
電子写真機器用スポンジロール
【課題】トナー掻き取り性能の向上、トナーに与えるストレスを低減することが可能な電子写真機器用スポンジロールを提供する。
【解決手段】電子写真機器用スポンジロール10は、軸体12と、軸体12の外周に形成された単体のスポンジ弾性層14とを有している。スポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たす。スポンジ弾性層14内の硬さ分布は、内部14dのセル14aに含浸成分15aを含浸させたり、表面部14cを形成する材質を改質したりすることにより付与できる。スポンジロール10は、トナー供給用またはクリーニング用として好適に用いることができる。
【解決手段】電子写真機器用スポンジロール10は、軸体12と、軸体12の外周に形成された単体のスポンジ弾性層14とを有している。スポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たす。スポンジ弾性層14内の硬さ分布は、内部14dのセル14aに含浸成分15aを含浸させたり、表面部14cを形成する材質を改質したりすることにより付与できる。スポンジロール10は、トナー供給用またはクリーニング用として好適に用いることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真機器用スポンジロールに関し、さらに詳しくは、複写機、プリンタ、ファクシミリ等の電子写真機器のトナー供給ロールやクリーニングロール等に用いて好適な電子写真機器用スポンジロールに関するものである。
【背景技術】
【0002】
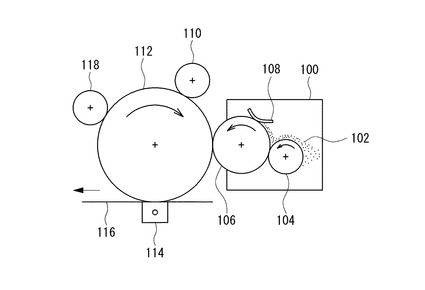
一般に、電子写真機器における複写は、次のようにして行われる。図7に示すように、トナーボックス100内のトナー102を、トナー供給ロール104を介して現像ロール106の表面に供給し、このトナー102を、さらに現像ロール106とトナー層形成ブレード108との摩擦帯電により帯電させる。そして、帯電ロール110により感光ドラム112の表面に形成された静電潜像に、帯電したトナー102を付着させてトナー像を形成し、これを転写部114を経由させることにより、複写紙116上に転写定着させる。
【0003】
静電潜像に付着されずに現像ロール106の表面に残ったトナー102は、トナー供給ロール104により掻き取られ、トナーボックス100内に回収されて再使用に供される。また、感光ドラム112の表面に残ったトナー102は、クリーニングロール118により掻き取られ、感光ドラム112表面は清浄化される。
【0004】
上記トナー供給ロールやクリーニングロールは、通常、軸体と、軸体の外周に形成されたスポンジ弾性層とを有している。この種のスポンジロールのスポンジ弾性層には、現像ロールや感光ドラム等の相手側部材の表面に残ったトナーを確実に掻き取るトナー掻き取り性能が要求される。トナー掻き取り性能を向上させることにより、現像ロールや感光ドラム上のトナーフィルミングを防止することが、電子写真機器の高耐久化に有利だからである。
【0005】
特許文献1には、トナー掻き取り性能を向上させるため、芯金の外周に形成したポリウレタンフォーム層の表面を凹凸構造にする技術が開示されている。
【0006】
また他にも、トナー掻き取り性能の向上を図る手法として、例えば、スポンジ弾性層の硬度を高くする方法も知られている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3536598号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来知られる技術は以下の点で問題があった。
【0009】
すなわち、スポンジ弾性層の表面に凹凸構造を形成するためには、それに対応した凸凹構造を形成した成形金型を用いなければならず、金型製造コストがかかるといった難点があった。さらに、トナー搬送量を減らした電子写真機器に適用した場合には、形成される画像にスポンジ弾性層表面の凹凸構造が転写されてしまうことがあった。
【0010】
一方、スポンジ弾性層の硬度を高くする技術は、トナーに与えるストレスが増大し、トナー劣化が加速されてしまうため、有効な方策ではない。
【0011】
本発明は、上記事情に鑑みてなされたもので、本発明が解決しようとする課題は、トナー掻き取り性能の向上、トナーに与えるストレスを低減することが可能な電子写真機器用スポンジロールを提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明に係る電子写真機器用スポンジロールは、軸体と、上記軸体の外周に形成された単体のスポンジ弾性層とを有し、上記スポンジ弾性層は、表面部の硬さ<内部の硬さを満たすことを要旨とする。
【0013】
ここで、上記スポンジ弾性層は、上記内部のセルに含浸させた含浸成分により、上記表面部よりも上記内部が硬く形成されていることが好ましい。
【0014】
この際、上記スポンジ弾性層は、上記表面部のセル内壁面に撥水成分が付着されるとともに、上記内部のセルに水系の含浸成分が含浸されることにより、上記表面部よりも上記内部が硬く形成されていることが好ましい。
【0015】
また、本発明に係る電子写真機器用スポンジロールは、上記スポンジ弾性層が、上記表面部を形成する材質が改質されることにより、上記内部よりも上記表面部が柔軟に形成されていても良い。
【0016】
この場合、上記改質は、上記表面部を形成する材質の分解であることが好ましい。
【発明の効果】
【0017】
本発明に係る電子写真機器用スポンジロールは、軸体と、軸体の外周に形成された単体のスポンジ弾性層とを有し、スポンジ弾性層が、表面部の硬さ<内部の硬さを満たす。上記スポンジロールによれば、スポンジ弾性層の表面部が内部よりも柔軟であるため、スポンジ弾性層がトナーにストレスを与え難く、トナー劣化の抑制を図ることができる。また、スポンジ弾性層の内部が表面部よりも硬いので、従来のようにロール表面に凹凸構造を形成しなくても、スポンジ弾性層に現像ロール等の相手側部材が押し付けられた際に適度な硬さを発揮でき、トナー掻き取り性能を向上させることができる。
【0018】
ここで、スポンジ弾性層の内部のセルに含浸させた含浸成分により、表面部よりも内部が硬く形成されている場合には、スポンジ弾性層上に別の層をコーティングし、二層構造にするなどの手法を採用しなくても、スポンジ弾性層内に所定の硬さ分布が付与される。そのため、単体のスポンジ弾性層でトナー掻き取り性能の向上、トナーに与えるストレスの低減を図りやすくなる。
【0019】
この際、スポンジ弾性層の表面部のセル内壁面に撥水成分が付着されるとともに、スポンジ弾性層の内部のセルに水系の含浸成分が含浸されることにより、表面部よりも内部が硬く形成されている場合には、表面部の硬さ<内部の硬さをより満たしやすくなる。また、水系の含浸成分を用いているので、取扱い性が良い上、環境にも優しい。
【0020】
また、スポンジ弾性層の表面部を形成する材質が改質されることにより、内部よりも表面部が柔軟に形成されている場合には、スポンジ弾性層上に別の層をコーティングし、二層構造にするなどの手法を採用しなくても、スポンジ弾性層内に所定の硬さ分布が付与される。また、スポンジ弾性層のセル構造(独立セル、連通セル)によらずにスポンジ弾性層内に所定の硬さ分布が付与される。そのため、単体のスポンジ弾性層でトナー掻き取り性能の向上、トナーに与えるストレスの低減を図りやすくなる。
【0021】
本発明に係る電子写真機器用スポンジロールは、電子写真機器におけるトナー供給ロール、クリーニングロールなどとして好適に用いることができる。
【図面の簡単な説明】
【0022】
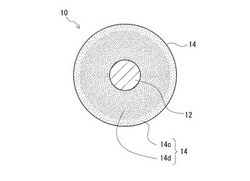
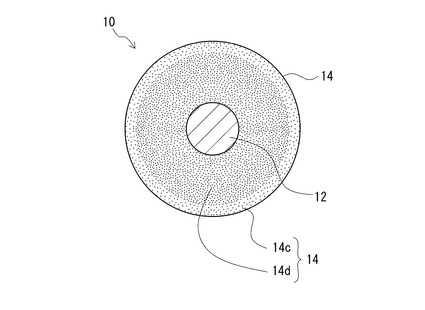
【図1】本発明に係るスポンジロールの周方向断面図である。
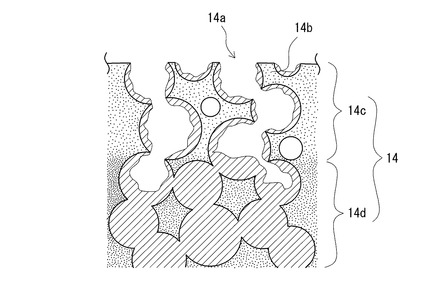
【図2】スポンジ弾性層の例を拡大して模式的に示した図である。
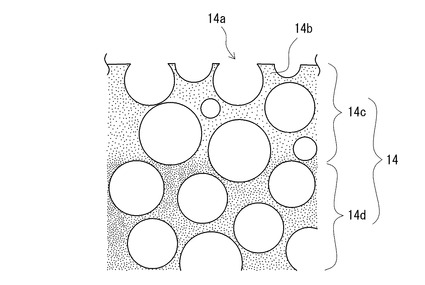
【図3】スポンジ弾性層の他の例を拡大して模式的に示した図である。
【図4】スポンジ弾性層の押し込み変位と押し込み時の荷重を測定する方法を説明するための図である。
【図5】本発明に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を模式的に示した図である。
