
鋼材のサブマージアーク溶接方法
【課題】低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能な、鋼材を内外面一層溶接する多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
【解決手段】3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接であって、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。さらに好ましくは上記条件とする内面溶接または外面溶接において、最後尾電極の電極角度を40度以上、開先角度を50度以上70度以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から鋼管の内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的で、高能率な溶接施工がなされている(例えば特許文献1、2)。
【0003】
両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保するため、1000A以上の大電流を適用して溶接を行うのが一般的であるが、能率と欠陥抑制を重視することで、溶接入熱が過剰となりやすく、溶接部、特に溶接熱影響部の靭性が劣化する傾向にある。
【0004】
溶接部の高靭性化のためには、溶接入熱を低減するのが有効で、特に板厚の大きな鋼管の造管溶接では必要な入熱が大きくなるため、可能な限り入熱を低減することが課題となっている。しかしながら、入熱を低減すると溶込み不足が生じやすくなるので、入熱低減と深溶け込みの両立を目的としたサブマージアーク溶接方法が種々提案されている。
【0005】
例えば、特許文献3は高電流密度で溶接するサブマージアーク溶接方法を提案するもので、アークエネルギーを板厚方向に投入することにより、必要な溶け込み深さは確保するが、鋼材幅方向の母材の溶解は抑制して溶接入熱が過剰となることを防止した、入熱低減と深溶け込みを両立したサブマージアーク溶接方法が記載されている。
【0006】
特許文献4および特許文献5には高電流密度のサブマージアーク溶接法の欠点であるスラグ巻き込みなどの溶接欠陥が発生しやすい点を、電極配置を適切に制御することで抑制するサブマージアーク溶接方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開2009−195957号公報
【特許文献5】特開2009−208114号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、溶接条件の選定においては、溶接部の靭性、溶け込み形状の他に、ビード外観を考慮することが必要であるところ、特許文献4および5記載のサブマージアーク溶接方法ではビード幅を大きくすることが困難で、アンダーカットが発生しやすいという問題があった。
【0009】
そこで、本発明は低入熱で深溶込みを得ながらアンダーカットのない美麗なビード外観を得ることが可能な、鋼材を内外面一層で溶接する多電極サブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、鋼材の内外面一層溶接継手を種々の溶接条件による3電極以上のサブマージアーク溶接法で作製し、溶接金属断面形状およびビード外観について調査した。
【0011】
その結果、第1電極の電流密度、第2電極の電流密度、第1電極と第2電極とのワイヤ中心間距離、最後尾電極と最後尾より1つ前の電極とのワイヤ中心間距離を適正に設定することで、低入熱で深溶込みを得ながらアンダーカットのない美麗なビード外観が得られることを見出した。
【0012】
本発明は上記知見に基づいてなされたものであり、その要旨は以下の通りである。
1.3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方が下記の条件を満足することを特徴とする鋼材のサブマージアーク溶接方法。
記
第1電極の電流密度が下記の(1)式を満足し、第2電極の電流密度が下記の(2)式を満足し、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。
D1≧220 (1)
D2≧85 (2)
ここで、
電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)
D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)
