
部分めっき装置
【課題】ドラム治具で長尺の金属部材を連続送りし、スポットめっきを行う部分めっき装置において、金属部材とドラム治具の密着性の劣化を抑制し、めっき膜厚分布のばらつきを低減できるめっき装置を提供する。
【解決手段】外周部に複数の位置決めピン6が配置され、金属部材11が位置決めピン6に係合して外周部に沿って搬送されるドラム治具1と、ドラム治具1を回転可能に支持する回転軸2と、めっき液を金属部材11に供給する噴流部8と、回転軸2に装着され、ドラム治具1の周速度を減速させるブレーキユニット15と、を備えた部分めっき装置を提供する。またドラム治具1の搬入側の第1の領域では金属部材11にめっき処理を行わず、搬出側の第2の領域において金属部材11にめっき処理を施すめっき装置。
【解決手段】外周部に複数の位置決めピン6が配置され、金属部材11が位置決めピン6に係合して外周部に沿って搬送されるドラム治具1と、ドラム治具1を回転可能に支持する回転軸2と、めっき液を金属部材11に供給する噴流部8と、回転軸2に装着され、ドラム治具1の周速度を減速させるブレーキユニット15と、を備えた部分めっき装置を提供する。またドラム治具1の搬入側の第1の領域では金属部材11にめっき処理を行わず、搬出側の第2の領域において金属部材11にめっき処理を施すめっき装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銅(Cu)またはCu合金、鉄(Fe)またはFe合金などの金属部材にめっきを部分的に施すための部分めっき装置に係り、めっき膜厚のばらつきを低減できる部分めっき装置に関する。
【背景技術】
【0002】
長尺の金属部材に部分めっきを施す部分めっき装置として、円筒状の治具(ドラム治具)を用いた部分めっき装置が知られている
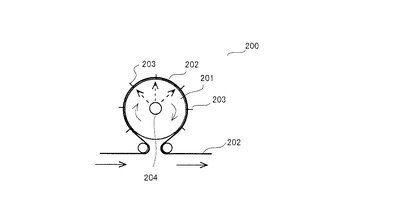
図10は、従来の部分めっき装置200のドラム治具201部分の概略を示す上面図である。
【0003】
ドラム治具を用いためっき装置200とは、ドラム治具201の外周面に被めっき物である長尺の金属部材202を巻き付け、金属部材202を移動させながらドラム治具201の中心付近からドラム治具の外周面に設けた開口部(不図示)を介して破線矢印のごとくめっき液を金属部材202表面に供給し、連続送り方式でめっきを施す装置である。開口部以外の部分はドラム治具によりマスキングされるため、めっきが析出せず、これにより金属部材に部分的にめっきを施すことができる。このようなめっき方法が、スポットめっきと呼ばれる。
【0004】
このような部分めっき装置では、ドラム治具201の外周面に複数の位置決めピン203が設けられており、この位置決めピン203を金属部材202に設けられたガイド孔(不図示)に係合させ、金属部材202を所定の速度で移動させることでドラム治具201が回転する。位置決めピン203はここでは概要として7個を示しているが、実際には例えば8個以上設けられている(以下同様)。
【0005】
ドラム治具201は回転軸204を中心として回動可能に回転軸204に支持され、ドラム治具201を駆動させるための外力が加わらない場合は、金属部材202の移動速度と同等の周速度で細矢印のごとく回転する。
【0006】
一方、金属部材の移動とともに回転するドラム治具に対して、ドラム治具の内周面を押圧し、その押し付け力を調整してドラム治具の周速度を変化させる部分めっき装置も知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−242859号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
図10に示す従来の部分めっき装置を用いてめっき処理を行った場合、めっき品のめっき膜厚分布のばらつきが顕著になる問題が生じた。
【0009】
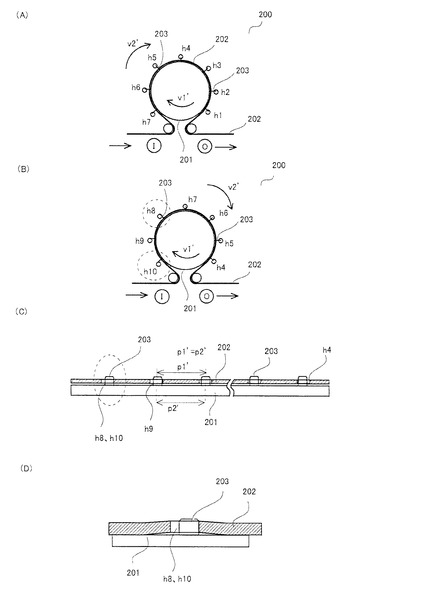
図11は、図10の部分めっき装置200のドラム治具201と金属部材202の関係を説明する図であり、図11(A)(B)が上面図、図11(C)が図11(B)の展開上面図、図11(D)が図11(C)の破線丸印部分の拡大図である。
【0010】
まず図11(A)(B)では、ドラム治具201の位置決めピン203とこれに係合する金属部材202のガイド孔の位置関係を説明する図である。金属部材202は、幅に対して長さが例えば10倍以上の長尺の部材であり、図の奥行方向が幅、図の左右方向が長さとして示されているが、ここではガイド孔h1〜h10をその形状が認識できる平面視(金属部材202の主面で視認される状態)で示し、そのガイド孔h1〜h10のそれぞれに対して位置決めピンがどの位置に係合しているかを示している。尚以下の説明において、個々のガイド孔を区別する必要がない場合は、これらをガイド孔hと総称する。
【0011】
金属部材202は上記の如く長尺で厚みが例えば0.8mm以下程度と薄い平板状である。ドラム治具201の位置決めピン203同士の離間距離(ピッチ)p1’と金属部材202のガイド孔h同士の離間距離(ピッチ)p2’とは、これらが一致するように設計される。しかし、ガイド孔hと位置決めピン203には所定のクリアランスが必要であり、ドラム治具201が円筒状であることもあって、加工精度の面から位置決めピン203とガイド孔hを完全に一致させることは事実上不可能である。
【0012】
つまり、両者を完全に一致させる場合に許容される位置決めピン203同士のピッチp1’とガイド孔h同士のピッチp2’との1ピッチあたりの差分(以下ガイド孔と位置決めピンのピッチ差と称する)が、ドラム治具201の加工精度の限界以下であるため、このピッチ差内で治具を製作することができない。加えて、ドラム治具1はめっき加工中はめっき液の温度により膨張するため、設計段階でこれを勘案しておく必要があり、なおさらピッチ差を許容範囲内に収めることは不可能である。
【0013】
例えば、ドラム治具201は設計上、ピッチp1’=ピッチp2’を狙って±公差で製作するため、結果としてピッチp1’<ピッチp2’となる場合やピッチp1’>ピッチp2となる場合がある。
【0014】
これらのことから、ドラム治具ガイド孔と位置決めピンにはピッチ差が生じており、このピッチ差が製造工程中において累積と解消を繰り返すことで、めっき膜厚分布がばらつく問題があった。
【0015】
図11(A)を参照して、金属部材202は矢印の如く進入点I側から排出点O側に向かって進行している。ここでめっき処理される金属部材202の先頭から排出点Oまでの距離がL1である状態において、金属部材202のガイド孔hのピッチp2’よりもドラム治具201の位置決めピン203のピッチp1’がわずかに小さい場合(結果としてp1’<p2’であった場合)には、金属部材202のガイド孔h1からh7にそれぞれ図示の如く位置決めピン203が係合する。
【0016】
ドラム治具201の排出点O側からドラム治具の進入点I側へ行くにつれて、位置決めピン203は金属部材202のガイド孔h1の進行方向の前方側(金属部材202の排出点O側)にピッチ差の分だけ寄りつつ係合している。一方、金属部材202が進入点I側から排出点O側に矢印の如く移動すると、金属部材202との摩擦力により、ドラム治具201が回転軸204を中心に回転する。つまり、この場合ドラム治具201は金属部材202の移動方向に沿って、金属部材202の移動速度v2’と同等の周速度v1’で回転している。
【0017】
図11(B)を参照して、さらに金属部材202が進行し、金属部材11の先頭から排出点Oまでの距離がL2(L1<L2)の場合には、例えば排出点O側の端部の位置決めピン203に金属部材202のガイド孔h4が係合し、新たにガイド孔h8からh10が位置決めピン203と係合する。
【0018】
しかし図11(B)の如く、ガイド孔h1からh3がドラム治具201から離脱しても、ドラム治具201は金属部材202との摩擦力により回転するため、金属部材202の移動速度v2’と同等の周速度v1’で回転しており、図11(A)に示した各位置決めピンとガイド孔の位置関係は維持されている。そして、ガイド孔h8においては、ガイド孔h4からガイド孔h8までのそれぞれのピッチ差が累積する(以下これを累積ピッチ差と称する)。
【0019】
このため、図11(C)(D)の如く例えばガイド孔h8では、ガイド孔h8と位置決めピン203のクリアランスを超えてガイド孔h8の端部に位置決めピン203が接触することとなり、金属部材202がドラム治具201からわずかに離間する(図11(D)参照)。
【0020】
つまり、ガイド孔hと位置決めピン203の累積ピッチ差によって両者が接触し、金属部材202がドラム治具201から離間すると、めっき膜厚分布の局所的な低下が生じる。そしてピッチ差の累積と解消が繰り返されることで1つの金属部材においてめっき膜厚のばらつきが大きくなる問題がある。
【0021】
この点についてはめっき部(スポット)の面積も影響している。つまり、図10に示す部分めっき装置を用いて、つまり連続送り方式の部分めっき装置を用いためっき処理であっても、めっき部の面積がある程度確保できる場合にはめっき膜厚のばらつきは問題とならなかった。
【0022】
しかし近年では、各種電子機器やそれらの部品の小型化に伴い、めっき加工品のめっき部(スポット)の面積の狭小化(例えば5mm×5mm以下)が進んでおり、これに伴い、めっき膜厚のばらつきの問題が顕著に現れることとなった。
【0023】
この問題を解決するためには、金属部材202のガイド孔hとドラム治具201の位置決めピン203とのピッチ差を解消することが考えられる。
【0024】
例えば、特許文献1では、ドラム治具(円筒状ドラム)に対してゴムローラを押し付け、この押し付け力を調整してドラム治具の周速度を調整する技術が開示されている。
【0025】
しかし、金属部材の移動速度と、ドラム治具の周速度を独立に制御することは非常に困難である。
【0026】
具体的には、特許文献1に記載の技術では、モーターによって一定速度で回転するドラム治具に対して、ゴムローラを押し付け、その力の強弱を制御してドラム周速を制御している。
【0027】
例えば一般的な数値として、金属部材202の長さが2000mでガイド孔hと位置決めピン203のクリアランスが0.5mm、金属部材の移動速度が2m/minであると仮定すると、ドラム治具201の周速度に許容される誤差は0.5μm/minである。
【0028】
従って、この範囲に納まるようにモーターで回転するドラム治具の周速度を独立して制御する必要があり、このため例えばクリアランスを監視し、フィードバックする手段等が必要となる。具体的には特許文献1では、レーザーや画像処理などで、クリアランスの許容範囲に収まるよう監視し、この結果をフィードバックして周速度を制御している。
【0029】
しかしこのようなフィードバック手段が必要な構造の場合、制御が複雑になる上、設備コストが増加するなどの問題がある。
【課題を解決するための手段】
【0030】
本発明はかかる課題に鑑みてなされ、第1に、外周部に複数の位置決めピンが配置され、金属部材が前記位置決めピンに係合して前記外周部に沿って搬送されるドラム治具と、該ドラム治具を回転可能に支持する回転軸と、めっき液を前記金属部材に供給する噴流部と、前記回転軸に装着され、前記ドラム治具の周速度を減速させるブレーキユニットと、を備える部分めっき装置を提供することにより解決するものである。
【0031】
このように、本発明は、位置決めピンのピッチが金属部材のガイド孔のピッチよりもわずかに小さくなるようにドラム治具を製作し、そのドラム治具を支持する回転軸にドラム治具を減速させるブレーキユニットを設け、金属部材のガイド孔とドラム治具の位置決めピンの間の累積ピッチ差を解消するものである。ブレーキユニットは金属部材に対してドラム治具をガイド孔と位置決めピンのクリアランス内で相対的に逆の方向に移動させ(滑らせ)、これにより累積ピッチ差を解消するものである。
【0032】
第2に、部分めっき装置のドラム治具の外周部に沿って搬送される金属部材に部分めっきを施す部分めっき方法において、前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきを施すことにより解決するものである。
【0033】
このように本発明は、接触領域の後半部分でのみめっきを施すことによりめっき膜厚のばらつきを低減するものである。
【発明の効果】
【0034】
本発明の部分めっき装置によれば、第1に、めっき品の膜厚分布ばらつきを低減するドラム治具を用いた連続送り方式の部分めっき装置を提供できる。
【0035】
