
重量充填装置
【課題】2種類のロードセル22A、22Bを切り換えて使用することにより、重量充填装置を異なる製品に兼用した場合も正確な充填を可能にする。
【解決手段】容器2を所定の間隔に位置決めして供給する整列コンベヤ4と、このコンベヤ4に隣接して配置され、整列コンベヤ4の搬送方向に移動可能な移動プレート18と、移動プレート18に等間隔で配置された複数のびん台20と、複数のびん台20に交互に連結された2種類の異なるロードセル22A、22Bと、一つおきのびん台20上に設けられた充填ノズル48とを備えており、移動プレート18を移動させて、充填ノズル48の下方に位置するびん台20(20A、20B)およびロードセル22(22A、22B)を切り換えるようにし、容器2内に製品を充填する際に、選択した一方のロードセル22を使用して重量を計測することを可能にした。
【解決手段】容器2を所定の間隔に位置決めして供給する整列コンベヤ4と、このコンベヤ4に隣接して配置され、整列コンベヤ4の搬送方向に移動可能な移動プレート18と、移動プレート18に等間隔で配置された複数のびん台20と、複数のびん台20に交互に連結された2種類の異なるロードセル22A、22Bと、一つおきのびん台20上に設けられた充填ノズル48とを備えており、移動プレート18を移動させて、充填ノズル48の下方に位置するびん台20(20A、20B)およびロードセル22(22A、22B)を切り換えるようにし、容器2内に製品を充填する際に、選択した一方のロードセル22を使用して重量を計測することを可能にした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は充填装置に係り、特に、ロードセルに連結された載置プレート上に容器を載置して、液体や粉末等の製品をロードセルによって重量を計測しながら所定重量充填する重量式の充填装置に関するものである。
【背景技術】
【0002】
ロードセルに連結された載置プレート(びん台)上に容器を供給し、ロードセルによって重量を計測しつつ充填を行う重量充填装置は従来から知られている(例えば、特許文献1参照)。この引用文献1に記載された重量充填装置は、等間隔で設けられた複数の充填ヘッドと、各充填ヘッドに設けられた充填液通路を開閉する充填バルブと、各充填ヘッドにそれぞれ対応して設けられた複数の計量手段(ロードセル)と、導入された容器の風袋を認識するとともに、この容器に対応する充填ヘッドに充填バルブの開放指令を出力する制御手段とを備えており、容器の風袋を認識した後に充填を開始して、計量手段によって重量を計測しつつ容器内に所定重量の充填を行うようにしている。
【0003】
前記のような重量充填装置では、異なるサイズの容器に兼用する場合には、計測する重量に応じて適切な一種類のロードセルを選定して使用している。このような装置で、例えば、計測する容器と製品の総重量が500gのものと、1000gのものとを同一のロードセルで兼用しようとした場合には、1000gの計測に耐えることができるロードセルを選定すれば、500gのものと1000gのものの両方を計測することは可能である。しかしながら、1000g用のロードセルで1000gのものを計測した際の測定誤差が、例えば0.1%であった場合に、この1000g計測用のロードセルで500gのものを計測した場合には、その誤差が0.1%よりも大きくなってしまう。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4483059号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ロードセルによって計測する重量にある程度の誤差が許容できる製品であれば、一種類のロードセルで複数の重量の製品に兼用しても問題はないが、医薬品などの高価な製品の場合には、高い精度が要求されることがあり、その場合には、1000g計測用のロードセルを備えた重量充填装置と、500g計測用のロードセルを備えた重量充填装置というように、それぞれ別の2台の充填装置を用意する必要があるという問題があった。
本発明はこのような問題を解決するためになされたもので、1台の重量充填装置で複数の異なる重量の製品を正確に充填できるようにしたものである。
【課題を解決するための手段】
【0006】
本発明は、容器を載置する載置プレートおよびこの載置プレートに連結されたロードセルを有する複数の重量計測部と、前記載置プレートに容器を供給する供給手段と、前記載置プレート上の容器に製品を充填する充填手段とを備え、容器を前記載置プレート上に供給した後、ロードセルによって製品の充填量を計測しながら所定重量の充填を行う重量充填装置において、複数の重量計測部に交互に異なる規格のロードセルを配置するとともに、充填ノズルと重量計測部とを相対移動可能に設置し、充填する条件によって重量計測部を選択可能にしたことを特徴とするものである。
【発明の効果】
【0007】
本発明の重量充填装置は、複数の載置プレートに、異なる重量を計測する2種類のロードセルを交互に連結し、計測する充填重量に応じて何れか一方のロードセルに連結された載置プレートを、充填手段に対応するように移動させるので、1台の重量充填装置で、異なる重量の充填を行っても、ロードセルによって計測して正確な重量の充填を行うことができるという利点がある。
【図面の簡単な説明】
【0008】
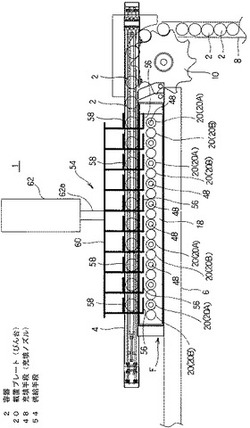
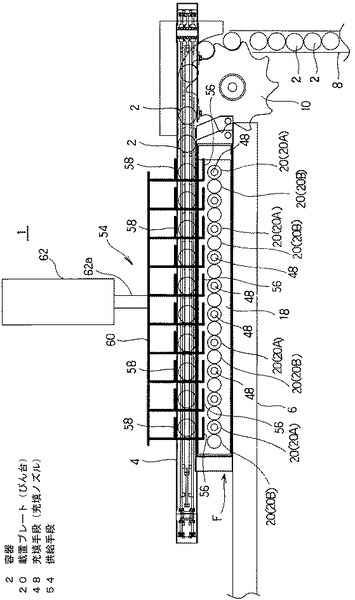
【図1】図1はライン式重量充填装置の平面図である。(実施例1)
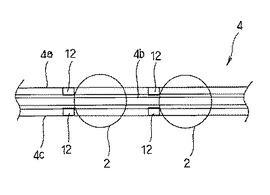
【図2】図2は整列コンベヤの要部を示す平面図である。
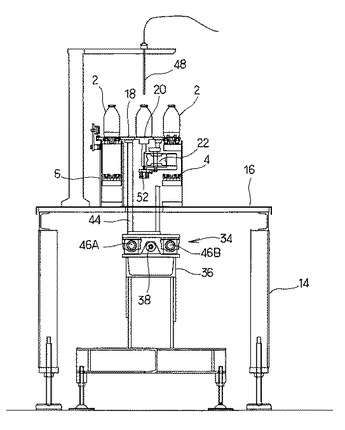
【図3】図3は重量充填装置の側面図である。
【図4】図4は重量充填装置の正面図である。
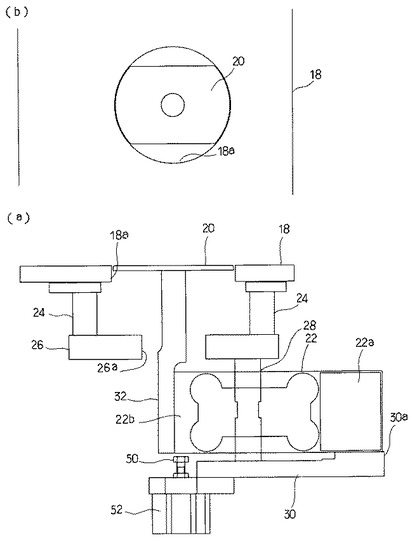
【図5】図5(a)は載置プレートとロードセルの構成を示す縦断面図、(b)は移動プレートと載置プレートの関係を示す平面図である。
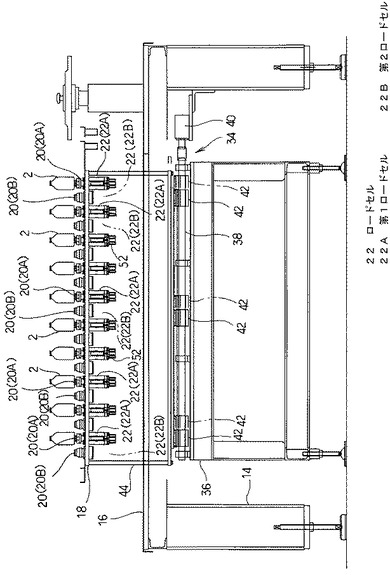
