
HDD用ガラス基板及びその製造方法
【課題】優れた耐衝撃性を有し、読み書きエラーの発生頻度が少ないHDD用ガラス基板およびHDD用ガラス基板の製造方法を提供することを目的とする。
【解決手段】中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とするHDD用ガラス基板とする。中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とするHDD用ガラス基板の製造方法を用いる。
【解決手段】中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とするHDD用ガラス基板とする。中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とするHDD用ガラス基板の製造方法を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、HDD用ガラス基板及びその製造方法に関する。
【背景技術】
【0002】
磁気情報記録装置は、磁気、光、及び光磁気等を利用することによって、情報を情報記録媒体に記録させるものである。その代表的なものとしては、例えば、ハードディスクドライブ(以下、HDDという。)装置等が挙げられる。HDD装置は、基板上に記録層を形成した情報記録媒体としての磁気ディスクに対して、磁気ヘッドによって磁気的に情報を記録する装置である。このような磁気情報記録媒体の基材、いわゆるサブストレートしては、ガラス基板が好適に用いられている。
【0003】
また、HDD装置は記録密度が向上していることにより、そのハードディスクに使用されるガラス基板に対する強度や平滑性に優れたものが要求されてきている。そして、近年においては、HDD用ガラス基板をHDD装置に搭載して使用した場合に、高温高湿環境下による過酷な状況において読み取りエラーが生じないものが要求されている。
【0004】
ここでガラス基板の強度を向上させる方法として、化学強化と呼ばれる、ガラス基板中に存在するアルカリイオンをよりイオン半径の大きなアルカリイオンにイオン交換して圧縮応力層を形成する方法が知られている。例えば特許文献1には、前記化学強化によって形成された圧縮応力層が、ガラス基板主表面の平坦性の低下の原因となっているため、化学強化処理後のガラス基板の主表面を研磨して圧縮応力層の一部を除去する磁気ディスク用ガラス基板の製造方法が開示されている。
【0005】
また、特許文献2には、主表面に形成された圧縮応力層が、内周端面及び外周端面の方に形成された圧縮応力層よりも厚い情報記録媒体用ガラス基板が開示されている。
【0006】
しかしながら、これらのガラス基板に磁性体を製膜し、HDD装置に搭載した場合、読み書きエラーの発生が多く、改善の余地があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−154773号公報
【特許文献2】国際公開第2008/047609号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記化学強化処理によってイオン交換を行ったガラス基板は、強度が増す半面、その表面に不安定な部分が表れる。そのため、ガラス基板表面から交換されたイオンが溶出しやすい状態となるが、ガラス基板をHDD装置に搭載する場合にはその主表面に対して磁性体を製膜することから、ガラス基板の主表面からはイオンは溶出しにくい。しかしながら、ガラス基板の外周端面には製膜がなされないため、主表面への製膜後に熱処理が行われるとガラス基板の外端からイオンが溶出してしまう。そして、外周端面から溶出したイオンはドライブ内に浮遊し、メディアの上に付着するため読み書きエラーの原因となってしまう。このような読み書きエラーは、特に高温高湿環境下で使用されることの多い車載用のHDD(カーナビ等)において多発しており、問題となっていた。
【0009】
そこで、ある一定の強度を有するガラス基板とするために深い圧縮応力層を内周端部に有し、なおかつイオン溶出のない圧縮応力層を外周端部に形成しているガラス基板が必要となる。
【0010】
本発明は、このような従来の問題に鑑みてなされたものであり、優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合にイオン溶出による読み書きエラーの発生頻度が少ないHDD用ガラス基板およびHDD用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するために、本発明者らは鋭意検討を行った結果、下記構成によって優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合に読み書きエラーの発生頻度が少ないHDD用ガラス基板を得られることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明のHDD用ガラス基板は、中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とする。
【0013】
また、前記HDD用ガラス基板において、前記内周端面が有する圧縮応力層とイオン交換層との厚みの合計が50〜200μmであることが好適である。
【0014】
また、前記HDD用ガラス基板の製造方法において、中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することが好適である。
