補強筋マット7と離間した状態で配置された網状補強部材9とを備えている。
【0021】
補強筋マット7は、パネル本体3の長手方向に沿って延在する二本の平行な主筋7aと、主筋7aに対して交差(直交)し、パネル本体3の短手方向に沿って延在する五本の副筋7bとを備えている。一対の補強筋マット7は、パネル本体3のパネル面に沿って平行に配置されている。
【0022】
補強筋マット7の五本の副筋7bのうち、二本の副筋7bは、パネル本体3の長手方向の両端部近傍に配置することが望ましい。パネル本体3の長手方向の両端部それぞれに副筋7bを配置することにより、主筋7aがALCからなるパネル本体3に充分に定着し、またALCパネル1の端部に取り付けられるファスナーの取付強度を確保することができる。
【0023】
網状補強部材9は、メタルラスやワイヤラス等からなる平面状の網状部材であり、金網、ラス網、エキスパンドメタルなどが使用できる。例えば、金網に使用される鉄線の線径、及びラス網やエキスパンドメタルの板厚は、補強効果や孔あけ作業時の作業性を考慮して決めれば良く、0.6mm〜1.2mm程度が好ましい。また、網目の寸法は、網状補強部材9のパネル本体3(ALC母材)への付着性、または貫通孔や開口の間隔を考慮して決めれば良く、10mm〜60mm程度が好ましい。
【0024】
また、網状補強部材9がラス網である場合には、3号、4号などの平ラス或いは1号、2号などの波形ラスを採用することができ、その際の網状補強部材9の長目方向の目(網目)の寸法は(菱形の長径)は26mm〜32mmであり、短目方向の目(網目)の寸法は(菱形の短径)は13mm〜16mmである。
【0025】
網状補強部材9は、一対の補強筋マット7同士に間に挟まれ、補強筋マット7それぞれとの間で一定の間隔Da,Db(図2参照)を空けた状態で、補強筋マット7に対向配置されている。
【0026】
また、補強筋構造5は、補強筋マット7と網状補強部材9とを一定の間隔Da,Dbを空けて結合する取り付け部材11を備えており、さらに、補強筋構造5の上端には補強筋吊り下げ用スペーサー(図示省略)が固定されている。
【0027】
取り付け部材11は、略V字状の部材(以下、「V型取り付け部材」という)であり、V字状に屈曲した係止部11aと係止部11aの両端から突き出すと共に、係止部11aを挟んで同一軸線L上に対向配置された一対の腕部11bと、を有する。
【0028】
V型取り付け部材11は、係止部11aが網状補強部材9を挟むように当接して網状補強部材9を支え、定位置に保持している。また、腕部11bの両端は、一対の補強筋マット7の主筋7aに当接され、溶接されている。なお、本実施形態では、V型取り付け部材11の係止部11aが補強筋マット7の主筋7aに固定された態様を説明するが、副筋7bに固定してもよい。
【0029】
次に、図4、及び図5を参照して第1実施形態に係るALCパネル1の製造方法について説明する。本実施形態では、八個のV型取り付け部材11を用いており、また、V型取り付け部材11は、補強筋構造5の上方の四箇所、及び下方の四箇所に配置されている。なお、ALCパネル1の長手方向におけるV型取り付け部材11の個数やレイアウトなどの頻度は、例えば、補強筋構造5の防錆処理時において、補強筋マット7と網状補強部材9との接触を防止できるものであれば任意に変更が可能であり、特に限定するものではない。また、ALCパネル1の短手方向におけるV型取り付け部材11の個数やレイアウトなどの頻度も、例えば、補強筋構造5の防錆処理時において、補強筋マット7と網状補強部材9との接触を防止できるものであれば任意に変更が可能であり、特に限定するものではない。
【0030】
本実施形態に係る製造方法は、補強筋構造形成工程、防錆工程、原料スラリーの発泡硬化工程、モルタルブロックの切断工程、養生工程を備えている。
【0031】
補強筋構造形成工程では、補強筋マット7と網状補強部材9とを対向配置すると共に、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを離間させた状態で結合して補強筋構造5を形成する。
【0032】
具体的には、V型取り付け部材11を網状補強部材9の網目9aに通し、係止部11aで網状補強部材9を挟む位置までV型取り付け部材11を差し込む。次に、補強筋マット7の主筋7aによってV型取り付け部材11の腕部11bを支え、腕部11bを支点にして係止部11aを傾動させて補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整する。
