
高熱伝導性二軸延伸ポリエステルフィルム
【課題】フィルム面方向に高い熱伝導性を有する二軸延伸ポリエステルフィルムを提供する。
【解決手段】平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である高熱伝導性二軸延伸ポリエステルフィルム。
【解決手段】平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である高熱伝導性二軸延伸ポリエステルフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は高熱伝導性二軸延伸ポリエステルフィルムに関し、さらに詳しくはフィルム面方向における熱伝導性の高い高熱伝導性二軸延伸ポリエステルフィルムに関する。
【背景技術】
【0002】
近年、CPU、MPU、パワートランジスタ、LED、レーザーダイオード等の発熱量の大きな電気素子、デバイス類(以下、これらを纏めてデバイスと記す場合がある。)の発熱量の増加に伴い、その放熱技術が大きな課題となってきている。こうした放熱技術としては、例えばヒートシンク、ヒートパイプ等をデバイスに接触させて放熱性を高めた上で空冷や水冷等により冷却する方法、電気素子、デバイスを実装する電子実装基板の内部に、厚み方向に貫通した、もしくは面内方向に連続した高熱伝導性の層を設けた放熱性実装基板を用いる方法等が挙げられる。
【0003】
また、熱伝導性に優れるシートを熱源と放熱体の間に挟んで使用する検討もなされており、例えば特許文献1、2のようなシート面内方向への熱伝導性を高める技術が開示されているが、かかる手法はマトリックス樹脂がシリコーン系のものであり、さらに十分な熱伝導性能を有する熱拡散性シートをより簡便な工程で得ることが求められている。
また、デバイスで発生した熱の放熱経路を実装基板のデバイス実装面に形成した放熱性実装基板の検討(特許文献3)や、炭素繊維の種類に着目した熱放熱性シートの検討(特許文献4)などがなされている。
【0004】
一方、これらは比較的繊維径の大きな炭素繊維が用いられており、ポリエステルを用いた高熱伝導性フィルムを得ようとすると延伸時にボイドが生じやすく、延伸ポリエステルフィルムとした場合に多量に炭素繊維を添加しないと高熱伝導性が得にくいことがあった。また、電子機器の小型化、薄型化、回路の高密度化によってヒートスポットが生じやすくなっており、また、厚み方向に熱伝導率の高い基板や熱伝導率の等方な基板を用いる場合にもヒートスポットが生じやすくなる問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−160607号公報
【特許文献2】特開2001−261851号公報
【特許文献3】特開2008−205453号公報
【特許文献4】特開2009−194308号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、上記従来技術が有していた問題を解決し、フィルム面方向に高い熱伝導性を有する二軸延伸ポリエステルフィルムを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するために鋭意検討した結果、平均繊維径が小さく、平均アスペクト比の高い極細繊維状炭素材料を用い、さらにその繊維状炭素材料およびポリエステルフィルムの配向度を上げることにより、フィルム面方向の熱伝導性に優れる二軸延伸ポリエステルフィルムが得られることを見出し、本発明に到達した。
【0008】
すなわち、本発明の目的は、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である高熱伝導性二軸延伸ポリエステルフィルムによって達成される。
【0009】
また、本発明の高熱伝導性二軸延伸ポリエステルフィルムには、ポリエステルがポリエチレンテレフタレートまたはポリエチレンナフタレンジカルボキシレートを少なくとも含むこと、同時二軸延伸法で製造されること、少なくとも片面に電気絶縁層を有すること、のいずれか1つを具備する態様も好ましく包含される。
【発明の効果】
【0010】
本発明によれば、フィルム面方向に高い熱伝導性を有する高熱伝導性二軸延伸ポリエステルフィルムを提供することができ、ヒートスポットが生じにくいことから、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板や放熱性粘着テープの基材などに好適に用いることができる。
【図面の簡単な説明】
【0011】
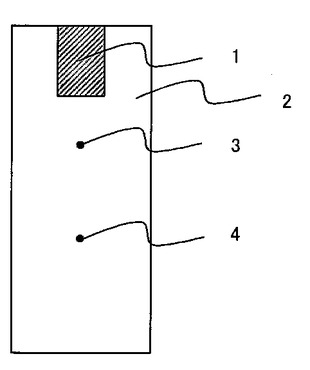
【図1】面方向の熱拡散効果の評価方法に関する図である。
【発明を実施するための形態】
【0012】
本発明の高熱伝導性二軸延伸ポリエステルフィルムは、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である。
【0013】
以下、本発明の二軸延伸ポリエステルフィルムを構成する各構成成分について説明する。
【0014】
<ポリエステル>
本発明の二軸延伸ポリエステルフィルムを構成するポリエステルは、ジカルボン酸またはそのエステル形成性誘導体と、ジオールまたはそのエステル形成性誘導体との重縮合によって得られる。
ジカルボン酸成分として、例えばテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、アジピン酸およびセバシン酸が挙げられ、またジオール成分として、例えばエチレングリコール、トリメチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノールが挙げられる。これらのジカルボン酸成分およびジオール成分を重縮合して得られるポリエステルの中でも、ポリエチレンテレフタレート、ポリエチレンナフタレンジカルボキシレートが好ましく、特に耐熱性の観点から、ポリエチレン−2,6−ナフタレンジカルボキシレートが好ましい。
【0015】
本発明のポリエステルはホモポリマーであってもよく、また共重合体、2種以上のポリエステルとの混合体のいずれであってもかまわない。共重合体または混合体における従たる成分は、全酸成分を基準として好ましくは20モル%以下、より好ましくは10モル%以下、さらに好ましくは5モル%以下である。
共重合成分としては、ジエチレングリコール、ネオペンチルグリコール、ポリアルキレングリコール等のジオール成分、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸成分が挙げられる。
【0016】
かかるポリエステルは公知の方法を適用して製造することができる。例えば、ジオール成分とジカルボン酸成分および必要に応じて共重合成分をエステル化反応させ、次いで得られる反応生成物を重縮合反応させてポリエステルとする方法で製造することができる。また、これらの原料モノマーの誘導体をエステル交換反応させ、次いで得られる反応生成物を重縮合反応させてポリエステルとする方法で製造してもよい。
【0017】
ポリエステルの固有粘度は、ο−クロロフェノール中、35℃において、0.40dl/g以上であることが好ましく、0.40dl/g以上0.80dl/g以下であることがさらに好ましい。固有粘度が0.40dl/g未満ではフィルム製膜時に切断が多発したり、成形加工後の製品強度が不足することがある。一方、固有粘度が0.80dl/gを超える場合は重合時の生産性が低下する傾向にある。
【0018】
<繊維状炭素材料>
本発明の繊維状炭素材料は、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である。
