
金型および射出成形方法

【課題】外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供する。
【解決手段】固定金型10と、可動金型20とを備える金型である。金型は、第1のゲートと、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられた第1の突起部15および第2の突起部21と、第1の突起部15および第2の突起部21における成形空間30に臨む外周から、第1のゲートで射出され第1の突起部15および第2の突起部21により分流された溶融樹脂40が互いに会合する樹脂流会合位置72に溶融樹脂40を射出する第2のゲート60とを備え、第2のゲート60は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口するフィルムゲート62を有する。
【解決手段】固定金型10と、可動金型20とを備える金型である。金型は、第1のゲートと、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられた第1の突起部15および第2の突起部21と、第1の突起部15および第2の突起部21における成形空間30に臨む外周から、第1のゲートで射出され第1の突起部15および第2の突起部21により分流された溶融樹脂40が互いに会合する樹脂流会合位置72に溶融樹脂40を射出する第2のゲート60とを備え、第2のゲート60は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口するフィルムゲート62を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金型および射出成形方法に関する。具体的には、自動車のインストルメントパネルなどの成形品を成形するための金型および射出成形方法に関する。
【背景技術】
【0002】
インストルメントパネル、ドアパネルなどの自動車内装部品は、一般的に射出成形により製造される。このような部品の製造においては、良好な外観を確保しつつ、製造コストを削減することが要求される。
しかし、溶融樹脂を射出するゲートを複数有する金型を用いて射出成形を行った場合、複数の溶融樹脂が合流する樹脂流会合位置にウエルド(ウエルドラインあるいはウエルドマークともいう。)が発生するため良好な外観を確保することができない。
【0003】
また、開口部を有する樹脂成形物を得る場合においても、開口部を形成するための突起部により溶融樹脂が分割され、この分割された溶融樹脂が再び合流する樹脂流会合位置において、同様の問題が発生する。このように、ウエルドが発生した場合、従来、塗装やタッチアップなどの後工程により外観品質を確保するようにしている。しかし、このような後工程は、製造コストを増大させるので好ましくない。
【0004】
そこで、ウエルドの発生を抑制した樹脂成形物を得ることができる金型や射出成形方法が提案されている(特許文献1参照)。例えば、特許文献1に記載のものは、樹脂流会合位置に溶融樹脂を供給する第2のゲートを設けるものである。
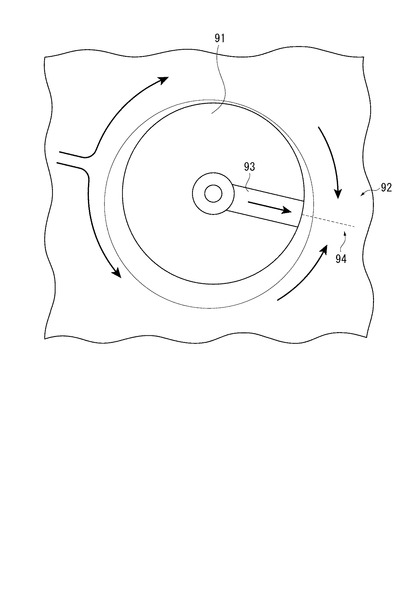
ここで、第2のゲートを有する従来の金型の一部を図8に示す。図8では、樹脂成形物の開口部を形成する際に、金型の突起部91の回りを溶融樹脂が流れ、分流した溶融樹脂が樹脂流会合位置92で会合する。そして、樹脂流会合位置92に対して、第2のゲート93から溶融樹脂を供給している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−256690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の成形方法でも、図8に示すように、樹脂流会合位置92において、ウエルド94が十分に解消されない。このため、ウエルド94や光沢ムラなどの外観不良が十分に解消されず、塗装やタッチアップなどの後工程が必要となる不都合がある。
【0007】
そこで、本発明の目的は、外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の金型は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有していることを特徴とする。
【0009】
この発明では、フィルムゲートがスリット状であるため、第2のゲートから樹脂流会合位置へ広幅に射出することができる。そのため、分流した溶融樹脂が会合する際に、広範囲に亘って、開口部から溶融樹脂を射出するので、溶融樹脂の流動パターンを変えることができ、ウエルドによるV溝や光沢ムラなどの外観不良を抑制することができる。よって、塗装やタッチアップ等の後工程を省略することができる。
なお、フィルムゲートにおける、射出方向に対する断面積が小さすぎると、フィルムゲートの設計が困難になるため、溶融樹脂を安定して供給できなくなるおそれがあり、好ましくない。
【0010】
ここで、本発明では、前記第2のゲートは、前記フィルムゲートに連通するランナーを有し、前記ランナーにおける溶融樹脂の射出方向に対する断面積をS1としたとき、前記フィルムゲートにおける溶融樹脂の射出方向に対する断面積をS2とし、前記S2と前記S1との比(S2/S1)は、4.5倍以上25倍以下であることが好ましい。
この発明では、断面積の比が特定の範囲であるので、樹脂流会合位置に溶融樹脂を確実に広幅に供給でき、ウエルドによるV溝や光沢ムラなどの外観不良をさらに良好に抑制できる。
【0011】
また、本発明では、前記S2は、4mm2以上60mm2以下が好ましく、4mm2以上12mm2以下であることがさらに好ましい。
この発明では、S2が特定の範囲であるので、上述したように、ウエルドによるV溝や光沢ムラなどの外観不良をさらに良好に抑制できる。
【0012】
そして、本発明では、溶融樹脂を供給する供給流路は、前記第1のゲートと前記第2のゲートとに分岐されていることが好ましい。
ここで、第1のゲートおよび前記第2のゲートに溶融樹脂が分化して供給される場合では、溶融樹脂の射出圧力が変動しやすいため、樹脂流会合位置で、会合直前に樹脂の圧力を制御することは困難であり、ウエルドによるV溝や光沢ムラなどが生じるおそれがある。
これに対して、本発明では、フィルムゲートを有するため、圧力変動が生じた場合でも、樹脂流会合位置に溶融樹脂を適切に射出でき、ウエルドによるV溝や光沢ムラなどの外観不良の発生を、簡単な構成で良好に抑制できる。
【0013】
さらに、本発明では、前記溶融樹脂は、ポリプロピレン又はポリプロピレン系樹脂組成物であることが好ましい。
この発明では、ポリプロピレン又はポリプロピレン系樹脂組成物を用いることにより、ウエルドによるV溝や光沢ムラなどの外観不良のない外観に優れた樹脂成形物を成形できる。
【0014】
本発明の金型は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートにおける溶融樹脂の射出方向に対する断面積が、4mm2以上60mm2以下であることを特徴とする。
【0015】
この発明では、第2のゲートの断面積を4mm2以上60mm2以下とすることにより、溶融樹脂を適度な圧力で射出することができる。これにより、樹脂流会合位置において、ウエルドによるV溝などの外観不良を抑制することができる。
【0016】
ここで、本発明では、前記第2のゲートは、前記突起部の外面に周方向に沿って開口するサイドゲートと、このサイドゲートに連通するランナーとを有し、前記サイドゲートにおける溶融樹脂の射出方向に対する断面積が、前記ランナーにおける溶融樹脂の射出方向に対する断面積よりも小さいことが好ましい。
この発明では、第2のゲートの断面積を小さくすることにより、溶融樹脂を適度な圧力で射出することができるので、ウエルドによるV溝などの外観不良をさらに抑制することができる。
【0017】
