
非付着性耐熱皮膜を有する鋼製のベルトまたはスリ−ブ
【課題】太陽電池ストリングを製造する搬送コンベアで使用される鋼製ベルトや電子式複写機などで使用される鋼製スリ−ブは、溶融はんだとの非粘着性、トナ−との離形性を目的としてフッ素樹脂やシリコンゴムがコ−ティングされている。しかし、耐熱性、耐摩耗性の点から改善が望まれていた。
【解決手段】PVD処理、CVD処理による非付着性耐熱皮膜(DLC,TiN,CrN,TiCNなど)2を有することを特徴とする鋼製のベルトまたはスリ−ブ1を使用する。また、鋼製ベルトまたはスリ−ブの基材は、熱膨張係数が小さな鋼種、塑性変形のままの金属組織を有するものである。
【解決手段】PVD処理、CVD処理による非付着性耐熱皮膜(DLC,TiN,CrN,TiCNなど)2を有することを特徴とする鋼製のベルトまたはスリ−ブ1を使用する。また、鋼製ベルトまたはスリ−ブの基材は、熱膨張係数が小さな鋼種、塑性変形のままの金属組織を有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は太陽電池セルの列であるストリングを組み立てる製造工程、パンや菓子製造工程あるいはレ−ザ−プリンタのトナ−定着ロ−ル、ICカ−ド貼り合わせ工程等加熱雰囲気で使用される鋼製のベルトならびにスリ−ブに関する。
【背景技術】
【0002】
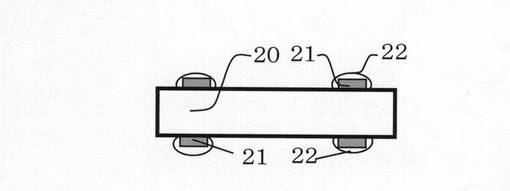
太陽電池セルの断面概略図を図2に示す。シリコン基板から成る太陽電池20の受光面と裏面には銀ペ−スト電極21が形成されており、その上にはんだ層22が設けられている。
【0003】
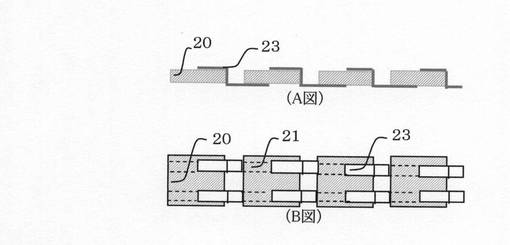
次に太陽電池セルは、図3に示すようにはんだでコ−ティングされたインタ−コネクタ−23で受光面と裏面の電極を交互に接続される。これをストリングという。
【0004】
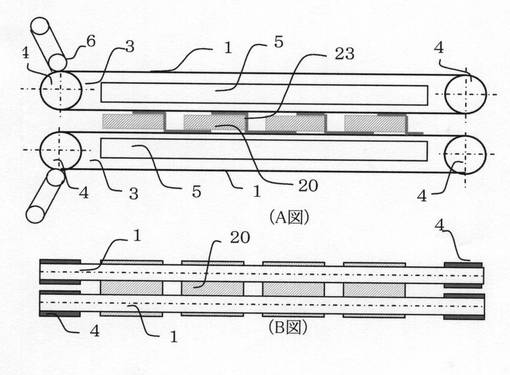
太陽電池セルのストリングを連続的に組み立てる製造装置の一例を図4に示す。あらかじめ両面に銀ペースト21が焼成され、ペースト上にはんだ層22がコーティングされている太陽電池セル20とはんだ層がコーティングされているインターコネクター23の片端を太陽電池セル20の上面に、インターコネクター23の他の片端を相隣る太陽電池セル20の下面に配し、これを繰り返し上下2段よりなるベルトコンベア3の間に送り込む。
【0005】
ベルトコンベア3は、ステンレス鋼製のベルト1をプ−リ−4で駆動する搬送コンベアで、上下各2条のベルトで構成され、それぞれ内蔵するヒ−タ−5でステンレス鋼製ベルトを加熱する。送り込まれる太陽電池セルとインタ−コネクタ−は上下のベルトコンベアで挟み込み搬送されながら加熱され、はんだ層が溶融してインタコネクタ−と電極が溶着される。その後冷却してストリングと称する太陽電池セルの列が組み立てられる。
【0006】
太陽電池の上に塗布したはんだ22とインターコネクタに塗布したはんだを加熱溶融する際にそれらのはんだの一部が溶融してステンレス鋼製のベルト1の上に垂れ落ち、ステンレス鋼製のベルトにはんだが付着することがある。ステンレス鋼製のベルトにはんだが溶融固着すると太陽電池セルの列、ストリングが組み立てられた後にステンレス鋼製のベルトから離れず、コンベアの移動に巻き込まれて不良品となる。またステンレス鋼製のベルト上に固着して残留したはんだによって太陽電池セルに疵が付き不良品が発生する。
【0007】
このような太陽電池セルとインタ−コネクタ−から落下した溶融はんだがスチ−ルベルトに付着ないしは固着するのを防止するために、従来、ステンレス鋼製のベルトにフッ素樹脂系塗料を塗布していた。さらに溶融落下してステンレス鋼製のベルトに固着し残留するはんだを除去するためにベルト状研磨紙6をベルトの表面に当てて擦過清掃している。
【0008】
従来から使用されている鉛含有はんだの溶融温度は180〜220℃であり、はんだの溶着温度として220℃以上で加熱されていた。しかし近年は、環境問題の配慮から鉛を含まない鉛フリーはんだの使用が必須となってきた。この鉛フリー半田の溶融温度は220〜240℃と鉛含有のはんだよりも溶融温度が高温であるので、鉛フリーはんだがコーティングされている太陽電池セルとインターコネクターの溶着部付近の雰囲気温度は250℃以上にしなければならない。
【0009】
一方、はんだの溶着防止用コ−ティングとして使用しているフッ素樹脂系塗料層の溶融温度は250℃前後なので、コ−ティング層はやや軟化した状態になる。軟化したコ−ティング層に落下固着したはんだをベルト式研磨紙6で擦過除去する際にコ−ティング層は徐々に削り取られたり、摩耗してステンレス鋼製ベルトの表面が露出してくる。露出したステンレス鋼製ベルトには溶融したはんだは容易に固着するので、太陽電池セルのストリングに不良品が多発することになる。従ってフッ素樹脂系塗料を塗布した溶着防止のコーティング層は、使用寿命が短く、1ヶ月で交換せざるを得なかったが、鉛フリ−はんだを使用する製造工程でのステンレス鋼製のベルトの使用寿命は益々短縮され、2週間で交換が必要になっている。
【0010】
また、電子写真複写機、ファクシミリ、プリンタなどの装置では、紙など転写材上に転写されたトナ−画像を加熱により定着する定着部に用いられる定着ベルトとして、直径30mmから40mm、肉厚0.03mmから0.07mmで幅300mmから500mmのステンレス製薄肉スリ−ブが用いられている。
【0011】
定着用ステンレス鋼製スリ−ブには、ヒ−タ−が配設されており、定着スリ−ブを加熱する。定着スリ−ブは、相対するゴムロ−ルに圧接させ、定着スリ−ブとゴムロ−ルとの間をトナ−画像が形成されている転写材が通過する際に定着スリ−ブを介してヒ−タ−で加熱され、トナ−が転写材に融着して定着する。
【0012】