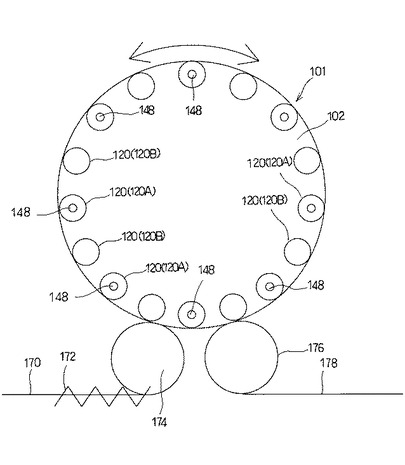
【図6】図6はロータリ式重量充填装置の平面図である。(実施例2)
【発明を実施するための形態】
【0009】
容器を載置する載置プレート(びん台)が複数配置され、これら各載置プレートの一つおきに、第1種のロードセルが連結され、その他の一つおきの載置プレートには前記ロードセルと異なる重量を計測する第2種のロードセルが連結されており、前記載置プレートの上方には、一つおきの載置プレートに対応するように充填ノズルが配置されている。複数の載置プレートの一つおきに容器を供給する整列コンベヤが配置されており、この整列コンベヤに整列された容器を、充填ノズルの下方に位置している各載置プレートに供給する。複数の載置プレートは、移動プレートに取り付けられており、この移動プレートの移動によって充填ノズルに対して相対移動させることができる。移動プレートを移動させることにより、前記第1種のロードセルが連結された載置プレートと、第2種のロードセルが連結された載置プレートの何れか一方を、充填ノズルの下方の充填位置に移動させることができる。このように構成したことにより、1台の重量充填装置により、2種類のロードセルを切り換えて異なる重量の製品を正確に充填することを可能にするという目的を達成する。
【実施例1】
【0010】
以下、図面に示す実施例により本発明を説明する。この重量充填装置(全体として符号1で示す)は、ライン式の重量充填装置であり、液体や粉体等の製品が充填される容器2を一定の間隔に整列させる直線状の整列コンベヤ4と、内容物(製品)が充填された容器2を搬出する直線状の排出コンベヤ6を備えており、これら整列コンベヤ4と排出コンベヤ6の上流部とが、一定の間隔をあけて平行に配置されている。これら整列コンベヤ4と排出コンベヤ6の上流部の中間に、容器2内に液体や粉末等の製品の充填を行う充填ポジションFが設置されている。
【0011】
前記整列コンベヤ4の上流側に、直交する方向を向けて供給コンベヤ8が配置されており、供給コンベヤ8によって連続的に搬送されてきた容器2が、供給スターホイール10によって一定の間隔に切り離されて、前記整列コンベヤ4に供給される。
【0012】
整列コンベヤ4は上下方向に循環する3本の平行なベルト4a、4b、4cを有しており(要部を拡大して示す図2参照)、両側の2本のベルト4a、4cには、所定間隔で複数の係合爪12が取り付けられている。これら両側のベルト4a、4cと中央のベルト4bは異なる速度で駆動されるようになっており、両側のベルト4a、4cよりも中央のベルト4bを速い速度で走行させることにより、容器2を係合爪12の背後に押し付けた状態で位置決めをしつつ搬送する。整列コンベヤ4は間欠的に駆動されるようになっており、前記充填ポジションFの側方に、同時に充填される複数の容器2(この実施例では10個の容器)が停止される。この整列コンベヤ4と排出コンベヤ6は、機枠14の天板16上に固定されている(図3および図4参照)。
【0013】
両コンベヤ4、6の中間に配置された充填ポジションFには、これらコンベヤ4、6の搬送方向に沿って往復移動可能な移動プレート18が配置されている。この移動プレート18に容器2を載せる複数の載置プレート(びん台)20と、各びん台20の下方に連結されたロードセル22が取り付けられている。移動プレート18は、図5(a)に拡大して示すように、その下方に直立した固定ロッド24を介して水平な中間プレート26が固定され、さらにその下方に、直立した固定ロッド28を介して水平な下部プレート30が固定されている。
【0014】
移動プレート18には、円形の貫通孔18aが複数個連続して設けられており、各貫通孔18a内にびん台20が挿入されている。各びん台20の下方には、それぞれロードセル22が配置されて下部プレート30上に固定されている。ロードセル22とびん台20は、中間プレート26に形成された挿通孔26aを上下に貫通する連結部材32によって連結されており、びん台20上に供給された容器2の重量をロードセル22が測定できるようになっている。
【0015】
びん台20は、前記整列コンベヤ4によって整列されている容器2の間隔(前記係合爪12の間隔)の2分の1の間隔で配置されている。この実施例では、10本の容器2に同時に充填を行うようになっており、移動プレート18にはその2倍の20個のびん台20が配置されている。一つおきのびん台20が前記整列コンベヤ4上の容器2と同じ間隔に配置されている。一つおきのびん台20(一方のびん台を第1びん台20A、他方のびん台を第2びん台20Bと呼ぶ)には、異なる重量を計測するために異なる規格のロードセル22(一方のロードセルを第1ロードセル22A、他方のロードセルを第2ロードセル22Bと呼ぶ)が連結されている。つまり、びん台の一方(第1びん台20A)には、第1ロードセル22Aが、他方のびん台(第2びん台20B)には、第2ロードセル22Bがそれぞれ連結されている。これらロードセル20は、例えば第1ロードセル20Aが500gの計測用、第2ロードセル20Bが1000gの計測用というように異なる重量を計測するために異なる規格を有している。なお、図3では、第1ロードセル22Aだけを示し、第2ロードセル22Bの図示を省略している。
【0016】
びん台20およびロードセル22が取り付けられている移動プレート18は、前記機枠14の内部に設置されているベース36上に設けられた進退動手段34によって、整列コンベヤ4および排出コンベヤ6の進行方向に沿って進退動できるようになっている。ベース36上にボールネジ38が回転可能に支持されており、移動用モータ40の駆動によって往復回転される。ボールネジ38には複数箇所にナット42が螺合しており、これらナット42に、枠体44を介して前記移動プレート18が取り付けられている。前記ナット42は、ボールネジ38の両側に配置されている一対のガイドロッド46A、46Bに案内されて進退動する。この実施例では、移動用モータ40の駆動によって、移動プレート18は貫通孔18aの1個分(びん台20の1個分)だけ移動する。図1に示すように、整列コンベヤ4上の容器2の位置と第1びん台20Aの位置とが一致(整列コンベヤ4の搬送方向に一致)している状態から、移動プレート18を貫通孔18aの1個分だけ図1の右方向に移動させる。すると、整列コンベヤ4上の容器2の位置と第2びん台20Bの位置とが一致する。
