
開先内の充填材散布装置
【課題】被溶接板の板厚が異なること等によって開先形状が変化する場合に、充填材の散布量を任意に調節することができ、薄板から厚板までの種々の形状の開先に充填材を散布することができる開先内の充填材散布装置を提供する。
【解決手段】充填材を散布する開口21aが扁平形状の散布ノズル21を、支持部22がその開口21aに垂直の軸の回りに回転可能に支持する。そして、開先4の大きさに合わせて、散布ノズル21の開口21aの向きを、その扁平の長手方向が、溶接線方向から開先幅方向までの範囲になるように調節する。即ち、開先形状が小さい場合は扁平の長手方向を溶接線方向にし、開先形状が大きい場合は扁平の長手方向を開先幅方向にし、その中間の場合は、扁平の長手方向を溶接線に対して90°未満の角度で傾斜した方向とする。
【解決手段】充填材を散布する開口21aが扁平形状の散布ノズル21を、支持部22がその開口21aに垂直の軸の回りに回転可能に支持する。そして、開先4の大きさに合わせて、散布ノズル21の開口21aの向きを、その扁平の長手方向が、溶接線方向から開先幅方向までの範囲になるように調節する。即ち、開先形状が小さい場合は扁平の長手方向を溶接線方向にし、開先形状が大きい場合は扁平の長手方向を開先幅方向にし、その中間の場合は、扁平の長手方向を溶接線に対して90°未満の角度で傾斜した方向とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、1対の被溶接板を自動溶接する際に、その開先に開先形状の変化を吸収するための充填材を散布する開先内の充填材散布装置に関する。
【背景技術】
【0002】
自動溶接技術においては、端面に開先を形成して、1対の被溶接鋼板を突き合わせ、開先が延びる方向を溶接線として、溶接機を溶接線に沿って移動させることにより、溶接機のトーチから送給された溶接ワイヤと被溶接鋼板との間にアークを生起して、開先内を自動溶接する。
【0003】
この自動溶接において、長い溶接線を自動溶接する場合、溶接開先のギャップの変動及びルート部の長さの変動が溶接結果に大きな影響を与える。ギャップが大きくなれば、開先の断面積が大きくなるため、溶接金属量が不足する結果となる。また、場合によっては、ギャップが大きくなると、開先への溶け込み量が大きくなって溶落の危険が増す。
【0004】
一方、開先ルート部の長さが変化すると、それに応じて、全体の開先断面積が増減するため、開先ギャップの変化による結果と同じようなことが起きる。開先ルート部の長さが小さくなりすぎると、開先への溶け込み量が多くなって溶落の危険が出てくる。
【0005】
これらの溶接金属量の不足、溶落の危険、溶接ビードの形状変化を回避するためには、溶接条件を開先状態に応じて調整することが一つの方法であるが、これは溶接技術の熟練を要する作業である。
【0006】
そこで、開先内に充填材を散布することにより、開先の断面形状の変化を吸収することが行われている(特許文献1)。即ち、充填材の散布は、開先状態に応じた溶接条件の調整を不要にするために行われる。開先断面積が大きなところ、即ち、開先ギャップが大きい箇所と、ルート長さが小さな開先部に充填材を散布することにより、開先断面積が一定になったのと同等の効果を得ることができる。溶接線方向における開先状態の変動に応じて、充填材の散布量を加減することは煩雑な作業となるため、通常、鋼板表面から一定深さになるように、溶接線全線に充填材を散布することが行われている。
【0007】
この開先内への充填材の散布は、手作業で行われるのが一般的である。溶接する前に開先内に充填材を鋼板表面から一定深さになるように均一に散布する。しかしながら、このときの作業姿勢は、鋼板上にしゃがんだり、膝をついたりするため、長い溶接線では作業員にとって苦痛である。
【0008】
そこで、散布作業を自動化した技術が特許文献2に開示されている。
【0009】
【特許文献1】特許第3479200号
【特許文献2】特開平10−225769号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、この特許文献2に開示された溶加材(充填材)散布装置では、その散布口の大きさが一定であるため、被溶接鋼板の板厚が厚くて大きな開先の場合には、散布口が相対的に小さすぎて、開先断面に対して充分な量の充填材を供給できず、被溶接鋼板の板厚が薄くて小さな開先の場合には、散布口が相対的に大きすぎて、開先内に入らず、小さな開先には適合しないという問題点がある。このため、被溶接鋼板の板厚に応じて散布口を交換して使用する必要があり、煩雑である。
【0011】
本発明はかかる問題点に鑑みてなされたものであって、被溶接鋼板の板厚が異なること等によって開先形状が変化する場合に、充填材の散布量を任意に調節することができ、薄板から厚板までの種々の形状の開先に充填材を散布することができる開先内の充填材散布装置を提供することを目的する。
【課題を解決するための手段】
【0012】
本発明に係る開先内の充填材散布装置は、被溶接材の開先内に充填材を散布する開先内の充填材散布装置において、充填材を散布する開口が扁平形状の散布ノズルと、この散布ノズルをその開口に垂直の軸の回りに回転可能に支持すると共に溶接機本体に設置された支持部と、前記散布ノズルに充填材を供給する充填材供給部とを有することを特徴とする。
【0013】
