
電子部品の印字方法

【課題】印字の識別性を高める電子部品の印字方法を提供する。
【解決手段】樹脂封止チップサイズパッケージ型の弾性表面波装置1の研削面に印字する電子部品の印字方法は、弾性表面波装置1に研削を施して研削面を形成する工程と、研削面に印字パターンを形成する工程と、研削面にブラスト処理を施す工程とを備える。典型的な例では、研削面にブラスト処理を施した後に印字する。
【解決手段】樹脂封止チップサイズパッケージ型の弾性表面波装置1の研削面に印字する電子部品の印字方法は、弾性表面波装置1に研削を施して研削面を形成する工程と、研削面に印字パターンを形成する工程と、研削面にブラスト処理を施す工程とを備える。典型的な例では、研削面にブラスト処理を施した後に印字する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子部品の印字方法に関し、特に、電子部品の研削面への印字方法に関する。
【背景技術】
【0002】
従来、電子部品を低背化するために、パッケージの天面を研削する方法が知られている。
【0003】
たとえば、特開2004−208326号公報(特許文献1)には、半導体チップや弾性表面波素子などの電気素子を配線パターンにフリップチップ実装し、電気素子を熱硬化性樹脂組成物で封止したパッケージ構造を有する電子部品を低背化するために、天面部分である熱硬化性樹脂組成物を研削する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−208326号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
電子部品の天面部分は、砥石で研削される。しかしながら、砥石で研削したパッケージの天面には研削痕が存在する。そのために、天面を研削した後、その天面にレーザーで印字する場合、画像認識装置で印字を識別することが困難であった。また、インクで印字する場合も、研削痕へインクが滲み出して識別が困難にあった。
【0006】
本発明は、上記のような問題に鑑みてなされたものであり、本発明の目的は、印字の識別性を高める電子部品の印字方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る電子部品の印字方法は、電子部品の研削面に印字する電子部品の印字方法であって、電子部品に研削を施して研削面を形成する工程と、研削面に印字パターンを形成する工程と、研削面にブラスト処理を施す工程とを備える。
【0008】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の後に研削面に印字することを含む。
【0009】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の前に研削面にインクで印字することを含み、ブラスト処理によってインク滲みを除去する。
【0010】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の前に研削面の印字部分にマスクを形成することを含み、ブラスト処理によってマスク以外の部分を粗し、その後、マスクを除去する。
【0011】
1つの実施態様では、上記電子部品の印字方法において、研削面にインクで印字することによってマスクを形成する。
【0012】
1つの実施態様では、上記電子部品の印字方法において、ブラスト処理にウェットブラスト法を用いる。
【0013】
1つの実施態様では、上記電子部品の印字方法において、研削面は、弾性表面波素子を被覆する樹脂に設けられている。
【発明の効果】
【0014】
本発明によれば、電子部品の印字の識別性を高めることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1〜3に係る電子部品の印字方法が適用される弾性表面波装置を示す略図的断面図である。
【図2】本発明の実施の形態1に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図3】比較例1に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図4】本発明の実施の形態2に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図5】本発明の実施の形態3に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図6】比較例2に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【発明を実施するための形態】
