
高圧タンク及びその製造装置並びに高圧タンクの製造方法
【課題】大型の高圧タンクを低コストで製造可能とした高圧タンク、及びその製造装置、並びに高圧タンクの製造方法を提供する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
【解決手段】接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンク、及びその製造装置、並びに高圧タンクの製造方法において、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水素ガスなどの気体を高圧状態で収容可能としている高圧タンク、及びその製造装置、並びに高圧タンクの製造方法に関するものであり、特に、比較的長尺で大容量としている高圧タンク、及びその製造装置、並びに高圧タンクの製造方法に関するものである。
【背景技術】
【0002】
昨今、燃料電池自動車などの燃料として使用する水素などの供給に用いるために、アルミニウムや高密度ポリエチレンからなるライナの外側面に、エポキシ樹脂等の接着剤を付着した炭素繊維等の強化繊維を巻き付けて耐圧シェルを形成した高圧タンクが用いられている。
【0003】
このような高圧タンクではさらなる高耐圧化が要求されており、かかる高耐圧化の要求に応えるために、本発明者らは、ライナへの強化繊維の巻き付けの際に、強化繊維に加える張力を調整することによって高耐圧化した高圧タンクを提案している(例えば、特許文献1参照。)。
【0004】
この高耐圧化した高圧タンクでは、ライナへの強化繊維の巻き付けの際にライナ内に水などの加圧媒体を注入し、この加圧媒体に加える圧力を調整しながら強化繊維の巻き付けを行っており、特に、加圧媒体を加温することによってライナを内部から加熱して、ライナの外周面に巻き付けた強化繊維に付着させている接着剤の加熱による硬化処理も同時に行うことができるようにもしている。
【特許文献1】国際公開第04/070258号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、例えば水素ステーションなどの施設で用いられるような大容量の大型高圧タンクを製造する場合には、ライナ内に加圧媒体を注入すると、そのライナを回転自在に支持することが困難となるため、空のライナに対して強化繊維の巻き付けを行って、その後、強化繊維が巻き付けられたライナを収容可能とした加熱硬化装置で強化繊維に付着させている接着剤を加熱して硬化させなければならなかった。
【0006】
したがって、大型の高圧タンクを製造する場合には、ライナに強化繊維を巻き付ける工程と、巻き付けた接着剤付き強化繊維の接着剤を硬化させる硬化工程とが必要となることによって製造に要する時間が長くなり、作業効率が極めて悪いという問題があり、さらに大型のライナを収容可能とした加熱硬化装置を必要とすることによって製造コストが高騰するという問題があった。
【0007】
本発明者らはこのような現状に鑑み、大型の高圧タンクを低コストで製造可能とすべく開発を行い、本発明を成すに至ったものである。
【課題を解決するための手段】
【0008】
本発明の高圧タンクでは、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成した。
【0009】
また、本発明の高圧タンクの製造装置では、支持したライナを所定の回転速度で回転させる支持手段と、ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、接着剤を付着した繊維をライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、ライナを内部から加熱する発熱手段をライナの内部に着脱自在に配設し、ライナの外周面に繊維を巻き付ける際に発熱手段でライナを内部から加熱することにより接着剤を硬化させながらシェルを形成することとした。しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成したことにも特徴を有するものである。
【0010】
さらに、以下の点にも特徴を有するものである。すなわち、
(1)発熱手段はワイヤ状の発熱体で構成したこと。
(2)発熱体は、ライナの内周面に当接させていること。
(3)発熱体には、高発熱領域と低発熱領域とを設けていること。
(4)繰出手段から繰り出した繊維に所定の電流を通電させる通電手段を設けたこと。
(5)ライナに繊維を巻き付ける際にライナに向けて空気を送気する送気手段を設けたこと。
【0011】
また、本発明の高圧タンクの製造方法では、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、ライナの内部にはライナを内部から加熱する発熱手段を着脱自在に配設し、シェルを形成する際に、発熱手段でライナを内部から加熱しながらライナの外周面に繊維を巻き付けることとした。しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成していることにも特徴を有するものである。
【0012】
さらに、ライナに巻き付ける繊維に通電していることにも特徴を有し、ライナに繊維を巻き付ける際にライナに向けて空気を送気していることにも特徴を有するものである。
【発明の効果】
【0013】
請求項1記載の発明によれば、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成したことによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化を促すことができるので、製造に要する時間を大幅に削減することができる。しかも、接着剤の硬化処理に必要であった加熱硬化装置を不要として製造コストを大きくて低減できるので、安価な高圧タンクを提供可能とすることができる。
【0014】
請求項2記載の発明によれば、支持したライナを所定の回転速度で回転させる支持手段と、ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、接着剤を付着した繊維をライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、ライナを内部から加熱する発熱手段をライナの内部に着脱自在に配設し、ライナの外周面に繊維を巻き付ける際に発熱手段でライナを内部から加熱することにより接着剤を硬化させながらシェルを形成することによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0015】
請求項3記載の発明によれば、請求項2記載の高圧タンクの製造装置において、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成したことによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0016】
請求項4記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、発熱手段をワイヤ状の発熱体で構成したことによって、ボスに設けた貫通口が比較的小径であっても、ライナ内に発熱体を確実に、かつ容易に設置できる。
【0017】
請求項5記載の発明によれば、請求項4記載の高圧タンクの製造装置において、発熱体をライナの内周面に当接させることによって、発熱体で生成した熱による加熱効率を向上させることができる。
【0018】
請求項6記載の発明によれば、請求項4または請求項5に記載の高圧タンクの製造装置において、発熱体には高発熱領域と低発熱領域とを設けていることによって、発熱体の発熱量の調整を行いやすくすることができる。
【0019】
請求項7記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、製造装置の繰出手段から繰り出した繊維に所定の電流を通電させる通電手段を設けたことによって、通電にともなって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0020】