【0015】
また、前記HDD用ガラス基板の製造方法において、前記ガラス基板前駆体の組成として、質量%で、SiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%の各ガラス成分を含有することが好適である。
【発明の効果】
【0016】
本発明によれば、優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合に読み書きエラーの発生頻度が少ないHDD用ガラス基板及びHDD用ガラス基板の製造方法を提供することができる。
【図面の簡単な説明】
【0017】
【図1】HDD用ガラス基板の製造における工程を説明する製造工程図である。
【図2】ガラス基板前駆体の全体構成を示す図である。
【図3】HDD用ガラス基板の製造方法の各工程段階におけるHDD用ガラス基板の断面図である。
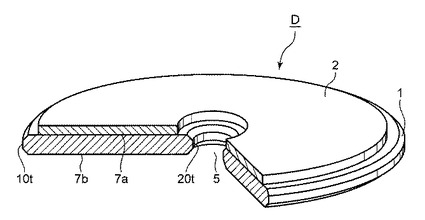
【図4】HDD用ガラス基板の表主表面の上に磁性膜を備えている磁気記録媒体の例を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明に係る実施形態について説明するが、本発明は、これらに限定されるものではない。
【0019】
<HDD用ガラス基板>
本実施形態に係るHDD用ガラス基板は、中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とする。
【0020】
ここで、前記イオン交換層とは、磁気ディスク用ガラス基板の表層に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいう。すなわち、イオン交換は、磁気ディスク用ガラス基板を化学強化処理液に浸漬することにより行われるため、イオン交換層の厚みと、イオン交換層の深さとは一致する。
【0021】
イオン交換層の厚みは、たとえばエネルギー分散型X線分析装置(XMAX80、株式会社堀場製作所製)等を使用して、割断した磁気ディスク用ガラス基板の表層(主面)より1μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出する方法を採用することができる。
【0022】
また、前記圧縮応力層とは、上記イオン交換層が形成された結果、HDD用ガラス基板の表層において圧縮応力が発生し、該ガラス基板の強度が向上された層をいう。
【0023】
圧縮応力層の厚みは、たとえばポーラリメーター(SF−IIC、神港精機株式会社製)を使用して、割断したガラス基板を屈折率マッチングオイルに浸漬し、直線偏光を透過させてガラス内部応力による偏光の位相変化をアナライザー(検光子)回転角より測定し(セナルモン法)、アナライザーを回転して、透過光が最も暗くなる角度(位相差)を検出することにより算出することができる。圧縮応力値は、同装置で光弾性定数、光路長結果より算出することができる。
【0024】
本発明のHDD用ガラス基板の内周端面は圧縮応力層とイオン交換層とを有している。これらは、後述する本発明のHDD用ガラス基板の製造方法における化学強化工程において形成されたものである。
【0025】
また、前記圧縮応力層とイオン交換層の厚みの合計は50〜200μmであることが好ましく、80〜120μmであることがより好ましい。この厚みの合計が50μmより薄い場合、HDD用ガラス基板の耐衝撃性が劣る場合がある。また、200μmより厚い場合、内周端面の形状が悪化する場合がある。内周端面の形状が悪化すると、ドライブに組み込んだ際に局所的に負荷がかかってしまい、その場合ガラス基板に割れが発生してしまう。
【0026】
また本発明のHDD用ガラス基板の主表面は、イオン交換層を有さない。これは後述する本発明の製造方法における研削工程及び/又は研磨工程において該イオン交換層が除去されるためである。また、主表面は圧縮応力層を有していても有していなくてもよく、圧縮応力層を有さない場合、研削工程及び/又は研磨工程によって該圧縮応力層は全て除去されていることを意味する。
【0027】
そして本発明のHDD用ガラス基板の外周端面もイオン交換層を有さない。これは、後述する本発明の製造方法における外径研磨工程において、外周端面に形成されたイオン交換層が除去されるためである。なお、外周端面は、ガラス基板の耐衝撃性の面から、圧縮応力層を有していることが好ましい。
【0028】
したがって、本発明のHDD用ガラス基板の主表面、特に外周端面はイオン交換層を有していないため、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ない磁気ディスク用ガラス基板を提供することができる。また、内周端面及び外周端面には圧縮応力層を有しているため、優れた耐衝撃性を有する。
【0029】
なお、本発明のHDD用ガラス基板の素材としては、たとえば、二酸化ケイ素、酸化ナトリウム、酸化カルシウムを主成分としたソーダライムガラス;二酸化ケイ素、酸化アルミニウム、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;酸化リチウム−二酸化ケイ素系ガラス;酸化リチウム−酸化アルミニウム−二酸化ケイ素系ガラス;R’O−酸化アルミニウム−二酸化ケイ素系ガラス(R’=Mg、Ca、Sr、Ba)を使用することができ、これらガラス材料に酸化ジルコニウムや酸化チタン等を添加したものであってもよい。
【0030】
