
麺類押出成形機

【構成】 麺類押出成形機は、載置台と、この載置台の上方に配置された主ハウジング部と、この主ハウジング部に出し入れ自在に装着される成形型部材と、主ハウジング部に取り付けられた成形作動部材とを備える。この成形型部材には、底部に多数の細い貫通穴を有した成形シリンダが設けられ、成形作動部材には、成形シリンダ内に出し入れされる成形ピストンと、この成形ピストンの出し入れを駆動するための駆動部とが設けられている。
【効果】 作業者は、そば粉やうどん粉等を適当に練り上げる麺打ち作業だけで、麺打ちした原材料塊を成形シリンダ内に入れて、成形ピストンを駆動させれば、所望の麺を作り出すことができるので、熟練を要さずに、手打ち風の麺類を短時間で提供できる。
【効果】 作業者は、そば粉やうどん粉等を適当に練り上げる麺打ち作業だけで、麺打ちした原材料塊を成形シリンダ内に入れて、成形ピストンを駆動させれば、所望の麺を作り出すことができるので、熟練を要さずに、手打ち風の麺類を短時間で提供できる。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、そば、うどん等の麺類を成形するための麺類押出成形機に関するものである。
【0002】
【従来の技術】近年のグルメブームは、人々に、より新鮮で美味い料理に対する欲求を駆り立てるものがある。このようなグルメブームは、日本食として独特なそばやうどん料理についても著しいものがある。そこで、老舗に限らず、機械による大量生産によるそばやうどんに代えて、各種の手打ちそばや手打ちうどんによる料理を提供する店も増えてきている。これら手打ちそばや手打ちうどんは、熟練した職人が、麺を打ち、平らに伸ばして、包丁で細長くカットしていくことにより、作っていくのが普通である。
【0003】
【発明が解決しようとする課題】このような手打ち作業はかなり手間隙のかかるものであり、店に来たお客さんの注文を受けてから、その手打ち作業を開始するのではとても間に合うものではない。したがって、どの店においても、お客さんの注文を予め予想して予め所定量の麺を手打ちしておくのが普通である。しかしながら、このようにして手打ちした麺を、お客さんが来るまでの間の相当の時間そのままに置いておくのでは、手打ちしたての麺に比較して、どうしても新鮮さに欠け、味も落ちてしまう。
【0004】一方では、近年、外食産業も発展の一途をたどっており、多くのレストランが凌ぎを削っており、ファミリーレストラン等の大衆的レストランにおいても、より新鮮で美味いものを提供しなければ他店との競争に勝つことができない現状である。このような現状において、ファミリーレストラン等においても、手打ちそばや手打ちうどんと同じような新鮮さと風味を有した麺類を提供できれば、顧客吸引力を増すことができ好都合であろう。しかしながら、この種の大衆レストランにおいては、多数のお客さんに対して待ち時間を出来るかぎり短くして、注文の料理を提供することが必須の条件であり、このような条件を満たしつつ、手打ちそばや手打ちうどんを提供することは非常に困難である。また、この種の大衆レストランにおいては、熟練した手打ちそば職人や手打ちうどん職人を確保するのも困難であると考えられる。
【0005】本発明の目的は、前述したような事情にかんがみ、手打ちそばや手打ちうどんと同様の麺類を、熟練を要することなく、非常に簡単且つ短時間にて作り上げることができるような麺類押出成形機を提供することである。
【0006】
【課題を解決するための手段】本発明によれば、そば、うどん等の麺類を成形するための麺類押出成形機は、押出成形されてくる麺類を受ける受け容器を載置するための載置台と、該載置台の上方に所定距離だけ間隔を置いて配置された主ハウジング部と、該主ハウジング部の前記載置台に面する側に出し入れ自在に装着される成形型部材と、前記主ハウジング部の前記成形型部材が装着される側とは反対の側に取り付けられた成形作動部材とを備えており、前記成形型部材には、前記主ハウジング部の側で開口し、前記載置台の側に多数の細い貫通穴を有した底部を有する成形シリンダが設けられており、前記成形作動部材には、前記主ハウジング部に対して入れ状態とされた前記成形型部材の前記成形シリンダ内に前記開口を通して出し入れされる成形ピストンと、該成形ピストンの前記出し入れを駆動するための駆動部とが設けられており、前記成形シリンダ内に所定量の練り上げた原材料を入れた前記成形型部材を前記入れ状態とし、前記駆動部を作動して前記成形ピストンを、その成形シリンダ内へと入れていき、前記原材料を前記底部へと押圧することにより、前記多数の細い貫通穴を通して前記載置台の方へと押出成形された麺類が出されていくことを特徴とする。