【0017】
移動プレート18の上方には、びん台20上の容器2内に液体や粉体等の製品を充填する充填ノズル48が配置されている(図4参照)。充填ノズル48は、一つおきのびん台20の上方に設けられている。従って、各充填ノズル36の下方に第1びん台20Aのすべてが、または第2びん台20Bのすべてが位置する。前記整列コンベヤ4は、これら充填ノズル48が配置されている位置の側方に容器2を停止させる。
【0018】
ロードセル22は、一端部22a(図5(a)の右端)が前記下部プレート30の一端に形成された段部30a上に固定され、他端側22bが前記連結部材32を介してびん台20に連結されている。びん台20上に容器2が載せられると、ロードセル22の他端部22b側(連結部材32に固定されている側)が容器2の重量によって撓むようになっており、この他端部22b側の下方に直立した支持部50が設けられている。この支持部50は、前記下部プレート30の下面側に固定された制振用エアシリンダ52によって昇降するようになっている。
【0019】
前記整列コンベヤ4上の容器2を、充填ポジションFのびん台20上に移し、また、びん台20上の容器2を排出コンベヤ6上に移動させる容器移動手段54が設けられている(図1参照)。この容器移動手段54は、1回の充填工程で充填される容器2(この実施例では10個の容器)を一度に移動するようになっており、充填ポジションFから排出コンベヤ6上に容器を移動させる第1プッシャ56が10個、また、整列コンベヤ4から充填ポジションAへ容器2を移動させる第2プッシャ58が10個設けられている。これら第1プッシャ56および第2プッシャ58は、取付プレート60に取り付けられて一体的に移動するようになっている。プッシャ56、58が取り付けられている取付プレート60は、容器移動用エアシリンダ62のピストンロッド62aに連結されており、この容器移動用エアシリンダ62の作動によって進退動する。また、図示しない昇降手段によってこれらエアシリンダ62およびプッシャ56、58が一体として昇降できるようになっている。
【0020】
この実施例では、整列コンベヤ4に容器2が供給されてくる間、各プッシャ56、58は、その後退位置(図1に示す位置)で、しかも上昇位置に待機している。その後、整列コンベヤ4に容器2が供給され所定位置に停止すると、図示しない昇降手段によって各プッシャ56、58が容器2の胴部に係合する高さまで下降し、この高さで、容器移動用エアシリンダ62によって前進する。この第1および第2プッシャ56、58の前進によって、充填ポジションFの容器2が排出コンベヤ6上へ、また、整列コンベヤ4上の容器2が充填ポジションFにそれぞれ移動される。プッシャ56、58がそれぞれ容器2を移動させた後、昇降手段によって各プッシャ56、58が容器2に干渉しない高さまで上昇され、容器移動用エアシリンダ62によって図1の位置まで後退して、上昇位置のまま次の容器2が整列コンベヤ4によって供給されるまで待機する。
【0021】
以上の構成に係る重量充填装置1の作動について説明する。供給コンベヤ8によって連続的に搬送されてきた容器2は、供給スターホイール10によって所定間隔に切り離されて整列コンベヤ4に送られる。整列コンベヤ4では、3本のベルト4a、4b、4cのうち両側の2本のベルト4a、4cに所定間隔で係合爪12が設けられており、これら両側のベルト4a、4cよりも速い速度で走行する中間のベルト4bによって、各容器2は前方の係合爪12の背後に押し付けられて所定間隔に位置決めされる。整列コンベヤ4が停止して、各容器2は充填ポジションFの各充填ノズル48と対向する位置に停止する。この時点では、容器移動手段54の第1プッシャ56および第2プッシャ58は、図示しない昇降手段によって上昇され、かつ、容器移動用エアシリンダ62によって後退した位置(図1に示すように、第1プッシャ56が充填ポジションFの整列コンベヤ4寄りの位置、また、第2プッシャ58が整列コンベヤ4の充填ポジションFと逆側の位置)に待機している。さらに、充填ポジションFの移動プレート18は、2種類のロードセル22A、22Bのうち今回充填される容器2の計測に適したロードセル22を用いるように、そのロードセル22およびびん台20が充填ノズル48の下方に位置するように、進退動手段34によって移動させておく。図1の例では、第1びん台20Aと第1ロードセル22Aが充填ノズル48の下方に位置している。
【0022】
整列コンベヤ4によって所定の位置に容器2が停止した後、容器移動手段54の昇降手段によって第1プッシャ56および第2プッシャ58を下降させ、容器移動用エアシリンダ62によって第1プッシャ56および第2プッシャ58を前進させる。運転の開始時には、びん台20上に容器2が供給されていないので、第2プッシャ58はそのまま前進し、第1プッシャ56が整列コンベヤ4上の容器2を移動プレート18に設けられている各びん台20上に乗り移らせる。図示の例では、第1びん台20Aが充填ノズル48の下方に位置しており、この第1びん台20A上に容器2が載せられる。びん台20は移動プレート18の貫通孔18a内に配置されるとともに、連結部材32を介して下方のロードセル22に接続されており、容器2が載せられるとこの連結側の端部22bがわずかに沈み込むので、この沈み込みを抑制するために下方の制振用エアシリンダ52によって支持部50の高さを調節しておく。例えば、容器2の重量によってびん台20が1mm沈む場合には、支持部50の上面とロードセル22の下面との距離を沈み込む高さよりも小さい0.5mmにしておく。このように支持部50をびん台20が沈み込む高さよりも上方で待機させておくことにより、びん台20に容器2が供給されたことによって下降したロードセル22を支持部50によって一旦受けた後、制振用エアシリンダ52によってロードセル22に接触しない高さまで支持部50を下降させる。例えば、支持部50をさらに1mm程度下降させる。なお、支持部50の高さをロードセル22の下面の高さに一致させておけば、ロードセル22の沈み込みを完全になくすことができるが、エアシリンダ52では位置決め精度がよくないので、0.5mm下方に位置させている。例えば、位置決め精度の高いサーボモータによって支持部50を制御すれば支持部50をロードセル22の下面と0mmの距離で待機させることも可能である。
