
鋳造用金型の自動修復装置
【課題】金型の表面に生じた異常が異物付着かその他の事象に起因するものかを判別し、可能な限り自動的に異常を修復する装置を提供する。
【解決手段】修復装置は、赤外線放射率が予め定められた放射率基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、型表面にアルカリ薬剤を塗布する薬剤塗布器と、型表面に高放射率剤を塗布する高放射率剤塗布器と、型表面に空気を吹き付けるエア噴射器と、移動機構を備えている。移動機構は、薬剤塗布器と高放射率剤塗布器とエア噴射器の夫々を移動させる。この修復装置は、赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へアルカリ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付ける。
【解決手段】修復装置は、赤外線放射率が予め定められた放射率基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、型表面にアルカリ薬剤を塗布する薬剤塗布器と、型表面に高放射率剤を塗布する高放射率剤塗布器と、型表面に空気を吹き付けるエア噴射器と、移動機構を備えている。移動機構は、薬剤塗布器と高放射率剤塗布器とエア噴射器の夫々を移動させる。この修復装置は、赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へアルカリ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋳造に用いられる金型の型表面に発生する異物付着や焼き付きなどの異常を自動的に修復する装置に関する。
【背景技術】
【0002】
鋳造を繰り返していると、金型の型面に異物(バリなど鋳物品の屑)が付着したり、焼き付きが生じたりする。異物の付着や焼き付きなどは、成形品の不良につながる可能性がある。従って、異物付着などの異常が生じた場合、次の鋳造を行う前に金型の型表面を元の状態に修復することが望ましい。
異物付着を自動的に検知する装置が、例えば特許文献1に開示されている。特許文献1の装置は、金型から放射される赤外線を画像として検出し、検出した画像と予め用意されているマスタ画像との比較結果から異物付着の有無を判定する。
【0003】
【特許文献1】特開平8−1302号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
成形品の不良につながる可能性のある型表面の異常には、異物の付着だけでなく、焼き付きなどもある。例えば特許文献1の装置を用いて型面への異物付着を検知しても、従来は、作業員が目視で異常の原因を確認してからその原因に応じた修復作業を行っていた。型表面に生じた異常が異物付着かその他の事象に起因するものかを判別し、可能な限り自動的に異常を修復することのできる装置が望まれている。
【課題を解決するための手段】
【0005】
鋳造では、溶融している鋳造材料の表面への固化密着、成形後の鋳造品の残片(いわゆるバリなど)の付着がよく発生する。溶融した鋳造材料の密着は、「焼き付き」や「かじり」によって生じる。発明者らは、型表面の赤外線放射率を予め高くしておくと、異常をよく引き起こすこれらの要因と、これらの要因の発生箇所から発せられる赤外線強度との間に相関があることを見出した。なお、型表面に予め赤外線高放射率剤を塗布した場合、赤外線高放射率剤の剥離もよく発生する。即ち、高放射率剤の剥離も、異常の一つの要因となり得る。
【0006】
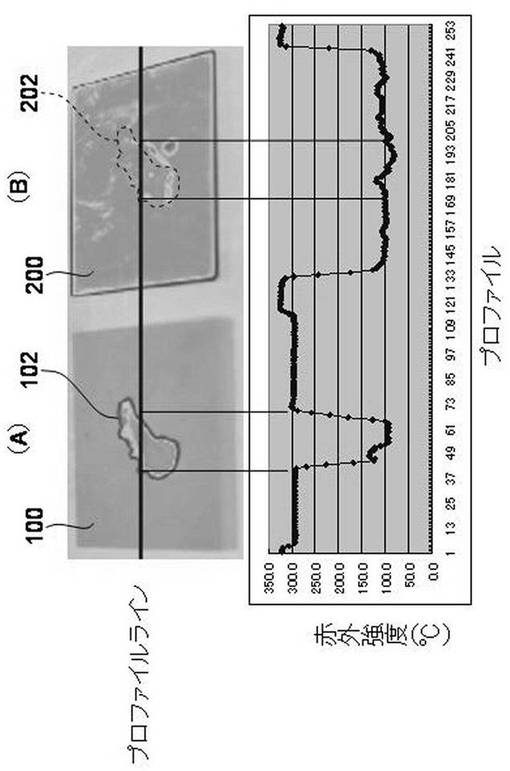
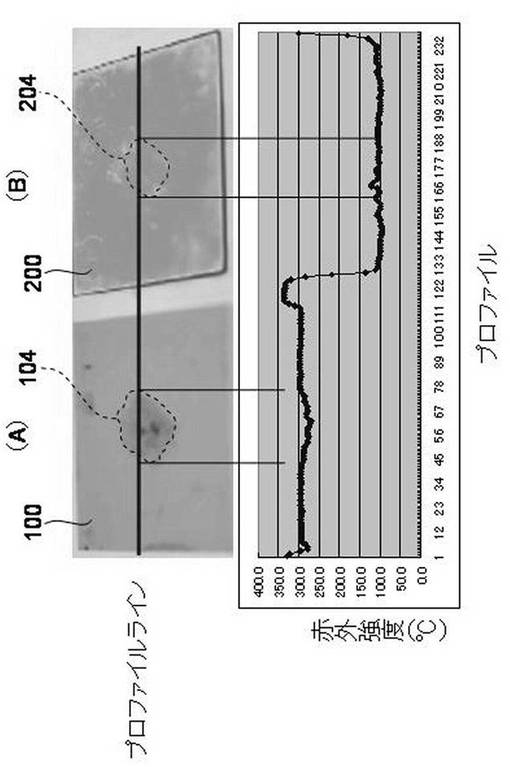
図4〜図6を参照して、発明者らが見出した相関について説明する。図4〜図6は、表面に赤外線放射率の高い物質の一種である繊維状カーボン(カーボンナノチューブ)と粒子状カーボン(フラーレン)の混合剤を塗布した試験板100を用意し、その中央に異常を模擬した状態を再現したときの赤外線強度分布の計測結果を示す。図4から6は、軽合金の一種であるアルミを鋳造材料とする鋳造における金型の異常を模擬している。なお、図4と図5には、比較のため、カーボンナノチューブとフラーレンの混合剤を塗布しない試験板200の中央に異常を模擬したときの赤外線強度分布も示している(図4(B)及び図5(B))。
【0007】
図4〜図6の夫々の上側に試験板100のサーグラフィ画像を示す。下側のグラフは、上側の画像において示したプロファイルラインに沿った赤外線強度を示している。試験板の素材は、SKD61(合金工具鋼鋼材:JIS G4404)である。また、以下では、カーボンナノチューブとフラーレンの混合剤をCnFと称する。
【0008】
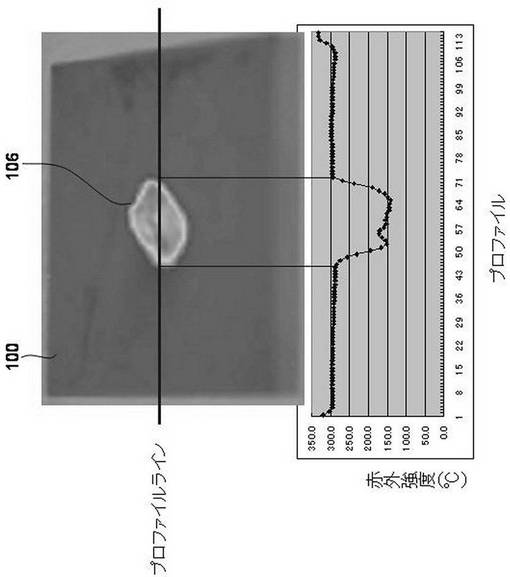
図4(A)は、CnFを塗布した試験板100の中央にアルミ屑を載置したときの赤外線強度分布を示す。領域102が、アルミ屑の領域である。図5(A)は、CnFを塗布した試験板100の中央に溶融したアルミを固化密着させた領域104を形成したときの赤外線強度分布を示す。なお、図5(A)の上方の画像では、理解を助けるために領域104の境界を破線で示している。図6は、CnFを塗布した試験板100の中央にCnFを剥がした領域106を形成したときの赤外線強度分布を示す。図4〜図6のグラフの縦軸の単位は温度℃である。即ちこれらのグラフは、赤外線強度を温度に換算して示している。以下では、図4〜図6において、縦軸の数値を赤外線強度として扱う。また、図4〜図6のいずれの場合も、試験板100は予め300度に熱してある。アルミ屑が存在する領域102における赤外線強度は約100℃から135℃の間である(図4(A))。アルミの固化密着が発生している領域104における赤外線強度は約270℃から300℃の間である(図5(A))。CnFの剥離領域106における赤外線強度は145℃から170℃の間である(図6)。上記3つの強度範囲は相互に重複していない。このように、異常の要因に応じて赤外線強度範囲が顕著に異なる。
【0009】