請求項8記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、ライナに繊維を巻き付ける際にライナに向けて空気を送気する送気手段を設けたことによって、送気した空気で余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に混入した気泡(ボイド)を除去することができる。
【0021】
請求項9記載の発明によれば、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、ライナの内部にはライナを内部から加熱する発熱手段を着脱自在に配設し、シェルを形成する際に、発熱手段でライナを内部から加熱しながらライナの外周面に繊維を巻き付けることによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化を促すことができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0022】
請求項10記載の発明によれば、請求項9記載の高圧タンクの製造方法において、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成していることによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0023】
請求項11記載の発明によれば、請求項9または請求項10に記載の高圧タンクの製造方法において、ライナに巻き付ける繊維に通電していることによって、通電にともなって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0024】
請求項12記載の発明によれば、請求項9または請求項10に記載の高圧タンクの製造方法において、ライナに繊維を巻き付ける際にライナに向けて空気を送気していることによって、送気した空気で余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に混入した気泡を除去することができる。
【発明を実施するための最良の形態】
【0025】
本発明の高圧タンク、及びその製造装置、並びに高圧タンクの製造方法では、所定形状のライナの外周面に、接着剤を付着した繊維を巻き付けてシェルを形成しているものであり、特に、ライナの内部には発熱手段を着脱自在に配設し、この発熱手段でライナを内部から加熱するようにしているものである。
【0026】
このように、ライナを内側から加熱することによって、発熱手段で生成した熱を確実に接着剤に作用させることができるので、熱効率の向上を図ることができるだけでなく、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0027】
特に、このように形成したシェルでは硬化工程を不要とすることができるだけでなく、シェルが形成されたタンクを収容して硬化させるための加熱硬化装置自体を不要とすることができるので、製造コストを大幅に削減できる。
【0028】
しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成することによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0029】
そして、発熱手段としてワイヤ状の発熱体を用いた場合には、とりわけボスによる発熱手段の支持構造を簡潔とすることができ、しかも、発熱体をライナの内周面に当接させた場合には、発熱体によるライナの加熱効率を向上させることができる。
【0030】
さらに、発熱体には高発熱領域と低発熱領域とを設けることによって、発熱体の発熱量の調整を行いやすくすることができ、ライナを所定の加熱状態に維持しやすくすることができる。
【0031】
また、本発明の高圧タンクの製造装置、及び高圧タンクの製造方法では、接着剤を付着した繊維をライナの外周面に巻き付ける際に、繊維に対して通電を行っている。このように、繊維に通電することによって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0032】
さらに、繊維が巻き付けられた巻付部分に向けて空気を送気している。このように空気を送気することによって、送気された空気によって巻付部分における余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に生じた気泡を除去することができる。
【0033】
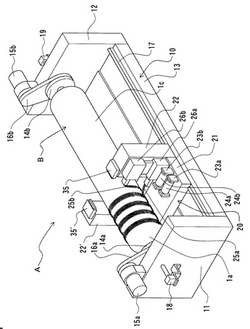
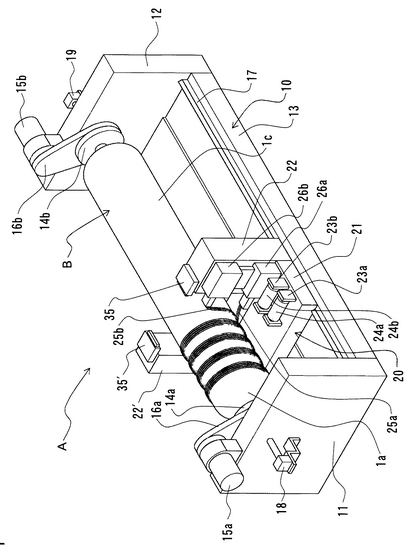
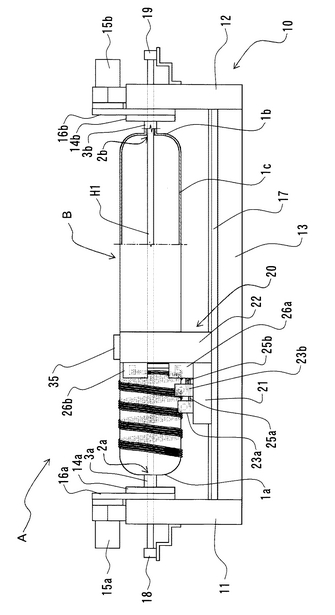
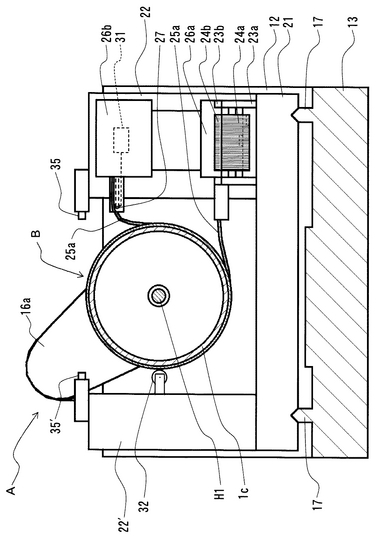
以下において、図面に基づいて本発明の実施形態をさらに詳説する。図1は本実施形態の高圧タンク製造装置Aの概略を示した斜視図、図2は同正面図、図3は縦断面図である。
【0034】
高圧タンク製造装置Aは、図1及び図2に示すように、ライナBを支持する支持手段である支持部10と、この支持部10で支持されたライナBの外周面に巻き付ける強化繊維を繰り出す繰出手段である繰出部20を有している。
【0035】
ここで、ライナBは、アルミニウムやステンレスなどの金属製、または高密度ポリエチレンなどの有機素材製の円筒状容器であって、一端に第1鏡板1aを有するとともに、他端に第2鏡板1bを有し、対向配置した第1鏡板1aと第2鏡板1bとを筒状の胴部1cで一体的に連結して構成している。
【0036】
特に、第1鏡板1a及び第2鏡板1bにはそれぞれ貫通口2a,2bを有する第1ボス3a及び第2ボス3bを設けており、この貫通口2a,2bを介してライナBの内部は、ライナBの外部と連通している。
【0037】
支持部10は、ライナBの第1鏡板1a側を支持する第1支持台11と、ライナBのライナBの第2鏡板1b側を支持する第2支持台12と、この第1支持台11と第2支持台12との間に位置させた中央支持台13とで構成している。
【0038】
第1支持台11及び第2支持台12は、中央支持台13の端部にそれぞれ一体的に連結して構成しており、ライナBを第1支持台11と第2支持台12の間に架設状態に支持するようにしている。ここで、本実施形態のライナBはステンレス製で、直径355mm×長さ5750mm、肉厚9mmで、重量420kgであり、支持部10はこのようなライナBを支持可能としている。
【0039】
第1支持台11には、ライナBの第1鏡板1aの第1ボス3aと連結するとともに、第1支持台11に対して回転自在とした第1連結具14aを設けており、この第1連結具14aは、第1支持台11に装着した第1駆動モータ15aによって回転可能としている。符号16aは、第1連結具14aと第1駆動モータ15aとを連動連結する第1連結ベルトを収容した第1ベルトケースである。
【0040】
第2支持台12には、ライナBの第2鏡板1bの第2ボス3bと連結するとともに、第2支持台12に対して回転自在とした第2連結具14bを設けており、この第2連結具14bは、第2支持台12に装着した第2駆動モータ15bによって回転可能としている。符号16bは、第2連結具14bと第2駆動モータ15bとを連動連結する第2連結ベルトを収容した第2ベルトケースである。
【0041】
特に、第1支持台11と第2支持台12とは互いに鏡面対称に設け、第1鏡板1aの回転軸と、第2鏡板1bの回転軸とが同一直線上に位置するようにして、第1支持台11と第2支持台12とによって両端を支持されたライナBを所要の速度で回転させるようにしている。ライナBの回転は、図示しない制御部によって第1駆動モータ15aと第2駆動モータ15bとを制御して行っている。
【0042】
中央支持台13は、その上面において繰出部20を第1支持台11と第2支持台12との間で進退移動させるようにしており、中央支持台13の上面には、進退移動する繰出部20用のガイドレール17,17を設けている。
【0043】