平均繊維径の小さい極細繊維状炭素材料を用いることにより、二軸延伸ポリエステルフィルムを製造する際にボイドが発生しにくく、繊維状炭素材料自体の熱伝導性がフィルムの状態でも損なわれずに効率的に発現される。また、平均アスペクト比が高い極細繊維状炭素材料を用い、さらにその繊維状炭素材料およびポリエステルフィルムの配向度を上げることにより、極細繊維状炭素材料の含有量が2〜20重量%でありながら、高いフィルム面方向の熱伝導性が発現する。
本発明における繊維状の形状には円柱状の形状のみならず、かまぼこ状、板状のものも包含される。
【0019】
本発明における繊維状炭素材料の平均繊維径は、0.05〜1μmである。繊維状炭素材料の平均繊維径が上記数値範囲にあると、熱伝導性、製膜性に同時に優れる。高熱伝導性特性については、ポリエステルフィルムに繊維状炭素材料を含有させて二軸延伸する際、このような小さな繊維径の繊維状炭素材料を用いることにより、ボイドが発生しにくく、繊維状炭素材料自体の熱伝導性がフィルムの状態でも損なわれずに効率的に発現されるためと考えられる。
【0020】
繊維状炭素材料の平均繊維径が小さすぎる場合は熱伝導性に劣り、また繊維状炭素材料が分散し難くなるため、製膜性が低下する傾向にある。他方、平均繊維径が大きすぎる場合は、延伸によって繊維とポリエステル樹脂との界面にボイドが形成されやすく熱伝導性が低下する他、延伸時にフィルムが切断し易く製膜性および表面平滑性が低下する傾向にある。このような観点から、繊維状炭素材料の平均繊維径は、より好ましくは0.05〜0.3μm、さらに好ましくは0.05〜0.2μm、特に好ましくは0.05〜0.1μmである。
【0021】
本発明における繊維状炭素材料の平均アスペクト比は、より好ましくは110以上である。本発明の特徴は繊維径の小さな極細繊維であると同時に平均アスペクト比の高い極細繊維状炭素材料を用いる点にある。かかる形状の炭素材料を用いてその配向度を高めることにより、比較的少ない含有量でありながら高いフィルム面方向の熱伝導性を得ることができる。
【0022】
繊維状炭素材料の平均アスペクト比の上限は特に制限はないが、好ましくは10000以下、より好ましくは1000以下、さらに好ましくは500以下、特に好ましくは250以下である。
本発明における繊維状炭素材料の平均アスペクト比は、平均繊維長/平均繊維径で表わされ、板状である場合の平均アスペクト比は平均長径/平均厚みで表わされる。また、かまぼこ状である場合は半円状断面の外縁のうち直線状部分を測定して平均繊維径を求めることができる。
これら平均繊維径、平均繊維長は、走査型電子顕微鏡を用いて50本測定した平均値より求めることができる。
【0023】
本発明における繊維状炭素材料の平均繊維長は、上述のアスペクト比を満たす範囲であれば特に制限されないが、好ましくは5〜4000μm、より好ましくは5〜2000μm、さらに好ましくは5〜500μm、特に好ましくは5〜200μm、最も好ましくは5〜50μmである。繊維状炭素材料の平均繊維長がかかる範囲であることにより、熱伝導性に優れるとともに分散性にも優れる。
【0024】
本発明において、かかる繊維状炭素材料のフィルム中の含有量は、フィルムの重量を基準として2〜20重量%である。本発明においては、平均繊維径が小さい極細繊維状炭素材料をフィルムに含有させることにより、二軸延伸ポリエステルフィルム中のボイド発生が抑制されるため、従来ほど熱伝導性材料の含有量を多くしなくても高熱伝導性が発現することに加え、繊維状炭素材料の平均アスペクト比が100以上であることとフィルムの配向度を高めることにより炭素材料が高度に配向するため、繊維状炭素材料を過剰に添加することなくフィルム面方向の熱伝導率を高めることができる。また、繊維状炭素材料の含有量がかかる範囲内であることにより、高熱伝導性とともに一定の電気絶縁性も備えることができ、また同時二軸延伸法を用いた製膜性にも優れる。
【0025】
一方、繊維状炭素材料の含有量が多くなると、熱伝導性は向上する傾向にあるが、製膜性、電気絶縁性に乏しくなる傾向にある。このような観点から、繊維状炭素材料の上限は、好ましくは15重量%以下、さらに好ましくは12重量%以下である。また繊維状炭素材料の下限は、好ましくは7重量%以上である。
なお、繊維状炭素材料には必要に応じて表面処理が施されていても良い。かかる表面処理としては、フィルム中での分散性を高めるための表面活性化処理が挙げられる。
【0026】
本発明の平均繊維径および平均アスペクト比を有する繊維状炭素材料として、カーボンナノチューブ、カーボンナノファイバーなどが好ましい。
カーボンナノチューブとは炭素の同素体であり、複数の炭素原子が結合して筒状に並んでおり、平均繊維径は好ましくは0.1μm以下である。
カーボンナノチューブとしては、任意のカーボンナノチューブを用いることができる。カーボンナノチューブの例として、単層カーボンナノチューブおよび多層カーボンナノチューブ、およびこれらがコイル状になったものが挙げられる。
単層カーボンナノチューブはグラファイト状炭素原子が一重で並んでいるものであり、多層カーボンナノチューブはグラファイト状炭素原子が2層以上同心円状に重なったものであり、いずれのカーボンナノチューブを用いてもよい。また、カーボンナノチューブの片側が閉じた形をしたカーボンナノホーン、その頭部に穴があいたコップ型のナノカーボン物質、両側に穴があいたカーボンナノチューブなども用いることができる。
【0027】
カーボンナノファイバーの平均繊維径は好ましくは0.1μm以上0.9μm以下であり、気相成長炭素繊維が例示される。
カーボンナノファイバーおよびカーボンナノチューブは、洗浄、遠心分離、ろ過、酸化、クロマトグラフィーなどによって精製されたものであっても未精製のものであってもよい。また、カーボンナノファイバーおよびカーボンナノチューブはフィルム中で1本ずつ分離した状態で分散していてもよく、または複数本が束になった状態で分散していてもよい。
【0028】
<フィルム面方向の熱伝導率>
本発明の二軸延伸ポリエステルフィルムのフィルム面方向の熱伝導率は、2W/(m・K)以上である。かかる熱伝導率は、好ましくは2.5W/(m・K)以上、より好ましくは3.0W/(m・K)以上、さらに好ましくは3.5W/(m・K)以上、最も好ましくは5.0でW/(m・K)以上である。
また、厚み方向の熱伝導率はより高い方が好ましいが、フィルム製膜性との関係でその上限は、20W/(m・K)以下であることが好ましく、より好ましくは10W/(m・K)以下である。
【0029】
フィルムの面方向においてかかる熱伝導率を有することにより、フィルム面方向に放熱されやすくなり、例えば放熱性実装基板に用いた場合にデバイスで部分的に発生した熱がフィルム面方向に満遍なく放熱されるため、熱の発生源近くにヒートスポットが生じることを抑制することができる。
【0030】
このような熱伝導率特性を得るためには、本発明の平均繊維径および平均アスペクト比の繊維状炭素材料を上述の含有量の範囲でフィルム中に含有させることに加え、さらに繊維状炭素材料の配向度を高めることが重要であるが、本発明の繊維状炭素材料は延伸時にポリエステルフィルムを結晶化させやすく、逐次延伸法では高延伸倍率での製膜が難しいことから同時二軸延伸法により高延伸させる方法が挙げられる。
【0031】
また本発明において、二軸延伸ポリエステルフィルムの厚み方向の熱伝導率は特に制限されないが、0.30W/(m・K)以上1.0W/(m・K)以下であることが好ましく、さらに好ましくは0.35W/(m・K)以上0.80W/(m・K)以下である。
厚み方向の熱伝導率もかかる範囲にあることにより、フィルム厚み方向への放熱効果も高まり、放熱経路がさらに増える。
【0032】
本発明における熱伝導率は、レーザーフラッシュ法により求めた熱拡散率α、JIS K7123に準じて測定した比熱容量Cp、および密度ρより、下記式(1)から熱伝導度λ(W/cm・K)を求め、単位換算を実施した値で表わされる。
熱伝導度λ=α・Cp・ρ ・・・(1)
【0033】
なお、面方向の熱伝導率は、フィルムサンプルを3mm幅にスリットし、直径が10mmφになるよう直径2mmの円柱状木材へ巻きつけて測定することにより求めることができる。