上記の試験結果から明らかなとおり、赤外線強度の大きさに対応付けて異常の要因を特定することができる。異常の要因を特定することができれば、型表面に発生した異常を修復するための対策も特定することができる。本発明は、上記知見に基づいて創作された。本発明は、鋳造用金型の自動修復装置に具現化することができる。この装置は、赤外線の強度を計測する計測器と、エア噴射器と、高放射率剤塗布器と、薬剤塗布器と、移動機構を備えている。計測器は、赤外線放射率が予め定められた基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する。エア噴射器は、型表面に空気を吹き付けることができる。高放射率剤塗布器は、型表面に高放射率剤を塗布することができる。薬剤塗布器は、型表面に固化密着した鋳造材料を溶解する薬剤を型表面に塗布することができる。移動機構は、エア噴射器と高放射率剤塗布器と薬剤塗布器の夫々を移動させる。移動機構は、典型的には先端に上記のエア噴射器等を取り付けたロボットアームでよい。この装置は、上記のエア噴射器等と移動機構を用いて、赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする。なお、鋳造材料が軽合金の場合、薬剤はアルカリ薬剤でよい。
【0010】
予め定められた赤外線放射率の基準値は、0.8以上が望ましい。赤外線放射率の基準値が高いほど、正常な型面から放射される赤外線の強度が高くなり、異常の要因を識別し易くなる。そのような基準値は、例えばカーボンブラック、特にカーボンナノチューブとフラーレンを主とする赤外線高放射率剤を塗布することによって実現できる。
【0011】
CnFを塗布しない試験板200は、赤外線放射率が0.8に満たない。参考までに、CnFを塗布しない試験板200の中央に異常領域を模擬したときの赤外線強度計測の一例を図4(B)と図5(B)に示す。図4(B)は、試験板200の中央にアルミ屑を載置したときの赤外線強度分布を示す。符号202がアルミ屑を載置した領域を示す。図5(B)は、試験板200の中央に溶融したアルミを固化密着させた領域204を形成したときの赤外線強度分布を示す。試験板200の素材は、試験板100と同じである。図4(B)及び図5(B)に示すように、CnF(高放射率剤)を塗布しない場合、赤外線強度分布からは異常の原因を区別できない。
【0012】
第1範囲は、図5(A)の270℃から300℃の範囲に相当する。第2範囲は、図6の145℃から170℃の範囲に相当する。第3範囲は、図4(A)の100℃から135℃の範囲に相当する。赤外線強度が第1範囲に属する領域は、溶融した鋳造材料の固化密着が発生している可能性が高い。従ってそのような領域へは薬剤を塗布することによって密着した鋳造材料を溶かし落とすことができる。なお、溶融した鋳造材料の固化密着は、いわゆる「焼き付き」や「かじり」によって生じる。赤外線強度が第2範囲に属する領域は、赤外線高放射率剤が剥離している可能性が高い。従ってそのような領域へは赤外線高放射率剤を塗布することによって型表面の赤外放射率を回復することができる。赤外線強度が第3範囲に属する領域は、アルミ屑が付着している可能性が高い。従ってそのような領域へはエアを吹き付けることによってアルミ屑を吹き飛ばすことができる。このように本発明の装置は、型表面に発生した異常の発生要因に応じてそれらに対策する機能を備えており、型面に発生した異常を自動的に修復する。
【0013】
異常の要因を装置で自動的に判別する場合、誤判別も起こり得る。そこで、本発明の自動修復装置は、修復結果を確認する機能を備えていることが好ましい。具体的には、自動修復装置は、空気の吹き付け、高放射率剤の塗布、および、薬剤の塗布のいずれかを行った後に型表面から放射される赤外線の強度を再度計測し、再度の計測結果において赤外線強度が強度閾値より低い領域が存在した場合に、その旨を作業者に通知する通知手段を備えていることが好ましい。通知手段は、例えば音やランプによって異常を通知する。
【0014】
型表面に生じた鋳造材料の固化密着は、薬剤を塗布する代わりに、擦り取ることでも除去できる。従って、上記の自動修復装置は、薬剤を塗布する薬剤塗布器に代えて型表面を擦る擦過器を備えていてもよい。擦過器は、金属製のへら(スクレイパー)でよい。
【発明を実施するための最良の形態】
【0015】
実施例の技術的特徴のいくつかを列挙する。
(1)規定温度(300℃)に加熱された金型表面の赤外線強度を計測する。金型表面を規定温度まで加熱する熱源は、鋳造工程において金型内へ射出される加熱溶融された鋳造材料であってもよいし、別に用意された加熱器であってもよい。
(2)アルカリ薬剤を塗布した後に、洗浄剤を塗布する。洗浄剤を塗布した後に、エアを吹き付ける。これらの処理によって、固化密着した鋳造材料とともに薬剤を迅速に除去することができる。
【実施例】
【0016】
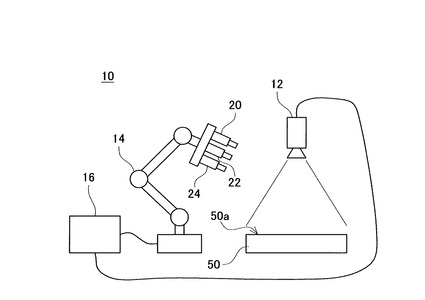
図1に、自動修復装置10の模式図を示す。以下、自動修復装置10を単に修復装置10と称する。修復装置10は、サーモグラフィ(赤外線強度計測器)12、ロボットアーム14、及び、コントローラ16を備えている。以下、ロボットアーム14を単にアーム14と称する。サーモグラフィ12は、金型50の上方に取り付けられている。なお、金型50は、図示しない射出成形装置に組み込まれており、サーモグラフィ12も射出成形装置に取り付けられている。即ち金型50は、ダイキャスト型である。サーモグラフィ12は、金型50の型面50aへ向いており、型面50aの全体から放射される赤外線強度の分布を計測する。サーモグラフィ12は、計測結果を画像として出力する。ここで、型面50aとは、キャビティが形成されている面を意味する。型面は、合わせ面と呼ばれることもある。型面50aには、カーボンナノチューブとフラーレンを主とする赤外線高反射率剤が塗布されている。以下では、「カーボンナノチューブとフラーレンを主とする赤外線高反射率剤」をCnFと略称する。CnFが塗布された型面50aは、赤外線反射率が約0.8となる。
【0017】
アーム14は、6軸多関節機構を備えており、先端をその可動範囲内で任意の位置へ移動することができる。アーム14の先端に、第1噴射器20(薬剤塗布器)、第2噴射器22(高放射率剤塗布器)、及び、エア噴射器24が取り付けられている。第1噴射器20は、アルカリ薬剤を噴射する。即ち、アルカリ薬剤を塗布する。アルカリ薬剤は、固化したアルミを溶かすことができる。第2噴射器22は、CnFを噴射する。即ち、CnFを塗布する。エア噴射器は、高圧空気を噴射する。第1噴射器20、第2噴射器22、エア噴射器24、及び、アーム14は、コントローラ16によって制御される。
【0018】