この薄肉ステンレス鋼製スリ−ブによる定着ベルトは、ステンレスの優れた耐熱性、熱伝導性から加熱時間が短時間で所定温度に達し、電源投入時の待ち時間がほとんど不要であり、消費電力が著しく低減される特性を有する。さらに薄肉ステンレス鋼製スリ−ブの弾力性、強度を活かし、フレキシブル性に富んだ面接触が可能で定着された画像品質、定着効率が向上している。
【0013】
このステンレス鋼製スリ−ブの表面には、トナ−との離型性を増すためにフッ素樹脂やシリコンゴム系のコ−ティングが施されている。これらの離型用コ−ティングも長期間の使用で剥離や摩耗があり、さらに優れた耐熱性のある離型処理を施したステンレス鋼製スリ−ブが求められていた。
【0014】
【特許文献1】特開2004−179618
【特許文献2】特開2005−314758
【特許文献3】特開2006−516677
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明は上述の問題を解決するためのものであり、太陽電池ストリングを製造する搬送コンベアで使用される耐熱性、耐摩耗性、はんだの非付着性が優れたステンレス鋼製ベルトや電子式複写機などで使用されるトナ−との離型性が優れた耐熱性皮膜を有するステンレス鋼製スリ−ブを提供することを目的とする。なお、ここでは幅よりも内径が大きいもの、例えば幅100mmで内径1000mmのものをベルトといい、幅に対して内径が小さいもの、例えば幅400mmで内径40mmのものをスリ−ブと呼ぶ。
【課題を解決するための手段】
【0016】
本発明は上記目的を達成するために、PVD処理、CVD処理による非付着性耐熱皮膜を有することを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0017】
また、表面皮膜が、DLC(ダイヤモンドライクカ−ボン)であることを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0018】
また、表面皮膜が、TiN、CrNまたはTiCNであることを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0019】
また、ベルトまたはスリ−ブの基材が塑性加工されたままの金属組織を有することを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0020】
また、ベルトまたはスリ−ブの基材が析出硬化系ステンレス鋼であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0021】
また、ベルトまたはスリ−ブの基材がオ−ステナイト相とフェライト相2相組織系ステンレス鋼であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0022】
また、ベルトまたはスリ−ブの基材が平均熱膨張係数11.0×10−6cm/cm/℃以下であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【発明の効果】
【0023】
上述したように非粘着性耐熱皮膜を有するステンレス鋼製のベルトを使用することにより鉛フリ−はんだを使用する太陽電池セルのストリング製造ラインの搬送ベルトは、溶融はんだの落下・固着が無く使用寿命が飛躍的に向上した。また電子式複写機等において表面にDLC、TiN、CrN、TiCNなどの皮膜を有するステンレス鋼製のスリ−ブを使用することによりトナ−の剥離性は上時間維持できてスリ−ブの使用寿命の改善が著しかった。
【0024】
また、耐熱性能に優れたステンレス基材、また熱膨張率が小さなステンレス基材のベルトまたはスリ−ブを使用することにより繰り返し曲げ応力を受ける長時間使用においてもベルトまたはスリ−ブの疲労破断はなく、また皮膜の剥離もない。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施の形態を詳細に説明する。
【0026】
本発明者は、200℃から500℃の環境温度において繰り返し曲げ応力を受ける使用状況で鉛フリ−はんだとの非付着性や印刷用トナ−との離型性を長期間にわたり維持できる非粘着性耐熱皮膜を施した鋼製のベルトまたはスリ−ブの開発に鋭意努力してきた。なお、実施例ではステンレス鋼製のベルトまたはスリ−ブについて詳述しているが、普通鋼であっても耐食性環境でなければ実用性においては同等である。
【0027】
その結果、非粘着性耐熱皮膜の形成方法としては、PVD処理、CVD処理によるDLC、TiN、CrN、TiCNが大きな効果のあることを見出した。またこれらの皮膜が複合された被膜であっても同様の効果が得られることは言うまでもない。
【0028】
図1は、DLC、TiN、CrN、TiCNなどを被覆したステンレス鋼製のベルトまたはスリ−ブの構成を示す。1はステンレス鋼製のベルトまたはスリ−ブであり、2はDLC、TiN、CrN、TiCNなどの皮膜である。
【0029】
ステンレス鋼製のベルトまたはスリ−ブは、ステンレス基材としてSUS304,SUS304L、SUS305などのオ−ステナイト系ステンレス鋼板、SUS430、SUS444などのフェライト系ステンレス鋼板、SUS326JI,SUS329Jなどのオ−ステナイト・フェライト2相組織系ステンレス鋼板、SUS630、SUS631、SUS632などの析出硬化系ステンレス鋼板を使用する。
【0030】
ステンレス鋼製のベルトの製造方法を概略説明する。ステンレス鋼板を所定の幅に剪断した帯鋼板の両端突き合わせ部をプラズマ溶接、TIG溶接、レ−ザ−溶接などで突き合わせ溶接して接合し、その後、リング圧延機で所定の厚さまで圧延すると共に溶接部を母材と同等の厚さと平滑性する。この方法で板厚0.1mm〜0.2mm、幅20mm〜100mm、内径500mm以上のベルトを製造する。例えばSUS632で肉厚0.5mm、幅25mm、内周3500mmのベルトを成形する。
【0031】