本発明の射出成形方法は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備える金型を用いて、前記成形空間に溶融樹脂を射出して樹脂成形物を成形する射出成形方法であって、前記金型は、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有しており、前記第1のゲートから溶融樹脂を射出し、前記樹脂流会合位置に前記フィルムゲートから溶融樹脂を射出して樹脂成形物を成形することを特徴とする。
この発明の射出成形方法では、上記本発明の金型を用いるため、ウエルドによるV溝や光沢ムラなどの外観不良を抑制した樹脂成形物を得ることができる。
【図面の簡単な説明】
【0018】
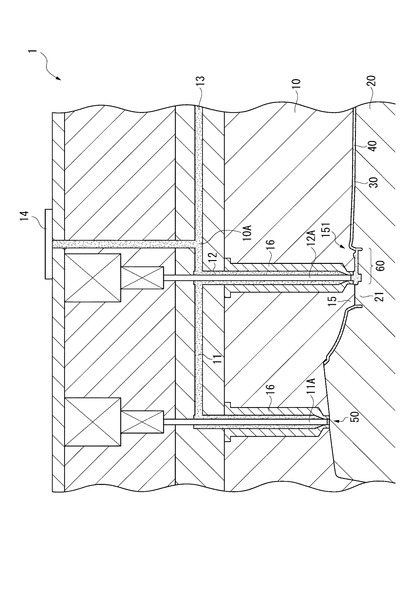
【図1】本発明に係る第一実施形態の金型の一部を示す断面図。
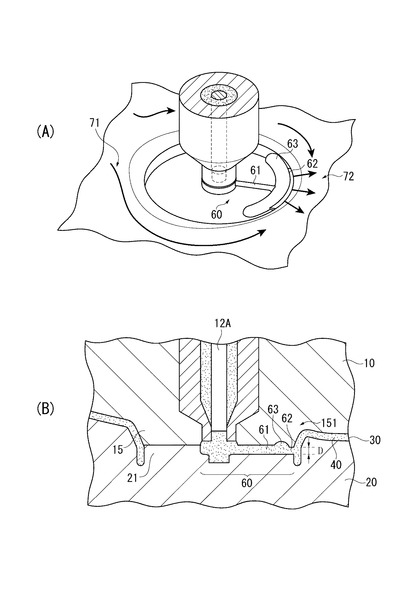
【図2】(A)前記金型の第2のゲート近傍を拡大して示す斜視図、(B)前記第2のゲート近傍を拡大して示す断面図。
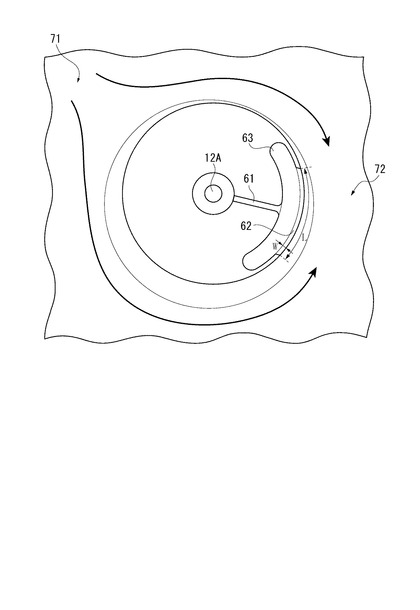
【図3】前記第2のゲート近傍を拡大して示す平面図。
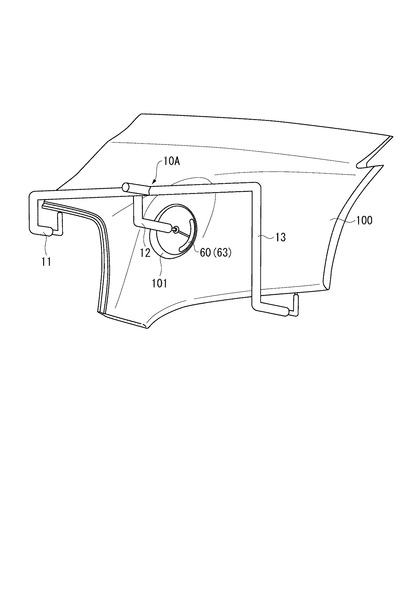
【図4】前記金型に配置された第1のゲートと、第2のゲートと、第3のゲートと、樹脂成形物との関係を示す図。
【図5】前記金型により成形された樹脂成形物を示す図。
【図6】(A)第二実施形態の金型の第2のゲート近傍の一部を示す断面図。(B)第2のゲートに設けられたサイドゲートを示す斜視図。
【図7】参考例2により得られた樹脂成形物の表面を示す図。
【図8】従来の金型を用いて成形された樹脂成形物の表面を示す図。
【発明を実施するための形態】
【0019】
[第一実施形態]
<金型の構成>
本発明の金型は、開口部を有する樹脂成形物を成形するために用いられる。本発明は、例えば、開口部を有する自動車のインストルメントパネル、ドアパネルなどの内装部品を製造する際に好適である。本発明の金型は、このような開口部を有する非対称形である異形の樹脂成形物の成形に用いられる。
図1に示すように、本発明に係る第一実施形態の金型1は、第1の金型部としての固定金型10と、第2の金型部としての可動金型20と、を備える。
固定金型10と、可動金型20とは、互いに組み合わされることにより、成形空間30を形成する。これら固定金型10と可動金型20とにより、溶融樹脂40が成形空間30に射出されて樹脂成形物100(図5参照)が成形される。
固定金型10は、溶融樹脂40を供給する供給流路10Aと、図示しない制御部と、第1のゲート50と、第2のゲート60と、第3のゲートとを備える。
供給流路10Aは、第1の流路11と、第2の流路12と、第3の流路13とに分岐されている。供給部14から供給された溶融樹脂40は、第1の流路11と、第2の流路12と、第3の流路13とにそれぞれ供給される。
【0020】
第1の流路11は、第1のゲート50と連通している。第1の流路11は、内部に第1のゲート50を開閉する第1の開閉部材11Aを有する。第2の流路12は、第2のゲート60と連通している。そして、第2の流路12も、内部に第2のゲート60を開閉する第2の開閉部材12Aを有する。第3の流路13も同様に、図示しない第3のゲートと連通し、図示しない第3の開閉部材を有する。なお、第1の流路11と、第2の流路12と、第3の流路13との外側には、ホットランナー16がそれぞれ設けられている。
制御部は、第1の開閉部材11Aを第1のゲート50に対して進退させることにより、第1のゲート50からの溶融樹脂40の圧力、射出量、射出速度を調整する。制御部は、第2の開閉部材12A、第3の開閉部材も、同様に制御できる。
【0021】
また、金型1は、固定金型10に形成された第1の突起部15と、可動金型20に形成された第2の突起部21とを有する。
第1の突起部15および第2の突起部21は、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられている。
図2,3に示すように、成形空間30には、第1の突起部15および第2の突起部21により、溶融樹脂40が複数分割される樹脂流分流位置71と、分割された溶融樹脂40が互いに会合する樹脂流会合位置72とが形成される。
【0022】
第2のゲート60は、第1の突起部15及び第2の突起部21における成形空間30に臨む外周から、樹脂流会合位置72に溶融樹脂40を射出する。
また、第2のゲート60は、第2の流路12に連通するランナー61と、このランナー61に連通するフィルムゲート62と、ランナー61およびフィルムゲート62を接続するサブランナー63とを有する。
ランナー61の断面形状は、多角形、半円形、円形であるが、設計上、四角形、半円が好ましい。ランナー61は、長手状であり、溶融樹脂40の射出方向に対する断面積(S1)が4mm2以上60mm2以下であり、4mm2以上12mm2以下であることが好ましく、4mm2以上9mm2以下であることがさらに好ましい。ランナー61の溶融樹脂の射出方向に対する断面寸法は、四角形状の場合、横方向長さが2mm以上15mm以下、縦方向深さが1mm以上6mm以下程度である。
断面積S1が4mm2未満の場合、断面積が小さく、樹脂流会合位置72に溶融樹脂40を良好に供給できないおそれがある。一方、60mm2を超えると、断面積が大きすぎるため、樹脂流会合位置72に供給する樹脂の圧力が小さくなり、ウエルドによるV溝などの外観不良が発生するおそれがあるためである。
【0023】
フィルムゲート62は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口している。また、フィルムゲート62は、樹脂流会合位置72に対応して配置されており、フィルムゲート62の開口の中心は、樹脂流会合位置72と一致することが好ましい。
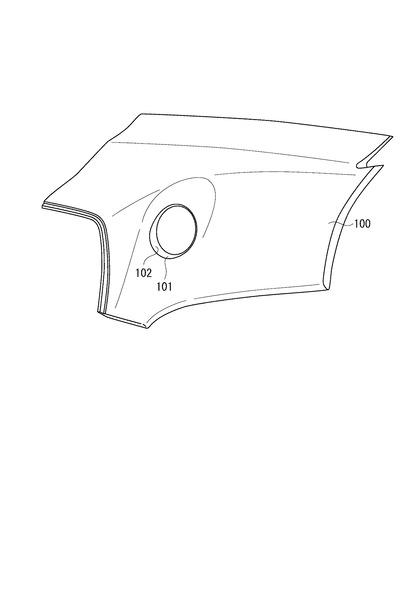
また、フィルムゲート62の開口位置は、第1の突起部15の基端部151から離れた位置である。すなわち、図5に示すように、樹脂成形物100の開口部101に連続し外表面に直接臨まない円筒部102の内周面の中間部に位置する。このことにより、フィルムゲート62の開口位置近傍、具体的には樹脂成形物100の円筒部102に仮に小さなV溝が形成された場合でも、樹脂成形物100の円筒部102の内周面側にV溝が形成され、樹脂成形物100の表面にはV溝が形成されないので、外観が損なわれない。
【0024】
フィルムゲート62は、断面形状が通常、四角形である。
図2(B)、3に示すように、フィルムゲート62の長さ(L、第1の突起部15および第2の突起部21の周方向の長さ)は、10mm以上50mm以下、好ましくは、20mm以上40mm以下であり、フィルムゲート62のランド長(W、射出方向の長さ)は、2mm以上10mm以下であり、フィルムゲート62の深さ(D)は、0.4mm以上3mm以下、特に1mm以上3mm以下であることが好ましい。本実施形態では、フィルムゲート62の長さ(L)は、30mmであり、フィルムゲート62のランド長(W)および深さ(D)は、2mmである。従って、フィルムゲート62の断面積S2は、60mm2である。ここで、断面積S2は、4mm2以上60mm2以下であることが好ましく、より好ましくは4mm2以上12mm2以下である。
【0025】
フィルムゲート62における溶融樹脂40の射出方向に対する断面積S2とし、ランナー61の断面積S1との比(S2/S1)は、4.5倍以上25倍以下、特に、4.5倍以上10倍以下であることが好ましい。
ここで、4.5倍以上とすることにより、樹脂流会合位置72に溶融樹脂40を広幅に供給できるので、ウエルドの発生を抑え、ウエルドによるV溝や光沢ムラの形成を良好に抑制できる。一方、25倍以下とすることにより、溶融樹脂40を安定して射出できる。
【0026】