【0033】
具体的には、腕部11bの軸線Lは完成後のALCパネル1のパネル板面に対して垂直である。そして、軸線Lを中心に係止部11aを回転させることで、網状補強部材9のパネル板面に沿った方向のずれを吸収でき、補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整できる。なお、本実施形態では、係止部11aを傾動させることに加え、腕部11bを補強筋マット7の主筋7aに沿って平行移動させて適当な位置に調整している。
【0034】
補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整することで、複数のV型取り付け部材11の係止部11aを網状補強部材9の網目9aそれぞれに引っ掛け、そして網状補強部材9を支えることができる。その結果、一部のV型取り付け部材11の係止部11aにおいて、網状補強部材9から浮いた状態が発生してしまうのを防止できる。
【0035】
次に、V型取り付け部材11の腕部11bの両端部分を補強筋マット7の主筋7aに溶接する。その結果、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを離間させた状態で結合でき、補強筋構造5が完成する。本実施形態に係る補強筋構造形成工程では、補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整した上で、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを結合できるため、補強筋マット7と網状補強部材9とを強固に固定できる。
【0036】
つまり、本実施形態に係る補強筋構造形成工程では、例えば、ALCパネル1の長手方向や短手方向の寸法変更、ALCパネル1に要求される強度性能の変更等によって補強筋マット7における主筋7aや副筋7bの本数や位置が変動したり、また、網状補強部材9の目開きの変更、目開きの位置の誤差等があるなどして補強筋マット7に対する網状補強部材9の相対的な位置ずれが生じても、この相対的な位置ずれを確実に吸収しながら補強筋マット7に網状補強部材9を的確に固定して補強筋構造5を形成できる。
【0037】
次に、補強筋構造5の防錆処理を行う防錆工程が実行される。防錆工程では、防錆液が満たされた浸漬槽に補強筋構造5を完全に漬けて補強筋構造5の表面に防錆液を付着させる。ここで、補強筋マット7と網状補強部材9とは離間して配置されているので、補強筋マット7と網状補強部材9との略全面に渡って防錆液が付着した状態になる。防錆液を付着させた後、補強筋構造5を乾燥させて防錆塗膜を形成する。
【0038】
次に、原料スラリーの発泡硬化工程を実行する。防錆塗膜が形成された補強筋マット7は型枠中に配置される。この型枠内に、石灰質原料及び珪酸質原料を粉砕したもの、適量の水、及び気泡剤等を混合した原料スラリーを注入し、補強筋構造5をパネル状に包囲し、発泡硬化させてモルタルブロックを形成する。
【0039】
発泡硬化したモルタルブロックの形成後、モルタルブロックをピアノ線等により所望の寸法に切断し(モルタルブロックの切断工程)、オートクレープ養生を施して(養生工程)、所定形状のALCパネル1が完成する。
【0040】
次に、本実施形態に係る製造方法の作用、及び効果について説明する。この製造方法では、前提として、補強筋マット7と網状補強部材9とが離間しているため、防錆処理を施した際に補強筋構造5の略全面に渡って防錆塗膜が形成される。従って、原料スラリーの発泡硬化の際に補強筋構造5に応力がかかり、例えば、補強筋マット7と網状補強部材9との離間幅が変化したとしても防錆塗膜の欠損とはならない。従って、本実施形態に係る製造方法によれば、補強筋構造5の防錆塗膜の欠損を効果的に防止でき、高品質のALCパネル1の製造が可能になる。
【0041】
特に、本実施形態に係る製造方法によれば、例えば、補強筋マットと網状補強部材との略全面を溶接などによって固定して防錆塗膜の欠損防止を図る態様に比べて、防錆処理に係わる懸念を完全に解決でき、また、同時に製造工数の増大を抑制し、さらに、製造コストの増大をも抑止できる。
【0042】