ここで、HDD用ガラス基板に形成されたイオン交換層からのイオンの溶出は、骨格成分であるSiO2の含有量と、溶出する各イオンの含有量に大きく影響される。
【0031】
特にSiはガラスの網目構造を形成する重要な元素成分であり、本発明のHDD用ガラス基板の化学的耐久性に寄与している。そのため、ガラス基板中におけるSiの含有量が少なすぎると化学的耐久性が悪化する傾向があり、磁気ディスク装置に搭載して使用する際にイオン溶出が多くなる傾向がある。一方、Siの含有量が多すぎる場合、ガラス素材の溶融温度が高くなるため加工性が劣る傾向があるとともに、優れた化学的耐久性を有することとなるため、後述する化学強化工程においてイオン交換がされにくい傾向がある。
【0032】
また、Liは後述する化学強化工程において、イオン交換されるイオン種である。そのため、ガラス基板中にLiの含有量が多い場合、化学強化後のナトリウムイオンやカリウムイオンの溶出量が増加する傾向がある。一方、Liはイオン交換されるイオン種であるため、ガラス基板の強度にも大きく影響する。すなわち、Liの含有量が少なすぎる場合、Liがイオン交換されにくいことからガラス基板に圧縮応力層を十分に形成できない傾向がある。
【0033】
Naについても、化学強化工程においてイオン交換されるイオン種であり、かつ、イオン交換するイオン種でもある。そのため、Naの含有量が多い場合、化学強化後のカリウムイオンの溶出量が増加する傾向がある。一方、Naの含有量が少なすぎる場合、十分な圧縮応力層をガラス基板に形成できない傾向がある。
【0034】
Kは、化学強化工程においてイオン交換されるイオン種である。そのため、Kの含有量が多い場合、化学強化後のナトリウムイオンの溶出量が増加する傾向がある。一方、Kの含有量が少なすぎる場合、ガラス素材の溶融性が悪化する傾向がある。
【0035】
以上により、HDD用ガラス基板を構成する素材の組成として、質量%で、SiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%の各ガラス成分を含有することが好ましい。このような組成のガラス素材であれば、HDD用ガラス基板の製造工程において、加工性に優れ、化学強化工程において十分に圧縮応力層を形成しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板を提供することができる。
【0036】
<HDD用ガラス基板の製造方法>
本実施形態に係るHDD用ガラス基板の製造方法は、中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とする。
【0037】
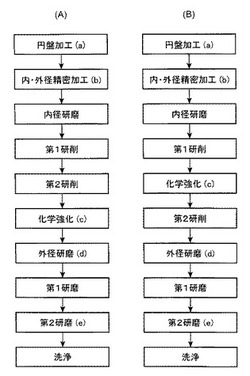
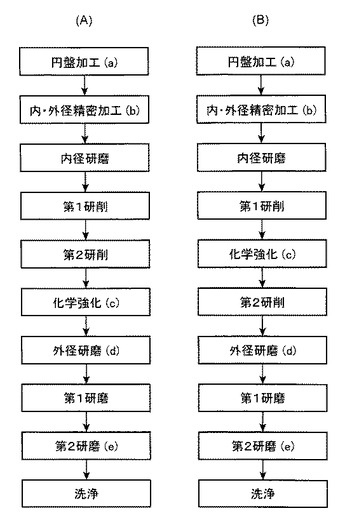
本発明のHDD用ガラス基板を製造するための工程は、例えば、図1の(A)及び(B)に示されるように、化学強化工程の後に外径研磨工程、研削工程及び/又は研磨工程を採用すればよい。なお、研削工程は2工程にすると表面粗さ等の面において好ましいことから、それぞれ第1研削工程、第2研削工程とに分けられている。また、研磨工程についても平滑性等の面において2工程とすることが好ましく、それぞれ第1研磨工程、第2研磨工程とに分けられている。
【0038】
また、本発明のHDDガラス基板の主表面及び外周端面におけるイオン交換層が除去されているのであれば、工程の順序は特に限定されず、例えば第1研削工程と第2研削工程との間に化学強化工程を有するものであってもよい。また、研磨工程によって付着した研磨材を除去する洗浄工程や、ガラス基板前駆体の外周端面および内周端面の面取り加工を行う内・外径精密加工等を有していてもよい。
【0039】
以上の製造方法によって得られたHDD用ガラス基板に対して磁性膜を形成することによって、磁気記録媒体が得られHDDに搭載される。
【0040】
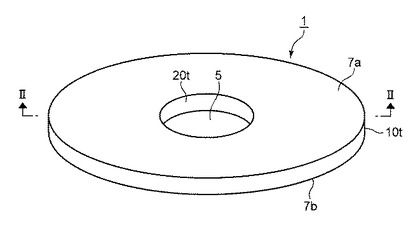
図2は、円盤加工工程後のガラス基板前駆体1の全体構成を示している。図2に示すように、ガラス基板前駆体1は、中心孔5が形成されたドーナツ状の円板形状をしている。10tは外周端面、20tは内周端面、7aは表主表面、7bは裏主表面を示している。
【0041】
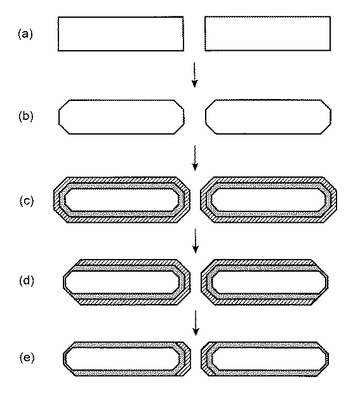
図3(a)は、図2のガラス基板前駆体1をII−II線に沿った断面を示した図であり、図3(a)は、図1の円盤加工工程(a)後のガラス基板前駆体に相当する。
【0042】
次に、内・外径精密加工工程によって内径及び外径の角部が研削され、ガラス基板前駆体1に対して、いわゆる面取りが施され、ガラス基板を得る(図3(b))。該面取りが施されたガラス基板は、内径研磨工程、続いて表面全体に化学強化工程が施される。この化学強化工程によって圧縮応力層が形成され、その外側にはイオン交換層が形成される(図3(c))。化学強化工程をガラス基板の表面全体に施すと、該圧縮応力層によってガラス基板に対して均一に強度を付与することができる。
【0043】
一般のHDD用ガラス基板は、化学強化工程前に内径研磨工程と外径研磨工程とを採用しているため、外端部と内端部にイオン交換層が存在している。そして、化学強化工程後のガラス基板主表面のみに研磨工程が行われている。
【0044】