【0016】
以下に、本発明の実施の形態について説明する。なお、同一または相当する部分に同一の参照符号を付し、その説明を繰返さない場合がある。
【0017】
なお、以下に説明する実施の形態において、個数、量などに言及する場合、特に記載がある場合を除き、本発明の範囲は必ずしもその個数、量などに限定されない。また、以下の実施の形態において、各々の構成要素は、特に記載がある場合を除き、本発明にとって必ずしも必須のものではない。
【0018】
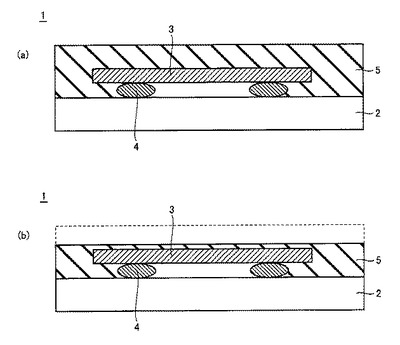
図1は、後述の実施の形態1〜3に係る電子部品の印字方法が適用される、樹脂封止チップサイズパッケージ型の弾性表面波装置1を示す略図的断面図である。
【0019】
図1(a)に示すように、弾性表面波素子3は、バンプ4によって配線基板2の表面にフリップチップ実装されている。弾性表面波素子3は、熱硬化性のエポキシ樹脂などの樹脂5によって封止されている。このような弾性表面波装置1を低背化するために、平面研削盤やインフィード研削装置を用いて、図1(b)に示すように、パッケージ部分の天面である樹脂5を所定の厚みまで研削する。このとき、砥石の目詰まりを防ぐために、砥石の粒度は♯400〜♯1000程度の比較的粗いものが好ましい。
【0020】
弾性表面波装置1は、配線基板2の親基板に複数の弾性表面波素子3を実装し、樹脂5の親シートで被覆した後にダイシングすることで作製される。樹脂5の研削はダイシング後に施してもよいが、生産性を考慮すれば、ダイシング前に施す方が好ましい。
【0021】
以下、上記の弾性表面波装置1に印字を施す場合を例として、本発明の実施の形態1〜3について説明する。
【0022】
(実施の形態1)
本実施の形態1に係る電子部品の印字方法は、砥石によって樹脂5を研削した後、樹脂5の研削面をブラスト処理することにより、砥石による研削痕を除去すし、研削痕を除去した後、レーザやインクジェットプリンタによって印字するというものである。
【0023】
本実施の形態では、ブラスト処理に砥粒を水などの液体に混ぜ、スラリー状にして噴射するウェットブラスト法を用いる。また、砥粒としては、♯2000程度のものを使用する。ブラスト処理の加工量は0.5μm〜数μm程度とする。
【0024】
本実施の形態に係る電子部品の印字方法によれば、研削工程の後、研削面をブラスト処理することにより、研削面における研削痕が除去されるため、画像認識装置などによる印字の識別性を向上することができる。また、ブラスト処理方法として、ウェットブラスト法を用いることにより、静電気の発生を抑制することができ、砥粒の残渣除去も比較的容易である。
【0025】
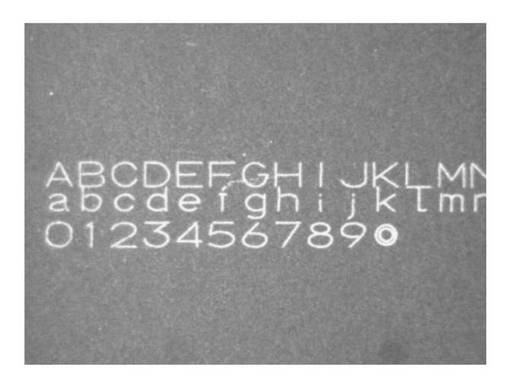
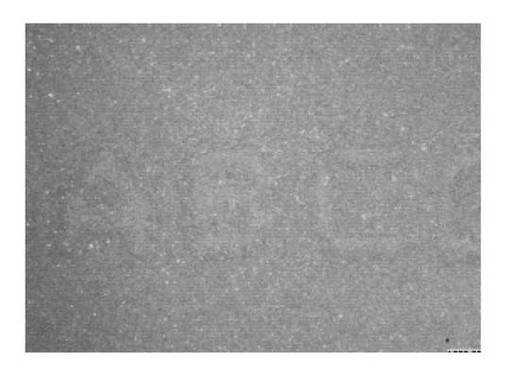
図2、図3は、各々、本実施の形態(図2)および比較例1(図3)に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【0026】
図2、図3を参照して、比較例1(図3)では、研削痕が残ったままであるのに対し、本実施の形態(図2)では、ブラスト処理により、研削痕が除去されているため、比較例1(図3)に比べて文字が認識しやすい。
【0027】
このように、本実施の形態に係る電子部品の印字方法によれば、研削工程後のブラスト処理により、研削面における研削痕を除去することができるので、電子部品の印字の識別性を高めることが可能である。
【0028】
(実施の形態2)
本実施の形態2に係る電子部品の印字方法は、インクジェットプリンタなどを使用して樹脂5の研削面にインクで印字した後、研削痕へ滲み出したインク、すなわちインク滲みをブラスト処理(たとえばウェットブラスト法など)で除去するというものである。
【0029】
なお、上記ブラスト処理による加工量が多すぎると、印字されたインク自体も消失してしまうため、インク滲みのみを除去するような加工量とする。具体的には、♯2000程度の砥粒を使用し、ブラスト処理の加工量を0.5μm以下程度とする。