また厚み方向の熱伝導率は、フィルムサンプルを25mmφに切り取り、その厚み方向を測定方向として測定することにより求めることができる。
【0034】
<フィルム厚み>
本発明の二軸延伸ポリエステルフィルムの厚みは5μm以上150μm以下であることが好ましく、より好ましくは20μm以上120μm以下である。フィルム厚みは用途に応じて選択でき、例えば放熱性実装基板に用いる場合は50μm以上150μm以下の範囲が好ましく、さらに好ましくは75μm以上120μm以下である。また粘着テープなどに用いる場合は5μm以上100μm以下の範囲が好ましく、さらには10μm以上50μm以下の範囲が好ましい。
【0035】
<電気絶縁層>
本発明の二軸延伸ポリエステルフィルムはさらに電気絶縁層を設けなくても十分な電気絶縁性を備えるが、フィルム自身の有する高熱伝導性が損なわれない範囲内であればフィルムの片面、あるいは両面に電気絶縁層を積層してもよい。かかる電気絶縁層の厚みは3μm以下が好ましく、より好ましくは2μm以下の範囲内である。
【0036】
電気絶縁層は各種用途で必要とされるレベルの電気絶縁性を有することが好ましく、例えば体積抵抗率として、少なくとも1E13(Ω・cm)以上であることが好ましく、より好ましくは1E14(Ω・cm)以上である。
上限を超える厚みの電気絶縁層を有する場合は層の熱抵抗が大きくなり、電気絶縁層の存在によりフィルムを介した熱の流れが阻害されることがある。
【0037】
電気絶縁層を構成する樹脂としては、特に制限はないが、本発明の高熱伝導性の二軸延伸ポリエステルフィルムに用いられる材料として挙げられた中から適宜選択でき、さらに該高熱伝導性の二軸延伸ポリエステルフィルムと同じ種類のポリエステルやその共重合材料および/または変性材料が好ましい材料として挙げられる。
【0038】
電気絶縁層には層の熱伝導性を高める目的で、電気絶縁性を保つ範囲内で少量の熱伝導性フィラーを添加してもよいが、これらの含有量が多すぎると製膜時にフィルムが破断しやすくなるったり、電気絶縁性に乏しくなる傾向にある。
そのため、電気絶縁層は熱伝導性フィラーを実質的に含有しない態様(好ましくは1重量%以下、より好ましくは0.5重量%以下、さらに好ましくは0.1重量%以下である態様)が好ましい。
熱伝導性フィラーとしては、酸化アルミニウム、酸化珪素、窒化硼素、窒化アルミニウム、セラミクス材料といった電気絶縁性で熱伝導性のフィラーが例示されるが、これらに限定されるものではない。
【0039】
<フィルム製造方法>
本発明の二軸延伸ポリエステルフィルムを製造する方法として、ポリエステル樹脂を溶融押出し、固化成形したシートを同時に二方向に延伸させる同時二軸延伸法が挙げられる。
本発明は平均繊維径が細く、平均アスペクト比の大きい極細の繊維状炭素材料を上述に記載の範囲で含み、かかる炭素材料がポリエステルの結晶化を促進するため、逐次二軸延伸法による製膜ではポリエステルフィルムを十分に高配向させることが難しく、フィルム面方向の熱伝導率を高めることが難しかった。それに対して、同時二軸延伸法で軸延伸ポリエステルフィルムを製造することにより、逐次二軸延伸法では難しかった高延伸倍率での製膜が可能となり、フィルム面方向の熱伝導率を高めることができる。
【0040】
製膜にあたり、ポリエステル樹脂を十分に乾燥させた後、融点〜(融点+40)℃の温度で押出機内で溶融混練し、溶融押出し固化成形したシートを同時二軸延伸法により二軸方向に延伸することで製造することができる。
具体的には、未延伸フィルムをポリエステルのガラス転移温度(Tg)〜(Tg+60)℃の温度範囲内で、縦方向、横方向それぞれ2.5倍以上4.0倍以下の範囲で二方向に同時に延伸を行い、さらに3.0倍以上4.0倍以下の範囲で行うことが好ましい。縦延伸倍率が下限に満たない場合、繊維状炭素繊維およびポリエステル樹脂が十分に配向せず、面方向の熱伝導率が十分上がらないことがある他、フィルムの厚み斑が悪くなり良好なフィルムが得られないことがある。また縦延伸倍率が上限を超える場合、製膜中にフィルム破断が発生しやすくなる。
なお、本発明では縦方向について機械軸方向、長手方向、MDと称する場合があり、また横方向について機械軸方向と垂直な方向、幅方向、TDと称する場合がある。
【0041】
二軸延伸されたフィルムは、その後熱固定処理が施される。熱固定処理を施すことにより、得られたフィルムの高温条件下での寸法安定性を高めることができる。熱固定処理は、好ましくは(Tm−100℃)以上、さらに好ましくは(Tm−70)℃〜(Tm−40)℃の範囲で行うことができ、例えばポリエチレンナフタレンジカルボキシレートを用いる場合は220℃〜250℃の範囲で行うことが好ましい。
【0042】
また、熱固定処理後、150℃〜250℃の温度条件で1〜3%の熱弛緩処理、オフライン工程にて150〜250℃で5分以上熱処理(アニール処理)、50〜80℃で徐冷するアニール処理等を施しても良い。
さらに弛緩処理を行う場合は、加熱処理をフィルムの(Tg+65)〜(Tg+130)℃の温度において行うことが効果的である。弛緩処理の方法は公知の方法を用いることができ、供給側の速度に対して引き取り側の速度の減速率を0.1〜10%にして弛緩処理を行うことが好ましい。
【0043】
このようにして得られた二軸延伸ポリエステルフィルムの少なくとも片面に、さらに塗布層を形成する際、塗布性を向上させるための予備処理としてフィルム表面にコロナ表面処理、火炎処理、プラズマ処理等の物理処理を施すか、あるいは組成物と共にこれと化学的に不活性な界面活性剤を併用してもよい。
塗布方法としては、公知の任意の塗工法が適用できる。例えばロールコート法、グラビアコート法、ロールブラッシュ法、スプレーコート法、エアーナイフコート法、含浸法、カーテンコート法等を単独または組み合わせて用いることができる。
【0044】
<用途>
本発明の二軸延伸ポリエステルフィルムは、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板として好適に用いられる。具体的には発熱性素子の実装された各種の実装基板などに広く用いることができ、特にLEDチップなどの発光素子などの実装基板として好適に用いることができる。
また、本発明の二軸延伸ポリエステルフィルムは放熱性粘着テープの基材などにも好適に用いることができる。粘着テープの基材として用いる場合、本発明の二軸延伸ポリエステルフィルムの少なくとも片面、好ましくは両面に粘着層を形成した構成で高熱伝導性粘着テープとして用いることが好ましい。
【実施例】
【0045】
以下、実施例および比較例をあげて本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。なお、各特性値は以下の方法で測定した。また、実施例中の部および%は、特に断らない限り、それぞれ重量部および重量%を意味する。
【0046】
1.繊維状炭素材料の平均繊維径、平均アスペクト比
電界放出型走査電子顕微鏡(日立S−4700)を用いて10000倍にて繊維状炭素材料50本の繊維径および繊維長を測定し、それぞれの平均値から平均繊維径、ならびに平均アスペクト比(平均繊維長/平均繊維径)を求めた。
【0047】
2.フィルム各層の厚み
サンプルを長手方向1cm、幅方向3cmに切り出し、かみそり刃を用いて幅方向に垂直に切断した。サンプル断面を光学顕微鏡を用いて観察撮影し、写真から各層の厚みを測定した。
【0048】
3.連続製膜性
連続製膜機にて1000m製膜した時のフィルムが切断した回数に応じて下記の通り評価した。
○:破断なし(0回)
△:1〜2回
×:3回以上
【0049】
4.熱伝導率
キセノンフラッシュアナライザ(NETZSCH社製;LFA447)により、面方向の熱拡散率α(cm2/sec)を測定し、別に測定した比熱容量Cp(J/g・K)と密度ρ(g/cc)から、面方向の熱伝導率λ(W/cm・K)をλ=α・Cp・ρで求め、単位換算を実施した値を用いて評価を行った。