近年500GB/P以上の高密度化されたハードディスクが多用されており、さらに高温高湿環境下において使用された場合においてはイオン溶出による読み書きエラーが多発してしまう。つまり、HDD搭載時に製膜されない外周端面にイオン交換層が残存しているため、その後の熱処理において外周端面からイオンが溶出する。そして、外周端面から溶出したイオンはドライブ内に浮遊し、メディアの上に付着するため読み書きエラーの原因となってしまう。
【0045】
以上のような問題を回避するため、前記化学強化工程の後に外径研磨工程を行うことによって外周端面に形成されたイオン交換層を除去する(図3(d))。また、外周端面のイオン交換層を除去したガラス基板に対して、最終的に主表面のイオン交換層を除去するために、主表面のイオン交換層を研削及び/又は研磨する工程によって除去する(図3(e))。
【0046】
上記外径研磨工程と、上記研削及び/又は研磨する工程は、最終的にガラス基板の外周端面又は主表面のイオン交換層が除去されていればよいことから、どちらが先に行われてもよい。
【0047】
以上のように、化学強化工程後に外径研磨工程を備え、さらに研削及び/又は研磨工程を備えることで、外周端面及び主表面に形成されたイオン交換層を除去することができる。その結果、化学強化工程によって形成された圧縮応力層によって優れた耐衝撃性を付与しつつ、外周端面に形成されたイオン交換層を除去することでイオン溶出を低減することができる。
【0048】
以下、上述の各製造工程について順を追って詳述する。
【0049】
<円盤加工工程>
前記円盤加工工程は、所定の組成のガラス素材を溶融、プレス成形し板状に成形したガラス基板から、図2に示すように、内周及び外周が同心円となるように、中心部に貫通孔5が形成された円盤状のガラス基板前駆体1に加工する工程である。
【0050】
(ガラス溶融工程)
まず、ガラス溶融工程として、ガラス素材を溶融する。ガラス基板の材料としては、上述したガラス素材を用いることができる。
【0051】
(プレス工程)
次に、プレス工程として、溶融ガラスを下型に流し込み、上型によってプレス成形して円板状のガラス基板前駆体を得る。なお、円板状のガラス基板前駆体は、プレス成形によらず、例えばダウンドロー法やフロート法で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0052】
ガラス基板の大きさに限定はない。例えば、外径が2.5インチ、1.8インチ、1インチ、0.8インチなど種々の大きさのガラス基板がある。また、ガラス基板の厚みにも限定はなく、2mm、1mm、0.63mmなど種々の厚みのガラス基板がある。
【0053】
(コアリング加工工程)
プレス成形したガラス基板前駆体は、コアリング加工工程で、中心部に穴を開ける。穴開けは、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することで中心部に穴を開ける。
【0054】
<内・外径精密加工工程>
次に、内・外径径精加工工程として、ガラス基板前駆体の外周端面および内周端面の角部を、例えば鼓状のダイヤモンド等の研削砥石により研削して内・外径加工し、ガラス基板を作製する。
【0055】
<内径研磨工程>
内・外径精密加工工程を終えたガラス基板を複数積み重ねて積層し、その状態で内周面の研磨加工を、端面研磨機を用いて研磨する。
【0056】
<化学強化工程>
化学強化工程としてガラス基板表面に圧縮応力層とイオン交換層とをこの順に形成させる。具体的には、ガラス基板を化学強化処理液に浸漬させる方法等が挙げられる。該方法によって、ガラス基板の表面、例えば、ガラス基板表面から5μmの領域に圧縮応力層を形成することができる。また、該圧縮応力層のうち、外側に前記イオン交換層を形成することができる。そして、圧縮応力層を形成することで耐衝撃性、耐振動性及び耐熱性等を向上させることができる。
【0057】
つまり、加熱された化学強化処理液にガラス基板を浸漬させることによって、ガラス基板に含まれるリチウムイオンやナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンに置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みにより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0058】
化学強化工程の処理液に使用した塩は公知のものを使用することができる。塩としては硝酸塩、炭酸塩、硫酸塩などがあげられる。またイオン交換されるイオンとしてはナトリウムやカリウムなどである。その中で硝酸カリウムが最も良い。硝酸カリウムは融点が低いので扱いやすく、かつカリウムイオンの交換によりばらつきなくイオン交換ができる。
【0059】
化学強化工程は、加熱された化学強化処理液にガラス基板を浸漬することによってガラス基板に含まれるリチウムイオン、ナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンによって置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0060】
化学強化処理液は、上記の成分が融解する温度よりも高温になるように加熱される。一方、化学強化処理液の加熱温度が高すぎると、ガラス基板の温度が上がりすぎ、ガラス基板の変形を招く恐れがある。このため、化学強化処理液の加熱温度はガラス基板のガラス転移点(Tg)よりも低い温度が好ましく、ガラス転移点−50℃よりも低い温度とすることが更に好ましい。
【0061】
<外径研磨工程>
