
電池ケース用包材及び電池用ケース
【課題】滑り性付与成分をコーティングしなくても優れた成形性を確保できると共に、十分な体積容積率を得ることのできる電池ケース用包材を提供する。
【解決手段】この発明の電池ケース用包材は、アルミニウム箔層4の上面にウレタン系樹脂接着剤5を介して2軸延伸ポリアミドフィルム層2が積層一体化されると共に、前記アルミニウム箔層4の下面に無水マレイン酸変性ポリプロピレン層、未変性ポリプロピレン層を介して熱可塑性樹脂未延伸フィルム層3が積層一体化されてなる電池ケース用包材であって、前記2軸延伸ポリアミドフィルムとして、密度が1130〜1146kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする。
【解決手段】この発明の電池ケース用包材は、アルミニウム箔層4の上面にウレタン系樹脂接着剤5を介して2軸延伸ポリアミドフィルム層2が積層一体化されると共に、前記アルミニウム箔層4の下面に無水マレイン酸変性ポリプロピレン層、未変性ポリプロピレン層を介して熱可塑性樹脂未延伸フィルム層3が積層一体化されてなる電池ケース用包材であって、前記2軸延伸ポリアミドフィルムとして、密度が1130〜1146kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えばリチウムイオン2次電池等の電池のケース用包材に関する。
【0002】
なお、この明細書において、「アルミニウム」の語は、アルミニウム及びその合金を含む意味で用いる。
【背景技術】
【0003】
リチウムイオン2次電池は、例えばノートパソコン、ビデオカメラ、携帯電話、電気自動車等の電源として広く用いられている。このリチウムイオン2次電池としては、電池本体の周囲をケースで包囲した構成のものが用いられている。このケース用包材としては、例えば、延伸ポリアミドフィルムからなる外層、アルミニウム箔層、未延伸ポリプロピレンフィルムからなる内層がこの順に接着一体化された構成のものが公知である(特許文献1参照)。
【0004】
このような電池ケース用包材は、任意の電池形状に成形されるため、高い深絞り成形性を有することが求められている。高い深絞り成形性を付与するために、従来では、例えば外層フィルムの表面に脂肪酸アマイド系の滑り性付与成分をコーティングし、成形の際の金型内への材料の滑り込みを良くしたもの(特許文献2参照)や、アルミニウム箔層の厚さに対して外層フィルムの厚さを厚くした構成のものが採用されていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−6631号公報
【特許文献2】特開2002−216714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、外層フィルムの表面に脂肪酸アマイド系の滑り性付与成分をコーティングした構成では、この滑り性付与成分をコーティングする工程を設けなければならず、生産性が低いという問題があった。更に、電池の真空脱気時やシール加工時に滑り性付与成分が蒸発して、この蒸発成分が加工設備に付着するためにこれらを除去する清掃作業が必要になることから、さらに生産性が低下するという問題があった。
【0007】
また、アルミニウム箔層の厚さに対して外層フィルムの厚さを厚くした構成では、包材の全体厚さが増大するので電池の体積容積率が低下するという問題があった。
【0008】
この発明は、かかる技術的背景に鑑みてなされたものであって、滑り性付与成分をコーティングしなくても優れた成形性を確保できると共に、十分な体積容積率を得ることのできる電池ケース用包材及び電池用ケースを提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明者は鋭意研究の結果、包材の外側層を構成する延伸フィルム層の素材及びその密度が包材の成形性に影響を及ぼすという新規な知見を見出すに至り、この発明を完成させるに至った。即ち、本発明は以下の手段を提供する。
【0010】
[1]外側層としての2軸延伸ポリアミドフィルム層と、内側層としての熱可塑性樹脂未延伸フィルム層と、これら両フィルム層間に配設されたアルミニウム箔層とを含む電池ケース用包材であって、
前記2軸延伸ポリアミドフィルムとして、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする電池ケース用包材。
【0011】
[2]前記2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3である前項1に記載の電池ケース用包材。
【0012】
[3]前項1または2に記載の電池ケース用包材を深絞り成形または張り出し成形してなる電池用ケース。
【発明の効果】
【0013】