【0007】本発明の好ましい実施態様によれば、前記成形シリンダの底部の貫通穴は、該底部の中央部を除いて設けらる。また、前記成形シリンダの底部は、着脱自在とされた型板部によって形成されており、前記多数の細い貫通穴は、該型板部に設けられる。さらに、前記駆動部は、ハンドバルブによって作動を制御できるエアーシリンダを備え、この駆動部には、圧縮空気源から前記エアーシリンダへ送られるエアーを清浄なものとするためのフィルタが付加さる。また、前記貫通穴の形状は、その成形シリンダの内部側において円錐状であり、出口側において角筒状であるとよい。
【0008】
【実施例】次に、添付図面に基づいて、本発明の実施例について、本発明をより詳細に説明する。
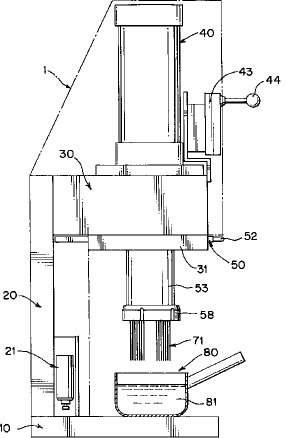
【0009】図1は、本発明の一実施例としての卓上型の麺類押出成形機の全体構成を概略的に示す側面図であり、図2は、その正面図である。これら図1および図2に示されるように、この実施例の麺類押出成形機は、主として、押出成形されてくる麺類を受ける受け容器80を載置するための載置台10と、この載置台10の上方に所定距離だけ間隔を置いて配置された主ハウジング部30と、この主ハウジング部30の載置台10に面する側に出し入れ自在に装着される成形型部材50と、主ハウジング部30の成形型部材50が装着される側とは反対の側に取り付けられた成形作動部材40とを備えている。この実施例では、主ハウジング部30は、支柱20にて、載置台10の上に支持されている。
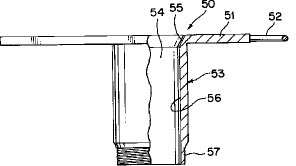
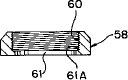
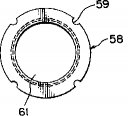
【0010】図3から図9は、成形型部材50の詳細構造について説明するための部品図であり、図3は、成形シリンダを構成する円筒部30をほぼ中間部に有した本体プレート51を示す半断面側面図であり、図4は、その本体プレート51の底面図である。また、図5は、本体プレート51の円筒部53の底部に対して型板部62(図7および図8参照)を着脱自在に取り付けるための締付けネジ部材58を示す断面図、図6は、その締付けネジ部材58の底面図である。そして、図7は、型板部62を示す側面図であり、図8は、その型板部62の底面図であり、図9は、型板部62に形成された多数の細い貫通穴の配列および形状を示すための型板部62の部分断面図である。
【0011】この実施例では、本体プレート51は、ステンレス材料にて形成されていて、図3および図4によく示されるように、ほぼ中央部に円形開口を有し、この本体プレート51の下側には、その円形開口と整列させるようにして、ステンレス材料で形成された円筒部53が取り付けられている。本体プレート51の前面側には、把手52が取り付けられている。また、本体プレート51の円形開口の内周縁と円筒部53の上部内周縁とは、テーパ面55とされているのが好ましい。円筒部30の内周壁56によって囲まれた空間54は、後述するように、そば粉やうどん粉を練り上げた原材料、いわゆる、うち上げた麺を所定量だけ収容することができるような体積とされている。さらにまた、円筒部53の下端部の外周には、雄ねじ57が形成されている。
【0012】この実施例では、締付けネジ部材58は、アルミニウム材料にて形成され、図5および図6によく示されているように、開口61の下部を取り巻くようにして抑え突部61Aが形成されており、また、内周に、前述の円筒部53の雄ねじ57と係合する雌ねじ60が形成されている。さらにまた、この締付けネジ部材58の外周には、手の指を掛け易くするための凹溝59が設けられているとよい。
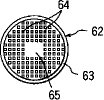
【0013】この実施例では、型板部62は、合成樹脂材料で形成されており、図7および図8によく示されるように、全体として円板状に形成されており、後述するようにして、締付けネジ部材58の押え突部61Aによって押さえられる鍔部63が外周に形成されている。また、この型板部62には、その中央部65を除いて多数の細い貫通穴64が形成されている。これら各貫通穴64の形状は、図9によく示されるように、麺類の押出成形時に原材料の入力側となる部分において円錐状66とされ、出口側において角筒状67とされている。
【0014】円筒部53の下端を閉じて成形シリンダの底部を構成する型板部62に形成される細い貫通穴64の数、配列ピッチ、穴形状その他の諸寸法等は、そば粉、うどん粉等の用いる原材料やどのような形状、寸法の麺類としたいか等に依存して、その成形シリンダの容積並びに成形圧力等との関係で決定されるべきものである。この実施例では、円筒部53の内径は、80mmφで、深さは、160mmとされている。また、型板部62に形成した貫通穴64の配列ピッチは、5mmであり、貫通穴64の円錐状部66の深さは、4mm、入口側の直径が4mmφとされ、貫通穴64の角筒状部67の深さは、6mm、角寸法は、1.5mm×1.5mm角とされている。図2によく示されるように、図7から図9に関して説明した型板部62は、締付けネジ部材58の雌ねじ60を円筒部53の下端の外周部の雄ねじ57へとねじ込むことにより、円筒部53の下端部に着脱自在に取り付け固定されるようになっている。
