
隙間調整型研磨具

【課題】きわめて高度な平滑度および平坦度が求められる高精度の研磨仕上げを行うことはいうまでもなく、大型の工作物にあっても中心部と周辺部で研磨特性の差がなく研磨が行える隙間調整型研磨具を提供する。
【解決手段】工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する研磨パッド及びラップ定盤のような隙間調整型研磨具であって、基材に直径0.05〜0.5mm程度の硬質粒子が配合されていることを特徴とする。
【解決手段】工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する研磨パッド及びラップ定盤のような隙間調整型研磨具であって、基材に直径0.05〜0.5mm程度の硬質粒子が配合されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を高精度に研磨(ラップ研磨)するラップ定盤や研磨パッドなどの隙間調整型研磨具に関するものである。
【背景技術】
【0002】
従来、ディスプレイ用の液晶硝子、板硝子、光学用のレンズプリズム、更には、半導体のウエハーのような工作物の表面および端面はきわめて高度な平滑度および平坦度が求められることから前工程のラップ研磨を含めて高精度の研磨仕上げが要求される。
【0003】
そこで、例えば粒径が0.5〜10μm程度の研磨材を含有するスラリーを工作物との間に供給しながら前記工作物とを相対的に移動させて工作物を研磨する例えばラップ定盤や次工程に用いられる研磨パッドのような隙間調整型研磨具が知られている。
【0004】
そして、研磨パッドに含有される研磨材の粒径を同じ範囲の径とすることにより、研磨スラリーによる研磨と研磨パッドによる研磨レートの差をなくし、加工面の平坦度を向上させる手段が特開2007−250166号公報に提示されている。
【0005】
しかしながら、前述の如くきわめて高度な平滑度および平坦度が求められる工作部の表面を研磨するには前述の如く粒径が0.5〜2.0μm程度の研磨材を用いるものであり、研磨材と工作部との隙間も0.5〜2.0μm程度となり、使用する研磨粒の違いによる研磨斑は解消されるが、供給する研磨ラリーが研磨領域の表面全体に行き渡らず均質な研磨面を得られないという問題があり、特に、大型(広い研磨面を有する)工作物の研磨においてこのような事態が生じる。
【0006】
また、例えば特開2005−177945号公報に提示されているように、研磨パッドの研磨領域表面に一定の溝を形成して研磨スラリーが全体に行き渡るようにした研磨パッドが提示されている。
【0007】
ところが、前記溝を有する研磨パッドやラップ定盤のような隙間調整型研磨具は溝の形状が工作物に転写してうねりを生じさせる、という問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−250166号公報
【特許文献2】特開2005−177945号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、前記従来の研磨パッド及びラップ定盤のような隙間調整型研磨具が有している問題点を解決するためになされたものであり、きわめて高度な平 滑度および平坦度が求められる高精度の研磨仕上げを行うことはいうまでもな く、大型の工作物にあっても中心部と周辺部で研磨特性の差がなく研磨が行え る隙間調整型研磨具を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するためになされた本発明は、工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する研磨パッド及びラップ定盤のような隙間調整型研磨具であって、基材に直径0.05〜0.5mm程度の硬質粒子が配合されていることを特徴とする。
【0011】