[1]の発明では、外側層を構成する樹脂延伸フィルムとして、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムが用いられているから、深絞り成形や張り出し成形等の成形性に優れ、シャープでかつ成形高さの深い形状の成形が可能となる。このように滑り性付与成分をコーティングしなくても優れた成形性を確保できるので、従来技術のように滑り性付与成分をコーティングする工程を設ける必要がなく、生産性に優れている。また、従来技術のようにアルミニウム箔層の厚さに対して外層フィルムの厚さを特に厚くする必要もないので、十分な体積容積率を得ることができる。
【0014】
[2]の発明では、2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3であるから、深絞り成形や張り出し成形等の成形性がさらに向上し、成形高さのより深い形状の成形が可能となる。
【0015】
[3]の発明では、シャープでかつ成形高さの深い形状の電池用ケースの提供が可能となる。
【図面の簡単な説明】
【0016】
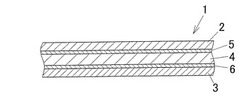
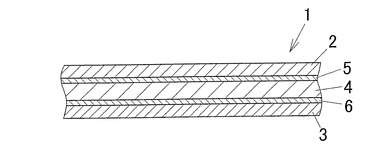
【図1】この発明の電池ケース用包材の一実施形態を示す断面図である。
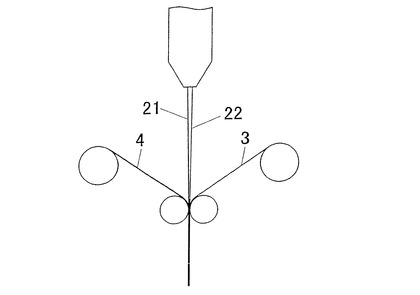
【図2】この発明の電池ケース用包材の製造方法の一例を示す図である。
【発明を実施するための形態】
【0017】
この発明に係る電池ケース用包材(1)の一実施形態を図1に示す。この包材は、リチウムイオン2次電池ケース用包材として用いられるものである。前記電池ケース用包材(1)は、アルミニウム箔層(4)の上面に第1接着剤層(5)を介して2軸延伸ポリアミドフィルム層(外側層)(2)が積層一体化されると共に、前記アルミニウム箔層(4)の下面に第2接着剤層(6)を介して熱可塑性樹脂未延伸フィルム層(内側層)(3)が積層一体化された構成からなる。
【0018】
前記2軸延伸ポリアミドフィルム層(外側層)(2)は、包材として良好な成形性を確保する役割を主に担う部材である、即ち成形時のアルミニウム箔のネッキングによる破断を防止する役割を担うものである。この発明において、前記2軸延伸ポリアミドフィルム層(2)としては、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムを用いる必要がある。密度が1130kg/m3未満では、成形後に2軸延伸ポリアミドフィルム層(2)とアルミニウム箔層(4)の間で剥離が生じる。一方、密度が1160kg/m3を超えると、深絞り成形や張り出し成形等の成形を行った際に包材に破断やひび割れを生じる。中でも、密度1142〜1146kg/m3の2軸延伸ポリアミドフィルムを用いるのが好ましい。
【0019】
なお、前記「密度」とは、JIS K7112−1999 D法(密度勾配管法)に準拠して密度計を用いて測定された密度である。即ち、前記「密度」とは、2軸延伸ポリアミドフィルムの試験片(3mm×3mm)を密度勾配管に投入し、この試験片を投入してから24時間経過後の標準フロートの重心の高さの位置を読み取ることにより求められた密度である。
【0020】
前記2軸延伸ポリアミドフィルムの密度は、例えば、延伸加工時の熱固定温度を調整することにより制御することができる。また、延伸方法(縦方向と横方向を同時に延伸する同時2軸延伸法、縦方向と横方向を順次延伸する順次2軸延伸法など)を選択することによって樹脂の結晶の配向を変えることでも制御することができる。
【0021】
前記2軸延伸ポリアミドフィルム層(2)の厚さは、12〜50μmに設定されるのが好ましい。
【0022】
前記熱可塑性樹脂未延伸フィルム層(内側層)(3)は、リチウムイオン二次電池等で用いられる腐食性の強い電解液などに対しても優れた耐薬品性を具備させると共に、包材にヒートシール性を付与する役割を担うものである。
【0023】
前記熱可塑性樹脂未延伸フィルム層(3)は、特に限定されるものではないが、ポリエチレン、ポリプロピレン、オレフィン系共重合体、これらの酸変性物およびアイオノマーからなる群より選ばれた少なくとも1種の熱可塑性樹脂からなる未延伸フィルムにより構成されるのが好ましい。
【0024】
前記熱可塑性樹脂未延伸フィルム層(3)の厚さは、20〜80μmに設定されるのが好ましい。20μm以上とすることでピンホールの発生を十分に防止できると共に、80μm以下に設定することで樹脂使用量を低減できてコスト低減を図り得る。中でも、前記熱可塑性樹脂未延伸フィルム層(3)の厚さは30〜50μmに設定されるのが特に好ましい。
【0025】
なお、前記2軸延伸ポリアミドフィルム層(2)、前記熱可塑性樹脂未延伸フィルム層(3)は、いずれも単層であっても良いし、複層であっても良い。