サブランナー63は、第1の突起部15および第2の突起部21の外周に沿って湾曲した形状である。サブランナー63は、溶融樹脂40の射出方向に対する断面積(S3)がランナー61およびフィルムゲート62よりも大きい。そのため、ランナー61から供給される溶融樹脂40の速度を低下させることができ、よりV溝と光沢ムラの形成を抑制できる。
また、サブランナー63の中心位置と、フィルムゲート62の中心位置とは、一致していることが好ましい。
【0027】
金型1に用いられる樹脂は、ポリプロピレンを主成分とするポリプロピレン系樹脂組成物であることが好ましい。ポリプロピレンとしては、例えば、ホモポリプロピレン、プロピレンとエチレン又はαオレフィンとの共重合体(αオレフィン:炭素数C4〜C8)、プロピレンブロック共重合体である。なお、プロピレンブロック共重合体は、プロピレンを重合し、ついでエチレン又はαオレフィンとプロピレンとを重合することで製造できる。
ここで、プロピレン−エチレンブロック共重合体が好ましく、その際の23℃・n−デカン可溶分量は好ましくは5質量%以上15質量%以下、より好ましくは7質量%以上13質量%以下であることが望ましい。なお、23℃・n−デカン可溶分量は、サンプル5gにn−デカン200mlを加え、145℃で30分間加熱溶解した後、3時間かけて23℃まで冷却し、冷却後に溶解している成分の割合である。
ポリプロピレンは、メルトフローレート(MFR)が10g/10分以上100g/10分以下が好ましい。
【0028】
ポリプロピレン系樹脂組成物は、前記ポリプロピレン100質量部に対して、エチレン−αオレフィン共重合体やエチレン−α−オレフィン−ジエン共重合体を10質量部以上100質量部未満、無機充填剤を0質量部以上40質量部以下、好ましくは、5質量部以上30質量部以下にして混合して調整できる。その他、必要に応じて、添加剤を添加しても良い。
エチレン−α−オレフィン共重合体としては、エチレンと、炭素数3〜10のα−オレフィンとの共重合体が挙げられ、α−オレフィンとしては、プロピレン、1−ブテン、1−ヘキセン、1−オクテンなどが好ましい。
エチレン−α−オレフィン共重合体は、メルトフローレートが0.5g/10分以上10g/10分未満、好ましくは1.5/10分以上10g/10分未満である。
【0029】
エチレン−α−オレフィン−ジエン共重合体を構成するα−オレフィンとしては、炭素数3〜10のα−オレフィンが挙げられ、具体的には、例えば、プロピレン、1−ブテン、1−ヘキセン、1−オクテンなどが好ましい態様として挙げられる。また、エチレン−α−オレフィン−ジエン共重合体を構成するジエンとしては、5−エチリデン−2−ノルボルネン、5−プロピリデン−2−ノルボルネン、ジシクロペンタジエン、5−ビニル−2−ノルボルネン、5−メチレン−2−ノルボルネン、5−イソプロピリデン−2−ノルボルネン、ノルボルナジエンなどの環状非共役ジエン;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4ヘキサジエン、5−メチル−1,5−ヘプタジエン、6−メチル−1,5−ヘプタジエン、6−メチル−1,7−オクタジエン、7−メチル−1,6オクタジエンなどの鎖状の共役ジエンなどが挙げられる。これらの中では、1,4−ヘキサジエン、ジシクロペンタジエン、5−エチリデン−2−ノルボルネンが好ましく用いられる。
エチレン−α−オレフィン−ジエン共重合体は、メルトフローレートが0.4g/10分未満、好ましくは0.05/10分以上0.35g/10分以下である。
【0030】
無機充填剤としては、例えば、タルク、マイカ、炭酸カルシウム、硫酸バリウム、炭酸マグネシウム、酸化マグネシウム、酸化チタン、酸化鉄、さらには亜鉛、銅、鉄、アルミニウム等の金属粉末等が挙げられ、これらは単独でまたは混合して用いることができる。中でもタルク、マイカ、炭酸カルシウム等が好ましく、特にタルクが好ましい。タルクとしては、平均粒径が1μm以上15μm以下、好ましくは1μm以上6μm以下のものが好適に使用できる。ここで、平均粒径は、レーザー回折法により測定した値である。
【0031】
ポリプロピレン系樹脂組成物のMFRは、1g/10分以上100g/10分以下であることが好ましく、さらに好ましくは、10g/10分以上70g/10分以下である。
1g/10分未満では、流動性、成形性が不十分となるおそれがある。一方、100g/10分を超えると、衝撃性、機械的強度が落ち、成形性も悪くなるおそれがある
なお、MFRの測定は、JIS K 7210に準拠しており、荷重を2.16kg(21.2N)とし、温度を230℃とした。
また、ポリプロピレン系樹脂組成物は、ガラス繊維を含有しない方が好ましい。外観改良効果が十分でなく、フィルムゲート62に適さないためである。
【0032】
<射出成形方法>
第1実施形態の射出成形方法は、金型1を用いて行われ、第1のゲート50から溶融樹脂40を射出する第1の射出工程と、第2のゲート60から溶融樹脂40を射出する第2の射出工程と、第3のゲートから溶融樹脂40を射出する第3の射出工程とを備える。
図1,2,4に示すように、第1の射出工程では、成形空間30を流れる溶融樹脂40が、第1の突起部15および第2の突起部21により樹脂流分流位置71で分割される。分流後、溶融樹脂40が第1の突起部15および第2の突起部21の外面に沿って流れ、樹脂流会合位置72で会合する。
第2の射出工程では、樹脂流会合位置72で溶融樹脂40が合流する直前に、第2のゲート60から溶融樹脂40を射出する。その後、溶融樹脂40が第3のゲートに向けて流れる。
第3の射出工程では、溶融樹脂40が第3のゲート上を過ぎた後に、第3のゲートから溶融樹脂40を射出する。
なお、第2のゲート60から溶融樹脂40を射出するタイミングと、第3のゲートから溶融樹脂40を射出するタイミングとは、制御部により制御される。制御方法としては、例えば、第1のゲート50から溶融樹脂40を射出した開始時間に基づき、その経過時間で第2のゲート60と、第3のゲートとを開くようにしても良い。
このような射出成形方法により、図5に示すような開口部101を有する樹脂成形物(インストルメントパネル)100が得られる。ここで、開口部101は、1つであることが好ましい。開口部101を複数設ける場合では、金型1の構造が複雑になるためである。
【0033】
第1実施形態によれば、以下の効果を奏することができる。
(1)フィルムゲート62がスリット状であるため、第2のゲート60から樹脂流会合位置72へ広幅に射出することができる。そのため、ウエルドの発生を抑え、ウエルドによるV溝や光沢ムラの外観不良の発生を抑制することができる。よって、塗装やタッチアップ等の後工程を省略することができる。
(2)S2とS1との比(S2/S1)が4.5倍以上25倍以下であり、また、S2が4mm2以上60mm2以下であるので、樹脂流会合位置72に溶融樹脂40を確実に広幅に供給でき、V溝と光沢ムラの形成をさらに良好に抑制できる。
(3)供給流路10Aが第1のゲート50と第2のゲート60とに分岐されている場合、圧力変動が生じやすいが、第2のゲート60がフィルムゲート62を有するため、圧力変動が生じた場合でも、樹脂流会合位置72に射出する圧力を適切に制御できる。よって、V溝や光沢ムラの発生を良好に抑制できる。
(4)溶融樹脂40としてポリプロピレン又はポリプロピレン系樹脂組成物を用いることにより、V溝や光沢ムラのない外観に優れた樹脂成形物100を成形できる。
(5)上述の射出成形方法によれば、金型1を用いるため、V溝や光沢ムラの発生が抑えられ外観が良好な樹脂成形物100を得ることができる。
【0034】
[第2実施形態]
第2実施形態では、第2のゲートの構成が第1実施形態と異なる以外は、第1実施形態と同様である。従って、第1実施形態と同様の構成については、説明を簡略、又は、省略する。図6(A)は、第二実施形態の金型の第2のゲート近傍の一部を示す断面図であり、(B)は、第2のゲートに設けられたサイドゲートを示す斜視図である。
第2実施形態の第2のゲート60Aは、第2の流路に連通するランナー61Aと、樹脂流会合位置72に向けて溶融樹脂40を射出するサイドゲート62Aとを有する。