この開先内の充填材散布装置において、前記支持部を、溶接機本体に対し、上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器を有することが好ましい。また、前記散布ノズルと前記散布ノズル調整器は、溶接機本体における溶接トーチを上下方向及び開先幅方向に移動可能に支持する倣いスライダに設置することが好ましい。
【0014】
そして、前記散布ノズルは、非磁性材料により製造されていることが好ましい。
【0015】
一方、前記充填材供給部は、溶接機本体に設置され充填材を貯留するタンクと、このタンクと前記散布ノズルとを接続する供給管と、前記タンクから前記散布ノズルへの充填材の供給をオンオフする開閉弁とを有するように構成することができる。この場合に、前記タンク、供給管、開閉弁及び散布ノズルは、非磁性材料により製造されていることが好ましい。
【0016】
また、前記開閉弁の開閉動作を、溶接シーケンスと連動させることにより、充填材の散布開始及び散布停止を自動化することができる。
【0017】
この開閉弁の開閉動作及び溶接シーケンスの連動と、この連動を解除して手動による前記開閉弁の開閉動作とを、切り替えることができることが好ましい。
【発明の効果】
【0018】
本発明によれば、散布ノズルの充填材散布用の開口を扁平形状とし、この散布ノズルを開口に垂直の軸の回りに回転可能としたから、被溶接材が薄板で開先形状が小さい場合には、散布ノズル開口の扁平長手方向を溶接線方向とすることにより、開先幅方向は、扁平短手方向となるので、散布ノズルの先端開口を開先内に挿入して開先内に位置させることができる。逆に、被溶接材が厚板で開先形状が大きい場合には、散布ノズル開口の扁平長手方向を開先幅方向とすることにより、開先幅方向の必要な領域に散布ノズルの開口を対面させることができる。よって、本発明によれば、開先形状の大小によらず、1個の散布ノズルを使用して、この散布ノズルの先端開口を開先内に位置させて開先内に充分な量の充填材を均一に散布することができる。
【発明を実施するための最良の形態】
【0019】
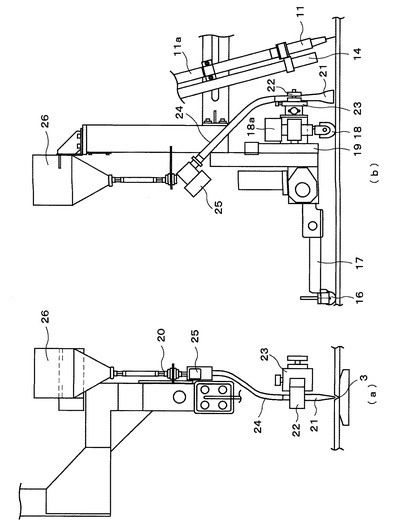
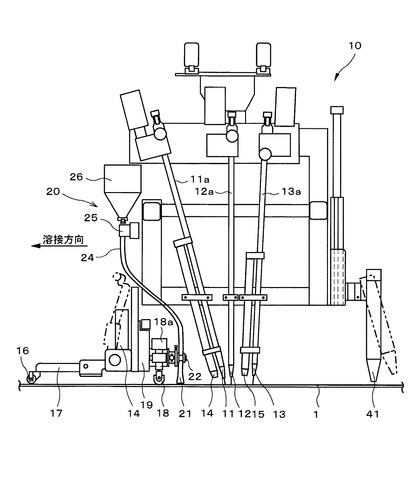
以下、本発明の実施形態について、添付の図面を参照して具体的に説明する。図1(a)は、本発明の実施形態に係る開先内の充填材散布装置を示す側面図、図1(b)は同じくその正面図、図6はこの充填材散布装置が装着された溶接機10の全体を示す模式図である。
【0020】
溶接機本体10は、溶接機走行ビーム上を走行できる溶接機走行台車から懸架されており、溶接線3に沿って移動することができる。この溶接機本体10には、第1電極11、第2電極12,及び第3電極13が設置されており、各電極11,12,13は、トーチ11a乃至13aと、このトーチ11a乃至13aから送給される溶接ワイヤにより構成されている。そして、第1電極11の溶接方向の直前の位置には表フラックス供給ノズル14が設けられており、第3電極13の直前の位置にも同様の表フラックス供給ノズル15が設置されている。
【0021】
また、溶接機本体10には、開先内に侵入して、開先内を転動する倣いローラ18が設置されており、この倣いローラ18が開先内を転動して、溶接機本体10の位置を開先により形成される溶接線3に沿って移動できるようにすることにより、後続の第1乃至第3電極11〜13がその先端を開先内に確実に位置させることができるようになっている。
【0022】
そして、図1(b)に示すように、溶接方向の最前端の位置には、磁気センサである終端検知器16が設置されており、溶接方向に溶接機本体10が移動しているときに、先ず、この終端検知器16がエンドタブを通過し去ったときに、磁気的反応がなくなることから、溶接終端を検知する。そして、この終端検知器16が溶接終端を検知したときに、図6に示すように、終端検知器16を支持しているアーム17を上方に回動させることにより、終端検知器16を上方に退避させると共に、倣いローラ18を有する倣い検知器18aを上方に移動させて退避させ、更に、第1乃至第3電極11〜13によるアーク生起を溶接終端部の溶接条件に変更し、その後、アークを停止する。なお、終端検知器16が上方に回動して退避するのは、溶接機本体10の退避位置のスペースを可及的に小さくするためであり、倣いローラ18を上方に退避させるのは、開先内に転動している倣いローラ18がエンドタブの直前の鋼板1間の開先内に形成されているシーリングビード(図示せず)を回避するためである。
【0023】
そして、本実施形態においては、溶接機本体10の第1電極11よりも溶接方向の前方の位置に、充填材散布装置20が設置されている。この充填材散布装置20は、図1(a)、(b)に示すように、その先端が開先内に侵入するように配置された散布ノズル21と、この散布ノズル21を支持する支持部22と、この支持部22を上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器23と、充填材を貯留したタンク26と、このタンク26の供給端と散布ノズル21とを接続する供給管24とから構成されている。タンク26は溶接機本体10の上部に設置されており、その中に貯留される充填材は、鉄粉を含む粉体又は粒状体であり、溶接時に溶融して、開先内を埋める溶接金属の一部となる。
【0024】