また、本発明において、配合される硬質粒子は加工される材質よりは軟らかく、研磨パッド及びラップ定盤よりは硬い、例えばガラスビーズ、ポリスチレン、酸化チタン、EVA、PP、PET等の各種熱可塑性ポリマ−、アパタイト粒子、シリカ多孔質体、他の砥粒である場合が好ましく、前記硬質粒子の配合量が1〜20体積%であるとよい。
【発明の効果】
【0012】
本発明によれば、工作物との隙間を確保することが可能となり、研磨スラリーの流動性が改善されて、うねりを発生することがなく、均一な研磨特性を得ることができる。
【図面の簡単な説明】
【0013】
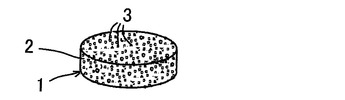
【図1】本発明の好ましい実施の形態を示す斜視図。
【図2】本発明の実施例(GB−A)の表面についての顕微鏡による拡大写真。
【図3】本発明の実施例(GB−B)の表面についての顕微鏡による拡大写真。
【図4】本発明の実施例(GB−C)の表面についての顕微鏡による拡大写真。
【図5】比較例(KSP−66A)の表面についての顕微鏡による拡大写真。
【図6】比較例(FQ)の表面についての顕微鏡による拡大写真。
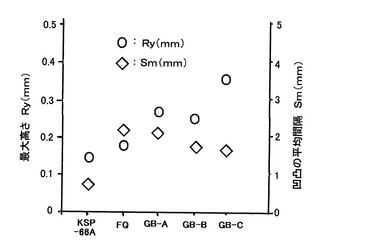
【図7】実施例及び比較例についてのガラスビーズの粒径と隙間形状との関係図。
【図8】表面に溝を入れた比較例についての表面図。
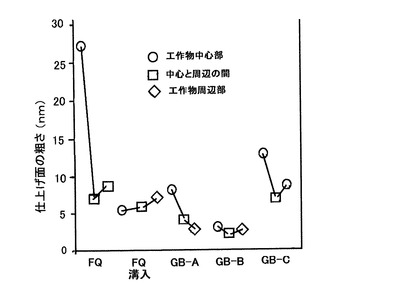
【図9】実施例及び比較例についてのガラスビーズの粒径と工作物の仕上げ面との関係図。
【図10】本発明の実施例における研磨時のスラリーの流れを示す説明図。
【図11】実施例及び比較例についてのガラスビーズの粒径と工作物の表面うねりとの関係図。
【発明を実施するための最良の形態】
【0014】
次に本発明の最良の形態について図面を参照して説明する。
【0015】
図1は回転式の研磨台に取り付けられる研磨パッドである隙間調整型研磨具1の好ましい実施の形態を示すものであり、隙間調整型研磨具1は全体が薄形円柱形の研磨パッド基材2に直径が0.05〜0.5mm程度の硬質粒子3が例えば1〜20体積%配合されている。
【0016】
更に詳しく説明すると、本実施の形態は、例えば基材としてウレタン樹脂と、発泡剤との混合物に、直径が0.05〜0.5mm程度のガラスビーズからなる砥粒を1〜20体積%の割合で配合し、これを均一な混合物として硬化剤を加え、金型内で発泡させて離型し、室温で二次乾燥して製造する。
【実施例】
【0017】
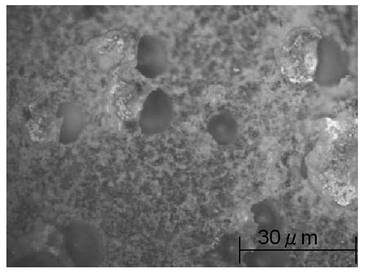
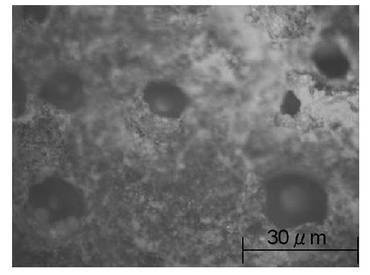
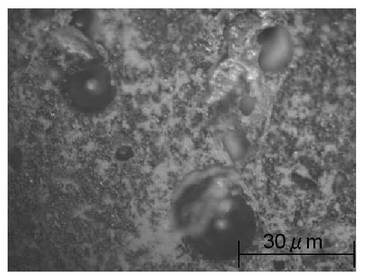
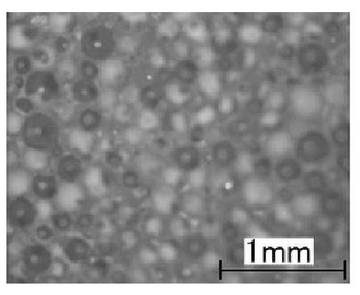
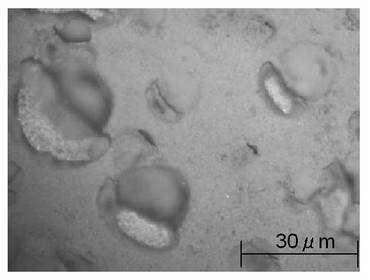
120℃で予熱して粘度を低下させたウレタン樹脂(三井化学ポリウレタン株式会社製、ハイプレインU−51)150gに、発泡剤(永和化成化学工業株式会社製、吸熱分解型セルボンSC−K)5gとガラスビーズ(三昌研磨株式会社製、GB−A:粒径106〜150μm、GB−B:粒径250〜425μm、GB−C:粒径425〜600μm)を混合物に対して5容量%を混入し、機械式攪拌機(キーエンス株式会社製、ハイブリッドミキサーHM−500)を用いて撹拌し均一な混合物を作成した。
【0018】
次に、前記混合物に、120℃で予熱して粘度を低下させた硬化剤(セイカ工業株式会社製、ビスアミンA)を20gを混入し30秒間撹拌した後、剥型剤としてフッ素樹脂シートを予め貼り付けた円柱形の金型に注型し、真空脱泡機(安井インターテック株式会社製)により脱泡して、170℃に25分間保持して一次硬化させた後、金型から離型し、室温で一日程度放置することにより二次硬化を行った。
【0019】
得られた研磨パッドである隙間調整型研磨具(GB−A(粒径106〜150μm)、GB−B(粒径250〜425μm)、GB−C(粒径425〜600μm))の表面についての拡大写真を図2乃至図4に示す。