部分めっき装置は、ドラム治具を回転可能に支持する回転軸にブレーキユニットが設けられ、回転軸に負荷を与えることでドラム治具の周速度を金属部材の移動速度より低減させる。これにより、めっき処理中に生じる金属部材のガイド孔とドラム治具の位置決めピンの累積ピッチ差を随時解消し、めっき膜厚のばらつきを低減できる。
【0036】
ブレーキユニットが回転軸に与える負荷は、ドラム治具が当接する金属部材の進行方向に対して、相対的に逆方向に移動する(滑る)力より大きく、で金属部材に変形が生じる力以下に維持する。
【0037】
これにより1つの長尺の金属部材を処理する際に生じるガイド孔と位置決めピンの累積ピッチ差を随時解消し(累積させず)、すべてのガイド孔に対して、対応する位置決めピンをそのクリアランス内に収めることができる。
【0038】
本実施形態のドラム治具はそれ自体で回転制御がなされるものではなく、金属部材の移動に伴って回転し、ブレーキユニットによってその速度が減速される。つまり、ブレーキユニットが回転軸に与える負荷を所定の範囲に維持するのみで、別途フィードバック手段や、クリアランスの監視手段を設けることなく、金属部材の全体においてガイド孔と位置決めピンを確実に係合させることができるので、ドラム治具の周速度の制御が不要で、設備も簡便かつ低コストで実現できる。
【0039】
更に、ドラム治具の位置決めピンのピッチを金属部材のガイド孔のピッチより小さく設計し、めっき処理時にブレーキユニットによってドラム治具の周速度を金属部材の移動速度より減速させることにより、金属部材のドラム治具への進入時には位置決めピンがガイド孔の中央から進行方向前方(排出側)に位置し、ドラム治具からの排出時には位置決めピンがガイド孔の中央から進行方向後方(進入側)となるため、進入時および排出時のかじりを低減できる。
【0040】
第2に、ドラム治具と金属部材とが接する接触領域において、金属部材の進入側の第1の領域の間では金属部材にめっきが施されず、金属部材の排出側の第2の領域の間で金属部材にめっきを施す構造にすることにより、膜厚分布の更なる均一化を図ることができる。
【0041】
膜厚の低下は、両者が接触する接触領域の前半部分(第1の領域)で顕著に起こることから、この前半部分でのめっき処理を防止し、中盤から後半部分(第2の領域)のみでめっき処理を行う。すなわち第2の領域のみに対極(アノード)を設ける、あるいは、第2の領域のみにめっき液が噴出するような噴流部を採用することにより、膜厚分布をより均一化させることができる。
【0042】
第3に、本発明の部分めっき方法によれば、ドラム治具の前半部分(第1の領域)で金属部材にめっきを施さず、第2の部分のみでめっきを施すので、接触領域の全体でめっきを施すめっき方法と比較してめっき膜厚分布のばらつきを低減できる。
【図面の簡単な説明】
【0043】
【図1】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)断面図である。
【図2】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)側面図、(C)断面図である。
【図3】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)展開上面図、(C)拡大上面図、(D)拡大上面図である。
【図4】本発明の第1の実施形態の部分めっき装置によるめっき膜厚ばらつきと従来構造の場合を比較した(A)特性図、(B)比較表である。
【図5】本発明の第2の実施形態の部分めっき装置を説明する(A)上面図、(B)ドラム治具による金属部材の搬送の状態を示す上面概略図である。
【図6】本発明の第2の実施形態の部分めっき装置を説明する斜視図である。
【図7】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)展開上面図、および本発明の第2の実施形態の部分めっき装置を説明する(C)上面図である。
【図8】本発明の第2の実施形態の部分めっき装置によるめっき膜厚ばらつきと第1の実施形態の部分めっき装置によるめっき膜厚ばらつきを比較した(A)特性図、(B)比較表である。
【図9】本発明の第3の実施形態の部分めっき装置を説明する上面図である。
【図10】従来構造を説明する上面図である。
【図11】従来構造を説明する(A)上面図、(B)上面図、(C)展開上面図、(C)拡大上面図である。
【発明を実施するための形態】
【0044】
本発明の実施の形態について、図1から図9を参照して説明する。まず図1から図4を参照して本発明の第1の実施形態について説明する。
【0045】
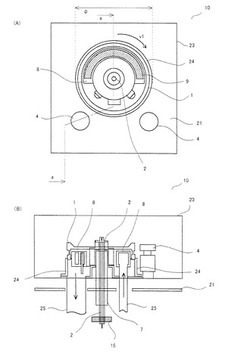
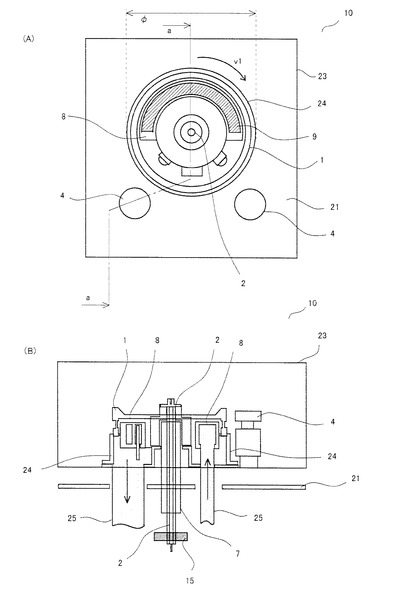
図1は、第1の実施形態の部分めっき装置10の構造を説明するための概要図であり、図1(A)が上面図であり、下層(内部)の構成も透視している。図1(B)は図1(A)のa−a線断面図である。
【0046】
図1を参照して、部分めっき装置10は、ドラム治具1と、回転軸2と、噴流部8と、ブレーキユニット15とを有する。
【0047】
ドラム治具1は、その外周部に被めっき材となる金属部材(ここでは不図示)を密着させ、外周部に沿って搬送する治具である。ドラム治具1は回転軸2を中心に回転可能であるが、ドラム治具1自体を回転する駆動手段は存在しない。つまり金属部材を所定速度で移動させることによって、金属部材の進行方向に沿って、例えば図1(A)の矢印方向に所定の周速度v1で回転する。ドラム治具1のドラム径(直径)φは例えば、200mm〜500mmが好ましい。ドラム径φが200mm未満の場合、金属部材の厚みにもよるが、これを巻きつけることが困難となったり、めっき時間が短くなり、いわゆるラインスピードが低下することから生産性が悪化するなどのおそれがある。また、ドラム径φが500mmより大きいと、部分めっき装置の製造(加工)が困難、ドラム治具1の偏芯の影響が大きくなる、イニシャルコストが増加する、などの問題が生じるおそれがある。ドラム治具1の外周部には互いに均等な距離(ピッチ)で離間された位置決めピン(ここでは不図示)が複数配置される。
【0048】
回転軸2は、支柱7で支持されベース板21に固定される。回転軸2の一端(図1(B)では上端)がドラム治具1に固定され、ドラム治具1を回転可能に支持する。また他端(図1(B)では下端)にはブレーキユニット15が装着される。
【0049】
ブレーキユニット15は、ベース板21下方の、回転軸2の下端部に装着され、ドラム治具1に所定の負荷を与える。これによりめっき処理中のドラム治具1の周速度v1は、金属部材の移動速度より減速される。
【0050】
ブレーキユニット15は、回転軸2を外側(外周)から押圧して負荷を与えるものであり、低負荷領域で押圧力のパラメータに対して線形制御が可能なブレーキ方式が採用される。押圧力のパラメータとは例えば空気圧である。
【0051】
ブレーキユニット15は、より具体的には、空気圧を利用して制動するディスクブレーキ方式が採用される。そして例えばコンプレッサーとレギュレーターで空気圧を一定にして負荷が制御され、1つの金属部材のめっき処理中はほぼ一定の負荷が維持される。
【0052】
負荷は、金属部材の材質、板厚、幅、金属部材の張力(金属部材がめっき処理ライン内で引張られる力)、ドラム治具1のドラム径φおよび重さ、金属部材のドラム治具1への巻き付き角度などに応じてブレーキユニット15に送り込む空気圧を変化させて適切な値が選択される。
【0053】
例えば、金属部材の板厚が薄い、あるいは材質的にガイド孔hが変形しやすい場合には負荷を小さくする。また材質的にドラム治具1との摩擦力が大きい(滑りにくい)金属部材の場合や、金属部材の張力が大きくドラム治具1との摩擦力が大きくなる場合などには負荷を大きくする。
【0054】
尚、ブレーキユニット15は、低負荷領域で押圧力のパラメータに対して線形制御が可能な方式であればこの例に限らない。
【0055】
噴流部8は、めっき液(ハッチングで示す)をドラム治具1を介して金属部材に供給する。めっき液は処理槽23外の供給タンク(不図示)に貯留されここからポンプ等(いずれも不図示)によって配管25を介して上矢印の如く噴流部8に組み上げられる。めっき液供給タンクにはヒーター、温度センサーおよび調節器などが備え付けられ、めっき液の温度を一定に保つ。また、ポンプには流量を制御するためのインバータが備えてあり、流量を制御する。また噴流部8は金属部材に噴出されためっき液を下矢印の如く配管25を介して供給タンクに回収する。
【0056】
噴流部8の外周には、防液堤24が設けられ、ドラム治具1は、防液堤24の内周部の上に噴流部8を覆って配置される。支持ローラー4は、ドラム治具1に巻回する金属部材の移動を支持する。
【0057】
噴流部8のめっき液の噴出口には対極(アノード)9が設けられる。噴流部8は図1(A)の平面視において例えば略半円形状に設けられ、アノード9も噴流部8の形状に沿って略半円形状に設けられる。
【0058】
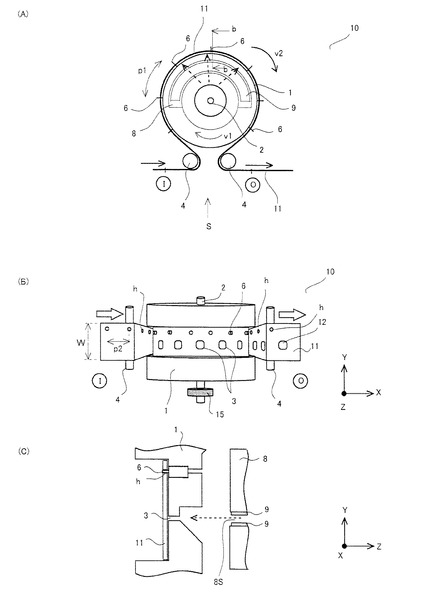
図2を参照して、ドラム治具1についてさらに説明する。図2(A)は図1(A)に示すドラム治具1に金属部材11を巻回した状態を示す上面概略図であり、図2(B)は図2(A)のS方向の視点からの側面図であり、図2(C)が図2(A)のb−b線断面の一部を示す図である。
【0059】
ドラム治具1は、その外周部に複数の位置決めピン6が均等な離間距離(ピッチp1)で配置される。ここでは概要を示し、位置決めピン6は7個配置されているが、実際にはドラム治具1の外周部に例えば8個以上配置される。
【0060】
金属部材11は位置決めピン6に係合してドラム治具1の外周部に沿って進入点Iから排出点Oに向かって矢印の如く搬送される。本実施形態のドラム治具1は金属部材11の移動に伴い回転する。
【0061】
ドラム治具1の内側に設けられた噴流部8からは破線矢印の如く、金属部材11にめっき液が供給される。
【0062】
図2(B)を参照して、ドラム治具1の外周面に位置決めピン6が設けられる。位置決めピン6は円周方向に複数個並ぶ。また金属部材11にも位置決めピン6に対応して複数のガイド孔hが設けられる。ガイド孔hは均等な離間距離(ピッチp2)で離間される。
【0063】
金属部材11のガイド孔hを位置決めピン6に係合させ、金属部材11を矢印の方向に引っ張ることによって、ドラム治具1の外周部の一部に金属部材11が密着して、その摩擦力によりドラム治具1は回転する。
【0064】
本実施形態では、金属部材11を、幅W方向(図2(B)Y方向)が垂直(天地)となる状態でドラム治具1の外周部に沿って搬送する。幅W方向とは、長尺の金属部材11の長手方向(X方向)に直交する方向である。
【0065】
ドラム治具1は、それ自体の回転がモーターなどの駆動手段によって制御されるものではなく、金属部材11が移動することによって金属部材11の進行方向に沿って(金属部材11と当接している面においては同一方向に)回転するが、ブレーキユニット15によりその平均の周速度v1は、金属部材の移動速度v2より減速される(図1(A)参照)。詳細にはブレーキユニット15は、当接する金属部材11とドラム治具1が逆方向に移動する(滑る)力より大きく、金属部材11に変形が生じる力以下の負荷を回転軸2に与える。
【0066】
これにより、負荷を与えない状態において金属部材11の移動速度と同等の周速度で回転するドラム治具1を減速できる。ブレーキユニット15の負荷の下限を上記の範囲にすることで、金属部材11とドラム治具1は滑りながら、ドラム治具1は金属部材11より若干遅く回転し、金属部材11とドラム治具1の進行方向が相対的に逆向きに移動する(滑る)。
【0067】
一例として、板厚が0.2mmで、幅が30mmのCu(銅)合金材の金属部材11を4kgfの張力で移動させる場合、ブレーキユニット15の負荷を4kgf程度とする。このとき、ガイド孔hのピッチp2が10mm/ピッチで1ピッチ当たりのガイド孔hと位置決めピン6のピッチ差が例えば0.003mmであると仮定すると、ドラム治具1の平均速度v1は金属部材v2の移動速度に対して0.03%の減速となる。
【0068】
ドラム治具1の外周部には、円筒の円周方向に沿って並ぶ複数の開口部3が設けられる。ドラム治具1の材質は、熱膨張の少ない樹脂であり、例えば、耐熱性塩化ビニル樹脂、ポリフェニレンサルファイド(polyphenylene sulfide;PPS)樹脂、ポリエーテルエーテルケトン(polyetheretherketone;PEEK)樹脂などである。
【0069】