修復装置10の動作を概説する。修復装置10が対象とする射出成形装置は、アルミニウムを鋳造材料とするダイキャスト装置である。修復装置10は、約100回の射出成形を実施するごとに、型面50aの赤外線強度分布を計測する。以下、赤外線強度分布を単に強度分布と称する。強度分布の計測は、射出成形が終了した直後に行われ、そのとき金型50は所定の規定温度(例えば300度)を維持している。
【0019】
修復装置10は、型面50aに、赤外線強度が予め定められた強度閾値以下の所定の範囲に属する領域が発見された場合、赤外線強度範囲に応じてその領域に、アルカリ薬剤、CnF、及び高圧空気のいずれかを吹き付ける。第1範囲、第2範囲、及び、第3範囲は、いずれも強度閾値より低く、第1範囲>第2範囲>第3範囲の関係が成立している。強度閾値は、計測前の金型50の温度に相当する。各強度範囲は、実験によって予め定められ、コントローラ16に記憶されている。
【0020】
図4〜図6を用いて前に説明したように、次の3つの事象、即ち、(1)型面50aのへの溶融アルミニウムの固化密着、(2)CnFの剥離、(3)バリ(成形後の鋳造品の残片)の付着、のいずれかが生じている領域は、事象に応じて異なる強度範囲の赤外線を放射する。第1範囲は上記(1)の事象に対応しており、第2範囲は上記(2)の事象に対応しており、第3範囲は上記(3)の事象に対応している。第1範囲に属する型面領域が検出された場合、修復装置10は、アルカリ薬剤をその領域へ吹き付ける。型面50aに癒着したアルミニウムは、アルカリ薬剤によって除去される。第2範囲に属する型面領域が検出された場合、修復装置10は、CnFをその領域へ吹き付ける。CnFを吹き付けることによって、CnFの剥離が修復される。第3範囲に属する型面領域が検出された場合、修復装置10は、高圧空気をその領域へ吹き付ける。高圧空気を吹き付けることによって、付着したアルミ残片を除去することができる。
【0021】
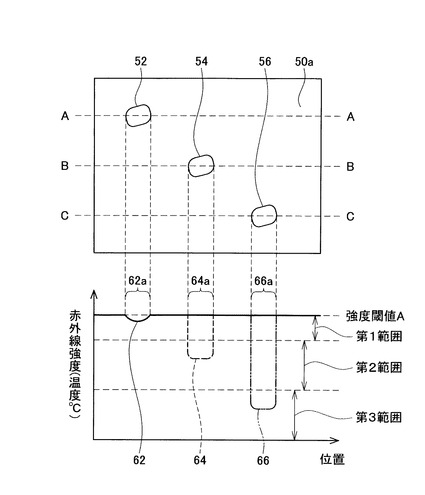
次に、図2に、型面50aの強度分布の模式的一例を示す。領域52は、型面50aにアルミが固化密着した領域を模式的に示している。この領域を焼き付き領域52と称する。領域54は、CnFが剥離している領域を模式的に示している。この領域を剥離領域54と称する。領域56は、アルミ残片が付着した領域を模式的に示している。アルミ残片が占める領域をバリ領域56と称する。図2の実線62は、AA線に沿って走査したときの強度分布を示している。破線64は、BB線に沿って走査したときの強度分布を示している。2点鎖線66は、CC線に沿って走査したときの強度分布を示している。強度分布はサーモグラフィで計測する。従って、図2下方のグラフの縦軸は、温度(℃)が単位である。金型50は、強度計測前に約300℃に加熱されているので、強度閾値Aは約300℃である。
【0022】
符号62aが示すように、焼き付き領域52の強度分布は強度閾値Aからわずかに低くなる。焼き付き領域52では、その周囲から中央に向かって強度分布が漸減する。なお、図5(A)に示した強度分布が、焼き付き領域における強度分布の具体例に相当する。符号66aが示すように、バリ領域56の強度分布は強度閾値Aよりはるかに低くなる。符号64aが示すように、剥離領域54の強度分布は、焼き付き領域52における強度分布よりは低く、バリ領域56における強度分布よりは高くなる。なお、図6に示した強度分布が、剥離領域における強度分布の具体例に相当し、図4(A)に示した強度分布が、焼き付き領域における強度分布の具体例に相当する。
【0023】
焼き付き領域と判定し得る強度範囲(第1範囲)、剥離領域と判定し得る強度範囲(第2範囲)、及び、バリ領域と判定し得る強度範囲(第3範囲)は、予め実験等で定められ、コントローラ16に記憶されている。コントローラは、型面50a全体のサーモグラフィの画像から、強度分布が第1〜第3範囲のいずれかに属する領域を検出することができる。
【0024】
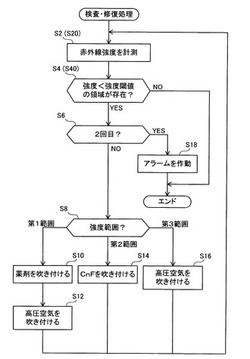
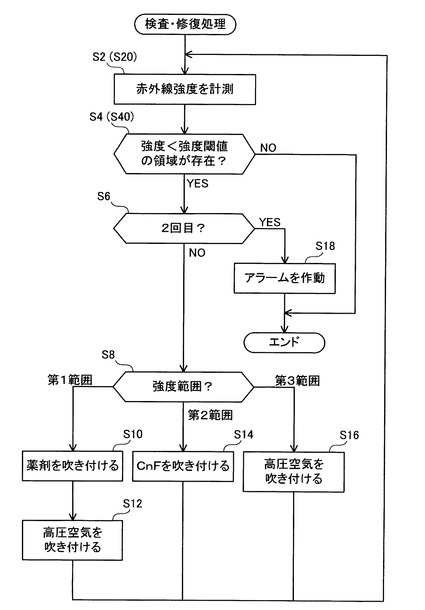
図3に、異常の有無の検査、及び、修復処理のフローチャートを示す。図3のフローチャートに従って修復装置10の動作を詳細に説明する。図3の処理は、射出成形100回毎に実行される。射出成形が100回繰り返されたのち、サーモグラフィ12が型面50aの強度分布画像を計測する(S2)。強度分布を示す画像データはコントローラ16に送られる。
【0025】
コントローラ16は、強度分布を示す画像データから、強度が強度閾値より低い領域が存在するか否かを判断する(S4)。なお、以下では、強度が強度閾値より低い領域を異常領域と称する。異常領域が存在しない場合(ステップS4:NO)、型面50aには異常が発生していないので処理を終了する。この場合、射出成形工程が再開される。なお、コントローラ16は、例えば図2に示した場合のように、複数の異常領域を同時に検知することができる。
【0026】
異常領域が存在する場合(ステップS4:YES)、赤外線強度分布の計測が2回目であるか否かがチェックされる(S6)。なお、後述するように、異常領域が存在する場合、その異常領域における強度が属する強度範囲に応じた処理を実行した後、修復装置10は、再び型面50aの強度分布を計測する。ステップS2による強度分布計測が強度範囲に応じた処理の後の再度の計測である場合に、ステップS6の判断が肯定判断となる。ステップS6の判断が肯定判断となる場合は後述する。なお、図3では、ステップS2とS4の処理が2回目の処理であることを示す場合に符号S20、S40を用いる。
【0027】
ステップS6の判断が否定判断の場合、修復装置10は、異常領域の強度が属する強度範囲に応じた処理を実行する。強度が第1範囲に属する場合とは、その異常領域でアルミの固化密着が発生している可能性が高いことを示している。その場合、コントローラ16は、アーム14と第1噴射器20を制御し、その異常領域へアルカリ薬剤を吹き付ける(S10)。型面50aに密着したアルミは、アルカリ薬剤によって除去される。その後、修復装置10は、アーム14とエア噴射器24を制御し、その異常領域へ高圧空気を吹き付けて融解したアルミとともにアルカリ薬剤を吹き飛ばす(S12)。こうして、異常領域は正常な状態に回復する。
【0028】