【図6】実施例1、比較例1に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を示した図である。
【図7】電子写真機器における一般的な複写原理を説明するための図である。
【発明を実施するための形態】
【0023】
以下、本実施形態に係る電子写真機器用スポンジロール(以下、「スポンジロール」と略称する。)について説明する。
【0024】
図1は、スポンジロールの周方向断面図である。図1に示すように、スポンジロール10は、軸体12と、軸体12の外周に形成された単体のスポンジ弾性層14とを有している。
【0025】
軸体12は、中実でも中空でも良く、その形成材料としては、例えば、鉄、ステンレス、アルミニウム、鉄にメッキを施したもの等の金属、またはポリアセタール(POM)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリカーボネート、ポリアミド等のプラスチックが挙げられる。また、軸体12の外周面には、必要に応じて、接着剤やプライマー等が塗布されていても良い。
【0026】
スポンジ弾性層14の形成材料は、軟質ポリウレタンフォームの製造等に用いられるポリオール成分およびイソシアネート成分を組み合わせて得られるポリウレタンフォームを好適に用いることができる。
【0027】
上記ポリオール成分としては、例えば、ポリエーテルポリオール、ポリエステルポリオール、ポリブタジエンポリオール、ポリイソブチレンポリオール等のポリオレフィンポリオール等が挙げられる。これらは単独でもしくは2種以上併せて用いることができる。
【0028】
上記イソシアネート成分としては、2官能以上のポリイソシアネートであれば特に限定はなく、例えば、2,4−(または2,6−)トリレンジイソシアネート(TDI)、オルトトルイジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、カーボジイミド変成MDI、ポリメチレンポリフェニルイソシアネート、ポリメリックポリイソシアネート等が挙げられる。これらは単独でもしくは2種以上併せて用いることができる。
【0029】
さらに、必要に応じて、上記ポリオール成分およびイソシアネート成分に加えて、架橋剤、発泡剤(水、低沸点物、ガス体等)、界面活性剤、触媒、難燃剤、充填剤、導電性付与剤、帯電防止剤等を適宜に配合することができる。
【0030】
図2は、スポンジ弾性層の例を拡大して模式的に示した図である。図3は、スポンジ弾性層の他の例を拡大して模式的に示した図である。スポンジ弾性層14は、多数のセル14aから形成されており、各セル14aは、セル骨格部14bから構成されている。各セル14aは、図2に示すように連通していても良いし、図3に示すように独立していても良い。各セル14aが連通している場合には、スポンジ弾性層14内部のトナー移動が容易となるため、トナーによるセル14aの詰まりが低減できる等の利点がある。
【0031】
また、スポンジ弾性層14の外周面には、セル14aの開口部が多数分布している。開口部の開口径は、使用されるトナーの大きさにもよるが、おおよそ100〜800μmの範囲内に設定される。
【0032】
ここで、スポンジ弾性層14は、表面部14cと、内部14dとを有する。表面部14cは、スポンジ弾性層14の表面近傍の部位であり、主にトナーストレスの緩和に寄与する。一方、内部14dは、表面部14cよりも軸体12側に位置する部位であり、主にトナー掻き取り性の向上に寄与する。
【0033】
スポンジロール10に対する現像ロール等の相手側部材の最大押し込み深さは、おおよそ0.5〜2mm程度である。最大押し込み深さは、トナー掻き取り性能と関係があるため、トナーストレスの緩和に寄与する表面部14cは、最大押し込み深さよりも浅い領域に存在するように設計される。表面部14cの存在する領域は、スポンジ弾性層14の表面から最大押し込み深さ以下の範囲、より好ましくは、最大押し込み深さの30〜80%の範囲に存在していると良い。
【0034】
ここで、スポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たしている。そのため、スポンジ弾性層14において表面部14cが内部14dよりも柔軟となり、スポンジ弾性層14がトナーにストレスを与え難く、トナー劣化の抑制を図ることができる。また、スポンジ弾性層14の内部14dが表面部14cよりも硬いので、スポンジ弾性層14に現像ロール等の相手側部材が押し付けられた際に適度な硬さを発揮でき、トナー掻き取り性能を向上させることができる。
【0035】
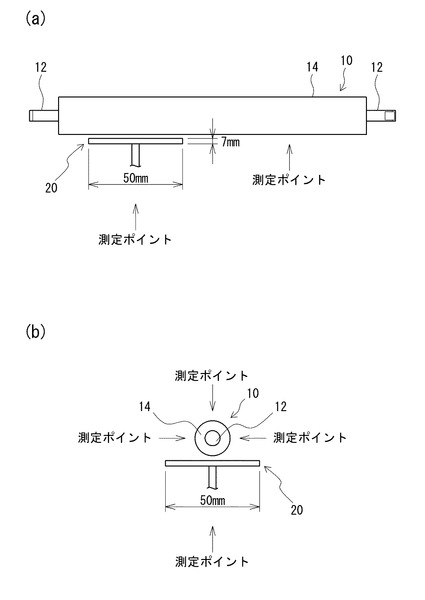
図4は、スポンジ弾性層の押し込み変位と押し込み時の荷重を測定する方法を説明するための図である。図4(a)に示すように、スポンジロール10を、軸体12の両端部分において支持し、板状押圧面(50mm×50mm、厚み7mm)を有する治具20をスポンジ弾性層14に押し込む。押し込み速度は、10mm/分である。これにより、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を求めることができる。但し、上記測定は、図4(b)に示すように、軸方向(幅方向)2ヶ所×ロール周方向90°毎4ヶ所の計8ヶ所の測定ポイントについて行い、平均値を求めることによる。
【0036】
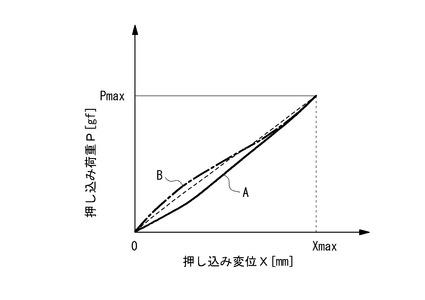
図5に、本発明に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を模式的に示す。図5中、Aが、本発明に係るスポンジロール10におけるスポンジ弾性層14の押し込み変位X(mm)と押し込み荷重P(gf)との関係を示したものである。Bは、比較のために示したもので、均一なスポンジ弾性層を有する従来のスポンジロールにおけるスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を示したものである。Xmaxは、最大押し込み変位であり、Pmaxは、最大押し込み荷重である。
【0037】
図5に示すように、従来のスポンジロールは、押し込み変位Xが相対的に小さい領域において、上に凸の曲線Bとなる。これに対し、本発明に係るスポンジロール10は、押し込み変位Xが相対的に小さい領域において、下に凸の曲線Aとなり、押し込み変位Xが相対的に大きくなるに従い、押し込み荷重Pが大きくなる挙動を示す。このように曲線の挙動に差異が生じるのは、本発明に係るスポンジロール10のスポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たしているからである。
【0038】
図5の座標(0,0)、(Xmax,0)、(Xmax,Pmax)で囲まれる三角形の面積をS、X=0からX=Xmaxまでの曲線Aの積分値をS’とすると、スポンジ弾性層14は、S’/S<1を満たしていることが好ましい。より好ましくは、S’/S≦0.98、さらに好ましくは、S’/S≦0.95を満たしていると良い。これによりトナーに対するストレスを与え難いことからトナー劣化の抑制を図ることができる上に、トナー掻き取り性能も確保できる。
【0039】
表面部14cの硬さ<内部14dの硬さを満たすようにするには、スポンジ弾性層14は、具体的には次の通りに構成されていると良い。以下、図2、図3を用いて説明する。
【0040】
図2に示すスポンジ弾性層14は、各セル14aが連通している。そして、内部14dのセル14aには、含浸成分15aが存在しており、これにより、表面部14cよりも内部14dが硬く形成されている。含浸成分15aは、内部14dのセル14a内全てを満たしていても良いし、セル14a内全てを満たしていなくても良い。
【0041】
上記含浸成分15aとしては、例えば、ポリアクリル酸エステル、変性ポリアクリル酸エステル等のアクリル樹脂、アクリル酸−スチレン共重合樹脂、アクリル酸エステル−スチレン共重合樹脂、アクリル酸−酢酸ビニル共重合樹脂、ポリウレタン、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合樹脂、ポリエステル、ポリアミド、ポリ塩化ビニル等の各種の樹脂や、エチレン−プロピレン−ジエン共重合ゴム、イソプレンゴム、クロロプレンゴム、ニトリルゴム、フッ素ゴム、シリコーンゴム等の各種のゴムなどを主とした成分を例示することができる。これらは1種または2種以上含まれていても良い。これら成分は、硬化されていても良いし、硬化されていなくても良い。好ましくは、使用時に含浸成分の漏洩による汚染を防止できる等の観点から、硬化されていると良い。好ましくは、スポンジ弾性層14をポリウレタンで形成した場合に、ポリウレタンが膨潤し難い利点がある等の観点から、上記含浸成分のうち、水系の分散液に適する含浸成分を好適に用いることができる。