また、ステンレス鋼製スリ−ブの製造方法を概略説明する。鋼板を所定の寸法に切断後、円筒形に成型し、突き合わせ部をプラズマ溶接、TIG溶接、レ−ザ−溶接等で接合して肉厚0.1mm〜0.5mm、幅250mm〜1000mm、内径250mm〜1000mmのステンレス円筒体を成形する。この溶接円筒体の両端を外側および内側に折り返し加工をする。これを溶接素管という。この溶接素管をさらにスピニング加工する。
【0032】
スピニング加工は、マンドレル(金型)に溶接素管を取り付け、その素管を加工ロ−ラ−でしごくことによって軸方向に延伸する加工方法で、回転しごき加工、フロ−フォ−ミングともいう。加工後には両端を切断して所定の幅のスリ−ブにする。スピニング加工によって例えば、SUS304の鋼板から内径250mm、肉厚0.4mm、幅250mmの溶接素管を成形し、これをスピニング加工によって肉厚を薄く圧延し、長さを延伸し、次に両端を切り揃えて内径250mm、肉厚0.2mm、幅450mmのスリ−ブを成形する。
【0033】
上述した溶接素管は、直径が150mm以上の中径ないし大径のスリ−ブ成形に用いるが、直径20mm〜50mmの小径スリ−ブは、ステンレス鋼板を絞り加工でカップ状に成形した素管(絞り素管という。)を使用する。絞り素管は、円形にブランク加工した鋼板をダイとしわ抑え板の間に挟み、パンチに圧力をかけてダイの中に押し込んで成形される。素管の直径に対して成形深さが深い場合は、数回の加工工程を経る。例えば、SUS304の鋼板から内径30mm、肉厚0.5mm、深さ110mmの絞り素管を成形し、この絞り素管をスピニング加工によって肉厚を薄くし、長さを延伸し、次いで両端を切り揃えて内径30mm、肉厚0.04mm、幅400mmのスリ−ブを成形する。
【0034】
上述したスピニング加工で成形したスリ−ブを所定の幅で円周方向にカットすることによってベルトを成形することもある。例えば、内径40mm、肉厚0.04mm、幅400mmのスリ−ブを幅5mmで切断すると内径40mm、肉厚0.04mm、幅5mmの小さな動力伝達用のステンレス鋼製のベルトが得られる。
【0035】
以上述べたような方法で成形したステンレス鋼製のベルトあるいはスリ−ブはいずれも圧下率10〜50%で塑性加工されたままの金属組織を有する。従ってこれらの製品は加工硬化あるいは加工誘起マルテンサイトの生成によって基材のステンレス鋼板よりも機械的強度が大きくなっている。例えば、SUS304の鋼板の引張り強さが660N/mm2、耐力285N/mm2、硬さ160Hvであるのに対し、成型したステンレス鋼製のベルトあるいはスリ−ブの引張り強さは1730N/mm2、耐力1840N/mm2、硬さ470Hvまで向上し、ばね鋼材としての特性を有する。
【0036】
ステンレス鋼製のベルトあるいはスリ−ブは、脱脂洗浄、200℃×60minのベ−キング処理、Arア−クビ−ム前処理(10min)の前処理等を行ってからDLC処理を施す。DLCの製膜処理は、プラズマCVD法、ア−クイオンプレ−ティング(AIP)法、イオン化蒸着法、スパッタリング(UBMS)法などのPVD等既存の方法により1〜3μmの膜厚とする。基材温度は150〜160℃である。
【0037】
次にDLC薄膜を構成する材料である炭素を含む炭化水素系のガスを、反応ガス導入管から反応ガス導入室へ導入し、反応ガス導入室内の真空度を1×10-2〜1×10-1 Torrにする。このとき導入する反応ガスとしては、ベンゼンのガスを用い。そして熱電子放出手段を作動させ、上記炭化水素系のガスを励起、解離、およびイオン化し、解離された炭素と炭素イオン、および解離された水素と水素イオンが基材に向けて照射され、基材上にDLC薄膜を形成する。基材の温度が250℃ではDLCの典型的なスペクトルを示すのに対して、基材の温度を300℃あるいは400℃とした場合にはグラファイトのスペクトルとなっている。このため基材の温度は250℃以下が望ましい。一方、100℃より低いと基材に対するDLC薄膜の付着力が弱くなる。そのため、成膜中の基材の温度を100℃から250℃に制御する。そうすることにより、DLC薄膜のグラファイト化を抑制することができ、高硬度で、高品質のDLC薄膜が形成できる。
【0038】
TiN皮膜は、ターゲットにTiを用いて3×10−3Torrの窒素ガス中でバイアス電圧−250Vで反応させる真空アーク蒸着法により製膜した。同様にタ−ゲットをCrに変えてCrNを得た。同じくターゲットにTiを用いて3×10−3Torrのアセチレンガスとアルゴンガスの混合ガス中でバイアス電圧−250Vで反応させる真空アーク蒸着法によりTiCNの皮膜を得た。いずれも膜厚は2〜4μmである。
【0039】
また、上記の前処理法の他にガラスビ−ズによるショットピ−ニング、ジルコニウム、カ−ボランダム等の微細粒子を高速投射するブラスティングを施し、最大表面粗さRyで0.1〜0.5μmの微細な凹凸を基材表面に付与することによってDLC膜の密着性が向上する。
【0040】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトあるいはスリ−ブは、塑性加工されたままの金属組織を有する。このことは加工硬化および加工誘起マルテンサイトの生成によって加工硬化したばね用鋼材に相当する機械的な特性を有する。弾力性に優れて柔軟な変形をし、かつ疲労強度が大きいので、長期間200℃〜500℃の高温環境下で使用されても破断や形状の変化が少ない。
【0041】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブの基材は、析出硬化系ステンレス鋼またはオ−ステナイト相とフェライト相の微細な2相混合組織を有するステンレス鋼である。いずれもばね限界値が高く、疲労寿命が長い。