【0015】図1および図2を再び参照するに、主ハウジング部30の成形型部材50が装着される側とは反対の側に取り付けられる成形作動部材40は、この実施例では、エアーシリンダを備えており、このエアーシリンダー40へは、適当な圧縮エアー源(図示していない)から、フィルタ21を通して、ハンドバルブ43を介して作動エアーが送り込まれるようになっている。すなわち、操作者は、ハンドバルブ43のハンドル部44を作動させてハンドバルブ43を制御することにより、エアーシリンダ40への作動エアーの流れを制御して、駆動軸41の下端に設けられた成形ピストン42を上下方向に駆動させることができるようになっている。フィルタ21は、圧縮エアー源からのエアーを清浄なものとするために設けられている。
【0016】図1に仮想線で示すように、外観をよくするために、支柱20、フィルタ21、主ハウジング部30、エアーシリンダ40、ハンドバルブ43等を包囲する化粧ハウジング1を設けるとよい。また、主ハウジング部30の内部33は、エアーシリンダ40から駆動軸41が下方へと延び、その駆動軸41の下端に取り付けられた成形ピストン42を包囲する空間を与えている。また、主ハウジング部30の下端部には、成形ピストン42と整列した位置にあって成形ピストン42の貫通移動を許すための開口34が形成されている。さらにまた、主ハウジング部30の下端の両側には、前述したような構成の成形型部材50の出し入れ自在な装着を行えるようにするための、取付けガイド枠31が取り付けられており、これら取付けガイド枠31の内側には、それぞれガイドレール32が配設されている。成形型部材50は、本体プレート51の前面に設けられた把手52を把持して、本体プレート51の後端の両側縁を取付けガイド枠31の前面側から挿入させて、各ガイドレール32の上を滑らせるようにして、押し込むことにより、主ハウジング部30に対して装着できるようになっている。本体プレート51を最も奥へと押し込んだ、入れ状態においては、主ハウジング部30の開口34に対して、円筒部53の開口が整列させられるような寸法設計とされている。
【0017】次に、前述したような構成の卓上型麺類押出成形機を使用して、そばを作り出す操作についてまとめて説明する。先ず、作業者は、顧客の注文を受けた後すぐに、所定量のそば粉を練り上げる麺打ちを開始する。そして、成形型部材50を主ハウジング部30から手前に(図1において右側方向に)引き出して、打ち上げた所望量の原材料塊70を、円筒部53内の成形シリンダ空間54内へと入れて、再び、成形型部材50を押し込んで、入れ状態とする。この状態を図2は略示している。次に、操作者は、載置台10の上に図1に示されるように、適当な受け容器80を載置してから、操作者は、ハンドバルブ43のハンドル部44を操作して、エアーシリンダ40へ圧縮エアーを送り込むようにすることにより、成形ピストン42を円筒部53の成形シリンダ空間54内へと押し込むようにすればよい。
【0018】すると、成形シリンダ空間54内の原材料塊70が、成形ピストン42により、円筒部53の底部を構成している型板部62に対して押し付けられていく。これにより、原材料塊70は、型板部62に形成された多数の細い貫通穴64を通して、載置台10の上の受け容器80へと、押出成形されたそば71が出されていく。ここで、載置台10と成形型部材50の円筒部53の底部を構成している型板部62との間の間隔は、載置台10の上に載置した受け容器80内へ所望長さに押出成形されたそば71が丁度受け入れられる程度に設定されるのが好ましく、この実施例では、200mmとされている。
【0019】操作者は、受け容器80に受け入れられたそば71を別の場所にて素早くゆで上げることができる。また、載置台10の上で受け容器80内に熱湯81を用意できるようにしておけば、押出成形されてくるそば71をすぐその場でゆで上げることも可能である。
【0020】なお、前述した実施例の型板部62において、中央部65に貫通穴64を設けないようにしたのは、このようにする方が、成形ピストン42による原材料塊70の押圧時に、その周囲に形成した多数の貫通穴64からより良好にそば71が押出成形されてくることが分かったからである。また、各貫通穴64の形状を図9R>9に関して説明したようなものとしたのも、同様の理由によるものである。
【0021】使用後は、成形型部材50を主ハウジング部30から引き外して、また、締付けネジ部材58をねじり戻すことにより、円筒部53の下端部から外すことにより、型板部62も外してしまうことにより、各部材を容易に洗浄することができる。