図2(C)を参照して、金属部材11には、ドラム治具1に設けられた開口部3を介して破線矢印のごとく噴流部8の噴出口(スリット部8S)からめっき液が供給される。ドラム治具1の内部には金属部材11と対向するように対極(アノード)9が設けられている。対極9は例えばスリット部8Sの上下に板状に設けられる。この対極9と金属部材11の間に電圧を印加し、めっき液を介して電流を生じさせる。
【0070】
めっき液に通電することで、金属部材11上にめっき膜12が生成される。すなわち、金属部材11には、開口部3の形状で、長手方向に例えば一列に並ぶ、スポットめっきによるめっき膜12が形成される。めっき膜12は例えば5mm以下四方の面積の例えば金(Au)めっきであり、金属部材11には、Auのスポットめっきに先立ち、ニッケル(Ni)またはNi合金、CuまたはCu合金などの下地めっきが施されていてもよい(図2(B)参照)。
【0071】
本実施形態では、ドラム治具1とめっき膜形成のマスクが一体となっている。つまり、噴流部8から開口部3を介して金属部材11にめっき液が矢印の如く噴出される際、開口部3以外の領域は、ドラム治具1によって覆われ、開口部3周囲のドラム治具1の一部が、めっき膜形成のマスクとなるものである。
【0072】
尚、これに限らず、開口部3を有する樹脂性のマスク材を、ドラム治具1の外周部に巻きつけるものであってもよい。その場合のドラム治具1は、噴流部8からめっき液の供給を可能とするため、例えば外周部に円周に沿ってスリットが設けられるものであり、スリットと開口部が一致するように、外周部にマスク材を設けるなどした構成である。
【0073】
この構造に対し、本実施形態の如くドラム治具1をマスクに兼用することにより、マスクの合わせずれを防止することができる。
【0074】
次に、図3を参照して、部分めっき装置10のめっき処理時の金属部材11とドラム治具1の関係について説明する。
【0075】
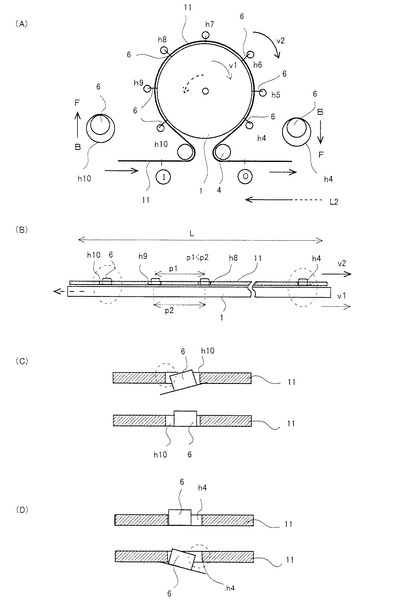
まず図3(A)(B)は、ドラム治具1の位置決めピン6とこれに係合する金属部材11のガイド孔hの位置関係を説明する図である。図3(A)におけるガイド孔hの表記方法は、上述した通りである。すなわち、ガイド孔h(ここではh4〜h10)は実際には金属部材11の幅W方向の辺と長さL方向の辺からなる2つの主面(表裏面)を貫通して設けられるものであるが、ここではガイド孔h4〜h10をその形状が認識できる平面視(図3(B)の状態)で示し、そのガイド孔h4〜h10のそれぞれに対して位置決めピンがどの位置に係合しているかを示している。また図3(A)のガイド孔h4とガイド孔h10については、それぞれの位置決めピン6とのクリアランスを示す平面図(金属部材11の主面から見た平面図)も併記している。
【0076】
図3(B)は、図3(A)のドラム治具1と金属部材11を直線状に展開した上面図である。また図3(C)(D)はそれぞれ図3(B)の破線で示したガイド孔h10、h4の拡大上面図である。
【0077】
図3(A)(B)を参照して、金属部材11のガイド孔hとドラム治具1の位置決めピン6が係合し、金属部材11の搬送に伴いドラム治具1が回転する。位置決めピン6はドラム治具1の円周に沿って、金属部材11の板厚分突き出しており、位置決めピン6の直径(例えば、1.0mm)は、ガイド孔hの直径(例えば1.5mm)に対して一定のクリアランスを有している。そして、本実施形態では、設計上、位置決めピンのピッチp1がガイド孔hのピッチp2よりも小さくなるように、ドラム治具1をマイナス公差で製作している。
【0078】
ここでは、めっき処理される金属部材11の先頭から排出点Oまでの距離がL2の状態(すなわち図11(B)の状態に相当)のドラム治具1と金属部材11の関係を示している。
【0079】
本実施形態においても、図示のようにそれぞれのガイド孔hに対する位置決めピン6の位置は異なる状態で係合する。
【0080】
例えば、図示の状態ではドラム治具1の排出点O側の端部では、位置決めピン6はガイド孔h4の後方B側(進入点I側)の端部と当接するように係合している。既述の如く位置決めピン6のピッチp1はガイド孔hのピッチp2よりも数μm小さく設計されている。これは進入点I側の端部で確実に係合する値である。このため、進入点I側へ近づくほど前方F側で係合し、進入点I側でも確実に係合する。つまり、このとき、ガイド孔h5ではその端部が位置決めピン6と当接していない。
【0081】
本実施形態では、金属部材11が移動し、ガイド孔h4が排出されると同時に、ブレーキユニット15によってドラム治具1にかけられたブレーキにより、ガイド孔h5の端部に位置決めピン6が当接するまでドラム治具1と金属部材11の間で1ピッチのピッチ差分だけ(数μm)滑る。つまり、金属部材11が移動しても、ドラム治具1の排出点O側の端部では、常に位置決めピン6がガイド孔hの後方B側の端部と当接する状態を維持している。
【0082】
従来構造の図11(B)を参照して、ドラム治具201にブレーキがかかっていない場合には、金属部材202の移動速度と同等の周速度で回転する。この場合、金属部材202の移動により、ガイド孔h4が排出されても、ドラム治具201と金属部材202の間で滑ることがないため、ガイド孔h5と位置決めピン203は接触しない。つまり、金属部材202の移動にともない、位置決めピン203は徐々にガイド孔hの前方F側(排出点O側)で係合するようになる。さらに、金属部材202が移動することで、ピッチ差が累積し、進入点I側で位置決めピン203がガイド孔hの前方F側に接触し金属部材202がドラム治具201から離間してしまう(図11(D))。
【0083】
本実施形態では、ブレーキユニット(ここでは不図示)が回転軸2に負荷を与えておりこれによりドラム治具1の平均の周速度v1は、金属部材11の移動速度v2より低速となる。また、ブレーキユニットが回転軸2に与える負荷は、当接する金属部材11とドラム治具1が逆方向(破線矢印方向)に移動する(滑る)力より大きく、金属部材11に変形が生じる力以下の荷重である。
【0084】
これにより、位置決めピン6とガイド孔hのクリアランス(例えば0.5mm程度)内を限度として金属部材11とドラム治具1を相対的に逆の方向(破線矢印の方向)に滑らせることができ、両者の累積ピッチ差をキャンセルできる。
【0085】
具体的には、従来離脱していたガイド孔h8およびガイド孔h10においても、位置決めピン6と確実に係合させることができる。
【0086】
このように、長尺の金属部材11のめっき処理中においてガイド孔hと位置決めピン6の累積ピッチ差が随時解消され、両者のクリアランスを超えることはなくなる。従って、スポットめっきのめっき膜厚ばらつきを低減できる。
【0087】
また本実施形態では、位置決めピン6のピッチp1をガイド孔hのピッチp2より小さくすることで、ドラム治具1の進入点Iに直近のガイド孔hと、排出点Oに直近のガイド孔hにおいて、かじり(変形)を防止できる。
【0088】
図3(A)(C)(D)を参照して、ドラム治具1にブレーキユニットから負荷がかけられていると、進入点I直近のガイド孔h10では、位置決めピン6がガイド孔h10の中央から進行方向前方Fに位置し、後方B側のクリアランスが大きくなる(図3(C))。
【0089】
同様に、排出点O直近のガイド孔h4では位置決めピン6がガイド孔h4の進行方向後方Bに位置し、前方A側のクリアランスが大きくなる(図3(D))。
【0090】
そして本実施形態ではこの状態が金属部材11の先頭から後方にいたるまで維持される。これにより、進入点Iおよび排出点Oにおけるガイド孔hのかじりを防止できる。
【0091】
尚、ブレーキユニット15は常時ドラム治具1に一定の負荷を与えているが、ドラム治具1と金属部材11は常に滑っているとは限らない。
【0092】
例えば、図3(A)を参照して、最も排出点Oに近いガイド孔h4はその後方で位置決めピンと接触しており、この場合は、
(ドラム治具1と金属部材11の静止摩擦力)+(最も排出点Oに近いガイド孔hが位置決めピン6を押す力)>(ブレーキユニット15の負荷)
となり、ドラム治具1と金属部材11は同じ速度で移動し、これらは滑らない。
【0093】
これに対し、金属部材11が移動して、最も排出点Oに近いガイド孔h4から位置決めピン6が排出され、次のガイド孔h5が最も排出点Oに近いガイド孔になった瞬間に(その時点ではh5と位置決めピンは接触していないため)、
(ドラム治具1と金属部材11の静止摩擦力)<(ブレーキユニット15の負荷)
となり、ドラム治具1と金属部材11が滑り、ドラム治具1が減速する。
【0094】
そしてガイド孔h5の後方に位置決めピン6が接触した瞬間に再び
(ドラム治具1と金属部材11の静止摩擦力)+(最も排出点Oに近いガイド孔hが位置決めピン6を押す力)>(ブレーキユニット15の負荷)
の関係となり、ドラム治具1と金属部材11は同じ速度で移動する。
【0095】
つまり、ドラム治具1と金属部材11は同じ速度で移動していて、ガイド孔hから位置決めピン6が排出されるごとに、瞬間的にドラム治具1が減速するような状態となっており、このとき一回に滑る距離は1ピッチ当たりのピッチ差分である。
【0096】
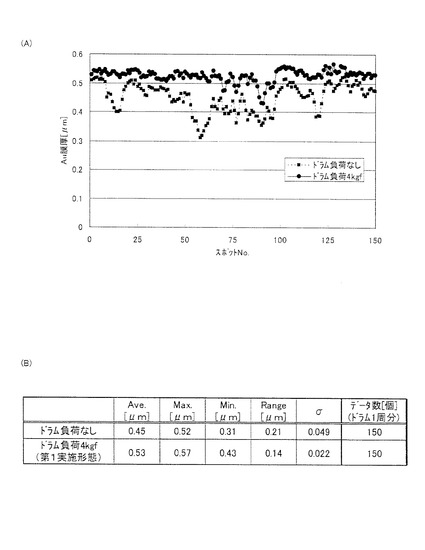
図4は、本実施形態の部分めっき装置10を用いてめっき処理を施した結果を、図5に示す従来構造の部分めっき装置200でめっき処理した結果と比較して示す。
【0097】
図4(A)は、縦軸がめっき(Au)膜厚[μm]であり、横軸がスポットめっき(150個分)の通し番号である。実線が、本実施形態の部分めっき装置10によるスポットめっきの場合であり、破線が従来構造(図10)の部分めっき装置200によるスポットめっきの場合であって、いずれも同じ電流密度でめっき処理し、スポットめっきの中心部のめっき膜厚を測定した結果である。
【0098】
このグラフからも明らかなとおり、本実施形態の部分めっき装置10では従来と比較して明らかにめっき膜厚のばらつきを低減できた。
【0099】
具体的には図4(B)の比較表を参照して、めっき膜厚の最大値と最小値の幅(Range)では、従来の0.21μmから0.14μmに低減できている。また標準偏差(σ)では従来の0.049と比較して本実施形態では0.022になっており、膜厚ばらつきの大幅な低減が可能となることがわかった。
【0100】
次に、図5から図8を参照して本発明の第2の実施形態について説明する。第2の実施形態は、金属部材11にめっき処理を行う領域を第1の実施形態の場合より制限するものである。尚、第1の実施形態と同一構成要素は同一符号で示し、その説明を省略する。
【0101】
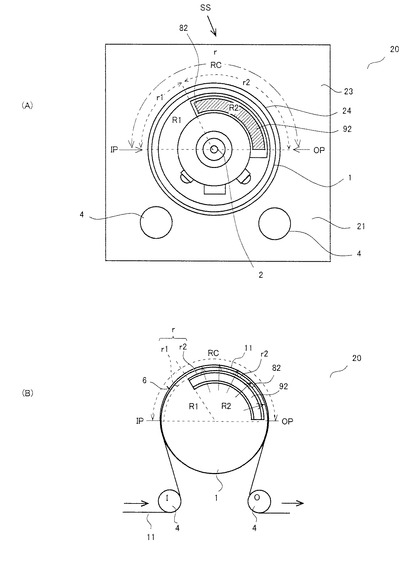
図5は、部分めっき装置20の概要図であり、図5(A)が図1(A)に相当する上面図であり、図5(B)がドラム治具1による金属部材11の搬送の状態を示す上面の概略図(図2(A)に相当)である。
【0102】
図5(A)(B)を参照して、既述の如く、金属部材11はドラム治具1の外周部に沿って搬送される。以下、金属部材11と接するドラム治具1の外周の一部を接触領域RCと称して説明する。
【0103】
本実施形態の接触領域RCは、ドラム治具1の上面図(ドラム治具1の直径が平面視でき、ドラム治具1の形状が略円形に視認できる状態)において、ドラム治具1の略半円周にわたって金属部材11と接触する領域であり、金属部材11の進入側Iにおける両者の最初の接触点(進入側端部)IPから排出側Oで両者が非接触となるまで(排出側端部OPまで)の領域である。ここでは略半円周にわたる接触領域RCを例に説明するが、これよりも大きい(半円周を超える)領域であってもよい。またドラム治具1および金属部材11は時間経過とともに移動するものであるので、接触領域RCはドラム治具1および金属部材11の特定の(固定された)領域ではなく、互いに移動(回転)しているドラム治具1の外周のいずれか一部と金属部材11のいずれか一部とが接触する状態になる領域をいう。
【0104】
本実施形態では説明の便宜上、接触領域RCを第1の領域R1と第2の領域R2に区画する。第1の領域R1とは、接触領域RCの金属部材11の進入側端部IP(接触領域RCの開始点)から金属部材11の進行方向に所定距離(第1の円弧r1)進んだ位置までの領域であり、第2の領域R2は第1の領域R1の端部から金属部材11の排出側端部OP(接触領域RCの終了点)までの領域である。そして、部分めっき装置20は、第1の領域R1では金属部材11にめっきが施されず、第2の領域R2で金属部材11にめっきが施される構造とする。
【0105】