【0042】
また、図2に示すスポンジ弾性層14では、表面部14cのセル14aの内壁面に、撥水成分15bが付着されている。この場合、スポンジ弾性層14の表面から、水系の含浸成分15aを含浸させたときに、表面部14cのセル14a内に含浸成分15aが留まることはなく、速やかに内部14dのセル14a内に含浸成分15aを含浸させることができる。
【0043】
上記撥水成分15bとしては、例えば、パラフィン、ワックス類、高級脂肪酸エステル、アミドワックス、高級脂肪酸金属塩、ポリエチレン、酸化ポリエチレン、シリコン系化合物、フッ素系化合物などの成分を含み、含浸成分15aよりも硬度の低いもの等を例示することができる。これらは1種または2種以上含まれていても良い。これら成分は、硬化されていても良いし、硬化されていなくても良い。好ましくは、使用時に撥水成分の漏洩による汚染を防止できる等の観点から、硬化されていると良い。
【0044】
一方、図3に示すスポンジ弾性層14は、表面部14cを形成する材質が改質されることにより、内部14dよりも表面部14cが柔軟に形成されている。したがって、図3に示すスポンジ弾性層14は、セル14a内に含浸成分15aや撥水成分15bを存在させる必要がない。そのため、図3では、各セル14aが独立している場合を例示しているが、これに限定されるわけではなく、各セル14aは、それぞれ連通していても構わない。
【0045】
表面部14cを柔軟に改質する方法としては、例えば、スポンジ弾性層14を形成する材質を分解するエネルギーを持つ光を照射する方法などが挙げられる。より具体的には、例えば、スポンジ弾性層14を形成する材質がポリウレタンである場合、スポンジ弾性層14の表面に紫外線を照射してウレタン結合を部分的に切断することで、表面近傍を柔軟化して表面部14cを形成することができる。
【0046】
上述したスポンジロール10は、例えば、次のようにして製造することができる。すなわち、先ず、軸体12を、所定のロール成形型に装填する。このロール成形型は、スポンジ弾性層14の軸方向の長さに略等しい長さの円筒型と、この円筒型の両端を閉塞するキャップとから構成されており、型締すると、軸体12がキャップによって円筒型と同軸に支持され、円筒型内に目的とするスポンジロー10の最終ロール形状を与える成形キャビティが形成されるようになっている。
【0047】
そして、上記成形型の成形キャビティ内に、スポンジ弾性層14の形成材料(ポリウレタンフォーム用組成物等)を注入し、発泡硬化させてベーススポンジ弾性層を軸体の周囲に一体成形した後、脱型する。ベーススポンジ弾性層は、硬さの異なる表面部14c、内部14dは未だ形成されていない。
【0048】
なお、スラブ発泡もしくは型発泡のフォーム材からロール素材を切り出し、それに軸体を通した後、表面を研磨して、ベーススポンジ弾性層を形成しても構わない。
【0049】
図2に示すように、各セルに、適度の連通性をもたせるには、例えば、上記脱型後に、スポンジロール10を軸体12を中心に回転させながら、ノズル等を用いて高圧の気体(空気や窒素等のガス)をベーススポンジ弾性層に噴射する。これにより、高圧の気体が軸体12の抵抗によってベーススポンジ弾性層内に拡散し、発泡セルと発泡セルの間のセル膜が破れ、セル間を連通させることができる。
【0050】
そして、図2に示したスポンジ弾性層14を形成するには、上記にて軸体に形成したベーススポンジ弾性層の表面近傍(例えば、1mm前後)に、撥水成分15bを含む塗工液を塗工し、必要に応じて、乾燥、熱処理する。上記塗工方法としては、例えば、平滑な台上に塗工液を塗工して所定厚みの未乾燥の塗膜を形成した後、直ちにその塗膜上において、ベーススポンジ弾性層を形成したロール体を回転させながら移動させ、ベーススポンジ弾性層の表面に塗工液を付着させる方法などを例示することができる。
【0051】
その後、含浸成分15aを含む塗工液中に、ロール全体または軸体12程度までスポンジ弾性層14を含浸させる。これにより、撥水成分15bが付着しているセル14aには、含浸成分15aが塗工されず、内部14dに含浸成分15aが含浸される。その後、このロールを含浸成分15aを含む塗工液から取り出し、必要に応じて、絞り、乾燥、熱処理すれば、スポンジロール10が得られる。
【0052】
一方、図3に示したスポンジ弾性層14を形成するには、上記にて軸体12に形成したベーススポンジ弾性層の表面に、ベーススポンジ弾性層を形成する材質に合わせて、この材質を分解するエネルギーを持つ光を照射し、ベーススポンジ弾性層の表面近傍の材質の化学結合を切り、柔軟化させる。これによりスポンジ弾性層14の表面近傍に表面部14cが形成されるとともに、材質が分解されなかった部位が分解された部位よりも相対的に硬くなって内部14dが形成される。これにより、スポンジロール10が得られる。
【0053】
得られたスポンジロール10は、トナー供給用ロール、クリーニングロールなどとして好適に用いることが可能である。
【実施例】
【0054】
以下、実施例を用いて本発明を詳細に説明する。
【0055】
1.実施例および比較例に係るスポンジロールの作製
(軸体)
直径5mmのSUM22製中実円柱状の軸体を準備した。
【0056】
(スポンジ弾性層形成用のスポンジ組成物の調製)
ポリエーテルポリオール(三井化学(株)製、EP−828、OH価=28)90重量部、ポリマーポリオール(三井化学(株)製、POP−31−28、OH価=28)10重量部、ジエタノールアミン2重量部、シリコン整泡剤(日本ユニカー(株)製、L−5309)3重量部、水2重量部、第三級アミン触媒(花王(株)製、カオライザーNo.31)0.5重量部、第三級アミン触媒(東ソー(株)製、トヨキャットHX−35)0.1重量部、ジブチル錫ジラウレート0.1重量部、およびイソシアネート(住友バイエルウレタン(株)製、スミジュールVT−80、NCO%=45)30.5重量部を配合してスポンジ弾性層形成用のスポンジ組成物を調製した。
【0057】
(各種スポンジロールの作製)
別途準備したパイプ型内に、上記軸体を同軸に配置し、パイプ型の両端をキャップにて閉塞するとともに軸体を支持し、その状態において、成形キャビティ内に調製した上述のスポンジ組成物を所定量注入し、60℃×30分間の条件にて発泡硬化させ、軸体の周りにベーススポンジ弾性層(厚み5.5mm)が一体的に形成されてなるロール体を作製した。なお、成形キャビティ内へのスポンジ組成物の注入量を変えることによって、ベーススポンジ弾性層の硬度が異なるロール体(以下、「ベースロール」ということがある。)を作製した。
【0058】
(実施例1)
不揮発分が5%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.5mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗工した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が15%となるようにアクリレートラテックス(日本ゼオン(株)製、「Nipol LX852」、不揮発分45%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させた後、さらに絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例1に係るスポンジロールを作製した。
【0059】
(実施例2)
不揮発分が2%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した点、塗工液をロールコート法にて0.3mmの塗工厚みになるよう調整し、ロール硬度72gfのベースロール表面に塗布した点以外は、実施例1と同様にして、実施例2に係るスポンジロールを作製した。
【0060】
(実施例3)
不揮発分が10%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した点、塗工液をロールコート法にて0.8mmの塗工厚みになるよう調整し、ロール硬度72gfのベースロール表面に塗布した点以外は、実施例1と同様にして、実施例3に係るスポンジロールを作製した。
【0061】
(実施例4)