また、本実施形態に係る製造方法よれば、補強筋マット7に対する網状補強部材9の相対的な位置ずれを確実に吸収しながら補強筋マット7に網状補強部材9を的確、且つ強固に固定して補強筋構造5を形成できるため、結果として、高品質のALCパネル1の製造が可能になる。
【0043】
なお、以上の実施形態では、V型取り付け部材11と補強筋マット7との結合は溶接によって行っているが、十分な固定強度が得られれば溶接のみに限定されるものではなく、接着などであってもよい。またV型取り付け部材11と補強筋マット7の固定は、補強筋マット7の主筋7a、または副筋7bのどちらに対しても実施可能ではあるが、防錆処理時において、補強筋マット7と網状補強部材9との接触を防ぎ得る頻度を確保するためには、主筋7aに固定する方が望ましい。
【0044】
また、本実施形態では、網状補強部材9はV型取り付け部材11に引っ掛かっているだけで、特に溶接等されていないが、溶接などによって強固に固定するようにしても良い。
【0045】
また、V型取り付け部材11の係止部11aの長さは、網状補強部材9の網目9aに通すことが可能であり、また、網状補強部材9を十分に挟み込むことができれば、特に限定するものではない。また、V型取り付け部材11の腕部11bに対する係止部11aの位置は、ALCパネル1の厚み方向における網状補強部材9の位置に応じて任意に変更可能である。
【0046】
また、V型取り付け部材11による補強筋マット7と網状補強部材9との結合位置のうち、上方に存在する結合位置では、V型取り付け部材11の係止部11aを下方に向けて施工し、上方に存在する結合位置では、V型取り付け部材11の係止部11aを上方に向けて施工することにより、振動等により網状補強部材9の固定が外れる不具合を防止できるため、より好ましい。
【0047】
また、本実施形態では、補強筋マット7の略全面に重なる網状補強部材9を用意し、この網状補強部材9を補強筋マット7に固定しているが、この形態に限定されるものではなく、網状補強部材9を固定する部分は、補強筋マット7の必要とされる一部分だけでも良い。また、各補強筋マット7の主筋7aはALCパネル1の長手方向に平行に2本以上配設してもよく、また、副筋7bはALCパネル1の短手方向に平行に3本以上配設してもよい。
【0048】
また、V型取り付け部材11による補強筋マット7と網状補強部材9との結合位置のうち、上方に存在する結合位置では、V型取り付け部材11の係止部11aを下方に向けて施工し、下方に存在する結合位置では、V型取り付け部材11の係止部11aを上方に向けて施工することにより、振動等により網状補強部材9の固定が外れる不具合を防止できるため、より好ましい。
【符号の説明】
【0049】
1…ALCパネル(軽量気泡コンクリートパネル)、5…補強筋構造、7…補強筋マット、9…網状補強部材、9a…網目、11…V型取り付け部材、11a…係止部、11b…腕部、L…軸線。
【技術分野】
【0001】
本発明は、主筋と副筋とを備えた補強筋マットとメタルラス等の網状補強部材とを埋設した軽量気泡コンクリートパネルの製造方法に関するものである。
【背景技術】
【0002】
従来、軽量気泡コンクリートパネル(以下、「ALCパネル」という)内に主筋と副筋とからなる補強筋マットとメタルラス等の網状補強部材とからなる補強筋構造を埋設したものが提案されている。
【0003】
建築物の壁、床または屋根に使用されたALCパネルには、給排水や冷暖房、換気などの設備等のために、大小さまざまな貫通孔や開口が空けられることが多い。一方、ALCパネルの内部には、パネルの曲げ強度を発現させるために多数の主筋や副筋が埋設されており、設備配管用の貫通孔の孔開けによって主筋や副筋を備えた補強筋マットが切断されてしまうと、パネル曲げ強度が低下する恐れがあるため、任意の位置に多数または大きな孔を設けることは困難であった。この課題を解決するALCパネルが、特開2010−59715号公報により提案されている。
【0004】
また、ALCパネルの補強筋マットよりも外側の縁部に孔開けや切欠き加工等を行う際に欠けが生じ易いという課題を解決するALCパネルが、特開2010−77624号公報により提案されている。
【0005】
また、ALCパネルに穿孔する際、ドリル刃の切り抜け時に裏面側の母材が剥落する問題を解決するため、鉄筋から成る補強筋マットに金網を張設したALCパネルが実開平06−078432号公報により提案されている。
【0006】