【0023】
容器移動手段54の第1プッシャ56および第2プッシャ58を前進させて容器2を移動させた後、整列コンベヤ4によって次の一群の容器2を供給する際に、整列コンベヤ4上の容器2に干渉しないように両プッシャ56、58を上昇させる。さらに、両プッシャ56、58を図1に示す位置まで後退させて次の容器1が供給されるまで待機させる。
【0024】
支持部50を下降させてロードセル22から離した後充填ノズル48から充填を開始する。このようにロードセル22の沈み込みを支持部50によって一旦受けることにより、容器2をびん台20上に供給することにより発生するロードセル22の振動を早く収束させることができる。その結果、容器2のびん台20への供給後、短時間で充填を開始することができ、重量充填装置1の高能力化、高精度化を図ることができる。
【0025】
びん台20上の容器2に充填が完了し、整列コンベヤ4上を搬送されてきた次の一群の容器2が前記充填ノズル48と対向する位置に停止した後、容器移動手段54の両プッシャ56、58を下降させ、再度前進させる。びん台20上で充填が完了した容器2が、第1プッシャ56によって排出コンベヤ6上に移動されるとともに、整列コンベヤ4上の容器2がびん台20上に乗り移る。なお、びん台20上の容器2を移動させる際に、びん台20およびロードセル22の端部が沈み込んでいるので、支持部38を制振エアシリンダ52によって上昇させてびん台20の高さを移動プレート18および排出コンベヤ6の上面の高さに一致させておく。なお、本実施例では、1つのロードセル20によって総重量が異なる容器2を扱うようになっているので、容器2によってロードセル22の撓み量が異なるため、充填終了後支持部50を上昇させてすべての容器2の排出時の高さを一定にしている(排出コンベヤ6の高さと同じ高さ)。
【0026】
同じ容器2に充填を行っている間は、図1に示すように、前記第1びん台20Aを充填ノズル48の下方に位置させて、このびん台20Aおよび第1ロードセル22Aを使用して充填を行っているが、他の容器2に異なる重量の製品を充填する際には、その製品の条件に適合したロードセル(第2ロードセル22B)を使用するために、移動プレート18を移動させる。この場合には、移動用モータ40を駆動してボールネジ38を回転させ、ボールネジ38に螺合しているナット42を移動させることにより、第2びん台20Bが充填ノズル48の下方に位置するように移動プレート18を移動させる。このように移動プレート18を移動させて、整列コンベヤ4によって停止される容器2と対応する位置(充填ノズル48が設けられている位置)に、第2びん台20Bが移動させ、この状態で運転を行う。
【0027】
整列コンベヤ4によって容器2が搬送され、所定の位置に位置決めされた後、プッシャ56、58によって整列コンベヤ4上の容器2をびん台20B上に移動させる。この第2びん台20Bには第2ロードセル22Bが連結されており、この第2ロードセル22Bによって重量を計測しつつ充填を行う。このように充填ノズル48に対して、びん台20が設けられた移動プレート18を移動させることにより、容器2内に異なる重量の製品を充填するのに適したロードセル22Aまたは22Bを選択して充填を行うことができる。なお、この実施例では、びん台20側を移動させて、使用するびん台20およびロードセル22を選択したが、逆に、充填ノズル48側を移動させて使用するびん台20およびロードセル22を選択することもできる。その場合には、容器2の停止位置と容器移動手段54の両プッシャ56、58の位置を使用するびん台20およびロードセル22の位置に合わせる必要がある。
【実施例2】
【0028】
前記第1実施例は、ライン式の重量充填装置1に本発明を適用した場合について説明したが、本発明は、ロータリ式の重量充填装置101にも適用することができる(図6参照)。この第2実施例では、回転体102の外周部に円周方向等間隔で複数の容器載置プレート(びん台)120が設けられている。一つおきのびん台120の一方が第1びん台120Aであり、その下方に第1ロードセル(図示せず)が連結され、他方のびん台120が第2びん台120Bであり、その下方に第2ロードセル(図示せず)が連結されている。これら2種類のロードセルは、前記実施例と同様に、異なる重量の計測に適した異なる規格を有している。
【0029】
回転体102に設けられているびん台120の上方に充填ノズル148が配置されている。この充填ノズル148は一つおきのびん台120の上方に位置するように配置されている。図6では、充填ノズル148は、第1びん台120A上に位置している。回転体102のびん台120が設けられている下部側と、充填ノズル148が設けられている上部側とは相対回転できるようになっており、相対回転させることにより、図6の状態では第1びん台120Aの上方に位置している充填ノズル148を、第2びん台120Bの上方に位置させることができる。
【0030】
供給コンベヤ170によって搬送されてきた容器は、インフィードスクリュー172によって所定の間隔に切り離されて入口スターホイール174に受け渡され、この入口スターホイール174を介して重量充填装置101の回転体102に設けられているびん台120上に供給される。この実施例では、入口スターホイール174から第1びん台120A上に容器が供給され、この第1びん台120Aの下方に連結されている第1ロードセルによって重量を計測しつつ充填ノズル148から充填が行われる。充填が終了した容器は、出口スターホイール176を介して排出コンベヤ178に排出され、次の工程に送られる。
【0031】
異なる容器に充填を行う際には、回転体102のびん台120と充填ノズル148とを相対回転させて、第2びん台120Bを充填ノズル148の下方に位置させるとともに、回転体102とインフィードスクリュー172と入口スターホイール174の位相を調整し、この状態で第2びん台120Bに容器を供給して充填を行えば、前記第1ロードセルと異なる規格の第2ロードセルによって重量を計測しつつ充填を行うことができる。