【0026】
前記アルミニウム箔層(4)は、包材に酸素や水分の侵入を阻止するガスバリア性を付与する役割を担うものである。前記アルミニウム箔(4)としては、純AlまたはAl−Fe系合金からなる厚さ5〜50μmの箔が好適に用いられる。
【0027】
前記第1接着剤層(5)としては、特に限定されるものではないが、例えば、ウレタン系接着剤層、アクリル系接着剤層等が挙げられる。中でも、前記第1接着剤層(5)は、ウレタン系二液反応型接着剤により形成されたウレタン系接着剤層であるのが好ましく、これによりさらにシャープな成形を行うことが可能となる。
【0028】
前記第2接着剤層(6)としては、特に限定されるものではないが、例えば、無水マレイン酸変性ポリエチレン、無水マレイン酸変性ポリプロピレン等の酸変性ポリオレフィンの他、ウレタン系樹脂、アクリル系樹脂、熱可塑性エラストマーを含有してなる樹脂等により形成された接着剤層が挙げられる。これら第2接着剤層(6)は、例えば、前記熱可塑性樹脂未延伸フィルム層(3)の片面に接着樹脂フィルム(例えば酸変性ポリオレフィンフィルム等)がラミネートされて形成される。
【0029】
なお、上記実施形態では、第1接着剤層(5)と第2接着剤層(6)を設けた構成を採用しているが、これら両層(5)(6)は、いずれも必須の構成層ではなく、これらを設けない構成を採用することもできる。
【0030】
この発明の電池ケース用包材(1)は、高い体積エネルギー密度が要求されるリチウムイオン2次電池ケース用包材として好適に用いられるが、特にこのような用途に限定されるものではない。
【0031】
この発明の電池ケース用包材(1)を成形(深絞り成形、張り出し成形等)することにより、電池用ケースを得ることができる。
【実施例】
【0032】
次に、この発明の具体的実施例について説明するが、本発明はこれら実施例のものに特に限定されるものではない。
【0033】
<参考例1>
図2に示すように、厚さ3μmの無水マレイン酸変性ポリプロピレン層(21)及び厚さ12μmの未変性ポリプロピレン層(22)を共押出する一方、図面左側から厚さ40μmのアルミニウム箔(AA8079−O材)(4)を供給しつつ、図面右側からポリプロピレンからなる厚さ30μmの未延伸フィルム(3)を供給して、これら(3)(4)の間に共押出された無水マレイン酸変性ポリプロピレン層(21)及び未変性ポリプロピレン層(22)を一対の加熱加圧ロールで挟み込んでヒートラミネートした。
【0034】
次に、得られた積層フィルムのアルミニウム箔(4)の表面にウレタン系樹脂接着剤(5)をグラビアロールで塗布し、加熱によりある程度乾燥させた後、その接着剤面にナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルム(2)をラミネートして、電池ケース用包材を得た。
【0035】
なお、前記密度1152kg/m3の2軸延伸ナイロンフィルム(2)は、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を210℃に設定することにより得られたものである。
【0036】
<参考例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1158kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0037】
なお、前記密度1158kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を220℃に設定することにより得られたものである。
【0038】
<実施例1>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1142kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0039】
なお、前記密度1142kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を200℃に設定することにより得られたものである。
【0040】
<実施例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1144kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0041】
なお、前記密度1144kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を203℃に設定することにより得られたものである。
【0042】