繰出部20は、中央支持台13上をガイドレール17,17に沿って進退移動する走行台車21と、走行台車21に立設した支持フレーム22と、走行台車21上に設けた第1リール支持体23a及び第2リール支持体23bと、この第1リール支持体23a及び第2リール支持体23bにそれぞれ装着された第1リール24a及び第2リール24bから引き出した強化繊維25a,25bにそれぞれ所要の張力を負荷して繰り出し可能とした第1繰出器26aと第2繰出器26bをそれぞれ設けている。
【0044】
本実施形態では、繰出部20の第1繰出器26aと第2繰出器26bとにより各1本ずつ計2本の強化繊維25a,25bを繰り出し可能としているが、1本の強化繊維を繰り出すように構成してもよいし、3本以上の強化繊維を繰り出すように構成してもよい。
【0045】
ここで、本実施形態で使用する強化繊維25a,25bには炭素繊維を用いているが、それ以外にもアラミド繊維、ガラス繊維、PBO繊維等を用いてもよいし、これらを複合させた繊維を用いてもよい。
【0046】
さらに、強化繊維25a,25bには接着剤としてはエポキシ樹脂を付着させており、特に本実施形態では、強化繊維25a,25bにあらかじめエポキシ樹脂を付着含浸させたプリプレグを用いている。すなわち、第1リール24a及び第2リール24bは、ロール状に巻き回したプリプレグで構成している。
【0047】
なお、接着剤としてはエポキシ樹脂に限定するものではなく、それ以外の接着性樹脂を用いてもよく、例えば、紫外線により硬化する紫外線硬化タイプの接着性樹脂を使用することもできる。また、プリプレグを用いるのではなく、第1リール24a及び第2リール24bから引き出した強化繊維25a,25bに所要の接着剤を塗着させるようにしてもよい。
【0048】
走行台車21には、底面側にガイドレール17,17に沿って転動する転動輪(図示せず)を設けており、転動輪の少なくとも1つは図示しない駆動モータに連動連結した駆動輪として、駆動モータの正転駆動または反転駆動の動作制御を行うことによってガイドレール17,17に沿って走行台車21を進退操作可能としている。走行台車21の進退操作も、図示しない制御部で行うようにしている。
【0049】
なお、走行台車21に駆動モータを設けて進退自在とするのではなく、中央支持台13に走行台車21を進退移動させる移動手段、例えば牽引装置やリニアスライダを設けて、走行台車21を進退操作するようにしてもよい。
【0050】
走行台車21に対して立設した支持フレーム22は、図3に示すように所定高さに第1繰出器26aと第2繰出器26bとを配設するために設けており、第1繰出器26a及び第2繰出器26bはそれぞれ支持フレーム22の所定高さに配置している。
【0051】
第1繰出器26a及び第2繰出器26bには、強化繊維25a,25bに所要の張力を加える張力発生用ローラ(図示せず)を設けて、所要の張力を作用させながら案内ローラ27から繰り出すようにしている。
【0052】
以下において、本発明の要部について詳説する。本発明では、上記した高圧タンク製造装置Aの第1連結具14aと第2連結具14bとを用いてライナBを第1支持台11と第2支持台12との間に横架状態に装着し、ライナBを回転自在としている。
【0053】
そして、横架状態としたライナBには、ライナBに設けた貫通口2a,2bからライナB内に挿入可能とした発熱体H1を挿入し、この発熱体H1の両端を第1鏡板1aの第1ボス3aと第2鏡板1bの第2ボス3bとを利用して架設状態に装着して支持するようにしている。
【0054】
図1及び図2中、18は第1鏡板1a側の発熱体H1の端部と接続する第1電極部であり、19は第2鏡板1b側の発熱体H1の端部と接続する第2電極部であり、第1電極部18と第2電極部19に接続した発熱体H1を所定温度に加熱するようにしている。発熱体H1の加熱制御も、図示しない制御部で行うようにしている。
【0055】
本実施形態では、発熱体H1、第1電極部18、第2電極部19は、ライナBとともに回転しないようにしているが、ライナBとともに回転するようにしてもよい。
【0056】
そして、ライナBの内側に設置した発熱体H1によってライナBの表面温度が80〜120℃程度となるように加熱しながらライナBを回転させ、繰出部20から繰り出した強化繊維25a,25bをライナBの外周面に巻き付けて、ライナBにシェルを形成している。
【0057】
このように、ライナBの内側に設置した発熱体H1によってライナBを内側から加熱することによって、発熱体H1で生成した熱を強化繊維25a,25bに付着したエポキシ樹脂に確実に作用させることができるので、熱効率の向上を図ることができるだけでなく、ライナBへの強化繊維25a,25bの巻き付けと同時に、強化繊維25a,25bに付着させているエポキシ樹脂を加熱によって硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0058】
特に、シェルの形成後にシェルが形成されたライナBを加熱硬化させる加熱硬化装置を用いることなくエポキシ樹脂を硬化させることができるので、加熱硬化装置を不要として製造コストを削減できる。
【0059】
ちなみに、従来のようにライナBを内側から加熱することなく強化繊維25a,25bの巻き付けを行って、加熱硬化装置での硬化処理を行った場合には、巻き付けに約4時間、硬化に約4時間の時間を要していたが、本実施形態の高圧タンク製造装置Aで巻き付けを行って、そのまま発熱体H1でエポキシ樹脂を硬化させた場合には、硬化時間を約1時間とすることができ、約37%の時間削減が可能となった。
【0060】
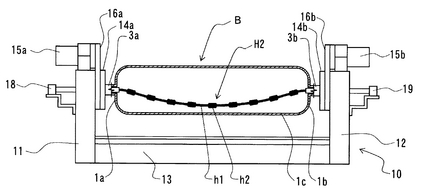
本実施形態では、発熱体H1は、図1及び図2に示すように内部にニクロム線などの発熱体を収容した棒状ヒータで構成しているが、他の実施形態として、図4に示すように、ワイヤ状の発熱体H2を用い、しかも、発熱体H2を第1鏡板1aに設けた第1ボス3aと第2鏡板1bに設けた第2ボス3bとの間に吊下状態に架設してもよい。
【0061】
このように発熱体H2を吊下状態に架設することによって発熱体H2をライナBに可及的に近接させて、発熱体H2によるライナBの加熱効率を向上させるようにしてもよい。
【0062】
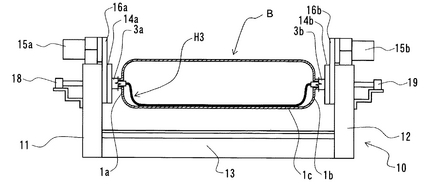
さらに、図5に示すように、ワイヤ状の発熱体H3をライナの内周面に当接させて配設した場合には、発熱体H3によるライナBの加熱効率をさらに向上させることができ、ライナBの加熱に要するエネルギーを抑制して、省エネルギー化を図ることができる。
【0063】
また、図4に示すように、発熱体H2には、所要の位置に高発熱領域h1と低発熱領域h2とを設けることによって、発熱体H2の発熱量の調整を行いやすくすることができ、ライナBを所定の加熱状態に維持しやすくすることができる。本実施形態では、発熱体H2はニクロム線で構成しており、小径のニクロム線で高発熱領域h1を構成し、大径のニクロム線で低発熱領域h2を構成している。
【0064】
なお、低発熱領域h2では発熱を行わず、高発熱領域h1だけで発熱するように、所要の位置に発熱器を配置して発熱体を構成してもよい。
【0065】
また、発熱体H1,H2,H3が挿入されたライナB内には、窒素ガスなどの不活性ガスを送気して、発熱体H1,H2,H3及びライナBの内周面が酸化することを防止することが望ましい。さらに、ライナBの内周面には、吸熱性を向上させるための表面処理などを施しておくことが望ましい。
【0066】
上記したように、本実施形態では、強化繊維25a,25bにあらかじめエポキシ樹脂を付着含浸させたプリプレグを用いており、強化繊維25a,25bに付着含浸させたエポキシ樹脂が十分に加熱されていない場合には、エポキシ樹脂の粘性が高く強化繊維25a,25bの変形性が十分でないことがあるので、第1リール支持体23a及び第2リール支持体23bには十分に加熱した第1リール24a及び第2リール24bをそれぞれ装着するようにしているが、さらに、本実施形態では、第1繰出器26a及び第2繰出器26bから繰り出された強化繊維25a,25bをそれぞれ加熱するようにしている。
【0067】
