
配向性ストランドボード
【課題】低価格で堅固な原料から配向ストランドボードを製造すること。
【解決手段】 少なくとも2の縦横比を有する長いストランド13から成っており、このストランドは、ギネアアブラヤシ木10の果実の収穫の副産物として形成されるギネアアブラヤシの木の葉の外部シェルから約1mの長さに制限されて形成され、且つこれらのストランド13は、葉の外部シェル領域から切断して得られ、ボードの主要面の少なくとも外部領域が実質的に芯材を含むことがなく、またシェルストランドは、熱硬化性バインダー材と混合され、これらのストランドは、ボードの主要面の少なくとも外部領域でボードの構造軸線に優位にほぼ整列するように、配向され、バインダーで一体に結合される。
【解決手段】 少なくとも2の縦横比を有する長いストランド13から成っており、このストランドは、ギネアアブラヤシ木10の果実の収穫の副産物として形成されるギネアアブラヤシの木の葉の外部シェルから約1mの長さに制限されて形成され、且つこれらのストランド13は、葉の外部シェル領域から切断して得られ、ボードの主要面の少なくとも外部領域が実質的に芯材を含むことがなく、またシェルストランドは、熱硬化性バインダー材と混合され、これらのストランドは、ボードの主要面の少なくとも外部領域でボードの構造軸線に優位にほぼ整列するように、配向され、バインダーで一体に結合される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、構造物用ボードの製造に関し、特に、ユニークで豊富な原料供給を利用する方法及び製品に関するものである。
【背景技術】
【0002】
配向性ストランドボード(OSB)は、大部分建設業で、合板(ベニヤ合板)の代わりの使用される製品である。通常、OSBは、ベニヤ合板よりも低い価格で販売されている。経済性は、一般的に、これらの製品を作るのに使用される原料のコストによって説明される。OSBは、挽材又は合板ベニヤを形成するために、直径及び/又は長さが小さすぎる「丸材」と呼ばれることがある木の大枝から作られるのが典型的である。丸材の供給は、容量的と地理的との両方で制限されているので、この商品のある底値が必然的に存在する。従って、構造物用ボードの製造に使用される丸木に対して、価格及び利用性において少なくとも競合する代用材料の必要性がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、原料又は基材としてギネアアブラヤシ木の葉を切断したものから選択された部分を利用する新規なOSB構造物を提供するものである。この原料は、豊富で、低価格であり、現在、栽培者には負担であり、大部分は無駄にされている。ギネアアブラヤシ果実が収穫される際に、葉切断物が生成される。これらの葉は、果実を自然に包んでおり、従って果実を入手するために、切り取られる。現在、この収穫は、手動で行われており、また、葉切断物の長さは、幾分異なっているが、参考の目的で述べると、0.5mの木部分で約1−2mであり、葉の断面は、1メータ幅のほぼ1/20乃至1/10の間である。
【0004】
適切に乾いており、低密度の葉芯から分離してストランド(紐)状とすると、ギネアアブラヤシ葉の比較的高い抗張力のシェル(殻)部分を工業的に利用できる品質と強度を有する板に処理することができることが発見された。
【課題を解決するための手段】
【0005】
好ましいストランド成形方法は、芯材がないか、ほとんどないストランド状のシェル材(殻材)の比較的高い生産性を得るという利点を有する。本明細書に開示されているように、葉切断長部分は、切断刃が葉の名目上の長さ方向と一般に平行なラインに沿った葉長部分を薄切りする手順作業を受ける。この刃が移動すると、シェル材は、芯材から離れて切断されるストランド状片にされる。芯材は、好ましくは、芯材とシェル材との2つの成分の密度と切断片寸法との差を利用することによって、シェル材から機械的に分離される。典型的には、この切断作業は、芯材のばらばらの大きな片部分が付着されているシェルストランドからこの芯材の大きな片部分を叩き落とすのに充分に強く行われ、芯材のこれらの大きな片部分は、葉切断物の親部分からシェル材と共に同時に切り離される。本明細書に開示されているボード製造方法では、機械処理されたシェル材と芯材とは、これらの混合物の流れに逆らって指向される空気流の作用によって相互に分離される。機械で形成されたシェルストランドは、その後、ほぼ整列され、バインダーが塗布されてプレスに搬送される。典型的には、このバインダーは、熱硬化性樹脂である。プレスは、整列されバインダー塗布されたシェルストランドにバインダーを硬化するのに充分な熱と圧力とを付与し、密度の高い固いボードを製造する。