【0030】
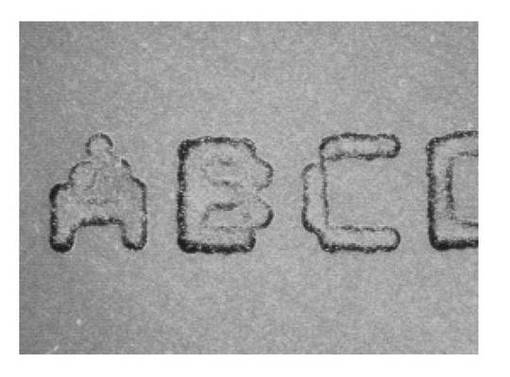
図4、図6は、各々、本実施の形態(図4)および比較例2(図6)に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【0031】
図4、図6を参照して、比較例2(図6)では、インク滲みが生じているのに対し、本実施の形態(図4)では、ブラスト処理により、インク滲みが除去されていることが分かる。このため、比較例2(図6)に比べて文字が認識しやすい。
【0032】
本実施の形態に係る電子部品の印字方法によれば、印字工程後のブラスト処理により、インク滲みが除去されるため、印字の識別性を向上することができる。
【0033】
(実施の形態3)
本実施の形態2に係る電子部品の印字方法は、インクジェットプリンタなどを使用して樹脂5の研削面にインクで印字した後、ブラスト処理(たとえばウェットブラスト法など)でインク以外の部分を粗し、その後、インクを溶剤等で除去するというものである。
【0034】
本実施の形態に係る電子部品の印字方法によれば、ブラスト処理の際、研削面に印字されたインクがマスクとなり、インクが存在した部分と存在しなかった部分との間でコントラストが生じる。これにより、インクのパターンを印字として識別することが可能である。
【0035】
なお、インクをマスクとして使用することに代えて、フォトレジストなど、印字部分にマスクパターンを形成できるものを用いることができる。
【0036】
図5は、各々、本実施の形態に係る電子部品の印字方法により印字された文字を示す拡大写真である。図5に示すように、インクが存在した部分と存在しなかった部分との間でコントラストによって、文字を認識することが可能になっている。
【0037】
本実施の形態に係る電子部品の印字方法によれば、インクを残さずに印字を識別することができる。そのため、インクが剥がれる虞がなく、インクが使用できない用途にも用いることができる。
【0038】
(ブラスト処理について)
上述したブラスト処理に使用される砥粒については、粗すぎると却って研削面が荒れてしまい、細かすぎると処理時間がかかりすぎ、砥粒の使用量も増えてしまうという問題がある。砥粒の粒度は、ブラスト処理の方法や被研削物の材料に応じて適宜選択される。
【0039】
(変形例等)
上記の実施の形態1〜3では、ウェットブラスト法の例を示したが、これに代えて、ドライブラスト法を用いてもよい。
【0040】
また、上記の実施の形態1〜3では、樹脂封止チップサイズパッケージ型の弾性表面波装置に本発明を適用した場合を例にとって説明したが、本発明の適用範囲はこれに限定されず、印字が必要な研削面を有する他の電子部品にも適用できる。
【0041】
以上、本発明の実施の形態について説明したが、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0042】
1 弾性表面波装置、2 配線基板、3 弾性表面波素子、4 バンプ、5 樹脂。
【技術分野】
【0001】
本発明は、電子部品の印字方法に関し、特に、電子部品の研削面への印字方法に関する。
【背景技術】
【0002】
従来、電子部品を低背化するために、パッケージの天面を研削する方法が知られている。
【0003】
たとえば、特開2004−208326号公報(特許文献1)には、半導体チップや弾性表面波素子などの電気素子を配線パターンにフリップチップ実装し、電気素子を熱硬化性樹脂組成物で封止したパッケージ構造を有する電子部品を低背化するために、天面部分である熱硬化性樹脂組成物を研削する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−208326号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
電子部品の天面部分は、砥石で研削される。しかしながら、砥石で研削したパッケージの天面には研削痕が存在する。そのために、天面を研削した後、その天面にレーザーで印字する場合、画像認識装置で印字を識別することが困難であった。また、インクで印字する場合も、研削痕へインクが滲み出して識別が困難にあった。
【0006】