特に、本実施形態では、図3に示すように、第1繰出器26a及び第2繰出器26bから繰り出された強化繊維25a,25bに通電することによって加熱している。
【0068】
すなわち、第1繰出器26aには、案内ローラ27に所要の電圧を印加する第1電源装置31を設けて、第1繰出器26aから繰り出される強化繊維25aに所要の電圧を印加するとともに、ライナBまたはライナBの表面の強化繊維25aに所定の電圧を印加する第2電源装置(図示せず)を設けて、第1繰出器26aから繰り出された強化繊維25aに通電している。
【0069】
図3中、32はライナBまたはライナBの表面の強化繊維25aに第2電源装置から出力された所定の電圧を印加するブラシ体であって、本実施形態では、第2電源装置では接地電位を印加するようにしている。第2繰出器26bも第1繰出器26aと同様に構成しており、詳細な説明は省略する。
【0070】
このように強化繊維25a,25bに通電することによって強化繊維25a,25bを極めて容易に加熱することができ、強化繊維25a,25bに付着させているエポキシ樹脂を低粘性として強化繊維25a,25bをライナBに巻き付けやすくすることができる。
【0071】
強化繊維25a,25bの加熱にともなって十分に溶融したエポキシ樹脂には、強化繊維25a,25bの巻き付けにともなって空気を咬み込みやすく、空気の咬み込にともなってエポキシ樹脂には気泡が発生する、
この気泡を巻き込んで強化繊維25a,25bをライナBに巻き付けた場合には、気泡が残留した状態でエポキシ樹脂が硬化することによって、高圧タンクの使用時に発生するシェルの破壊の基点となるおそれがある。
【0072】
そこで、本実施形態では、ライナBに強化繊維25a,25bを巻き付ける際に、ライナBに向けて空気の送気を行って、少なくとも強化繊維25a,25bが巻き付けられる部分における気泡を除去している。
【0073】
しかも、ライナBに向けて空気の送気を行うことによって、送気された空気によってライナBの表面に浸潤した余分なエポキシ樹脂をライナBの表面に拡散させることができ、エポキシ樹脂の量がライナBの場所ごとに不均一となることを防止できる。
【0074】
本実施形態では、図3に示すように、走行台車21に立設した支持フレーム22の頂部に送風口35を設け、支持フレーム22の内部に設けた送風機(図示せず)で生成した送風をライナBに向けて送出するようにしている。
【0075】
さらに、本実施形態では、ライナBを挟んで支持フレーム22に対向させて補助フレーム22'を走行台車21に立設し、補助フレーム22'の頂部に送風口35'を設け、補助フレーム22'の内部に設けた送風機(図示せず)で生成した送風をライナBに向けて送出するようにしている。
【0076】
ライナBに向けて送風する送風手段は、上記したように繰出部20に設けるだけでなく、適宜の位置に設けてライナBに向けて送風するようにしてもよい。
【0077】
また、ライナBの外周には、送風手段だけでなく適宜の発熱手段を配置して、上記した発熱体H1,H2,H3以外にライナBの外周面側からエポキシ樹脂を加熱するようにしてもよい。
【0078】
上記したように、本実施形態の高圧タンク製造装置Aでは、発熱手段である発熱体H1,H2,H3をライナBの第1鏡板1aに設けた第1ボス3aの貫通口2a及び/または第2鏡板1bに設けた第2ボス3bの貫通口2bからライナBの内部に挿入するとともに、第1ボス3a及び/または第2ボス3bで支持されるように構成することによって、発熱体H1,H2,H3のライナBへの着脱を極めて容易に行うことができるとともに、発熱体H1,H2,H3を装着したライナBのハンドリング性を向上させることができる。
【0079】
また、本実施形態では、ライナBは第1支持台11と第2支持台12との間に横架状態に装着しているが、たとえば、ライナBを起立させて発熱体H1,H2,H3を一方のボスまたはその周辺に吊下状態に配設するようにしてもよい。
【図面の簡単な説明】
【0080】
【図1】本発明に係る高圧タンク製造装置の概略を示した斜視図である。
【図2】本発明に係る高圧タンク製造装置の一部切欠正面概略図である。
【図3】本発明に係る高圧タンク製造装置の概略を示した縦断面図である。
【図4】発熱体の配設形態の説明図である。
【図5】発熱体の配設形態の説明図である。
【符号の説明】
【0081】
A 高圧タンク製造装置
B ライナ
H1 発熱体
1a 第1鏡板
1b 第2鏡板
1c 胴部
3a 第1ボス
3b 第2ボス
10 支持部
11 第1支持台
12 第2支持台
13 中央支持台
14a 第1連結具
14b 第2連結具
15a 第1駆動モータ
15b 第2駆動モータ
16a 第1ベルトケース
16b 第2ベルトケース
17 ガイドレール
18 第1電極部
19 第2電極部
20 繰出部
21 走行台車
22 支持フレーム
23a 第1リール支持体
23b 第2リール支持体
24a 第1リール
24b 第2リール
25a 強化繊維
25a 強化繊維
26a 第1繰出器
26b 第2繰出器
27 案内ローラ
【技術分野】
【0001】
本発明は、水素ガスなどの気体を高圧状態で収容可能としている高圧タンク、及びその製造装置、並びに高圧タンクの製造方法に関するものであり、特に、比較的長尺で大容量としている高圧タンク、及びその製造装置、並びに高圧タンクの製造方法に関するものである。
【背景技術】
【0002】
昨今、燃料電池自動車などの燃料として使用する水素などの供給に用いるために、アルミニウムや高密度ポリエチレンからなるライナの外側面に、エポキシ樹脂等の接着剤を付着した炭素繊維等の強化繊維を巻き付けて耐圧シェルを形成した高圧タンクが用いられている。
【0003】
このような高圧タンクではさらなる高耐圧化が要求されており、かかる高耐圧化の要求に応えるために、本発明者らは、ライナへの強化繊維の巻き付けの際に、強化繊維に加える張力を調整することによって高耐圧化した高圧タンクを提案している(例えば、特許文献1参照。)。
【0004】
この高耐圧化した高圧タンクでは、ライナへの強化繊維の巻き付けの際にライナ内に水などの加圧媒体を注入し、この加圧媒体に加える圧力を調整しながら強化繊維の巻き付けを行っており、特に、加圧媒体を加温することによってライナを内部から加熱して、ライナの外周面に巻き付けた強化繊維に付着させている接着剤の加熱による硬化処理も同時に行うことができるようにもしている。
【特許文献1】国際公開第04/070258号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、例えば水素ステーションなどの施設で用いられるような大容量の大型高圧タンクを製造する場合には、ライナ内に加圧媒体を注入すると、そのライナを回転自在に支持することが困難となるため、空のライナに対して強化繊維の巻き付けを行って、その後、強化繊維が巻き付けられたライナを収容可能とした加熱硬化装置で強化繊維に付着させている接着剤を加熱して硬化させなければならなかった。
【0006】
したがって、大型の高圧タンクを製造する場合には、ライナに強化繊維を巻き付ける工程と、巻き付けた接着剤付き強化繊維の接着剤を硬化させる硬化工程とが必要となることによって製造に要する時間が長くなり、作業効率が極めて悪いという問題があり、さらに大型のライナを収容可能とした加熱硬化装置を必要とすることによって製造コストが高騰するという問題があった。
【0007】
本発明者らはこのような現状に鑑み、大型の高圧タンクを低コストで製造可能とすべく開発を行い、本発明を成すに至ったものである。
【課題を解決するための手段】
【0008】
本発明の高圧タンクでは、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成した。
【0009】
また、本発明の高圧タンクの製造装置では、支持したライナを所定の回転速度で回転させる支持手段と、ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、接着剤を付着した繊維をライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、ライナを内部から加熱する発熱手段をライナの内部に着脱自在に配設し、ライナの外周面に繊維を巻き付ける際に発熱手段でライナを内部から加熱することにより接着剤を硬化させながらシェルを形成することとした。しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成したことにも特徴を有するものである。