【0042】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブの基材は、平均熱膨張係数11.0×10−6cm/cm/℃以下であるステンレス鋼が望ましい。太陽電池セルのストリング製造ラインで使用されるステンレス鋼製ベルトあるいは電子写真複写機の定着ロ−ル用として使用されるステンレス鋼製スリ−ブは、使用中に頻繁に200℃〜500℃と常温の間の加熱・冷却を繰り返し受ける。その間、ステンレス鋼製ベルトやスリ−ブは、加熱冷却のたびに膨張と収縮を繰り返す。
【0043】
DLC、TiN、CrN、TiCNなどの熱膨張係数が1.0〜6.0×10−6cm/cm/℃であり、ステンレス基材の熱膨張係数との差が大きいとベルトまたはスリ−ブを長期間使用している間に非粘着性耐熱皮膜の密着性が次第に劣化する。
【0044】
最もよく使用されているステンレス鋼材SUS304あるいはSUS305は、オ−ステナイト系ステンレス鋼であり、それらは14〜17×10−6cm/cm/℃と大きな平均熱膨張係数を有し、DLC、TiN、CrN、TiCNなどの平均熱膨張係数との差が大きい。これらのステンレス基材を用いた場合でも使用可能であるが、プ−リ−径が小さくて、皮膜に加わる曲げ応力が大きい用途においては、ステンレス鋼の中でも熱膨張係数が小さなフェライト系、析出硬化系、オ−ステナイト相/フェライト相2相混合系のステンレス鋼が望ましく、長期耐久性に優れる。もちろんインバ−合金等の低熱膨張係数合金は最良である。
【0045】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブは、加熱温度200℃から500℃で使用される。ステンレス鋼製基材は、200℃から500℃の温度環境において長時間使用してもベルトまたはスリ−ブの熱変形はなく、またDLC皮膜の剥離や非粘着性の劣化はない。
【実施例1】
【0046】
表1に示す試験片についてはんだ付着性試験を実施した。
試験片:ステンレス板 材質 SUS632J1
寸法 厚さ0.5mm×30mm×100mm
表1に示す皮膜を有するもの
銅板 寸法 厚さ0.2mm×25mm×40mm
試験片調整:表面被覆をしたステンレス鋼試験片を500℃のオ−ブンに1週間放置した後、#250のサンドペ−パ−を付けた研磨機を用い、荷重100gで10分間研磨した。
はんだ塗布:上記の調整を施した試験片と銅板にフラックス(白光製HAKKO SUSSOL)を塗布し、両試験片の間に鉛フリ−のはんだ(白光製HAKKO HEXSOL)を塗布した/
はんだ接着:はんだを塗布した両試験片をクリップで挟んで250℃のオ−ブンに15分間放置してから空冷した。
付着性試験:ステンレス試験片を固定し、銅試験片をばね秤で90度ピ−ル接着力を測定した結果を表1に示す。
評価結果:本発明品はいずれもはんだに対してピ−ル接着力を測定するために銅試験片を90度に曲げて持ち上げただけで容易に剥離して付着力を測定できなかった。一方、従来の皮膜ははんだに付着していた。
すなわち本発明品は、耐熱性、耐摩耗性に優れたはんだ非付着性の皮膜であることが判明した。
【表1】

【実施例2】
【0047】
ステンレス鋼SUS632J1から製造した厚さ0.5mm、幅25mm、内周3500mmのステンレス鋼製ベルトを次の条件でDLCの成膜処理を行った。DLC薄膜の形成に先立って前処理を行う。まず、ステンレス鋼製ベルト基材の温度を300℃程度に調整する。その基材の表面のクリーニング処理のために、水素ガスをイオン化し、この水素イオンを基材に向けて10〜30分間程度照射し、基材の表面の不純物を還元反応で除去する。この処理により、基材表面の水分、油脂成分、表面酸化物などの不純物を除去することができ、特に、表面の酸化物を還元反応により除去できるため、基材とDLC薄膜の密着性が向上する。
【0048】
DLCの厚さは約1μmであり、硬度は1500Hvであった。このベルトを4条作成し、鉛フリ−はんだを使用する太陽電池ストリング製造ラインで使用したところ、3ヶ月間使用して異常な認められなかった。
【図面の簡単な説明】
【0049】
【図1】本発明のDLC皮膜を有するスチール鋼製のベルトまたはスリ−ブの構成図
【図2】本発明のストリング組み立てに使用する太陽電池セル
【図3】本発明のストリング組み立て使用する太陽電池セルの列であるストリング、(A)図は側面図、(B)図は上面図
【図4】本発明のDLC皮膜を有するステンレス鋼製ベルトのベルトコンベア、(A)図は側面図、(B)図は上面図
【符号の説明】
【0050】
1 ステンレス基材、2 非粘着性耐熱皮膜、3 ベルトコンベア、4 プ−リ−、5 ヒ−タ−、6 ベルト式研磨紙、20 太陽電池セル、21 電極、22 はんだ層、23 インタ−コネクタ−
【技術分野】
【0001】
本発明は太陽電池セルの列であるストリングを組み立てる製造工程、パンや菓子製造工程あるいはレ−ザ−プリンタのトナ−定着ロ−ル、ICカ−ド貼り合わせ工程等加熱雰囲気で使用される鋼製のベルトならびにスリ−ブに関する。
【背景技術】
【0002】
太陽電池セルの断面概略図を図2に示す。シリコン基板から成る太陽電池20の受光面と裏面には銀ペ−スト電極21が形成されており、その上にはんだ層22が設けられている。
【0003】
次に太陽電池セルは、図3に示すようにはんだでコ−ティングされたインタ−コネクタ−23で受光面と裏面の電極を交互に接続される。これをストリングという。
【0004】
太陽電池セルのストリングを連続的に組み立てる製造装置の一例を図4に示す。あらかじめ両面に銀ペースト21が焼成され、ペースト上にはんだ層22がコーティングされている太陽電池セル20とはんだ層がコーティングされているインターコネクター23の片端を太陽電池セル20の上面に、インターコネクター23の他の片端を相隣る太陽電池セル20の下面に配し、これを繰り返し上下2段よりなるベルトコンベア3の間に送り込む。
【0005】