<実施例3>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1146kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0043】
なお、前記密度1146kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を205℃に設定することにより得られたものである。
【0044】
<実施例4>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1138kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0045】
なお、前記密度1138kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を198℃に設定することにより得られたものである。
【0046】
<実施例5>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1132kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0047】
なお、前記密度1132kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を195℃に設定することにより得られたものである。
【0048】
<比較例1>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1128kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0049】
なお、前記密度1128kg/m3の2軸延伸ナイロンフィルムは、逐次2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を190℃に設定することにより得られたものである。
【0050】
<比較例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ25μm、密度1165kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0051】
なお、前記密度1165kg/m3の2軸延伸ナイロンフィルムは、逐次2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を230℃に設定することにより得られたものである。
【0052】
【表1】

【0053】
上記のようにして得られた各電池ケース用包材に対して下記評価法に基づいて性能評価を行った。
【0054】
<成形性評価法>
包材を110×180mmのブランク形状にして、成形高さ6mmのストレート金型にて深絞り1段成形を行い、成形性を評価した。割れが全く発生しなかったものを「◎」、割れがごく一部に発生したが殆どなかったものを「○」、割れがかなりの部分に発生したものを「△」、割れがほぼ全面に発生したものを「×」とした。なお、使用した金型のポンチ形状は、長辺60mm、短辺45mm、コーナーR:1〜2mm、ポンチ肩R:1〜2mm、ダイス肩R:0.5mmであった。
【0055】
<外面の剥離の有無の評価>
上記深絞り1段成形により得られた成形品を乾燥機内で80℃で3時間放置した後、外面層がデラミネーション(剥離)を生じていないか目視観察を行った。
【0056】
表から明らかなように、この発明の実施例1〜5、参考例1、2の電池ケース用包材は、成形性に優れていて、よりシャープでかつ成形高さの深い形状の成形を行うことができると共に、外面層の剥離も生じなかった。特に実施例1〜3の電池ケース用包材は、より成形性に優れたものであった。
【0057】
これに対し、外側層の延伸ポリアミドフィルムの密度が1130kg/m3未満である比較例1では、外面層の剥離を生じた。また、外側層の延伸ポリアミドフィルムの密度が1160kg/m3を超える比較例2では、成形性が不十分であった。
【産業上の利用可能性】
【0058】
この発明の電池ケース用包材は、例えば、リチウムイオン2次電池等の電池のケース用包材として用いられる。
【符号の説明】
【0059】
1…電池ケース用包材
2…外側層(2軸延伸ポリアミドフィルム層)
3…内側層(熱可塑性樹脂未延伸フィルム層)
4…アルミニウム箔層
【技術分野】
【0001】
この発明は、例えばリチウムイオン2次電池等の電池のケース用包材に関する。
【0002】
なお、この明細書において、「アルミニウム」の語は、アルミニウム及びその合金を含む意味で用いる。
【背景技術】
【0003】