【0010】
さらに、以下の点にも特徴を有するものである。すなわち、
(1)発熱手段はワイヤ状の発熱体で構成したこと。
(2)発熱体は、ライナの内周面に当接させていること。
(3)発熱体には、高発熱領域と低発熱領域とを設けていること。
(4)繰出手段から繰り出した繊維に所定の電流を通電させる通電手段を設けたこと。
(5)ライナに繊維を巻き付ける際にライナに向けて空気を送気する送気手段を設けたこと。
【0011】
また、本発明の高圧タンクの製造方法では、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、ライナの内部にはライナを内部から加熱する発熱手段を着脱自在に配設し、シェルを形成する際に、発熱手段でライナを内部から加熱しながらライナの外周面に繊維を巻き付けることとした。しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成していることにも特徴を有するものである。
【0012】
さらに、ライナに巻き付ける繊維に通電していることにも特徴を有し、ライナに繊維を巻き付ける際にライナに向けて空気を送気していることにも特徴を有するものである。
【発明の効果】
【0013】
請求項1記載の発明によれば、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、シェルを形成する際に、ライナのボスに設けた貫通口からライナの内部に発熱手段を挿入して配設し、ライナを内部から加熱しながらライナの外周面に繊維を巻き付けることにより接着剤を漸次硬化させてシェルを形成したことによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化を促すことができるので、製造に要する時間を大幅に削減することができる。しかも、接着剤の硬化処理に必要であった加熱硬化装置を不要として製造コストを大きくて低減できるので、安価な高圧タンクを提供可能とすることができる。
【0014】
請求項2記載の発明によれば、支持したライナを所定の回転速度で回転させる支持手段と、ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、接着剤を付着した繊維をライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、ライナを内部から加熱する発熱手段をライナの内部に着脱自在に配設し、ライナの外周面に繊維を巻き付ける際に発熱手段でライナを内部から加熱することにより接着剤を硬化させながらシェルを形成することによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0015】
請求項3記載の発明によれば、請求項2記載の高圧タンクの製造装置において、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成したことによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0016】
請求項4記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、発熱手段をワイヤ状の発熱体で構成したことによって、ボスに設けた貫通口が比較的小径であっても、ライナ内に発熱体を確実に、かつ容易に設置できる。
【0017】
請求項5記載の発明によれば、請求項4記載の高圧タンクの製造装置において、発熱体をライナの内周面に当接させることによって、発熱体で生成した熱による加熱効率を向上させることができる。
【0018】
請求項6記載の発明によれば、請求項4または請求項5に記載の高圧タンクの製造装置において、発熱体には高発熱領域と低発熱領域とを設けていることによって、発熱体の発熱量の調整を行いやすくすることができる。
【0019】
請求項7記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、製造装置の繰出手段から繰り出した繊維に所定の電流を通電させる通電手段を設けたことによって、通電にともなって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0020】
請求項8記載の発明によれば、請求項2または請求項3に記載の高圧タンクの製造装置において、ライナに繊維を巻き付ける際にライナに向けて空気を送気する送気手段を設けたことによって、送気した空気で余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に混入した気泡(ボイド)を除去することができる。
【0021】
請求項9記載の発明によれば、接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、ライナの内部にはライナを内部から加熱する発熱手段を着脱自在に配設し、シェルを形成する際に、発熱手段でライナを内部から加熱しながらライナの外周面に繊維を巻き付けることによって、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を加熱して硬化を促すことができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0022】
請求項10記載の発明によれば、請求項9記載の高圧タンクの製造方法において、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成していることによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0023】
請求項11記載の発明によれば、請求項9または請求項10に記載の高圧タンクの製造方法において、ライナに巻き付ける繊維に通電していることによって、通電にともなって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0024】
請求項12記載の発明によれば、請求項9または請求項10に記載の高圧タンクの製造方法において、ライナに繊維を巻き付ける際にライナに向けて空気を送気していることによって、送気した空気で余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に混入した気泡を除去することができる。
【発明を実施するための最良の形態】
【0025】
本発明の高圧タンク、及びその製造装置、並びに高圧タンクの製造方法では、所定形状のライナの外周面に、接着剤を付着した繊維を巻き付けてシェルを形成しているものであり、特に、ライナの内部には発熱手段を着脱自在に配設し、この発熱手段でライナを内部から加熱するようにしているものである。
【0026】
このように、ライナを内側から加熱することによって、発熱手段で生成した熱を確実に接着剤に作用させることができるので、熱効率の向上を図ることができるだけでなく、ライナへの繊維の巻き付けと同時に、繊維に付着させている接着剤を硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0027】
特に、このように形成したシェルでは硬化工程を不要とすることができるだけでなく、シェルが形成されたタンクを収容して硬化させるための加熱硬化装置自体を不要とすることができるので、製造コストを大幅に削減できる。
【0028】
しかも、発熱手段は、ライナの鏡板に設けたボスの貫通口からライナの内部に挿入するとともに、ボスで支持されるように構成することによって、発熱手段のライナへの着脱を極めて容易に行うことができるとともに、発熱手段を装着したライナのハンドリング性を向上させることができる。
【0029】