不揮発分が5%となるようにシリコーン系塗工液(溶剤系:IPA溶剤、硬化タイプ、信越化学工業(株)製「KS7001」不揮発分21%)をIPA溶剤にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.3mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗布した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が20%となるように水系ウレタン((株)ADEKA製、「アデカボンタイターHUX−290H」、不揮発分62%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させ、絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例4に係るスポンジロールを作製した。
【0062】
(実施例5)
不揮発分が5%となるようにフッ素ゴム系塗工液(ダイキン工業(株)製「ダイエルラテックスGL−252E」と「ダイエルラテックスGL−200B」との混合物、GL−252E:GL−200B=100質量部:5質量部)を水にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.5mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗布した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が20%となるように水系ウレタン((株)ADEKA製、「アデカボンタイターHUX−290H」、不揮発分62%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させ、絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理し成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例5に係るスポンジロールを作製した。
【0063】
(実施例6)
ランプ出力80/cm、定格電力4KW、波長280nm近傍の紫外線ランプから12cm離し、かつ、表面1mmにのみ紫外線ランプが照射されるようにベースロール(ロール硬度171gf)の大半を覆った形で配置し、配置したベースロールを回転(30rpm)させながら紫外線を2分間照射し、ベーススポンジ弾性層の表面近傍のウレタン結合を部分的に切断した。これにより、実施例6に係るスポンジロールを作製した。
【0064】
(比較例1)
ベースロール(ロール硬度171gf)を比較例1に係るスポンジロールとした。
【0065】
(比較例2)
ベースロール(ロール硬度110gf)を比較例2に係るスポンジロールとした。
【0066】
(比較例3)
不揮発分が15%となるようにアクリレートラテックス(日本ゼオン(株)製、「Nipol LX852」、不揮発分45%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、ロール硬度72gfのベースロール全体を含浸させ、ベーススポンジ弾性層のセル内に全体含浸液を含浸させ、その後絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、比較例3に係るスポンジロールを作製した。
【0067】
2.ロール物性
(硬度)
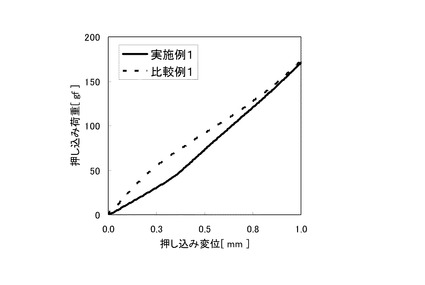
図4に示した方法により、実施例、比較例に係るスポンジロールのスポンジ弾性層の硬さを測定した。具体的には、スポンジロールを、軸体の両端部分において支持し、スポンジ弾性層を、板状押圧面(50mm×50mm、厚み7mm)を有する治具にて、10mm/分の速度で押圧し、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を調べた。なお、今回の試験では、1mm変位(圧縮)時の荷重P(gf)を最大押し込み荷重とした。その結果、実施例1〜6に係るスポンジロールはいずれも、図5に示した曲線Aと同等の挙動を示した。一方、比較例1〜3に係るスポンジロールはいずれも、図5に示した曲線Bと同等の挙動を示した。代表例として、図6に、実施例1、比較例1に係るスポンジロールについて測定された、スポンジ弾性層の押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を示す。また、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係から、上述したS’/S値の値を求めた。また、10mm/分の速度で押圧したときの、1mm変位(圧縮)時の押し込み荷重P(gf)をロール硬度(gf)として測定した。なお、ロール硬度は、軸方向の2ヶ所×ロール周方向90°毎の4ヶ所の、計8ヶ所とし、その平均値である。この値が大きくなる程、スポンジ弾性層全体が硬いことを示している。
【0068】
3.画像評価
各スポンジロールをトナー供給ロールとして用いて、以下の画像評価を行った。
【0069】
(初期・耐久後複写画像のゴースト評価)
トナー供給ロールとしての各スポンジロールのトナー掻き取り性を、次のようにして評価した。すなわち、スポンジロールを市販されているプリンタの現像装置に組み込み、所定の画像出しを行い、得られた初期複写画像を目視で観察した。ゴーストがなく画像が良好なものを初期のトナー掻き取り性が良好であるとして「○」と評価した。多少のゴーストはあるが軽微なものを「△」とした。実用に供し難いレベルのゴーストが存在するものを初期のトナー掻き取り性に劣るとして「×」と評価した。
【0070】
また、トナー濃度が5%となる程度の文字列を10000枚出力した。その後、さらに所定の画像出しを行い、得られた複写画像(耐久複写画像)を目視で観察した。ゴーストがなく画像が良好なものを耐久後のトナー掻き取り性が良好であるとして「○」と評価した。多少のゴーストはあるが軽微なものを「△」とした。実用に供し難いレベルのゴーストが存在するものを耐久後のトナー掻き取り性に劣るとして「×」と評価した。
【0071】
(耐久複写画像のトナーフィルミング評価)
トナー供給ロールとしての各スポンジロールがトナーへ与えるストレスの程度を、次のようにして評価した。すなわち、スポンジロールを市販されているプリンタの現像装置に組み込み、トナー濃度が5%となる程度の文字列を10000枚出力した。その後、所定の画像出しを行い、得られた複写画像(耐久複写画像)を目視で観察した。トナーフィルミングによる色抜け等の画像不具合がなく、画像が良好なものをトナーストレスが十分に低減されているとして「○」と評価した。多少の画像不具合は認められるものの軽微なものを「△」とした。実用に供し難いレベルの画像不具合が存在するものをトナーへのストレスが大であるとして「×」と評価した。
【0072】
表1に、スポンジ弾性層形成時の製造条件、ロール物性、画像評価結果をまとめて示す。
【0073】
【表1】

【0074】
表1から以下のことが分かる。すなわち、比較例1〜3に係るスポンジロールは、いずれもスポンジ弾性層の表面近傍が硬いため、トナーにストレスを与えやすく、トナーフィルミングによる画像不具合が発生している。
【0075】
これらに対し、実施例1〜6に係るスポンジロールは、いずれもスポンジ弾性層の表面から1mm程度の深さで表面部が形成されており、表面部の下部が内部とされている。そして、表面部の硬さ<内部の硬さを満たす。そのため、トナー掻き取り性能の向上、トナーに与えるストレスの低減を両立可能なことが確認できた。
【0076】
以上、本発明の実施形態、実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能なものである。
【0077】
例えば、上記実施例では、実施例に係るスポンジロールをトナー供給ロールとして適用し評価を行ったが、クリーニングロールとしても適用することが可能である。
【符号の説明】
【0078】
10 スポンジロール
12 軸体
14 スポンジ弾性層
14a セル
14b セル骨格部
14c 表面部
14d 内部
15a 含浸成分
15b 撥水成分
【技術分野】
【0001】
本発明は、電子写真機器用スポンジロールに関し、さらに詳しくは、複写機、プリンタ、ファクシミリ等の電子写真機器のトナー供給ロールやクリーニングロール等に用いて好適な電子写真機器用スポンジロールに関するものである。
【背景技術】
【0002】