【0022】また、前述の実施例における成形型部材50の各部の寸法、形状等は、ある一つの種類のそばを作るのに適したものとして選定されたものであるが、種々異なる各部の寸法、形状等を有するいくつかの異なる成形型部材を用意しておき、所望に応じて主ハウジング部30に装着する成形型部材を変えることにより、顧客の種々な注文に応じたそば、うどん等の種々な麺類を作り出すことも可能である。特に、型板部62として、種々寸法、形状の異なる貫通穴を有するものをいくつか用意しておき、これを、交換して使用することにより、所望に応じて種々異なる形状、寸法のそば、うどんを提供することができる。
【0023】さらにまた、前述した実施例では、成形ピストンの駆動部として、エアーシリンダを使用したのであるが、本発明は、これに限らず、種々の駆動源を使用できる。例えば、電気モータ等を用いることもできるし、また、単に機械的リンクを利用して操作者のレバー操作によって、成形ピストンが上下に駆動されるような構成とすることもできる。
【0024】
【発明の効果】本発明による麺類押出成形機によれば、作業者は、そば粉やうどん粉等を適当に練り上げる麺打ち作業だけで、麺打ちした原材料塊を成形シリンダ内に入れて、成形ピストンを駆動させれば、所望の麺を作り出すことができるので、熟練を要さずに、手打ち風の麺類を短時間で提供できる。
【0025】したがって、顧客の注文を受けてから、麺打ち作業を開始しても、待たせることなく、新鮮でかつ美味い手打ち風の麺類を提供できるので、ファミリーレストラン等の大衆的なレストランの厨房等において使用しても、多数の顧客の注文に迅速に応えることができ、有効である。
【0026】駆動部にエアーシリンダを使用する場合には、清潔であり、また、原材料塊を入れるために汚れ易い成形型部材は、主ハウジング部から引き外して、しかも分解可能でるので、洗浄も容易にでき、常にクリーンな状態で使用できる。
【図面の簡単な説明】
【図1】本発明の一実施例としての卓上型の麺類押出成形機の全体構成を概略的に示す側面図である。
【図2】図1の麺類押出成形機の正面図である。
【図3】図1の麺類押出成形機の成形型部材の本体プレートを示す半断面側面図である。
【図4】図3の本体プレートの底面図である。
【図5】図3の本体プレートの円筒部の底部に型板部を着脱自在に取り付けるための締付けネジ部材を示す断面図である。
【図6】図5の締付けネジ部材の底面図である。
【図7】本体プレートの円筒部の底部に着脱自在に取り付けられる型板部を示す側面図である。
【図8】図7の型板部の底面図である。
【図9】図7の型板部に形成された多数の細い貫通穴の配列および形状を示すための型板部の部分断面図である。
【符号の説明】
1 化粧ハウジング
10 載置台
20 支柱
21 フィルタ
30 主ハウジング部
31 ガイド枠
32 ガイドレール
34 開口
40 エアーシリンダ
41 駆動軸
42 成形ピストン
43 ハンドバルブ
44 ハンドル部
50 成形型部材
51 本体プレート
52 把手
53 円筒部
54 成形シリンダ空間
57 雄ねじ
58 締付けネジ部材
60 雌ねじ
61A 押え突部
62 型板部
63 鍔部
64 貫通穴
65 中央部
66 円錐状部
67 角筒状部
70 原材料塊
71 押出成形そば
80 受け容器
81 熱湯
【0001】
【産業上の利用分野】本発明は、そば、うどん等の麺類を成形するための麺類押出成形機に関するものである。
【0002】
【従来の技術】近年のグルメブームは、人々に、より新鮮で美味い料理に対する欲求を駆り立てるものがある。このようなグルメブームは、日本食として独特なそばやうどん料理についても著しいものがある。そこで、老舗に限らず、機械による大量生産によるそばやうどんに代えて、各種の手打ちそばや手打ちうどんによる料理を提供する店も増えてきている。これら手打ちそばや手打ちうどんは、熟練した職人が、麺を打ち、平らに伸ばして、包丁で細長くカットしていくことにより、作っていくのが普通である。
【0003】
【発明が解決しようとする課題】このような手打ち作業はかなり手間隙のかかるものであり、店に来たお客さんの注文を受けてから、その手打ち作業を開始するのではとても間に合うものではない。したがって、どの店においても、お客さんの注文を予め予想して予め所定量の麺を手打ちしておくのが普通である。しかしながら、このようにして手打ちした麺を、お客さんが来るまでの間の相当の時間そのままに置いておくのでは、手打ちしたての麺に比較して、どうしても新鮮さに欠け、味も落ちてしまう。
【0004】一方では、近年、外食産業も発展の一途をたどっており、多くのレストランが凌ぎを削っており、ファミリーレストラン等の大衆的レストランにおいても、より新鮮で美味いものを提供しなければ他店との競争に勝つことができない現状である。このような現状において、ファミリーレストラン等においても、手打ちそばや手打ちうどんと同じような新鮮さと風味を有した麺類を提供できれば、顧客吸引力を増すことができ好都合であろう。しかしながら、この種の大衆レストランにおいては、多数のお客さんに対して待ち時間を出来るかぎり短くして、注文の料理を提供することが必須の条件であり、このような条件を満たしつつ、手打ちそばや手打ちうどんを提供することは非常に困難である。また、この種の大衆レストランにおいては、熟練した手打ちそば職人や手打ちうどん職人を確保するのも困難であると考えられる。