なお、異常領域の検知の際、強度分布の画像から異常領域の位置を特定することができる。コントローラ16は、特定した位置へ第1噴射器20、第2噴射器22、エア噴射器24のいずれかを向けるようにアーム14を制御する。
【0029】
強度が第2範囲に属する場合とは、その異常領域でCnFの剥離が生じている可能性が高いことを示している。その場合、コントローラ16は、アーム14と第2噴射器22を制御し、その異常領域へCnFを吹き付ける(S14)。こうして、CnFの剥離は修復される。
【0030】
強度が第3範囲に属する場合とは、その異常領域にアルミ残片が付着している可能性が高いことを示している。その場合、コントローラ16は、アーム14とエア噴射器24を制御し、その異常領域へ高圧空気を吹き付ける(S16)。高圧空気によってアルミ残片は吹き飛ばされる。こうして、異常領域は正常な状態に回復する。
【0031】
以下では、強度範囲に応じた処理(S10、、S12、S14、及びS16)をまとめて修復処理と総称する。修復処理を実行した後、修復装置10は、再び型面50aの強度分布を計測する(S20)。そして、異常領域の有無を再度判定する(S40)。これらの処理(S20、S40)は、先に実行した修復処理によって異常領域が回復したか否かを確認するために実行される。ステップS40が否定判断の場合、異常領域の回復が確認されたことを意味するので、処理を終了する。その後、射出成形工程が再開される。
【0032】
ステップS40の判断が否定判断の場合は、先に実行した修復処理によっても異常領域が回復しなかったことを意味するので、修復装置10は、その旨を作業員に知らせるアラームを作動させて処理を終了する。アラームとは、例えば警報音の出力である。この場合、修復装置10は、射出成形装置へも射出成形工程の再開を禁ずる信号を出力する。アラームの出力によって、作業者は異常領域が自動的には修復できないことを知る。この場合は、作業員が状況を確認して適切な対策を講じればよい。
【0033】
以上説明したとおり、修復装置10は、型面50aにおける赤外線強度が予め定められたいくつかの強度範囲のいずれかに属する領域を検出すると、強度領域に応じた修復処理を実行する。このように、修復装置10は、可能なかぎり自動で異常領域を修復することができる。
【0034】
修復装置10の変形例を説明する。修復装置10は、アルカリ薬剤を吹き付ける第1噴射器20の代わりに、型面50aを擦る擦過器(スクレイパー)を備えていてもよい。そして、強度が第1範囲に属する場合、コントローラ16が、異常領域を擦過器で擦るように、アーム14と擦過器を制御してもよい。そのような構成と動作によって、固化密着したアルミを除去することができる。
【0035】
また、図3のステップS6における「2回」を「3回」ないしは「4回」に変更することも好適である。即ち、強度に応じた修復処理を3回ないしは4回繰り返した後、それでも異常領域が回復しない場合に、修復装置10はアラームを発してもよい。そのような構成によって、例えば、1回目の修復処理によってアルカリ薬剤が吹き付けられ、固着したアルミは除去されたがCnFが剥離してしまった場合、2回目の修復処理によってCnFの剥離が修復される。
【0036】
ステップS10の実行の後であってステップS12の実行の前に、焼き付き領域へ洗浄剤を塗布することも好ましい。そのような処理によって、アルカリ薬剤をきれい除去することができる。
【0037】
高放射率剤は、CnFに限定されない。黒色の塗布剤など、型面の赤外線放射率を向上させる塗布剤であればよい。
【0038】
実施例では、アルミを鋳造素材とする鋳造用金型の自動修復装置を例示した。本発明は、アルミに限らず、軽金属を鋳造素材とする鋳造用金型の自動修復装置に適用することも好適である。
【0039】
以上、本発明の具体例を詳細に説明したが、これらは例示に過ぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
本明細書または図面に説明した技術要素は、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時請求項記載の組合せに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成し得るものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
【図面の簡単な説明】
【0040】
【図1】自動修復装置の模式図を示す。
【図2】型面の強度分布の模式的一例を示す。
【図3】異常検知・修復処理のフローチャートを示す。
【図4】図4(A)は、CnFを塗布した試験板の中央にアルミ屑を載置したときの赤外線強度分布を示す。図4(B)は、CnFを塗布しない試験板の中央にアルミ屑を載置したときの赤外線強度分布を示す。
【図5】図5(A)は、CnFを塗布した試験板の中央にアルミを密着させたときの赤外線強度分布を示す。図5(B)は、CnFを塗布しない試験板の中央にアルミを密着させたときの赤外線強度分布を示す。
【図6】CnFを塗布した試験板の中央に赤外線高放射率剤の剥離領域を設けたときの赤外線強度分布を示す。
【符号の説明】
【0041】
10:自動修復装置
12:サーモグラフィ
14:ロボットアーム
16:コントローラ
20:第1噴射器
22:第2噴射器
24:エア噴射器
【技術分野】
【0001】
本発明は、鋳造に用いられる金型の型表面に発生する異物付着や焼き付きなどの異常を自動的に修復する装置に関する。
【背景技術】
【0002】
鋳造を繰り返していると、金型の型面に異物(バリなど鋳物品の屑)が付着したり、焼き付きが生じたりする。異物の付着や焼き付きなどは、成形品の不良につながる可能性がある。従って、異物付着などの異常が生じた場合、次の鋳造を行う前に金型の型表面を元の状態に修復することが望ましい。
異物付着を自動的に検知する装置が、例えば特許文献1に開示されている。特許文献1の装置は、金型から放射される赤外線を画像として検出し、検出した画像と予め用意されているマスタ画像との比較結果から異物付着の有無を判定する。
【0003】
【特許文献1】特開平8−1302号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
成形品の不良につながる可能性のある型表面の異常には、異物の付着だけでなく、焼き付きなどもある。例えば特許文献1の装置を用いて型面への異物付着を検知しても、従来は、作業員が目視で異常の原因を確認してからその原因に応じた修復作業を行っていた。型表面に生じた異常が異物付着かその他の事象に起因するものかを判別し、可能な限り自動的に異常を修復することのできる装置が望まれている。