本発明の外径研磨工程によって、前記化学強化工程において形成されたガラス基板の外周端面におけるイオン交換層を除去することができる。また、ガラス基板の外周端面での塵等による汚染、ダメージ、又はキズ等の損傷も除去することができる。
【0062】
外径研磨工程はガラス基板を複数積み重ねて積層し、その状態で外周端面の研磨加工を、端面研磨機や研磨ブラシを用いて研磨する。端面研磨機は、公知の装置を使用することができる。
【0063】
この際、研磨砥粒としては、例えば、研磨材を含むスラリー(遊離砥粒)を用いることができる。研磨材は、粒径が1μm〜5μmの酸化セリウムを使用し、水に分散させてスラリー状にして用いるのが好ましい。また、水と研磨材との混合比率は、概ね1:9〜3:7程度が好ましい。該研磨材は、遊離砥粒であることが好ましい。遊離砥粒を用いて研磨することで、ガラス基板の外周端面を効率的に鏡面化することができる。
【0064】
このように、化学強化工程の後に外径研磨工程を行うことにより、ガラス基板の外周端面に形成されたイオン交換層を除去することができる。
【0065】
外径研磨工程の取り代は、前記化学強化工程において形成されたイオン交換層の厚みによるが、5〜100μmであることが好ましい。上記取り代が5μmより小さいとガラス基板の外周端面にイオン交換層が残ってしまう。また、100μmより大きいと圧縮応力層を多く削ってしまい、強度に劣るガラス基板となる場合がある。
【0066】
また、外周端面の面粗さはRmaxが200〜400nm、Raが10〜50nmであることが好ましく、これらの範囲を逸脱すると(Ra及びRmaxが高いと)イオン溶出が多くなる場合がある。また端面加工機ではこれ以上加工を行うことは困難である。ただし、一般的にはRa及びRmaxは低いほど良い。
【0067】
<研削工程>
本発明の研削工程によって、前記化学強化工程において形成されたガラス基板の主表面のイオン交換層を除去することができる。また、ガラス基板表面の大きなうねり、欠け、ひび等を除去することもできる。
【0068】
上述のように、研削工程は第1研削工程および第2研削工程の2工程を有することが好ましい。そして、ガラス基板主表面のイオン交換層の除去は第1研削工程及び第2研削工程の両方で行ってもよく、第2研削工程のみで行ってもよく、後述する研磨工程で行ってもよい。つまり、工程順序として、前記化学強化工程の後に第1研削工程および第2研削工程を行ってもよく、第1研削工程と第2研削工程の間に化学強化工程を行ってもよく、第2研削工程の後に化学強化工程を行ってもよい。
【0069】
(第1研削工程)
第1研削工程として、ガラス基板の両表面を研削加工し、ガラス基板の全体形状、すなわちガラス基板の平行度、平坦度および厚みを予備調整する。また、化学強化工程の後に第1研削工程を行う場合には、取り代が多いことから主表面のイオン交換層を概ね除去することができる。
【0070】
また、第1研削工程において、固定砥粒を用いることが好ましい。固定砥粒を用いることで、主表面のイオン交換層を生産性良く取り除くことができる。
【0071】
(第2研削工程)
第2研削工程として、前記第1研削工程の後にガラス基板の両表面を再び研削加工して、ガラス基板の平行度、平坦度および厚みを微調整する。なお、前記第1研削工程と第2研削工程との間に化学強化工程を行うと、第2研削工程によって主表面に形成されたイオン交換層を除去することができる。
【0072】
第1及び第2研削工程にてガラス基板の表裏の表面を研削する機械として、両面研磨機と呼ばれる公知の研磨機を使用できる。両面研磨機は、互いに平行になるように上下に配置された円盤状の上定盤と下定盤とを備えており、互いに逆方向に回転する。この上下の定盤の対向するそれぞれの面にガラス基板の主表面を研削するための複数のダイヤモンドペレットが貼り付けられている。上下の定盤の間には、下定盤の外周に円環状に設けてあるインターナルギアと下定盤の回転軸の周囲に設けてあるサンギアとに結合して回転する複数のキャリアがある。このキャリアには、複数の穴が設けてあり、この穴にガラス基板をはめ込んで配置する。上下の定盤、インターナルギア及びサンギアは別駆動で動作することができる。
【0073】
該両面研磨機の動作は、上下の定盤が互いに逆方向に回転し、ダイヤモンドペレットを介して定盤に挟まれているキャリアは、複数のガラス基板を保持した状態で、自転しながら定盤の回転中心に対して下定盤と同じ方向に公転する。このような動作している研磨機において、研削液を上定盤とガラス基板及び下定盤とガラス基板との間に供給することでガラス基板の研削を行うことができる。
【0074】
この両面研磨機を使用する際、ガラス基板に加わる定盤の加重及び定盤の回転数を所望の研磨状態に応じて適宜調整する。第1及び第2研削工程における加重は、60g/cm2から120g/cm2とするのが好ましい。また、定盤の回転数は、10rpmから30rpm程度とし、上の定盤の回転数を下の定盤回転数より30〜40%程度遅くするのが好ましい。定盤による加重を大きくし、定盤の回転数を速くすると研磨量は多くなるが、加重を大きくしすぎると面粗さが良好とならず、また、回転数が速すぎると平坦度が良好とならない。また加重が小さく定盤の回転数が遅いと研削量が少なく製造効率が低くなる。
【0075】
第2研削工程を終えた時点で、大きなうねり、欠け、ひび等の欠陥は除去され、ガラス基板の主表面の面粗さは、Rmaxが2〜4μm、Raが0.2〜0.4μm程度とするのが好ましい。
【0076】