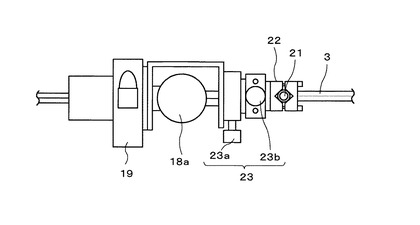
調整器23は倣い検知器18aを支持する支持部19に固定されており、散布ノズル21を支持する支持部22が調整器23に取り付けられている。図2はこの調整器23の部分を示す平面図であり、支持部19に対し、開先幅方向の調整ネジ23aと、上下方向の調整ネジ23bとを具備しており、調整器23に取り付けられた散布ノズル21の支持部22を、上下方向及び開先幅方向に手動により調整することができる。このように、この調整器23は、支持部22を上下方向及び開先幅方向に若干移動可能に支持しており、これにより、散布ノズル21の位置を調整して、散布ノズル21が開先内に確実に位置するようになっている。また、調整器23は倣いローラ18を支持する支持部19に固定されているから、溶接終端部で、倣いローラ18が上方に退避したときには、散布ノズル21も上方に退避するようになっている。これにより、散布ノズル21は溶接終端部でシーリングビードを乗り越えることができる。
【0025】
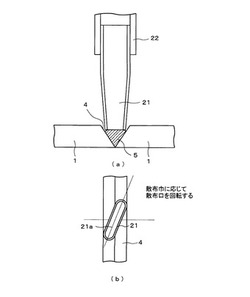
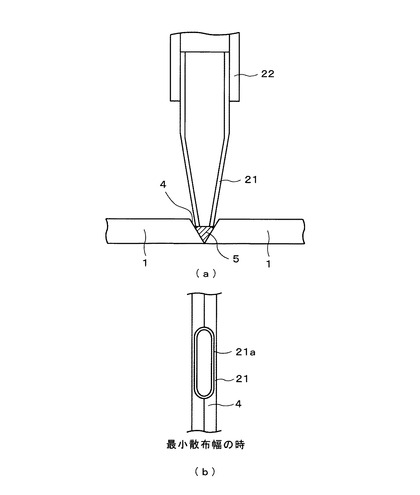
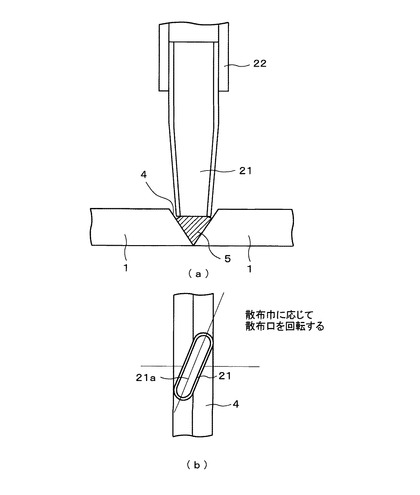
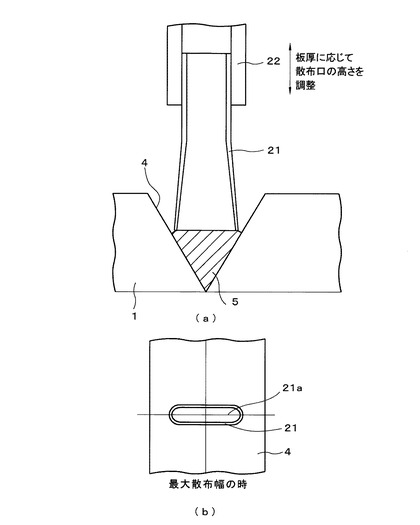
而して、本実施形態においては、図3乃至図5に示すように、散布ノズル21はその支持部22に散布ノズル21の開口に垂直の方向を回転軸として回転可能に支持されている。なお、各図において、(a)は正面断面図、(b)は鋼板1の表面と同一レベルの面でみたときの平面図である。図3が鋼板1が最も薄くて、開先4が最も小さい場合、図4は鋼板1の厚さが中間で、開先4の大きさも中間の場合、図5は鋼板1が最も厚くて、開先4の大きさが最も大きい場合である。散布ノズル21は、その上端は横断面が円形で、上部は円筒状をなしている。一方、散布ノズル21の下端の開口は、扁平状をなし、上部の円筒状の部分から、下端開口の扁平形状まで、連続的に断面形状が変化している。そして、散布ノズル21は支持部22に対して開口21aに垂直の方向を回転軸として回転可能に支持されている。
【0026】
次に、上述の如く構成された開先内の充填材散布装置の動作について説明する。本実施形態においては、鋼板の板厚、即ち、開先4の大きさに応じて、散布ノズル21の開口21aの向き及び開先内の散布高さを変更する
【0027】
先ず、開先幅が小さい場合には、図3に示すように、扁平形状の長手方向を溶接線方向にし、扁平形状の短手方向を開先幅方向にすることにより散布ノズル21の先端開口21aが開先4内に侵入し、最小散布幅で充填材を開先内に散布することができる。なお、この扁平形状の短手方向の長さは、例えば、3mmである。この散布ノズル21の開口21aと開先4の側面との間には、1mm程度のクリアランスが存在して接触しないように、散布ノズル21の先端開口21aを開先4内に位置させる(開口21aの開先4内の高さを調節する)。
【0028】
一方、図5に示すように、鋼板板厚が例えば40mm程度の厚板の場合、散布ノズル21を、その扁平形状の長手方向が開先幅方向になり、短手方向が溶接線方向になるように、図3の場合に比して、90°回転させる。そして、調整器23の上下位置を調整することにより、図3の場合に比して散布ノズル21を上昇させて散布深さを増し、同様に、散布ノズル21の開口21aと開先4の斜面との間のクリアランスが1mm程度になるまで接近させる。
【0029】
更に、図4に示すように、鋼板1の板厚が図3及び図5の中間の場合には、散布ノズル21の向きを、その扁平形状の長手方向が溶接線又は開先幅方向に対して、90°未満の角度で傾斜するように、支持部22に対して回転させる。そして、調整器23を調整して、開口21aの高さを、開口21aと開先4の斜面との間隔が1mm程度になるように設定する。このとき、開口21aと開先4の斜面とのクリアランスを1mm程度確保するために、散布ノズル21の開口21aの回転位置及び開口21aの開先内高さの双方を調整することができる。この場合は、充填材5の開先4内高さ位置が、所定の散布深さになるように、開口21aの回転位置及び/又は開口21aの開先内高さを調整する。
【0030】
上述の如く、鋼板1の板厚(開先形状の大小)に応じて、散布ノズル21の先端(下端)開口21aの向きを調整して、開口21aを開先4内に挿入し、開閉弁25を開にしてタンク26から充填材5を供給管24を介して散布ノズル21に供給する。そして、溶接機本体10を移動させて溶接を開始する。
【0031】
そうすると、散布ノズル21の開口21aは開先4内を溶接線に沿って移動し、充填材5を開先4内に散布する。このとき、散布ノズル21の開口21aは、開先幅方向の全域に面しているため、開先幅方向に均一に充填材5を散布できる。また、この充填材5の散布高さは、開先4内の開口21aの高さ位置により決まり、溶接作業中に散布ノズル21の高さを変更しないとすれば、この充填材5の高さ位置は、開先形状が溶接途中で変化しても、常に一定である。これにより、開先形状が一定に整えられ、溶接条件が一定のままで、溶落がなく、安定して、適切な溶接ビード形状を形成することができる。
【0032】