【図面の簡単な説明】
【0006】
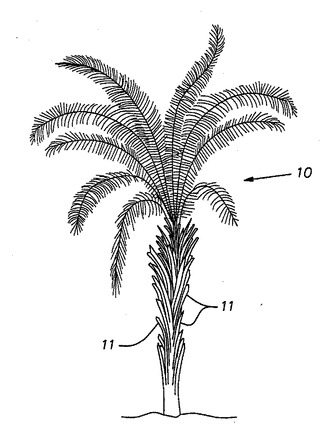
【図1】先の果実収穫中に切り取られた下部葉の長さ部分を有するギネアアブラヤシ木の図である;
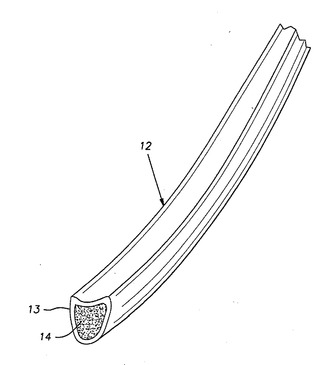
【図2】ギネアアブラヤシ木から切断された葉の所定長の木質根部分の斜視図である;
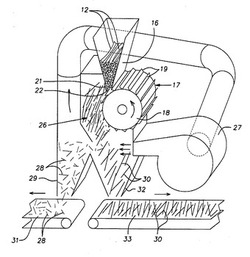
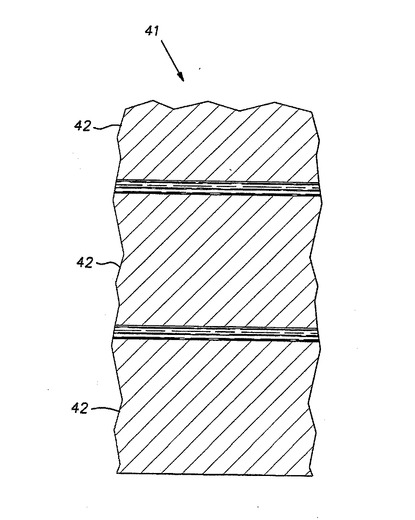
【図3】葉長部分からシェルストランドを形成し、当初はシェル内に包まれていた芯材からこれらのストランドを分離するための典型的な装置の概略系統図である;
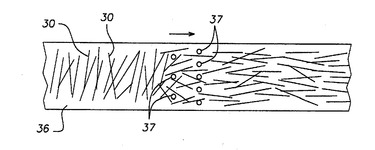
【図4】葉シェルストランドを共通の方向にほぼ配向する工程の概略図である。
【図5】葉シェルストランドに接着剤が塗布され多重プラテンプレスに搬送する工程の概略図である。
【図6A】ストランドマットをプレスに装填する工程の概略図である;
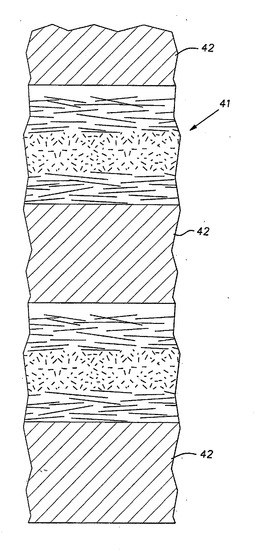
【図6B】OSBを作る方法における加圧、加熱工程の概略図である。
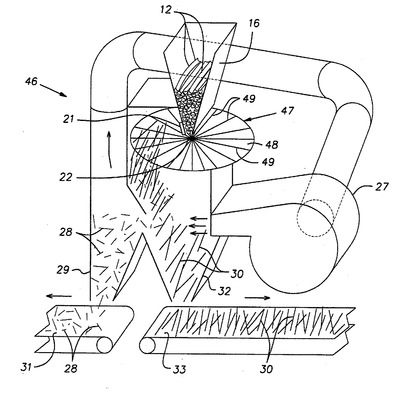
【図7】切断刃の移動面が葉長部分の縦方向に整列しているストランド製造装置の他の例の概略図である。
【発明を実施するための形態】
【0007】
図1は、当初は、アフリカ産であるが、現在は、種々の赤道付近領域で商業的に生育されているギネアアブラヤシ木10の図である。ギネアアブラヤシの果実は、食品及び化学分野で利用するために、非常に大規模に、しばしば、オイルとして収穫される。果実を得るために、作業者は、典型的には、マチェーテ(なた)を用いて、下方から、果実を包む葉を叩き切る。図1に示される木の下方部にある切頭葉11は、この作業の結果である。葉の切断長部分12が図2に示されている。果実収穫中に生成されたこの葉部分は、平均的には、約2又は3フィート、即ち、約1/2メーターの木質の長さ部分を有するが、この長さは、相当に変化することがあることは明らかである。
【0008】
この葉(長さ)部分12は、適度の弓の形態か大きな曲率半径を有するのが特徴であり、典型的には横断面がV字形である。更に、葉長さ部分12は、符号13で示され外表面と関連する比較的固く密度が高いシェルと比較的柔軟な芯14とを有する。葉部分12が乾燥していると、シェル13は、松の木よりも相当に固く、芯14は、バルサ材とほとんど同じくらい柔軟である。芯14の体積は、シェル13の体積よりも相当に大きい。
【0009】
本発明によれば、葉部分(葉長さ部分)12は、シェル13からストランドを生成し、かつこのストランドが生成されたシェル材から芯材14を分離するように処理することができる。このストランドの長さは、約1mまでに制限される。
【0010】
図3は、葉部分又は葉長さ部分12を縦方向に配向されたストランドに切断する装置の一例を示す。葉長さ部分12が多少平行しているが、そのわずかに曲がった特性が完全な配向を妨げるように、葉部分12は、共通の配向を葉部分に与えるシュート16又は他の装置に供給される。
【0011】
シュート16の下方端部には回転式ナイフ・ユニット17がある。このナイフ・ユニット17は、図示しないモータによって駆動され、円筒形ロータ18を有し、このロータ18は、周方向に間隔をあけて設けられた複数の刃又はナイフ19を備えており、これらの刃又はナイフ19は、ロータ18の回転軸線に平行にして整列して取り付けられている。この回転式ナイフ・ユニット17の回転軸線がシュート16の矩形放射領域の縦方向によって定められるように、回転式ナイフ・ユニット17は、葉部分12の好ましい整列に平行にして配向されている。刃19は、名目上の縦方向に平行な線上で葉部分12に交差して切断するが、最初は、シェル13の長いストランドを切り取り、究極的には、芯材14を多数の片に細断する。刃19がシュート放出領域から引っ込ませるようにシュート16側にある抑制バー21とロータ18の外面22からの刃の立ち上がり部分との間のギャップは、葉部分12が制限された所望の厚みを有する片に切り分けられるのを確実にするように対応される。