リチウムイオン2次電池は、例えばノートパソコン、ビデオカメラ、携帯電話、電気自動車等の電源として広く用いられている。このリチウムイオン2次電池としては、電池本体の周囲をケースで包囲した構成のものが用いられている。このケース用包材としては、例えば、延伸ポリアミドフィルムからなる外層、アルミニウム箔層、未延伸ポリプロピレンフィルムからなる内層がこの順に接着一体化された構成のものが公知である(特許文献1参照)。
【0004】
このような電池ケース用包材は、任意の電池形状に成形されるため、高い深絞り成形性を有することが求められている。高い深絞り成形性を付与するために、従来では、例えば外層フィルムの表面に脂肪酸アマイド系の滑り性付与成分をコーティングし、成形の際の金型内への材料の滑り込みを良くしたもの(特許文献2参照)や、アルミニウム箔層の厚さに対して外層フィルムの厚さを厚くした構成のものが採用されていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−6631号公報
【特許文献2】特開2002−216714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、外層フィルムの表面に脂肪酸アマイド系の滑り性付与成分をコーティングした構成では、この滑り性付与成分をコーティングする工程を設けなければならず、生産性が低いという問題があった。更に、電池の真空脱気時やシール加工時に滑り性付与成分が蒸発して、この蒸発成分が加工設備に付着するためにこれらを除去する清掃作業が必要になることから、さらに生産性が低下するという問題があった。
【0007】
また、アルミニウム箔層の厚さに対して外層フィルムの厚さを厚くした構成では、包材の全体厚さが増大するので電池の体積容積率が低下するという問題があった。
【0008】
この発明は、かかる技術的背景に鑑みてなされたものであって、滑り性付与成分をコーティングしなくても優れた成形性を確保できると共に、十分な体積容積率を得ることのできる電池ケース用包材及び電池用ケースを提供することを目的とする。
【課題を解決するための手段】
【0009】
前記目的を達成するために、本発明者は鋭意研究の結果、包材の外側層を構成する延伸フィルム層の素材及びその密度が包材の成形性に影響を及ぼすという新規な知見を見出すに至り、この発明を完成させるに至った。即ち、本発明は以下の手段を提供する。
【0010】
[1]外側層としての2軸延伸ポリアミドフィルム層と、内側層としての熱可塑性樹脂未延伸フィルム層と、これら両フィルム層間に配設されたアルミニウム箔層とを含む電池ケース用包材であって、
前記2軸延伸ポリアミドフィルムとして、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする電池ケース用包材。
【0011】
[2]前記2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3である前項1に記載の電池ケース用包材。
【0012】
[3]前項1または2に記載の電池ケース用包材を深絞り成形または張り出し成形してなる電池用ケース。
【発明の効果】
【0013】
[1]の発明では、外側層を構成する樹脂延伸フィルムとして、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムが用いられているから、深絞り成形や張り出し成形等の成形性に優れ、シャープでかつ成形高さの深い形状の成形が可能となる。このように滑り性付与成分をコーティングしなくても優れた成形性を確保できるので、従来技術のように滑り性付与成分をコーティングする工程を設ける必要がなく、生産性に優れている。また、従来技術のようにアルミニウム箔層の厚さに対して外層フィルムの厚さを特に厚くする必要もないので、十分な体積容積率を得ることができる。
【0014】
[2]の発明では、2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3であるから、深絞り成形や張り出し成形等の成形性がさらに向上し、成形高さのより深い形状の成形が可能となる。
【0015】
[3]の発明では、シャープでかつ成形高さの深い形状の電池用ケースの提供が可能となる。
【図面の簡単な説明】
【0016】
【図1】この発明の電池ケース用包材の一実施形態を示す断面図である。
【図2】この発明の電池ケース用包材の製造方法の一例を示す図である。
【発明を実施するための形態】
【0017】
この発明に係る電池ケース用包材(1)の一実施形態を図1に示す。この包材は、リチウムイオン2次電池ケース用包材として用いられるものである。前記電池ケース用包材(1)は、アルミニウム箔層(4)の上面に第1接着剤層(5)を介して2軸延伸ポリアミドフィルム層(外側層)(2)が積層一体化されると共に、前記アルミニウム箔層(4)の下面に第2接着剤層(6)を介して熱可塑性樹脂未延伸フィルム層(内側層)(3)が積層一体化された構成からなる。
【0018】