なお、散布ノズル21と、タンク26、供給管24、開閉弁25は非磁性材料で製造することが好ましい。溶接電流が交流である場合、溶接電流により電極11〜13の回りには磁界が発生する。この磁界の影響により電極11〜13の周囲の磁性体は磁化する。
【0033】
一方、充填材5は主に鉄粉を多く含んだ磁性体である。このため、タンク26、供給管24、開閉弁25、開口21a(散布口)などが磁化することにより、充填材5の流動性が阻害され、散布が不十分になる事態が発生する。このため、散布ノズル21と、タンク26、供給管24、開閉弁25は非磁性体にすることが好ましい。
【0034】
本実施形態においては、この開閉弁25の開閉動作を、第1乃至第3電極11〜13によるアークの生起及び停止、トーチ3a乃至5aからの溶接ワイヤの送給の制御等の溶接シーケンスと連動させることにより、充填材の散布開始及び停止を溶接作業と連動させて自動化することができる。
【0035】
この場合に、開閉弁25による開閉動作(充填材の散布)と溶接シーケンスとの連動を解除可能にして、開閉動作の連動と手動による開閉弁25の開閉動作とを、切り替えるようにすることもできる。
【0036】
なお、開閉弁25の開閉動作の一例は以下のとおりである。
【0037】
倣い検知器18aを溶接線3にセットし、溶接ワイヤ位置を開先線に合わせ、表フラックスの開閉弁と同時に充填材の開閉弁25を開く。溶接開始ボタンで溶接が開始し、溶接機本体10が走行を始める。
【0038】
溶接終点の手前で表フラックスの散布の開閉弁を閉じ、充填材の開閉弁25を閉じる。各開閉弁を閉じるタイミングは、供給管の長さに応じて設定される。弁を閉じた後、弁から散布口までの供給管内に存在するフラックスや充填材は溶接進行に伴い散布されるので、その散布量に応じて弁を閉じるタイミングがシーケンス上決定される。
【0039】
この溶接終了後の動作については、先ず、終端検知器16が鋼板1の端部(またはタブ板端部)を検出し、終端検知器16を退避させる。次に、表フラックス散布開閉弁を閉じ、充填材の散布開閉弁25を閉じる。倣い検知器18aを停止し、倣いローラ18を上昇させる。その後、各電極11乃至13の溶接条件を溶接終端の条件に移行させる。そして、タブ板上で第1電極11と第2電極12の溶接を停止する。更に、第3電極13がタブ板上の位置にきたら溶接を停止する。そして、フラックス回収ノズル41が上記停止位置にきたら回収を停止する。そして、溶接機10が鋼板1上の位置から外れたときに、溶接機の走行を停止する。
【0040】
なお、本発明は、片面溶接に限らず、両面溶接にも適用することができる。両面溶接は、片側を溶接した後、溶接鋼板を裏返して、他方の片面を溶接する方法である。最初に溶接する側は、片面溶接の場合と同様に溶け込み量をコントロールしないと、抜け落ちを発生させる虞がある。
【産業上の利用可能性】
【0041】
本発明によれば、自動溶接において、充填材の開先内散布により、溶接途中の開先形状の変化に対して、溶接条件の変更なしに、安定して適切な溶接ビード形状を形成することができると共に、被溶接材の厚さ等による開先形状の大小によらず、散布ノズルの回転により、開先内に均一に充填材を散布することができるので、充填材の均一散布の自動化に寄与する。
【図面の簡単な説明】
【0042】
【図1】(a)は本発明の実施形態に係る開先内の充填材散布装置を示す側面図、(b)は同じくその正面図である。
【図2】調整器23を拡大して示す平面図である。
【図3】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図4】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図5】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図6】本発明の実施形態の充填材散布装置が装着される溶接機を示す模式図である。
【符号の説明】
【0043】
1:鋼板(被溶接板)
3:溶接線
4:開先
5:充填材
10:溶接機本体
11〜13:電極
3a〜5a:トーチ
14,15:表フラックス供給ノズル
16:終端検知器
18:倣いローラ
18a:倣い検知器
20:充填材散布装置
21:散布ノズル
21a:開口
19,22:支持部
23:調整器
23a,23b:調整ねじ
25:開閉弁
26:タンク
【技術分野】
【0001】
本発明は、1対の被溶接板を自動溶接する際に、その開先に開先形状の変化を吸収するための充填材を散布する開先内の充填材散布装置に関する。
【背景技術】
【0002】
自動溶接技術においては、端面に開先を形成して、1対の被溶接鋼板を突き合わせ、開先が延びる方向を溶接線として、溶接機を溶接線に沿って移動させることにより、溶接機のトーチから送給された溶接ワイヤと被溶接鋼板との間にアークを生起して、開先内を自動溶接する。
【0003】
この自動溶接において、長い溶接線を自動溶接する場合、溶接開先のギャップの変動及びルート部の長さの変動が溶接結果に大きな影響を与える。ギャップが大きくなれば、開先の断面積が大きくなるため、溶接金属量が不足する結果となる。また、場合によっては、ギャップが大きくなると、開先への溶け込み量が大きくなって溶落の危険が増す。
【0004】
一方、開先ルート部の長さが変化すると、それに応じて、全体の開先断面積が増減するため、開先ギャップの変化による結果と同じようなことが起きる。開先ルート部の長さが小さくなりすぎると、開先への溶け込み量が多くなって溶落の危険が出てくる。