一般に、電子写真機器における複写は、次のようにして行われる。図7に示すように、トナーボックス100内のトナー102を、トナー供給ロール104を介して現像ロール106の表面に供給し、このトナー102を、さらに現像ロール106とトナー層形成ブレード108との摩擦帯電により帯電させる。そして、帯電ロール110により感光ドラム112の表面に形成された静電潜像に、帯電したトナー102を付着させてトナー像を形成し、これを転写部114を経由させることにより、複写紙116上に転写定着させる。
【0003】
静電潜像に付着されずに現像ロール106の表面に残ったトナー102は、トナー供給ロール104により掻き取られ、トナーボックス100内に回収されて再使用に供される。また、感光ドラム112の表面に残ったトナー102は、クリーニングロール118により掻き取られ、感光ドラム112表面は清浄化される。
【0004】
上記トナー供給ロールやクリーニングロールは、通常、軸体と、軸体の外周に形成されたスポンジ弾性層とを有している。この種のスポンジロールのスポンジ弾性層には、現像ロールや感光ドラム等の相手側部材の表面に残ったトナーを確実に掻き取るトナー掻き取り性能が要求される。トナー掻き取り性能を向上させることにより、現像ロールや感光ドラム上のトナーフィルミングを防止することが、電子写真機器の高耐久化に有利だからである。
【0005】
特許文献1には、トナー掻き取り性能を向上させるため、芯金の外周に形成したポリウレタンフォーム層の表面を凹凸構造にする技術が開示されている。
【0006】
また他にも、トナー掻き取り性能の向上を図る手法として、例えば、スポンジ弾性層の硬度を高くする方法も知られている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3536598号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、従来知られる技術は以下の点で問題があった。
【0009】
すなわち、スポンジ弾性層の表面に凹凸構造を形成するためには、それに対応した凸凹構造を形成した成形金型を用いなければならず、金型製造コストがかかるといった難点があった。さらに、トナー搬送量を減らした電子写真機器に適用した場合には、形成される画像にスポンジ弾性層表面の凹凸構造が転写されてしまうことがあった。
【0010】
一方、スポンジ弾性層の硬度を高くする技術は、トナーに与えるストレスが増大し、トナー劣化が加速されてしまうため、有効な方策ではない。
【0011】
本発明は、上記事情に鑑みてなされたもので、本発明が解決しようとする課題は、トナー掻き取り性能の向上、トナーに与えるストレスを低減することが可能な電子写真機器用スポンジロールを提供することにある。
【課題を解決するための手段】
【0012】
上記課題を解決するため、本発明に係る電子写真機器用スポンジロールは、軸体と、上記軸体の外周に形成された単体のスポンジ弾性層とを有し、上記スポンジ弾性層は、表面部の硬さ<内部の硬さを満たすことを要旨とする。
【0013】
ここで、上記スポンジ弾性層は、上記内部のセルに含浸させた含浸成分により、上記表面部よりも上記内部が硬く形成されていることが好ましい。
【0014】
この際、上記スポンジ弾性層は、上記表面部のセル内壁面に撥水成分が付着されるとともに、上記内部のセルに水系の含浸成分が含浸されることにより、上記表面部よりも上記内部が硬く形成されていることが好ましい。
【0015】
また、本発明に係る電子写真機器用スポンジロールは、上記スポンジ弾性層が、上記表面部を形成する材質が改質されることにより、上記内部よりも上記表面部が柔軟に形成されていても良い。
【0016】
この場合、上記改質は、上記表面部を形成する材質の分解であることが好ましい。
【発明の効果】
【0017】
本発明に係る電子写真機器用スポンジロールは、軸体と、軸体の外周に形成された単体のスポンジ弾性層とを有し、スポンジ弾性層が、表面部の硬さ<内部の硬さを満たす。上記スポンジロールによれば、スポンジ弾性層の表面部が内部よりも柔軟であるため、スポンジ弾性層がトナーにストレスを与え難く、トナー劣化の抑制を図ることができる。また、スポンジ弾性層の内部が表面部よりも硬いので、従来のようにロール表面に凹凸構造を形成しなくても、スポンジ弾性層に現像ロール等の相手側部材が押し付けられた際に適度な硬さを発揮でき、トナー掻き取り性能を向上させることができる。
【0018】
ここで、スポンジ弾性層の内部のセルに含浸させた含浸成分により、表面部よりも内部が硬く形成されている場合には、スポンジ弾性層上に別の層をコーティングし、二層構造にするなどの手法を採用しなくても、スポンジ弾性層内に所定の硬さ分布が付与される。そのため、単体のスポンジ弾性層でトナー掻き取り性能の向上、トナーに与えるストレスの低減を図りやすくなる。
【0019】
この際、スポンジ弾性層の表面部のセル内壁面に撥水成分が付着されるとともに、スポンジ弾性層の内部のセルに水系の含浸成分が含浸されることにより、表面部よりも内部が硬く形成されている場合には、表面部の硬さ<内部の硬さをより満たしやすくなる。また、水系の含浸成分を用いているので、取扱い性が良い上、環境にも優しい。
【0020】
また、スポンジ弾性層の表面部を形成する材質が改質されることにより、内部よりも表面部が柔軟に形成されている場合には、スポンジ弾性層上に別の層をコーティングし、二層構造にするなどの手法を採用しなくても、スポンジ弾性層内に所定の硬さ分布が付与される。また、スポンジ弾性層のセル構造(独立セル、連通セル)によらずにスポンジ弾性層内に所定の硬さ分布が付与される。そのため、単体のスポンジ弾性層でトナー掻き取り性能の向上、トナーに与えるストレスの低減を図りやすくなる。
【0021】
本発明に係る電子写真機器用スポンジロールは、電子写真機器におけるトナー供給ロール、クリーニングロールなどとして好適に用いることができる。
【図面の簡単な説明】
【0022】
【図1】本発明に係るスポンジロールの周方向断面図である。
【図2】スポンジ弾性層の例を拡大して模式的に示した図である。
【図3】スポンジ弾性層の他の例を拡大して模式的に示した図である。
【図4】スポンジ弾性層の押し込み変位と押し込み時の荷重を測定する方法を説明するための図である。
【図5】本発明に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を模式的に示した図である。
【図6】実施例1、比較例1に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を示した図である。
【図7】電子写真機器における一般的な複写原理を説明するための図である。
【発明を実施するための形態】
【0023】
以下、本実施形態に係る電子写真機器用スポンジロール(以下、「スポンジロール」と略称する。)について説明する。
【0024】
図1は、スポンジロールの周方向断面図である。図1に示すように、スポンジロール10は、軸体12と、軸体12の外周に形成された単体のスポンジ弾性層14とを有している。
【0025】
軸体12は、中実でも中空でも良く、その形成材料としては、例えば、鉄、ステンレス、アルミニウム、鉄にメッキを施したもの等の金属、またはポリアセタール(POM)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリカーボネート、ポリアミド等のプラスチックが挙げられる。また、軸体12の外周面には、必要に応じて、接着剤やプライマー等が塗布されていても良い。
【0026】
スポンジ弾性層14の形成材料は、軟質ポリウレタンフォームの製造等に用いられるポリオール成分およびイソシアネート成分を組み合わせて得られるポリウレタンフォームを好適に用いることができる。
【0027】
上記ポリオール成分としては、例えば、ポリエーテルポリオール、ポリエステルポリオール、ポリブタジエンポリオール、ポリイソブチレンポリオール等のポリオレフィンポリオール等が挙げられる。これらは単独でもしくは2種以上併せて用いることができる。
【0028】
上記イソシアネート成分としては、2官能以上のポリイソシアネートであれば特に限定はなく、例えば、2,4−(または2,6−)トリレンジイソシアネート(TDI)、オルトトルイジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、カーボジイミド変成MDI、ポリメチレンポリフェニルイソシアネート、ポリメリックポリイソシアネート等が挙げられる。これらは単独でもしくは2種以上併せて用いることができる。