本発明は、上記のような問題に鑑みてなされたものであり、本発明の目的は、印字の識別性を高める電子部品の印字方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る電子部品の印字方法は、電子部品の研削面に印字する電子部品の印字方法であって、電子部品に研削を施して研削面を形成する工程と、研削面に印字パターンを形成する工程と、研削面にブラスト処理を施す工程とを備える。
【0008】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の後に研削面に印字することを含む。
【0009】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の前に研削面にインクで印字することを含み、ブラスト処理によってインク滲みを除去する。
【0010】
1つの実施態様では、上記電子部品の印字方法において、印字パターンを形成する工程は、ブラスト処理を施す工程の前に研削面の印字部分にマスクを形成することを含み、ブラスト処理によってマスク以外の部分を粗し、その後、マスクを除去する。
【0011】
1つの実施態様では、上記電子部品の印字方法において、研削面にインクで印字することによってマスクを形成する。
【0012】
1つの実施態様では、上記電子部品の印字方法において、ブラスト処理にウェットブラスト法を用いる。
【0013】
1つの実施態様では、上記電子部品の印字方法において、研削面は、弾性表面波素子を被覆する樹脂に設けられている。
【発明の効果】
【0014】
本発明によれば、電子部品の印字の識別性を高めることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1〜3に係る電子部品の印字方法が適用される弾性表面波装置を示す略図的断面図である。
【図2】本発明の実施の形態1に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図3】比較例1に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図4】本発明の実施の形態2に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図5】本発明の実施の形態3に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【図6】比較例2に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【発明を実施するための形態】
【0016】
以下に、本発明の実施の形態について説明する。なお、同一または相当する部分に同一の参照符号を付し、その説明を繰返さない場合がある。
【0017】
なお、以下に説明する実施の形態において、個数、量などに言及する場合、特に記載がある場合を除き、本発明の範囲は必ずしもその個数、量などに限定されない。また、以下の実施の形態において、各々の構成要素は、特に記載がある場合を除き、本発明にとって必ずしも必須のものではない。
【0018】
図1は、後述の実施の形態1〜3に係る電子部品の印字方法が適用される、樹脂封止チップサイズパッケージ型の弾性表面波装置1を示す略図的断面図である。
【0019】
図1(a)に示すように、弾性表面波素子3は、バンプ4によって配線基板2の表面にフリップチップ実装されている。弾性表面波素子3は、熱硬化性のエポキシ樹脂などの樹脂5によって封止されている。このような弾性表面波装置1を低背化するために、平面研削盤やインフィード研削装置を用いて、図1(b)に示すように、パッケージ部分の天面である樹脂5を所定の厚みまで研削する。このとき、砥石の目詰まりを防ぐために、砥石の粒度は♯400〜♯1000程度の比較的粗いものが好ましい。
【0020】
弾性表面波装置1は、配線基板2の親基板に複数の弾性表面波素子3を実装し、樹脂5の親シートで被覆した後にダイシングすることで作製される。樹脂5の研削はダイシング後に施してもよいが、生産性を考慮すれば、ダイシング前に施す方が好ましい。
【0021】
以下、上記の弾性表面波装置1に印字を施す場合を例として、本発明の実施の形態1〜3について説明する。
【0022】
(実施の形態1)
本実施の形態1に係る電子部品の印字方法は、砥石によって樹脂5を研削した後、樹脂5の研削面をブラスト処理することにより、砥石による研削痕を除去すし、研削痕を除去した後、レーザやインクジェットプリンタによって印字するというものである。