ベルトコンベア3は、ステンレス鋼製のベルト1をプ−リ−4で駆動する搬送コンベアで、上下各2条のベルトで構成され、それぞれ内蔵するヒ−タ−5でステンレス鋼製ベルトを加熱する。送り込まれる太陽電池セルとインタ−コネクタ−は上下のベルトコンベアで挟み込み搬送されながら加熱され、はんだ層が溶融してインタコネクタ−と電極が溶着される。その後冷却してストリングと称する太陽電池セルの列が組み立てられる。
【0006】
太陽電池の上に塗布したはんだ22とインターコネクタに塗布したはんだを加熱溶融する際にそれらのはんだの一部が溶融してステンレス鋼製のベルト1の上に垂れ落ち、ステンレス鋼製のベルトにはんだが付着することがある。ステンレス鋼製のベルトにはんだが溶融固着すると太陽電池セルの列、ストリングが組み立てられた後にステンレス鋼製のベルトから離れず、コンベアの移動に巻き込まれて不良品となる。またステンレス鋼製のベルト上に固着して残留したはんだによって太陽電池セルに疵が付き不良品が発生する。
【0007】
このような太陽電池セルとインタ−コネクタ−から落下した溶融はんだがスチ−ルベルトに付着ないしは固着するのを防止するために、従来、ステンレス鋼製のベルトにフッ素樹脂系塗料を塗布していた。さらに溶融落下してステンレス鋼製のベルトに固着し残留するはんだを除去するためにベルト状研磨紙6をベルトの表面に当てて擦過清掃している。
【0008】
従来から使用されている鉛含有はんだの溶融温度は180〜220℃であり、はんだの溶着温度として220℃以上で加熱されていた。しかし近年は、環境問題の配慮から鉛を含まない鉛フリーはんだの使用が必須となってきた。この鉛フリー半田の溶融温度は220〜240℃と鉛含有のはんだよりも溶融温度が高温であるので、鉛フリーはんだがコーティングされている太陽電池セルとインターコネクターの溶着部付近の雰囲気温度は250℃以上にしなければならない。
【0009】
一方、はんだの溶着防止用コ−ティングとして使用しているフッ素樹脂系塗料層の溶融温度は250℃前後なので、コ−ティング層はやや軟化した状態になる。軟化したコ−ティング層に落下固着したはんだをベルト式研磨紙6で擦過除去する際にコ−ティング層は徐々に削り取られたり、摩耗してステンレス鋼製ベルトの表面が露出してくる。露出したステンレス鋼製ベルトには溶融したはんだは容易に固着するので、太陽電池セルのストリングに不良品が多発することになる。従ってフッ素樹脂系塗料を塗布した溶着防止のコーティング層は、使用寿命が短く、1ヶ月で交換せざるを得なかったが、鉛フリ−はんだを使用する製造工程でのステンレス鋼製のベルトの使用寿命は益々短縮され、2週間で交換が必要になっている。
【0010】
また、電子写真複写機、ファクシミリ、プリンタなどの装置では、紙など転写材上に転写されたトナ−画像を加熱により定着する定着部に用いられる定着ベルトとして、直径30mmから40mm、肉厚0.03mmから0.07mmで幅300mmから500mmのステンレス製薄肉スリ−ブが用いられている。
【0011】
定着用ステンレス鋼製スリ−ブには、ヒ−タ−が配設されており、定着スリ−ブを加熱する。定着スリ−ブは、相対するゴムロ−ルに圧接させ、定着スリ−ブとゴムロ−ルとの間をトナ−画像が形成されている転写材が通過する際に定着スリ−ブを介してヒ−タ−で加熱され、トナ−が転写材に融着して定着する。
【0012】
この薄肉ステンレス鋼製スリ−ブによる定着ベルトは、ステンレスの優れた耐熱性、熱伝導性から加熱時間が短時間で所定温度に達し、電源投入時の待ち時間がほとんど不要であり、消費電力が著しく低減される特性を有する。さらに薄肉ステンレス鋼製スリ−ブの弾力性、強度を活かし、フレキシブル性に富んだ面接触が可能で定着された画像品質、定着効率が向上している。
【0013】
このステンレス鋼製スリ−ブの表面には、トナ−との離型性を増すためにフッ素樹脂やシリコンゴム系のコ−ティングが施されている。これらの離型用コ−ティングも長期間の使用で剥離や摩耗があり、さらに優れた耐熱性のある離型処理を施したステンレス鋼製スリ−ブが求められていた。
【0014】
【特許文献1】特開2004−179618
【特許文献2】特開2005−314758
【特許文献3】特開2006−516677
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明は上述の問題を解決するためのものであり、太陽電池ストリングを製造する搬送コンベアで使用される耐熱性、耐摩耗性、はんだの非付着性が優れたステンレス鋼製ベルトや電子式複写機などで使用されるトナ−との離型性が優れた耐熱性皮膜を有するステンレス鋼製スリ−ブを提供することを目的とする。なお、ここでは幅よりも内径が大きいもの、例えば幅100mmで内径1000mmのものをベルトといい、幅に対して内径が小さいもの、例えば幅400mmで内径40mmのものをスリ−ブと呼ぶ。
【課題を解決するための手段】
【0016】
本発明は上記目的を達成するために、PVD処理、CVD処理による非付着性耐熱皮膜を有することを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0017】
また、表面皮膜が、DLC(ダイヤモンドライクカ−ボン)であることを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0018】
また、表面皮膜が、TiN、CrNまたはTiCNであることを特徴とする鋼製のベルトまたはスリ−ブを使用する。
【0019】
また、ベルトまたはスリ−ブの基材が塑性加工されたままの金属組織を有することを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0020】
また、ベルトまたはスリ−ブの基材が析出硬化系ステンレス鋼であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0021】
また、ベルトまたはスリ−ブの基材がオ−ステナイト相とフェライト相2相組織系ステンレス鋼であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【0022】