【0005】本発明の目的は、前述したような事情にかんがみ、手打ちそばや手打ちうどんと同様の麺類を、熟練を要することなく、非常に簡単且つ短時間にて作り上げることができるような麺類押出成形機を提供することである。
【0006】
【課題を解決するための手段】本発明によれば、そば、うどん等の麺類を成形するための麺類押出成形機は、押出成形されてくる麺類を受ける受け容器を載置するための載置台と、該載置台の上方に所定距離だけ間隔を置いて配置された主ハウジング部と、該主ハウジング部の前記載置台に面する側に出し入れ自在に装着される成形型部材と、前記主ハウジング部の前記成形型部材が装着される側とは反対の側に取り付けられた成形作動部材とを備えており、前記成形型部材には、前記主ハウジング部の側で開口し、前記載置台の側に多数の細い貫通穴を有した底部を有する成形シリンダが設けられており、前記成形作動部材には、前記主ハウジング部に対して入れ状態とされた前記成形型部材の前記成形シリンダ内に前記開口を通して出し入れされる成形ピストンと、該成形ピストンの前記出し入れを駆動するための駆動部とが設けられており、前記成形シリンダ内に所定量の練り上げた原材料を入れた前記成形型部材を前記入れ状態とし、前記駆動部を作動して前記成形ピストンを、その成形シリンダ内へと入れていき、前記原材料を前記底部へと押圧することにより、前記多数の細い貫通穴を通して前記載置台の方へと押出成形された麺類が出されていくことを特徴とする。
【0007】本発明の好ましい実施態様によれば、前記成形シリンダの底部の貫通穴は、該底部の中央部を除いて設けらる。また、前記成形シリンダの底部は、着脱自在とされた型板部によって形成されており、前記多数の細い貫通穴は、該型板部に設けられる。さらに、前記駆動部は、ハンドバルブによって作動を制御できるエアーシリンダを備え、この駆動部には、圧縮空気源から前記エアーシリンダへ送られるエアーを清浄なものとするためのフィルタが付加さる。また、前記貫通穴の形状は、その成形シリンダの内部側において円錐状であり、出口側において角筒状であるとよい。
【0008】
【実施例】次に、添付図面に基づいて、本発明の実施例について、本発明をより詳細に説明する。
【0009】図1は、本発明の一実施例としての卓上型の麺類押出成形機の全体構成を概略的に示す側面図であり、図2は、その正面図である。これら図1および図2に示されるように、この実施例の麺類押出成形機は、主として、押出成形されてくる麺類を受ける受け容器80を載置するための載置台10と、この載置台10の上方に所定距離だけ間隔を置いて配置された主ハウジング部30と、この主ハウジング部30の載置台10に面する側に出し入れ自在に装着される成形型部材50と、主ハウジング部30の成形型部材50が装着される側とは反対の側に取り付けられた成形作動部材40とを備えている。この実施例では、主ハウジング部30は、支柱20にて、載置台10の上に支持されている。
【0010】図3から図9は、成形型部材50の詳細構造について説明するための部品図であり、図3は、成形シリンダを構成する円筒部30をほぼ中間部に有した本体プレート51を示す半断面側面図であり、図4は、その本体プレート51の底面図である。また、図5は、本体プレート51の円筒部53の底部に対して型板部62(図7および図8参照)を着脱自在に取り付けるための締付けネジ部材58を示す断面図、図6は、その締付けネジ部材58の底面図である。そして、図7は、型板部62を示す側面図であり、図8は、その型板部62の底面図であり、図9は、型板部62に形成された多数の細い貫通穴の配列および形状を示すための型板部62の部分断面図である。
【0011】この実施例では、本体プレート51は、ステンレス材料にて形成されていて、図3および図4によく示されるように、ほぼ中央部に円形開口を有し、この本体プレート51の下側には、その円形開口と整列させるようにして、ステンレス材料で形成された円筒部53が取り付けられている。本体プレート51の前面側には、把手52が取り付けられている。また、本体プレート51の円形開口の内周縁と円筒部53の上部内周縁とは、テーパ面55とされているのが好ましい。円筒部30の内周壁56によって囲まれた空間54は、後述するように、そば粉やうどん粉を練り上げた原材料、いわゆる、うち上げた麺を所定量だけ収容することができるような体積とされている。さらにまた、円筒部53の下端部の外周には、雄ねじ57が形成されている。