なお、第1研削工程では、第2研削工程を効率よく行うことができるように大まかに大きなうねり、欠け、ひびを効率よく除去する。このため、第2研削工程で使用する粗さ#1300メッシュから#1700メッシュより粗い#800メッシュから#1200メッシュ程度のダイヤモンドペレットを使用するのが好ましい。第1研削工程が完了した時点での面粗さは、Rmaxが4〜8μm、Raが0.4〜0.8μm程度とするのが好ましい。
【0077】
また、ガラス基板を研削する方法として、上下の定盤の研削面にパッドを貼り付け、研削剤を含む研削液を供給して研削する方法を用いることもできる。研削剤としては、例えば、酸化セリウム、酸化ジルコニウム、酸化アルミニウム、酸化マンガン、コロイダルシリカ、ダイヤモンドなどが挙げられる。これらを水で分散化してスラリー状として使用する。パッドは硬質パッドと軟質パッドとに分けられるが、必要に応じて適宜選択して用いることができる。硬質パッドとしては、硬質ベロア、ウレタン発泡、ピッチ含有スウェード等を素材とするパッドが挙げられ、軟質パッドとしては、スウェードやベロア等を素材とするパッドが挙げられる。
【0078】
なお、第1研削工程及び第2研削工程で使用する研磨機は、同一構成ではあるがそれぞれの工程専用に用意された別の研磨機を用いて研削加工を行うのが好ましい。これは、専用のダイヤモンドペレットを貼り付けているため交換が大掛かりな作業となり、また、研磨条件を再設定する等の煩雑な作業が必要となり、製造効率が低下するためである。
【0079】
<研磨工程>
本発明の研磨工程によって、ガラス基板の主表面を精密に仕上げる工程であり、具体的には主表面の面粗さをさらに小さくする工程である。
【0080】
本発明の研磨工程によって、前記研削工程によって大きなうねりなどが除去されたガラス基板の主表面をさらに精密に仕上げることができる。また、前記研削工程によってイオン交換層が除去されなかった場合、つまり化学強化工程が前記研削工程の後に行われた場合には、この研磨工程によってガラス基板の主表面のイオン交換層を除去することができる。
【0081】
本研磨工程は、第1研磨工程および第2研磨工程の2工程を有することが好ましいが、前記研削工程によってイオン交換層が除去されなかった場合、化学強化工程の後に第1研磨工程を行うことが好ましい。第2研磨工程による研磨量は非常に小さいため、イオン交換層を完全に除去できない場合があるからである。
【0082】
(第1研磨工程)
第1研磨工程では、前記化学強化工程が研削工程後に行われた場合は、イオン交換層の除去を行う。そして、第2研磨工程で最終的に必要とされる面粗さを効率よく得ることができるように、面粗さを向上させるとともに最終的に本発明の形状を効率よく得ることができる研磨を行う。
【0083】
第1研磨工程による取り代は10〜30μmとするのが好ましい。10μm未満では、キズや欠陥を十分に除去ができず、残存したイオン交換層を除去できない場合がある。また30μmを超える場合は、面粗さをRmaxが2〜60nm、Raが0.2〜0.4nmの範囲とすることができるが、必要以上に研磨を行うことになり製造効率が低下する場合がある。
【0084】
研磨の方法は、研削工程で使用したダイヤモンドペレットと研削液に代えて、パッドと研磨液を使用する以外は第1及び2研削工程で使用した研磨機と同一の構成の研磨機を使用する。
【0085】
パッドは硬度Aで80から90程度の硬質パッドで例えば発泡ウレタンを使用するのが好ましい。パッドの硬度が研磨による発熱により柔らかくなると研磨面の形状変化が大きくなるため硬質パッドを用いるのが好ましい。研磨材は、粒径が0.6μmから2.5μmの酸化セリウムを使用し、水に分散させてスラリー状にして用いるのが好ましい。水と研磨材との混合比率は、概ね1:9〜3:7程度が好ましい。該研磨材は、遊離砥粒であることが好ましい。遊離砥粒を用いて主表面を研磨することで、ガラス基板の主表面の平滑性を向上させることができる。
【0086】
定盤によるガラス基板への加重は、90g/cm2から110g/cm2とするのが好ましい。定盤によるガラス基板への加重は、外周端部の形状に大きく影響する。加重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、加重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。こうした傾向を観察しながら加重を決めることができる。
【0087】
また、面粗さを向上させるために、定盤の回転数を25rpmから50rpmとし、上の定盤の回転数を下の定盤回転数より30%から40%遅くするのが好ましい。
【0088】
(第2研磨工程)
第2研磨工程は、第1研磨工程後のガラス基板の表面を更に精密に研磨する工程である。また第1研磨工程のみでガラス基板主表面のイオン交換層を除去する場合は、仮に該第1研磨工程で除去しきれなかった残存イオン交換層があっても、それを第2研磨工程で完全に除去することができる。
【0089】
この第2研磨工程における取り代は0.3〜3μmとするのが好ましい。研磨量をこの範囲とすると、表面に発生した微小な荒れやうねり、これまでの工程で生じた微小な傷痕といった微小な欠陥を効率良く除去することができる。しかし、第2研磨工程における取り代が0.3μmより小さいと、第1研磨工程での傷が残存する場合があり、3μmより大きいと端面形状が崩れる場合がある。
【0090】