【0012】
葉部分12のストランド26の大部分の長さは、葉部分の長さに沿った葉部分の自然な曲がりと刃19の切断エッジの直線性とによって、葉部分12の全長よりも小さくなる。ストランド26は、一般に、少なくとも2の縦横比を有する。
【0013】
回転式カッター17によってせん断されている葉部分12のすべての材料は、シュート16の底で切断領域から重力によって落下する。ファン又は送風機27は、落下する寸断葉材料の通路を横切って強い空気流を指向する。この空気流の速度及び容量は、28の符号が付された寸断芯材から、シェル13のうち、符号30が付されたストランドを分離するように規制される。この空気分離は、比較的高密度のシェル材13と比較的低密度の芯材28との間のばらばらの状態での密度差に基づいて作用する。芯材28は、空気流によってシュート29に向けて偏向され、このシュート29は、芯材をコンベヤー31に向け、このコンベヤーは、芯材を図示しない収集位置に搬送する。ストランド化されたシェル材30は、芯材28よりも大きな密度を有することによって、空気流によって偏向される程度が小さく、従って、このシェル材30は、コンベヤー33にシェル材を向けるシュート32に落下する。
【0014】
ストランド化されたシェル材30、コンベヤー33によって持ち去られ、最後に、配向性ストランドボード(OSB)に処理される。
【0015】
図4乃至図7は、このボード形成を達成するために行われる工程を示す。図4は、図3に示されたような方法によって葉切断長部分12のシェル13から作られたランダム配向のギネアアブラヤシ葉ストランド30を受け取るコンベヤー36を示す。ストランド30は、コンベヤー36上にある整列用フィンガー又はゲート37の如き手段によってコンベヤー26の移送方向に多少配向されるが、そのためには、長いストランドがフィンガー又はゲートを通過する前にストランド自体がほぼコンベヤー方向に配向することが必要である。
【0016】
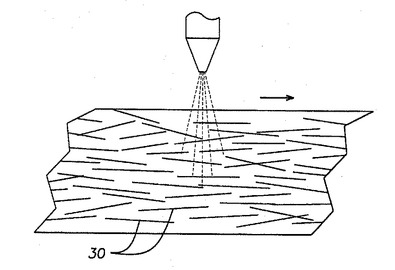
配向後、シェルストランド30は、図5に示すように、例えば、スプレーにより、バインダーが塗布される。それに代えて、このバインダーは、パウダー又はペレットの形態であり、ストランドの配向前、配向中又は配向後、ストランドに均一に分配してもよい。このバインダーは、フェノール樹脂又はイソシアネートパウダーの如き一般の構造物用木ベースのOSBに使用されるものとすることができる。配向されバインダー塗布されたシェルストランド30は、多数のプラテン42が上下に並べられた当業界で知られている多段プレス41に搬送される。
【0017】
プレス41に搬送されたシェル30は、図6Aで示されるように引っ込み状態にあるプラテン間の空間に受け入れられることができるように抑制された厚みを有して非圧縮状態で緩く上下に置かれる。所望なら、非圧縮マットを形成する材料は、ストランド26の異なる配向を有するサブレイヤーを含むことができる。これらのサブレイヤーは、プレス41の上流で形成することができる。通常、外部サブレイヤー、即ち、上下のサブレイヤーは、典型的には、矩形ボードの最長寸法に合わせた最終パネル又はボードの強度軸線に、ストランド30の配向を合わせている。内部サブレイヤーは、この構造上の方向を横切る配向とすることができる。更に、外部サブプレイヤーは、シェルストランド30からの芯材の分離がより大きなレベルに維持されてこれらの外部レイヤーが葉シェル13からのすべてのストランド材料から実質的に形成されているが、内部サブプレイヤーは、このような外部レイヤーに比べて、葉11から一層高い割合の芯材を含むことができる。
【0018】
プラテン42は、シェルストランド30が圧力を受けている間、バインダーを硬化するのに充分な高い温度に内部加熱される。シェルストランド30のマットは、図6Bに示すように、バインダーを硬化し、葉ストランド30の圧縮・バインダー含浸マットから堅固な構造物ボードを生産するのに充分な時間、圧力と温度とを受けたままとする。マットとプラテンは、幾つかの仕上げ構造ボードの面積を表わす比較的大きな面積を有する。仕上げの構造ボードは、これらの特大マットから切断して、例えば1/4インチ乃至1インチの厚さと4インチ×8インチの平面寸法又はそのメートル法換算値とすることができる。