【0023】
本実施の形態では、ブラスト処理に砥粒を水などの液体に混ぜ、スラリー状にして噴射するウェットブラスト法を用いる。また、砥粒としては、♯2000程度のものを使用する。ブラスト処理の加工量は0.5μm〜数μm程度とする。
【0024】
本実施の形態に係る電子部品の印字方法によれば、研削工程の後、研削面をブラスト処理することにより、研削面における研削痕が除去されるため、画像認識装置などによる印字の識別性を向上することができる。また、ブラスト処理方法として、ウェットブラスト法を用いることにより、静電気の発生を抑制することができ、砥粒の残渣除去も比較的容易である。
【0025】
図2、図3は、各々、本実施の形態(図2)および比較例1(図3)に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【0026】
図2、図3を参照して、比較例1(図3)では、研削痕が残ったままであるのに対し、本実施の形態(図2)では、ブラスト処理により、研削痕が除去されているため、比較例1(図3)に比べて文字が認識しやすい。
【0027】
このように、本実施の形態に係る電子部品の印字方法によれば、研削工程後のブラスト処理により、研削面における研削痕を除去することができるので、電子部品の印字の識別性を高めることが可能である。
【0028】
(実施の形態2)
本実施の形態2に係る電子部品の印字方法は、インクジェットプリンタなどを使用して樹脂5の研削面にインクで印字した後、研削痕へ滲み出したインク、すなわちインク滲みをブラスト処理(たとえばウェットブラスト法など)で除去するというものである。
【0029】
なお、上記ブラスト処理による加工量が多すぎると、印字されたインク自体も消失してしまうため、インク滲みのみを除去するような加工量とする。具体的には、♯2000程度の砥粒を使用し、ブラスト処理の加工量を0.5μm以下程度とする。
【0030】
図4、図6は、各々、本実施の形態(図4)および比較例2(図6)に係る電子部品の印字方法により印字された文字を示す拡大写真である。
【0031】
図4、図6を参照して、比較例2(図6)では、インク滲みが生じているのに対し、本実施の形態(図4)では、ブラスト処理により、インク滲みが除去されていることが分かる。このため、比較例2(図6)に比べて文字が認識しやすい。
【0032】
本実施の形態に係る電子部品の印字方法によれば、印字工程後のブラスト処理により、インク滲みが除去されるため、印字の識別性を向上することができる。
【0033】
(実施の形態3)
本実施の形態2に係る電子部品の印字方法は、インクジェットプリンタなどを使用して樹脂5の研削面にインクで印字した後、ブラスト処理(たとえばウェットブラスト法など)でインク以外の部分を粗し、その後、インクを溶剤等で除去するというものである。
【0034】
本実施の形態に係る電子部品の印字方法によれば、ブラスト処理の際、研削面に印字されたインクがマスクとなり、インクが存在した部分と存在しなかった部分との間でコントラストが生じる。これにより、インクのパターンを印字として識別することが可能である。
【0035】
なお、インクをマスクとして使用することに代えて、フォトレジストなど、印字部分にマスクパターンを形成できるものを用いることができる。
【0036】
図5は、各々、本実施の形態に係る電子部品の印字方法により印字された文字を示す拡大写真である。図5に示すように、インクが存在した部分と存在しなかった部分との間でコントラストによって、文字を認識することが可能になっている。
【0037】
本実施の形態に係る電子部品の印字方法によれば、インクを残さずに印字を識別することができる。そのため、インクが剥がれる虞がなく、インクが使用できない用途にも用いることができる。
【0038】
(ブラスト処理について)
上述したブラスト処理に使用される砥粒については、粗すぎると却って研削面が荒れてしまい、細かすぎると処理時間がかかりすぎ、砥粒の使用量も増えてしまうという問題がある。砥粒の粒度は、ブラスト処理の方法や被研削物の材料に応じて適宜選択される。
【0039】
(変形例等)
上記の実施の形態1〜3では、ウェットブラスト法の例を示したが、これに代えて、ドライブラスト法を用いてもよい。