【0005】
これらの溶接金属量の不足、溶落の危険、溶接ビードの形状変化を回避するためには、溶接条件を開先状態に応じて調整することが一つの方法であるが、これは溶接技術の熟練を要する作業である。
【0006】
そこで、開先内に充填材を散布することにより、開先の断面形状の変化を吸収することが行われている(特許文献1)。即ち、充填材の散布は、開先状態に応じた溶接条件の調整を不要にするために行われる。開先断面積が大きなところ、即ち、開先ギャップが大きい箇所と、ルート長さが小さな開先部に充填材を散布することにより、開先断面積が一定になったのと同等の効果を得ることができる。溶接線方向における開先状態の変動に応じて、充填材の散布量を加減することは煩雑な作業となるため、通常、鋼板表面から一定深さになるように、溶接線全線に充填材を散布することが行われている。
【0007】
この開先内への充填材の散布は、手作業で行われるのが一般的である。溶接する前に開先内に充填材を鋼板表面から一定深さになるように均一に散布する。しかしながら、このときの作業姿勢は、鋼板上にしゃがんだり、膝をついたりするため、長い溶接線では作業員にとって苦痛である。
【0008】
そこで、散布作業を自動化した技術が特許文献2に開示されている。
【0009】
【特許文献1】特許第3479200号
【特許文献2】特開平10−225769号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、この特許文献2に開示された溶加材(充填材)散布装置では、その散布口の大きさが一定であるため、被溶接鋼板の板厚が厚くて大きな開先の場合には、散布口が相対的に小さすぎて、開先断面に対して充分な量の充填材を供給できず、被溶接鋼板の板厚が薄くて小さな開先の場合には、散布口が相対的に大きすぎて、開先内に入らず、小さな開先には適合しないという問題点がある。このため、被溶接鋼板の板厚に応じて散布口を交換して使用する必要があり、煩雑である。
【0011】
本発明はかかる問題点に鑑みてなされたものであって、被溶接鋼板の板厚が異なること等によって開先形状が変化する場合に、充填材の散布量を任意に調節することができ、薄板から厚板までの種々の形状の開先に充填材を散布することができる開先内の充填材散布装置を提供することを目的する。
【課題を解決するための手段】
【0012】
本発明に係る開先内の充填材散布装置は、被溶接材の開先内に充填材を散布する開先内の充填材散布装置において、充填材を散布する開口が扁平形状の散布ノズルと、この散布ノズルをその開口に垂直の軸の回りに回転可能に支持すると共に溶接機本体に設置された支持部と、前記散布ノズルに充填材を供給する充填材供給部とを有することを特徴とする。
【0013】
この開先内の充填材散布装置において、前記支持部を、溶接機本体に対し、上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器を有することが好ましい。また、前記散布ノズルと前記散布ノズル調整器は、溶接機本体における溶接トーチを上下方向及び開先幅方向に移動可能に支持する倣いスライダに設置することが好ましい。
【0014】
そして、前記散布ノズルは、非磁性材料により製造されていることが好ましい。
【0015】
一方、前記充填材供給部は、溶接機本体に設置され充填材を貯留するタンクと、このタンクと前記散布ノズルとを接続する供給管と、前記タンクから前記散布ノズルへの充填材の供給をオンオフする開閉弁とを有するように構成することができる。この場合に、前記タンク、供給管、開閉弁及び散布ノズルは、非磁性材料により製造されていることが好ましい。
【0016】
また、前記開閉弁の開閉動作を、溶接シーケンスと連動させることにより、充填材の散布開始及び散布停止を自動化することができる。
【0017】
この開閉弁の開閉動作及び溶接シーケンスの連動と、この連動を解除して手動による前記開閉弁の開閉動作とを、切り替えることができることが好ましい。
【発明の効果】
【0018】
本発明によれば、散布ノズルの充填材散布用の開口を扁平形状とし、この散布ノズルを開口に垂直の軸の回りに回転可能としたから、被溶接材が薄板で開先形状が小さい場合には、散布ノズル開口の扁平長手方向を溶接線方向とすることにより、開先幅方向は、扁平短手方向となるので、散布ノズルの先端開口を開先内に挿入して開先内に位置させることができる。逆に、被溶接材が厚板で開先形状が大きい場合には、散布ノズル開口の扁平長手方向を開先幅方向とすることにより、開先幅方向の必要な領域に散布ノズルの開口を対面させることができる。よって、本発明によれば、開先形状の大小によらず、1個の散布ノズルを使用して、この散布ノズルの先端開口を開先内に位置させて開先内に充分な量の充填材を均一に散布することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施形態について、添付の図面を参照して具体的に説明する。図1(a)は、本発明の実施形態に係る開先内の充填材散布装置を示す側面図、図1(b)は同じくその正面図、図6はこの充填材散布装置が装着された溶接機10の全体を示す模式図である。
【0020】