なお、面方向の熱拡散率αはフィルムサンプルを3mm幅にスリットし、直径が10mmφになるよう直径2mmの円柱状木材へ巻きつけ、測定した。また厚み方向の熱拡散率αはフィルムサンプルを25mmφに切り取り測定した。
密度ρは硝酸カルシウム水溶液を用いて密度勾配管法にて測定して得ることができる。
また、比熱容量Cpは、JIS K 7123に準じて測定された値である。
【0050】
5.面方向の熱拡散効果の評価
下記実施例および比較例で得られた二軸延伸ポリエステルフィルム(MD7cm、TD3cm)の短辺の一方に図1のように市販の小型セラミックヒーター(ミスミ製 MMCPH−15−15)をシリコーンゲルシート(Taica製 COH−4000 厚み0.5μm)を用いて貼り合わせ、ヒーターに0.1Aの電流を流した。電流を流してから2時間経過した後、図1に示した2か所の表面温度(測定位置A:ヒーターから1cm離れた位置、測定位置B:ヒーターから3cm離れた位置)を測定した。
【0051】
<実施例1>
ポリエステルとしてポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を用い、平均アスペクト比167の繊維状炭素材料(多層カーボンナノチューブ 保土谷化学工業株式会社製 MWNT7(平均繊維径0.06μm、平均繊維長10μm))をフィルム重量を基準として5重量%の含有量となるよう添加し、かかる樹脂組成物を押出機に供給し、290℃で溶融混練した。
さらにダイスより押出したシート状成形物を表面温度60℃の冷却ドラムで冷却固化し、この未延伸フィルムの両端をクリップで保持しながらテンターに導き140℃に加熱された雰囲気中で縦方向に3.0倍、横方向に3.0倍の倍率で同時に延伸した。その後テンタ−内で230℃の熱固定を行い、均一に徐冷して室温まで冷やして100μmの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。また、熱拡散性評価を行ったところ、熱拡散性に優れており、ヒーターからの測定位置による温度差が小さくヒートスポットが生じなかった。
【0052】
<実施例2>
実施例1と同じ繊維状炭素材料を用いて炭素材料の含有量を10重量%に変更した以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0053】
<実施例3>
実施例1と同じ繊維状炭素材料を用いて炭素繊維の含有量を15重量%に変更した以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0054】
<実施例4>
繊維状炭素材料の種類を昭和電工株式会社製のVGCF−S(カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.08μm、平均繊維長10μm、平均アスペクト比125)に変更した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0055】
<実施例5>
フィルム延伸倍率について、縦方向に3.5倍、横方向に3.5倍で延伸した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0056】
<実施例6>
フィルム延伸倍率について、縦方向に4.0倍、横方向に4.0倍で延伸した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0057】
<実施例7>
熱伝導層用に実施例2と同じ樹脂組成物を押出機に供給して290℃で溶融混練し、さらに電気絶縁層用にポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を別の押出機に供給して290℃で溶融混練した。
それぞれの溶融混練した樹脂を2層に積層し(高熱伝導性層厚み:電気絶縁層厚み=99:1)、かかる積層状態を維持したままスリットダイから押出した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0058】
<比較例1>
未延伸フィルムを130℃に加熱したロール群に導き、逐次二軸延伸法を用いて縦方向に1.5倍で延伸し、60℃のロール群で冷却し、続いて縦延伸したフィルムの両端をクリップで保持しながらテンターに導き、140℃に加熱された雰囲気中で横方向に3.0倍で延伸した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0059】
<比較例2>
未延伸フィルムを130℃に加熱したロール群に導き、逐次二軸延伸法を用いて縦方向に3.0倍で延伸し、60℃のロール群で冷却し、続いて縦延伸したフィルムの両端をクリップで保持しながらテンターに導き、140℃に加熱された雰囲気中で横方向に3.0倍で延伸しようとしたがフィルム破断が生じ、二軸延伸フィルムが得られなかった。
【0060】
<比較例3>
フィルム延伸倍率について、縦方向に2.0倍、横方向に2.0倍で延伸した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0061】
<比較例4>
実施例2の方法でダイスより押出し、表面温度60℃の冷却ドラムで冷却固化して未延伸フィルムを得、かかる未延伸フィルムを用いて測定を行った結果を表1に示す。
【0062】
<比較例5>
繊維状炭素材料の種類を昭和電工株式会社製のVGCF−H(カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.15μm、平均繊維長6μm、平均アスペクト比40)に変更した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0063】
<比較例6>
繊維状炭素材料に代えて平均粒径5μmのアルミナ球状粒子(昭和電工株式会社製 アルミナビーズ CB−A05S)を用いた以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0064】
【表1】

【0065】
PEN: ポリエチレン−2,6−ナフタレンジカルボキシレート
CNT: 多層カーボンナノチューブ
CNF1: カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.08μm、平均アスペクト比125
CNF2: カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.15μm、平均アスペクト比40
Al2O3: アルミナ球状粒子
【産業上の利用可能性】
【0066】
本発明によれば、フィルム面方向に高い熱伝導性を有する高熱伝導性二軸延伸ポリエステルフィルムを提供することができ、ヒートスポットが生じにくいことから、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板や放熱性粘着テープの基材などに好適に用いることができ、特にLEDチップ等の発光素子等の実装基板として好適に利用することができる。
【符号の説明】
【0067】
1.セラミックヒーター
2.フィルムサンプル
3.温度測定位置A(ヒーターから1cm)
4.温度測定位置B(ヒーターから3cm)
【技術分野】
【0001】
本発明は高熱伝導性二軸延伸ポリエステルフィルムに関し、さらに詳しくはフィルム面方向における熱伝導性の高い高熱伝導性二軸延伸ポリエステルフィルムに関する。
【背景技術】
【0002】