2.更に、最後尾電極の電極角度が40度以上であることを特徴とする1に記載の鋼材のサブマージアーク溶接方法。
3.更に、開先角度が50度以上70度以下であることを特徴とする1または2に記載の鋼材のサブマージアーク溶接方法。
【発明の効果】
【0013】
本発明によれば、溶接部靭性に優れる美麗なビード外観の内外面一層溶接部を得ることが可能で、産業上きわめて有効である。また、開先角度が小さくてもこの効果が得られることから、溶接ワイヤ消費量の削減効果もある。
【図面の簡単な説明】
【0014】
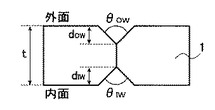
【図1】開先形状各部の名称を説明する図。
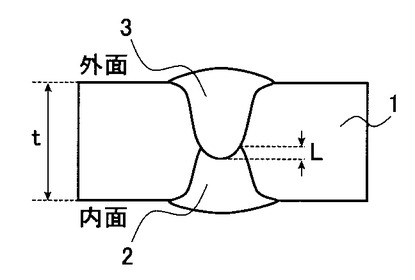
【図2】内外面一層溶接部のマクロ断面を説明する模式図。
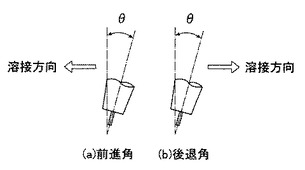
【図3】電極角度を説明する図で(a)は前進角、(b)後退角を説明する図。
【発明を実施するための形態】
【0015】
本発明では、1.深い溶け込みを得るため、第1電極と第2電極の電流密度を規定する。電流密度(A/mm2)は溶接電流(A)÷ワイヤ断面積(mm2)で求める。
【0016】
2.梨型割れやスラグ巻き込みの溶接欠陥を防止するため、第1電極と第2電極とのワイヤ中心間の距離(mm)を規定する。
【0017】
3.アンダーカットのない美麗なビード外観を得るため、最後尾電極と最後尾より1つ前の電極とのワイヤ中心間距離(mm)を規定し、更に、ビード外観を向上させる場合は、最後尾電極の電極角度を規定する。
【0018】
4.更に、入熱低減および溶接ワイヤ使用量削減の効果を得る場合は、開先角度は50度以上70度以下とする。開先角度を小さくすることで必要なワイヤ溶着量が減るが、小さくしすぎると溶込みを得るために大きな入熱が必要になるため、50度以上70度以下とする。以下、具体例によって本発明を説明する。
【0019】
板厚25.4mm、31.8mm、38.1mmの鋼板(長さ1000mm)に、開先加工を施した後、内外面一層溶接の3または4電極サブマージアーク溶接を施して溶接継手を作製し、溶込み状態、溶接欠陥の有無およびビード外観を調査した。
【0020】
ビード外観の調査は、溶接継手のビード外観を目視観察し、鋼板表層におけるビード幅を測定した。溶込み状態と溶接欠陥の調査はビード定常部を等分して採取した3個のマクロ断面を目視観察して行った。表1に鋼板の化学成分を、表2に溶接に用いた開先形状の各部の寸法(図1参照)を、表3に溶接条件を示す。表3において電極角度は鉛直方向と電極との成す角度を示し、前進角の場合を正、後退角の場合を負とする(図3参照)。
【0021】
各板厚毎に、開先形状では、内外面において開先角度と開先深さを変化させ、溶接条件では、内外面溶接のそれぞれにおいて、第1電極と第2電極とのワイヤ中心間の距離と最後尾電極と最後尾より1つ前の電極(3電極の場合は、第3電極と第2電極、4電極の場合は、第4電極と第3電極)とのワイヤ中心間の距離を変化させた。また、第1電極と第2電極の各電極の電流密度と溶接速度を変化させた。
【0022】
表4に、溶接結果を示す。表において、内面溶接金属と外面溶接金属との会合部から外面溶接金属の溶込み先端までの板厚方向の距離を測定した値L(図2参照)が板厚の0.05倍未満となる場合は溶込み不足とした。また、内面ビード幅は板厚の0.65倍未満、外面ビード幅は板厚の0.80倍未満をビード幅過小とした。
【0023】
内面溶接および/または外面溶接で第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下として、内面溶接および/または外面溶接を行ったNo.1〜5、No.10〜12の内面溶接部および/または外面溶接部では梨型割れやスラグ巻き込みの溶接欠陥が無く、美麗なビード外観が得られている。尚、No.10〜12のうち、最後尾電極の電極角度(前進角)40度以上として溶接したものはビード外観が特に良好であった。
【0024】
No.6は内面溶接と外面溶接ともに第1電極と第2電極とのワイヤ中心間距離が21mm未満であり、内面溶接ではスラグが発生し、外面溶接では梨型割れが発生した。
No.7は内面溶接と外面溶接ともに最後尾電極とその1つ前の電極とのワイヤ中心間距離が19mmを超える場合であり、内面溶接と外面溶接ともにビード幅が小さかった。
【0025】
No.8は内面溶接と外面溶接ともに第1電極の電流密度が220A/mm2未満の場合であり、溶込み不足が生じた。
No.9は内面溶接と外面溶接ともに第2電極の電流密度が85A/mm2未満の場合であり、溶込み不足が生じた。