【0020】
次に前記隙間調整型研磨具GB−A、GB−B、GB−Cにつき、表面をフェーシングした後、表面粗さ測定器(ミツトヨ株式会社製、SURFTEST SV−600)を用いてパッド表面の形状を測定し、高域フィルタを施し、その粗さ曲線を、比較例としてセリア(九重電気株式会社製、KSP−66A)入り研磨パッド(KSP−66A)、前記ガラスビーズの代わりに粒径3.5μmのシリカ粒子(フジミインコーポレーテッド株式会社製、FQ3000)を混入した研磨パッド(FQ)とともに測定した。
【0021】
その結果、図7に示したガラスビーズの粒経と隙間形状との関係図から、研磨パッドに含有させるガラスビーズの粒径が大きくなるほど最大高さRy(mm)が高くなっており、逆に、凹凸の平均間隔が小さくなる傾向にあり、含有させるガラスビーズの粒径の大きさと隙間調整型研磨具の隙間寸法には高い相関性があることが確認された。
【0022】
次に、前記得られた各隙間調整型研磨具GB−A、GB−B、GB−Cにつき、工作物4(直径20mm、厚さ10mmのソーダガラスをラッピングして、梨地面の前加工として粗さをRa=約35mmに揃えたもの、加工面の粗さ0.2μm)を卓上型精密ラッピング装置(株式会社ナノファクタ社製)の定盤に取り付け、研磨圧力20kPa、工具回転数60rpm、工作物回転数60rpm、加工時間30min.スラリー供給量25mL/min.砥粒(酸化セリウム 昭和電工株式会社製 SHOROX A−10 平均粒径1.2μm)、砥粒添加率3.0重量%)の研磨条件で強制回転駆動させて研磨加工を行った。
【0023】
その結果、研磨面の粗さの測定結果を、前記FQ3000(粒径3.5μmのシリカ粒子をガラスビーズの代わりに含有させた研磨パッド(FQ)と、このFQ3000の研磨パッドの表面に図8に示した形状の格子状の溝を入れた研磨パッドである隙間調整型研磨具(FQ溝入)を比較例として図9に示す。
【0024】
尚、仕上げ面の測定には白色光干渉式非接触式3次元表面形状・粗さ測定器(Zygo Corporation製、Zygo New View5032)を用いて、研磨後のガラス中央部、周辺部、それらの中間における表面の断面曲線から算術平均高さを求めた。
【0025】
図9から、比較例である溝入の研磨パッドである隙間調整型研磨具を用いた場合に仕上面の粗さが改善されていることが確認され、また、比較的大きなガラスビーズを含有させた研磨パッドである隙間調整型研磨具の場合が前記溝入隙間調整型研磨具と同等またはそれ以上の面粗さの向上効果が得られることが確認され、特に、隙間調整型研磨具GB−B(粒径250〜425μmのガラスビーズを適用)の場合には、工作物4の中央部、周辺部、中間部分のバラツキが殆どみられず非常に高い研磨特製が得られた。
【0026】
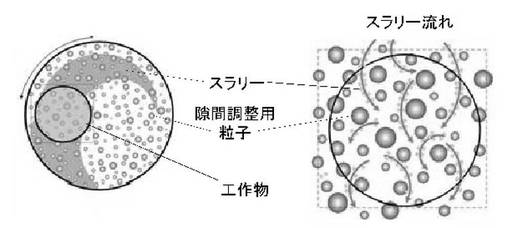
これは隙間調整型研磨具上に形成されたガラスビーズによる工作物との隙間を介して研磨スラリー大口径の工作物の中央部まで円滑に供給され、工作物の表面全体において均一な仕上げ面が得られた結果である(図10参照)。
【0027】
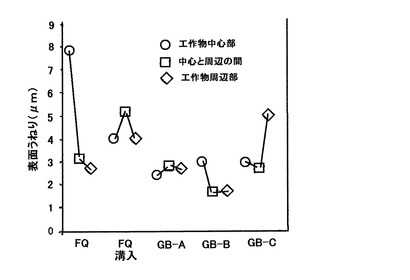
次に、前記条件で研磨した際の工作物4表面の「うねり」について測定した結果を、比較例として、研磨パッドFQ(粒径3.5μmのシリカ粒子をガラスビーズの代わりに含有させた研磨パッドおよびこの研磨パッドFQの表面に図8に示した形状の格子状の溝を入れたFQ溝入研磨パッドとともに図11に示す。
【0028】
図11より、比較例である研磨パッドFQは、工作物の中心部において大きなうねりが認められ、また、研磨パッドFQ溝入りでは中央部のうねりは減少するが全体的なうねりは解消されないことが確認されるが、本発明の実施例である隙間調整型研磨具GB−AおよびGB−B(粒径106〜425μmのガラスビーズを含有)については全体的なうねりが解消されていることが確認される。