また、ALCパネルの意匠性や耐久性をより高める場合には、その表面を化粧板等の被覆板で覆うことが行われているが、その場合において保管及び運搬に支障をきたさず、施工に要する工数及び時間を著しく低減させるように工夫されたALCパネルが、特開平6−114822号公報により提案されている。
【0007】
上述のALCパネルに利用される補強筋構造は、主筋と副筋とからなる補強筋マットに網状補強部材を直接接触させて固定することで製造されていると想定され、特に、その固定方法としては、両部材同士の溶接、あるいは網状補強部材の一部、または他の部材を利用した両部材同士の緊結などが考えられる。
【0008】
ALCパネルは、補強筋構造を形成した後、補強筋構造を軽量気泡コンクリートの原料スラリーで包囲し、さらに原料スラリーを発泡硬化することで製造される。ここで、補強筋構造には発錆を防止するための防錆処理が必要である。従って、ALCパネルの製造工程では、補強筋構造を原料スラリーで包囲する前に、補強筋構造に対して防錆処理を施している。この防錆処理は、一般的には防錆液が満たされた浸漬槽に、補強筋構造を完全に漬けて補強筋構造の表面に防錆液を付着させ、これを乾燥させることにより所望の厚みを持った防錆塗膜を形成することで実行される。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2010−59715号公報
【特許文献2】特開2010−77624号公報
【特許文献3】実開平6−078432号公報
【特許文献4】特開平6−114822号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のALCパネルに使用されている補強筋構造では、補強筋マットと網状補強部材とは互いに接触され、溶接などで部分的に固定されている。この種の補強筋構造では、両者の接触部位は実質的に防錆塗膜が形成されていない。ここで、ALCパネルの製造工程において、上述の原料スラリーの発泡硬化の際には補強筋構造に対して外部から応力が働き、接触部位が部分的に離れ、防錆塗膜に欠損を生じる可能性がある。一方で、防錆塗膜の欠損防止のために接触部位の全面に溶接を施したり、略全体を締結したりするなどの方策が考えられるが、そのような態様だとALCパネルの製造上、工程数の増大やコストの増大を招く結果になり、実用的ではない。
【0011】
さらに、ALCパネルの長手方向や短手方向の寸法変更、ALCパネルに要求される強度性能の変更等により、補強筋マットにおける主筋や副筋の本数や位置は変動する。一方で、メタルラス等の網状補強部材の目開きの変更、目開きの位置の誤差等により、補強筋マットの主筋や副筋に対する網状補強部材の相対的な位置は、実際には、ずれを生じる。この相対的な位置のずれを確実に吸収しながら補強筋マットに網状補強部材を的確に固定して補強筋構造を形成するための具体的な方法は従来技術において記載されておらず、効果的、効率的な方法は確立されていない。
【0012】
本発明は、以上の課題を解決することを目的としており、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質パネルの製造を可能にする軽量気泡コンクリートパネルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明は、補強筋マットを備えた補強筋構造を原料スラリーによってパネル状に包囲し、原料スラリーを発泡硬化させることで製造される軽量気泡コンクリートパネルの製造方法であって、補強筋マットと網状補強部材とを対向配置すると共に、取り付け部材を介して補強筋マットと網状補強部材とを離間させた状態で結合して補強筋構造を形成する補強筋構造形成工程を備え、取り付け部材は、V字状に屈曲した係止部と、係止部の両端から突き出すと共に、係止部を挟んで同一軸線上に対向配置された一対の腕部と、を有し、補強筋構造形成工程では、取り付け部材を網状補強部材の網目に通すと共に、補強筋マットによって腕部を支え、腕部を支点にして係止部を傾動させて補強筋マットに対する網状補強部材の位置ずれを調整しながら係止部によって網状補強部材を支え、補強筋マットに対する網状補強部材の位置ずれを調整した後に腕部を補強筋マットに固定して補強筋マットと網状補強部材とを離間させた状態で結合することを特徴とする。
【0014】