【0026】
No.13は外面溶接のみ第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下の条件を満足する場合であり、内面溶接は最後尾電極とその1つ前の電極とのワイヤ中心間距離が19mmを超えるためビード幅が小さかった。
【0027】
No.14は内面溶接の第1電極の電流密度が220A/mm2未満であるが、外面溶接は第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下のため低入熱で欠陥を発生させずに深い溶込みを得ながら内面と外面ともに大きなビード幅が得られた。
【0028】
以上より、本発明では、3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。
【0029】
【表1】

【0030】
【表2】
【0031】
【表3】
【0032】
【表4】
【符号の説明】
【0033】
1 鋼材
2 内面溶接部
3 外面溶接部
L 距離
t 板厚
【技術分野】
【0001】
本発明は、鋼材のサブマージアーク溶接方法に関し、UOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から鋼管の内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的で、高能率な溶接施工がなされている(例えば特許文献1、2)。
【0003】
両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保するため、1000A以上の大電流を適用して溶接を行うのが一般的であるが、能率と欠陥抑制を重視することで、溶接入熱が過剰となりやすく、溶接部、特に溶接熱影響部の靭性が劣化する傾向にある。
【0004】
溶接部の高靭性化のためには、溶接入熱を低減するのが有効で、特に板厚の大きな鋼管の造管溶接では必要な入熱が大きくなるため、可能な限り入熱を低減することが課題となっている。しかしながら、入熱を低減すると溶込み不足が生じやすくなるので、入熱低減と深溶け込みの両立を目的としたサブマージアーク溶接方法が種々提案されている。
【0005】
例えば、特許文献3は高電流密度で溶接するサブマージアーク溶接方法を提案するもので、アークエネルギーを板厚方向に投入することにより、必要な溶け込み深さは確保するが、鋼材幅方向の母材の溶解は抑制して溶接入熱が過剰となることを防止した、入熱低減と深溶け込みを両立したサブマージアーク溶接方法が記載されている。
【0006】
特許文献4および特許文献5には高電流密度のサブマージアーク溶接法の欠点であるスラグ巻き込みなどの溶接欠陥が発生しやすい点を、電極配置を適切に制御することで抑制するサブマージアーク溶接方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開2009−195957号公報
【特許文献5】特開2009−208114号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、溶接条件の選定においては、溶接部の靭性、溶け込み形状の他に、ビード外観を考慮することが必要であるところ、特許文献4および5記載のサブマージアーク溶接方法ではビード幅を大きくすることが困難で、アンダーカットが発生しやすいという問題があった。
【0009】
そこで、本発明は低入熱で深溶込みを得ながらアンダーカットのない美麗なビード外観を得ることが可能な、鋼材を内外面一層で溶接する多電極サブマージアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、鋼材の内外面一層溶接継手を種々の溶接条件による3電極以上のサブマージアーク溶接法で作製し、溶接金属断面形状およびビード外観について調査した。
【0011】
その結果、第1電極の電流密度、第2電極の電流密度、第1電極と第2電極とのワイヤ中心間距離、最後尾電極と最後尾より1つ前の電極とのワイヤ中心間距離を適正に設定することで、低入熱で深溶込みを得ながらアンダーカットのない美麗なビード外観が得られることを見出した。
【0012】
本発明は上記知見に基づいてなされたものであり、その要旨は以下の通りである。
1.3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方が下記の条件を満足することを特徴とする鋼材のサブマージアーク溶接方法。
記