【課題を解決するための手段】
【0005】
鋳造では、溶融している鋳造材料の表面への固化密着、成形後の鋳造品の残片(いわゆるバリなど)の付着がよく発生する。溶融した鋳造材料の密着は、「焼き付き」や「かじり」によって生じる。発明者らは、型表面の赤外線放射率を予め高くしておくと、異常をよく引き起こすこれらの要因と、これらの要因の発生箇所から発せられる赤外線強度との間に相関があることを見出した。なお、型表面に予め赤外線高放射率剤を塗布した場合、赤外線高放射率剤の剥離もよく発生する。即ち、高放射率剤の剥離も、異常の一つの要因となり得る。
【0006】
図4〜図6を参照して、発明者らが見出した相関について説明する。図4〜図6は、表面に赤外線放射率の高い物質の一種である繊維状カーボン(カーボンナノチューブ)と粒子状カーボン(フラーレン)の混合剤を塗布した試験板100を用意し、その中央に異常を模擬した状態を再現したときの赤外線強度分布の計測結果を示す。図4から6は、軽合金の一種であるアルミを鋳造材料とする鋳造における金型の異常を模擬している。なお、図4と図5には、比較のため、カーボンナノチューブとフラーレンの混合剤を塗布しない試験板200の中央に異常を模擬したときの赤外線強度分布も示している(図4(B)及び図5(B))。
【0007】
図4〜図6の夫々の上側に試験板100のサーグラフィ画像を示す。下側のグラフは、上側の画像において示したプロファイルラインに沿った赤外線強度を示している。試験板の素材は、SKD61(合金工具鋼鋼材:JIS G4404)である。また、以下では、カーボンナノチューブとフラーレンの混合剤をCnFと称する。
【0008】
図4(A)は、CnFを塗布した試験板100の中央にアルミ屑を載置したときの赤外線強度分布を示す。領域102が、アルミ屑の領域である。図5(A)は、CnFを塗布した試験板100の中央に溶融したアルミを固化密着させた領域104を形成したときの赤外線強度分布を示す。なお、図5(A)の上方の画像では、理解を助けるために領域104の境界を破線で示している。図6は、CnFを塗布した試験板100の中央にCnFを剥がした領域106を形成したときの赤外線強度分布を示す。図4〜図6のグラフの縦軸の単位は温度℃である。即ちこれらのグラフは、赤外線強度を温度に換算して示している。以下では、図4〜図6において、縦軸の数値を赤外線強度として扱う。また、図4〜図6のいずれの場合も、試験板100は予め300度に熱してある。アルミ屑が存在する領域102における赤外線強度は約100℃から135℃の間である(図4(A))。アルミの固化密着が発生している領域104における赤外線強度は約270℃から300℃の間である(図5(A))。CnFの剥離領域106における赤外線強度は145℃から170℃の間である(図6)。上記3つの強度範囲は相互に重複していない。このように、異常の要因に応じて赤外線強度範囲が顕著に異なる。
【0009】
上記の試験結果から明らかなとおり、赤外線強度の大きさに対応付けて異常の要因を特定することができる。異常の要因を特定することができれば、型表面に発生した異常を修復するための対策も特定することができる。本発明は、上記知見に基づいて創作された。本発明は、鋳造用金型の自動修復装置に具現化することができる。この装置は、赤外線の強度を計測する計測器と、エア噴射器と、高放射率剤塗布器と、薬剤塗布器と、移動機構を備えている。計測器は、赤外線放射率が予め定められた基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する。エア噴射器は、型表面に空気を吹き付けることができる。高放射率剤塗布器は、型表面に高放射率剤を塗布することができる。薬剤塗布器は、型表面に固化密着した鋳造材料を溶解する薬剤を型表面に塗布することができる。移動機構は、エア噴射器と高放射率剤塗布器と薬剤塗布器の夫々を移動させる。移動機構は、典型的には先端に上記のエア噴射器等を取り付けたロボットアームでよい。この装置は、上記のエア噴射器等と移動機構を用いて、赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする。なお、鋳造材料が軽合金の場合、薬剤はアルカリ薬剤でよい。
【0010】
予め定められた赤外線放射率の基準値は、0.8以上が望ましい。赤外線放射率の基準値が高いほど、正常な型面から放射される赤外線の強度が高くなり、異常の要因を識別し易くなる。そのような基準値は、例えばカーボンブラック、特にカーボンナノチューブとフラーレンを主とする赤外線高放射率剤を塗布することによって実現できる。
【0011】
CnFを塗布しない試験板200は、赤外線放射率が0.8に満たない。参考までに、CnFを塗布しない試験板200の中央に異常領域を模擬したときの赤外線強度計測の一例を図4(B)と図5(B)に示す。図4(B)は、試験板200の中央にアルミ屑を載置したときの赤外線強度分布を示す。符号202がアルミ屑を載置した領域を示す。図5(B)は、試験板200の中央に溶融したアルミを固化密着させた領域204を形成したときの赤外線強度分布を示す。試験板200の素材は、試験板100と同じである。図4(B)及び図5(B)に示すように、CnF(高放射率剤)を塗布しない場合、赤外線強度分布からは異常の原因を区別できない。
【0012】
第1範囲は、図5(A)の270℃から300℃の範囲に相当する。第2範囲は、図6の145℃から170℃の範囲に相当する。第3範囲は、図4(A)の100℃から135℃の範囲に相当する。赤外線強度が第1範囲に属する領域は、溶融した鋳造材料の固化密着が発生している可能性が高い。従ってそのような領域へは薬剤を塗布することによって密着した鋳造材料を溶かし落とすことができる。なお、溶融した鋳造材料の固化密着は、いわゆる「焼き付き」や「かじり」によって生じる。赤外線強度が第2範囲に属する領域は、赤外線高放射率剤が剥離している可能性が高い。従ってそのような領域へは赤外線高放射率剤を塗布することによって型表面の赤外放射率を回復することができる。赤外線強度が第3範囲に属する領域は、アルミ屑が付着している可能性が高い。従ってそのような領域へはエアを吹き付けることによってアルミ屑を吹き飛ばすことができる。このように本発明の装置は、型表面に発生した異常の発生要因に応じてそれらに対策する機能を備えており、型面に発生した異常を自動的に修復する。