【0019】
図7は、葉部分12を切断してほぼ縦方向に沿って配向されたストランドを形成する他の装置46及び方法を示す。図1と同じか等価のエレメントは、同じ符号で表わされている。この装置46は、その中心軸線の周りを回転する円形ロータプレート47を含んでいる。プレート47の上面48には、複数の棒状ナイフ49が取り付けられている。これらのナイフ49は、プレート47の回転中心に対して放射状に配向されている。これらのナイフ49は、葉部分12が平行に整列して列をなして案内されるシュート16の下方を通過する。刃又はナイフ49は、一般の葉部分12の名目上の縦軸線に平行な面を移動し、また、シュート16の出口を横切って通過する際、葉部分からストランドを縦に切断する。シェル材と芯材との葉部分ストランド30、28は、図3に関して記載したのとほぼ同様の方法又は他の技術によって空気流によって分離することができる。葉部分のシェルのストランド30、28を上記のように使用して構造物パネル又はOSBを生産する。
【0020】
上記の開示は、例示であり、この開示に含まれる教示の範囲から逸脱することなく、細部を追加し、変形し又は削除して種々の偏向を行うことができることは明らかである。例えば、OSBボードは、一連の加圧ローラーを使用して、単一のプラテンプレス又は連続処理ラインで生産することができる。従って、本発明は、特許請求の範囲が必然的に限定する範囲を除いて、この開示の特定の細部に限定されない。
【産業上の利用可能性】
【0021】
本発明は、ギネアアブラヤシ木の果実を収穫する際に生成される今まで無駄にされていた葉切断物の高密度で堅固なシェル部分を芯材から分離して高い抗張力を有するストランドを原料としてOSBを製造するので、安価で堅固なボードを提供することができ、産業上の利用性が高い。
【符号の説明】
【0022】
10 ギネアアブラヤシ木
11 葉
12 葉切断部分
13 シェル材
14 芯材
16 シュート
17、46 ナイフ・ユニット
18 円筒形シリンダー
19、49 刃又はナイフ
27 ファン又は送風機
28 細断芯材
30 シェルストランド
31,33,36 コンベヤー
41 プレス
42 プラテン
【技術分野】
【0001】
本発明は、構造物用ボードの製造に関し、特に、ユニークで豊富な原料供給を利用する方法及び製品に関するものである。
【背景技術】
【0002】
配向性ストランドボード(OSB)は、大部分建設業で、合板(ベニヤ合板)の代わりの使用される製品である。通常、OSBは、ベニヤ合板よりも低い価格で販売されている。経済性は、一般的に、これらの製品を作るのに使用される原料のコストによって説明される。OSBは、挽材又は合板ベニヤを形成するために、直径及び/又は長さが小さすぎる「丸材」と呼ばれることがある木の大枝から作られるのが典型的である。丸材の供給は、容量的と地理的との両方で制限されているので、この商品のある底値が必然的に存在する。従って、構造物用ボードの製造に使用される丸木に対して、価格及び利用性において少なくとも競合する代用材料の必要性がある。
【発明の概要】
【発明が解決しようとする課題】
【0003】
本発明は、原料又は基材としてギネアアブラヤシ木の葉を切断したものから選択された部分を利用する新規なOSB構造物を提供するものである。この原料は、豊富で、低価格であり、現在、栽培者には負担であり、大部分は無駄にされている。ギネアアブラヤシ果実が収穫される際に、葉切断物が生成される。これらの葉は、果実を自然に包んでおり、従って果実を入手するために、切り取られる。現在、この収穫は、手動で行われており、また、葉切断物の長さは、幾分異なっているが、参考の目的で述べると、0.5mの木部分で約1−2mであり、葉の断面は、1メータ幅のほぼ1/20乃至1/10の間である。
【0004】
適切に乾いており、低密度の葉芯から分離してストランド(紐)状とすると、ギネアアブラヤシ葉の比較的高い抗張力のシェル(殻)部分を工業的に利用できる品質と強度を有する板に処理することができることが発見された。
【課題を解決するための手段】
【0005】