【0012】この実施例では、締付けネジ部材58は、アルミニウム材料にて形成され、図5および図6によく示されているように、開口61の下部を取り巻くようにして抑え突部61Aが形成されており、また、内周に、前述の円筒部53の雄ねじ57と係合する雌ねじ60が形成されている。さらにまた、この締付けネジ部材58の外周には、手の指を掛け易くするための凹溝59が設けられているとよい。
【0013】この実施例では、型板部62は、合成樹脂材料で形成されており、図7および図8によく示されるように、全体として円板状に形成されており、後述するようにして、締付けネジ部材58の押え突部61Aによって押さえられる鍔部63が外周に形成されている。また、この型板部62には、その中央部65を除いて多数の細い貫通穴64が形成されている。これら各貫通穴64の形状は、図9によく示されるように、麺類の押出成形時に原材料の入力側となる部分において円錐状66とされ、出口側において角筒状67とされている。
【0014】円筒部53の下端を閉じて成形シリンダの底部を構成する型板部62に形成される細い貫通穴64の数、配列ピッチ、穴形状その他の諸寸法等は、そば粉、うどん粉等の用いる原材料やどのような形状、寸法の麺類としたいか等に依存して、その成形シリンダの容積並びに成形圧力等との関係で決定されるべきものである。この実施例では、円筒部53の内径は、80mmφで、深さは、160mmとされている。また、型板部62に形成した貫通穴64の配列ピッチは、5mmであり、貫通穴64の円錐状部66の深さは、4mm、入口側の直径が4mmφとされ、貫通穴64の角筒状部67の深さは、6mm、角寸法は、1.5mm×1.5mm角とされている。図2によく示されるように、図7から図9に関して説明した型板部62は、締付けネジ部材58の雌ねじ60を円筒部53の下端の外周部の雄ねじ57へとねじ込むことにより、円筒部53の下端部に着脱自在に取り付け固定されるようになっている。
【0015】図1および図2を再び参照するに、主ハウジング部30の成形型部材50が装着される側とは反対の側に取り付けられる成形作動部材40は、この実施例では、エアーシリンダを備えており、このエアーシリンダー40へは、適当な圧縮エアー源(図示していない)から、フィルタ21を通して、ハンドバルブ43を介して作動エアーが送り込まれるようになっている。すなわち、操作者は、ハンドバルブ43のハンドル部44を作動させてハンドバルブ43を制御することにより、エアーシリンダ40への作動エアーの流れを制御して、駆動軸41の下端に設けられた成形ピストン42を上下方向に駆動させることができるようになっている。フィルタ21は、圧縮エアー源からのエアーを清浄なものとするために設けられている。
【0016】図1に仮想線で示すように、外観をよくするために、支柱20、フィルタ21、主ハウジング部30、エアーシリンダ40、ハンドバルブ43等を包囲する化粧ハウジング1を設けるとよい。また、主ハウジング部30の内部33は、エアーシリンダ40から駆動軸41が下方へと延び、その駆動軸41の下端に取り付けられた成形ピストン42を包囲する空間を与えている。また、主ハウジング部30の下端部には、成形ピストン42と整列した位置にあって成形ピストン42の貫通移動を許すための開口34が形成されている。さらにまた、主ハウジング部30の下端の両側には、前述したような構成の成形型部材50の出し入れ自在な装着を行えるようにするための、取付けガイド枠31が取り付けられており、これら取付けガイド枠31の内側には、それぞれガイドレール32が配設されている。成形型部材50は、本体プレート51の前面に設けられた把手52を把持して、本体プレート51の後端の両側縁を取付けガイド枠31の前面側から挿入させて、各ガイドレール32の上を滑らせるようにして、押し込むことにより、主ハウジング部30に対して装着できるようになっている。本体プレート51を最も奥へと押し込んだ、入れ状態においては、主ハウジング部30の開口34に対して、円筒部53の開口が整列させられるような寸法設計とされている。
【0017】次に、前述したような構成の卓上型麺類押出成形機を使用して、そばを作り出す操作についてまとめて説明する。先ず、作業者は、顧客の注文を受けた後すぐに、所定量のそば粉を練り上げる麺打ちを開始する。そして、成形型部材50を主ハウジング部30から手前に(図1において右側方向に)引き出して、打ち上げた所望量の原材料塊70を、円筒部53内の成形シリンダ空間54内へと入れて、再び、成形型部材50を押し込んで、入れ状態とする。この状態を図2は略示している。次に、操作者は、載置台10の上に図1に示されるように、適当な受け容器80を載置してから、操作者は、ハンドバルブ43のハンドル部44を操作して、エアーシリンダ40へ圧縮エアーを送り込むようにすることにより、成形ピストン42を円筒部53の成形シリンダ空間54内へと押し込むようにすればよい。