また、ベルトまたはスリ−ブの基材が平均熱膨張係数11.0×10−6cm/cm/℃以下であることを特徴とするステンレス鋼製のベルトまたはスリ−ブである。
【発明の効果】
【0023】
上述したように非粘着性耐熱皮膜を有するステンレス鋼製のベルトを使用することにより鉛フリ−はんだを使用する太陽電池セルのストリング製造ラインの搬送ベルトは、溶融はんだの落下・固着が無く使用寿命が飛躍的に向上した。また電子式複写機等において表面にDLC、TiN、CrN、TiCNなどの皮膜を有するステンレス鋼製のスリ−ブを使用することによりトナ−の剥離性は上時間維持できてスリ−ブの使用寿命の改善が著しかった。
【0024】
また、耐熱性能に優れたステンレス基材、また熱膨張率が小さなステンレス基材のベルトまたはスリ−ブを使用することにより繰り返し曲げ応力を受ける長時間使用においてもベルトまたはスリ−ブの疲労破断はなく、また皮膜の剥離もない。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施の形態を詳細に説明する。
【0026】
本発明者は、200℃から500℃の環境温度において繰り返し曲げ応力を受ける使用状況で鉛フリ−はんだとの非付着性や印刷用トナ−との離型性を長期間にわたり維持できる非粘着性耐熱皮膜を施した鋼製のベルトまたはスリ−ブの開発に鋭意努力してきた。なお、実施例ではステンレス鋼製のベルトまたはスリ−ブについて詳述しているが、普通鋼であっても耐食性環境でなければ実用性においては同等である。
【0027】
その結果、非粘着性耐熱皮膜の形成方法としては、PVD処理、CVD処理によるDLC、TiN、CrN、TiCNが大きな効果のあることを見出した。またこれらの皮膜が複合された被膜であっても同様の効果が得られることは言うまでもない。
【0028】
図1は、DLC、TiN、CrN、TiCNなどを被覆したステンレス鋼製のベルトまたはスリ−ブの構成を示す。1はステンレス鋼製のベルトまたはスリ−ブであり、2はDLC、TiN、CrN、TiCNなどの皮膜である。
【0029】
ステンレス鋼製のベルトまたはスリ−ブは、ステンレス基材としてSUS304,SUS304L、SUS305などのオ−ステナイト系ステンレス鋼板、SUS430、SUS444などのフェライト系ステンレス鋼板、SUS326JI,SUS329Jなどのオ−ステナイト・フェライト2相組織系ステンレス鋼板、SUS630、SUS631、SUS632などの析出硬化系ステンレス鋼板を使用する。
【0030】
ステンレス鋼製のベルトの製造方法を概略説明する。ステンレス鋼板を所定の幅に剪断した帯鋼板の両端突き合わせ部をプラズマ溶接、TIG溶接、レ−ザ−溶接などで突き合わせ溶接して接合し、その後、リング圧延機で所定の厚さまで圧延すると共に溶接部を母材と同等の厚さと平滑性する。この方法で板厚0.1mm〜0.2mm、幅20mm〜100mm、内径500mm以上のベルトを製造する。例えばSUS632で肉厚0.5mm、幅25mm、内周3500mmのベルトを成形する。
【0031】
また、ステンレス鋼製スリ−ブの製造方法を概略説明する。鋼板を所定の寸法に切断後、円筒形に成型し、突き合わせ部をプラズマ溶接、TIG溶接、レ−ザ−溶接等で接合して肉厚0.1mm〜0.5mm、幅250mm〜1000mm、内径250mm〜1000mmのステンレス円筒体を成形する。この溶接円筒体の両端を外側および内側に折り返し加工をする。これを溶接素管という。この溶接素管をさらにスピニング加工する。
【0032】
スピニング加工は、マンドレル(金型)に溶接素管を取り付け、その素管を加工ロ−ラ−でしごくことによって軸方向に延伸する加工方法で、回転しごき加工、フロ−フォ−ミングともいう。加工後には両端を切断して所定の幅のスリ−ブにする。スピニング加工によって例えば、SUS304の鋼板から内径250mm、肉厚0.4mm、幅250mmの溶接素管を成形し、これをスピニング加工によって肉厚を薄く圧延し、長さを延伸し、次に両端を切り揃えて内径250mm、肉厚0.2mm、幅450mmのスリ−ブを成形する。
【0033】
上述した溶接素管は、直径が150mm以上の中径ないし大径のスリ−ブ成形に用いるが、直径20mm〜50mmの小径スリ−ブは、ステンレス鋼板を絞り加工でカップ状に成形した素管(絞り素管という。)を使用する。絞り素管は、円形にブランク加工した鋼板をダイとしわ抑え板の間に挟み、パンチに圧力をかけてダイの中に押し込んで成形される。素管の直径に対して成形深さが深い場合は、数回の加工工程を経る。例えば、SUS304の鋼板から内径30mm、肉厚0.5mm、深さ110mmの絞り素管を成形し、この絞り素管をスピニング加工によって肉厚を薄くし、長さを延伸し、次いで両端を切り揃えて内径30mm、肉厚0.04mm、幅400mmのスリ−ブを成形する。
【0034】
上述したスピニング加工で成形したスリ−ブを所定の幅で円周方向にカットすることによってベルトを成形することもある。例えば、内径40mm、肉厚0.04mm、幅400mmのスリ−ブを幅5mmで切断すると内径40mm、肉厚0.04mm、幅5mmの小さな動力伝達用のステンレス鋼製のベルトが得られる。
【0035】
以上述べたような方法で成形したステンレス鋼製のベルトあるいはスリ−ブはいずれも圧下率10〜50%で塑性加工されたままの金属組織を有する。従ってこれらの製品は加工硬化あるいは加工誘起マルテンサイトの生成によって基材のステンレス鋼板よりも機械的強度が大きくなっている。例えば、SUS304の鋼板の引張り強さが660N/mm2、耐力285N/mm2、硬さ160Hvであるのに対し、成型したステンレス鋼製のベルトあるいはスリ−ブの引張り強さは1730N/mm2、耐力1840N/mm2、硬さ470Hvまで向上し、ばね鋼材としての特性を有する。
【0036】