サイドゲート62Aは、その断面積がランナー61Aよりも小さく形成されている。
本実施形態では、サイドゲート62Aの長さ(L)は、2mm以上10mm以下であり、ランド長(W)は、1mm以上10mm以下であり、深さ(D)は、1mm以上3mm以下である。
サイドゲート62Aにおける射出方向に対する断面積S2は、ランナー61Aの断面積S1よりも小さく、S2とS1との比率(S2/S1)が4%以上60%以下であることが好ましく、15%以上50%以下であることが特に好ましい。
第二実施形態の金型によれば、サイドゲート62Aの断面積S2がランナー61Aの断面積S1よりも小さいため、樹脂成形物100のV溝の形成を良好に抑制することができる。
本実施形態では、サイドゲート62Aの長さ(L)が10mmであり、ランド長(W)は、3mmであり、深さ(D)は、2mmであり、その断面積S2は、20mm2である。
【0035】
[変形例]
なお、本発明は本実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
例えば、第一実施形態の金型は、異形の樹脂成形物を成形するためのものであると説明したが、対照形状の樹脂成形物を成形するためのものでもよい。
また、3つのゲートを設ける構成を説明したが、第1のゲートと、第2のゲートのみでもよい。
【実施例】
【0036】
実施例および比較例を挙げて本発明をさらに詳しく説明する。なお、本発明はこれらの実施例の記載内容に何ら制限されるものではない。
(実施例1)
上述の第1実施形態の金型を用いて射出成形を行った。具体的には、金型が第1のゲート、第2のゲート、第3のゲートを有し、ランナーの断面積が9mm2である。そして、第2のゲートからの溶融樹脂の射出速度を表1のように変更し、得られた樹脂成形物の外観を以下のように評価した。
(実施例2)
上述の第2実施形態の金型を用いた以外は、実施例1と同様に実施した。
(比較例1)
第2のゲートを備えない以外は、実施例1と同様に実施した。
用いた材料のポリプロピレン系樹脂組成物、金型、成形機の詳細は以下の通りである。
【0037】
(材料)
(A)ポリプロピレン
プロピレンブロック共重合体 61質量部
MFR=53g/10分
23℃・n−デカン可溶分質量=12質量%
23℃・n−デカン可溶分エチレン量=37mol%(エチレン量:フーリエ変換赤外分光法(FT−IR)により測定)
23℃・n−デカン可溶分[η]=7dl/g([η]:135℃のデカリンで測定)
(B)エチレン−α−オレフィン共重合体
(B−1)エチレン−プロピレン−ジエンランダム共重合体(JSR社製、製品名EP57P) 9.4質量部
MFR=0.2g/10分
(B−2)エチレン−オクテンランダム共重合体(デュポンダウエラストマー社製、製品名EG8100) 9.6質量部
MFR=2g/10分
(C)無機充填剤
タルク(松村産業社製、製品名5000PJ) 20質量部
平均粒径4μm(レーザー回折法による。)
なお、ポリプロピレン系樹脂組成物のMFRは、17g/10分であった。
【0038】
(金型及び成形機)
金型:自動車インストルメントパネル用金型(中央部にレジスター(突起部)を有する。)
成形機:宇部興産機械製射出成形機 MD850S−III
樹脂温度/金型温度:210℃/40℃
射出時間:2.7秒
【0039】
(射出条件)
シーケンシャルバルブ(制御部)により次のように制御した。すなわち、第1のゲートを開き、突起部の下流側で樹脂が合流するとき第2のゲートを開く。第3のバルブゲートを溶融樹脂が通過した後、第3のゲートを開く。
(評価方法)
樹脂成形物に形成された樹脂流会合部のV溝(くぼみ)の長さ(V溝:樹脂流会合部の断面形状)を測定した。
【0040】
【表1】

【0041】
(評価結果)
実施例1,2では、第2のゲートがフィルムゲート又はサイドゲートを有するので、V溝は形成されなかった。一方、比較例1では、第2のゲートを有しないため、V溝が形成された。
【0042】
(実施例3から5まで、参考例1,2)
(実施例3から5まで、参考例1)
ランナーの断面積を変更した以外は、実施例1と同様に実施した。
(参考例2)
実施例2と同様に実施した。
得られた上記各樹脂成形物について、以下の評価方法により、光沢と、光沢上昇率と、光沢ムラを評価した。
【0043】
(評価方法)
(光沢)
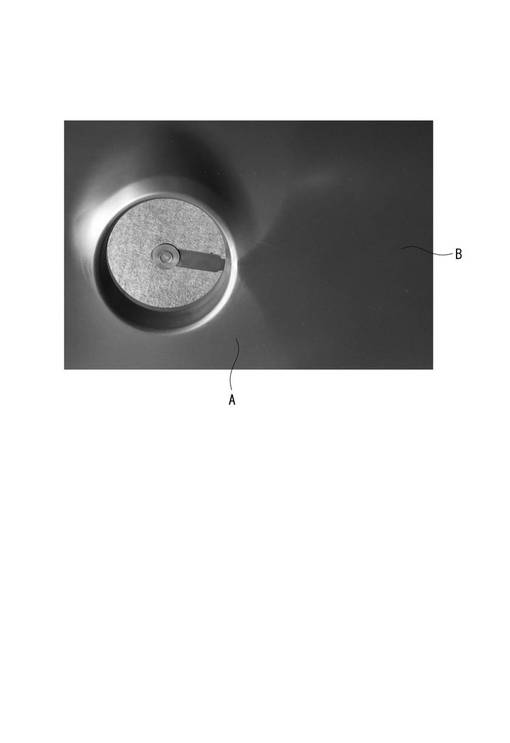
JIS Z 8741に準拠し、60度の角度で光沢(グロス)を測定した(装置名:UN1−GROSS60 コニカミノルタセンシング(株))。具体的には、樹脂流会合位置付近で低光沢部分と高光沢部分を測定した。なお、図7は、参考例1において得られた樹脂成形物の表面であり、低光沢部分Aと、高光沢部分Bを示している。
(光沢上昇率)
以下の式より、光沢上昇率を算出して評価した。
光沢上昇率:(高光沢%−低光沢%)/高光沢%
上昇率が低いほど色むらが少なく好ましい。
(光沢ムラ)
目視により、光沢ムラを観察し、以下の基準で評価した。
○:目ただない
×:光沢ムラが目立つ
【0044】
【表2】
【0045】
(評価)
実施例3から5まででは、断面積比が4.5倍以上25倍以下であるため、V溝および光沢ムラのない樹脂成形物が得られることが分かった。一方、参考例1では、断面積比が4.5未満のため、V溝は形成しなかったが光沢ムラのある樹脂成形物が得られることが分かった。なお、参考例2では、V溝は形成しなかったが、図7に示すように、光沢ムラが多少あることが認められた。
【産業上の利用可能性】
【0046】
本発明は、例えば、自動車のインストルメントパネル、ドアパネルなどの内装部品を得るための金型、射出成形方法として利用することができる。
【符号の説明】
【0047】
1 金型
10 固定金型(第1の金型)
10A 供給経路
11 第1の流路
12 第2の流路
15 第1の突起部
20 可動金型(第2の金型)
21 第2の突起部
30 成形空間
40 溶融樹脂
50 第1のゲート
60、60A 第2のゲート
61、61A ランナー
62 フィルムゲート
62A サイドゲート
【技術分野】
【0001】
本発明は、金型および射出成形方法に関する。具体的には、自動車のインストルメントパネルなどの成形品を成形するための金型および射出成形方法に関する。
【背景技術】
【0002】
インストルメントパネル、ドアパネルなどの自動車内装部品は、一般的に射出成形により製造される。このような部品の製造においては、良好な外観を確保しつつ、製造コストを削減することが要求される。
しかし、溶融樹脂を射出するゲートを複数有する金型を用いて射出成形を行った場合、複数の溶融樹脂が合流する樹脂流会合位置にウエルド(ウエルドラインあるいはウエルドマークともいう。)が発生するため良好な外観を確保することができない。
【0003】
また、開口部を有する樹脂成形物を得る場合においても、開口部を形成するための突起部により溶融樹脂が分割され、この分割された溶融樹脂が再び合流する樹脂流会合位置において、同様の問題が発生する。このように、ウエルドが発生した場合、従来、塗装やタッチアップなどの後工程により外観品質を確保するようにしている。しかし、このような後工程は、製造コストを増大させるので好ましくない。
【0004】
そこで、ウエルドの発生を抑制した樹脂成形物を得ることができる金型や射出成形方法が提案されている(特許文献1参照)。例えば、特許文献1に記載のものは、樹脂流会合位置に溶融樹脂を供給する第2のゲートを設けるものである。
ここで、第2のゲートを有する従来の金型の一部を図8に示す。図8では、樹脂成形物の開口部を形成する際に、金型の突起部91の回りを溶融樹脂が流れ、分流した溶融樹脂が樹脂流会合位置92で会合する。そして、樹脂流会合位置92に対して、第2のゲート93から溶融樹脂を供給している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−256690号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の成形方法でも、図8に示すように、樹脂流会合位置92において、ウエルド94が十分に解消されない。このため、ウエルド94や光沢ムラなどの外観不良が十分に解消されず、塗装やタッチアップなどの後工程が必要となる不都合がある。