具体的には図5の上面図(平面視)において、噴流部82の形状を、その円弧がドラム治具1(接触領域RC)の半円形の円弧rより小さい扇形状とし、対極92の形状も同様の扇形状として、両者の円弧が第2の領域R2の円弧(第2の円弧r2)に沿うように配置する。
【0106】
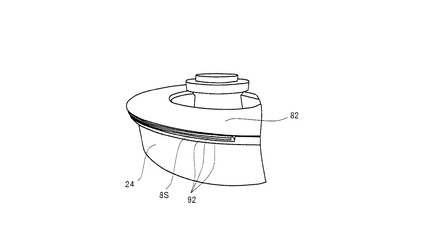
図6は、図5(A)のSS方向の視点からの斜視図である。
【0107】
噴流部82は図6の如く噴出口(スリット部8S)からめっき液が噴出される。本実施形態では対極92を扇形状とし、例えば板状の対極92をスリット部8Sの上下に配置する。これにより、第1の領域R1では金属部材11にめっきが施されること無く、第2の領域R2の間で金属部材11にめっきを施すことができる(図5(B)参照)。
【0108】
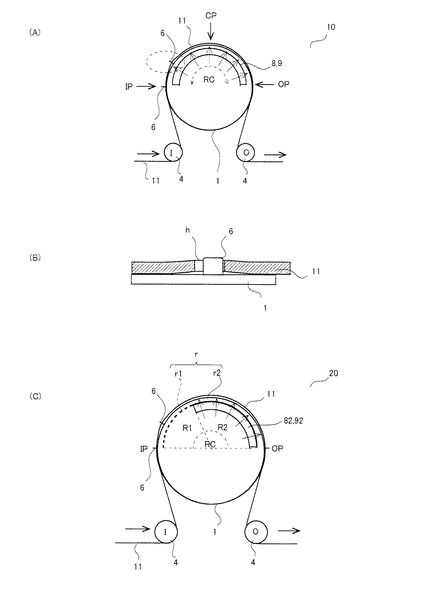
図7を参照して、金属部材11に対するめっき処理の領域を制限する理由について説明する。図7(A)は第1の実施形態の部分めっき装置10の概要を説明するための、図2(A)に相当する上面図である。図7(B)は図7(A)の破線丸印部分の拡大図であり、図7(C)は第2の実施形態の部分めっき装置20の概要を説明する上面図である。
【0109】
図7(A)を参照して、既述の如く金属部材11は、ガイド孔がドラム治具1の位置決めピン6に係合しながら移動する。接触領域RCの進入側端部IPは、金属部材11が最初にドラム治具1に接触する部分であり、この位置では金属部材11からドラム治具1に向かう力は0(ゼロ)である。
【0110】
このとき進入側端部IPで、位置決めピン6がガイド孔の側壁(内壁)に接触する場合があると、その摩擦力で金属部材11がドラム治具1の外周面から僅かに浮いた状態(位置決めピン6とガイド孔が接触して位置決めピン6がガイド孔の奥まで入りきらない状態)となる場合がある(図7(A)破線丸印、図7(B)参照)。
【0111】
また、進入側端部IPの極近傍で、位置決めピン6がガイド孔の側壁(内壁)に接触する場合も、両者の摩擦力に対して金属部材11からドラム治具1に向かう力が無視できるほど小さい場合は、同様に金属部材11がドラム治具1の外周面から浮いた状態となる場合がある。
【0112】
接触領域RCの進入側端部IPと排出側端部OPの中間点CP(図7(A)では最頂部)では、金属部材11からドラム治具1に向かう力が最大となる。つまり、金属部材11からドラム治具1に向かう力は、進入側端部IPでは最小(0:ゼロ)であり、中間点CPに向かうにつれて大きくなる。
【0113】
従って、上記の如く進入側端部IP以降の第1の領域R1では、金属部材11からドラム治具1に向かう力が、位置決めピン6とガイド孔との摩擦力以下であり、金属部材11がドラム治具1から浮いた状態となった場合には、その浮いた状態が継続する場合がある。一方、ドラム治具1が回転し、中間点CPに到達するまでの間に金属部材11からドラム治具1に向かう力が徐々に増加してガイド孔と位置決めピン6の摩擦力を超えた場合には、ガイド孔と位置決めピン6が係合し、金属部材11がドラム治具1から浮いた状態が解消される。
【0114】
つまり、接触領域RC全体でみると、図7(A)の破線丸印の如く、進入側端部IP以降の前半部分(第1の領域R1)では、部分的に金属部材11がドラム治具1から浮いた状態でドラム治具1が回転する場合がある。その状態にて、噴流部8からめっき液の供給を受けてめっきが施されると、めっき膜厚のばらつきが生じ、金属部材11全体としてめっき膜厚分布が不均一になる問題がある。
【0115】
そこで、図7(C)の如く、第2の実施形態の部分めっき装置20では、金属部材11からドラム治具1に向かう力が、位置決めピン6がガイド孔との摩擦力を超え、金属部材11がドラム治具1から浮かない状態となる第2の領域R2により、めっき処理を行うことで、めっき膜厚分布の均一化が図れる。
【0116】
ここで、第1の領域R1および第2の領域R2について更に説明する。
【0117】
視覚的な定義としては、第1の領域R1はドラム治具1の外周に沿って第1の円弧r1(太破線)を形成する領域であり、第2の領域R2はドラム治具1の外周に沿って第2の円弧r2(太実線)を形成する領域である。そして、第1の円弧r1の長さは第2の円弧r2の長さより小さい。
【0118】
一例を挙げてより具体的に説明すると、第1の円弧r1の長さは、接触領域RC全体の円弧rの4分の1(r1=r/4)から3分の1(r1=r/3)とする。第1の領域R1は、進入側端部IPから金属部材11の進行方向に向かって第1の円弧r1を形成する領域である。
【0119】
そして、噴流部8および対極(アノード)9を第2の領域R2のみに設ける。つまり、それぞれ第2の領域R2の第2の円弧r2に沿って円弧が形成されるように、上面図(平面視)において扇形状に形成する。これにより、金属部材11は接触領域RCのうち第2の領域R2のみでめっき処理が施され、めっき膜厚の均一化が図れる。
【0120】
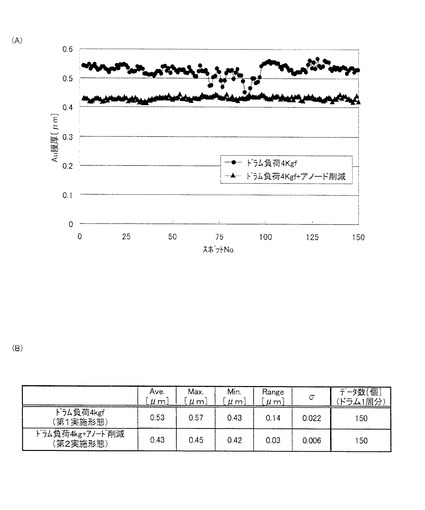
図8は、図6に示す第2の実施形態の部分めっき装置20用いてめっき処理を施した結果を、図1に示す第1の実施形態の部分めっき装置10を用いてめっき処理した結果と比較して示す。第1の実施形態の部分めっき装置10の結果は、図4に示すものと同様である。尚、第2の実施形態の部分めっき装置20は、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となるように第1の領域R1を形成し、第2の領域R2に扇形状の噴流部82と対極92を設けたものである。
【0121】
図8(A)は、縦軸がめっき(Au)膜厚[μm]であり、横軸がスポットめっき(150個分)の通し番号である。△印のマーカーが第2の本実施形態の部分めっき装置20によるスポットめっきの場合であり、○印のマーカーが第1の実施形態の部分めっき装置10(図1)によるスポットめっきの場合であって、スポットめっきの中心部のめっき膜厚を測定した結果である。
【0122】
このグラフからも明らかなとおり、第2の実施形態の部分めっき装置20では、第1の実施形態の部分めっき装置10と比較して明らかにめっき膜厚のばらつきを低減できた。
【0123】
具体的には図8(B)の比較表を参照して、めっき膜厚の最大値と最小値の幅(Range)では、第1の実施形態の0.14μmから0.03μmに低減できている。また標準偏差(σ)では第1の実施形態の0.022と比較して第2の実施形態では0.006になっており、膜厚ばらつきの大幅な低減が可能となることがわかった。
【0124】
尚、平均膜厚(Ave)の狙い値は、第1の実施形態の部分めっき装置10では0.5μmであるのに対し、第2の実施形態の部分めっき装置20では0.45μmとした。
【0125】
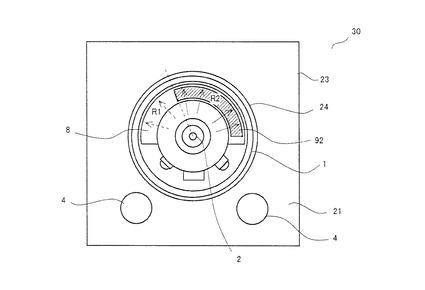
図9は本発明の第3の実施形態の部分めっき装置30を示す図であり、図1(A)に相当する上面図である。第1、第2の実施形態と同一構成要素は同一符号で示し、説明を省略する。
【0126】
金属部材11は、第2の領域Rでめっき処理が施されれば良い。すなわち、噴流部8は第1の実施形態と同様に平面視において略半円形状に設け、対極92のみを扇形状としてもよい。この場合、第1の領域R1で噴流部8からめっき液が供給されても、対極92が配置されないのでめっきは施されず(破線矢印)、第2の領域R2のみでめっきが施される(実線矢印)ので第2の実施形態と同様の効果が得られる。これ以外の構成は、第2の実施形態と同様である。
【0127】
尚、第1の領域R1の第1の円弧r1の長さは、上述の例より更に短くても(例えばr1=r/5であっても)、めっき膜厚分布の均一化が図れる場合がある。
【0128】
本実施形態の部分めっき装置20では、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となる領域を第1の領域R1とすることで、膜厚分布の均一なめっきを施すことができた(図7参照)。
【0129】
一方で、第1の円弧r1の長さが接触領域RCの中間点CPを超える長さであっても、第2の領域R2はめっき膜厚分布は均一になる。しかし、第1の円弧r1が長すぎると、(第2の領域R2が小さいと)めっき処理ができる範囲が小さくなるので、生産性は低下する。このため、第1の領域R1は可能な限り小さいほうが好ましく、本実施形態では、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となる領域を第1の領域R1とした。
【0130】
このように、本実施形態の部分めっき方法は、部分めっき装置のドラム治具1の外周部に沿って搬送される金属部材11に部分めっきを施すものであり、ドラム治具1の外周部の一部を金属部材11との接触領域RCとした場合に、接触領域RCの金属部材11の進入側端部IPから所定距離の第1の領域R1の間では金属部材11にめっきが施されず、第1の領域R1の端部から金属部材11の排出側端部OPまでの第2の領域R2の間で金属部材11にめっきが施されるものである。
【0131】
上述の通り、膜厚分布ばらつきは、特に接触領域RCの進入側端部IP以降の前半部分(第1の領域R1)で発生し易く、このことは従来構造においても同様である。つまり例えば、上記の実施形態の部分めっき装置10〜30の如くブレーキユニット15を備えていない部分めっき装置であっても、接触領域RCの前半部分で膜厚分布が悪化する傾向がある。
【0132】
しかし、本実施形態の部分めっき方法によれば、膜厚分布が悪化するドラム治具1の前半部分(第1の領域R1)で金属部材11にめっきを施さず、第2の部分R2のみでめっきを施すので、接触領域RCの全体でめっきを施すめっき方法と比較してめっき膜厚分布のばらつきを低減できる。
【符号の説明】
【0133】
1 ドラム治具
2 回転軸
3 開口部
4 支持ロール
5 ベルト
6 位置決めピン
8、82 噴流部
9、92 対極(アノード)
10、20、30、40、50 部分めっき装置
11 金属部材(被めっき材)
15 ブレーキユニット
h、h1〜h10 ガイド孔
RC 接触領域
R1 第1の領域
R2 第2の領域
r1 第1の円弧
r2 第2の円弧
【技術分野】
【0001】
本発明は、銅(Cu)またはCu合金、鉄(Fe)またはFe合金などの金属部材にめっきを部分的に施すための部分めっき装置に係り、めっき膜厚のばらつきを低減できる部分めっき装置に関する。
【背景技術】
【0002】
長尺の金属部材に部分めっきを施す部分めっき装置として、円筒状の治具(ドラム治具)を用いた部分めっき装置が知られている
図10は、従来の部分めっき装置200のドラム治具201部分の概略を示す上面図である。
【0003】
ドラム治具を用いためっき装置200とは、ドラム治具201の外周面に被めっき物である長尺の金属部材202を巻き付け、金属部材202を移動させながらドラム治具201の中心付近からドラム治具の外周面に設けた開口部(不図示)を介して破線矢印のごとくめっき液を金属部材202表面に供給し、連続送り方式でめっきを施す装置である。開口部以外の部分はドラム治具によりマスキングされるため、めっきが析出せず、これにより金属部材に部分的にめっきを施すことができる。このようなめっき方法が、スポットめっきと呼ばれる。
【0004】
このような部分めっき装置では、ドラム治具201の外周面に複数の位置決めピン203が設けられており、この位置決めピン203を金属部材202に設けられたガイド孔(不図示)に係合させ、金属部材202を所定の速度で移動させることでドラム治具201が回転する。位置決めピン203はここでは概要として7個を示しているが、実際には例えば8個以上設けられている(以下同様)。
【0005】
ドラム治具201は回転軸204を中心として回動可能に回転軸204に支持され、ドラム治具201を駆動させるための外力が加わらない場合は、金属部材202の移動速度と同等の周速度で細矢印のごとく回転する。
【0006】
一方、金属部材の移動とともに回転するドラム治具に対して、ドラム治具の内周面を押圧し、その押し付け力を調整してドラム治具の周速度を変化させる部分めっき装置も知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−242859号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
図10に示す従来の部分めっき装置を用いてめっき処理を行った場合、めっき品のめっき膜厚分布のばらつきが顕著になる問題が生じた。
【0009】
図11は、図10の部分めっき装置200のドラム治具201と金属部材202の関係を説明する図であり、図11(A)(B)が上面図、図11(C)が図11(B)の展開上面図、図11(D)が図11(C)の破線丸印部分の拡大図である。