第1電極の電流密度が下記の(1)式を満足し、第2電極の電流密度が下記の(2)式を満足し、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。
D1≧220 (1)
D2≧85 (2)
ここで、
電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)
D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)
2.更に、最後尾電極の電極角度が40度以上であることを特徴とする1に記載の鋼材のサブマージアーク溶接方法。
3.更に、開先角度が50度以上70度以下であることを特徴とする1または2に記載の鋼材のサブマージアーク溶接方法。
【発明の効果】
【0013】
本発明によれば、溶接部靭性に優れる美麗なビード外観の内外面一層溶接部を得ることが可能で、産業上きわめて有効である。また、開先角度が小さくてもこの効果が得られることから、溶接ワイヤ消費量の削減効果もある。
【図面の簡単な説明】
【0014】
【図1】開先形状各部の名称を説明する図。
【図2】内外面一層溶接部のマクロ断面を説明する模式図。
【図3】電極角度を説明する図で(a)は前進角、(b)後退角を説明する図。
【発明を実施するための形態】
【0015】
本発明では、1.深い溶け込みを得るため、第1電極と第2電極の電流密度を規定する。電流密度(A/mm2)は溶接電流(A)÷ワイヤ断面積(mm2)で求める。
【0016】
2.梨型割れやスラグ巻き込みの溶接欠陥を防止するため、第1電極と第2電極とのワイヤ中心間の距離(mm)を規定する。
【0017】
3.アンダーカットのない美麗なビード外観を得るため、最後尾電極と最後尾より1つ前の電極とのワイヤ中心間距離(mm)を規定し、更に、ビード外観を向上させる場合は、最後尾電極の電極角度を規定する。
【0018】
4.更に、入熱低減および溶接ワイヤ使用量削減の効果を得る場合は、開先角度は50度以上70度以下とする。開先角度を小さくすることで必要なワイヤ溶着量が減るが、小さくしすぎると溶込みを得るために大きな入熱が必要になるため、50度以上70度以下とする。以下、具体例によって本発明を説明する。
【0019】
板厚25.4mm、31.8mm、38.1mmの鋼板(長さ1000mm)に、開先加工を施した後、内外面一層溶接の3または4電極サブマージアーク溶接を施して溶接継手を作製し、溶込み状態、溶接欠陥の有無およびビード外観を調査した。
【0020】
ビード外観の調査は、溶接継手のビード外観を目視観察し、鋼板表層におけるビード幅を測定した。溶込み状態と溶接欠陥の調査はビード定常部を等分して採取した3個のマクロ断面を目視観察して行った。表1に鋼板の化学成分を、表2に溶接に用いた開先形状の各部の寸法(図1参照)を、表3に溶接条件を示す。表3において電極角度は鉛直方向と電極との成す角度を示し、前進角の場合を正、後退角の場合を負とする(図3参照)。
【0021】
各板厚毎に、開先形状では、内外面において開先角度と開先深さを変化させ、溶接条件では、内外面溶接のそれぞれにおいて、第1電極と第2電極とのワイヤ中心間の距離と最後尾電極と最後尾より1つ前の電極(3電極の場合は、第3電極と第2電極、4電極の場合は、第4電極と第3電極)とのワイヤ中心間の距離を変化させた。また、第1電極と第2電極の各電極の電流密度と溶接速度を変化させた。
【0022】
表4に、溶接結果を示す。表において、内面溶接金属と外面溶接金属との会合部から外面溶接金属の溶込み先端までの板厚方向の距離を測定した値L(図2参照)が板厚の0.05倍未満となる場合は溶込み不足とした。また、内面ビード幅は板厚の0.65倍未満、外面ビード幅は板厚の0.80倍未満をビード幅過小とした。
【0023】
内面溶接および/または外面溶接で第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下として、内面溶接および/または外面溶接を行ったNo.1〜5、No.10〜12の内面溶接部および/または外面溶接部では梨型割れやスラグ巻き込みの溶接欠陥が無く、美麗なビード外観が得られている。尚、No.10〜12のうち、最後尾電極の電極角度(前進角)40度以上として溶接したものはビード外観が特に良好であった。
【0024】
No.6は内面溶接と外面溶接ともに第1電極と第2電極とのワイヤ中心間距離が21mm未満であり、内面溶接ではスラグが発生し、外面溶接では梨型割れが発生した。
No.7は内面溶接と外面溶接ともに最後尾電極とその1つ前の電極とのワイヤ中心間距離が19mmを超える場合であり、内面溶接と外面溶接ともにビード幅が小さかった。
【0025】