【0029】
さらに、必要に応じて、上記ポリオール成分およびイソシアネート成分に加えて、架橋剤、発泡剤(水、低沸点物、ガス体等)、界面活性剤、触媒、難燃剤、充填剤、導電性付与剤、帯電防止剤等を適宜に配合することができる。
【0030】
図2は、スポンジ弾性層の例を拡大して模式的に示した図である。図3は、スポンジ弾性層の他の例を拡大して模式的に示した図である。スポンジ弾性層14は、多数のセル14aから形成されており、各セル14aは、セル骨格部14bから構成されている。各セル14aは、図2に示すように連通していても良いし、図3に示すように独立していても良い。各セル14aが連通している場合には、スポンジ弾性層14内部のトナー移動が容易となるため、トナーによるセル14aの詰まりが低減できる等の利点がある。
【0031】
また、スポンジ弾性層14の外周面には、セル14aの開口部が多数分布している。開口部の開口径は、使用されるトナーの大きさにもよるが、おおよそ100〜800μmの範囲内に設定される。
【0032】
ここで、スポンジ弾性層14は、表面部14cと、内部14dとを有する。表面部14cは、スポンジ弾性層14の表面近傍の部位であり、主にトナーストレスの緩和に寄与する。一方、内部14dは、表面部14cよりも軸体12側に位置する部位であり、主にトナー掻き取り性の向上に寄与する。
【0033】
スポンジロール10に対する現像ロール等の相手側部材の最大押し込み深さは、おおよそ0.5〜2mm程度である。最大押し込み深さは、トナー掻き取り性能と関係があるため、トナーストレスの緩和に寄与する表面部14cは、最大押し込み深さよりも浅い領域に存在するように設計される。表面部14cの存在する領域は、スポンジ弾性層14の表面から最大押し込み深さ以下の範囲、より好ましくは、最大押し込み深さの30〜80%の範囲に存在していると良い。
【0034】
ここで、スポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たしている。そのため、スポンジ弾性層14において表面部14cが内部14dよりも柔軟となり、スポンジ弾性層14がトナーにストレスを与え難く、トナー劣化の抑制を図ることができる。また、スポンジ弾性層14の内部14dが表面部14cよりも硬いので、スポンジ弾性層14に現像ロール等の相手側部材が押し付けられた際に適度な硬さを発揮でき、トナー掻き取り性能を向上させることができる。
【0035】
図4は、スポンジ弾性層の押し込み変位と押し込み時の荷重を測定する方法を説明するための図である。図4(a)に示すように、スポンジロール10を、軸体12の両端部分において支持し、板状押圧面(50mm×50mm、厚み7mm)を有する治具20をスポンジ弾性層14に押し込む。押し込み速度は、10mm/分である。これにより、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を求めることができる。但し、上記測定は、図4(b)に示すように、軸方向(幅方向)2ヶ所×ロール周方向90°毎4ヶ所の計8ヶ所の測定ポイントについて行い、平均値を求めることによる。
【0036】
図5に、本発明に係るスポンジロールについてスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を模式的に示す。図5中、Aが、本発明に係るスポンジロール10におけるスポンジ弾性層14の押し込み変位X(mm)と押し込み荷重P(gf)との関係を示したものである。Bは、比較のために示したもので、均一なスポンジ弾性層を有する従来のスポンジロールにおけるスポンジ弾性層の押し込み変位X(mm)と押し込み荷重P(gf)との関係を示したものである。Xmaxは、最大押し込み変位であり、Pmaxは、最大押し込み荷重である。
【0037】
図5に示すように、従来のスポンジロールは、押し込み変位Xが相対的に小さい領域において、上に凸の曲線Bとなる。これに対し、本発明に係るスポンジロール10は、押し込み変位Xが相対的に小さい領域において、下に凸の曲線Aとなり、押し込み変位Xが相対的に大きくなるに従い、押し込み荷重Pが大きくなる挙動を示す。このように曲線の挙動に差異が生じるのは、本発明に係るスポンジロール10のスポンジ弾性層14は、表面部14cの硬さ<内部14dの硬さを満たしているからである。
【0038】
図5の座標(0,0)、(Xmax,0)、(Xmax,Pmax)で囲まれる三角形の面積をS、X=0からX=Xmaxまでの曲線Aの積分値をS’とすると、スポンジ弾性層14は、S’/S<1を満たしていることが好ましい。より好ましくは、S’/S≦0.98、さらに好ましくは、S’/S≦0.95を満たしていると良い。これによりトナーに対するストレスを与え難いことからトナー劣化の抑制を図ることができる上に、トナー掻き取り性能も確保できる。
【0039】
表面部14cの硬さ<内部14dの硬さを満たすようにするには、スポンジ弾性層14は、具体的には次の通りに構成されていると良い。以下、図2、図3を用いて説明する。
【0040】
図2に示すスポンジ弾性層14は、各セル14aが連通している。そして、内部14dのセル14aには、含浸成分15aが存在しており、これにより、表面部14cよりも内部14dが硬く形成されている。含浸成分15aは、内部14dのセル14a内全てを満たしていても良いし、セル14a内全てを満たしていなくても良い。
【0041】
上記含浸成分15aとしては、例えば、ポリアクリル酸エステル、変性ポリアクリル酸エステル等のアクリル樹脂、アクリル酸−スチレン共重合樹脂、アクリル酸エステル−スチレン共重合樹脂、アクリル酸−酢酸ビニル共重合樹脂、ポリウレタン、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合樹脂、ポリエステル、ポリアミド、ポリ塩化ビニル等の各種の樹脂や、エチレン−プロピレン−ジエン共重合ゴム、イソプレンゴム、クロロプレンゴム、ニトリルゴム、フッ素ゴム、シリコーンゴム等の各種のゴムなどを主とした成分を例示することができる。これらは1種または2種以上含まれていても良い。これら成分は、硬化されていても良いし、硬化されていなくても良い。好ましくは、使用時に含浸成分の漏洩による汚染を防止できる等の観点から、硬化されていると良い。好ましくは、スポンジ弾性層14をポリウレタンで形成した場合に、ポリウレタンが膨潤し難い利点がある等の観点から、上記含浸成分のうち、水系の分散液に適する含浸成分を好適に用いることができる。
【0042】
また、図2に示すスポンジ弾性層14では、表面部14cのセル14aの内壁面に、撥水成分15bが付着されている。この場合、スポンジ弾性層14の表面から、水系の含浸成分15aを含浸させたときに、表面部14cのセル14a内に含浸成分15aが留まることはなく、速やかに内部14dのセル14a内に含浸成分15aを含浸させることができる。
【0043】
上記撥水成分15bとしては、例えば、パラフィン、ワックス類、高級脂肪酸エステル、アミドワックス、高級脂肪酸金属塩、ポリエチレン、酸化ポリエチレン、シリコン系化合物、フッ素系化合物などの成分を含み、含浸成分15aよりも硬度の低いもの等を例示することができる。これらは1種または2種以上含まれていても良い。これら成分は、硬化されていても良いし、硬化されていなくても良い。好ましくは、使用時に撥水成分の漏洩による汚染を防止できる等の観点から、硬化されていると良い。
【0044】
一方、図3に示すスポンジ弾性層14は、表面部14cを形成する材質が改質されることにより、内部14dよりも表面部14cが柔軟に形成されている。したがって、図3に示すスポンジ弾性層14は、セル14a内に含浸成分15aや撥水成分15bを存在させる必要がない。そのため、図3では、各セル14aが独立している場合を例示しているが、これに限定されるわけではなく、各セル14aは、それぞれ連通していても構わない。
【0045】
表面部14cを柔軟に改質する方法としては、例えば、スポンジ弾性層14を形成する材質を分解するエネルギーを持つ光を照射する方法などが挙げられる。より具体的には、例えば、スポンジ弾性層14を形成する材質がポリウレタンである場合、スポンジ弾性層14の表面に紫外線を照射してウレタン結合を部分的に切断することで、表面近傍を柔軟化して表面部14cを形成することができる。
【0046】