【0010】
まず図11(A)(B)では、ドラム治具201の位置決めピン203とこれに係合する金属部材202のガイド孔の位置関係を説明する図である。金属部材202は、幅に対して長さが例えば10倍以上の長尺の部材であり、図の奥行方向が幅、図の左右方向が長さとして示されているが、ここではガイド孔h1〜h10をその形状が認識できる平面視(金属部材202の主面で視認される状態)で示し、そのガイド孔h1〜h10のそれぞれに対して位置決めピンがどの位置に係合しているかを示している。尚以下の説明において、個々のガイド孔を区別する必要がない場合は、これらをガイド孔hと総称する。
【0011】
金属部材202は上記の如く長尺で厚みが例えば0.8mm以下程度と薄い平板状である。ドラム治具201の位置決めピン203同士の離間距離(ピッチ)p1’と金属部材202のガイド孔h同士の離間距離(ピッチ)p2’とは、これらが一致するように設計される。しかし、ガイド孔hと位置決めピン203には所定のクリアランスが必要であり、ドラム治具201が円筒状であることもあって、加工精度の面から位置決めピン203とガイド孔hを完全に一致させることは事実上不可能である。
【0012】
つまり、両者を完全に一致させる場合に許容される位置決めピン203同士のピッチp1’とガイド孔h同士のピッチp2’との1ピッチあたりの差分(以下ガイド孔と位置決めピンのピッチ差と称する)が、ドラム治具201の加工精度の限界以下であるため、このピッチ差内で治具を製作することができない。加えて、ドラム治具1はめっき加工中はめっき液の温度により膨張するため、設計段階でこれを勘案しておく必要があり、なおさらピッチ差を許容範囲内に収めることは不可能である。
【0013】
例えば、ドラム治具201は設計上、ピッチp1’=ピッチp2’を狙って±公差で製作するため、結果としてピッチp1’<ピッチp2’となる場合やピッチp1’>ピッチp2となる場合がある。
【0014】
これらのことから、ドラム治具ガイド孔と位置決めピンにはピッチ差が生じており、このピッチ差が製造工程中において累積と解消を繰り返すことで、めっき膜厚分布がばらつく問題があった。
【0015】
図11(A)を参照して、金属部材202は矢印の如く進入点I側から排出点O側に向かって進行している。ここでめっき処理される金属部材202の先頭から排出点Oまでの距離がL1である状態において、金属部材202のガイド孔hのピッチp2’よりもドラム治具201の位置決めピン203のピッチp1’がわずかに小さい場合(結果としてp1’<p2’であった場合)には、金属部材202のガイド孔h1からh7にそれぞれ図示の如く位置決めピン203が係合する。
【0016】
ドラム治具201の排出点O側からドラム治具の進入点I側へ行くにつれて、位置決めピン203は金属部材202のガイド孔h1の進行方向の前方側(金属部材202の排出点O側)にピッチ差の分だけ寄りつつ係合している。一方、金属部材202が進入点I側から排出点O側に矢印の如く移動すると、金属部材202との摩擦力により、ドラム治具201が回転軸204を中心に回転する。つまり、この場合ドラム治具201は金属部材202の移動方向に沿って、金属部材202の移動速度v2’と同等の周速度v1’で回転している。
【0017】
図11(B)を参照して、さらに金属部材202が進行し、金属部材11の先頭から排出点Oまでの距離がL2(L1<L2)の場合には、例えば排出点O側の端部の位置決めピン203に金属部材202のガイド孔h4が係合し、新たにガイド孔h8からh10が位置決めピン203と係合する。
【0018】
しかし図11(B)の如く、ガイド孔h1からh3がドラム治具201から離脱しても、ドラム治具201は金属部材202との摩擦力により回転するため、金属部材202の移動速度v2’と同等の周速度v1’で回転しており、図11(A)に示した各位置決めピンとガイド孔の位置関係は維持されている。そして、ガイド孔h8においては、ガイド孔h4からガイド孔h8までのそれぞれのピッチ差が累積する(以下これを累積ピッチ差と称する)。
【0019】
このため、図11(C)(D)の如く例えばガイド孔h8では、ガイド孔h8と位置決めピン203のクリアランスを超えてガイド孔h8の端部に位置決めピン203が接触することとなり、金属部材202がドラム治具201からわずかに離間する(図11(D)参照)。
【0020】
つまり、ガイド孔hと位置決めピン203の累積ピッチ差によって両者が接触し、金属部材202がドラム治具201から離間すると、めっき膜厚分布の局所的な低下が生じる。そしてピッチ差の累積と解消が繰り返されることで1つの金属部材においてめっき膜厚のばらつきが大きくなる問題がある。
【0021】
この点についてはめっき部(スポット)の面積も影響している。つまり、図10に示す部分めっき装置を用いて、つまり連続送り方式の部分めっき装置を用いためっき処理であっても、めっき部の面積がある程度確保できる場合にはめっき膜厚のばらつきは問題とならなかった。
【0022】
しかし近年では、各種電子機器やそれらの部品の小型化に伴い、めっき加工品のめっき部(スポット)の面積の狭小化(例えば5mm×5mm以下)が進んでおり、これに伴い、めっき膜厚のばらつきの問題が顕著に現れることとなった。
【0023】
この問題を解決するためには、金属部材202のガイド孔hとドラム治具201の位置決めピン203とのピッチ差を解消することが考えられる。
【0024】
例えば、特許文献1では、ドラム治具(円筒状ドラム)に対してゴムローラを押し付け、この押し付け力を調整してドラム治具の周速度を調整する技術が開示されている。
【0025】
しかし、金属部材の移動速度と、ドラム治具の周速度を独立に制御することは非常に困難である。
【0026】
具体的には、特許文献1に記載の技術では、モーターによって一定速度で回転するドラム治具に対して、ゴムローラを押し付け、その力の強弱を制御してドラム周速を制御している。
【0027】
例えば一般的な数値として、金属部材202の長さが2000mでガイド孔hと位置決めピン203のクリアランスが0.5mm、金属部材の移動速度が2m/minであると仮定すると、ドラム治具201の周速度に許容される誤差は0.5μm/minである。
【0028】
従って、この範囲に納まるようにモーターで回転するドラム治具の周速度を独立して制御する必要があり、このため例えばクリアランスを監視し、フィードバックする手段等が必要となる。具体的には特許文献1では、レーザーや画像処理などで、クリアランスの許容範囲に収まるよう監視し、この結果をフィードバックして周速度を制御している。
【0029】
しかしこのようなフィードバック手段が必要な構造の場合、制御が複雑になる上、設備コストが増加するなどの問題がある。
【課題を解決するための手段】
【0030】
本発明はかかる課題に鑑みてなされ、第1に、外周部に複数の位置決めピンが配置され、金属部材が前記位置決めピンに係合して前記外周部に沿って搬送されるドラム治具と、該ドラム治具を回転可能に支持する回転軸と、めっき液を前記金属部材に供給する噴流部と、前記回転軸に装着され、前記ドラム治具の周速度を減速させるブレーキユニットと、を備える部分めっき装置を提供することにより解決するものである。
【0031】
このように、本発明は、位置決めピンのピッチが金属部材のガイド孔のピッチよりもわずかに小さくなるようにドラム治具を製作し、そのドラム治具を支持する回転軸にドラム治具を減速させるブレーキユニットを設け、金属部材のガイド孔とドラム治具の位置決めピンの間の累積ピッチ差を解消するものである。ブレーキユニットは金属部材に対してドラム治具をガイド孔と位置決めピンのクリアランス内で相対的に逆の方向に移動させ(滑らせ)、これにより累積ピッチ差を解消するものである。
【0032】
第2に、部分めっき装置のドラム治具の外周部に沿って搬送される金属部材に部分めっきを施す部分めっき方法において、前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきを施すことにより解決するものである。
【0033】
このように本発明は、接触領域の後半部分でのみめっきを施すことによりめっき膜厚のばらつきを低減するものである。
【発明の効果】
【0034】
本発明の部分めっき装置によれば、第1に、めっき品の膜厚分布ばらつきを低減するドラム治具を用いた連続送り方式の部分めっき装置を提供できる。
【0035】
部分めっき装置は、ドラム治具を回転可能に支持する回転軸にブレーキユニットが設けられ、回転軸に負荷を与えることでドラム治具の周速度を金属部材の移動速度より低減させる。これにより、めっき処理中に生じる金属部材のガイド孔とドラム治具の位置決めピンの累積ピッチ差を随時解消し、めっき膜厚のばらつきを低減できる。
【0036】
ブレーキユニットが回転軸に与える負荷は、ドラム治具が当接する金属部材の進行方向に対して、相対的に逆方向に移動する(滑る)力より大きく、で金属部材に変形が生じる力以下に維持する。
【0037】
これにより1つの長尺の金属部材を処理する際に生じるガイド孔と位置決めピンの累積ピッチ差を随時解消し(累積させず)、すべてのガイド孔に対して、対応する位置決めピンをそのクリアランス内に収めることができる。
【0038】
本実施形態のドラム治具はそれ自体で回転制御がなされるものではなく、金属部材の移動に伴って回転し、ブレーキユニットによってその速度が減速される。つまり、ブレーキユニットが回転軸に与える負荷を所定の範囲に維持するのみで、別途フィードバック手段や、クリアランスの監視手段を設けることなく、金属部材の全体においてガイド孔と位置決めピンを確実に係合させることができるので、ドラム治具の周速度の制御が不要で、設備も簡便かつ低コストで実現できる。
【0039】
更に、ドラム治具の位置決めピンのピッチを金属部材のガイド孔のピッチより小さく設計し、めっき処理時にブレーキユニットによってドラム治具の周速度を金属部材の移動速度より減速させることにより、金属部材のドラム治具への進入時には位置決めピンがガイド孔の中央から進行方向前方(排出側)に位置し、ドラム治具からの排出時には位置決めピンがガイド孔の中央から進行方向後方(進入側)となるため、進入時および排出時のかじりを低減できる。
【0040】
第2に、ドラム治具と金属部材とが接する接触領域において、金属部材の進入側の第1の領域の間では金属部材にめっきが施されず、金属部材の排出側の第2の領域の間で金属部材にめっきを施す構造にすることにより、膜厚分布の更なる均一化を図ることができる。
【0041】
膜厚の低下は、両者が接触する接触領域の前半部分(第1の領域)で顕著に起こることから、この前半部分でのめっき処理を防止し、中盤から後半部分(第2の領域)のみでめっき処理を行う。すなわち第2の領域のみに対極(アノード)を設ける、あるいは、第2の領域のみにめっき液が噴出するような噴流部を採用することにより、膜厚分布をより均一化させることができる。
【0042】
第3に、本発明の部分めっき方法によれば、ドラム治具の前半部分(第1の領域)で金属部材にめっきを施さず、第2の部分のみでめっきを施すので、接触領域の全体でめっきを施すめっき方法と比較してめっき膜厚分布のばらつきを低減できる。
【図面の簡単な説明】
【0043】
【図1】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)断面図である。
【図2】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)側面図、(C)断面図である。
【図3】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)展開上面図、(C)拡大上面図、(D)拡大上面図である。
【図4】本発明の第1の実施形態の部分めっき装置によるめっき膜厚ばらつきと従来構造の場合を比較した(A)特性図、(B)比較表である。
【図5】本発明の第2の実施形態の部分めっき装置を説明する(A)上面図、(B)ドラム治具による金属部材の搬送の状態を示す上面概略図である。
【図6】本発明の第2の実施形態の部分めっき装置を説明する斜視図である。
【図7】本発明の第1の実施形態の部分めっき装置を説明する(A)上面図、(B)展開上面図、および本発明の第2の実施形態の部分めっき装置を説明する(C)上面図である。
【図8】本発明の第2の実施形態の部分めっき装置によるめっき膜厚ばらつきと第1の実施形態の部分めっき装置によるめっき膜厚ばらつきを比較した(A)特性図、(B)比較表である。
【図9】本発明の第3の実施形態の部分めっき装置を説明する上面図である。