溶接機本体10は、溶接機走行ビーム上を走行できる溶接機走行台車から懸架されており、溶接線3に沿って移動することができる。この溶接機本体10には、第1電極11、第2電極12,及び第3電極13が設置されており、各電極11,12,13は、トーチ11a乃至13aと、このトーチ11a乃至13aから送給される溶接ワイヤにより構成されている。そして、第1電極11の溶接方向の直前の位置には表フラックス供給ノズル14が設けられており、第3電極13の直前の位置にも同様の表フラックス供給ノズル15が設置されている。
【0021】
また、溶接機本体10には、開先内に侵入して、開先内を転動する倣いローラ18が設置されており、この倣いローラ18が開先内を転動して、溶接機本体10の位置を開先により形成される溶接線3に沿って移動できるようにすることにより、後続の第1乃至第3電極11〜13がその先端を開先内に確実に位置させることができるようになっている。
【0022】
そして、図1(b)に示すように、溶接方向の最前端の位置には、磁気センサである終端検知器16が設置されており、溶接方向に溶接機本体10が移動しているときに、先ず、この終端検知器16がエンドタブを通過し去ったときに、磁気的反応がなくなることから、溶接終端を検知する。そして、この終端検知器16が溶接終端を検知したときに、図6に示すように、終端検知器16を支持しているアーム17を上方に回動させることにより、終端検知器16を上方に退避させると共に、倣いローラ18を有する倣い検知器18aを上方に移動させて退避させ、更に、第1乃至第3電極11〜13によるアーク生起を溶接終端部の溶接条件に変更し、その後、アークを停止する。なお、終端検知器16が上方に回動して退避するのは、溶接機本体10の退避位置のスペースを可及的に小さくするためであり、倣いローラ18を上方に退避させるのは、開先内に転動している倣いローラ18がエンドタブの直前の鋼板1間の開先内に形成されているシーリングビード(図示せず)を回避するためである。
【0023】
そして、本実施形態においては、溶接機本体10の第1電極11よりも溶接方向の前方の位置に、充填材散布装置20が設置されている。この充填材散布装置20は、図1(a)、(b)に示すように、その先端が開先内に侵入するように配置された散布ノズル21と、この散布ノズル21を支持する支持部22と、この支持部22を上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器23と、充填材を貯留したタンク26と、このタンク26の供給端と散布ノズル21とを接続する供給管24とから構成されている。タンク26は溶接機本体10の上部に設置されており、その中に貯留される充填材は、鉄粉を含む粉体又は粒状体であり、溶接時に溶融して、開先内を埋める溶接金属の一部となる。
【0024】
調整器23は倣い検知器18aを支持する支持部19に固定されており、散布ノズル21を支持する支持部22が調整器23に取り付けられている。図2はこの調整器23の部分を示す平面図であり、支持部19に対し、開先幅方向の調整ネジ23aと、上下方向の調整ネジ23bとを具備しており、調整器23に取り付けられた散布ノズル21の支持部22を、上下方向及び開先幅方向に手動により調整することができる。このように、この調整器23は、支持部22を上下方向及び開先幅方向に若干移動可能に支持しており、これにより、散布ノズル21の位置を調整して、散布ノズル21が開先内に確実に位置するようになっている。また、調整器23は倣いローラ18を支持する支持部19に固定されているから、溶接終端部で、倣いローラ18が上方に退避したときには、散布ノズル21も上方に退避するようになっている。これにより、散布ノズル21は溶接終端部でシーリングビードを乗り越えることができる。
【0025】
而して、本実施形態においては、図3乃至図5に示すように、散布ノズル21はその支持部22に散布ノズル21の開口に垂直の方向を回転軸として回転可能に支持されている。なお、各図において、(a)は正面断面図、(b)は鋼板1の表面と同一レベルの面でみたときの平面図である。図3が鋼板1が最も薄くて、開先4が最も小さい場合、図4は鋼板1の厚さが中間で、開先4の大きさも中間の場合、図5は鋼板1が最も厚くて、開先4の大きさが最も大きい場合である。散布ノズル21は、その上端は横断面が円形で、上部は円筒状をなしている。一方、散布ノズル21の下端の開口は、扁平状をなし、上部の円筒状の部分から、下端開口の扁平形状まで、連続的に断面形状が変化している。そして、散布ノズル21は支持部22に対して開口21aに垂直の方向を回転軸として回転可能に支持されている。
【0026】
次に、上述の如く構成された開先内の充填材散布装置の動作について説明する。本実施形態においては、鋼板の板厚、即ち、開先4の大きさに応じて、散布ノズル21の開口21aの向き及び開先内の散布高さを変更する
【0027】
先ず、開先幅が小さい場合には、図3に示すように、扁平形状の長手方向を溶接線方向にし、扁平形状の短手方向を開先幅方向にすることにより散布ノズル21の先端開口21aが開先4内に侵入し、最小散布幅で充填材を開先内に散布することができる。なお、この扁平形状の短手方向の長さは、例えば、3mmである。この散布ノズル21の開口21aと開先4の側面との間には、1mm程度のクリアランスが存在して接触しないように、散布ノズル21の先端開口21aを開先4内に位置させる(開口21aの開先4内の高さを調節する)。
【0028】