【符号の説明】
【0032】
2 容器
20 載置プレート(びん台)
22 ロードセル
22A 第1ロードセル
22B 第2ロードセル
48 充填手段(充填ノズル)
54 供給手段
【技術分野】
【0001】
本発明は充填装置に係り、特に、ロードセルに連結された載置プレート上に容器を載置して、液体や粉末等の製品をロードセルによって重量を計測しながら所定重量充填する重量式の充填装置に関するものである。
【背景技術】
【0002】
ロードセルに連結された載置プレート(びん台)上に容器を供給し、ロードセルによって重量を計測しつつ充填を行う重量充填装置は従来から知られている(例えば、特許文献1参照)。この引用文献1に記載された重量充填装置は、等間隔で設けられた複数の充填ヘッドと、各充填ヘッドに設けられた充填液通路を開閉する充填バルブと、各充填ヘッドにそれぞれ対応して設けられた複数の計量手段(ロードセル)と、導入された容器の風袋を認識するとともに、この容器に対応する充填ヘッドに充填バルブの開放指令を出力する制御手段とを備えており、容器の風袋を認識した後に充填を開始して、計量手段によって重量を計測しつつ容器内に所定重量の充填を行うようにしている。
【0003】
前記のような重量充填装置では、異なるサイズの容器に兼用する場合には、計測する重量に応じて適切な一種類のロードセルを選定して使用している。このような装置で、例えば、計測する容器と製品の総重量が500gのものと、1000gのものとを同一のロードセルで兼用しようとした場合には、1000gの計測に耐えることができるロードセルを選定すれば、500gのものと1000gのものの両方を計測することは可能である。しかしながら、1000g用のロードセルで1000gのものを計測した際の測定誤差が、例えば0.1%であった場合に、この1000g計測用のロードセルで500gのものを計測した場合には、その誤差が0.1%よりも大きくなってしまう。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4483059号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ロードセルによって計測する重量にある程度の誤差が許容できる製品であれば、一種類のロードセルで複数の重量の製品に兼用しても問題はないが、医薬品などの高価な製品の場合には、高い精度が要求されることがあり、その場合には、1000g計測用のロードセルを備えた重量充填装置と、500g計測用のロードセルを備えた重量充填装置というように、それぞれ別の2台の充填装置を用意する必要があるという問題があった。
本発明はこのような問題を解決するためになされたもので、1台の重量充填装置で複数の異なる重量の製品を正確に充填できるようにしたものである。
【課題を解決するための手段】
【0006】
本発明は、容器を載置する載置プレートおよびこの載置プレートに連結されたロードセルを有する複数の重量計測部と、前記載置プレートに容器を供給する供給手段と、前記載置プレート上の容器に製品を充填する充填手段とを備え、容器を前記載置プレート上に供給した後、ロードセルによって製品の充填量を計測しながら所定重量の充填を行う重量充填装置において、複数の重量計測部に交互に異なる規格のロードセルを配置するとともに、充填ノズルと重量計測部とを相対移動可能に設置し、充填する条件によって重量計測部を選択可能にしたことを特徴とするものである。
【発明の効果】
【0007】
本発明の重量充填装置は、複数の載置プレートに、異なる重量を計測する2種類のロードセルを交互に連結し、計測する充填重量に応じて何れか一方のロードセルに連結された載置プレートを、充填手段に対応するように移動させるので、1台の重量充填装置で、異なる重量の充填を行っても、ロードセルによって計測して正確な重量の充填を行うことができるという利点がある。
【図面の簡単な説明】
【0008】
【図1】図1はライン式重量充填装置の平面図である。(実施例1)
【図2】図2は整列コンベヤの要部を示す平面図である。
【図3】図3は重量充填装置の側面図である。
【図4】図4は重量充填装置の正面図である。
【図5】図5(a)は載置プレートとロードセルの構成を示す縦断面図、(b)は移動プレートと載置プレートの関係を示す平面図である。
【図6】図6はロータリ式重量充填装置の平面図である。(実施例2)
【発明を実施するための形態】
【0009】
容器を載置する載置プレート(びん台)が複数配置され、これら各載置プレートの一つおきに、第1種のロードセルが連結され、その他の一つおきの載置プレートには前記ロードセルと異なる重量を計測する第2種のロードセルが連結されており、前記載置プレートの上方には、一つおきの載置プレートに対応するように充填ノズルが配置されている。複数の載置プレートの一つおきに容器を供給する整列コンベヤが配置されており、この整列コンベヤに整列された容器を、充填ノズルの下方に位置している各載置プレートに供給する。複数の載置プレートは、移動プレートに取り付けられており、この移動プレートの移動によって充填ノズルに対して相対移動させることができる。移動プレートを移動させることにより、前記第1種のロードセルが連結された載置プレートと、第2種のロードセルが連結された載置プレートの何れか一方を、充填ノズルの下方の充填位置に移動させることができる。このように構成したことにより、1台の重量充填装置により、2種類のロードセルを切り換えて異なる重量の製品を正確に充填することを可能にするという目的を達成する。
【実施例1】
【0010】
以下、図面に示す実施例により本発明を説明する。この重量充填装置(全体として符号1で示す)は、ライン式の重量充填装置であり、液体や粉体等の製品が充填される容器2を一定の間隔に整列させる直線状の整列コンベヤ4と、内容物(製品)が充填された容器2を搬出する直線状の排出コンベヤ6を備えており、これら整列コンベヤ4と排出コンベヤ6の上流部とが、一定の間隔をあけて平行に配置されている。これら整列コンベヤ4と排出コンベヤ6の上流部の中間に、容器2内に液体や粉末等の製品の充填を行う充填ポジションFが設置されている。
【0011】