【図10】従来構造を説明する上面図である。
【図11】従来構造を説明する(A)上面図、(B)上面図、(C)展開上面図、(C)拡大上面図である。
【発明を実施するための形態】
【0044】
本発明の実施の形態について、図1から図9を参照して説明する。まず図1から図4を参照して本発明の第1の実施形態について説明する。
【0045】
図1は、第1の実施形態の部分めっき装置10の構造を説明するための概要図であり、図1(A)が上面図であり、下層(内部)の構成も透視している。図1(B)は図1(A)のa−a線断面図である。
【0046】
図1を参照して、部分めっき装置10は、ドラム治具1と、回転軸2と、噴流部8と、ブレーキユニット15とを有する。
【0047】
ドラム治具1は、その外周部に被めっき材となる金属部材(ここでは不図示)を密着させ、外周部に沿って搬送する治具である。ドラム治具1は回転軸2を中心に回転可能であるが、ドラム治具1自体を回転する駆動手段は存在しない。つまり金属部材を所定速度で移動させることによって、金属部材の進行方向に沿って、例えば図1(A)の矢印方向に所定の周速度v1で回転する。ドラム治具1のドラム径(直径)φは例えば、200mm〜500mmが好ましい。ドラム径φが200mm未満の場合、金属部材の厚みにもよるが、これを巻きつけることが困難となったり、めっき時間が短くなり、いわゆるラインスピードが低下することから生産性が悪化するなどのおそれがある。また、ドラム径φが500mmより大きいと、部分めっき装置の製造(加工)が困難、ドラム治具1の偏芯の影響が大きくなる、イニシャルコストが増加する、などの問題が生じるおそれがある。ドラム治具1の外周部には互いに均等な距離(ピッチ)で離間された位置決めピン(ここでは不図示)が複数配置される。
【0048】
回転軸2は、支柱7で支持されベース板21に固定される。回転軸2の一端(図1(B)では上端)がドラム治具1に固定され、ドラム治具1を回転可能に支持する。また他端(図1(B)では下端)にはブレーキユニット15が装着される。
【0049】
ブレーキユニット15は、ベース板21下方の、回転軸2の下端部に装着され、ドラム治具1に所定の負荷を与える。これによりめっき処理中のドラム治具1の周速度v1は、金属部材の移動速度より減速される。
【0050】
ブレーキユニット15は、回転軸2を外側(外周)から押圧して負荷を与えるものであり、低負荷領域で押圧力のパラメータに対して線形制御が可能なブレーキ方式が採用される。押圧力のパラメータとは例えば空気圧である。
【0051】
ブレーキユニット15は、より具体的には、空気圧を利用して制動するディスクブレーキ方式が採用される。そして例えばコンプレッサーとレギュレーターで空気圧を一定にして負荷が制御され、1つの金属部材のめっき処理中はほぼ一定の負荷が維持される。
【0052】
負荷は、金属部材の材質、板厚、幅、金属部材の張力(金属部材がめっき処理ライン内で引張られる力)、ドラム治具1のドラム径φおよび重さ、金属部材のドラム治具1への巻き付き角度などに応じてブレーキユニット15に送り込む空気圧を変化させて適切な値が選択される。
【0053】
例えば、金属部材の板厚が薄い、あるいは材質的にガイド孔hが変形しやすい場合には負荷を小さくする。また材質的にドラム治具1との摩擦力が大きい(滑りにくい)金属部材の場合や、金属部材の張力が大きくドラム治具1との摩擦力が大きくなる場合などには負荷を大きくする。
【0054】
尚、ブレーキユニット15は、低負荷領域で押圧力のパラメータに対して線形制御が可能な方式であればこの例に限らない。
【0055】
噴流部8は、めっき液(ハッチングで示す)をドラム治具1を介して金属部材に供給する。めっき液は処理槽23外の供給タンク(不図示)に貯留されここからポンプ等(いずれも不図示)によって配管25を介して上矢印の如く噴流部8に組み上げられる。めっき液供給タンクにはヒーター、温度センサーおよび調節器などが備え付けられ、めっき液の温度を一定に保つ。また、ポンプには流量を制御するためのインバータが備えてあり、流量を制御する。また噴流部8は金属部材に噴出されためっき液を下矢印の如く配管25を介して供給タンクに回収する。
【0056】
噴流部8の外周には、防液堤24が設けられ、ドラム治具1は、防液堤24の内周部の上に噴流部8を覆って配置される。支持ローラー4は、ドラム治具1に巻回する金属部材の移動を支持する。
【0057】
噴流部8のめっき液の噴出口には対極(アノード)9が設けられる。噴流部8は図1(A)の平面視において例えば略半円形状に設けられ、アノード9も噴流部8の形状に沿って略半円形状に設けられる。
【0058】
図2を参照して、ドラム治具1についてさらに説明する。図2(A)は図1(A)に示すドラム治具1に金属部材11を巻回した状態を示す上面概略図であり、図2(B)は図2(A)のS方向の視点からの側面図であり、図2(C)が図2(A)のb−b線断面の一部を示す図である。
【0059】
ドラム治具1は、その外周部に複数の位置決めピン6が均等な離間距離(ピッチp1)で配置される。ここでは概要を示し、位置決めピン6は7個配置されているが、実際にはドラム治具1の外周部に例えば8個以上配置される。
【0060】
金属部材11は位置決めピン6に係合してドラム治具1の外周部に沿って進入点Iから排出点Oに向かって矢印の如く搬送される。本実施形態のドラム治具1は金属部材11の移動に伴い回転する。
【0061】
ドラム治具1の内側に設けられた噴流部8からは破線矢印の如く、金属部材11にめっき液が供給される。
【0062】
図2(B)を参照して、ドラム治具1の外周面に位置決めピン6が設けられる。位置決めピン6は円周方向に複数個並ぶ。また金属部材11にも位置決めピン6に対応して複数のガイド孔hが設けられる。ガイド孔hは均等な離間距離(ピッチp2)で離間される。
【0063】
金属部材11のガイド孔hを位置決めピン6に係合させ、金属部材11を矢印の方向に引っ張ることによって、ドラム治具1の外周部の一部に金属部材11が密着して、その摩擦力によりドラム治具1は回転する。
【0064】
本実施形態では、金属部材11を、幅W方向(図2(B)Y方向)が垂直(天地)となる状態でドラム治具1の外周部に沿って搬送する。幅W方向とは、長尺の金属部材11の長手方向(X方向)に直交する方向である。
【0065】
ドラム治具1は、それ自体の回転がモーターなどの駆動手段によって制御されるものではなく、金属部材11が移動することによって金属部材11の進行方向に沿って(金属部材11と当接している面においては同一方向に)回転するが、ブレーキユニット15によりその平均の周速度v1は、金属部材の移動速度v2より減速される(図1(A)参照)。詳細にはブレーキユニット15は、当接する金属部材11とドラム治具1が逆方向に移動する(滑る)力より大きく、金属部材11に変形が生じる力以下の負荷を回転軸2に与える。
【0066】
これにより、負荷を与えない状態において金属部材11の移動速度と同等の周速度で回転するドラム治具1を減速できる。ブレーキユニット15の負荷の下限を上記の範囲にすることで、金属部材11とドラム治具1は滑りながら、ドラム治具1は金属部材11より若干遅く回転し、金属部材11とドラム治具1の進行方向が相対的に逆向きに移動する(滑る)。
【0067】
一例として、板厚が0.2mmで、幅が30mmのCu(銅)合金材の金属部材11を4kgfの張力で移動させる場合、ブレーキユニット15の負荷を4kgf程度とする。このとき、ガイド孔hのピッチp2が10mm/ピッチで1ピッチ当たりのガイド孔hと位置決めピン6のピッチ差が例えば0.003mmであると仮定すると、ドラム治具1の平均速度v1は金属部材v2の移動速度に対して0.03%の減速となる。
【0068】
ドラム治具1の外周部には、円筒の円周方向に沿って並ぶ複数の開口部3が設けられる。ドラム治具1の材質は、熱膨張の少ない樹脂であり、例えば、耐熱性塩化ビニル樹脂、ポリフェニレンサルファイド(polyphenylene sulfide;PPS)樹脂、ポリエーテルエーテルケトン(polyetheretherketone;PEEK)樹脂などである。
【0069】
図2(C)を参照して、金属部材11には、ドラム治具1に設けられた開口部3を介して破線矢印のごとく噴流部8の噴出口(スリット部8S)からめっき液が供給される。ドラム治具1の内部には金属部材11と対向するように対極(アノード)9が設けられている。対極9は例えばスリット部8Sの上下に板状に設けられる。この対極9と金属部材11の間に電圧を印加し、めっき液を介して電流を生じさせる。
【0070】
めっき液に通電することで、金属部材11上にめっき膜12が生成される。すなわち、金属部材11には、開口部3の形状で、長手方向に例えば一列に並ぶ、スポットめっきによるめっき膜12が形成される。めっき膜12は例えば5mm以下四方の面積の例えば金(Au)めっきであり、金属部材11には、Auのスポットめっきに先立ち、ニッケル(Ni)またはNi合金、CuまたはCu合金などの下地めっきが施されていてもよい(図2(B)参照)。
【0071】
本実施形態では、ドラム治具1とめっき膜形成のマスクが一体となっている。つまり、噴流部8から開口部3を介して金属部材11にめっき液が矢印の如く噴出される際、開口部3以外の領域は、ドラム治具1によって覆われ、開口部3周囲のドラム治具1の一部が、めっき膜形成のマスクとなるものである。
【0072】
尚、これに限らず、開口部3を有する樹脂性のマスク材を、ドラム治具1の外周部に巻きつけるものであってもよい。その場合のドラム治具1は、噴流部8からめっき液の供給を可能とするため、例えば外周部に円周に沿ってスリットが設けられるものであり、スリットと開口部が一致するように、外周部にマスク材を設けるなどした構成である。
【0073】
この構造に対し、本実施形態の如くドラム治具1をマスクに兼用することにより、マスクの合わせずれを防止することができる。
【0074】
次に、図3を参照して、部分めっき装置10のめっき処理時の金属部材11とドラム治具1の関係について説明する。
【0075】
まず図3(A)(B)は、ドラム治具1の位置決めピン6とこれに係合する金属部材11のガイド孔hの位置関係を説明する図である。図3(A)におけるガイド孔hの表記方法は、上述した通りである。すなわち、ガイド孔h(ここではh4〜h10)は実際には金属部材11の幅W方向の辺と長さL方向の辺からなる2つの主面(表裏面)を貫通して設けられるものであるが、ここではガイド孔h4〜h10をその形状が認識できる平面視(図3(B)の状態)で示し、そのガイド孔h4〜h10のそれぞれに対して位置決めピンがどの位置に係合しているかを示している。また図3(A)のガイド孔h4とガイド孔h10については、それぞれの位置決めピン6とのクリアランスを示す平面図(金属部材11の主面から見た平面図)も併記している。
【0076】
図3(B)は、図3(A)のドラム治具1と金属部材11を直線状に展開した上面図である。また図3(C)(D)はそれぞれ図3(B)の破線で示したガイド孔h10、h4の拡大上面図である。
【0077】
図3(A)(B)を参照して、金属部材11のガイド孔hとドラム治具1の位置決めピン6が係合し、金属部材11の搬送に伴いドラム治具1が回転する。位置決めピン6はドラム治具1の円周に沿って、金属部材11の板厚分突き出しており、位置決めピン6の直径(例えば、1.0mm)は、ガイド孔hの直径(例えば1.5mm)に対して一定のクリアランスを有している。そして、本実施形態では、設計上、位置決めピンのピッチp1がガイド孔hのピッチp2よりも小さくなるように、ドラム治具1をマイナス公差で製作している。
【0078】
ここでは、めっき処理される金属部材11の先頭から排出点Oまでの距離がL2の状態(すなわち図11(B)の状態に相当)のドラム治具1と金属部材11の関係を示している。
【0079】
本実施形態においても、図示のようにそれぞれのガイド孔hに対する位置決めピン6の位置は異なる状態で係合する。
【0080】
例えば、図示の状態ではドラム治具1の排出点O側の端部では、位置決めピン6はガイド孔h4の後方B側(進入点I側)の端部と当接するように係合している。既述の如く位置決めピン6のピッチp1はガイド孔hのピッチp2よりも数μm小さく設計されている。これは進入点I側の端部で確実に係合する値である。このため、進入点I側へ近づくほど前方F側で係合し、進入点I側でも確実に係合する。つまり、このとき、ガイド孔h5ではその端部が位置決めピン6と当接していない。
【0081】