上述したスポンジロール10は、例えば、次のようにして製造することができる。すなわち、先ず、軸体12を、所定のロール成形型に装填する。このロール成形型は、スポンジ弾性層14の軸方向の長さに略等しい長さの円筒型と、この円筒型の両端を閉塞するキャップとから構成されており、型締すると、軸体12がキャップによって円筒型と同軸に支持され、円筒型内に目的とするスポンジロー10の最終ロール形状を与える成形キャビティが形成されるようになっている。
【0047】
そして、上記成形型の成形キャビティ内に、スポンジ弾性層14の形成材料(ポリウレタンフォーム用組成物等)を注入し、発泡硬化させてベーススポンジ弾性層を軸体の周囲に一体成形した後、脱型する。ベーススポンジ弾性層は、硬さの異なる表面部14c、内部14dは未だ形成されていない。
【0048】
なお、スラブ発泡もしくは型発泡のフォーム材からロール素材を切り出し、それに軸体を通した後、表面を研磨して、ベーススポンジ弾性層を形成しても構わない。
【0049】
図2に示すように、各セルに、適度の連通性をもたせるには、例えば、上記脱型後に、スポンジロール10を軸体12を中心に回転させながら、ノズル等を用いて高圧の気体(空気や窒素等のガス)をベーススポンジ弾性層に噴射する。これにより、高圧の気体が軸体12の抵抗によってベーススポンジ弾性層内に拡散し、発泡セルと発泡セルの間のセル膜が破れ、セル間を連通させることができる。
【0050】
そして、図2に示したスポンジ弾性層14を形成するには、上記にて軸体に形成したベーススポンジ弾性層の表面近傍(例えば、1mm前後)に、撥水成分15bを含む塗工液を塗工し、必要に応じて、乾燥、熱処理する。上記塗工方法としては、例えば、平滑な台上に塗工液を塗工して所定厚みの未乾燥の塗膜を形成した後、直ちにその塗膜上において、ベーススポンジ弾性層を形成したロール体を回転させながら移動させ、ベーススポンジ弾性層の表面に塗工液を付着させる方法などを例示することができる。
【0051】
その後、含浸成分15aを含む塗工液中に、ロール全体または軸体12程度までスポンジ弾性層14を含浸させる。これにより、撥水成分15bが付着しているセル14aには、含浸成分15aが塗工されず、内部14dに含浸成分15aが含浸される。その後、このロールを含浸成分15aを含む塗工液から取り出し、必要に応じて、絞り、乾燥、熱処理すれば、スポンジロール10が得られる。
【0052】
一方、図3に示したスポンジ弾性層14を形成するには、上記にて軸体12に形成したベーススポンジ弾性層の表面に、ベーススポンジ弾性層を形成する材質に合わせて、この材質を分解するエネルギーを持つ光を照射し、ベーススポンジ弾性層の表面近傍の材質の化学結合を切り、柔軟化させる。これによりスポンジ弾性層14の表面近傍に表面部14cが形成されるとともに、材質が分解されなかった部位が分解された部位よりも相対的に硬くなって内部14dが形成される。これにより、スポンジロール10が得られる。
【0053】
得られたスポンジロール10は、トナー供給用ロール、クリーニングロールなどとして好適に用いることが可能である。
【実施例】
【0054】
以下、実施例を用いて本発明を詳細に説明する。
【0055】
1.実施例および比較例に係るスポンジロールの作製
(軸体)
直径5mmのSUM22製中実円柱状の軸体を準備した。
【0056】
(スポンジ弾性層形成用のスポンジ組成物の調製)
ポリエーテルポリオール(三井化学(株)製、EP−828、OH価=28)90重量部、ポリマーポリオール(三井化学(株)製、POP−31−28、OH価=28)10重量部、ジエタノールアミン2重量部、シリコン整泡剤(日本ユニカー(株)製、L−5309)3重量部、水2重量部、第三級アミン触媒(花王(株)製、カオライザーNo.31)0.5重量部、第三級アミン触媒(東ソー(株)製、トヨキャットHX−35)0.1重量部、ジブチル錫ジラウレート0.1重量部、およびイソシアネート(住友バイエルウレタン(株)製、スミジュールVT−80、NCO%=45)30.5重量部を配合してスポンジ弾性層形成用のスポンジ組成物を調製した。
【0057】
(各種スポンジロールの作製)
別途準備したパイプ型内に、上記軸体を同軸に配置し、パイプ型の両端をキャップにて閉塞するとともに軸体を支持し、その状態において、成形キャビティ内に調製した上述のスポンジ組成物を所定量注入し、60℃×30分間の条件にて発泡硬化させ、軸体の周りにベーススポンジ弾性層(厚み5.5mm)が一体的に形成されてなるロール体を作製した。なお、成形キャビティ内へのスポンジ組成物の注入量を変えることによって、ベーススポンジ弾性層の硬度が異なるロール体(以下、「ベースロール」ということがある。)を作製した。
【0058】
(実施例1)
不揮発分が5%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.5mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗工した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が15%となるようにアクリレートラテックス(日本ゼオン(株)製、「Nipol LX852」、不揮発分45%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させた後、さらに絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例1に係るスポンジロールを作製した。
【0059】
(実施例2)
不揮発分が2%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した点、塗工液をロールコート法にて0.3mmの塗工厚みになるよう調整し、ロール硬度72gfのベースロール表面に塗布した点以外は、実施例1と同様にして、実施例2に係るスポンジロールを作製した。
【0060】
(実施例3)
不揮発分が10%となるようにシリコーンゴム系塗工液(水系、硬化タイプ、信越化学工業(株)製「KM−2002L−1」不揮発分43%)を水にて希釈し、表面塗工液を調製した点、塗工液をロールコート法にて0.8mmの塗工厚みになるよう調整し、ロール硬度72gfのベースロール表面に塗布した点以外は、実施例1と同様にして、実施例3に係るスポンジロールを作製した。
【0061】
(実施例4)
不揮発分が5%となるようにシリコーン系塗工液(溶剤系:IPA溶剤、硬化タイプ、信越化学工業(株)製「KS7001」不揮発分21%)をIPA溶剤にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.3mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗布した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が20%となるように水系ウレタン((株)ADEKA製、「アデカボンタイターHUX−290H」、不揮発分62%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させ、絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例4に係るスポンジロールを作製した。
【0062】
(実施例5)
不揮発分が5%となるようにフッ素ゴム系塗工液(ダイキン工業(株)製「ダイエルラテックスGL−252E」と「ダイエルラテックスGL−200B」との混合物、GL−252E:GL−200B=100質量部:5質量部)を水にて希釈し、表面塗工液を調製した。次いで、この塗工液をロールコート法にて0.5mmの塗工厚みになるよう調整し、ロール硬度110gfのベースロール表面に塗布した。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、ベーススポンジ弾性層に表面部を形成した。次いで、不揮発分が20%となるように水系ウレタン((株)ADEKA製、「アデカボンタイターHUX−290H」、不揮発分62%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、上記熱処理後のベースロール全体を含浸させ、ベーススポンジ弾性層の内部のセル内に全体含浸液を含浸させ、絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理し成分を硬化させ、スポンジ弾性層を形成した。これにより、実施例5に係るスポンジロールを作製した。
【0063】
(実施例6)