【0007】
そこで、本発明の目的は、外観が良好な樹脂成形物を成形できる金型及び射出成形方法を提供することである。
【課題を解決するための手段】
【0008】
本発明の金型は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有していることを特徴とする。
【0009】
この発明では、フィルムゲートがスリット状であるため、第2のゲートから樹脂流会合位置へ広幅に射出することができる。そのため、分流した溶融樹脂が会合する際に、広範囲に亘って、開口部から溶融樹脂を射出するので、溶融樹脂の流動パターンを変えることができ、ウエルドによるV溝や光沢ムラなどの外観不良を抑制することができる。よって、塗装やタッチアップ等の後工程を省略することができる。
なお、フィルムゲートにおける、射出方向に対する断面積が小さすぎると、フィルムゲートの設計が困難になるため、溶融樹脂を安定して供給できなくなるおそれがあり、好ましくない。
【0010】
ここで、本発明では、前記第2のゲートは、前記フィルムゲートに連通するランナーを有し、前記ランナーにおける溶融樹脂の射出方向に対する断面積をS1としたとき、前記フィルムゲートにおける溶融樹脂の射出方向に対する断面積をS2とし、前記S2と前記S1との比(S2/S1)は、4.5倍以上25倍以下であることが好ましい。
この発明では、断面積の比が特定の範囲であるので、樹脂流会合位置に溶融樹脂を確実に広幅に供給でき、ウエルドによるV溝や光沢ムラなどの外観不良をさらに良好に抑制できる。
【0011】
また、本発明では、前記S2は、4mm2以上60mm2以下が好ましく、4mm2以上12mm2以下であることがさらに好ましい。
この発明では、S2が特定の範囲であるので、上述したように、ウエルドによるV溝や光沢ムラなどの外観不良をさらに良好に抑制できる。
【0012】
そして、本発明では、溶融樹脂を供給する供給流路は、前記第1のゲートと前記第2のゲートとに分岐されていることが好ましい。
ここで、第1のゲートおよび前記第2のゲートに溶融樹脂が分化して供給される場合では、溶融樹脂の射出圧力が変動しやすいため、樹脂流会合位置で、会合直前に樹脂の圧力を制御することは困難であり、ウエルドによるV溝や光沢ムラなどが生じるおそれがある。
これに対して、本発明では、フィルムゲートを有するため、圧力変動が生じた場合でも、樹脂流会合位置に溶融樹脂を適切に射出でき、ウエルドによるV溝や光沢ムラなどの外観不良の発生を、簡単な構成で良好に抑制できる。
【0013】
さらに、本発明では、前記溶融樹脂は、ポリプロピレン又はポリプロピレン系樹脂組成物であることが好ましい。
この発明では、ポリプロピレン又はポリプロピレン系樹脂組成物を用いることにより、ウエルドによるV溝や光沢ムラなどの外観不良のない外観に優れた樹脂成形物を成形できる。
【0014】
本発明の金型は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートにおける溶融樹脂の射出方向に対する断面積が、4mm2以上60mm2以下であることを特徴とする。
【0015】
この発明では、第2のゲートの断面積を4mm2以上60mm2以下とすることにより、溶融樹脂を適度な圧力で射出することができる。これにより、樹脂流会合位置において、ウエルドによるV溝などの外観不良を抑制することができる。
【0016】
ここで、本発明では、前記第2のゲートは、前記突起部の外面に周方向に沿って開口するサイドゲートと、このサイドゲートに連通するランナーとを有し、前記サイドゲートにおける溶融樹脂の射出方向に対する断面積が、前記ランナーにおける溶融樹脂の射出方向に対する断面積よりも小さいことが好ましい。
この発明では、第2のゲートの断面積を小さくすることにより、溶融樹脂を適度な圧力で射出することができるので、ウエルドによるV溝などの外観不良をさらに抑制することができる。
【0017】
本発明の射出成形方法は、第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備える金型を用いて、前記成形空間に溶融樹脂を射出して樹脂成形物を成形する射出成形方法であって、前記金型は、前記成形空間に溶融樹脂を射出する第1のゲートと、前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有しており、前記第1のゲートから溶融樹脂を射出し、前記樹脂流会合位置に前記フィルムゲートから溶融樹脂を射出して樹脂成形物を成形することを特徴とする。
この発明の射出成形方法では、上記本発明の金型を用いるため、ウエルドによるV溝や光沢ムラなどの外観不良を抑制した樹脂成形物を得ることができる。
【図面の簡単な説明】
【0018】
【図1】本発明に係る第一実施形態の金型の一部を示す断面図。
【図2】(A)前記金型の第2のゲート近傍を拡大して示す斜視図、(B)前記第2のゲート近傍を拡大して示す断面図。
【図3】前記第2のゲート近傍を拡大して示す平面図。
【図4】前記金型に配置された第1のゲートと、第2のゲートと、第3のゲートと、樹脂成形物との関係を示す図。
【図5】前記金型により成形された樹脂成形物を示す図。
【図6】(A)第二実施形態の金型の第2のゲート近傍の一部を示す断面図。(B)第2のゲートに設けられたサイドゲートを示す斜視図。
【図7】参考例2により得られた樹脂成形物の表面を示す図。
【図8】従来の金型を用いて成形された樹脂成形物の表面を示す図。
【発明を実施するための形態】
【0019】
[第一実施形態]
<金型の構成>
本発明の金型は、開口部を有する樹脂成形物を成形するために用いられる。本発明は、例えば、開口部を有する自動車のインストルメントパネル、ドアパネルなどの内装部品を製造する際に好適である。本発明の金型は、このような開口部を有する非対称形である異形の樹脂成形物の成形に用いられる。
図1に示すように、本発明に係る第一実施形態の金型1は、第1の金型部としての固定金型10と、第2の金型部としての可動金型20と、を備える。
固定金型10と、可動金型20とは、互いに組み合わされることにより、成形空間30を形成する。これら固定金型10と可動金型20とにより、溶融樹脂40が成形空間30に射出されて樹脂成形物100(図5参照)が成形される。
固定金型10は、溶融樹脂40を供給する供給流路10Aと、図示しない制御部と、第1のゲート50と、第2のゲート60と、第3のゲートとを備える。
供給流路10Aは、第1の流路11と、第2の流路12と、第3の流路13とに分岐されている。供給部14から供給された溶融樹脂40は、第1の流路11と、第2の流路12と、第3の流路13とにそれぞれ供給される。
【0020】
第1の流路11は、第1のゲート50と連通している。第1の流路11は、内部に第1のゲート50を開閉する第1の開閉部材11Aを有する。第2の流路12は、第2のゲート60と連通している。そして、第2の流路12も、内部に第2のゲート60を開閉する第2の開閉部材12Aを有する。第3の流路13も同様に、図示しない第3のゲートと連通し、図示しない第3の開閉部材を有する。なお、第1の流路11と、第2の流路12と、第3の流路13との外側には、ホットランナー16がそれぞれ設けられている。
制御部は、第1の開閉部材11Aを第1のゲート50に対して進退させることにより、第1のゲート50からの溶融樹脂40の圧力、射出量、射出速度を調整する。制御部は、第2の開閉部材12A、第3の開閉部材も、同様に制御できる。
【0021】
また、金型1は、固定金型10に形成された第1の突起部15と、可動金型20に形成された第2の突起部21とを有する。