本実施形態では、金属部材11が移動し、ガイド孔h4が排出されると同時に、ブレーキユニット15によってドラム治具1にかけられたブレーキにより、ガイド孔h5の端部に位置決めピン6が当接するまでドラム治具1と金属部材11の間で1ピッチのピッチ差分だけ(数μm)滑る。つまり、金属部材11が移動しても、ドラム治具1の排出点O側の端部では、常に位置決めピン6がガイド孔hの後方B側の端部と当接する状態を維持している。
【0082】
従来構造の図11(B)を参照して、ドラム治具201にブレーキがかかっていない場合には、金属部材202の移動速度と同等の周速度で回転する。この場合、金属部材202の移動により、ガイド孔h4が排出されても、ドラム治具201と金属部材202の間で滑ることがないため、ガイド孔h5と位置決めピン203は接触しない。つまり、金属部材202の移動にともない、位置決めピン203は徐々にガイド孔hの前方F側(排出点O側)で係合するようになる。さらに、金属部材202が移動することで、ピッチ差が累積し、進入点I側で位置決めピン203がガイド孔hの前方F側に接触し金属部材202がドラム治具201から離間してしまう(図11(D))。
【0083】
本実施形態では、ブレーキユニット(ここでは不図示)が回転軸2に負荷を与えておりこれによりドラム治具1の平均の周速度v1は、金属部材11の移動速度v2より低速となる。また、ブレーキユニットが回転軸2に与える負荷は、当接する金属部材11とドラム治具1が逆方向(破線矢印方向)に移動する(滑る)力より大きく、金属部材11に変形が生じる力以下の荷重である。
【0084】
これにより、位置決めピン6とガイド孔hのクリアランス(例えば0.5mm程度)内を限度として金属部材11とドラム治具1を相対的に逆の方向(破線矢印の方向)に滑らせることができ、両者の累積ピッチ差をキャンセルできる。
【0085】
具体的には、従来離脱していたガイド孔h8およびガイド孔h10においても、位置決めピン6と確実に係合させることができる。
【0086】
このように、長尺の金属部材11のめっき処理中においてガイド孔hと位置決めピン6の累積ピッチ差が随時解消され、両者のクリアランスを超えることはなくなる。従って、スポットめっきのめっき膜厚ばらつきを低減できる。
【0087】
また本実施形態では、位置決めピン6のピッチp1をガイド孔hのピッチp2より小さくすることで、ドラム治具1の進入点Iに直近のガイド孔hと、排出点Oに直近のガイド孔hにおいて、かじり(変形)を防止できる。
【0088】
図3(A)(C)(D)を参照して、ドラム治具1にブレーキユニットから負荷がかけられていると、進入点I直近のガイド孔h10では、位置決めピン6がガイド孔h10の中央から進行方向前方Fに位置し、後方B側のクリアランスが大きくなる(図3(C))。
【0089】
同様に、排出点O直近のガイド孔h4では位置決めピン6がガイド孔h4の進行方向後方Bに位置し、前方A側のクリアランスが大きくなる(図3(D))。
【0090】
そして本実施形態ではこの状態が金属部材11の先頭から後方にいたるまで維持される。これにより、進入点Iおよび排出点Oにおけるガイド孔hのかじりを防止できる。
【0091】
尚、ブレーキユニット15は常時ドラム治具1に一定の負荷を与えているが、ドラム治具1と金属部材11は常に滑っているとは限らない。
【0092】
例えば、図3(A)を参照して、最も排出点Oに近いガイド孔h4はその後方で位置決めピンと接触しており、この場合は、
(ドラム治具1と金属部材11の静止摩擦力)+(最も排出点Oに近いガイド孔hが位置決めピン6を押す力)>(ブレーキユニット15の負荷)
となり、ドラム治具1と金属部材11は同じ速度で移動し、これらは滑らない。
【0093】
これに対し、金属部材11が移動して、最も排出点Oに近いガイド孔h4から位置決めピン6が排出され、次のガイド孔h5が最も排出点Oに近いガイド孔になった瞬間に(その時点ではh5と位置決めピンは接触していないため)、
(ドラム治具1と金属部材11の静止摩擦力)<(ブレーキユニット15の負荷)
となり、ドラム治具1と金属部材11が滑り、ドラム治具1が減速する。
【0094】
そしてガイド孔h5の後方に位置決めピン6が接触した瞬間に再び
(ドラム治具1と金属部材11の静止摩擦力)+(最も排出点Oに近いガイド孔hが位置決めピン6を押す力)>(ブレーキユニット15の負荷)
の関係となり、ドラム治具1と金属部材11は同じ速度で移動する。
【0095】
つまり、ドラム治具1と金属部材11は同じ速度で移動していて、ガイド孔hから位置決めピン6が排出されるごとに、瞬間的にドラム治具1が減速するような状態となっており、このとき一回に滑る距離は1ピッチ当たりのピッチ差分である。
【0096】
図4は、本実施形態の部分めっき装置10を用いてめっき処理を施した結果を、図5に示す従来構造の部分めっき装置200でめっき処理した結果と比較して示す。
【0097】
図4(A)は、縦軸がめっき(Au)膜厚[μm]であり、横軸がスポットめっき(150個分)の通し番号である。実線が、本実施形態の部分めっき装置10によるスポットめっきの場合であり、破線が従来構造(図10)の部分めっき装置200によるスポットめっきの場合であって、いずれも同じ電流密度でめっき処理し、スポットめっきの中心部のめっき膜厚を測定した結果である。
【0098】
このグラフからも明らかなとおり、本実施形態の部分めっき装置10では従来と比較して明らかにめっき膜厚のばらつきを低減できた。
【0099】
具体的には図4(B)の比較表を参照して、めっき膜厚の最大値と最小値の幅(Range)では、従来の0.21μmから0.14μmに低減できている。また標準偏差(σ)では従来の0.049と比較して本実施形態では0.022になっており、膜厚ばらつきの大幅な低減が可能となることがわかった。
【0100】
次に、図5から図8を参照して本発明の第2の実施形態について説明する。第2の実施形態は、金属部材11にめっき処理を行う領域を第1の実施形態の場合より制限するものである。尚、第1の実施形態と同一構成要素は同一符号で示し、その説明を省略する。
【0101】
図5は、部分めっき装置20の概要図であり、図5(A)が図1(A)に相当する上面図であり、図5(B)がドラム治具1による金属部材11の搬送の状態を示す上面の概略図(図2(A)に相当)である。
【0102】
図5(A)(B)を参照して、既述の如く、金属部材11はドラム治具1の外周部に沿って搬送される。以下、金属部材11と接するドラム治具1の外周の一部を接触領域RCと称して説明する。
【0103】
本実施形態の接触領域RCは、ドラム治具1の上面図(ドラム治具1の直径が平面視でき、ドラム治具1の形状が略円形に視認できる状態)において、ドラム治具1の略半円周にわたって金属部材11と接触する領域であり、金属部材11の進入側Iにおける両者の最初の接触点(進入側端部)IPから排出側Oで両者が非接触となるまで(排出側端部OPまで)の領域である。ここでは略半円周にわたる接触領域RCを例に説明するが、これよりも大きい(半円周を超える)領域であってもよい。またドラム治具1および金属部材11は時間経過とともに移動するものであるので、接触領域RCはドラム治具1および金属部材11の特定の(固定された)領域ではなく、互いに移動(回転)しているドラム治具1の外周のいずれか一部と金属部材11のいずれか一部とが接触する状態になる領域をいう。
【0104】
本実施形態では説明の便宜上、接触領域RCを第1の領域R1と第2の領域R2に区画する。第1の領域R1とは、接触領域RCの金属部材11の進入側端部IP(接触領域RCの開始点)から金属部材11の進行方向に所定距離(第1の円弧r1)進んだ位置までの領域であり、第2の領域R2は第1の領域R1の端部から金属部材11の排出側端部OP(接触領域RCの終了点)までの領域である。そして、部分めっき装置20は、第1の領域R1では金属部材11にめっきが施されず、第2の領域R2で金属部材11にめっきが施される構造とする。
【0105】
具体的には図5の上面図(平面視)において、噴流部82の形状を、その円弧がドラム治具1(接触領域RC)の半円形の円弧rより小さい扇形状とし、対極92の形状も同様の扇形状として、両者の円弧が第2の領域R2の円弧(第2の円弧r2)に沿うように配置する。
【0106】
図6は、図5(A)のSS方向の視点からの斜視図である。
【0107】
噴流部82は図6の如く噴出口(スリット部8S)からめっき液が噴出される。本実施形態では対極92を扇形状とし、例えば板状の対極92をスリット部8Sの上下に配置する。これにより、第1の領域R1では金属部材11にめっきが施されること無く、第2の領域R2の間で金属部材11にめっきを施すことができる(図5(B)参照)。
【0108】
図7を参照して、金属部材11に対するめっき処理の領域を制限する理由について説明する。図7(A)は第1の実施形態の部分めっき装置10の概要を説明するための、図2(A)に相当する上面図である。図7(B)は図7(A)の破線丸印部分の拡大図であり、図7(C)は第2の実施形態の部分めっき装置20の概要を説明する上面図である。
【0109】
図7(A)を参照して、既述の如く金属部材11は、ガイド孔がドラム治具1の位置決めピン6に係合しながら移動する。接触領域RCの進入側端部IPは、金属部材11が最初にドラム治具1に接触する部分であり、この位置では金属部材11からドラム治具1に向かう力は0(ゼロ)である。
【0110】
このとき進入側端部IPで、位置決めピン6がガイド孔の側壁(内壁)に接触する場合があると、その摩擦力で金属部材11がドラム治具1の外周面から僅かに浮いた状態(位置決めピン6とガイド孔が接触して位置決めピン6がガイド孔の奥まで入りきらない状態)となる場合がある(図7(A)破線丸印、図7(B)参照)。
【0111】
また、進入側端部IPの極近傍で、位置決めピン6がガイド孔の側壁(内壁)に接触する場合も、両者の摩擦力に対して金属部材11からドラム治具1に向かう力が無視できるほど小さい場合は、同様に金属部材11がドラム治具1の外周面から浮いた状態となる場合がある。
【0112】
接触領域RCの進入側端部IPと排出側端部OPの中間点CP(図7(A)では最頂部)では、金属部材11からドラム治具1に向かう力が最大となる。つまり、金属部材11からドラム治具1に向かう力は、進入側端部IPでは最小(0:ゼロ)であり、中間点CPに向かうにつれて大きくなる。
【0113】
従って、上記の如く進入側端部IP以降の第1の領域R1では、金属部材11からドラム治具1に向かう力が、位置決めピン6とガイド孔との摩擦力以下であり、金属部材11がドラム治具1から浮いた状態となった場合には、その浮いた状態が継続する場合がある。一方、ドラム治具1が回転し、中間点CPに到達するまでの間に金属部材11からドラム治具1に向かう力が徐々に増加してガイド孔と位置決めピン6の摩擦力を超えた場合には、ガイド孔と位置決めピン6が係合し、金属部材11がドラム治具1から浮いた状態が解消される。
【0114】
つまり、接触領域RC全体でみると、図7(A)の破線丸印の如く、進入側端部IP以降の前半部分(第1の領域R1)では、部分的に金属部材11がドラム治具1から浮いた状態でドラム治具1が回転する場合がある。その状態にて、噴流部8からめっき液の供給を受けてめっきが施されると、めっき膜厚のばらつきが生じ、金属部材11全体としてめっき膜厚分布が不均一になる問題がある。
【0115】
そこで、図7(C)の如く、第2の実施形態の部分めっき装置20では、金属部材11からドラム治具1に向かう力が、位置決めピン6がガイド孔との摩擦力を超え、金属部材11がドラム治具1から浮かない状態となる第2の領域R2により、めっき処理を行うことで、めっき膜厚分布の均一化が図れる。
【0116】
ここで、第1の領域R1および第2の領域R2について更に説明する。
【0117】
視覚的な定義としては、第1の領域R1はドラム治具1の外周に沿って第1の円弧r1(太破線)を形成する領域であり、第2の領域R2はドラム治具1の外周に沿って第2の円弧r2(太実線)を形成する領域である。そして、第1の円弧r1の長さは第2の円弧r2の長さより小さい。
【0118】
一例を挙げてより具体的に説明すると、第1の円弧r1の長さは、接触領域RC全体の円弧rの4分の1(r1=r/4)から3分の1(r1=r/3)とする。第1の領域R1は、進入側端部IPから金属部材11の進行方向に向かって第1の円弧r1を形成する領域である。
【0119】
そして、噴流部8および対極(アノード)9を第2の領域R2のみに設ける。つまり、それぞれ第2の領域R2の第2の円弧r2に沿って円弧が形成されるように、上面図(平面視)において扇形状に形成する。これにより、金属部材11は接触領域RCのうち第2の領域R2のみでめっき処理が施され、めっき膜厚の均一化が図れる。