【0040】
また、上記の実施の形態1〜3では、樹脂封止チップサイズパッケージ型の弾性表面波装置に本発明を適用した場合を例にとって説明したが、本発明の適用範囲はこれに限定されず、印字が必要な研削面を有する他の電子部品にも適用できる。
【0041】
以上、本発明の実施の形態について説明したが、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0042】
1 弾性表面波装置、2 配線基板、3 弾性表面波素子、4 バンプ、5 樹脂。
【特許請求の範囲】
【請求項1】
電子部品の研削面に印字する電子部品の印字方法であって、
電子部品に研削を施して前記研削面を形成する工程と、
前記研削面に印字パターンを形成する工程と、
前記研削面にブラスト処理を施す工程とを備えた、電子部品の印字方法。
【請求項2】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の後に前記研削面に印字することを含む、請求項1に記載の電子部品の印字方法。
【請求項3】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の前に前記研削面にインクで印字することを含み、
前記ブラスト処理によってインク滲みを除去する、請求項1に記載の電子部品の印字方法。
【請求項4】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の前に前記研削面の印字部分にマスクを形成することを含み、
前記ブラスト処理によって前記マスク以外の部分を粗し、その後、前記マスクを除去する、請求項1に記載の電子部品の印字方法。
【請求項5】
前記研削面にインクで印字することによって前記マスクを形成する、請求項4に記載の電子部品の印字方法。
【請求項6】
前記ブラスト処理にウェットブラスト法を用いる、請求項1から請求項5のいずれかに記載の電子部品の印字方法。
【請求項7】
前記研削面は、弾性表面波素子を被覆する樹脂に設けられている、請求項1から請求項6のいずれかに記載の電子部品の印字方法。
【請求項1】
電子部品の研削面に印字する電子部品の印字方法であって、
電子部品に研削を施して前記研削面を形成する工程と、
前記研削面に印字パターンを形成する工程と、
前記研削面にブラスト処理を施す工程とを備えた、電子部品の印字方法。
【請求項2】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の後に前記研削面に印字することを含む、請求項1に記載の電子部品の印字方法。
【請求項3】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の前に前記研削面にインクで印字することを含み、
前記ブラスト処理によってインク滲みを除去する、請求項1に記載の電子部品の印字方法。
【請求項4】
前記印字パターンを形成する工程は、前記ブラスト処理を施す工程の前に前記研削面の印字部分にマスクを形成することを含み、
前記ブラスト処理によって前記マスク以外の部分を粗し、その後、前記マスクを除去する、請求項1に記載の電子部品の印字方法。
【請求項5】
前記研削面にインクで印字することによって前記マスクを形成する、請求項4に記載の電子部品の印字方法。
【請求項6】
前記ブラスト処理にウェットブラスト法を用いる、請求項1から請求項5のいずれかに記載の電子部品の印字方法。
【請求項7】
前記研削面は、弾性表面波素子を被覆する樹脂に設けられている、請求項1から請求項6のいずれかに記載の電子部品の印字方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−93403(P2013−93403A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233705(P2011−233705)
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000006231)株式会社村田製作所 (3,635)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月25日(2011.10.25)
【出願人】(000006231)株式会社村田製作所 (3,635)
[ Back to top ]