本発明では、補強筋マットと網状補強部材とが取り付け部材を介して離間された状態で結合され、その結果として補強筋構造が形成される。つまり、本発明では、前提として、補強筋マットと網状補強部材とが離間しているため、防錆処理を施した際に補強筋構造の略全面に渡って防錆塗膜が形成される。従って、原料スラリーの発泡硬化の際に補強筋構造に応力がかかり、例えば、補強筋マットと網状補強部材との離間幅が変化したとしても防錆塗膜の欠損とはならない。その結果、本発明によれば、補強筋構造の防錆塗膜の欠損を効果的に防止できる。さらに、本発明では、取り付け部材の腕部を支点にして係止部を傾動させることで補強筋マットに対する網状補強部材の相対的な位置ずれを調整でき、補強筋マットに網状補強部材を強固に固定することができる。つまり、本発明によれば、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質パネルの製造が可能になる。
【0015】
そして、本発明では、補強筋構造を防錆液に浸して防錆処理を施す防錆工程を備えてもよい。
【発明の効果】
【0016】
本発明によれば、補強筋マットに対する網状補強部材の相対的な位置ずれを調整して強固に固定すると共に、補強筋構造の防錆塗膜に生じる欠損を効果的に防止して高品質の軽量気泡コンクリートパネルを製造できる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る製造方法によって製造された軽量気泡コンクリートパネルの平面図である。
【図2】図1のII−II線に沿った断面図である。
【図3】取り付け部材を介して補強筋マットと網状補強部材とを離間させた状態で結合する部位を拡大して示す斜視図である。
【図4】本実施形態に係る製造方法の補強筋形成工程を示し、(a)は一対の補強筋マットの間に網状補強部材を対向配置した状態を示す斜視図であり、(b)は補強筋マットに対して網状補強部材を対向配置すると共に、取り付け部材を介して補強筋マットと網状補強部材とを結合した状態を示す斜視図である。
【図5】取り付け部材によって補強筋マットと網状補強部材との相対的な位置ずれを調整している状態を示し、(a)は調整前の状態を模式的に示す図であり、(b)は調整後の状態を模式的に示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の好適な実施形態について図面を参照しながら説明する。
(第1の実施形態)
【0019】
最初に、本実施形態に係る製造方法によって製造された軽量気泡コンクリート(以下、「ALC」という)パネル1について図1〜図3を参照して説明する。
【0020】
図1〜図3に示されるように、ALCパネル1は、ALCによって矩形板状に形成されたパネル本体3と、パネル本体3内に埋設された補強筋構造5とを備えている。補強筋構造5は、一対の補強筋マット7と、一対の補強筋マット7同士の間で、補強筋マット7と離間した状態で配置された網状補強部材9とを備えている。
【0021】
補強筋マット7は、パネル本体3の長手方向に沿って延在する二本の平行な主筋7aと、主筋7aに対して交差(直交)し、パネル本体3の短手方向に沿って延在する五本の副筋7bとを備えている。一対の補強筋マット7は、パネル本体3のパネル面に沿って平行に配置されている。
【0022】
補強筋マット7の五本の副筋7bのうち、二本の副筋7bは、パネル本体3の長手方向の両端部近傍に配置することが望ましい。パネル本体3の長手方向の両端部それぞれに副筋7bを配置することにより、主筋7aがALCからなるパネル本体3に充分に定着し、またALCパネル1の端部に取り付けられるファスナーの取付強度を確保することができる。
【0023】
網状補強部材9は、メタルラスやワイヤラス等からなる平面状の網状部材であり、金網、ラス網、エキスパンドメタルなどが使用できる。例えば、金網に使用される鉄線の線径、及びラス網やエキスパンドメタルの板厚は、補強効果や孔あけ作業時の作業性を考慮して決めれば良く、0.6mm〜1.2mm程度が好ましい。また、網目の寸法は、網状補強部材9のパネル本体3(ALC母材)への付着性、または貫通孔や開口の間隔を考慮して決めれば良く、10mm〜60mm程度が好ましい。
【0024】
また、網状補強部材9がラス網である場合には、3号、4号などの平ラス或いは1号、2号などの波形ラスを採用することができ、その際の網状補強部材9の長目方向の目(網目)の寸法は(菱形の長径)は26mm〜32mmであり、短目方向の目(網目)の寸法は(菱形の短径)は13mm〜16mmである。
【0025】