近年、CPU、MPU、パワートランジスタ、LED、レーザーダイオード等の発熱量の大きな電気素子、デバイス類(以下、これらを纏めてデバイスと記す場合がある。)の発熱量の増加に伴い、その放熱技術が大きな課題となってきている。こうした放熱技術としては、例えばヒートシンク、ヒートパイプ等をデバイスに接触させて放熱性を高めた上で空冷や水冷等により冷却する方法、電気素子、デバイスを実装する電子実装基板の内部に、厚み方向に貫通した、もしくは面内方向に連続した高熱伝導性の層を設けた放熱性実装基板を用いる方法等が挙げられる。
【0003】
また、熱伝導性に優れるシートを熱源と放熱体の間に挟んで使用する検討もなされており、例えば特許文献1、2のようなシート面内方向への熱伝導性を高める技術が開示されているが、かかる手法はマトリックス樹脂がシリコーン系のものであり、さらに十分な熱伝導性能を有する熱拡散性シートをより簡便な工程で得ることが求められている。
また、デバイスで発生した熱の放熱経路を実装基板のデバイス実装面に形成した放熱性実装基板の検討(特許文献3)や、炭素繊維の種類に着目した熱放熱性シートの検討(特許文献4)などがなされている。
【0004】
一方、これらは比較的繊維径の大きな炭素繊維が用いられており、ポリエステルを用いた高熱伝導性フィルムを得ようとすると延伸時にボイドが生じやすく、延伸ポリエステルフィルムとした場合に多量に炭素繊維を添加しないと高熱伝導性が得にくいことがあった。また、電子機器の小型化、薄型化、回路の高密度化によってヒートスポットが生じやすくなっており、また、厚み方向に熱伝導率の高い基板や熱伝導率の等方な基板を用いる場合にもヒートスポットが生じやすくなる問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−160607号公報
【特許文献2】特開2001−261851号公報
【特許文献3】特開2008−205453号公報
【特許文献4】特開2009−194308号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、上記従来技術が有していた問題を解決し、フィルム面方向に高い熱伝導性を有する二軸延伸ポリエステルフィルムを提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、前記課題を解決するために鋭意検討した結果、平均繊維径が小さく、平均アスペクト比の高い極細繊維状炭素材料を用い、さらにその繊維状炭素材料およびポリエステルフィルムの配向度を上げることにより、フィルム面方向の熱伝導性に優れる二軸延伸ポリエステルフィルムが得られることを見出し、本発明に到達した。
【0008】
すなわち、本発明の目的は、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である高熱伝導性二軸延伸ポリエステルフィルムによって達成される。
【0009】
また、本発明の高熱伝導性二軸延伸ポリエステルフィルムには、ポリエステルがポリエチレンテレフタレートまたはポリエチレンナフタレンジカルボキシレートを少なくとも含むこと、同時二軸延伸法で製造されること、少なくとも片面に電気絶縁層を有すること、のいずれか1つを具備する態様も好ましく包含される。
【発明の効果】
【0010】
本発明によれば、フィルム面方向に高い熱伝導性を有する高熱伝導性二軸延伸ポリエステルフィルムを提供することができ、ヒートスポットが生じにくいことから、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板や放熱性粘着テープの基材などに好適に用いることができる。
【図面の簡単な説明】
【0011】
【図1】面方向の熱拡散効果の評価方法に関する図である。
【発明を実施するための形態】
【0012】
本発明の高熱伝導性二軸延伸ポリエステルフィルムは、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上である。
【0013】
以下、本発明の二軸延伸ポリエステルフィルムを構成する各構成成分について説明する。
【0014】
<ポリエステル>
本発明の二軸延伸ポリエステルフィルムを構成するポリエステルは、ジカルボン酸またはそのエステル形成性誘導体と、ジオールまたはそのエステル形成性誘導体との重縮合によって得られる。
ジカルボン酸成分として、例えばテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、アジピン酸およびセバシン酸が挙げられ、またジオール成分として、例えばエチレングリコール、トリメチレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノールが挙げられる。これらのジカルボン酸成分およびジオール成分を重縮合して得られるポリエステルの中でも、ポリエチレンテレフタレート、ポリエチレンナフタレンジカルボキシレートが好ましく、特に耐熱性の観点から、ポリエチレン−2,6−ナフタレンジカルボキシレートが好ましい。
【0015】
本発明のポリエステルはホモポリマーであってもよく、また共重合体、2種以上のポリエステルとの混合体のいずれであってもかまわない。共重合体または混合体における従たる成分は、全酸成分を基準として好ましくは20モル%以下、より好ましくは10モル%以下、さらに好ましくは5モル%以下である。
共重合成分としては、ジエチレングリコール、ネオペンチルグリコール、ポリアルキレングリコール等のジオール成分、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸成分が挙げられる。
【0016】
かかるポリエステルは公知の方法を適用して製造することができる。例えば、ジオール成分とジカルボン酸成分および必要に応じて共重合成分をエステル化反応させ、次いで得られる反応生成物を重縮合反応させてポリエステルとする方法で製造することができる。また、これらの原料モノマーの誘導体をエステル交換反応させ、次いで得られる反応生成物を重縮合反応させてポリエステルとする方法で製造してもよい。
【0017】
ポリエステルの固有粘度は、ο−クロロフェノール中、35℃において、0.40dl/g以上であることが好ましく、0.40dl/g以上0.80dl/g以下であることがさらに好ましい。固有粘度が0.40dl/g未満ではフィルム製膜時に切断が多発したり、成形加工後の製品強度が不足することがある。一方、固有粘度が0.80dl/gを超える場合は重合時の生産性が低下する傾向にある。
【0018】
<繊維状炭素材料>
本発明の繊維状炭素材料は、平均繊維径が0.05〜1μmで平均アスペクト比が100以上である。
平均繊維径の小さい極細繊維状炭素材料を用いることにより、二軸延伸ポリエステルフィルムを製造する際にボイドが発生しにくく、繊維状炭素材料自体の熱伝導性がフィルムの状態でも損なわれずに効率的に発現される。また、平均アスペクト比が高い極細繊維状炭素材料を用い、さらにその繊維状炭素材料およびポリエステルフィルムの配向度を上げることにより、極細繊維状炭素材料の含有量が2〜20重量%でありながら、高いフィルム面方向の熱伝導性が発現する。
本発明における繊維状の形状には円柱状の形状のみならず、かまぼこ状、板状のものも包含される。
【0019】
本発明における繊維状炭素材料の平均繊維径は、0.05〜1μmである。繊維状炭素材料の平均繊維径が上記数値範囲にあると、熱伝導性、製膜性に同時に優れる。高熱伝導性特性については、ポリエステルフィルムに繊維状炭素材料を含有させて二軸延伸する際、このような小さな繊維径の繊維状炭素材料を用いることにより、ボイドが発生しにくく、繊維状炭素材料自体の熱伝導性がフィルムの状態でも損なわれずに効率的に発現されるためと考えられる。
【0020】
繊維状炭素材料の平均繊維径が小さすぎる場合は熱伝導性に劣り、また繊維状炭素材料が分散し難くなるため、製膜性が低下する傾向にある。他方、平均繊維径が大きすぎる場合は、延伸によって繊維とポリエステル樹脂との界面にボイドが形成されやすく熱伝導性が低下する他、延伸時にフィルムが切断し易く製膜性および表面平滑性が低下する傾向にある。このような観点から、繊維状炭素材料の平均繊維径は、より好ましくは0.05〜0.3μm、さらに好ましくは0.05〜0.2μm、特に好ましくは0.05〜0.1μmである。