そして、発熱手段としてワイヤ状の発熱体を用いた場合には、とりわけボスによる発熱手段の支持構造を簡潔とすることができ、しかも、発熱体をライナの内周面に当接させた場合には、発熱体によるライナの加熱効率を向上させることができる。
【0030】
さらに、発熱体には高発熱領域と低発熱領域とを設けることによって、発熱体の発熱量の調整を行いやすくすることができ、ライナを所定の加熱状態に維持しやすくすることができる。
【0031】
また、本発明の高圧タンクの製造装置、及び高圧タンクの製造方法では、接着剤を付着した繊維をライナの外周面に巻き付ける際に、繊維に対して通電を行っている。このように、繊維に通電することによって繊維を加熱することができ、繊維に付着させている接着剤を低粘性として繊維をライナに巻き付けやすくすることができる。
【0032】
さらに、繊維が巻き付けられた巻付部分に向けて空気を送気している。このように空気を送気することによって、送気された空気によって巻付部分における余分な接着剤を拡散させて接着剤の量が場所ごとに不均一となることを防止するとともに、接着剤に生じた気泡を除去することができる。
【0033】
以下において、図面に基づいて本発明の実施形態をさらに詳説する。図1は本実施形態の高圧タンク製造装置Aの概略を示した斜視図、図2は同正面図、図3は縦断面図である。
【0034】
高圧タンク製造装置Aは、図1及び図2に示すように、ライナBを支持する支持手段である支持部10と、この支持部10で支持されたライナBの外周面に巻き付ける強化繊維を繰り出す繰出手段である繰出部20を有している。
【0035】
ここで、ライナBは、アルミニウムやステンレスなどの金属製、または高密度ポリエチレンなどの有機素材製の円筒状容器であって、一端に第1鏡板1aを有するとともに、他端に第2鏡板1bを有し、対向配置した第1鏡板1aと第2鏡板1bとを筒状の胴部1cで一体的に連結して構成している。
【0036】
特に、第1鏡板1a及び第2鏡板1bにはそれぞれ貫通口2a,2bを有する第1ボス3a及び第2ボス3bを設けており、この貫通口2a,2bを介してライナBの内部は、ライナBの外部と連通している。
【0037】
支持部10は、ライナBの第1鏡板1a側を支持する第1支持台11と、ライナBのライナBの第2鏡板1b側を支持する第2支持台12と、この第1支持台11と第2支持台12との間に位置させた中央支持台13とで構成している。
【0038】
第1支持台11及び第2支持台12は、中央支持台13の端部にそれぞれ一体的に連結して構成しており、ライナBを第1支持台11と第2支持台12の間に架設状態に支持するようにしている。ここで、本実施形態のライナBはステンレス製で、直径355mm×長さ5750mm、肉厚9mmで、重量420kgであり、支持部10はこのようなライナBを支持可能としている。
【0039】
第1支持台11には、ライナBの第1鏡板1aの第1ボス3aと連結するとともに、第1支持台11に対して回転自在とした第1連結具14aを設けており、この第1連結具14aは、第1支持台11に装着した第1駆動モータ15aによって回転可能としている。符号16aは、第1連結具14aと第1駆動モータ15aとを連動連結する第1連結ベルトを収容した第1ベルトケースである。
【0040】
第2支持台12には、ライナBの第2鏡板1bの第2ボス3bと連結するとともに、第2支持台12に対して回転自在とした第2連結具14bを設けており、この第2連結具14bは、第2支持台12に装着した第2駆動モータ15bによって回転可能としている。符号16bは、第2連結具14bと第2駆動モータ15bとを連動連結する第2連結ベルトを収容した第2ベルトケースである。
【0041】
特に、第1支持台11と第2支持台12とは互いに鏡面対称に設け、第1鏡板1aの回転軸と、第2鏡板1bの回転軸とが同一直線上に位置するようにして、第1支持台11と第2支持台12とによって両端を支持されたライナBを所要の速度で回転させるようにしている。ライナBの回転は、図示しない制御部によって第1駆動モータ15aと第2駆動モータ15bとを制御して行っている。
【0042】
中央支持台13は、その上面において繰出部20を第1支持台11と第2支持台12との間で進退移動させるようにしており、中央支持台13の上面には、進退移動する繰出部20用のガイドレール17,17を設けている。
【0043】
繰出部20は、中央支持台13上をガイドレール17,17に沿って進退移動する走行台車21と、走行台車21に立設した支持フレーム22と、走行台車21上に設けた第1リール支持体23a及び第2リール支持体23bと、この第1リール支持体23a及び第2リール支持体23bにそれぞれ装着された第1リール24a及び第2リール24bから引き出した強化繊維25a,25bにそれぞれ所要の張力を負荷して繰り出し可能とした第1繰出器26aと第2繰出器26bをそれぞれ設けている。
【0044】
本実施形態では、繰出部20の第1繰出器26aと第2繰出器26bとにより各1本ずつ計2本の強化繊維25a,25bを繰り出し可能としているが、1本の強化繊維を繰り出すように構成してもよいし、3本以上の強化繊維を繰り出すように構成してもよい。
【0045】
ここで、本実施形態で使用する強化繊維25a,25bには炭素繊維を用いているが、それ以外にもアラミド繊維、ガラス繊維、PBO繊維等を用いてもよいし、これらを複合させた繊維を用いてもよい。
【0046】
さらに、強化繊維25a,25bには接着剤としてはエポキシ樹脂を付着させており、特に本実施形態では、強化繊維25a,25bにあらかじめエポキシ樹脂を付着含浸させたプリプレグを用いている。すなわち、第1リール24a及び第2リール24bは、ロール状に巻き回したプリプレグで構成している。
【0047】
なお、接着剤としてはエポキシ樹脂に限定するものではなく、それ以外の接着性樹脂を用いてもよく、例えば、紫外線により硬化する紫外線硬化タイプの接着性樹脂を使用することもできる。また、プリプレグを用いるのではなく、第1リール24a及び第2リール24bから引き出した強化繊維25a,25bに所要の接着剤を塗着させるようにしてもよい。
【0048】
走行台車21には、底面側にガイドレール17,17に沿って転動する転動輪(図示せず)を設けており、転動輪の少なくとも1つは図示しない駆動モータに連動連結した駆動輪として、駆動モータの正転駆動または反転駆動の動作制御を行うことによってガイドレール17,17に沿って走行台車21を進退操作可能としている。走行台車21の進退操作も、図示しない制御部で行うようにしている。
【0049】
なお、走行台車21に駆動モータを設けて進退自在とするのではなく、中央支持台13に走行台車21を進退移動させる移動手段、例えば牽引装置やリニアスライダを設けて、走行台車21を進退操作するようにしてもよい。
【0050】
走行台車21に対して立設した支持フレーム22は、図3に示すように所定高さに第1繰出器26aと第2繰出器26bとを配設するために設けており、第1繰出器26a及び第2繰出器26bはそれぞれ支持フレーム22の所定高さに配置している。
【0051】
第1繰出器26a及び第2繰出器26bには、強化繊維25a,25bに所要の張力を加える張力発生用ローラ(図示せず)を設けて、所要の張力を作用させながら案内ローラ27から繰り出すようにしている。
【0052】
以下において、本発明の要部について詳説する。本発明では、上記した高圧タンク製造装置Aの第1連結具14aと第2連結具14bとを用いてライナBを第1支持台11と第2支持台12との間に横架状態に装着し、ライナBを回転自在としている。
【0053】
そして、横架状態としたライナBには、ライナBに設けた貫通口2a,2bからライナB内に挿入可能とした発熱体H1を挿入し、この発熱体H1の両端を第1鏡板1aの第1ボス3aと第2鏡板1bの第2ボス3bとを利用して架設状態に装着して支持するようにしている。
【0054】
図1及び図2中、18は第1鏡板1a側の発熱体H1の端部と接続する第1電極部であり、19は第2鏡板1b側の発熱体H1の端部と接続する第2電極部であり、第1電極部18と第2電極部19に接続した発熱体H1を所定温度に加熱するようにしている。発熱体H1の加熱制御も、図示しない制御部で行うようにしている。