前記2軸延伸ポリアミドフィルム層(外側層)(2)は、包材として良好な成形性を確保する役割を主に担う部材である、即ち成形時のアルミニウム箔のネッキングによる破断を防止する役割を担うものである。この発明において、前記2軸延伸ポリアミドフィルム層(2)としては、密度が1130〜1160kg/m3の2軸延伸ポリアミドフィルムを用いる必要がある。密度が1130kg/m3未満では、成形後に2軸延伸ポリアミドフィルム層(2)とアルミニウム箔層(4)の間で剥離が生じる。一方、密度が1160kg/m3を超えると、深絞り成形や張り出し成形等の成形を行った際に包材に破断やひび割れを生じる。中でも、密度1142〜1146kg/m3の2軸延伸ポリアミドフィルムを用いるのが好ましい。
【0019】
なお、前記「密度」とは、JIS K7112−1999 D法(密度勾配管法)に準拠して密度計を用いて測定された密度である。即ち、前記「密度」とは、2軸延伸ポリアミドフィルムの試験片(3mm×3mm)を密度勾配管に投入し、この試験片を投入してから24時間経過後の標準フロートの重心の高さの位置を読み取ることにより求められた密度である。
【0020】
前記2軸延伸ポリアミドフィルムの密度は、例えば、延伸加工時の熱固定温度を調整することにより制御することができる。また、延伸方法(縦方向と横方向を同時に延伸する同時2軸延伸法、縦方向と横方向を順次延伸する順次2軸延伸法など)を選択することによって樹脂の結晶の配向を変えることでも制御することができる。
【0021】
前記2軸延伸ポリアミドフィルム層(2)の厚さは、12〜50μmに設定されるのが好ましい。
【0022】
前記熱可塑性樹脂未延伸フィルム層(内側層)(3)は、リチウムイオン二次電池等で用いられる腐食性の強い電解液などに対しても優れた耐薬品性を具備させると共に、包材にヒートシール性を付与する役割を担うものである。
【0023】
前記熱可塑性樹脂未延伸フィルム層(3)は、特に限定されるものではないが、ポリエチレン、ポリプロピレン、オレフィン系共重合体、これらの酸変性物およびアイオノマーからなる群より選ばれた少なくとも1種の熱可塑性樹脂からなる未延伸フィルムにより構成されるのが好ましい。
【0024】
前記熱可塑性樹脂未延伸フィルム層(3)の厚さは、20〜80μmに設定されるのが好ましい。20μm以上とすることでピンホールの発生を十分に防止できると共に、80μm以下に設定することで樹脂使用量を低減できてコスト低減を図り得る。中でも、前記熱可塑性樹脂未延伸フィルム層(3)の厚さは30〜50μmに設定されるのが特に好ましい。
【0025】
なお、前記2軸延伸ポリアミドフィルム層(2)、前記熱可塑性樹脂未延伸フィルム層(3)は、いずれも単層であっても良いし、複層であっても良い。
【0026】
前記アルミニウム箔層(4)は、包材に酸素や水分の侵入を阻止するガスバリア性を付与する役割を担うものである。前記アルミニウム箔(4)としては、純AlまたはAl−Fe系合金からなる厚さ5〜50μmの箔が好適に用いられる。
【0027】
前記第1接着剤層(5)としては、特に限定されるものではないが、例えば、ウレタン系接着剤層、アクリル系接着剤層等が挙げられる。中でも、前記第1接着剤層(5)は、ウレタン系二液反応型接着剤により形成されたウレタン系接着剤層であるのが好ましく、これによりさらにシャープな成形を行うことが可能となる。
【0028】
前記第2接着剤層(6)としては、特に限定されるものではないが、例えば、無水マレイン酸変性ポリエチレン、無水マレイン酸変性ポリプロピレン等の酸変性ポリオレフィンの他、ウレタン系樹脂、アクリル系樹脂、熱可塑性エラストマーを含有してなる樹脂等により形成された接着剤層が挙げられる。これら第2接着剤層(6)は、例えば、前記熱可塑性樹脂未延伸フィルム層(3)の片面に接着樹脂フィルム(例えば酸変性ポリオレフィンフィルム等)がラミネートされて形成される。
【0029】
なお、上記実施形態では、第1接着剤層(5)と第2接着剤層(6)を設けた構成を採用しているが、これら両層(5)(6)は、いずれも必須の構成層ではなく、これらを設けない構成を採用することもできる。
【0030】
この発明の電池ケース用包材(1)は、高い体積エネルギー密度が要求されるリチウムイオン2次電池ケース用包材として好適に用いられるが、特にこのような用途に限定されるものではない。
【0031】
この発明の電池ケース用包材(1)を成形(深絞り成形、張り出し成形等)することにより、電池用ケースを得ることができる。
【実施例】
【0032】
次に、この発明の具体的実施例について説明するが、本発明はこれら実施例のものに特に限定されるものではない。
【0033】
<参考例1>