【0029】
これらのことから、従来有効といわれていた溝入研磨パッドに比べて本発明の研磨パッドである隙間調整型研磨具がうねりに関して有効であることが確認された。
【0030】
尚、前記実施例は隙間調整型研磨具として研磨パッドを用いた場合を示したが、本発明は隙間調整型研磨具としてラップ定盤を用いた場合にも同じ原理で有効であり、本実施例ではラップ定盤であるは隙間調整型研磨具は直径0.4〜0.8mmの鋳鉄粒子と研磨パッドに使用した同様のガラスビ−ズを焼結して製作した。
【0031】
製作条件:成形圧500MPa,1100℃,1時間アルゴンガス中
焼結後の比重は約6g/cm3で、気孔率は10%
また、本実施例では焼結法によりラップ定盤を製造したが鋳造法によっても製作が可能である。
【符号の説明】
【0032】
1 研磨パッド、2 ウレタン基材、3 砥粒
【0033】
尚、本発明は独立行政法人新エネルギ−・産業技術総合開発機構(NEDO技術総合開発機構)の支援によるものである。
【技術分野】
【0001】
本発明は、工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を高精度に研磨(ラップ研磨)するラップ定盤や研磨パッドなどの隙間調整型研磨具に関するものである。
【背景技術】
【0002】
従来、ディスプレイ用の液晶硝子、板硝子、光学用のレンズプリズム、更には、半導体のウエハーのような工作物の表面および端面はきわめて高度な平滑度および平坦度が求められることから前工程のラップ研磨を含めて高精度の研磨仕上げが要求される。
【0003】
そこで、例えば粒径が0.5〜10μm程度の研磨材を含有するスラリーを工作物との間に供給しながら前記工作物とを相対的に移動させて工作物を研磨する例えばラップ定盤や次工程に用いられる研磨パッドのような隙間調整型研磨具が知られている。
【0004】
そして、研磨パッドに含有される研磨材の粒径を同じ範囲の径とすることにより、研磨スラリーによる研磨と研磨パッドによる研磨レートの差をなくし、加工面の平坦度を向上させる手段が特開2007−250166号公報に提示されている。
【0005】
しかしながら、前述の如くきわめて高度な平滑度および平坦度が求められる工作部の表面を研磨するには前述の如く粒径が0.5〜2.0μm程度の研磨材を用いるものであり、研磨材と工作部との隙間も0.5〜2.0μm程度となり、使用する研磨粒の違いによる研磨斑は解消されるが、供給する研磨ラリーが研磨領域の表面全体に行き渡らず均質な研磨面を得られないという問題があり、特に、大型(広い研磨面を有する)工作物の研磨においてこのような事態が生じる。
【0006】
また、例えば特開2005−177945号公報に提示されているように、研磨パッドの研磨領域表面に一定の溝を形成して研磨スラリーが全体に行き渡るようにした研磨パッドが提示されている。
【0007】
ところが、前記溝を有する研磨パッドやラップ定盤のような隙間調整型研磨具は溝の形状が工作物に転写してうねりを生じさせる、という問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2007−250166号公報
【特許文献2】特開2005−177945号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、前記従来の研磨パッド及びラップ定盤のような隙間調整型研磨具が有している問題点を解決するためになされたものであり、きわめて高度な平 滑度および平坦度が求められる高精度の研磨仕上げを行うことはいうまでもな く、大型の工作物にあっても中心部と周辺部で研磨特性の差がなく研磨が行え る隙間調整型研磨具を提供することを課題とする。
【課題を解決するための手段】
【0010】
前記課題を解決するためになされた本発明は、工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する研磨パッド及びラップ定盤のような隙間調整型研磨具であって、基材に直径0.05〜0.5mm程度の硬質粒子が配合されていることを特徴とする。