網状補強部材9は、一対の補強筋マット7同士に間に挟まれ、補強筋マット7それぞれとの間で一定の間隔Da,Db(図2参照)を空けた状態で、補強筋マット7に対向配置されている。
【0026】
また、補強筋構造5は、補強筋マット7と網状補強部材9とを一定の間隔Da,Dbを空けて結合する取り付け部材11を備えており、さらに、補強筋構造5の上端には補強筋吊り下げ用スペーサー(図示省略)が固定されている。
【0027】
取り付け部材11は、略V字状の部材(以下、「V型取り付け部材」という)であり、V字状に屈曲した係止部11aと係止部11aの両端から突き出すと共に、係止部11aを挟んで同一軸線L上に対向配置された一対の腕部11bと、を有する。
【0028】
V型取り付け部材11は、係止部11aが網状補強部材9を挟むように当接して網状補強部材9を支え、定位置に保持している。また、腕部11bの両端は、一対の補強筋マット7の主筋7aに当接され、溶接されている。なお、本実施形態では、V型取り付け部材11の係止部11aが補強筋マット7の主筋7aに固定された態様を説明するが、副筋7bに固定してもよい。
【0029】
次に、図4、及び図5を参照して第1実施形態に係るALCパネル1の製造方法について説明する。本実施形態では、八個のV型取り付け部材11を用いており、また、V型取り付け部材11は、補強筋構造5の上方の四箇所、及び下方の四箇所に配置されている。なお、ALCパネル1の長手方向におけるV型取り付け部材11の個数やレイアウトなどの頻度は、例えば、補強筋構造5の防錆処理時において、補強筋マット7と網状補強部材9との接触を防止できるものであれば任意に変更が可能であり、特に限定するものではない。また、ALCパネル1の短手方向におけるV型取り付け部材11の個数やレイアウトなどの頻度も、例えば、補強筋構造5の防錆処理時において、補強筋マット7と網状補強部材9との接触を防止できるものであれば任意に変更が可能であり、特に限定するものではない。
【0030】
本実施形態に係る製造方法は、補強筋構造形成工程、防錆工程、原料スラリーの発泡硬化工程、モルタルブロックの切断工程、養生工程を備えている。
【0031】
補強筋構造形成工程では、補強筋マット7と網状補強部材9とを対向配置すると共に、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを離間させた状態で結合して補強筋構造5を形成する。
【0032】
具体的には、V型取り付け部材11を網状補強部材9の網目9aに通し、係止部11aで網状補強部材9を挟む位置までV型取り付け部材11を差し込む。次に、補強筋マット7の主筋7aによってV型取り付け部材11の腕部11bを支え、腕部11bを支点にして係止部11aを傾動させて補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整する。
【0033】
具体的には、腕部11bの軸線Lは完成後のALCパネル1のパネル板面に対して垂直である。そして、軸線Lを中心に係止部11aを回転させることで、網状補強部材9のパネル板面に沿った方向のずれを吸収でき、補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整できる。なお、本実施形態では、係止部11aを傾動させることに加え、腕部11bを補強筋マット7の主筋7aに沿って平行移動させて適当な位置に調整している。
【0034】
補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整することで、複数のV型取り付け部材11の係止部11aを網状補強部材9の網目9aそれぞれに引っ掛け、そして網状補強部材9を支えることができる。その結果、一部のV型取り付け部材11の係止部11aにおいて、網状補強部材9から浮いた状態が発生してしまうのを防止できる。
【0035】
次に、V型取り付け部材11の腕部11bの両端部分を補強筋マット7の主筋7aに溶接する。その結果、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを離間させた状態で結合でき、補強筋構造5が完成する。本実施形態に係る補強筋構造形成工程では、補強筋マット7に対する網状補強部材9の相対的な位置ずれを調整した上で、V型取り付け部材11を介して補強筋マット7と網状補強部材9とを結合できるため、補強筋マット7と網状補強部材9とを強固に固定できる。