【0055】
本実施形態では、発熱体H1、第1電極部18、第2電極部19は、ライナBとともに回転しないようにしているが、ライナBとともに回転するようにしてもよい。
【0056】
そして、ライナBの内側に設置した発熱体H1によってライナBの表面温度が80〜120℃程度となるように加熱しながらライナBを回転させ、繰出部20から繰り出した強化繊維25a,25bをライナBの外周面に巻き付けて、ライナBにシェルを形成している。
【0057】
このように、ライナBの内側に設置した発熱体H1によってライナBを内側から加熱することによって、発熱体H1で生成した熱を強化繊維25a,25bに付着したエポキシ樹脂に確実に作用させることができるので、熱効率の向上を図ることができるだけでなく、ライナBへの強化繊維25a,25bの巻き付けと同時に、強化繊維25a,25bに付着させているエポキシ樹脂を加熱によって硬化させることができるので、製造に要する時間を大幅に削減して製造効率の向上を図ることができる。
【0058】
特に、シェルの形成後にシェルが形成されたライナBを加熱硬化させる加熱硬化装置を用いることなくエポキシ樹脂を硬化させることができるので、加熱硬化装置を不要として製造コストを削減できる。
【0059】
ちなみに、従来のようにライナBを内側から加熱することなく強化繊維25a,25bの巻き付けを行って、加熱硬化装置での硬化処理を行った場合には、巻き付けに約4時間、硬化に約4時間の時間を要していたが、本実施形態の高圧タンク製造装置Aで巻き付けを行って、そのまま発熱体H1でエポキシ樹脂を硬化させた場合には、硬化時間を約1時間とすることができ、約37%の時間削減が可能となった。
【0060】
本実施形態では、発熱体H1は、図1及び図2に示すように内部にニクロム線などの発熱体を収容した棒状ヒータで構成しているが、他の実施形態として、図4に示すように、ワイヤ状の発熱体H2を用い、しかも、発熱体H2を第1鏡板1aに設けた第1ボス3aと第2鏡板1bに設けた第2ボス3bとの間に吊下状態に架設してもよい。
【0061】
このように発熱体H2を吊下状態に架設することによって発熱体H2をライナBに可及的に近接させて、発熱体H2によるライナBの加熱効率を向上させるようにしてもよい。
【0062】
さらに、図5に示すように、ワイヤ状の発熱体H3をライナの内周面に当接させて配設した場合には、発熱体H3によるライナBの加熱効率をさらに向上させることができ、ライナBの加熱に要するエネルギーを抑制して、省エネルギー化を図ることができる。
【0063】
また、図4に示すように、発熱体H2には、所要の位置に高発熱領域h1と低発熱領域h2とを設けることによって、発熱体H2の発熱量の調整を行いやすくすることができ、ライナBを所定の加熱状態に維持しやすくすることができる。本実施形態では、発熱体H2はニクロム線で構成しており、小径のニクロム線で高発熱領域h1を構成し、大径のニクロム線で低発熱領域h2を構成している。
【0064】
なお、低発熱領域h2では発熱を行わず、高発熱領域h1だけで発熱するように、所要の位置に発熱器を配置して発熱体を構成してもよい。
【0065】
また、発熱体H1,H2,H3が挿入されたライナB内には、窒素ガスなどの不活性ガスを送気して、発熱体H1,H2,H3及びライナBの内周面が酸化することを防止することが望ましい。さらに、ライナBの内周面には、吸熱性を向上させるための表面処理などを施しておくことが望ましい。
【0066】
上記したように、本実施形態では、強化繊維25a,25bにあらかじめエポキシ樹脂を付着含浸させたプリプレグを用いており、強化繊維25a,25bに付着含浸させたエポキシ樹脂が十分に加熱されていない場合には、エポキシ樹脂の粘性が高く強化繊維25a,25bの変形性が十分でないことがあるので、第1リール支持体23a及び第2リール支持体23bには十分に加熱した第1リール24a及び第2リール24bをそれぞれ装着するようにしているが、さらに、本実施形態では、第1繰出器26a及び第2繰出器26bから繰り出された強化繊維25a,25bをそれぞれ加熱するようにしている。
【0067】
特に、本実施形態では、図3に示すように、第1繰出器26a及び第2繰出器26bから繰り出された強化繊維25a,25bに通電することによって加熱している。
【0068】
すなわち、第1繰出器26aには、案内ローラ27に所要の電圧を印加する第1電源装置31を設けて、第1繰出器26aから繰り出される強化繊維25aに所要の電圧を印加するとともに、ライナBまたはライナBの表面の強化繊維25aに所定の電圧を印加する第2電源装置(図示せず)を設けて、第1繰出器26aから繰り出された強化繊維25aに通電している。
【0069】
図3中、32はライナBまたはライナBの表面の強化繊維25aに第2電源装置から出力された所定の電圧を印加するブラシ体であって、本実施形態では、第2電源装置では接地電位を印加するようにしている。第2繰出器26bも第1繰出器26aと同様に構成しており、詳細な説明は省略する。
【0070】
このように強化繊維25a,25bに通電することによって強化繊維25a,25bを極めて容易に加熱することができ、強化繊維25a,25bに付着させているエポキシ樹脂を低粘性として強化繊維25a,25bをライナBに巻き付けやすくすることができる。
【0071】
強化繊維25a,25bの加熱にともなって十分に溶融したエポキシ樹脂には、強化繊維25a,25bの巻き付けにともなって空気を咬み込みやすく、空気の咬み込にともなってエポキシ樹脂には気泡が発生する、
この気泡を巻き込んで強化繊維25a,25bをライナBに巻き付けた場合には、気泡が残留した状態でエポキシ樹脂が硬化することによって、高圧タンクの使用時に発生するシェルの破壊の基点となるおそれがある。
【0072】
そこで、本実施形態では、ライナBに強化繊維25a,25bを巻き付ける際に、ライナBに向けて空気の送気を行って、少なくとも強化繊維25a,25bが巻き付けられる部分における気泡を除去している。
【0073】
しかも、ライナBに向けて空気の送気を行うことによって、送気された空気によってライナBの表面に浸潤した余分なエポキシ樹脂をライナBの表面に拡散させることができ、エポキシ樹脂の量がライナBの場所ごとに不均一となることを防止できる。
【0074】
本実施形態では、図3に示すように、走行台車21に立設した支持フレーム22の頂部に送風口35を設け、支持フレーム22の内部に設けた送風機(図示せず)で生成した送風をライナBに向けて送出するようにしている。
【0075】
さらに、本実施形態では、ライナBを挟んで支持フレーム22に対向させて補助フレーム22'を走行台車21に立設し、補助フレーム22'の頂部に送風口35'を設け、補助フレーム22'の内部に設けた送風機(図示せず)で生成した送風をライナBに向けて送出するようにしている。
【0076】
ライナBに向けて送風する送風手段は、上記したように繰出部20に設けるだけでなく、適宜の位置に設けてライナBに向けて送風するようにしてもよい。
【0077】
また、ライナBの外周には、送風手段だけでなく適宜の発熱手段を配置して、上記した発熱体H1,H2,H3以外にライナBの外周面側からエポキシ樹脂を加熱するようにしてもよい。
【0078】
上記したように、本実施形態の高圧タンク製造装置Aでは、発熱手段である発熱体H1,H2,H3をライナBの第1鏡板1aに設けた第1ボス3aの貫通口2a及び/または第2鏡板1bに設けた第2ボス3bの貫通口2bからライナBの内部に挿入するとともに、第1ボス3a及び/または第2ボス3bで支持されるように構成することによって、発熱体H1,H2,H3のライナBへの着脱を極めて容易に行うことができるとともに、発熱体H1,H2,H3を装着したライナBのハンドリング性を向上させることができる。
【0079】
また、本実施形態では、ライナBは第1支持台11と第2支持台12との間に横架状態に装着しているが、たとえば、ライナBを起立させて発熱体H1,H2,H3を一方のボスまたはその周辺に吊下状態に配設するようにしてもよい。
【図面の簡単な説明】
【0080】
【図1】本発明に係る高圧タンク製造装置の概略を示した斜視図である。