【0013】
異常の要因を装置で自動的に判別する場合、誤判別も起こり得る。そこで、本発明の自動修復装置は、修復結果を確認する機能を備えていることが好ましい。具体的には、自動修復装置は、空気の吹き付け、高放射率剤の塗布、および、薬剤の塗布のいずれかを行った後に型表面から放射される赤外線の強度を再度計測し、再度の計測結果において赤外線強度が強度閾値より低い領域が存在した場合に、その旨を作業者に通知する通知手段を備えていることが好ましい。通知手段は、例えば音やランプによって異常を通知する。
【0014】
型表面に生じた鋳造材料の固化密着は、薬剤を塗布する代わりに、擦り取ることでも除去できる。従って、上記の自動修復装置は、薬剤を塗布する薬剤塗布器に代えて型表面を擦る擦過器を備えていてもよい。擦過器は、金属製のへら(スクレイパー)でよい。
【発明を実施するための最良の形態】
【0015】
実施例の技術的特徴のいくつかを列挙する。
(1)規定温度(300℃)に加熱された金型表面の赤外線強度を計測する。金型表面を規定温度まで加熱する熱源は、鋳造工程において金型内へ射出される加熱溶融された鋳造材料であってもよいし、別に用意された加熱器であってもよい。
(2)アルカリ薬剤を塗布した後に、洗浄剤を塗布する。洗浄剤を塗布した後に、エアを吹き付ける。これらの処理によって、固化密着した鋳造材料とともに薬剤を迅速に除去することができる。
【実施例】
【0016】
図1に、自動修復装置10の模式図を示す。以下、自動修復装置10を単に修復装置10と称する。修復装置10は、サーモグラフィ(赤外線強度計測器)12、ロボットアーム14、及び、コントローラ16を備えている。以下、ロボットアーム14を単にアーム14と称する。サーモグラフィ12は、金型50の上方に取り付けられている。なお、金型50は、図示しない射出成形装置に組み込まれており、サーモグラフィ12も射出成形装置に取り付けられている。即ち金型50は、ダイキャスト型である。サーモグラフィ12は、金型50の型面50aへ向いており、型面50aの全体から放射される赤外線強度の分布を計測する。サーモグラフィ12は、計測結果を画像として出力する。ここで、型面50aとは、キャビティが形成されている面を意味する。型面は、合わせ面と呼ばれることもある。型面50aには、カーボンナノチューブとフラーレンを主とする赤外線高反射率剤が塗布されている。以下では、「カーボンナノチューブとフラーレンを主とする赤外線高反射率剤」をCnFと略称する。CnFが塗布された型面50aは、赤外線反射率が約0.8となる。
【0017】
アーム14は、6軸多関節機構を備えており、先端をその可動範囲内で任意の位置へ移動することができる。アーム14の先端に、第1噴射器20(薬剤塗布器)、第2噴射器22(高放射率剤塗布器)、及び、エア噴射器24が取り付けられている。第1噴射器20は、アルカリ薬剤を噴射する。即ち、アルカリ薬剤を塗布する。アルカリ薬剤は、固化したアルミを溶かすことができる。第2噴射器22は、CnFを噴射する。即ち、CnFを塗布する。エア噴射器は、高圧空気を噴射する。第1噴射器20、第2噴射器22、エア噴射器24、及び、アーム14は、コントローラ16によって制御される。
【0018】
修復装置10の動作を概説する。修復装置10が対象とする射出成形装置は、アルミニウムを鋳造材料とするダイキャスト装置である。修復装置10は、約100回の射出成形を実施するごとに、型面50aの赤外線強度分布を計測する。以下、赤外線強度分布を単に強度分布と称する。強度分布の計測は、射出成形が終了した直後に行われ、そのとき金型50は所定の規定温度(例えば300度)を維持している。
【0019】
修復装置10は、型面50aに、赤外線強度が予め定められた強度閾値以下の所定の範囲に属する領域が発見された場合、赤外線強度範囲に応じてその領域に、アルカリ薬剤、CnF、及び高圧空気のいずれかを吹き付ける。第1範囲、第2範囲、及び、第3範囲は、いずれも強度閾値より低く、第1範囲>第2範囲>第3範囲の関係が成立している。強度閾値は、計測前の金型50の温度に相当する。各強度範囲は、実験によって予め定められ、コントローラ16に記憶されている。
【0020】
図4〜図6を用いて前に説明したように、次の3つの事象、即ち、(1)型面50aのへの溶融アルミニウムの固化密着、(2)CnFの剥離、(3)バリ(成形後の鋳造品の残片)の付着、のいずれかが生じている領域は、事象に応じて異なる強度範囲の赤外線を放射する。第1範囲は上記(1)の事象に対応しており、第2範囲は上記(2)の事象に対応しており、第3範囲は上記(3)の事象に対応している。第1範囲に属する型面領域が検出された場合、修復装置10は、アルカリ薬剤をその領域へ吹き付ける。型面50aに癒着したアルミニウムは、アルカリ薬剤によって除去される。第2範囲に属する型面領域が検出された場合、修復装置10は、CnFをその領域へ吹き付ける。CnFを吹き付けることによって、CnFの剥離が修復される。第3範囲に属する型面領域が検出された場合、修復装置10は、高圧空気をその領域へ吹き付ける。高圧空気を吹き付けることによって、付着したアルミ残片を除去することができる。
【0021】
次に、図2に、型面50aの強度分布の模式的一例を示す。領域52は、型面50aにアルミが固化密着した領域を模式的に示している。この領域を焼き付き領域52と称する。領域54は、CnFが剥離している領域を模式的に示している。この領域を剥離領域54と称する。領域56は、アルミ残片が付着した領域を模式的に示している。アルミ残片が占める領域をバリ領域56と称する。図2の実線62は、AA線に沿って走査したときの強度分布を示している。破線64は、BB線に沿って走査したときの強度分布を示している。2点鎖線66は、CC線に沿って走査したときの強度分布を示している。強度分布はサーモグラフィで計測する。従って、図2下方のグラフの縦軸は、温度(℃)が単位である。金型50は、強度計測前に約300℃に加熱されているので、強度閾値Aは約300℃である。
【0022】