ステンレス鋼製のベルトあるいはスリ−ブは、脱脂洗浄、200℃×60minのベ−キング処理、Arア−クビ−ム前処理(10min)の前処理等を行ってからDLC処理を施す。DLCの製膜処理は、プラズマCVD法、ア−クイオンプレ−ティング(AIP)法、イオン化蒸着法、スパッタリング(UBMS)法などのPVD等既存の方法により1〜3μmの膜厚とする。基材温度は150〜160℃である。
【0037】
次にDLC薄膜を構成する材料である炭素を含む炭化水素系のガスを、反応ガス導入管から反応ガス導入室へ導入し、反応ガス導入室内の真空度を1×10-2〜1×10-1 Torrにする。このとき導入する反応ガスとしては、ベンゼンのガスを用い。そして熱電子放出手段を作動させ、上記炭化水素系のガスを励起、解離、およびイオン化し、解離された炭素と炭素イオン、および解離された水素と水素イオンが基材に向けて照射され、基材上にDLC薄膜を形成する。基材の温度が250℃ではDLCの典型的なスペクトルを示すのに対して、基材の温度を300℃あるいは400℃とした場合にはグラファイトのスペクトルとなっている。このため基材の温度は250℃以下が望ましい。一方、100℃より低いと基材に対するDLC薄膜の付着力が弱くなる。そのため、成膜中の基材の温度を100℃から250℃に制御する。そうすることにより、DLC薄膜のグラファイト化を抑制することができ、高硬度で、高品質のDLC薄膜が形成できる。
【0038】
TiN皮膜は、ターゲットにTiを用いて3×10−3Torrの窒素ガス中でバイアス電圧−250Vで反応させる真空アーク蒸着法により製膜した。同様にタ−ゲットをCrに変えてCrNを得た。同じくターゲットにTiを用いて3×10−3Torrのアセチレンガスとアルゴンガスの混合ガス中でバイアス電圧−250Vで反応させる真空アーク蒸着法によりTiCNの皮膜を得た。いずれも膜厚は2〜4μmである。
【0039】
また、上記の前処理法の他にガラスビ−ズによるショットピ−ニング、ジルコニウム、カ−ボランダム等の微細粒子を高速投射するブラスティングを施し、最大表面粗さRyで0.1〜0.5μmの微細な凹凸を基材表面に付与することによってDLC膜の密着性が向上する。
【0040】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトあるいはスリ−ブは、塑性加工されたままの金属組織を有する。このことは加工硬化および加工誘起マルテンサイトの生成によって加工硬化したばね用鋼材に相当する機械的な特性を有する。弾力性に優れて柔軟な変形をし、かつ疲労強度が大きいので、長期間200℃〜500℃の高温環境下で使用されても破断や形状の変化が少ない。
【0041】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブの基材は、析出硬化系ステンレス鋼またはオ−ステナイト相とフェライト相の微細な2相混合組織を有するステンレス鋼である。いずれもばね限界値が高く、疲労寿命が長い。
【0042】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブの基材は、平均熱膨張係数11.0×10−6cm/cm/℃以下であるステンレス鋼が望ましい。太陽電池セルのストリング製造ラインで使用されるステンレス鋼製ベルトあるいは電子写真複写機の定着ロ−ル用として使用されるステンレス鋼製スリ−ブは、使用中に頻繁に200℃〜500℃と常温の間の加熱・冷却を繰り返し受ける。その間、ステンレス鋼製ベルトやスリ−ブは、加熱冷却のたびに膨張と収縮を繰り返す。
【0043】
DLC、TiN、CrN、TiCNなどの熱膨張係数が1.0〜6.0×10−6cm/cm/℃であり、ステンレス基材の熱膨張係数との差が大きいとベルトまたはスリ−ブを長期間使用している間に非粘着性耐熱皮膜の密着性が次第に劣化する。
【0044】
最もよく使用されているステンレス鋼材SUS304あるいはSUS305は、オ−ステナイト系ステンレス鋼であり、それらは14〜17×10−6cm/cm/℃と大きな平均熱膨張係数を有し、DLC、TiN、CrN、TiCNなどの平均熱膨張係数との差が大きい。これらのステンレス基材を用いた場合でも使用可能であるが、プ−リ−径が小さくて、皮膜に加わる曲げ応力が大きい用途においては、ステンレス鋼の中でも熱膨張係数が小さなフェライト系、析出硬化系、オ−ステナイト相/フェライト相2相混合系のステンレス鋼が望ましく、長期耐久性に優れる。もちろんインバ−合金等の低熱膨張係数合金は最良である。
【0045】
DLCなどの非粘着性耐熱皮膜を有するステンレス鋼製のベルトまたはスリ−ブは、加熱温度200℃から500℃で使用される。ステンレス鋼製基材は、200℃から500℃の温度環境において長時間使用してもベルトまたはスリ−ブの熱変形はなく、またDLC皮膜の剥離や非粘着性の劣化はない。
【実施例1】
【0046】
表1に示す試験片についてはんだ付着性試験を実施した。
試験片:ステンレス板 材質 SUS632J1
寸法 厚さ0.5mm×30mm×100mm
表1に示す皮膜を有するもの
銅板 寸法 厚さ0.2mm×25mm×40mm
試験片調整:表面被覆をしたステンレス鋼試験片を500℃のオ−ブンに1週間放置した後、#250のサンドペ−パ−を付けた研磨機を用い、荷重100gで10分間研磨した。
はんだ塗布:上記の調整を施した試験片と銅板にフラックス(白光製HAKKO SUSSOL)を塗布し、両試験片の間に鉛フリ−のはんだ(白光製HAKKO HEXSOL)を塗布した/
はんだ接着:はんだを塗布した両試験片をクリップで挟んで250℃のオ−ブンに15分間放置してから空冷した。
付着性試験:ステンレス試験片を固定し、銅試験片をばね秤で90度ピ−ル接着力を測定した結果を表1に示す。
評価結果:本発明品はいずれもはんだに対してピ−ル接着力を測定するために銅試験片を90度に曲げて持ち上げただけで容易に剥離して付着力を測定できなかった。一方、従来の皮膜ははんだに付着していた。