好ましいストランド成形方法は、芯材がないか、ほとんどないストランド状のシェル材(殻材)の比較的高い生産性を得るという利点を有する。本明細書に開示されているように、葉切断長部分は、切断刃が葉の名目上の長さ方向と一般に平行なラインに沿った葉長部分を薄切りする手順作業を受ける。この刃が移動すると、シェル材は、芯材から離れて切断されるストランド状片にされる。芯材は、好ましくは、芯材とシェル材との2つの成分の密度と切断片寸法との差を利用することによって、シェル材から機械的に分離される。典型的には、この切断作業は、芯材のばらばらの大きな片部分が付着されているシェルストランドからこの芯材の大きな片部分を叩き落とすのに充分に強く行われ、芯材のこれらの大きな片部分は、葉切断物の親部分からシェル材と共に同時に切り離される。本明細書に開示されているボード製造方法では、機械処理されたシェル材と芯材とは、これらの混合物の流れに逆らって指向される空気流の作用によって相互に分離される。機械で形成されたシェルストランドは、その後、ほぼ整列され、バインダーが塗布されてプレスに搬送される。典型的には、このバインダーは、熱硬化性樹脂である。プレスは、整列されバインダー塗布されたシェルストランドにバインダーを硬化するのに充分な熱と圧力とを付与し、密度の高い固いボードを製造する。
【図面の簡単な説明】
【0006】
【図1】先の果実収穫中に切り取られた下部葉の長さ部分を有するギネアアブラヤシ木の図である;
【図2】ギネアアブラヤシ木から切断された葉の所定長の木質根部分の斜視図である;
【図3】葉長部分からシェルストランドを形成し、当初はシェル内に包まれていた芯材からこれらのストランドを分離するための典型的な装置の概略系統図である;
【図4】葉シェルストランドを共通の方向にほぼ配向する工程の概略図である。
【図5】葉シェルストランドに接着剤が塗布され多重プラテンプレスに搬送する工程の概略図である。
【図6A】ストランドマットをプレスに装填する工程の概略図である;
【図6B】OSBを作る方法における加圧、加熱工程の概略図である。
【図7】切断刃の移動面が葉長部分の縦方向に整列しているストランド製造装置の他の例の概略図である。
【発明を実施するための形態】
【0007】
図1は、当初は、アフリカ産であるが、現在は、種々の赤道付近領域で商業的に生育されているギネアアブラヤシ木10の図である。ギネアアブラヤシの果実は、食品及び化学分野で利用するために、非常に大規模に、しばしば、オイルとして収穫される。果実を得るために、作業者は、典型的には、マチェーテ(なた)を用いて、下方から、果実を包む葉を叩き切る。図1に示される木の下方部にある切頭葉11は、この作業の結果である。葉の切断長部分12が図2に示されている。果実収穫中に生成されたこの葉部分は、平均的には、約2又は3フィート、即ち、約1/2メーターの木質の長さ部分を有するが、この長さは、相当に変化することがあることは明らかである。
【0008】
この葉(長さ)部分12は、適度の弓の形態か大きな曲率半径を有するのが特徴であり、典型的には横断面がV字形である。更に、葉長さ部分12は、符号13で示され外表面と関連する比較的固く密度が高いシェルと比較的柔軟な芯14とを有する。葉部分12が乾燥していると、シェル13は、松の木よりも相当に固く、芯14は、バルサ材とほとんど同じくらい柔軟である。芯14の体積は、シェル13の体積よりも相当に大きい。
【0009】
本発明によれば、葉部分(葉長さ部分)12は、シェル13からストランドを生成し、かつこのストランドが生成されたシェル材から芯材14を分離するように処理することができる。このストランドの長さは、約1mまでに制限される。
【0010】
図3は、葉部分又は葉長さ部分12を縦方向に配向されたストランドに切断する装置の一例を示す。葉長さ部分12が多少平行しているが、そのわずかに曲がった特性が完全な配向を妨げるように、葉部分12は、共通の配向を葉部分に与えるシュート16又は他の装置に供給される。
【0011】
シュート16の下方端部には回転式ナイフ・ユニット17がある。このナイフ・ユニット17は、図示しないモータによって駆動され、円筒形ロータ18を有し、このロータ18は、周方向に間隔をあけて設けられた複数の刃又はナイフ19を備えており、これらの刃又はナイフ19は、ロータ18の回転軸線に平行にして整列して取り付けられている。この回転式ナイフ・ユニット17の回転軸線がシュート16の矩形放射領域の縦方向によって定められるように、回転式ナイフ・ユニット17は、葉部分12の好ましい整列に平行にして配向されている。刃19は、名目上の縦方向に平行な線上で葉部分12に交差して切断するが、最初は、シェル13の長いストランドを切り取り、究極的には、芯材14を多数の片に細断する。刃19がシュート放出領域から引っ込ませるようにシュート16側にある抑制バー21とロータ18の外面22からの刃の立ち上がり部分との間のギャップは、葉部分12が制限された所望の厚みを有する片に切り分けられるのを確実にするように対応される。