符号62aが示すように、焼き付き領域52の強度分布は強度閾値Aからわずかに低くなる。焼き付き領域52では、その周囲から中央に向かって強度分布が漸減する。なお、図5(A)に示した強度分布が、焼き付き領域における強度分布の具体例に相当する。符号66aが示すように、バリ領域56の強度分布は強度閾値Aよりはるかに低くなる。符号64aが示すように、剥離領域54の強度分布は、焼き付き領域52における強度分布よりは低く、バリ領域56における強度分布よりは高くなる。なお、図6に示した強度分布が、剥離領域における強度分布の具体例に相当し、図4(A)に示した強度分布が、焼き付き領域における強度分布の具体例に相当する。
【0023】
焼き付き領域と判定し得る強度範囲(第1範囲)、剥離領域と判定し得る強度範囲(第2範囲)、及び、バリ領域と判定し得る強度範囲(第3範囲)は、予め実験等で定められ、コントローラ16に記憶されている。コントローラは、型面50a全体のサーモグラフィの画像から、強度分布が第1〜第3範囲のいずれかに属する領域を検出することができる。
【0024】
図3に、異常の有無の検査、及び、修復処理のフローチャートを示す。図3のフローチャートに従って修復装置10の動作を詳細に説明する。図3の処理は、射出成形100回毎に実行される。射出成形が100回繰り返されたのち、サーモグラフィ12が型面50aの強度分布画像を計測する(S2)。強度分布を示す画像データはコントローラ16に送られる。
【0025】
コントローラ16は、強度分布を示す画像データから、強度が強度閾値より低い領域が存在するか否かを判断する(S4)。なお、以下では、強度が強度閾値より低い領域を異常領域と称する。異常領域が存在しない場合(ステップS4:NO)、型面50aには異常が発生していないので処理を終了する。この場合、射出成形工程が再開される。なお、コントローラ16は、例えば図2に示した場合のように、複数の異常領域を同時に検知することができる。
【0026】
異常領域が存在する場合(ステップS4:YES)、赤外線強度分布の計測が2回目であるか否かがチェックされる(S6)。なお、後述するように、異常領域が存在する場合、その異常領域における強度が属する強度範囲に応じた処理を実行した後、修復装置10は、再び型面50aの強度分布を計測する。ステップS2による強度分布計測が強度範囲に応じた処理の後の再度の計測である場合に、ステップS6の判断が肯定判断となる。ステップS6の判断が肯定判断となる場合は後述する。なお、図3では、ステップS2とS4の処理が2回目の処理であることを示す場合に符号S20、S40を用いる。
【0027】
ステップS6の判断が否定判断の場合、修復装置10は、異常領域の強度が属する強度範囲に応じた処理を実行する。強度が第1範囲に属する場合とは、その異常領域でアルミの固化密着が発生している可能性が高いことを示している。その場合、コントローラ16は、アーム14と第1噴射器20を制御し、その異常領域へアルカリ薬剤を吹き付ける(S10)。型面50aに密着したアルミは、アルカリ薬剤によって除去される。その後、修復装置10は、アーム14とエア噴射器24を制御し、その異常領域へ高圧空気を吹き付けて融解したアルミとともにアルカリ薬剤を吹き飛ばす(S12)。こうして、異常領域は正常な状態に回復する。
【0028】
なお、異常領域の検知の際、強度分布の画像から異常領域の位置を特定することができる。コントローラ16は、特定した位置へ第1噴射器20、第2噴射器22、エア噴射器24のいずれかを向けるようにアーム14を制御する。
【0029】
強度が第2範囲に属する場合とは、その異常領域でCnFの剥離が生じている可能性が高いことを示している。その場合、コントローラ16は、アーム14と第2噴射器22を制御し、その異常領域へCnFを吹き付ける(S14)。こうして、CnFの剥離は修復される。
【0030】
強度が第3範囲に属する場合とは、その異常領域にアルミ残片が付着している可能性が高いことを示している。その場合、コントローラ16は、アーム14とエア噴射器24を制御し、その異常領域へ高圧空気を吹き付ける(S16)。高圧空気によってアルミ残片は吹き飛ばされる。こうして、異常領域は正常な状態に回復する。
【0031】
以下では、強度範囲に応じた処理(S10、、S12、S14、及びS16)をまとめて修復処理と総称する。修復処理を実行した後、修復装置10は、再び型面50aの強度分布を計測する(S20)。そして、異常領域の有無を再度判定する(S40)。これらの処理(S20、S40)は、先に実行した修復処理によって異常領域が回復したか否かを確認するために実行される。ステップS40が否定判断の場合、異常領域の回復が確認されたことを意味するので、処理を終了する。その後、射出成形工程が再開される。
【0032】
ステップS40の判断が否定判断の場合は、先に実行した修復処理によっても異常領域が回復しなかったことを意味するので、修復装置10は、その旨を作業員に知らせるアラームを作動させて処理を終了する。アラームとは、例えば警報音の出力である。この場合、修復装置10は、射出成形装置へも射出成形工程の再開を禁ずる信号を出力する。アラームの出力によって、作業者は異常領域が自動的には修復できないことを知る。この場合は、作業員が状況を確認して適切な対策を講じればよい。
【0033】
以上説明したとおり、修復装置10は、型面50aにおける赤外線強度が予め定められたいくつかの強度範囲のいずれかに属する領域を検出すると、強度領域に応じた修復処理を実行する。このように、修復装置10は、可能なかぎり自動で異常領域を修復することができる。
【0034】
修復装置10の変形例を説明する。修復装置10は、アルカリ薬剤を吹き付ける第1噴射器20の代わりに、型面50aを擦る擦過器(スクレイパー)を備えていてもよい。そして、強度が第1範囲に属する場合、コントローラ16が、異常領域を擦過器で擦るように、アーム14と擦過器を制御してもよい。そのような構成と動作によって、固化密着したアルミを除去することができる。
【0035】
また、図3のステップS6における「2回」を「3回」ないしは「4回」に変更することも好適である。即ち、強度に応じた修復処理を3回ないしは4回繰り返した後、それでも異常領域が回復しない場合に、修復装置10はアラームを発してもよい。そのような構成によって、例えば、1回目の修復処理によってアルカリ薬剤が吹き付けられ、固着したアルミは除去されたがCnFが剥離してしまった場合、2回目の修復処理によってCnFの剥離が修復される。
【0036】
ステップS10の実行の後であってステップS12の実行の前に、焼き付き領域へ洗浄剤を塗布することも好ましい。そのような処理によって、アルカリ薬剤をきれい除去することができる。
【0037】