【0018】すると、成形シリンダ空間54内の原材料塊70が、成形ピストン42により、円筒部53の底部を構成している型板部62に対して押し付けられていく。これにより、原材料塊70は、型板部62に形成された多数の細い貫通穴64を通して、載置台10の上の受け容器80へと、押出成形されたそば71が出されていく。ここで、載置台10と成形型部材50の円筒部53の底部を構成している型板部62との間の間隔は、載置台10の上に載置した受け容器80内へ所望長さに押出成形されたそば71が丁度受け入れられる程度に設定されるのが好ましく、この実施例では、200mmとされている。
【0019】操作者は、受け容器80に受け入れられたそば71を別の場所にて素早くゆで上げることができる。また、載置台10の上で受け容器80内に熱湯81を用意できるようにしておけば、押出成形されてくるそば71をすぐその場でゆで上げることも可能である。
【0020】なお、前述した実施例の型板部62において、中央部65に貫通穴64を設けないようにしたのは、このようにする方が、成形ピストン42による原材料塊70の押圧時に、その周囲に形成した多数の貫通穴64からより良好にそば71が押出成形されてくることが分かったからである。また、各貫通穴64の形状を図9R>9に関して説明したようなものとしたのも、同様の理由によるものである。
【0021】使用後は、成形型部材50を主ハウジング部30から引き外して、また、締付けネジ部材58をねじり戻すことにより、円筒部53の下端部から外すことにより、型板部62も外してしまうことにより、各部材を容易に洗浄することができる。
【0022】また、前述の実施例における成形型部材50の各部の寸法、形状等は、ある一つの種類のそばを作るのに適したものとして選定されたものであるが、種々異なる各部の寸法、形状等を有するいくつかの異なる成形型部材を用意しておき、所望に応じて主ハウジング部30に装着する成形型部材を変えることにより、顧客の種々な注文に応じたそば、うどん等の種々な麺類を作り出すことも可能である。特に、型板部62として、種々寸法、形状の異なる貫通穴を有するものをいくつか用意しておき、これを、交換して使用することにより、所望に応じて種々異なる形状、寸法のそば、うどんを提供することができる。
【0023】さらにまた、前述した実施例では、成形ピストンの駆動部として、エアーシリンダを使用したのであるが、本発明は、これに限らず、種々の駆動源を使用できる。例えば、電気モータ等を用いることもできるし、また、単に機械的リンクを利用して操作者のレバー操作によって、成形ピストンが上下に駆動されるような構成とすることもできる。
【0024】
【発明の効果】本発明による麺類押出成形機によれば、作業者は、そば粉やうどん粉等を適当に練り上げる麺打ち作業だけで、麺打ちした原材料塊を成形シリンダ内に入れて、成形ピストンを駆動させれば、所望の麺を作り出すことができるので、熟練を要さずに、手打ち風の麺類を短時間で提供できる。
【0025】したがって、顧客の注文を受けてから、麺打ち作業を開始しても、待たせることなく、新鮮でかつ美味い手打ち風の麺類を提供できるので、ファミリーレストラン等の大衆的なレストランの厨房等において使用しても、多数の顧客の注文に迅速に応えることができ、有効である。
【0026】駆動部にエアーシリンダを使用する場合には、清潔であり、また、原材料塊を入れるために汚れ易い成形型部材は、主ハウジング部から引き外して、しかも分解可能でるので、洗浄も容易にでき、常にクリーンな状態で使用できる。
【図面の簡単な説明】
【図1】本発明の一実施例としての卓上型の麺類押出成形機の全体構成を概略的に示す側面図である。
【図2】図1の麺類押出成形機の正面図である。
【図3】図1の麺類押出成形機の成形型部材の本体プレートを示す半断面側面図である。
【図4】図3の本体プレートの底面図である。
【図5】図3の本体プレートの円筒部の底部に型板部を着脱自在に取り付けるための締付けネジ部材を示す断面図である。
【図6】図5の締付けネジ部材の底面図である。
【図7】本体プレートの円筒部の底部に着脱自在に取り付けられる型板部を示す側面図である。
【図8】図7の型板部の底面図である。
【図9】図7の型板部に形成された多数の細い貫通穴の配列および形状を示すための型板部の部分断面図である。
【符号の説明】
1 化粧ハウジング
10 載置台
20 支柱
21 フィルタ
30 主ハウジング部
31 ガイド枠
32 ガイドレール
34 開口
40 エアーシリンダ
41 駆動軸
42 成形ピストン
43 ハンドバルブ
44 ハンドル部
50 成形型部材
51 本体プレート
52 把手
53 円筒部
54 成形シリンダ空間
57 雄ねじ
58 締付けネジ部材
60 雌ねじ
61A 押え突部
62 型板部
63 鍔部
64 貫通穴
65 中央部
66 円錐状部
67 角筒状部
70 原材料塊
71 押出成形そば
80 受け容器
81 熱湯
【特許請求の範囲】