前記整列コンベヤ4の上流側に、直交する方向を向けて供給コンベヤ8が配置されており、供給コンベヤ8によって連続的に搬送されてきた容器2が、供給スターホイール10によって一定の間隔に切り離されて、前記整列コンベヤ4に供給される。
【0012】
整列コンベヤ4は上下方向に循環する3本の平行なベルト4a、4b、4cを有しており(要部を拡大して示す図2参照)、両側の2本のベルト4a、4cには、所定間隔で複数の係合爪12が取り付けられている。これら両側のベルト4a、4cと中央のベルト4bは異なる速度で駆動されるようになっており、両側のベルト4a、4cよりも中央のベルト4bを速い速度で走行させることにより、容器2を係合爪12の背後に押し付けた状態で位置決めをしつつ搬送する。整列コンベヤ4は間欠的に駆動されるようになっており、前記充填ポジションFの側方に、同時に充填される複数の容器2(この実施例では10個の容器)が停止される。この整列コンベヤ4と排出コンベヤ6は、機枠14の天板16上に固定されている(図3および図4参照)。
【0013】
両コンベヤ4、6の中間に配置された充填ポジションFには、これらコンベヤ4、6の搬送方向に沿って往復移動可能な移動プレート18が配置されている。この移動プレート18に容器2を載せる複数の載置プレート(びん台)20と、各びん台20の下方に連結されたロードセル22が取り付けられている。移動プレート18は、図5(a)に拡大して示すように、その下方に直立した固定ロッド24を介して水平な中間プレート26が固定され、さらにその下方に、直立した固定ロッド28を介して水平な下部プレート30が固定されている。
【0014】
移動プレート18には、円形の貫通孔18aが複数個連続して設けられており、各貫通孔18a内にびん台20が挿入されている。各びん台20の下方には、それぞれロードセル22が配置されて下部プレート30上に固定されている。ロードセル22とびん台20は、中間プレート26に形成された挿通孔26aを上下に貫通する連結部材32によって連結されており、びん台20上に供給された容器2の重量をロードセル22が測定できるようになっている。
【0015】
びん台20は、前記整列コンベヤ4によって整列されている容器2の間隔(前記係合爪12の間隔)の2分の1の間隔で配置されている。この実施例では、10本の容器2に同時に充填を行うようになっており、移動プレート18にはその2倍の20個のびん台20が配置されている。一つおきのびん台20が前記整列コンベヤ4上の容器2と同じ間隔に配置されている。一つおきのびん台20(一方のびん台を第1びん台20A、他方のびん台を第2びん台20Bと呼ぶ)には、異なる重量を計測するために異なる規格のロードセル22(一方のロードセルを第1ロードセル22A、他方のロードセルを第2ロードセル22Bと呼ぶ)が連結されている。つまり、びん台の一方(第1びん台20A)には、第1ロードセル22Aが、他方のびん台(第2びん台20B)には、第2ロードセル22Bがそれぞれ連結されている。これらロードセル20は、例えば第1ロードセル20Aが500gの計測用、第2ロードセル20Bが1000gの計測用というように異なる重量を計測するために異なる規格を有している。なお、図3では、第1ロードセル22Aだけを示し、第2ロードセル22Bの図示を省略している。
【0016】
びん台20およびロードセル22が取り付けられている移動プレート18は、前記機枠14の内部に設置されているベース36上に設けられた進退動手段34によって、整列コンベヤ4および排出コンベヤ6の進行方向に沿って進退動できるようになっている。ベース36上にボールネジ38が回転可能に支持されており、移動用モータ40の駆動によって往復回転される。ボールネジ38には複数箇所にナット42が螺合しており、これらナット42に、枠体44を介して前記移動プレート18が取り付けられている。前記ナット42は、ボールネジ38の両側に配置されている一対のガイドロッド46A、46Bに案内されて進退動する。この実施例では、移動用モータ40の駆動によって、移動プレート18は貫通孔18aの1個分(びん台20の1個分)だけ移動する。図1に示すように、整列コンベヤ4上の容器2の位置と第1びん台20Aの位置とが一致(整列コンベヤ4の搬送方向に一致)している状態から、移動プレート18を貫通孔18aの1個分だけ図1の右方向に移動させる。すると、整列コンベヤ4上の容器2の位置と第2びん台20Bの位置とが一致する。
【0017】
移動プレート18の上方には、びん台20上の容器2内に液体や粉体等の製品を充填する充填ノズル48が配置されている(図4参照)。充填ノズル48は、一つおきのびん台20の上方に設けられている。従って、各充填ノズル36の下方に第1びん台20Aのすべてが、または第2びん台20Bのすべてが位置する。前記整列コンベヤ4は、これら充填ノズル48が配置されている位置の側方に容器2を停止させる。
【0018】
ロードセル22は、一端部22a(図5(a)の右端)が前記下部プレート30の一端に形成された段部30a上に固定され、他端側22bが前記連結部材32を介してびん台20に連結されている。びん台20上に容器2が載せられると、ロードセル22の他端部22b側(連結部材32に固定されている側)が容器2の重量によって撓むようになっており、この他端部22b側の下方に直立した支持部50が設けられている。この支持部50は、前記下部プレート30の下面側に固定された制振用エアシリンダ52によって昇降するようになっている。
【0019】
前記整列コンベヤ4上の容器2を、充填ポジションFのびん台20上に移し、また、びん台20上の容器2を排出コンベヤ6上に移動させる容器移動手段54が設けられている(図1参照)。この容器移動手段54は、1回の充填工程で充填される容器2(この実施例では10個の容器)を一度に移動するようになっており、充填ポジションFから排出コンベヤ6上に容器を移動させる第1プッシャ56が10個、また、整列コンベヤ4から充填ポジションAへ容器2を移動させる第2プッシャ58が10個設けられている。これら第1プッシャ56および第2プッシャ58は、取付プレート60に取り付けられて一体的に移動するようになっている。プッシャ56、58が取り付けられている取付プレート60は、容器移動用エアシリンダ62のピストンロッド62aに連結されており、この容器移動用エアシリンダ62の作動によって進退動する。また、図示しない昇降手段によってこれらエアシリンダ62およびプッシャ56、58が一体として昇降できるようになっている。