すなわち本発明品は、耐熱性、耐摩耗性に優れたはんだ非付着性の皮膜であることが判明した。
【表1】
【実施例2】
【0047】
ステンレス鋼SUS632J1から製造した厚さ0.5mm、幅25mm、内周3500mmのステンレス鋼製ベルトを次の条件でDLCの成膜処理を行った。DLC薄膜の形成に先立って前処理を行う。まず、ステンレス鋼製ベルト基材の温度を300℃程度に調整する。その基材の表面のクリーニング処理のために、水素ガスをイオン化し、この水素イオンを基材に向けて10〜30分間程度照射し、基材の表面の不純物を還元反応で除去する。この処理により、基材表面の水分、油脂成分、表面酸化物などの不純物を除去することができ、特に、表面の酸化物を還元反応により除去できるため、基材とDLC薄膜の密着性が向上する。
【0048】
DLCの厚さは約1μmであり、硬度は1500Hvであった。このベルトを4条作成し、鉛フリ−はんだを使用する太陽電池ストリング製造ラインで使用したところ、3ヶ月間使用して異常な認められなかった。
【図面の簡単な説明】
【0049】
【図1】本発明のDLC皮膜を有するスチール鋼製のベルトまたはスリ−ブの構成図
【図2】本発明のストリング組み立てに使用する太陽電池セル
【図3】本発明のストリング組み立て使用する太陽電池セルの列であるストリング、(A)図は側面図、(B)図は上面図
【図4】本発明のDLC皮膜を有するステンレス鋼製ベルトのベルトコンベア、(A)図は側面図、(B)図は上面図
【符号の説明】
【0050】
1 ステンレス基材、2 非粘着性耐熱皮膜、3 ベルトコンベア、4 プ−リ−、5 ヒ−タ−、6 ベルト式研磨紙、20 太陽電池セル、21 電極、22 はんだ層、23 インタ−コネクタ−
【特許請求の範囲】
【請求項1】
PVD(物理気相蒸着)処理、CVD(化学気相蒸着)処理による非付着性耐熱皮膜を有することを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項2】
請求項1の表面皮膜が、DLC(ダイヤモンドライクカ−ボン)であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項3】
請求項1の表面皮膜が、TiN(窒化チタン)、TiCN(炭窒化チタン)またはCrN(窒化クロム)であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項4】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が塑性加工されたままの金属組織を有することを特徴とするステンレス鋼製のベルトまたはスリ−ブ。
【請求項5】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が析出硬化系ステンレス鋼であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項6】
請求項1から請求項3において、ベルトまたはスリ−ブの基材がオ−ステナイト相とフェライト相2相組織系ステンレス鋼であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項7】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が平均熱膨張係数11.0×10−6cm/cm/℃以下であることを特徴とするステンレス鋼製のベルトまたはスリ−ブ。
【請求項1】
PVD(物理気相蒸着)処理、CVD(化学気相蒸着)処理による非付着性耐熱皮膜を有することを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項2】
請求項1の表面皮膜が、DLC(ダイヤモンドライクカ−ボン)であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項3】
請求項1の表面皮膜が、TiN(窒化チタン)、TiCN(炭窒化チタン)またはCrN(窒化クロム)であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項4】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が塑性加工されたままの金属組織を有することを特徴とするステンレス鋼製のベルトまたはスリ−ブ。
【請求項5】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が析出硬化系ステンレス鋼であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項6】
請求項1から請求項3において、ベルトまたはスリ−ブの基材がオ−ステナイト相とフェライト相2相組織系ステンレス鋼であることを特徴とする鋼製のベルトまたはスリ−ブ。
【請求項7】
請求項1から請求項3において、ベルトまたはスリ−ブの基材が平均熱膨張係数11.0×10−6cm/cm/℃以下であることを特徴とするステンレス鋼製のベルトまたはスリ−ブ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−60030(P2010−60030A)
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願番号】特願2008−225417(P2008−225417)
【出願日】平成20年9月3日(2008.9.3)
【出願人】(599124426)株式会社ディムコ (11)
【Fターム(参考)】
【公開日】平成22年3月18日(2010.3.18)
【国際特許分類】
【出願日】平成20年9月3日(2008.9.3)
【出願人】(599124426)株式会社ディムコ (11)
【Fターム(参考)】
[ Back to top ]