【請求項1】 そば、うどん等の麺類を成形するための麺類押出成形機であって、押出成形されてくる麺類を受ける受け容器を載置するための載置台と、該載置台の上方に所定距離だけ間隔を置いて配置された主ハウジング部と、該主ハウジング部の前記載置台に面する側に出し入れ自在に装着される成形型部材と、前記主ハウジング部の前記成形型部材が装着される側とは反対の側に取り付けられた成形作動部材とを備えており、前記成形型部材には、前記主ハウジング部の側で開口し、前記載置台の側に多数の細い貫通穴を有した底部を有する成形シリンダが設けられており、前記成形作動部材には、前記主ハウジング部に対して入れ状態とされた前記成形型部材の前記成形シリンダ内に前記開口を通して出し入れされる成形ピストンと、該成形ピストンの前記出し入れを駆動するための駆動部とが設けられており、前記成形シリンダ内に所定量の練り上げた原材料を入れた前記成形型部材を前記入れ状態とし、前記駆動部を作動して前記成形ピストンを、その成形シリンダ内へと入れていき、前記原材料を前記底部へと押圧することにより、前記多数の細い貫通穴を通して前記載置台の方へと押出成形された麺類が出されていくことを特徴とする麺類押出成形機。
【請求項2】 前記成形シリンダの底部の貫通穴は、該底部の中央部を除いて設けられている請求項1記載の麺類押出成形機。
【請求項3】 前記成形シリンダの底部は、着脱自在とされた型板部によって形成されており、前記多数の細い貫通穴は、該型板部に設けられている請求項1または2記載の麺類押出成形機。
【請求項4】 前記駆動部は、ハンドバルブによって作動を制御できるエアーシリンダを備える請求項1または2または3記載の麺類押出成形機。
【請求項5】 前記駆動部には、圧縮空気源から前記エアーシリンダへ送られるエアーを清浄なものとするためのフィルタが付加されている請求項4記載の麺類押出成形機。
【請求項6】 前記貫通穴の形状は、その成形シリンダの内部側において円錐状であり、出口側において角筒状である請求項1から5のうちのいずれかに記載の麺類押出成形機。
【請求項1】 そば、うどん等の麺類を成形するための麺類押出成形機であって、押出成形されてくる麺類を受ける受け容器を載置するための載置台と、該載置台の上方に所定距離だけ間隔を置いて配置された主ハウジング部と、該主ハウジング部の前記載置台に面する側に出し入れ自在に装着される成形型部材と、前記主ハウジング部の前記成形型部材が装着される側とは反対の側に取り付けられた成形作動部材とを備えており、前記成形型部材には、前記主ハウジング部の側で開口し、前記載置台の側に多数の細い貫通穴を有した底部を有する成形シリンダが設けられており、前記成形作動部材には、前記主ハウジング部に対して入れ状態とされた前記成形型部材の前記成形シリンダ内に前記開口を通して出し入れされる成形ピストンと、該成形ピストンの前記出し入れを駆動するための駆動部とが設けられており、前記成形シリンダ内に所定量の練り上げた原材料を入れた前記成形型部材を前記入れ状態とし、前記駆動部を作動して前記成形ピストンを、その成形シリンダ内へと入れていき、前記原材料を前記底部へと押圧することにより、前記多数の細い貫通穴を通して前記載置台の方へと押出成形された麺類が出されていくことを特徴とする麺類押出成形機。
【請求項2】 前記成形シリンダの底部の貫通穴は、該底部の中央部を除いて設けられている請求項1記載の麺類押出成形機。
【請求項3】 前記成形シリンダの底部は、着脱自在とされた型板部によって形成されており、前記多数の細い貫通穴は、該型板部に設けられている請求項1または2記載の麺類押出成形機。
【請求項4】 前記駆動部は、ハンドバルブによって作動を制御できるエアーシリンダを備える請求項1または2または3記載の麺類押出成形機。
【請求項5】 前記駆動部には、圧縮空気源から前記エアーシリンダへ送られるエアーを清浄なものとするためのフィルタが付加されている請求項4記載の麺類押出成形機。
【請求項6】 前記貫通穴の形状は、その成形シリンダの内部側において円錐状であり、出口側において角筒状である請求項1から5のうちのいずれかに記載の麺類押出成形機。
【図3】


【図4】

【図1】
【図2】

【図5】
【図6】
【図7】

【図8】
【図9】

【図4】
【図1】
【図2】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開平8−294350
【公開日】平成8年(1996)11月12日
【国際特許分類】
【出願番号】特願平7−103311
【出願日】平成7年(1995)4月27日
【出願人】(595062218)株式会社十割そば (1)
【出願人】(592193535)谷口工業株式会社 (46)
【公開日】平成8年(1996)11月12日
【国際特許分類】
【出願日】平成7年(1995)4月27日
【出願人】(595062218)株式会社十割そば (1)
【出願人】(592193535)谷口工業株式会社 (46)
[ Back to top ]