第1の突起部15および第2の突起部21は、固定金型10および可動金型20の間に亘って、成形空間30を貫通する状態に設けられている。
図2,3に示すように、成形空間30には、第1の突起部15および第2の突起部21により、溶融樹脂40が複数分割される樹脂流分流位置71と、分割された溶融樹脂40が互いに会合する樹脂流会合位置72とが形成される。
【0022】
第2のゲート60は、第1の突起部15及び第2の突起部21における成形空間30に臨む外周から、樹脂流会合位置72に溶融樹脂40を射出する。
また、第2のゲート60は、第2の流路12に連通するランナー61と、このランナー61に連通するフィルムゲート62と、ランナー61およびフィルムゲート62を接続するサブランナー63とを有する。
ランナー61の断面形状は、多角形、半円形、円形であるが、設計上、四角形、半円が好ましい。ランナー61は、長手状であり、溶融樹脂40の射出方向に対する断面積(S1)が4mm2以上60mm2以下であり、4mm2以上12mm2以下であることが好ましく、4mm2以上9mm2以下であることがさらに好ましい。ランナー61の溶融樹脂の射出方向に対する断面寸法は、四角形状の場合、横方向長さが2mm以上15mm以下、縦方向深さが1mm以上6mm以下程度である。
断面積S1が4mm2未満の場合、断面積が小さく、樹脂流会合位置72に溶融樹脂40を良好に供給できないおそれがある。一方、60mm2を超えると、断面積が大きすぎるため、樹脂流会合位置72に供給する樹脂の圧力が小さくなり、ウエルドによるV溝などの外観不良が発生するおそれがあるためである。
【0023】
フィルムゲート62は、第1の突起部15および第2の突起部21の外面に周方向に沿ったスリット状に開口している。また、フィルムゲート62は、樹脂流会合位置72に対応して配置されており、フィルムゲート62の開口の中心は、樹脂流会合位置72と一致することが好ましい。
また、フィルムゲート62の開口位置は、第1の突起部15の基端部151から離れた位置である。すなわち、図5に示すように、樹脂成形物100の開口部101に連続し外表面に直接臨まない円筒部102の内周面の中間部に位置する。このことにより、フィルムゲート62の開口位置近傍、具体的には樹脂成形物100の円筒部102に仮に小さなV溝が形成された場合でも、樹脂成形物100の円筒部102の内周面側にV溝が形成され、樹脂成形物100の表面にはV溝が形成されないので、外観が損なわれない。
【0024】
フィルムゲート62は、断面形状が通常、四角形である。
図2(B)、3に示すように、フィルムゲート62の長さ(L、第1の突起部15および第2の突起部21の周方向の長さ)は、10mm以上50mm以下、好ましくは、20mm以上40mm以下であり、フィルムゲート62のランド長(W、射出方向の長さ)は、2mm以上10mm以下であり、フィルムゲート62の深さ(D)は、0.4mm以上3mm以下、特に1mm以上3mm以下であることが好ましい。本実施形態では、フィルムゲート62の長さ(L)は、30mmであり、フィルムゲート62のランド長(W)および深さ(D)は、2mmである。従って、フィルムゲート62の断面積S2は、60mm2である。ここで、断面積S2は、4mm2以上60mm2以下であることが好ましく、より好ましくは4mm2以上12mm2以下である。
【0025】
フィルムゲート62における溶融樹脂40の射出方向に対する断面積S2とし、ランナー61の断面積S1との比(S2/S1)は、4.5倍以上25倍以下、特に、4.5倍以上10倍以下であることが好ましい。
ここで、4.5倍以上とすることにより、樹脂流会合位置72に溶融樹脂40を広幅に供給できるので、ウエルドの発生を抑え、ウエルドによるV溝や光沢ムラの形成を良好に抑制できる。一方、25倍以下とすることにより、溶融樹脂40を安定して射出できる。
【0026】
サブランナー63は、第1の突起部15および第2の突起部21の外周に沿って湾曲した形状である。サブランナー63は、溶融樹脂40の射出方向に対する断面積(S3)がランナー61およびフィルムゲート62よりも大きい。そのため、ランナー61から供給される溶融樹脂40の速度を低下させることができ、よりV溝と光沢ムラの形成を抑制できる。
また、サブランナー63の中心位置と、フィルムゲート62の中心位置とは、一致していることが好ましい。
【0027】
金型1に用いられる樹脂は、ポリプロピレンを主成分とするポリプロピレン系樹脂組成物であることが好ましい。ポリプロピレンとしては、例えば、ホモポリプロピレン、プロピレンとエチレン又はαオレフィンとの共重合体(αオレフィン:炭素数C4〜C8)、プロピレンブロック共重合体である。なお、プロピレンブロック共重合体は、プロピレンを重合し、ついでエチレン又はαオレフィンとプロピレンとを重合することで製造できる。
ここで、プロピレン−エチレンブロック共重合体が好ましく、その際の23℃・n−デカン可溶分量は好ましくは5質量%以上15質量%以下、より好ましくは7質量%以上13質量%以下であることが望ましい。なお、23℃・n−デカン可溶分量は、サンプル5gにn−デカン200mlを加え、145℃で30分間加熱溶解した後、3時間かけて23℃まで冷却し、冷却後に溶解している成分の割合である。
ポリプロピレンは、メルトフローレート(MFR)が10g/10分以上100g/10分以下が好ましい。
【0028】
ポリプロピレン系樹脂組成物は、前記ポリプロピレン100質量部に対して、エチレン−αオレフィン共重合体やエチレン−α−オレフィン−ジエン共重合体を10質量部以上100質量部未満、無機充填剤を0質量部以上40質量部以下、好ましくは、5質量部以上30質量部以下にして混合して調整できる。その他、必要に応じて、添加剤を添加しても良い。
エチレン−α−オレフィン共重合体としては、エチレンと、炭素数3〜10のα−オレフィンとの共重合体が挙げられ、α−オレフィンとしては、プロピレン、1−ブテン、1−ヘキセン、1−オクテンなどが好ましい。
エチレン−α−オレフィン共重合体は、メルトフローレートが0.5g/10分以上10g/10分未満、好ましくは1.5/10分以上10g/10分未満である。
【0029】
エチレン−α−オレフィン−ジエン共重合体を構成するα−オレフィンとしては、炭素数3〜10のα−オレフィンが挙げられ、具体的には、例えば、プロピレン、1−ブテン、1−ヘキセン、1−オクテンなどが好ましい態様として挙げられる。また、エチレン−α−オレフィン−ジエン共重合体を構成するジエンとしては、5−エチリデン−2−ノルボルネン、5−プロピリデン−2−ノルボルネン、ジシクロペンタジエン、5−ビニル−2−ノルボルネン、5−メチレン−2−ノルボルネン、5−イソプロピリデン−2−ノルボルネン、ノルボルナジエンなどの環状非共役ジエン;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4ヘキサジエン、5−メチル−1,5−ヘプタジエン、6−メチル−1,5−ヘプタジエン、6−メチル−1,7−オクタジエン、7−メチル−1,6オクタジエンなどの鎖状の共役ジエンなどが挙げられる。これらの中では、1,4−ヘキサジエン、ジシクロペンタジエン、5−エチリデン−2−ノルボルネンが好ましく用いられる。
エチレン−α−オレフィン−ジエン共重合体は、メルトフローレートが0.4g/10分未満、好ましくは0.05/10分以上0.35g/10分以下である。
【0030】
無機充填剤としては、例えば、タルク、マイカ、炭酸カルシウム、硫酸バリウム、炭酸マグネシウム、酸化マグネシウム、酸化チタン、酸化鉄、さらには亜鉛、銅、鉄、アルミニウム等の金属粉末等が挙げられ、これらは単独でまたは混合して用いることができる。中でもタルク、マイカ、炭酸カルシウム等が好ましく、特にタルクが好ましい。タルクとしては、平均粒径が1μm以上15μm以下、好ましくは1μm以上6μm以下のものが好適に使用できる。ここで、平均粒径は、レーザー回折法により測定した値である。
【0031】
ポリプロピレン系樹脂組成物のMFRは、1g/10分以上100g/10分以下であることが好ましく、さらに好ましくは、10g/10分以上70g/10分以下である。