【0012】
葉部分12のストランド26の大部分の長さは、葉部分の長さに沿った葉部分の自然な曲がりと刃19の切断エッジの直線性とによって、葉部分12の全長よりも小さくなる。ストランド26は、一般に、少なくとも2の縦横比を有する。
【0013】
回転式カッター17によってせん断されている葉部分12のすべての材料は、シュート16の底で切断領域から重力によって落下する。ファン又は送風機27は、落下する寸断葉材料の通路を横切って強い空気流を指向する。この空気流の速度及び容量は、28の符号が付された寸断芯材から、シェル13のうち、符号30が付されたストランドを分離するように規制される。この空気分離は、比較的高密度のシェル材13と比較的低密度の芯材28との間のばらばらの状態での密度差に基づいて作用する。芯材28は、空気流によってシュート29に向けて偏向され、このシュート29は、芯材をコンベヤー31に向け、このコンベヤーは、芯材を図示しない収集位置に搬送する。ストランド化されたシェル材30は、芯材28よりも大きな密度を有することによって、空気流によって偏向される程度が小さく、従って、このシェル材30は、コンベヤー33にシェル材を向けるシュート32に落下する。
【0014】
ストランド化されたシェル材30、コンベヤー33によって持ち去られ、最後に、配向性ストランドボード(OSB)に処理される。
【0015】
図4乃至図7は、このボード形成を達成するために行われる工程を示す。図4は、図3に示されたような方法によって葉切断長部分12のシェル13から作られたランダム配向のギネアアブラヤシ葉ストランド30を受け取るコンベヤー36を示す。ストランド30は、コンベヤー36上にある整列用フィンガー又はゲート37の如き手段によってコンベヤー26の移送方向に多少配向されるが、そのためには、長いストランドがフィンガー又はゲートを通過する前にストランド自体がほぼコンベヤー方向に配向することが必要である。
【0016】
配向後、シェルストランド30は、図5に示すように、例えば、スプレーにより、バインダーが塗布される。それに代えて、このバインダーは、パウダー又はペレットの形態であり、ストランドの配向前、配向中又は配向後、ストランドに均一に分配してもよい。このバインダーは、フェノール樹脂又はイソシアネートパウダーの如き一般の構造物用木ベースのOSBに使用されるものとすることができる。配向されバインダー塗布されたシェルストランド30は、多数のプラテン42が上下に並べられた当業界で知られている多段プレス41に搬送される。
【0017】
プレス41に搬送されたシェル30は、図6Aで示されるように引っ込み状態にあるプラテン間の空間に受け入れられることができるように抑制された厚みを有して非圧縮状態で緩く上下に置かれる。所望なら、非圧縮マットを形成する材料は、ストランド26の異なる配向を有するサブレイヤーを含むことができる。これらのサブレイヤーは、プレス41の上流で形成することができる。通常、外部サブレイヤー、即ち、上下のサブレイヤーは、典型的には、矩形ボードの最長寸法に合わせた最終パネル又はボードの強度軸線に、ストランド30の配向を合わせている。内部サブレイヤーは、この構造上の方向を横切る配向とすることができる。更に、外部サブプレイヤーは、シェルストランド30からの芯材の分離がより大きなレベルに維持されてこれらの外部レイヤーが葉シェル13からのすべてのストランド材料から実質的に形成されているが、内部サブプレイヤーは、このような外部レイヤーに比べて、葉11から一層高い割合の芯材を含むことができる。
【0018】
プラテン42は、シェルストランド30が圧力を受けている間、バインダーを硬化するのに充分な高い温度に内部加熱される。シェルストランド30のマットは、図6Bに示すように、バインダーを硬化し、葉ストランド30の圧縮・バインダー含浸マットから堅固な構造物ボードを生産するのに充分な時間、圧力と温度とを受けたままとする。マットとプラテンは、幾つかの仕上げ構造ボードの面積を表わす比較的大きな面積を有する。仕上げの構造ボードは、これらの特大マットから切断して、例えば1/4インチ乃至1インチの厚さと4インチ×8インチの平面寸法又はそのメートル法換算値とすることができる。