【0021】
本発明における繊維状炭素材料の平均アスペクト比は、より好ましくは110以上である。本発明の特徴は繊維径の小さな極細繊維であると同時に平均アスペクト比の高い極細繊維状炭素材料を用いる点にある。かかる形状の炭素材料を用いてその配向度を高めることにより、比較的少ない含有量でありながら高いフィルム面方向の熱伝導性を得ることができる。
【0022】
繊維状炭素材料の平均アスペクト比の上限は特に制限はないが、好ましくは10000以下、より好ましくは1000以下、さらに好ましくは500以下、特に好ましくは250以下である。
本発明における繊維状炭素材料の平均アスペクト比は、平均繊維長/平均繊維径で表わされ、板状である場合の平均アスペクト比は平均長径/平均厚みで表わされる。また、かまぼこ状である場合は半円状断面の外縁のうち直線状部分を測定して平均繊維径を求めることができる。
これら平均繊維径、平均繊維長は、走査型電子顕微鏡を用いて50本測定した平均値より求めることができる。
【0023】
本発明における繊維状炭素材料の平均繊維長は、上述のアスペクト比を満たす範囲であれば特に制限されないが、好ましくは5〜4000μm、より好ましくは5〜2000μm、さらに好ましくは5〜500μm、特に好ましくは5〜200μm、最も好ましくは5〜50μmである。繊維状炭素材料の平均繊維長がかかる範囲であることにより、熱伝導性に優れるとともに分散性にも優れる。
【0024】
本発明において、かかる繊維状炭素材料のフィルム中の含有量は、フィルムの重量を基準として2〜20重量%である。本発明においては、平均繊維径が小さい極細繊維状炭素材料をフィルムに含有させることにより、二軸延伸ポリエステルフィルム中のボイド発生が抑制されるため、従来ほど熱伝導性材料の含有量を多くしなくても高熱伝導性が発現することに加え、繊維状炭素材料の平均アスペクト比が100以上であることとフィルムの配向度を高めることにより炭素材料が高度に配向するため、繊維状炭素材料を過剰に添加することなくフィルム面方向の熱伝導率を高めることができる。また、繊維状炭素材料の含有量がかかる範囲内であることにより、高熱伝導性とともに一定の電気絶縁性も備えることができ、また同時二軸延伸法を用いた製膜性にも優れる。
【0025】
一方、繊維状炭素材料の含有量が多くなると、熱伝導性は向上する傾向にあるが、製膜性、電気絶縁性に乏しくなる傾向にある。このような観点から、繊維状炭素材料の上限は、好ましくは15重量%以下、さらに好ましくは12重量%以下である。また繊維状炭素材料の下限は、好ましくは7重量%以上である。
なお、繊維状炭素材料には必要に応じて表面処理が施されていても良い。かかる表面処理としては、フィルム中での分散性を高めるための表面活性化処理が挙げられる。
【0026】
本発明の平均繊維径および平均アスペクト比を有する繊維状炭素材料として、カーボンナノチューブ、カーボンナノファイバーなどが好ましい。
カーボンナノチューブとは炭素の同素体であり、複数の炭素原子が結合して筒状に並んでおり、平均繊維径は好ましくは0.1μm以下である。
カーボンナノチューブとしては、任意のカーボンナノチューブを用いることができる。カーボンナノチューブの例として、単層カーボンナノチューブおよび多層カーボンナノチューブ、およびこれらがコイル状になったものが挙げられる。
単層カーボンナノチューブはグラファイト状炭素原子が一重で並んでいるものであり、多層カーボンナノチューブはグラファイト状炭素原子が2層以上同心円状に重なったものであり、いずれのカーボンナノチューブを用いてもよい。また、カーボンナノチューブの片側が閉じた形をしたカーボンナノホーン、その頭部に穴があいたコップ型のナノカーボン物質、両側に穴があいたカーボンナノチューブなども用いることができる。
【0027】
カーボンナノファイバーの平均繊維径は好ましくは0.1μm以上0.9μm以下であり、気相成長炭素繊維が例示される。
カーボンナノファイバーおよびカーボンナノチューブは、洗浄、遠心分離、ろ過、酸化、クロマトグラフィーなどによって精製されたものであっても未精製のものであってもよい。また、カーボンナノファイバーおよびカーボンナノチューブはフィルム中で1本ずつ分離した状態で分散していてもよく、または複数本が束になった状態で分散していてもよい。
【0028】
<フィルム面方向の熱伝導率>
本発明の二軸延伸ポリエステルフィルムのフィルム面方向の熱伝導率は、2W/(m・K)以上である。かかる熱伝導率は、好ましくは2.5W/(m・K)以上、より好ましくは3.0W/(m・K)以上、さらに好ましくは3.5W/(m・K)以上、最も好ましくは5.0でW/(m・K)以上である。
また、厚み方向の熱伝導率はより高い方が好ましいが、フィルム製膜性との関係でその上限は、20W/(m・K)以下であることが好ましく、より好ましくは10W/(m・K)以下である。
【0029】
フィルムの面方向においてかかる熱伝導率を有することにより、フィルム面方向に放熱されやすくなり、例えば放熱性実装基板に用いた場合にデバイスで部分的に発生した熱がフィルム面方向に満遍なく放熱されるため、熱の発生源近くにヒートスポットが生じることを抑制することができる。
【0030】
このような熱伝導率特性を得るためには、本発明の平均繊維径および平均アスペクト比の繊維状炭素材料を上述の含有量の範囲でフィルム中に含有させることに加え、さらに繊維状炭素材料の配向度を高めることが重要であるが、本発明の繊維状炭素材料は延伸時にポリエステルフィルムを結晶化させやすく、逐次延伸法では高延伸倍率での製膜が難しいことから同時二軸延伸法により高延伸させる方法が挙げられる。
【0031】
また本発明において、二軸延伸ポリエステルフィルムの厚み方向の熱伝導率は特に制限されないが、0.30W/(m・K)以上1.0W/(m・K)以下であることが好ましく、さらに好ましくは0.35W/(m・K)以上0.80W/(m・K)以下である。
厚み方向の熱伝導率もかかる範囲にあることにより、フィルム厚み方向への放熱効果も高まり、放熱経路がさらに増える。
【0032】
本発明における熱伝導率は、レーザーフラッシュ法により求めた熱拡散率α、JIS K7123に準じて測定した比熱容量Cp、および密度ρより、下記式(1)から熱伝導度λ(W/cm・K)を求め、単位換算を実施した値で表わされる。
熱伝導度λ=α・Cp・ρ ・・・(1)
【0033】
なお、面方向の熱伝導率は、フィルムサンプルを3mm幅にスリットし、直径が10mmφになるよう直径2mmの円柱状木材へ巻きつけて測定することにより求めることができる。
また厚み方向の熱伝導率は、フィルムサンプルを25mmφに切り取り、その厚み方向を測定方向として測定することにより求めることができる。
【0034】
<フィルム厚み>
本発明の二軸延伸ポリエステルフィルムの厚みは5μm以上150μm以下であることが好ましく、より好ましくは20μm以上120μm以下である。フィルム厚みは用途に応じて選択でき、例えば放熱性実装基板に用いる場合は50μm以上150μm以下の範囲が好ましく、さらに好ましくは75μm以上120μm以下である。また粘着テープなどに用いる場合は5μm以上100μm以下の範囲が好ましく、さらには10μm以上50μm以下の範囲が好ましい。
【0035】
<電気絶縁層>
本発明の二軸延伸ポリエステルフィルムはさらに電気絶縁層を設けなくても十分な電気絶縁性を備えるが、フィルム自身の有する高熱伝導性が損なわれない範囲内であればフィルムの片面、あるいは両面に電気絶縁層を積層してもよい。かかる電気絶縁層の厚みは3μm以下が好ましく、より好ましくは2μm以下の範囲内である。
【0036】