【0120】
図8は、図6に示す第2の実施形態の部分めっき装置20用いてめっき処理を施した結果を、図1に示す第1の実施形態の部分めっき装置10を用いてめっき処理した結果と比較して示す。第1の実施形態の部分めっき装置10の結果は、図4に示すものと同様である。尚、第2の実施形態の部分めっき装置20は、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となるように第1の領域R1を形成し、第2の領域R2に扇形状の噴流部82と対極92を設けたものである。
【0121】
図8(A)は、縦軸がめっき(Au)膜厚[μm]であり、横軸がスポットめっき(150個分)の通し番号である。△印のマーカーが第2の本実施形態の部分めっき装置20によるスポットめっきの場合であり、○印のマーカーが第1の実施形態の部分めっき装置10(図1)によるスポットめっきの場合であって、スポットめっきの中心部のめっき膜厚を測定した結果である。
【0122】
このグラフからも明らかなとおり、第2の実施形態の部分めっき装置20では、第1の実施形態の部分めっき装置10と比較して明らかにめっき膜厚のばらつきを低減できた。
【0123】
具体的には図8(B)の比較表を参照して、めっき膜厚の最大値と最小値の幅(Range)では、第1の実施形態の0.14μmから0.03μmに低減できている。また標準偏差(σ)では第1の実施形態の0.022と比較して第2の実施形態では0.006になっており、膜厚ばらつきの大幅な低減が可能となることがわかった。
【0124】
尚、平均膜厚(Ave)の狙い値は、第1の実施形態の部分めっき装置10では0.5μmであるのに対し、第2の実施形態の部分めっき装置20では0.45μmとした。
【0125】
図9は本発明の第3の実施形態の部分めっき装置30を示す図であり、図1(A)に相当する上面図である。第1、第2の実施形態と同一構成要素は同一符号で示し、説明を省略する。
【0126】
金属部材11は、第2の領域Rでめっき処理が施されれば良い。すなわち、噴流部8は第1の実施形態と同様に平面視において略半円形状に設け、対極92のみを扇形状としてもよい。この場合、第1の領域R1で噴流部8からめっき液が供給されても、対極92が配置されないのでめっきは施されず(破線矢印)、第2の領域R2のみでめっきが施される(実線矢印)ので第2の実施形態と同様の効果が得られる。これ以外の構成は、第2の実施形態と同様である。
【0127】
尚、第1の領域R1の第1の円弧r1の長さは、上述の例より更に短くても(例えばr1=r/5であっても)、めっき膜厚分布の均一化が図れる場合がある。
【0128】
本実施形態の部分めっき装置20では、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となる領域を第1の領域R1とすることで、膜厚分布の均一なめっきを施すことができた(図7参照)。
【0129】
一方で、第1の円弧r1の長さが接触領域RCの中間点CPを超える長さであっても、第2の領域R2はめっき膜厚分布は均一になる。しかし、第1の円弧r1が長すぎると、(第2の領域R2が小さいと)めっき処理ができる範囲が小さくなるので、生産性は低下する。このため、第1の領域R1は可能な限り小さいほうが好ましく、本実施形態では、第1の円弧r1の長さが、接触領域RC全体の円弧rの3分の1となる領域を第1の領域R1とした。
【0130】
このように、本実施形態の部分めっき方法は、部分めっき装置のドラム治具1の外周部に沿って搬送される金属部材11に部分めっきを施すものであり、ドラム治具1の外周部の一部を金属部材11との接触領域RCとした場合に、接触領域RCの金属部材11の進入側端部IPから所定距離の第1の領域R1の間では金属部材11にめっきが施されず、第1の領域R1の端部から金属部材11の排出側端部OPまでの第2の領域R2の間で金属部材11にめっきが施されるものである。
【0131】
上述の通り、膜厚分布ばらつきは、特に接触領域RCの進入側端部IP以降の前半部分(第1の領域R1)で発生し易く、このことは従来構造においても同様である。つまり例えば、上記の実施形態の部分めっき装置10〜30の如くブレーキユニット15を備えていない部分めっき装置であっても、接触領域RCの前半部分で膜厚分布が悪化する傾向がある。
【0132】
しかし、本実施形態の部分めっき方法によれば、膜厚分布が悪化するドラム治具1の前半部分(第1の領域R1)で金属部材11にめっきを施さず、第2の部分R2のみでめっきを施すので、接触領域RCの全体でめっきを施すめっき方法と比較してめっき膜厚分布のばらつきを低減できる。
【符号の説明】
【0133】
1 ドラム治具
2 回転軸
3 開口部
4 支持ロール
5 ベルト
6 位置決めピン
8、82 噴流部
9、92 対極(アノード)
10、20、30、40、50 部分めっき装置
11 金属部材(被めっき材)
15 ブレーキユニット
h、h1〜h10 ガイド孔
RC 接触領域
R1 第1の領域
R2 第2の領域
r1 第1の円弧
r2 第2の円弧
【特許請求の範囲】
【請求項1】
外周部に複数の位置決めピンが配置され、金属部材が前記位置決めピンに係合して前記外周部に沿って搬送されるドラム治具と、
該ドラム治具を回転可能に支持する回転軸と、
めっき液を前記金属部材に供給する噴流部と、
前記回転軸に装着され、前記ドラム治具の周速度を減速させるブレーキユニットと、
を備えた部分めっき装置。
【請求項2】
前記ブレーキユニットは、前記周速度が前記金属部材の移動速度より減速するように前記回転軸に負荷を与えることを特徴とする請求項1に記載の部分めっき装置。
【請求項3】
前記負荷は、当接する金属部材とドラム治具が逆方向に移動する力より大きく、前記金属部材に変形が生じる力以下の荷重であることを特徴とする請求項1または請求項2に記載の部分めっき装置。
【請求項4】
前記ブレーキユニットは、空圧により前記回転軸に負荷を与えることを特徴とする請求項1から請求項3のいずれかに記載の部分めっき装置。
【請求項5】
前記位置決めピンのピッチは、該位置決めピンが係合し前記金属部材に複数設けられたガイド孔のピッチより小さいことを特徴とする請求項1から請求項4のいずれかに記載の部分めっき装置。
【請求項6】
前記ドラム治具の前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきが施されることを特徴とする請求項1から請求項5のいずれかに記載の部分めっき装置。
【請求項7】
前記第1の領域および前記第2の領域はそれぞれ前記ドラム治具の外周に沿って第1の円弧と第2の円弧を形成する領域であり、前記第1の円弧の長さは前記第2の円弧の長さより小さいことを特徴とする請求項6に記載の部分めっき装置。
【請求項8】
前記第1の領域は、前記金属部材の前記ドラム治具方向へ向かう力が前記位置決めピンと前記ガイド孔との摩擦力以下となる領域であることを特徴とする請求項6または請求項7に記載の部分めっき装置。
【請求項9】
前記第1の領域は、前記接触領域全体の4分の1から3分の1の領域であることを特徴とする請求項6から請求項8のいずれかに記載の部分めっき装置。
【請求項10】
前記第2の領域のみに対極を設けることを特徴とする請求項6から請求項9のいずれかに記載の部分めっき装置。
【請求項11】
前記噴流部は、前記第2の領域のみに前記めっき液を噴出させることを特徴とする請求項6から請求項10のいずれかに記載の部分めっき装置。
【請求項12】
部分めっき装置のドラム治具の外周部に沿って搬送される金属部材に部分めっきを施す部分めっき方法において、
前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきが施されることを特徴とする部分めっき方法。
【請求項13】
前記第1の領域および前記第2の領域はそれぞれ前記ドラム治具の外周に沿って第1の円弧と第2の円弧を形成する領域であり、前記第1の円弧の長さは前記第2の円弧の長さより小さいことを特徴とする請求項12に記載の部分めっき方法。
【請求項14】
前記第1の領域は、前記金属部材の前記ドラム治具方向へ向かう力が前記位置決めピンと前記ガイド孔との摩擦力以下となる領域であることを特徴とする請求項12または請求項13に記載の部分めっき方法。
【請求項15】
前記第1の領域は、前記接触領域全体の4分の1から3分の1の領域であることを特徴とする請求項12から請求項14のいずれかに記載の部分めっき方法。
【請求項1】
外周部に複数の位置決めピンが配置され、金属部材が前記位置決めピンに係合して前記外周部に沿って搬送されるドラム治具と、
該ドラム治具を回転可能に支持する回転軸と、
めっき液を前記金属部材に供給する噴流部と、
前記回転軸に装着され、前記ドラム治具の周速度を減速させるブレーキユニットと、
を備えた部分めっき装置。
【請求項2】
前記ブレーキユニットは、前記周速度が前記金属部材の移動速度より減速するように前記回転軸に負荷を与えることを特徴とする請求項1に記載の部分めっき装置。
【請求項3】
前記負荷は、当接する金属部材とドラム治具が逆方向に移動する力より大きく、前記金属部材に変形が生じる力以下の荷重であることを特徴とする請求項1または請求項2に記載の部分めっき装置。
【請求項4】
前記ブレーキユニットは、空圧により前記回転軸に負荷を与えることを特徴とする請求項1から請求項3のいずれかに記載の部分めっき装置。
【請求項5】
前記位置決めピンのピッチは、該位置決めピンが係合し前記金属部材に複数設けられたガイド孔のピッチより小さいことを特徴とする請求項1から請求項4のいずれかに記載の部分めっき装置。
【請求項6】
前記ドラム治具の前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきが施されることを特徴とする請求項1から請求項5のいずれかに記載の部分めっき装置。
【請求項7】
前記第1の領域および前記第2の領域はそれぞれ前記ドラム治具の外周に沿って第1の円弧と第2の円弧を形成する領域であり、前記第1の円弧の長さは前記第2の円弧の長さより小さいことを特徴とする請求項6に記載の部分めっき装置。
【請求項8】
前記第1の領域は、前記金属部材の前記ドラム治具方向へ向かう力が前記位置決めピンと前記ガイド孔との摩擦力以下となる領域であることを特徴とする請求項6または請求項7に記載の部分めっき装置。
【請求項9】
前記第1の領域は、前記接触領域全体の4分の1から3分の1の領域であることを特徴とする請求項6から請求項8のいずれかに記載の部分めっき装置。
【請求項10】
前記第2の領域のみに対極を設けることを特徴とする請求項6から請求項9のいずれかに記載の部分めっき装置。
【請求項11】
前記噴流部は、前記第2の領域のみに前記めっき液を噴出させることを特徴とする請求項6から請求項10のいずれかに記載の部分めっき装置。
【請求項12】
部分めっき装置のドラム治具の外周部に沿って搬送される金属部材に部分めっきを施す部分めっき方法において、
前記外周部の一部は前記金属部材と接する接触領域であり、該接触領域の前記金属部材の進入側端部から所定距離の第1の領域の間では前記金属部材にめっきが施されず、該第1の領域の端部から前記金属部材の排出側の端部までの第2の領域の間で前記金属部材にめっきが施されることを特徴とする部分めっき方法。
【請求項13】
前記第1の領域および前記第2の領域はそれぞれ前記ドラム治具の外周に沿って第1の円弧と第2の円弧を形成する領域であり、前記第1の円弧の長さは前記第2の円弧の長さより小さいことを特徴とする請求項12に記載の部分めっき方法。
【請求項14】
前記第1の領域は、前記金属部材の前記ドラム治具方向へ向かう力が前記位置決めピンと前記ガイド孔との摩擦力以下となる領域であることを特徴とする請求項12または請求項13に記載の部分めっき方法。
【請求項15】
前記第1の領域は、前記接触領域全体の4分の1から3分の1の領域であることを特徴とする請求項12から請求項14のいずれかに記載の部分めっき方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−100593(P2013−100593A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−68705(P2012−68705)
【出願日】平成24年3月26日(2012.3.26)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年3月26日(2012.3.26)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
[ Back to top ]