1g/10分未満では、流動性、成形性が不十分となるおそれがある。一方、100g/10分を超えると、衝撃性、機械的強度が落ち、成形性も悪くなるおそれがある
なお、MFRの測定は、JIS K 7210に準拠しており、荷重を2.16kg(21.2N)とし、温度を230℃とした。
また、ポリプロピレン系樹脂組成物は、ガラス繊維を含有しない方が好ましい。外観改良効果が十分でなく、フィルムゲート62に適さないためである。
【0032】
<射出成形方法>
第1実施形態の射出成形方法は、金型1を用いて行われ、第1のゲート50から溶融樹脂40を射出する第1の射出工程と、第2のゲート60から溶融樹脂40を射出する第2の射出工程と、第3のゲートから溶融樹脂40を射出する第3の射出工程とを備える。
図1,2,4に示すように、第1の射出工程では、成形空間30を流れる溶融樹脂40が、第1の突起部15および第2の突起部21により樹脂流分流位置71で分割される。分流後、溶融樹脂40が第1の突起部15および第2の突起部21の外面に沿って流れ、樹脂流会合位置72で会合する。
第2の射出工程では、樹脂流会合位置72で溶融樹脂40が合流する直前に、第2のゲート60から溶融樹脂40を射出する。その後、溶融樹脂40が第3のゲートに向けて流れる。
第3の射出工程では、溶融樹脂40が第3のゲート上を過ぎた後に、第3のゲートから溶融樹脂40を射出する。
なお、第2のゲート60から溶融樹脂40を射出するタイミングと、第3のゲートから溶融樹脂40を射出するタイミングとは、制御部により制御される。制御方法としては、例えば、第1のゲート50から溶融樹脂40を射出した開始時間に基づき、その経過時間で第2のゲート60と、第3のゲートとを開くようにしても良い。
このような射出成形方法により、図5に示すような開口部101を有する樹脂成形物(インストルメントパネル)100が得られる。ここで、開口部101は、1つであることが好ましい。開口部101を複数設ける場合では、金型1の構造が複雑になるためである。
【0033】
第1実施形態によれば、以下の効果を奏することができる。
(1)フィルムゲート62がスリット状であるため、第2のゲート60から樹脂流会合位置72へ広幅に射出することができる。そのため、ウエルドの発生を抑え、ウエルドによるV溝や光沢ムラの外観不良の発生を抑制することができる。よって、塗装やタッチアップ等の後工程を省略することができる。
(2)S2とS1との比(S2/S1)が4.5倍以上25倍以下であり、また、S2が4mm2以上60mm2以下であるので、樹脂流会合位置72に溶融樹脂40を確実に広幅に供給でき、V溝と光沢ムラの形成をさらに良好に抑制できる。
(3)供給流路10Aが第1のゲート50と第2のゲート60とに分岐されている場合、圧力変動が生じやすいが、第2のゲート60がフィルムゲート62を有するため、圧力変動が生じた場合でも、樹脂流会合位置72に射出する圧力を適切に制御できる。よって、V溝や光沢ムラの発生を良好に抑制できる。
(4)溶融樹脂40としてポリプロピレン又はポリプロピレン系樹脂組成物を用いることにより、V溝や光沢ムラのない外観に優れた樹脂成形物100を成形できる。
(5)上述の射出成形方法によれば、金型1を用いるため、V溝や光沢ムラの発生が抑えられ外観が良好な樹脂成形物100を得ることができる。
【0034】
[第2実施形態]
第2実施形態では、第2のゲートの構成が第1実施形態と異なる以外は、第1実施形態と同様である。従って、第1実施形態と同様の構成については、説明を簡略、又は、省略する。図6(A)は、第二実施形態の金型の第2のゲート近傍の一部を示す断面図であり、(B)は、第2のゲートに設けられたサイドゲートを示す斜視図である。
第2実施形態の第2のゲート60Aは、第2の流路に連通するランナー61Aと、樹脂流会合位置72に向けて溶融樹脂40を射出するサイドゲート62Aとを有する。
サイドゲート62Aは、その断面積がランナー61Aよりも小さく形成されている。
本実施形態では、サイドゲート62Aの長さ(L)は、2mm以上10mm以下であり、ランド長(W)は、1mm以上10mm以下であり、深さ(D)は、1mm以上3mm以下である。
サイドゲート62Aにおける射出方向に対する断面積S2は、ランナー61Aの断面積S1よりも小さく、S2とS1との比率(S2/S1)が4%以上60%以下であることが好ましく、15%以上50%以下であることが特に好ましい。
第二実施形態の金型によれば、サイドゲート62Aの断面積S2がランナー61Aの断面積S1よりも小さいため、樹脂成形物100のV溝の形成を良好に抑制することができる。
本実施形態では、サイドゲート62Aの長さ(L)が10mmであり、ランド長(W)は、3mmであり、深さ(D)は、2mmであり、その断面積S2は、20mm2である。
【0035】
[変形例]
なお、本発明は本実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
例えば、第一実施形態の金型は、異形の樹脂成形物を成形するためのものであると説明したが、対照形状の樹脂成形物を成形するためのものでもよい。
また、3つのゲートを設ける構成を説明したが、第1のゲートと、第2のゲートのみでもよい。
【実施例】
【0036】
実施例および比較例を挙げて本発明をさらに詳しく説明する。なお、本発明はこれらの実施例の記載内容に何ら制限されるものではない。
(実施例1)
上述の第1実施形態の金型を用いて射出成形を行った。具体的には、金型が第1のゲート、第2のゲート、第3のゲートを有し、ランナーの断面積が9mm2である。そして、第2のゲートからの溶融樹脂の射出速度を表1のように変更し、得られた樹脂成形物の外観を以下のように評価した。
(実施例2)
上述の第2実施形態の金型を用いた以外は、実施例1と同様に実施した。
(比較例1)
第2のゲートを備えない以外は、実施例1と同様に実施した。
用いた材料のポリプロピレン系樹脂組成物、金型、成形機の詳細は以下の通りである。
【0037】
(材料)
(A)ポリプロピレン
プロピレンブロック共重合体 61質量部
MFR=53g/10分
23℃・n−デカン可溶分質量=12質量%
23℃・n−デカン可溶分エチレン量=37mol%(エチレン量:フーリエ変換赤外分光法(FT−IR)により測定)
23℃・n−デカン可溶分[η]=7dl/g([η]:135℃のデカリンで測定)
(B)エチレン−α−オレフィン共重合体
(B−1)エチレン−プロピレン−ジエンランダム共重合体(JSR社製、製品名EP57P) 9.4質量部
MFR=0.2g/10分
(B−2)エチレン−オクテンランダム共重合体(デュポンダウエラストマー社製、製品名EG8100) 9.6質量部
MFR=2g/10分
(C)無機充填剤
タルク(松村産業社製、製品名5000PJ) 20質量部
平均粒径4μm(レーザー回折法による。)
なお、ポリプロピレン系樹脂組成物のMFRは、17g/10分であった。
【0038】
(金型及び成形機)
金型:自動車インストルメントパネル用金型(中央部にレジスター(突起部)を有する。)
成形機:宇部興産機械製射出成形機 MD850S−III
樹脂温度/金型温度:210℃/40℃
射出時間:2.7秒
【0039】
(射出条件)
シーケンシャルバルブ(制御部)により次のように制御した。すなわち、第1のゲートを開き、突起部の下流側で樹脂が合流するとき第2のゲートを開く。第3のバルブゲートを溶融樹脂が通過した後、第3のゲートを開く。
(評価方法)
樹脂成形物に形成された樹脂流会合部のV溝(くぼみ)の長さ(V溝:樹脂流会合部の断面形状)を測定した。
【0040】
【表1】
【0041】
(評価結果)
実施例1,2では、第2のゲートがフィルムゲート又はサイドゲートを有するので、V溝は形成されなかった。一方、比較例1では、第2のゲートを有しないため、V溝が形成された。
【0042】
(実施例3から5まで、参考例1,2)
(実施例3から5まで、参考例1)