【図2】本発明に係る高圧タンク製造装置の一部切欠正面概略図である。
【図3】本発明に係る高圧タンク製造装置の概略を示した縦断面図である。
【図4】発熱体の配設形態の説明図である。
【図5】発熱体の配設形態の説明図である。
【符号の説明】
【0081】
A 高圧タンク製造装置
B ライナ
H1 発熱体
1a 第1鏡板
1b 第2鏡板
1c 胴部
3a 第1ボス
3b 第2ボス
10 支持部
11 第1支持台
12 第2支持台
13 中央支持台
14a 第1連結具
14b 第2連結具
15a 第1駆動モータ
15b 第2駆動モータ
16a 第1ベルトケース
16b 第2ベルトケース
17 ガイドレール
18 第1電極部
19 第2電極部
20 繰出部
21 走行台車
22 支持フレーム
23a 第1リール支持体
23b 第2リール支持体
24a 第1リール
24b 第2リール
25a 強化繊維
25a 強化繊維
26a 第1繰出器
26b 第2繰出器
27 案内ローラ
【特許請求の範囲】
【請求項1】
接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、
前記シェルを形成する際に、前記ライナのボスに設けた貫通口から前記ライナの内部に発熱手段を挿入して配設し、前記ライナを内部から加熱しながら前記ライナの外周面に前記繊維を巻き付けることにより前記接着剤を漸次硬化させて前記シェルを形成したことを特徴とする高圧タンク。
【請求項2】
支持したライナを所定の回転速度で回転させる支持手段と、
前記ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、
接着剤を付着した前記繊維を前記ライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、
前記ライナを内部から加熱する発熱手段を前記ライナの内部に着脱自在に配設し、
前記ライナの外周面に前記繊維を巻き付ける際に前記発熱手段で前記ライナを内部から加熱することにより前記接着剤を硬化させながら前記シェルを形成することを特徴とする高圧タンクの製造装置。
【請求項3】
前記発熱手段は、前記ライナの鏡板に設けたボスの貫通口から前記ライナの内部に挿入するとともに、前記ボスで支持されるように構成したことを特徴とする請求項2記載の高圧タンクの製造装置。
【請求項4】
前記発熱手段はワイヤ状の発熱体で構成したことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項5】
前記発熱体は、前記ライナの内周面に当接させていることを特徴とする請求項4記載の高圧タンクの製造装置。
【請求項6】
前記発熱体には、高発熱領域と低発熱領域とを設けていることを特徴とする請求項4または請求項5に記載の高圧タンクの製造装置。
【請求項7】
前記繰出手段から繰り出した前記繊維に所定の電流を通電させる通電手段を設けたことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項8】
前記ライナに前記繊維を巻き付ける際に前記ライナに向けて空気を送気する送気手段を設けたことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項9】
接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、
前記ライナの内部には前記ライナを内部から加熱する発熱手段を着脱自在に配設し、
前記シェルを形成する際に、前記発熱手段で前記ライナを内部から加熱しながら前記ライナの外周面に前記繊維を巻き付けることを特徴とする高圧タンクの製造方法。
【請求項10】
前記発熱手段は、前記ライナの鏡板に設けたボスの貫通口から前記ライナの内部に挿入するとともに、前記ボスで支持されるように構成していることを特徴とする請求項9記載の高圧タンクの製造方法。
【請求項11】
前記ライナに巻き付ける繊維に通電していることを特徴とする請求項9または請求項10に記載の高圧タンクの製造方法。
【請求項12】
前記ライナに前記繊維を巻き付ける際に前記ライナに向けて空気を送気していることを特徴とする請求項9または請求項10に記載の高圧タンクの製造方法。
【請求項1】
接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルを形成した高圧タンクにおいて、
前記シェルを形成する際に、前記ライナのボスに設けた貫通口から前記ライナの内部に発熱手段を挿入して配設し、前記ライナを内部から加熱しながら前記ライナの外周面に前記繊維を巻き付けることにより前記接着剤を漸次硬化させて前記シェルを形成したことを特徴とする高圧タンク。
【請求項2】
支持したライナを所定の回転速度で回転させる支持手段と、
前記ライナの外周面に巻き付ける繊維を繰り出す繰出手段を備え、
接着剤を付着した前記繊維を前記ライナの外周面に巻き付けてシェルを形成する高圧タンクの製造装置において、
前記ライナを内部から加熱する発熱手段を前記ライナの内部に着脱自在に配設し、
前記ライナの外周面に前記繊維を巻き付ける際に前記発熱手段で前記ライナを内部から加熱することにより前記接着剤を硬化させながら前記シェルを形成することを特徴とする高圧タンクの製造装置。
【請求項3】
前記発熱手段は、前記ライナの鏡板に設けたボスの貫通口から前記ライナの内部に挿入するとともに、前記ボスで支持されるように構成したことを特徴とする請求項2記載の高圧タンクの製造装置。
【請求項4】
前記発熱手段はワイヤ状の発熱体で構成したことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項5】
前記発熱体は、前記ライナの内周面に当接させていることを特徴とする請求項4記載の高圧タンクの製造装置。
【請求項6】
前記発熱体には、高発熱領域と低発熱領域とを設けていることを特徴とする請求項4または請求項5に記載の高圧タンクの製造装置。
【請求項7】
前記繰出手段から繰り出した前記繊維に所定の電流を通電させる通電手段を設けたことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項8】
前記ライナに前記繊維を巻き付ける際に前記ライナに向けて空気を送気する送気手段を設けたことを特徴とする請求項2または請求項3に記載の高圧タンクの製造装置。
【請求項9】
接着剤を付着した繊維をライナの外周面に巻き付けることによりシェルが形成された高圧タンクの製造方法において、
前記ライナの内部には前記ライナを内部から加熱する発熱手段を着脱自在に配設し、
前記シェルを形成する際に、前記発熱手段で前記ライナを内部から加熱しながら前記ライナの外周面に前記繊維を巻き付けることを特徴とする高圧タンクの製造方法。
【請求項10】
前記発熱手段は、前記ライナの鏡板に設けたボスの貫通口から前記ライナの内部に挿入するとともに、前記ボスで支持されるように構成していることを特徴とする請求項9記載の高圧タンクの製造方法。
【請求項11】
前記ライナに巻き付ける繊維に通電していることを特徴とする請求項9または請求項10に記載の高圧タンクの製造方法。
【請求項12】
前記ライナに前記繊維を巻き付ける際に前記ライナに向けて空気を送気していることを特徴とする請求項9または請求項10に記載の高圧タンクの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−300194(P2006−300194A)
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願番号】特願2005−121959(P2005−121959)
【出願日】平成17年4月20日(2005.4.20)
【出願人】(504145342)国立大学法人九州大学 (960)
【Fターム(参考)】
【公開日】平成18年11月2日(2006.11.2)
【国際特許分類】
【出願日】平成17年4月20日(2005.4.20)
【出願人】(504145342)国立大学法人九州大学 (960)
【Fターム(参考)】
[ Back to top ]