【0011】
また、本発明において、配合される硬質粒子は加工される材質よりは軟らかく、研磨パッド及びラップ定盤よりは硬い、例えばガラスビーズ、ポリスチレン、酸化チタン、EVA、PP、PET等の各種熱可塑性ポリマ−、アパタイト粒子、シリカ多孔質体、他の砥粒である場合が好ましく、前記硬質粒子の配合量が1〜20体積%であるとよい。
【発明の効果】
【0012】
本発明によれば、工作物との隙間を確保することが可能となり、研磨スラリーの流動性が改善されて、うねりを発生することがなく、均一な研磨特性を得ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の好ましい実施の形態を示す斜視図。
【図2】本発明の実施例(GB−A)の表面についての顕微鏡による拡大写真。
【図3】本発明の実施例(GB−B)の表面についての顕微鏡による拡大写真。
【図4】本発明の実施例(GB−C)の表面についての顕微鏡による拡大写真。
【図5】比較例(KSP−66A)の表面についての顕微鏡による拡大写真。
【図6】比較例(FQ)の表面についての顕微鏡による拡大写真。
【図7】実施例及び比較例についてのガラスビーズの粒径と隙間形状との関係図。
【図8】表面に溝を入れた比較例についての表面図。
【図9】実施例及び比較例についてのガラスビーズの粒径と工作物の仕上げ面との関係図。
【図10】本発明の実施例における研磨時のスラリーの流れを示す説明図。
【図11】実施例及び比較例についてのガラスビーズの粒径と工作物の表面うねりとの関係図。
【発明を実施するための最良の形態】
【0014】
次に本発明の最良の形態について図面を参照して説明する。
【0015】
図1は回転式の研磨台に取り付けられる研磨パッドである隙間調整型研磨具1の好ましい実施の形態を示すものであり、隙間調整型研磨具1は全体が薄形円柱形の研磨パッド基材2に直径が0.05〜0.5mm程度の硬質粒子3が例えば1〜20体積%配合されている。
【0016】
更に詳しく説明すると、本実施の形態は、例えば基材としてウレタン樹脂と、発泡剤との混合物に、直径が0.05〜0.5mm程度のガラスビーズからなる砥粒を1〜20体積%の割合で配合し、これを均一な混合物として硬化剤を加え、金型内で発泡させて離型し、室温で二次乾燥して製造する。
【実施例】
【0017】
120℃で予熱して粘度を低下させたウレタン樹脂(三井化学ポリウレタン株式会社製、ハイプレインU−51)150gに、発泡剤(永和化成化学工業株式会社製、吸熱分解型セルボンSC−K)5gとガラスビーズ(三昌研磨株式会社製、GB−A:粒径106〜150μm、GB−B:粒径250〜425μm、GB−C:粒径425〜600μm)を混合物に対して5容量%を混入し、機械式攪拌機(キーエンス株式会社製、ハイブリッドミキサーHM−500)を用いて撹拌し均一な混合物を作成した。
【0018】
次に、前記混合物に、120℃で予熱して粘度を低下させた硬化剤(セイカ工業株式会社製、ビスアミンA)を20gを混入し30秒間撹拌した後、剥型剤としてフッ素樹脂シートを予め貼り付けた円柱形の金型に注型し、真空脱泡機(安井インターテック株式会社製)により脱泡して、170℃に25分間保持して一次硬化させた後、金型から離型し、室温で一日程度放置することにより二次硬化を行った。
【0019】
得られた研磨パッドである隙間調整型研磨具(GB−A(粒径106〜150μm)、GB−B(粒径250〜425μm)、GB−C(粒径425〜600μm))の表面についての拡大写真を図2乃至図4に示す。
【0020】
次に前記隙間調整型研磨具GB−A、GB−B、GB−Cにつき、表面をフェーシングした後、表面粗さ測定器(ミツトヨ株式会社製、SURFTEST SV−600)を用いてパッド表面の形状を測定し、高域フィルタを施し、その粗さ曲線を、比較例としてセリア(九重電気株式会社製、KSP−66A)入り研磨パッド(KSP−66A)、前記ガラスビーズの代わりに粒径3.5μmのシリカ粒子(フジミインコーポレーテッド株式会社製、FQ3000)を混入した研磨パッド(FQ)とともに測定した。