【0036】
つまり、本実施形態に係る補強筋構造形成工程では、例えば、ALCパネル1の長手方向や短手方向の寸法変更、ALCパネル1に要求される強度性能の変更等によって補強筋マット7における主筋7aや副筋7bの本数や位置が変動したり、また、網状補強部材9の目開きの変更、目開きの位置の誤差等があるなどして補強筋マット7に対する網状補強部材9の相対的な位置ずれが生じても、この相対的な位置ずれを確実に吸収しながら補強筋マット7に網状補強部材9を的確に固定して補強筋構造5を形成できる。
【0037】
次に、補強筋構造5の防錆処理を行う防錆工程が実行される。防錆工程では、防錆液が満たされた浸漬槽に補強筋構造5を完全に漬けて補強筋構造5の表面に防錆液を付着させる。ここで、補強筋マット7と網状補強部材9とは離間して配置されているので、補強筋マット7と網状補強部材9との略全面に渡って防錆液が付着した状態になる。防錆液を付着させた後、補強筋構造5を乾燥させて防錆塗膜を形成する。
【0038】
次に、原料スラリーの発泡硬化工程を実行する。防錆塗膜が形成された補強筋マット7は型枠中に配置される。この型枠内に、石灰質原料及び珪酸質原料を粉砕したもの、適量の水、及び気泡剤等を混合した原料スラリーを注入し、補強筋構造5をパネル状に包囲し、発泡硬化させてモルタルブロックを形成する。
【0039】
発泡硬化したモルタルブロックの形成後、モルタルブロックをピアノ線等により所望の寸法に切断し(モルタルブロックの切断工程)、オートクレープ養生を施して(養生工程)、所定形状のALCパネル1が完成する。
【0040】
次に、本実施形態に係る製造方法の作用、及び効果について説明する。この製造方法では、前提として、補強筋マット7と網状補強部材9とが離間しているため、防錆処理を施した際に補強筋構造5の略全面に渡って防錆塗膜が形成される。従って、原料スラリーの発泡硬化の際に補強筋構造5に応力がかかり、例えば、補強筋マット7と網状補強部材9との離間幅が変化したとしても防錆塗膜の欠損とはならない。従って、本実施形態に係る製造方法によれば、補強筋構造5の防錆塗膜の欠損を効果的に防止でき、高品質のALCパネル1の製造が可能になる。
【0041】
特に、本実施形態に係る製造方法によれば、例えば、補強筋マットと網状補強部材との略全面を溶接などによって固定して防錆塗膜の欠損防止を図る態様に比べて、防錆処理に係わる懸念を完全に解決でき、また、同時に製造工数の増大を抑制し、さらに、製造コストの増大をも抑止できる。
【0042】
また、本実施形態に係る製造方法よれば、補強筋マット7に対する網状補強部材9の相対的な位置ずれを確実に吸収しながら補強筋マット7に網状補強部材9を的確、且つ強固に固定して補強筋構造5を形成できるため、結果として、高品質のALCパネル1の製造が可能になる。
【0043】
なお、以上の実施形態では、V型取り付け部材11と補強筋マット7との結合は溶接によって行っているが、十分な固定強度が得られれば溶接のみに限定されるものではなく、接着などであってもよい。またV型取り付け部材11と補強筋マット7の固定は、補強筋マット7の主筋7a、または副筋7bのどちらに対しても実施可能ではあるが、防錆処理時において、補強筋マット7と網状補強部材9との接触を防ぎ得る頻度を確保するためには、主筋7aに固定する方が望ましい。
【0044】
また、本実施形態では、網状補強部材9はV型取り付け部材11に引っ掛かっているだけで、特に溶接等されていないが、溶接などによって強固に固定するようにしても良い。
【0045】
また、V型取り付け部材11の係止部11aの長さは、網状補強部材9の網目9aに通すことが可能であり、また、網状補強部材9を十分に挟み込むことができれば、特に限定するものではない。また、V型取り付け部材11の腕部11bに対する係止部11aの位置は、ALCパネル1の厚み方向における網状補強部材9の位置に応じて任意に変更可能である。
【0046】
また、V型取り付け部材11による補強筋マット7と網状補強部材9との結合位置のうち、上方に存在する結合位置では、V型取り付け部材11の係止部11aを下方に向けて施工し、上方に存在する結合位置では、V型取り付け部材11の係止部11aを上方に向けて施工することにより、振動等により網状補強部材9の固定が外れる不具合を防止できるため、より好ましい。
【0047】