No.8は内面溶接と外面溶接ともに第1電極の電流密度が220A/mm2未満の場合であり、溶込み不足が生じた。
No.9は内面溶接と外面溶接ともに第2電極の電流密度が85A/mm2未満の場合であり、溶込み不足が生じた。
【0026】
No.13は外面溶接のみ第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下の条件を満足する場合であり、内面溶接は最後尾電極とその1つ前の電極とのワイヤ中心間距離が19mmを超えるためビード幅が小さかった。
【0027】
No.14は内面溶接の第1電極の電流密度が220A/mm2未満であるが、外面溶接は第1電極の電流密度D1が220(A/mm2)以上で、第2電極の電流密度D2が85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下のため低入熱で欠陥を発生させずに深い溶込みを得ながら内面と外面ともに大きなビード幅が得られた。
【0028】
以上より、本発明では、3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方を第1電極の電流密度D1を220(A/mm2)以上で、第2電極の電流密度D2を85(A/mm2)、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離を21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。但し、電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)。
【0029】
【表1】
【0030】
【表2】
【0031】
【表3】
【0032】
【表4】
【符号の説明】
【0033】
1 鋼材
2 内面溶接部
3 外面溶接部
L 距離
t 板厚
【特許請求の範囲】
【請求項1】
3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方が下記の条件を満足することを特徴とする鋼材のサブマージアーク溶接方法。
記
第1電極の電流密度が下記の(1)式を満足し、第2電極の電流密度が下記の(2)式を満足し、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。
D1≧220 (1)
D2≧85 (2)
ここで、
電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)
D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)
【請求項2】
更に、最後尾電極の電極角度が40度以上であることを特徴とする請求項1に記載の鋼材のサブマージアーク溶接方法。
【請求項3】
更に、開先角度が50度以上70度以下であることを特徴とする請求項1または2に記載の鋼材のサブマージアーク溶接方法。
【請求項1】
3電極以上のサブマージアーク溶接を用いた鋼材の内外面一層溶接において、内面溶接と外面溶接の少なくとも一方が下記の条件を満足することを特徴とする鋼材のサブマージアーク溶接方法。
記
第1電極の電流密度が下記の(1)式を満足し、第2電極の電流密度が下記の(2)式を満足し、鋼板表層位置で測定した第1電極と第2電極とのワイヤ中心間の距離が21mm以上で、かつ鋼板表層位置で測定した最後尾電極と最後尾より1つ前の電極とのワイヤ中心間の距離を19mm以下とする。
D1≧220 (1)
D2≧85 (2)
ここで、
電流密度(A/mm2)=溶接電流(A)÷ワイヤ断面積(mm2)
D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)
【請求項2】
更に、最後尾電極の電極角度が40度以上であることを特徴とする請求項1に記載の鋼材のサブマージアーク溶接方法。
【請求項3】
更に、開先角度が50度以上70度以下であることを特徴とする請求項1または2に記載の鋼材のサブマージアーク溶接方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−81985(P2013−81985A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−223545(P2011−223545)
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月11日(2011.10.11)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]