【0019】
図7は、葉部分12を切断してほぼ縦方向に沿って配向されたストランドを形成する他の装置46及び方法を示す。図1と同じか等価のエレメントは、同じ符号で表わされている。この装置46は、その中心軸線の周りを回転する円形ロータプレート47を含んでいる。プレート47の上面48には、複数の棒状ナイフ49が取り付けられている。これらのナイフ49は、プレート47の回転中心に対して放射状に配向されている。これらのナイフ49は、葉部分12が平行に整列して列をなして案内されるシュート16の下方を通過する。刃又はナイフ49は、一般の葉部分12の名目上の縦軸線に平行な面を移動し、また、シュート16の出口を横切って通過する際、葉部分からストランドを縦に切断する。シェル材と芯材との葉部分ストランド30、28は、図3に関して記載したのとほぼ同様の方法又は他の技術によって空気流によって分離することができる。葉部分のシェルのストランド30、28を上記のように使用して構造物パネル又はOSBを生産する。
【0020】
上記の開示は、例示であり、この開示に含まれる教示の範囲から逸脱することなく、細部を追加し、変形し又は削除して種々の偏向を行うことができることは明らかである。例えば、OSBボードは、一連の加圧ローラーを使用して、単一のプラテンプレス又は連続処理ラインで生産することができる。従って、本発明は、特許請求の範囲が必然的に限定する範囲を除いて、この開示の特定の細部に限定されない。
【産業上の利用可能性】
【0021】
本発明は、ギネアアブラヤシ木の果実を収穫する際に生成される今まで無駄にされていた葉切断物の高密度で堅固なシェル部分を芯材から分離して高い抗張力を有するストランドを原料としてOSBを製造するので、安価で堅固なボードを提供することができ、産業上の利用性が高い。
【符号の説明】
【0022】
10 ギネアアブラヤシ木
11 葉
12 葉切断部分
13 シェル材
14 芯材
16 シュート
17、46 ナイフ・ユニット
18 円筒形シリンダー
19、49 刃又はナイフ
27 ファン又は送風機
28 細断芯材
30 シェルストランド
31,33,36 コンベヤー
41 プレス
42 プラテン
【特許請求の範囲】
【請求項1】
2以上の縦横比を有する長いストランドから成る構造物用の配向ストランドボードであって、前記ストランドは、その長さが1mまでに限定されるように、ギネアアブラヤシ木収穫物の副産物として形成されるギネアアブラヤシ葉長さ部分の外側シェルから形成され、前記ストランドは、前記葉の外側シェル領域から切断され、少なくとも、前記ボードの主要面の外部部位で葉芯材が実質的になく、前記葉長さ部分シェルのストランドは、少なくとも前記ボードの主要面の外部部位でパネルの構造方向に優位に整列するように、配列されて永久に一体に結合される配向ストランドボード。
【請求項2】
請求項1に記載の配向ストランドボードであって、前記ボードは、4インチ×8インチの主要面寸法と1/4インチ乃至1インチ又はそのメートル法換算値の厚さを有する配向ストランドボード。
【請求項3】
請求項1に記載の配向ストランドボードであって、前記葉シェルストランドは、前記葉をほぼ長手方向に切断する方向に移動する刃によって生成される刃切断長さ部分である配向ストランドボード。
【請求項4】
請求項1に記載の配向ストランドボードであって、前記シェルストランドは、熱硬化性バインダー材料によって一体に結合される配向ストランドボード。
【請求項5】
少なくとも2の縦横比を有する葉部分のシェルストランドを生成するためにギネアアブラヤシ木の葉の長さ部分を切断し、シェル材と芯材との比が葉長さ部分に自然に存在するよりも高くなるような配向ストランドボードの原料を生成するために前記葉の長さ部分の芯材から前記シェルストランドを分離し、前記ストランドのマットがその少なくとも主要面の外部領域で前記ボードの強度軸線に優位にほぼ整列するように、前記シェルストランドを配向し、堅固なボードを形成するために、前記マットのストランドをバインダーで一体に結合する配向ストランドボードの製造方法。
【請求項6】