ランプ出力80/cm、定格電力4KW、波長280nm近傍の紫外線ランプから12cm離し、かつ、表面1mmにのみ紫外線ランプが照射されるようにベースロール(ロール硬度171gf)の大半を覆った形で配置し、配置したベースロールを回転(30rpm)させながら紫外線を2分間照射し、ベーススポンジ弾性層の表面近傍のウレタン結合を部分的に切断した。これにより、実施例6に係るスポンジロールを作製した。
【0064】
(比較例1)
ベースロール(ロール硬度171gf)を比較例1に係るスポンジロールとした。
【0065】
(比較例2)
ベースロール(ロール硬度110gf)を比較例2に係るスポンジロールとした。
【0066】
(比較例3)
不揮発分が15%となるようにアクリレートラテックス(日本ゼオン(株)製、「Nipol LX852」、不揮発分45%)を水にて希釈し、全体含浸液を調製した。次いで、この全体含浸液中に、ロール硬度72gfのベースロール全体を含浸させ、ベーススポンジ弾性層のセル内に全体含浸液を含浸させ、その後絞り処理を行った。次いで、このベースロールを130℃で30分間熱処理して成分を硬化させ、スポンジ弾性層を形成した。これにより、比較例3に係るスポンジロールを作製した。
【0067】
2.ロール物性
(硬度)
図4に示した方法により、実施例、比較例に係るスポンジロールのスポンジ弾性層の硬さを測定した。具体的には、スポンジロールを、軸体の両端部分において支持し、スポンジ弾性層を、板状押圧面(50mm×50mm、厚み7mm)を有する治具にて、10mm/分の速度で押圧し、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を調べた。なお、今回の試験では、1mm変位(圧縮)時の荷重P(gf)を最大押し込み荷重とした。その結果、実施例1〜6に係るスポンジロールはいずれも、図5に示した曲線Aと同等の挙動を示した。一方、比較例1〜3に係るスポンジロールはいずれも、図5に示した曲線Bと同等の挙動を示した。代表例として、図6に、実施例1、比較例1に係るスポンジロールについて測定された、スポンジ弾性層の押し込み変位X(mm)と押し込み時の荷重P(gf)との関係を示す。また、押し込み変位X(mm)と押し込み時の荷重P(gf)との関係から、上述したS’/S値の値を求めた。また、10mm/分の速度で押圧したときの、1mm変位(圧縮)時の押し込み荷重P(gf)をロール硬度(gf)として測定した。なお、ロール硬度は、軸方向の2ヶ所×ロール周方向90°毎の4ヶ所の、計8ヶ所とし、その平均値である。この値が大きくなる程、スポンジ弾性層全体が硬いことを示している。
【0068】
3.画像評価
各スポンジロールをトナー供給ロールとして用いて、以下の画像評価を行った。
【0069】
(初期・耐久後複写画像のゴースト評価)
トナー供給ロールとしての各スポンジロールのトナー掻き取り性を、次のようにして評価した。すなわち、スポンジロールを市販されているプリンタの現像装置に組み込み、所定の画像出しを行い、得られた初期複写画像を目視で観察した。ゴーストがなく画像が良好なものを初期のトナー掻き取り性が良好であるとして「○」と評価した。多少のゴーストはあるが軽微なものを「△」とした。実用に供し難いレベルのゴーストが存在するものを初期のトナー掻き取り性に劣るとして「×」と評価した。
【0070】
また、トナー濃度が5%となる程度の文字列を10000枚出力した。その後、さらに所定の画像出しを行い、得られた複写画像(耐久複写画像)を目視で観察した。ゴーストがなく画像が良好なものを耐久後のトナー掻き取り性が良好であるとして「○」と評価した。多少のゴーストはあるが軽微なものを「△」とした。実用に供し難いレベルのゴーストが存在するものを耐久後のトナー掻き取り性に劣るとして「×」と評価した。
【0071】
(耐久複写画像のトナーフィルミング評価)
トナー供給ロールとしての各スポンジロールがトナーへ与えるストレスの程度を、次のようにして評価した。すなわち、スポンジロールを市販されているプリンタの現像装置に組み込み、トナー濃度が5%となる程度の文字列を10000枚出力した。その後、所定の画像出しを行い、得られた複写画像(耐久複写画像)を目視で観察した。トナーフィルミングによる色抜け等の画像不具合がなく、画像が良好なものをトナーストレスが十分に低減されているとして「○」と評価した。多少の画像不具合は認められるものの軽微なものを「△」とした。実用に供し難いレベルの画像不具合が存在するものをトナーへのストレスが大であるとして「×」と評価した。
【0072】
表1に、スポンジ弾性層形成時の製造条件、ロール物性、画像評価結果をまとめて示す。
【0073】
【表1】
【0074】
表1から以下のことが分かる。すなわち、比較例1〜3に係るスポンジロールは、いずれもスポンジ弾性層の表面近傍が硬いため、トナーにストレスを与えやすく、トナーフィルミングによる画像不具合が発生している。
【0075】
これらに対し、実施例1〜6に係るスポンジロールは、いずれもスポンジ弾性層の表面から1mm程度の深さで表面部が形成されており、表面部の下部が内部とされている。そして、表面部の硬さ<内部の硬さを満たす。そのため、トナー掻き取り性能の向上、トナーに与えるストレスの低減を両立可能なことが確認できた。
【0076】
以上、本発明の実施形態、実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能なものである。
【0077】
例えば、上記実施例では、実施例に係るスポンジロールをトナー供給ロールとして適用し評価を行ったが、クリーニングロールとしても適用することが可能である。
【符号の説明】
【0078】
10 スポンジロール
12 軸体
14 スポンジ弾性層
14a セル
14b セル骨格部
14c 表面部
14d 内部
15a 含浸成分
15b 撥水成分
【特許請求の範囲】
【請求項1】
軸体と、前記軸体の外周に形成された単体のスポンジ弾性層とを有し、
前記スポンジ弾性層は、表面部の硬さ<内部の硬さを満たすことを特徴とする電子写真機器用スポンジロール。
【請求項2】
前記スポンジ弾性層は、
前記内部のセルに含浸させた含浸成分により、前記表面部よりも前記内部が硬く形成されていることを特徴とする請求項1に記載の電子写真機器用スポンジロール。
【請求項3】
前記スポンジ弾性層は、
前記表面部のセル内壁面に撥水成分が付着されるとともに、前記内部のセルに水系の含浸成分が含浸されることにより、前記表面部よりも前記内部が硬く形成されていることを特徴とする請求項1または2に記載の電子写真機器用スポンジロール。
【請求項4】
前記スポンジ弾性層は、前記表面部を形成する材質が改質されることにより、前記内部よりも前記表面部が柔軟に形成されていることを特徴とする請求項1に記載の電子写真機器用スポンジロール。
【請求項5】
前記改質は、前記表面部を形成する材質の分解であることを特徴とする請求項4に記載の電子写真機器用スポンジロール。
【請求項1】
軸体と、前記軸体の外周に形成された単体のスポンジ弾性層とを有し、
前記スポンジ弾性層は、表面部の硬さ<内部の硬さを満たすことを特徴とする電子写真機器用スポンジロール。
【請求項2】
前記スポンジ弾性層は、
前記内部のセルに含浸させた含浸成分により、前記表面部よりも前記内部が硬く形成されていることを特徴とする請求項1に記載の電子写真機器用スポンジロール。
【請求項3】
前記スポンジ弾性層は、
前記表面部のセル内壁面に撥水成分が付着されるとともに、前記内部のセルに水系の含浸成分が含浸されることにより、前記表面部よりも前記内部が硬く形成されていることを特徴とする請求項1または2に記載の電子写真機器用スポンジロール。
【請求項4】
前記スポンジ弾性層は、前記表面部を形成する材質が改質されることにより、前記内部よりも前記表面部が柔軟に形成されていることを特徴とする請求項1に記載の電子写真機器用スポンジロール。
【請求項5】
前記改質は、前記表面部を形成する材質の分解であることを特徴とする請求項4に記載の電子写真機器用スポンジロール。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−88630(P2012−88630A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−236932(P2010−236932)
【出願日】平成22年10月22日(2010.10.22)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月22日(2010.10.22)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]