また、本実施形態では、補強筋マット7の略全面に重なる網状補強部材9を用意し、この網状補強部材9を補強筋マット7に固定しているが、この形態に限定されるものではなく、網状補強部材9を固定する部分は、補強筋マット7の必要とされる一部分だけでも良い。また、各補強筋マット7の主筋7aはALCパネル1の長手方向に平行に2本以上配設してもよく、また、副筋7bはALCパネル1の短手方向に平行に3本以上配設してもよい。
【0048】
また、V型取り付け部材11による補強筋マット7と網状補強部材9との結合位置のうち、上方に存在する結合位置では、V型取り付け部材11の係止部11aを下方に向けて施工し、下方に存在する結合位置では、V型取り付け部材11の係止部11aを上方に向けて施工することにより、振動等により網状補強部材9の固定が外れる不具合を防止できるため、より好ましい。
【符号の説明】
【0049】
1…ALCパネル(軽量気泡コンクリートパネル)、5…補強筋構造、7…補強筋マット、9…網状補強部材、9a…網目、11…V型取り付け部材、11a…係止部、11b…腕部、L…軸線。
【特許請求の範囲】
【請求項1】
補強筋マットを備えた補強筋構造を原料スラリーによってパネル状に包囲し、前記原料スラリーを発泡硬化させることで製造される軽量気泡コンクリートパネルの製造方法であって、
前記補強筋マットと網状補強部材とを対向配置すると共に、取り付け部材を介して前記補強筋マットと前記網状補強部材とを離間させた状態で結合して前記補強筋構造を形成する補強筋構造形成工程を備え、
前記取り付け部材は、V字状に屈曲した係止部と、前記係止部の両端から突き出すと共に、係止部を挟んで同一軸線上に対向配置された一対の腕部と、を有し、
前記補強筋構造形成工程では、前記取り付け部材を前記網状補強部材の網目に通すと共に、前記補強筋マットによって前記腕部を支え、前記腕部を支点にして前記係止部を傾動させて前記補強筋マットに対する前記網状補強部材の位置ずれを調整しながら前記係止部によって前記網状補強部材を支え、前記補強筋マットに対する前記網状補強部材の位置ずれを調整した後に前記腕部を前記補強筋マットに固定して前記補強筋マットと前記網状補強部材とを離間させた状態で結合することを特徴とする軽量気泡コンクリートパネルの製造方法。
【請求項2】
前記補強筋構造を防錆液に浸して防錆処理を施す防錆工程を更に備えることを特徴とする請求項1記載の軽量気泡コンクリートパネルの製造方法。
【請求項1】
補強筋マットを備えた補強筋構造を原料スラリーによってパネル状に包囲し、前記原料スラリーを発泡硬化させることで製造される軽量気泡コンクリートパネルの製造方法であって、
前記補強筋マットと網状補強部材とを対向配置すると共に、取り付け部材を介して前記補強筋マットと前記網状補強部材とを離間させた状態で結合して前記補強筋構造を形成する補強筋構造形成工程を備え、
前記取り付け部材は、V字状に屈曲した係止部と、前記係止部の両端から突き出すと共に、係止部を挟んで同一軸線上に対向配置された一対の腕部と、を有し、
前記補強筋構造形成工程では、前記取り付け部材を前記網状補強部材の網目に通すと共に、前記補強筋マットによって前記腕部を支え、前記腕部を支点にして前記係止部を傾動させて前記補強筋マットに対する前記網状補強部材の位置ずれを調整しながら前記係止部によって前記網状補強部材を支え、前記補強筋マットに対する前記網状補強部材の位置ずれを調整した後に前記腕部を前記補強筋マットに固定して前記補強筋マットと前記網状補強部材とを離間させた状態で結合することを特徴とする軽量気泡コンクリートパネルの製造方法。
【請求項2】
前記補強筋構造を防錆液に浸して防錆処理を施す防錆工程を更に備えることを特徴とする請求項1記載の軽量気泡コンクリートパネルの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−136886(P2012−136886A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−290748(P2010−290748)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(390018717)旭化成建材株式会社 (249)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(390018717)旭化成建材株式会社 (249)
【Fターム(参考)】
[ Back to top ]