一方、図5に示すように、鋼板板厚が例えば40mm程度の厚板の場合、散布ノズル21を、その扁平形状の長手方向が開先幅方向になり、短手方向が溶接線方向になるように、図3の場合に比して、90°回転させる。そして、調整器23の上下位置を調整することにより、図3の場合に比して散布ノズル21を上昇させて散布深さを増し、同様に、散布ノズル21の開口21aと開先4の斜面との間のクリアランスが1mm程度になるまで接近させる。
【0029】
更に、図4に示すように、鋼板1の板厚が図3及び図5の中間の場合には、散布ノズル21の向きを、その扁平形状の長手方向が溶接線又は開先幅方向に対して、90°未満の角度で傾斜するように、支持部22に対して回転させる。そして、調整器23を調整して、開口21aの高さを、開口21aと開先4の斜面との間隔が1mm程度になるように設定する。このとき、開口21aと開先4の斜面とのクリアランスを1mm程度確保するために、散布ノズル21の開口21aの回転位置及び開口21aの開先内高さの双方を調整することができる。この場合は、充填材5の開先4内高さ位置が、所定の散布深さになるように、開口21aの回転位置及び/又は開口21aの開先内高さを調整する。
【0030】
上述の如く、鋼板1の板厚(開先形状の大小)に応じて、散布ノズル21の先端(下端)開口21aの向きを調整して、開口21aを開先4内に挿入し、開閉弁25を開にしてタンク26から充填材5を供給管24を介して散布ノズル21に供給する。そして、溶接機本体10を移動させて溶接を開始する。
【0031】
そうすると、散布ノズル21の開口21aは開先4内を溶接線に沿って移動し、充填材5を開先4内に散布する。このとき、散布ノズル21の開口21aは、開先幅方向の全域に面しているため、開先幅方向に均一に充填材5を散布できる。また、この充填材5の散布高さは、開先4内の開口21aの高さ位置により決まり、溶接作業中に散布ノズル21の高さを変更しないとすれば、この充填材5の高さ位置は、開先形状が溶接途中で変化しても、常に一定である。これにより、開先形状が一定に整えられ、溶接条件が一定のままで、溶落がなく、安定して、適切な溶接ビード形状を形成することができる。
【0032】
なお、散布ノズル21と、タンク26、供給管24、開閉弁25は非磁性材料で製造することが好ましい。溶接電流が交流である場合、溶接電流により電極11〜13の回りには磁界が発生する。この磁界の影響により電極11〜13の周囲の磁性体は磁化する。
【0033】
一方、充填材5は主に鉄粉を多く含んだ磁性体である。このため、タンク26、供給管24、開閉弁25、開口21a(散布口)などが磁化することにより、充填材5の流動性が阻害され、散布が不十分になる事態が発生する。このため、散布ノズル21と、タンク26、供給管24、開閉弁25は非磁性体にすることが好ましい。
【0034】
本実施形態においては、この開閉弁25の開閉動作を、第1乃至第3電極11〜13によるアークの生起及び停止、トーチ3a乃至5aからの溶接ワイヤの送給の制御等の溶接シーケンスと連動させることにより、充填材の散布開始及び停止を溶接作業と連動させて自動化することができる。
【0035】
この場合に、開閉弁25による開閉動作(充填材の散布)と溶接シーケンスとの連動を解除可能にして、開閉動作の連動と手動による開閉弁25の開閉動作とを、切り替えるようにすることもできる。
【0036】
なお、開閉弁25の開閉動作の一例は以下のとおりである。
【0037】
倣い検知器18aを溶接線3にセットし、溶接ワイヤ位置を開先線に合わせ、表フラックスの開閉弁と同時に充填材の開閉弁25を開く。溶接開始ボタンで溶接が開始し、溶接機本体10が走行を始める。
【0038】
溶接終点の手前で表フラックスの散布の開閉弁を閉じ、充填材の開閉弁25を閉じる。各開閉弁を閉じるタイミングは、供給管の長さに応じて設定される。弁を閉じた後、弁から散布口までの供給管内に存在するフラックスや充填材は溶接進行に伴い散布されるので、その散布量に応じて弁を閉じるタイミングがシーケンス上決定される。
【0039】
この溶接終了後の動作については、先ず、終端検知器16が鋼板1の端部(またはタブ板端部)を検出し、終端検知器16を退避させる。次に、表フラックス散布開閉弁を閉じ、充填材の散布開閉弁25を閉じる。倣い検知器18aを停止し、倣いローラ18を上昇させる。その後、各電極11乃至13の溶接条件を溶接終端の条件に移行させる。そして、タブ板上で第1電極11と第2電極12の溶接を停止する。更に、第3電極13がタブ板上の位置にきたら溶接を停止する。そして、フラックス回収ノズル41が上記停止位置にきたら回収を停止する。そして、溶接機10が鋼板1上の位置から外れたときに、溶接機の走行を停止する。
【0040】
なお、本発明は、片面溶接に限らず、両面溶接にも適用することができる。両面溶接は、片側を溶接した後、溶接鋼板を裏返して、他方の片面を溶接する方法である。最初に溶接する側は、片面溶接の場合と同様に溶け込み量をコントロールしないと、抜け落ちを発生させる虞がある。
【産業上の利用可能性】
【0041】
本発明によれば、自動溶接において、充填材の開先内散布により、溶接途中の開先形状の変化に対して、溶接条件の変更なしに、安定して適切な溶接ビード形状を形成することができると共に、被溶接材の厚さ等による開先形状の大小によらず、散布ノズルの回転により、開先内に均一に充填材を散布することができるので、充填材の均一散布の自動化に寄与する。
【図面の簡単な説明】
【0042】