【0021】
その結果、図7に示したガラスビーズの粒経と隙間形状との関係図から、研磨パッドに含有させるガラスビーズの粒径が大きくなるほど最大高さRy(mm)が高くなっており、逆に、凹凸の平均間隔が小さくなる傾向にあり、含有させるガラスビーズの粒径の大きさと隙間調整型研磨具の隙間寸法には高い相関性があることが確認された。
【0022】
次に、前記得られた各隙間調整型研磨具GB−A、GB−B、GB−Cにつき、工作物4(直径20mm、厚さ10mmのソーダガラスをラッピングして、梨地面の前加工として粗さをRa=約35mmに揃えたもの、加工面の粗さ0.2μm)を卓上型精密ラッピング装置(株式会社ナノファクタ社製)の定盤に取り付け、研磨圧力20kPa、工具回転数60rpm、工作物回転数60rpm、加工時間30min.スラリー供給量25mL/min.砥粒(酸化セリウム 昭和電工株式会社製 SHOROX A−10 平均粒径1.2μm)、砥粒添加率3.0重量%)の研磨条件で強制回転駆動させて研磨加工を行った。
【0023】
その結果、研磨面の粗さの測定結果を、前記FQ3000(粒径3.5μmのシリカ粒子をガラスビーズの代わりに含有させた研磨パッド(FQ)と、このFQ3000の研磨パッドの表面に図8に示した形状の格子状の溝を入れた研磨パッドである隙間調整型研磨具(FQ溝入)を比較例として図9に示す。
【0024】
尚、仕上げ面の測定には白色光干渉式非接触式3次元表面形状・粗さ測定器(Zygo Corporation製、Zygo New View5032)を用いて、研磨後のガラス中央部、周辺部、それらの中間における表面の断面曲線から算術平均高さを求めた。
【0025】
図9から、比較例である溝入の研磨パッドである隙間調整型研磨具を用いた場合に仕上面の粗さが改善されていることが確認され、また、比較的大きなガラスビーズを含有させた研磨パッドである隙間調整型研磨具の場合が前記溝入隙間調整型研磨具と同等またはそれ以上の面粗さの向上効果が得られることが確認され、特に、隙間調整型研磨具GB−B(粒径250〜425μmのガラスビーズを適用)の場合には、工作物4の中央部、周辺部、中間部分のバラツキが殆どみられず非常に高い研磨特製が得られた。
【0026】
これは隙間調整型研磨具上に形成されたガラスビーズによる工作物との隙間を介して研磨スラリー大口径の工作物の中央部まで円滑に供給され、工作物の表面全体において均一な仕上げ面が得られた結果である(図10参照)。
【0027】
次に、前記条件で研磨した際の工作物4表面の「うねり」について測定した結果を、比較例として、研磨パッドFQ(粒径3.5μmのシリカ粒子をガラスビーズの代わりに含有させた研磨パッドおよびこの研磨パッドFQの表面に図8に示した形状の格子状の溝を入れたFQ溝入研磨パッドとともに図11に示す。
【0028】
図11より、比較例である研磨パッドFQは、工作物の中心部において大きなうねりが認められ、また、研磨パッドFQ溝入りでは中央部のうねりは減少するが全体的なうねりは解消されないことが確認されるが、本発明の実施例である隙間調整型研磨具GB−AおよびGB−B(粒径106〜425μmのガラスビーズを含有)については全体的なうねりが解消されていることが確認される。
【0029】
これらのことから、従来有効といわれていた溝入研磨パッドに比べて本発明の研磨パッドである隙間調整型研磨具がうねりに関して有効であることが確認された。
【0030】
尚、前記実施例は隙間調整型研磨具として研磨パッドを用いた場合を示したが、本発明は隙間調整型研磨具としてラップ定盤を用いた場合にも同じ原理で有効であり、本実施例ではラップ定盤であるは隙間調整型研磨具は直径0.4〜0.8mmの鋳鉄粒子と研磨パッドに使用した同様のガラスビ−ズを焼結して製作した。
【0031】
製作条件:成形圧500MPa,1100℃,1時間アルゴンガス中
焼結後の比重は約6g/cm3で、気孔率は10%