ランナーの断面積を変更した以外は、実施例1と同様に実施した。
(参考例2)
実施例2と同様に実施した。
得られた上記各樹脂成形物について、以下の評価方法により、光沢と、光沢上昇率と、光沢ムラを評価した。
【0043】
(評価方法)
(光沢)
JIS Z 8741に準拠し、60度の角度で光沢(グロス)を測定した(装置名:UN1−GROSS60 コニカミノルタセンシング(株))。具体的には、樹脂流会合位置付近で低光沢部分と高光沢部分を測定した。なお、図7は、参考例1において得られた樹脂成形物の表面であり、低光沢部分Aと、高光沢部分Bを示している。
(光沢上昇率)
以下の式より、光沢上昇率を算出して評価した。
光沢上昇率:(高光沢%−低光沢%)/高光沢%
上昇率が低いほど色むらが少なく好ましい。
(光沢ムラ)
目視により、光沢ムラを観察し、以下の基準で評価した。
○:目ただない
×:光沢ムラが目立つ
【0044】
【表2】
【0045】
(評価)
実施例3から5まででは、断面積比が4.5倍以上25倍以下であるため、V溝および光沢ムラのない樹脂成形物が得られることが分かった。一方、参考例1では、断面積比が4.5未満のため、V溝は形成しなかったが光沢ムラのある樹脂成形物が得られることが分かった。なお、参考例2では、V溝は形成しなかったが、図7に示すように、光沢ムラが多少あることが認められた。
【産業上の利用可能性】
【0046】
本発明は、例えば、自動車のインストルメントパネル、ドアパネルなどの内装部品を得るための金型、射出成形方法として利用することができる。
【符号の説明】
【0047】
1 金型
10 固定金型(第1の金型)
10A 供給経路
11 第1の流路
12 第2の流路
15 第1の突起部
20 可動金型(第2の金型)
21 第2の突起部
30 成形空間
40 溶融樹脂
50 第1のゲート
60、60A 第2のゲート
61、61A ランナー
62 フィルムゲート
62A サイドゲート
【特許請求の範囲】
【請求項1】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有している
ことを特徴とする金型。
【請求項2】
請求項1に記載の金型において、
前記第2のゲートは、前記フィルムゲートに連通するランナーを有し、
前記ランナーにおける溶融樹脂の射出方向に対する断面積をS1としたとき、
前記フィルムゲートにおける溶融樹脂の射出方向に対する断面積をS2とし、
前記S2と前記S1との比(S2/S1)は、4.5倍以上25倍以下である
ことを特徴とする金型。
【請求項3】
請求項2に記載の金型において、
前記S2は、4mm2以上60mm2以下である
ことを特徴とする金型。
【請求項4】
請求項1から請求項3までのいずれか一項に記載の金型において、
溶融樹脂を供給する供給流路は、前記第1のゲートと前記第2のゲートとに分岐されている
ことを特徴とする金型。
【請求項5】
請求項1から請求項4までのいずれか一項に記載の金型において、
前記溶融樹脂は、ポリプロピレン又はポリプロピレン系樹脂組成物である
ことを特徴とする金型。
【請求項6】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートにおける溶融樹脂の射出方向に対する断面積が、4mm2以上60mm2以下である
ことを特徴とする金型。
【請求項7】
請求項6に記載の金型において、
前記第2のゲートは、前記突起部の外面に周方向に沿って開口するサイドゲートと、このサイドゲートに連通するランナーとを有し、
前記サイドゲートにおける溶融樹脂の射出方向に対する断面積が、前記ランナーにおける溶融樹脂の射出方向に対する断面積よりも小さい
ことを特徴とする金型。
【請求項8】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備える金型を用いて、前記成形空間に溶融樹脂を射出して樹脂成形物を成形する射出成形方法であって、
前記金型は、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有しており、
前記第1のゲートから溶融樹脂を射出し、前記樹脂流会合位置に前記フィルムゲートから溶融樹脂を射出して樹脂成形物を成形する
ことを特徴とする射出成形方法。
【請求項1】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有している
ことを特徴とする金型。
【請求項2】
請求項1に記載の金型において、
前記第2のゲートは、前記フィルムゲートに連通するランナーを有し、
前記ランナーにおける溶融樹脂の射出方向に対する断面積をS1としたとき、
前記フィルムゲートにおける溶融樹脂の射出方向に対する断面積をS2とし、
前記S2と前記S1との比(S2/S1)は、4.5倍以上25倍以下である
ことを特徴とする金型。
【請求項3】
請求項2に記載の金型において、
前記S2は、4mm2以上60mm2以下である
ことを特徴とする金型。
【請求項4】
請求項1から請求項3までのいずれか一項に記載の金型において、
溶融樹脂を供給する供給流路は、前記第1のゲートと前記第2のゲートとに分岐されている
ことを特徴とする金型。
【請求項5】
請求項1から請求項4までのいずれか一項に記載の金型において、
前記溶融樹脂は、ポリプロピレン又はポリプロピレン系樹脂組成物である
ことを特徴とする金型。
【請求項6】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備え、前記成形空間に溶融樹脂が射出されて樹脂成形物を成形する金型であって、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートにおける溶融樹脂の射出方向に対する断面積が、4mm2以上60mm2以下である
ことを特徴とする金型。
【請求項7】
請求項6に記載の金型において、
前記第2のゲートは、前記突起部の外面に周方向に沿って開口するサイドゲートと、このサイドゲートに連通するランナーとを有し、
前記サイドゲートにおける溶融樹脂の射出方向に対する断面積が、前記ランナーにおける溶融樹脂の射出方向に対する断面積よりも小さい
ことを特徴とする金型。
【請求項8】
第1の金型部と、この第1の金型部と組み合わされて成形空間を形成する第2の金型部とを備える金型を用いて、前記成形空間に溶融樹脂を射出して樹脂成形物を成形する射出成形方法であって、
前記金型は、
前記成形空間に溶融樹脂を射出する第1のゲートと、
前記第1の金型部および前記第2の金型部の間に亘って、前記成形空間を貫通する状態に設けられた突起部と、
前記突起部における前記成形空間に臨む外周から、前記第1のゲートで射出され前記突起部により分流された溶融樹脂が互いに会合する樹脂流会合位置に前記溶融樹脂を射出する第2のゲートとを備え、
前記第2のゲートは、前記突起部の外面に周方向に沿ったスリット状に開口するフィルムゲートを有しており、
前記第1のゲートから溶融樹脂を射出し、前記樹脂流会合位置に前記フィルムゲートから溶融樹脂を射出して樹脂成形物を成形する
ことを特徴とする射出成形方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図8】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図7】
【公開番号】特開2012−162038(P2012−162038A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−25453(P2011−25453)
【出願日】平成23年2月8日(2011.2.8)
【出願人】(505130112)株式会社プライムポリマー (180)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月8日(2011.2.8)
【出願人】(505130112)株式会社プライムポリマー (180)
【Fターム(参考)】
[ Back to top ]