図2に示すように、厚さ3μmの無水マレイン酸変性ポリプロピレン層(21)及び厚さ12μmの未変性ポリプロピレン層(22)を共押出する一方、図面左側から厚さ40μmのアルミニウム箔(AA8079−O材)(4)を供給しつつ、図面右側からポリプロピレンからなる厚さ30μmの未延伸フィルム(3)を供給して、これら(3)(4)の間に共押出された無水マレイン酸変性ポリプロピレン層(21)及び未変性ポリプロピレン層(22)を一対の加熱加圧ロールで挟み込んでヒートラミネートした。
【0034】
次に、得られた積層フィルムのアルミニウム箔(4)の表面にウレタン系樹脂接着剤(5)をグラビアロールで塗布し、加熱によりある程度乾燥させた後、その接着剤面にナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルム(2)をラミネートして、電池ケース用包材を得た。
【0035】
なお、前記密度1152kg/m3の2軸延伸ナイロンフィルム(2)は、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を210℃に設定することにより得られたものである。
【0036】
<参考例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1158kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0037】
なお、前記密度1158kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を220℃に設定することにより得られたものである。
【0038】
<実施例1>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1142kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0039】
なお、前記密度1142kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を200℃に設定することにより得られたものである。
【0040】
<実施例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1144kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0041】
なお、前記密度1144kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を203℃に設定することにより得られたものである。
【0042】
<実施例3>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1146kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0043】
なお、前記密度1146kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を205℃に設定することにより得られたものである。
【0044】
<実施例4>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1138kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0045】
なお、前記密度1138kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を198℃に設定することにより得られたものである。
【0046】
<実施例5>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ15μm、密度1132kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0047】
なお、前記密度1132kg/m3の2軸延伸ナイロンフィルムは、同時2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を195℃に設定することにより得られたものである。
【0048】
<比較例1>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ20μm、密度1128kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0049】
なお、前記密度1128kg/m3の2軸延伸ナイロンフィルムは、逐次2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を190℃に設定することにより得られたものである。
【0050】
<比較例2>