請求項5に記載の配向ストランドボードの製造方法であって、前記葉長さ部分の切断は、葉シェルのストランドと葉芯の片との両方を生成し、前記シェルストランドと芯片とは、前記バインダーが前記ストランドに導かれる前に、少なくとも部分的に分離される配向ストランドボードの製造方法。
【請求項7】
請求項6に記載の配向ストランドボードの製造方法であって、前記シェルストランドと芯片との分離は、空気流によって行われる配向ストランドボードの製造方法。
【請求項1】
2以上の縦横比を有する長いストランドから成る構造物用の配向ストランドボードであって、前記ストランドは、その長さが1mまでに限定されるように、ギネアアブラヤシ木収穫物の副産物として形成されるギネアアブラヤシ葉長さ部分の外側シェルから形成され、前記ストランドは、前記葉の外側シェル領域から切断され、少なくとも、前記ボードの主要面の外部部位で葉芯材が実質的になく、前記葉長さ部分シェルのストランドは、少なくとも前記ボードの主要面の外部部位でパネルの構造方向に優位に整列するように、配列されて永久に一体に結合される配向ストランドボード。
【請求項2】
請求項1に記載の配向ストランドボードであって、前記ボードは、4インチ×8インチの主要面寸法と1/4インチ乃至1インチ又はそのメートル法換算値の厚さを有する配向ストランドボード。
【請求項3】
請求項1に記載の配向ストランドボードであって、前記葉シェルストランドは、前記葉をほぼ長手方向に切断する方向に移動する刃によって生成される刃切断長さ部分である配向ストランドボード。
【請求項4】
請求項1に記載の配向ストランドボードであって、前記シェルストランドは、熱硬化性バインダー材料によって一体に結合される配向ストランドボード。
【請求項5】
少なくとも2の縦横比を有する葉部分のシェルストランドを生成するためにギネアアブラヤシ木の葉の長さ部分を切断し、シェル材と芯材との比が葉長さ部分に自然に存在するよりも高くなるような配向ストランドボードの原料を生成するために前記葉の長さ部分の芯材から前記シェルストランドを分離し、前記ストランドのマットがその少なくとも主要面の外部領域で前記ボードの強度軸線に優位にほぼ整列するように、前記シェルストランドを配向し、堅固なボードを形成するために、前記マットのストランドをバインダーで一体に結合する配向ストランドボードの製造方法。
【請求項6】
請求項5に記載の配向ストランドボードの製造方法であって、前記葉長さ部分の切断は、葉シェルのストランドと葉芯の片との両方を生成し、前記シェルストランドと芯片とは、前記バインダーが前記ストランドに導かれる前に、少なくとも部分的に分離される配向ストランドボードの製造方法。
【請求項7】
請求項6に記載の配向ストランドボードの製造方法であって、前記シェルストランドと芯片との分離は、空気流によって行われる配向ストランドボードの製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6A】
【図6B】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7】
【公開番号】特開2012−51169(P2012−51169A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−194216(P2010−194216)
【出願日】平成22年8月31日(2010.8.31)
【出願人】(510235154)エンジニアリング リサーチ アソシエイツ インコーポレイテッド (1)
【氏名又は名称原語表記】Engineering Research Associates, Inc.
【住所又は居所原語表記】4712 Commercial Drive NW Huntsville Alabama 35816 U.S.A.
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年8月31日(2010.8.31)
【出願人】(510235154)エンジニアリング リサーチ アソシエイツ インコーポレイテッド (1)
【氏名又は名称原語表記】Engineering Research Associates, Inc.
【住所又は居所原語表記】4712 Commercial Drive NW Huntsville Alabama 35816 U.S.A.
【Fターム(参考)】
[ Back to top ]