電気絶縁層は各種用途で必要とされるレベルの電気絶縁性を有することが好ましく、例えば体積抵抗率として、少なくとも1E13(Ω・cm)以上であることが好ましく、より好ましくは1E14(Ω・cm)以上である。
上限を超える厚みの電気絶縁層を有する場合は層の熱抵抗が大きくなり、電気絶縁層の存在によりフィルムを介した熱の流れが阻害されることがある。
【0037】
電気絶縁層を構成する樹脂としては、特に制限はないが、本発明の高熱伝導性の二軸延伸ポリエステルフィルムに用いられる材料として挙げられた中から適宜選択でき、さらに該高熱伝導性の二軸延伸ポリエステルフィルムと同じ種類のポリエステルやその共重合材料および/または変性材料が好ましい材料として挙げられる。
【0038】
電気絶縁層には層の熱伝導性を高める目的で、電気絶縁性を保つ範囲内で少量の熱伝導性フィラーを添加してもよいが、これらの含有量が多すぎると製膜時にフィルムが破断しやすくなるったり、電気絶縁性に乏しくなる傾向にある。
そのため、電気絶縁層は熱伝導性フィラーを実質的に含有しない態様(好ましくは1重量%以下、より好ましくは0.5重量%以下、さらに好ましくは0.1重量%以下である態様)が好ましい。
熱伝導性フィラーとしては、酸化アルミニウム、酸化珪素、窒化硼素、窒化アルミニウム、セラミクス材料といった電気絶縁性で熱伝導性のフィラーが例示されるが、これらに限定されるものではない。
【0039】
<フィルム製造方法>
本発明の二軸延伸ポリエステルフィルムを製造する方法として、ポリエステル樹脂を溶融押出し、固化成形したシートを同時に二方向に延伸させる同時二軸延伸法が挙げられる。
本発明は平均繊維径が細く、平均アスペクト比の大きい極細の繊維状炭素材料を上述に記載の範囲で含み、かかる炭素材料がポリエステルの結晶化を促進するため、逐次二軸延伸法による製膜ではポリエステルフィルムを十分に高配向させることが難しく、フィルム面方向の熱伝導率を高めることが難しかった。それに対して、同時二軸延伸法で軸延伸ポリエステルフィルムを製造することにより、逐次二軸延伸法では難しかった高延伸倍率での製膜が可能となり、フィルム面方向の熱伝導率を高めることができる。
【0040】
製膜にあたり、ポリエステル樹脂を十分に乾燥させた後、融点〜(融点+40)℃の温度で押出機内で溶融混練し、溶融押出し固化成形したシートを同時二軸延伸法により二軸方向に延伸することで製造することができる。
具体的には、未延伸フィルムをポリエステルのガラス転移温度(Tg)〜(Tg+60)℃の温度範囲内で、縦方向、横方向それぞれ2.5倍以上4.0倍以下の範囲で二方向に同時に延伸を行い、さらに3.0倍以上4.0倍以下の範囲で行うことが好ましい。縦延伸倍率が下限に満たない場合、繊維状炭素繊維およびポリエステル樹脂が十分に配向せず、面方向の熱伝導率が十分上がらないことがある他、フィルムの厚み斑が悪くなり良好なフィルムが得られないことがある。また縦延伸倍率が上限を超える場合、製膜中にフィルム破断が発生しやすくなる。
なお、本発明では縦方向について機械軸方向、長手方向、MDと称する場合があり、また横方向について機械軸方向と垂直な方向、幅方向、TDと称する場合がある。
【0041】
二軸延伸されたフィルムは、その後熱固定処理が施される。熱固定処理を施すことにより、得られたフィルムの高温条件下での寸法安定性を高めることができる。熱固定処理は、好ましくは(Tm−100℃)以上、さらに好ましくは(Tm−70)℃〜(Tm−40)℃の範囲で行うことができ、例えばポリエチレンナフタレンジカルボキシレートを用いる場合は220℃〜250℃の範囲で行うことが好ましい。
【0042】
また、熱固定処理後、150℃〜250℃の温度条件で1〜3%の熱弛緩処理、オフライン工程にて150〜250℃で5分以上熱処理(アニール処理)、50〜80℃で徐冷するアニール処理等を施しても良い。
さらに弛緩処理を行う場合は、加熱処理をフィルムの(Tg+65)〜(Tg+130)℃の温度において行うことが効果的である。弛緩処理の方法は公知の方法を用いることができ、供給側の速度に対して引き取り側の速度の減速率を0.1〜10%にして弛緩処理を行うことが好ましい。
【0043】
このようにして得られた二軸延伸ポリエステルフィルムの少なくとも片面に、さらに塗布層を形成する際、塗布性を向上させるための予備処理としてフィルム表面にコロナ表面処理、火炎処理、プラズマ処理等の物理処理を施すか、あるいは組成物と共にこれと化学的に不活性な界面活性剤を併用してもよい。
塗布方法としては、公知の任意の塗工法が適用できる。例えばロールコート法、グラビアコート法、ロールブラッシュ法、スプレーコート法、エアーナイフコート法、含浸法、カーテンコート法等を単独または組み合わせて用いることができる。
【0044】
<用途>
本発明の二軸延伸ポリエステルフィルムは、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板として好適に用いられる。具体的には発熱性素子の実装された各種の実装基板などに広く用いることができ、特にLEDチップなどの発光素子などの実装基板として好適に用いることができる。
また、本発明の二軸延伸ポリエステルフィルムは放熱性粘着テープの基材などにも好適に用いることができる。粘着テープの基材として用いる場合、本発明の二軸延伸ポリエステルフィルムの少なくとも片面、好ましくは両面に粘着層を形成した構成で高熱伝導性粘着テープとして用いることが好ましい。
【実施例】
【0045】
以下、実施例および比較例をあげて本発明をさらに具体的に説明するが、本発明はこれらに限定されるものではない。なお、各特性値は以下の方法で測定した。また、実施例中の部および%は、特に断らない限り、それぞれ重量部および重量%を意味する。
【0046】
1.繊維状炭素材料の平均繊維径、平均アスペクト比
電界放出型走査電子顕微鏡(日立S−4700)を用いて10000倍にて繊維状炭素材料50本の繊維径および繊維長を測定し、それぞれの平均値から平均繊維径、ならびに平均アスペクト比(平均繊維長/平均繊維径)を求めた。
【0047】
2.フィルム各層の厚み
サンプルを長手方向1cm、幅方向3cmに切り出し、かみそり刃を用いて幅方向に垂直に切断した。サンプル断面を光学顕微鏡を用いて観察撮影し、写真から各層の厚みを測定した。
【0048】
3.連続製膜性
連続製膜機にて1000m製膜した時のフィルムが切断した回数に応じて下記の通り評価した。
○:破断なし(0回)
△:1〜2回
×:3回以上
【0049】
4.熱伝導率
キセノンフラッシュアナライザ(NETZSCH社製;LFA447)により、面方向の熱拡散率α(cm2/sec)を測定し、別に測定した比熱容量Cp(J/g・K)と密度ρ(g/cc)から、面方向の熱伝導率λ(W/cm・K)をλ=α・Cp・ρで求め、単位換算を実施した値を用いて評価を行った。
なお、面方向の熱拡散率αはフィルムサンプルを3mm幅にスリットし、直径が10mmφになるよう直径2mmの円柱状木材へ巻きつけ、測定した。また厚み方向の熱拡散率αはフィルムサンプルを25mmφに切り取り測定した。
密度ρは硝酸カルシウム水溶液を用いて密度勾配管法にて測定して得ることができる。
また、比熱容量Cpは、JIS K 7123に準じて測定された値である。
【0050】
5.面方向の熱拡散効果の評価
下記実施例および比較例で得られた二軸延伸ポリエステルフィルム(MD7cm、TD3cm)の短辺の一方に図1のように市販の小型セラミックヒーター(ミスミ製 MMCPH−15−15)をシリコーンゲルシート(Taica製 COH−4000 厚み0.5μm)を用いて貼り合わせ、ヒーターに0.1Aの電流を流した。電流を流してから2時間経過した後、図1に示した2か所の表面温度(測定位置A:ヒーターから1cm離れた位置、測定位置B:ヒーターから3cm離れた位置)を測定した。
【0051】
<実施例1>
ポリエステルとしてポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を用い、平均アスペクト比167の繊維状炭素材料(多層カーボンナノチューブ 保土谷化学工業株式会社製 MWNT7(平均繊維径0.06μm、平均繊維長10μm))をフィルム重量を基準として5重量%の含有量となるよう添加し、かかる樹脂組成物を押出機に供給し、290℃で溶融混練した。
さらにダイスより押出したシート状成形物を表面温度60℃の冷却ドラムで冷却固化し、この未延伸フィルムの両端をクリップで保持しながらテンターに導き140℃に加熱された雰囲気中で縦方向に3.0倍、横方向に3.0倍の倍率で同時に延伸した。その後テンタ−内で230℃の熱固定を行い、均一に徐冷して室温まで冷やして100μmの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。また、熱拡散性評価を行ったところ、熱拡散性に優れており、ヒーターからの測定位置による温度差が小さくヒートスポットが生じなかった。
【0052】
<実施例2>
実施例1と同じ繊維状炭素材料を用いて炭素材料の含有量を10重量%に変更した以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0053】
<実施例3>
実施例1と同じ繊維状炭素材料を用いて炭素繊維の含有量を15重量%に変更した以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0054】
<実施例4>
繊維状炭素材料の種類を昭和電工株式会社製のVGCF−S(カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.08μm、平均繊維長10μm、平均アスペクト比125)に変更した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0055】
<実施例5>
フィルム延伸倍率について、縦方向に3.5倍、横方向に3.5倍で延伸した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0056】
<実施例6>
フィルム延伸倍率について、縦方向に4.0倍、横方向に4.0倍で延伸した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0057】
<実施例7>
熱伝導層用に実施例2と同じ樹脂組成物を押出機に供給して290℃で溶融混練し、さらに電気絶縁層用にポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を別の押出機に供給して290℃で溶融混練した。
それぞれの溶融混練した樹脂を2層に積層し(高熱伝導性層厚み:電気絶縁層厚み=99:1)、かかる積層状態を維持したままスリットダイから押出した以外は実施例2と同様の方法によって100μm厚みの二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0058】
<比較例1>
未延伸フィルムを130℃に加熱したロール群に導き、逐次二軸延伸法を用いて縦方向に1.5倍で延伸し、60℃のロール群で冷却し、続いて縦延伸したフィルムの両端をクリップで保持しながらテンターに導き、140℃に加熱された雰囲気中で横方向に3.0倍で延伸した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0059】
<比較例2>
未延伸フィルムを130℃に加熱したロール群に導き、逐次二軸延伸法を用いて縦方向に3.0倍で延伸し、60℃のロール群で冷却し、続いて縦延伸したフィルムの両端をクリップで保持しながらテンターに導き、140℃に加熱された雰囲気中で横方向に3.0倍で延伸しようとしたがフィルム破断が生じ、二軸延伸フィルムが得られなかった。
【0060】
<比較例3>
フィルム延伸倍率について、縦方向に2.0倍、横方向に2.0倍で延伸した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0061】
<比較例4>
実施例2の方法でダイスより押出し、表面温度60℃の冷却ドラムで冷却固化して未延伸フィルムを得、かかる未延伸フィルムを用いて測定を行った結果を表1に示す。
【0062】
<比較例5>
繊維状炭素材料の種類を昭和電工株式会社製のVGCF−H(カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.15μm、平均繊維長6μm、平均アスペクト比40)に変更した以外は実施例2と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0063】
<比較例6>
繊維状炭素材料に代えて平均粒径5μmのアルミナ球状粒子(昭和電工株式会社製 アルミナビーズ CB−A05S)を用いた以外は実施例1と同様の方法によって二軸延伸ポリエステルフィルムを得た。得られたフィルム特性を表1に示す。
【0064】
【表1】
【0065】
PEN: ポリエチレン−2,6−ナフタレンジカルボキシレート
CNT: 多層カーボンナノチューブ
CNF1: カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.08μm、平均アスペクト比125
CNF2: カーボンナノファイバー(気相成長炭素繊維) 平均繊維径0.15μm、平均アスペクト比40
Al2O3: アルミナ球状粒子
【産業上の利用可能性】
【0066】
本発明によれば、フィルム面方向に高い熱伝導性を有する高熱伝導性二軸延伸ポリエステルフィルムを提供することができ、ヒートスポットが生じにくいことから、発熱量の大きなデバイス類や小型化が要求される電子機器などの放熱性実装基板や放熱性粘着テープの基材などに好適に用いることができ、特にLEDチップ等の発光素子等の実装基板として好適に利用することができる。
【符号の説明】
【0067】
1.セラミックヒーター
2.フィルムサンプル
3.温度測定位置A(ヒーターから1cm)
4.温度測定位置B(ヒーターから3cm)
【特許請求の範囲】
【請求項1】
平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上であることを特徴とする高熱伝導性二軸延伸ポリエステルフィルム。
【請求項2】
ポリエステルがポリエチレンテレフタレートまたはポリエチレンナフタレンジカルボキシレートを少なくとも含む請求項1に記載の高熱伝導性二軸延伸ポリエステルフィルム。
【請求項3】
同時二軸延伸法で製造される請求項1または2に記載の高熱伝導性二軸延伸ポリエステルフィルム。
【請求項4】
少なくとも片面に電気絶縁層を有する請求項1〜3のいずれかに記載の高熱伝導性二軸延伸ポリエステルフィルム。
【請求項1】
平均繊維径が0.05〜1μmで平均アスペクト比が100以上である繊維状炭素材料をフィルム重量を基準として2〜20重量%の範囲で含み、フィルム面方向の熱伝導率が2W/(m・K)以上であることを特徴とする高熱伝導性二軸延伸ポリエステルフィルム。
【請求項2】
ポリエステルがポリエチレンテレフタレートまたはポリエチレンナフタレンジカルボキシレートを少なくとも含む請求項1に記載の高熱伝導性二軸延伸ポリエステルフィルム。
【請求項3】
同時二軸延伸法で製造される請求項1または2に記載の高熱伝導性二軸延伸ポリエステルフィルム。
【請求項4】
少なくとも片面に電気絶縁層を有する請求項1〜3のいずれかに記載の高熱伝導性二軸延伸ポリエステルフィルム。
【図1】

【公開番号】特開2013−38179(P2013−38179A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172052(P2011−172052)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]