ナイロンからなる厚さ25μm、密度1152kg/m3の2軸延伸フィルムに代えて、ナイロンからなる厚さ25μm、密度1165kg/m3の2軸延伸フィルムを用いた以外は、参考例1と同様にして電池ケース用包材を得た。
【0051】
なお、前記密度1165kg/m3の2軸延伸ナイロンフィルムは、逐次2軸延伸法を用いて延伸加工し、該延伸加工時の熱固定温度を230℃に設定することにより得られたものである。
【0052】
【表1】
【0053】
上記のようにして得られた各電池ケース用包材に対して下記評価法に基づいて性能評価を行った。
【0054】
<成形性評価法>
包材を110×180mmのブランク形状にして、成形高さ6mmのストレート金型にて深絞り1段成形を行い、成形性を評価した。割れが全く発生しなかったものを「◎」、割れがごく一部に発生したが殆どなかったものを「○」、割れがかなりの部分に発生したものを「△」、割れがほぼ全面に発生したものを「×」とした。なお、使用した金型のポンチ形状は、長辺60mm、短辺45mm、コーナーR:1〜2mm、ポンチ肩R:1〜2mm、ダイス肩R:0.5mmであった。
【0055】
<外面の剥離の有無の評価>
上記深絞り1段成形により得られた成形品を乾燥機内で80℃で3時間放置した後、外面層がデラミネーション(剥離)を生じていないか目視観察を行った。
【0056】
表から明らかなように、この発明の実施例1〜5、参考例1、2の電池ケース用包材は、成形性に優れていて、よりシャープでかつ成形高さの深い形状の成形を行うことができると共に、外面層の剥離も生じなかった。特に実施例1〜3の電池ケース用包材は、より成形性に優れたものであった。
【0057】
これに対し、外側層の延伸ポリアミドフィルムの密度が1130kg/m3未満である比較例1では、外面層の剥離を生じた。また、外側層の延伸ポリアミドフィルムの密度が1160kg/m3を超える比較例2では、成形性が不十分であった。
【産業上の利用可能性】
【0058】
この発明の電池ケース用包材は、例えば、リチウムイオン2次電池等の電池のケース用包材として用いられる。
【符号の説明】
【0059】
1…電池ケース用包材
2…外側層(2軸延伸ポリアミドフィルム層)
3…内側層(熱可塑性樹脂未延伸フィルム層)
4…アルミニウム箔層
【特許請求の範囲】
【請求項1】
アルミニウム箔層の上面にウレタン系樹脂接着剤を介して2軸延伸ポリアミドフィルム層が積層一体化されると共に、前記アルミニウム箔層の下面に無水マレイン酸変性ポリプロピレン層、未変性ポリプロピレン層を介して熱可塑性樹脂未延伸フィルム層が積層一体化されてなる電池ケース用包材であって、
前記2軸延伸ポリアミドフィルムとして、密度が1130〜1146kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする電池ケース用包材。
【請求項2】
前記2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3である請求項1に記載の電池ケース用包材。
【請求項3】
請求項1または2に記載の電池ケース用包材を深絞り成形または張り出し成形してなる電池用ケース。
【請求項1】
アルミニウム箔層の上面にウレタン系樹脂接着剤を介して2軸延伸ポリアミドフィルム層が積層一体化されると共に、前記アルミニウム箔層の下面に無水マレイン酸変性ポリプロピレン層、未変性ポリプロピレン層を介して熱可塑性樹脂未延伸フィルム層が積層一体化されてなる電池ケース用包材であって、
前記2軸延伸ポリアミドフィルムとして、密度が1130〜1146kg/m3の2軸延伸ポリアミドフィルムを用いることを特徴とする電池ケース用包材。
【請求項2】
前記2軸延伸ポリアミドフィルムの密度が1142〜1146kg/m3である請求項1に記載の電池ケース用包材。
【請求項3】
請求項1または2に記載の電池ケース用包材を深絞り成形または張り出し成形してなる電池用ケース。
【図1】

【図2】
【図2】
【公開番号】特開2013−65565(P2013−65565A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−243412(P2012−243412)
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−274488(P2008−274488)の分割
【原出願日】平成19年5月21日(2007.5.21)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成24年11月5日(2012.11.5)
【分割の表示】特願2008−274488(P2008−274488)の分割
【原出願日】平成19年5月21日(2007.5.21)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
[ Back to top ]