このように、第2研磨工程による取り代は非常に小さいため、この第2研磨工程のみをもって主表面のイオン交換層を除去することは好ましくない。したがって、化学強化工程を第1研磨工程と第2研磨工程の間に行うことは好ましくない。
【0091】
第2研磨工程で使用するパッドは、第1研磨工程で使用するパッドより柔らかい硬度65から80(Asker−C)程度の軟質パッドで、例えば発泡ウレタンやスウェードを使用するのが好ましい。研磨材としては、第1研磨工程と同様の酸化セリウム等を用いることができるが、ガラス基板の表面をより滑らかにするため、粒径がより細かくバラツキが少ない研磨材を用いるのが好ましい。粒径の平均粒子径が40nmから70nmの研磨材を水に分散させてスラリー状にして研磨液として用い、水と研磨材との混合比率は、1:9〜3:7程度が好ましい。
【0092】
定盤によるガラス基板への加重は、90g/cm2から110g/cm2が好ましい。定盤によるガラス基板への加重は、第1研磨工程と同様に外周端部の形状に大きく影響するが、研磨速度が遅いため第1研磨工程ほど効率的に形状を変化させることはできない。加重の加減による外周端部の形状の変化は、第1研磨工程と同様であり、加重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、加重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。外周端部の形状を得るために、こうした傾向を観察しながら加重を決めることができる。定盤の回転数を15rpmから35rpmとし、上定盤の回転数を下定盤の回転数より30%から40%遅くするのが好ましい。
【0093】
上記の様に第2研磨工程をおこなった後のガラス基板主表面の面粗さは、Rmaxが2〜6nm、Raが0.2〜0.4nmの範囲とすることができる。
【0094】
<洗浄工程>
前記洗浄工程は、前記研磨工程が施されたガラス基板を洗浄する工程である。
【0095】
前記粗研磨工程による粗研磨後のガラス基板は、洗浄工程によって洗浄することが好ましい。洗浄工程としては、特に限定されない。具体的には、例えば、以下のような洗浄工程が挙げられる。
【0096】
まず、pH13以上のアルカリ洗剤を用いて、ガラス基板の洗浄を行い、ガラス基板にリンスを行う。次に、pH1以下の酸系洗剤を用いて、ガラス基板の洗浄を行い、ガラス基板にリンスを行う。また、各洗浄の後にリンス槽を用いることが好ましい。これらの洗剤には、場合によって界面活性剤、分散材、キレート剤、還元材などを添加しても良い。また、各洗浄槽には、超音波を印加し、それぞれの洗剤には脱気水を使用することが好ましい。そして、最後に、ガラス基板を取り出し、純水でリンスを行い、IPA乾燥させる。
【0097】
また、この粗研磨後のガラス基板の洗浄は、ガラス基板表面の酸化セリウム量が0.125ng/cm2以下となるように行なわれる。ガラス基板表面の酸化セリウム量が多すぎると、ガラス基板の平坦度を良好にできない傾向がある。
【0098】
<検査工程>
検査工程は、前記工程において得られたガラス基板のキズ、割れ、異物の付着等の有無を目視にて検査する工程である。なお、目視でキズ等が判別できない場合には、光学表面アナライザー(例えば、KLA−TENCOL社製の「OSA6100」)を用いて検査を行う。
【0099】
検査工程で良品と判断されたガラス基板は、異物等が表面に付着しないように、清浄な環境の中で、ガラス基板収納カセットに収納され、真空パックされた後、HDD用ガラス基板として出荷される。
【実施例】
【0100】
以下に実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0101】
〈実施例1〉
<円盤加工工程>
(ガラス溶融工程、プレス成型工程)
ガラス素材として、ガラス素材1(組成は表1参照)を用い、溶融したガラス素材をプレス成形して、外径が約66mmの円板状のブランクスを作製した。ブランクスの厚みは1.05mmとした。
【0102】
【表1】

【0103】
(コアリング加工工程)
円筒状のダイヤモンド砥石を備えたコアドリルを用いてブランクスの中心部に直径が20.5mmの円形の孔(中心孔)を開けた。
【0104】
<内・外径精密加工工程>
次に、鼓状のダイヤモンド砥石を用いて、ブランクスの外周端面および内周端面を外径65mm、内径20mmに内・外径加工を行った。続いて、上記円盤加工工程後のガラス基板の外周端面および内周端面を、内外周加工機(TKV−1、舘野機械製作所製)により研削した。
【0105】
<内径研磨工程>
次に、上記ガラス基板の内周端面を、端面研磨機を用いて研磨加工した。
【0106】
<化学強化工程>
硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を480℃にて溶融し、前記ガラス基板を4時間浸漬させた。ガラス基板に形成された圧縮応力層の厚みは150μmであり、そのうちイオン交換層の厚みは20μmであった。
【0107】
圧縮応力層の厚みの測定は、ポーラリメーター(SF−IIC、神港精機株式会社製)を用いて行った。また、イオン交換層の厚みは、エネルギー分散型X線分析装置(XMAX80、株式会社堀場製作所製)等を使用して、割断したガラス基板の表層(主面)より1μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出した。
【0108】
<外径研磨工程>
前記化学強化工程後のガラス基板の外周端面を、端面研磨機(BRK−02、舘野機械製作所社製)を用いて研磨加工した。
【0109】