【0020】
この実施例では、整列コンベヤ4に容器2が供給されてくる間、各プッシャ56、58は、その後退位置(図1に示す位置)で、しかも上昇位置に待機している。その後、整列コンベヤ4に容器2が供給され所定位置に停止すると、図示しない昇降手段によって各プッシャ56、58が容器2の胴部に係合する高さまで下降し、この高さで、容器移動用エアシリンダ62によって前進する。この第1および第2プッシャ56、58の前進によって、充填ポジションFの容器2が排出コンベヤ6上へ、また、整列コンベヤ4上の容器2が充填ポジションFにそれぞれ移動される。プッシャ56、58がそれぞれ容器2を移動させた後、昇降手段によって各プッシャ56、58が容器2に干渉しない高さまで上昇され、容器移動用エアシリンダ62によって図1の位置まで後退して、上昇位置のまま次の容器2が整列コンベヤ4によって供給されるまで待機する。
【0021】
以上の構成に係る重量充填装置1の作動について説明する。供給コンベヤ8によって連続的に搬送されてきた容器2は、供給スターホイール10によって所定間隔に切り離されて整列コンベヤ4に送られる。整列コンベヤ4では、3本のベルト4a、4b、4cのうち両側の2本のベルト4a、4cに所定間隔で係合爪12が設けられており、これら両側のベルト4a、4cよりも速い速度で走行する中間のベルト4bによって、各容器2は前方の係合爪12の背後に押し付けられて所定間隔に位置決めされる。整列コンベヤ4が停止して、各容器2は充填ポジションFの各充填ノズル48と対向する位置に停止する。この時点では、容器移動手段54の第1プッシャ56および第2プッシャ58は、図示しない昇降手段によって上昇され、かつ、容器移動用エアシリンダ62によって後退した位置(図1に示すように、第1プッシャ56が充填ポジションFの整列コンベヤ4寄りの位置、また、第2プッシャ58が整列コンベヤ4の充填ポジションFと逆側の位置)に待機している。さらに、充填ポジションFの移動プレート18は、2種類のロードセル22A、22Bのうち今回充填される容器2の計測に適したロードセル22を用いるように、そのロードセル22およびびん台20が充填ノズル48の下方に位置するように、進退動手段34によって移動させておく。図1の例では、第1びん台20Aと第1ロードセル22Aが充填ノズル48の下方に位置している。
【0022】
整列コンベヤ4によって所定の位置に容器2が停止した後、容器移動手段54の昇降手段によって第1プッシャ56および第2プッシャ58を下降させ、容器移動用エアシリンダ62によって第1プッシャ56および第2プッシャ58を前進させる。運転の開始時には、びん台20上に容器2が供給されていないので、第2プッシャ58はそのまま前進し、第1プッシャ56が整列コンベヤ4上の容器2を移動プレート18に設けられている各びん台20上に乗り移らせる。図示の例では、第1びん台20Aが充填ノズル48の下方に位置しており、この第1びん台20A上に容器2が載せられる。びん台20は移動プレート18の貫通孔18a内に配置されるとともに、連結部材32を介して下方のロードセル22に接続されており、容器2が載せられるとこの連結側の端部22bがわずかに沈み込むので、この沈み込みを抑制するために下方の制振用エアシリンダ52によって支持部50の高さを調節しておく。例えば、容器2の重量によってびん台20が1mm沈む場合には、支持部50の上面とロードセル22の下面との距離を沈み込む高さよりも小さい0.5mmにしておく。このように支持部50をびん台20が沈み込む高さよりも上方で待機させておくことにより、びん台20に容器2が供給されたことによって下降したロードセル22を支持部50によって一旦受けた後、制振用エアシリンダ52によってロードセル22に接触しない高さまで支持部50を下降させる。例えば、支持部50をさらに1mm程度下降させる。なお、支持部50の高さをロードセル22の下面の高さに一致させておけば、ロードセル22の沈み込みを完全になくすことができるが、エアシリンダ52では位置決め精度がよくないので、0.5mm下方に位置させている。例えば、位置決め精度の高いサーボモータによって支持部50を制御すれば支持部50をロードセル22の下面と0mmの距離で待機させることも可能である。
【0023】
容器移動手段54の第1プッシャ56および第2プッシャ58を前進させて容器2を移動させた後、整列コンベヤ4によって次の一群の容器2を供給する際に、整列コンベヤ4上の容器2に干渉しないように両プッシャ56、58を上昇させる。さらに、両プッシャ56、58を図1に示す位置まで後退させて次の容器1が供給されるまで待機させる。
【0024】
支持部50を下降させてロードセル22から離した後充填ノズル48から充填を開始する。このようにロードセル22の沈み込みを支持部50によって一旦受けることにより、容器2をびん台20上に供給することにより発生するロードセル22の振動を早く収束させることができる。その結果、容器2のびん台20への供給後、短時間で充填を開始することができ、重量充填装置1の高能力化、高精度化を図ることができる。
【0025】
びん台20上の容器2に充填が完了し、整列コンベヤ4上を搬送されてきた次の一群の容器2が前記充填ノズル48と対向する位置に停止した後、容器移動手段54の両プッシャ56、58を下降させ、再度前進させる。びん台20上で充填が完了した容器2が、第1プッシャ56によって排出コンベヤ6上に移動されるとともに、整列コンベヤ4上の容器2がびん台20上に乗り移る。なお、びん台20上の容器2を移動させる際に、びん台20およびロードセル22の端部が沈み込んでいるので、支持部38を制振エアシリンダ52によって上昇させてびん台20の高さを移動プレート18および排出コンベヤ6の上面の高さに一致させておく。なお、本実施例では、1つのロードセル20によって総重量が異なる容器2を扱うようになっているので、容器2によってロードセル22の撓み量が異なるため、充填終了後支持部50を上昇させてすべての容器2の排出時の高さを一定にしている(排出コンベヤ6の高さと同じ高さ)。
【0026】