また、本実施例では焼結法によりラップ定盤を製造したが鋳造法によっても製作が可能である。
【符号の説明】
【0032】
1 研磨パッド、2 ウレタン基材、3 砥粒
【0033】
尚、本発明は独立行政法人新エネルギ−・産業技術総合開発機構(NEDO技術総合開発機構)の支援によるものである。
【特許請求の範囲】
【請求項1】
工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する隙間調整型研磨具であって、基材内に直径0.05〜0.5mm(望ましくは0.2〜0.4mm)程度の硬質粒子が配合されていることを特徴とする隙間調整型研磨具。
【請求項2】
前記硬質粒子は加工される材質よりは軟らかくて、前記基材よりは硬い物であることを特徴とする請求項1に記載の隙間調整型研磨具。
【請求項3】
前記硬質粒子の配合量が1〜20体積%(望ましくは5〜10体積%)であることを特徴とする請求項1または2に記載の隙間調整型研磨具。
【請求項4】
前記隙間調整型研磨具がラップ定盤である請求項1,2または3に記載の隙間調整型研磨具。
【請求項5】
前記隙間調整型研磨具が研磨パッドである請求項1,2または3に記載の隙間調整型研磨具。
【請求項1】
工作物との間に研磨材を含有するスラリーを供給しながら前記工作物とを相対的に移動させて工作物を研磨する隙間調整型研磨具であって、基材内に直径0.05〜0.5mm(望ましくは0.2〜0.4mm)程度の硬質粒子が配合されていることを特徴とする隙間調整型研磨具。
【請求項2】
前記硬質粒子は加工される材質よりは軟らかくて、前記基材よりは硬い物であることを特徴とする請求項1に記載の隙間調整型研磨具。
【請求項3】
前記硬質粒子の配合量が1〜20体積%(望ましくは5〜10体積%)であることを特徴とする請求項1または2に記載の隙間調整型研磨具。
【請求項4】
前記隙間調整型研磨具がラップ定盤である請求項1,2または3に記載の隙間調整型研磨具。
【請求項5】
前記隙間調整型研磨具が研磨パッドである請求項1,2または3に記載の隙間調整型研磨具。
【図1】


【図7】
【図8】
【図9】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図7】
【図8】
【図9】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【公開番号】特開2011−93033(P2011−93033A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2009−248438(P2009−248438)
【出願日】平成21年10月29日(2009.10.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国などの委託研究の成果に係る特許出願、平成21年度、独立行政法人新エネルギー・産業技術総合開発機構希少金属代替材料開発プロジェクト(対象鉱種追加分)委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(593006630)学校法人立命館 (359)
【出願人】(000164508)九重電気株式会社 (6)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成21年10月29日(2009.10.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国などの委託研究の成果に係る特許出願、平成21年度、独立行政法人新エネルギー・産業技術総合開発機構希少金属代替材料開発プロジェクト(対象鉱種追加分)委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(593006630)学校法人立命館 (359)
【出願人】(000164508)九重電気株式会社 (6)
【Fターム(参考)】
[ Back to top ]