高放射率剤は、CnFに限定されない。黒色の塗布剤など、型面の赤外線放射率を向上させる塗布剤であればよい。
【0038】
実施例では、アルミを鋳造素材とする鋳造用金型の自動修復装置を例示した。本発明は、アルミに限らず、軽金属を鋳造素材とする鋳造用金型の自動修復装置に適用することも好適である。
【0039】
以上、本発明の具体例を詳細に説明したが、これらは例示に過ぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
本明細書または図面に説明した技術要素は、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時請求項記載の組合せに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成し得るものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
【図面の簡単な説明】
【0040】
【図1】自動修復装置の模式図を示す。
【図2】型面の強度分布の模式的一例を示す。
【図3】異常検知・修復処理のフローチャートを示す。
【図4】図4(A)は、CnFを塗布した試験板の中央にアルミ屑を載置したときの赤外線強度分布を示す。図4(B)は、CnFを塗布しない試験板の中央にアルミ屑を載置したときの赤外線強度分布を示す。
【図5】図5(A)は、CnFを塗布した試験板の中央にアルミを密着させたときの赤外線強度分布を示す。図5(B)は、CnFを塗布しない試験板の中央にアルミを密着させたときの赤外線強度分布を示す。
【図6】CnFを塗布した試験板の中央に赤外線高放射率剤の剥離領域を設けたときの赤外線強度分布を示す。
【符号の説明】
【0041】
10:自動修復装置
12:サーモグラフィ
14:ロボットアーム
16:コントローラ
20:第1噴射器
22:第2噴射器
24:エア噴射器
【特許請求の範囲】
【請求項1】
赤外線放射率が予め定められた基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、
型表面に密着した鋳造材料を溶解する薬剤を型表面に塗布する薬剤塗布器と、
高放射率剤を型表面に塗布する高放射率剤塗布器と、
空気を型表面に吹き付けるエア噴射器と、
薬剤塗布器と高放射率剤塗布器とエア噴射器の夫々を移動させる移動機構と、を備えており、
赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする鋳造用金型の自動修復装置。
【請求項2】
空気の吹き付け、高放射率剤の塗布、および、薬剤の塗布のいずれかを行った後に型表面から放射される赤外線の強度を再度計測し、再度の計測結果において赤外線強度が強度閾値より低い領域が存在した場合に、その旨を作業者に通知する通知手段をさらに備えていることを特徴とする請求項1に記載の自動修復装置。
【請求項3】
赤外線放射率が予め決められた放射率基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、
型表面を擦る擦過器と、
高放射率剤を型表面に塗布する高放射率剤塗布器と、
空気を型表面に吹き付けるエア噴射器と、
擦過器と高放射率剤塗布器とエア噴射器の夫々を移動させる移動機構と、を備えており、
赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域を擦り、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする鋳造用金型の自動修復装置。
【請求項1】
赤外線放射率が予め定められた基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、
型表面に密着した鋳造材料を溶解する薬剤を型表面に塗布する薬剤塗布器と、
高放射率剤を型表面に塗布する高放射率剤塗布器と、
空気を型表面に吹き付けるエア噴射器と、
薬剤塗布器と高放射率剤塗布器とエア噴射器の夫々を移動させる移動機構と、を備えており、
赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域へ薬剤を塗布し、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする鋳造用金型の自動修復装置。
【請求項2】
空気の吹き付け、高放射率剤の塗布、および、薬剤の塗布のいずれかを行った後に型表面から放射される赤外線の強度を再度計測し、再度の計測結果において赤外線強度が強度閾値より低い領域が存在した場合に、その旨を作業者に通知する通知手段をさらに備えていることを特徴とする請求項1に記載の自動修復装置。
【請求項3】
赤外線放射率が予め決められた放射率基準値以上となるように高放射率剤が塗布された鋳造用金型の型表面から放射される赤外線の強度を計測する計測器と、
型表面を擦る擦過器と、
高放射率剤を型表面に塗布する高放射率剤塗布器と、
空気を型表面に吹き付けるエア噴射器と、
擦過器と高放射率剤塗布器とエア噴射器の夫々を移動させる移動機構と、を備えており、
赤外線強度が予め定められている強度閾値より低い第1範囲に属する型表面領域を擦り、第1範囲よりも低い第2範囲に属する型表面領域へ高放射率剤を塗布し、第2範囲よりも低い第3範囲に属する型表面領域へ空気を吹き付けることを特徴とする鋳造用金型の自動修復装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−137247(P2010−137247A)
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願番号】特願2008−314717(P2008−314717)
【出願日】平成20年12月10日(2008.12.10)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(593078257)株式会社メックインターナショナル (24)
【Fターム(参考)】
【公開日】平成22年6月24日(2010.6.24)
【国際特許分類】
【出願日】平成20年12月10日(2008.12.10)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(593078257)株式会社メックインターナショナル (24)
【Fターム(参考)】
[ Back to top ]