同じ容器2に充填を行っている間は、図1に示すように、前記第1びん台20Aを充填ノズル48の下方に位置させて、このびん台20Aおよび第1ロードセル22Aを使用して充填を行っているが、他の容器2に異なる重量の製品を充填する際には、その製品の条件に適合したロードセル(第2ロードセル22B)を使用するために、移動プレート18を移動させる。この場合には、移動用モータ40を駆動してボールネジ38を回転させ、ボールネジ38に螺合しているナット42を移動させることにより、第2びん台20Bが充填ノズル48の下方に位置するように移動プレート18を移動させる。このように移動プレート18を移動させて、整列コンベヤ4によって停止される容器2と対応する位置(充填ノズル48が設けられている位置)に、第2びん台20Bが移動させ、この状態で運転を行う。
【0027】
整列コンベヤ4によって容器2が搬送され、所定の位置に位置決めされた後、プッシャ56、58によって整列コンベヤ4上の容器2をびん台20B上に移動させる。この第2びん台20Bには第2ロードセル22Bが連結されており、この第2ロードセル22Bによって重量を計測しつつ充填を行う。このように充填ノズル48に対して、びん台20が設けられた移動プレート18を移動させることにより、容器2内に異なる重量の製品を充填するのに適したロードセル22Aまたは22Bを選択して充填を行うことができる。なお、この実施例では、びん台20側を移動させて、使用するびん台20およびロードセル22を選択したが、逆に、充填ノズル48側を移動させて使用するびん台20およびロードセル22を選択することもできる。その場合には、容器2の停止位置と容器移動手段54の両プッシャ56、58の位置を使用するびん台20およびロードセル22の位置に合わせる必要がある。
【実施例2】
【0028】
前記第1実施例は、ライン式の重量充填装置1に本発明を適用した場合について説明したが、本発明は、ロータリ式の重量充填装置101にも適用することができる(図6参照)。この第2実施例では、回転体102の外周部に円周方向等間隔で複数の容器載置プレート(びん台)120が設けられている。一つおきのびん台120の一方が第1びん台120Aであり、その下方に第1ロードセル(図示せず)が連結され、他方のびん台120が第2びん台120Bであり、その下方に第2ロードセル(図示せず)が連結されている。これら2種類のロードセルは、前記実施例と同様に、異なる重量の計測に適した異なる規格を有している。
【0029】
回転体102に設けられているびん台120の上方に充填ノズル148が配置されている。この充填ノズル148は一つおきのびん台120の上方に位置するように配置されている。図6では、充填ノズル148は、第1びん台120A上に位置している。回転体102のびん台120が設けられている下部側と、充填ノズル148が設けられている上部側とは相対回転できるようになっており、相対回転させることにより、図6の状態では第1びん台120Aの上方に位置している充填ノズル148を、第2びん台120Bの上方に位置させることができる。
【0030】
供給コンベヤ170によって搬送されてきた容器は、インフィードスクリュー172によって所定の間隔に切り離されて入口スターホイール174に受け渡され、この入口スターホイール174を介して重量充填装置101の回転体102に設けられているびん台120上に供給される。この実施例では、入口スターホイール174から第1びん台120A上に容器が供給され、この第1びん台120Aの下方に連結されている第1ロードセルによって重量を計測しつつ充填ノズル148から充填が行われる。充填が終了した容器は、出口スターホイール176を介して排出コンベヤ178に排出され、次の工程に送られる。
【0031】
異なる容器に充填を行う際には、回転体102のびん台120と充填ノズル148とを相対回転させて、第2びん台120Bを充填ノズル148の下方に位置させるとともに、回転体102とインフィードスクリュー172と入口スターホイール174の位相を調整し、この状態で第2びん台120Bに容器を供給して充填を行えば、前記第1ロードセルと異なる規格の第2ロードセルによって重量を計測しつつ充填を行うことができる。
【符号の説明】
【0032】
2 容器
20 載置プレート(びん台)
22 ロードセル
22A 第1ロードセル
22B 第2ロードセル
48 充填手段(充填ノズル)
54 供給手段
【特許請求の範囲】
【請求項1】
容器を載置する載置プレートおよびこの載置プレートに連結されたロードセルを有する複数の重量計測部と、前記載置プレートに容器を供給する供給手段と、前記載置プレート上の容器に製品を充填する充填手段とを備え、
容器を前記載置プレート上に供給した後、ロードセルによって製品の充填量を計測しながら所定重量の充填を行う重量充填装置において、
複数の重量計測部に交互に異なる規格のロードセルを配置するとともに、充填ノズルと重量計測部とを相対移動可能に設置し、充填する条件によって重量計測部を選択可能にしたことを特徴とする重量充填装置。
【請求項1】
容器を載置する載置プレートおよびこの載置プレートに連結されたロードセルを有する複数の重量計測部と、前記載置プレートに容器を供給する供給手段と、前記載置プレート上の容器に製品を充填する充填手段とを備え、
容器を前記載置プレート上に供給した後、ロードセルによって製品の充填量を計測しながら所定重量の充填を行う重量充填装置において、
複数の重量計測部に交互に異なる規格のロードセルを配置するとともに、充填ノズルと重量計測部とを相対移動可能に設置し、充填する条件によって重量計測部を選択可能にしたことを特徴とする重量充填装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−95446(P2013−95446A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−237856(P2011−237856)
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月28日(2011.10.28)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
[ Back to top ]