【図1】(a)は本発明の実施形態に係る開先内の充填材散布装置を示す側面図、(b)は同じくその正面図である。
【図2】調整器23を拡大して示す平面図である。
【図3】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図4】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図5】(a)は散布ノズルと開先形状との関係を示す正面断面図、(b)はその鋼板表面レベルの平面図である。
【図6】本発明の実施形態の充填材散布装置が装着される溶接機を示す模式図である。
【符号の説明】
【0043】
1:鋼板(被溶接板)
3:溶接線
4:開先
5:充填材
10:溶接機本体
11〜13:電極
3a〜5a:トーチ
14,15:表フラックス供給ノズル
16:終端検知器
18:倣いローラ
18a:倣い検知器
20:充填材散布装置
21:散布ノズル
21a:開口
19,22:支持部
23:調整器
23a,23b:調整ねじ
25:開閉弁
26:タンク
【特許請求の範囲】
【請求項1】
被溶接材の開先内に充填材を散布する開先内の充填材散布装置において、充填材を散布する開口が扁平形状の散布ノズルと、この散布ノズルをその開口に垂直の軸の回りに回転可能に支持すると共に溶接機本体に設置された支持部と、前記散布ノズルに充填材を供給する充填材供給部とを有することを特徴とする開先内の充填材散布装置。
【請求項2】
前記支持部を、溶接機本体に対し、上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器を有することを特徴とする請求項1に記載の開先内の充填材散布装置。
【請求項3】
前記散布ノズルと前記散布ノズル調整器は、溶接機本体における溶接トーチを上下方向及び開先幅方向に移動可能に支持する倣いスライダに設置されていることを特徴とする請求項1又は2に記載の開先内の充填材散布装置。
【請求項4】
前記散布ノズルは、非磁性材料により製造されていることを特徴とする請求項1乃至3のいずれか1項に記載の開先内の充填材散布装置。
【請求項5】
前記充填材供給部は、溶接機本体に設置され充填材を貯留するタンクと、このタンクと前記散布ノズルとを接続する供給管と、前記タンクから前記散布ノズルへの充填材の供給をオンオフする開閉弁とを有することを特徴とする請求項1乃至4のいずれか1項に記載の開先内の充填材散布装置。
【請求項6】
前記タンク、供給管、開閉弁及び散布ノズルは、非磁性材料により製造されていることを特徴とする請求項5に記載の開先内の充填材散布装置。
【請求項7】
前記開閉弁の開閉動作を、溶接シーケンスと連動させたことを特徴とする請求項5に記載の開先内の充填材散布装置。
【請求項8】
前記開閉弁の開閉動作と溶接シーケンスとの連動と、この連動を解除して手動による前記開閉弁の開閉動作とを、切り替えることを特徴とする請求項7に記載の開先内の充填材散布装置。
【請求項1】
被溶接材の開先内に充填材を散布する開先内の充填材散布装置において、充填材を散布する開口が扁平形状の散布ノズルと、この散布ノズルをその開口に垂直の軸の回りに回転可能に支持すると共に溶接機本体に設置された支持部と、前記散布ノズルに充填材を供給する充填材供給部とを有することを特徴とする開先内の充填材散布装置。
【請求項2】
前記支持部を、溶接機本体に対し、上下方向及び開先幅方向に移動可能に支持する散布ノズル調整器を有することを特徴とする請求項1に記載の開先内の充填材散布装置。
【請求項3】
前記散布ノズルと前記散布ノズル調整器は、溶接機本体における溶接トーチを上下方向及び開先幅方向に移動可能に支持する倣いスライダに設置されていることを特徴とする請求項1又は2に記載の開先内の充填材散布装置。
【請求項4】
前記散布ノズルは、非磁性材料により製造されていることを特徴とする請求項1乃至3のいずれか1項に記載の開先内の充填材散布装置。
【請求項5】
前記充填材供給部は、溶接機本体に設置され充填材を貯留するタンクと、このタンクと前記散布ノズルとを接続する供給管と、前記タンクから前記散布ノズルへの充填材の供給をオンオフする開閉弁とを有することを特徴とする請求項1乃至4のいずれか1項に記載の開先内の充填材散布装置。
【請求項6】
前記タンク、供給管、開閉弁及び散布ノズルは、非磁性材料により製造されていることを特徴とする請求項5に記載の開先内の充填材散布装置。
【請求項7】
前記開閉弁の開閉動作を、溶接シーケンスと連動させたことを特徴とする請求項5に記載の開先内の充填材散布装置。
【請求項8】
前記開閉弁の開閉動作と溶接シーケンスとの連動と、この連動を解除して手動による前記開閉弁の開閉動作とを、切り替えることを特徴とする請求項7に記載の開先内の充填材散布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−238200(P2008−238200A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−80373(P2007−80373)
【出願日】平成19年3月26日(2007.3.26)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月26日(2007.3.26)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]