<研削行程>
(第1研削工程)
両面研磨機を使用して、主表面の平坦度が10μmとなるよう、35μmの取り代で主表面を研削した。平坦度は、平坦度測定装置(FT−17、NIDEK社製)で測定した。
【0110】
(第2研削工程)
次に、前記ガラス基板の両表面を再び研削加工し、ガラス基板の平坦度が3μmとなるように、50μmの取り代で主表面を研削した。
【0111】
<研磨行程>
(第1研磨工程)
前記研削工程後のガラス基板の両面を、上記の研削工程で用いた両面研磨機と同じものを用い、研磨液として酸化セリウムを用いて40μmの取り代で主表面を研磨した。
【0112】
(第2研磨工程)
さらに、研削液として上記酸化セリウムの代わりに粒径20nmのコロイダルシリカを用いて研磨を行い、ガラス基板の主表面の粗さを仕上げた。取り代は2μmであった。
【0113】
<洗浄工程>
前記第2研磨工程を行ったガラス基板をスクラブ洗浄した。洗浄液として、KOHとNaOHとを質量比で1:1に混合したものを超純水(DI水)で希釈し、洗浄能力を高めるために非イオン界面活性剤を添加して得られた液体を用いた。洗浄液の供給は、スプレー噴霧によって行った。スクラブ洗浄後、ガラス基板の表面に残る洗浄液を除去するために、水リンス洗浄工程を超音波槽で2分間行い、IPA洗浄工程を超音波槽で2分間行い、最後に、IPA蒸気によりガラス基板の表面を乾燥させた。
【0114】
〈実施例2〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を430℃にて溶融し、前記ガラス基板を1時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを50μmとし、イオン交換層の厚みを5μmとしたこと以外は実施例1と同様の製造工程にて実施例2のガラス基板を作製した。
【0115】
〈実施例3〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を550℃にて溶融し、前記ガラス基板を5時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを200μmとし、イオン交換層の厚みを22μmとしたこと以外は実施例1と同様の製造工程にて実施例3のガラス基板を作製した。
【0116】
〈実施例4〉
ガラス素材として、表1のガラス素材2を用いたこと以外は、実施例1と同様の製造工程にて実施例4のガラス基板を作製した。
【0117】
〈実施例5〉
ガラス素材として、表1のガラス素材3を用いたこと以外は、実施例1と同様の製造工程にて実施例5のガラス基板を作製した。
【0118】
〈実施例6〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を380℃にて溶融し、前記ガラス基板を1時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを40μmとし、イオン交換層の厚みを4μmとしたこと以外は実施例1と同様の製造工程にて実施例6のガラス基板を作製した。
【0119】
〈実施例7〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を450℃にて溶融し、前記ガラス基板を4時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを100μmとし、イオン交換層の厚みを20μmとした後に、外周研磨工程にて外端面での応力層を全て取り除いたこと以外は実施例1と同様の製造工程にて実施例7のガラス基板を作製した。
【0120】
〈比較例1〉
実施例1の製造工程において、外径研磨工程を化学強化工程の前に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例1のガラス基板を作製した。
【0121】
〈比較例2〉
実施例1の製造工程において、化学強化工程を第2研磨工程後に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例2のガラス基板を作製した。
【0122】
〈比較例3〉
実施例1の製造工程において、内径研磨工程を化学強化工程の後に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例3のガラス基板を作製した。
【0123】
(イオン溶出量評価)
各実施例および比較例で作製したガラス基板を、温度150℃、湿度80%環境下にて200時間曝した後、30mLの純水に30分間浸漬させ、その浸漬させた液体に含まれるアルカリイオンの量を下記の条件にてイオンクロマトグラフィにて測定した。
【0124】
・イオンクロマトグラフィの測定条件
装置名:ダイオネクス社製IC2100
使用カラム:CS12A
使用溶離液:メタンスルホン酸
【0125】
(落下衝撃耐性試験)
各基板を製膜後、ハードディスクドライブに組み込み、耐衝撃性試験を行った。この割れ試験は、基板をドライブに組み込んで落下させてそれぞれ荷重を変更しながらテストを行い、基板が割れなかった荷重の設定値を測定し、その値を以下のように評価した。
【0126】
◎:1200G以上
○:1100G以上1200G未満
×:1100G未満
【0127】
実施例1〜7および比較例1〜3の試験結果を表2に示す。
【0128】
【表2】
【0129】
表2の結果から明らかなように、実施例1〜7は外径研磨工程を化学強化工程後に行ったことにより、外周端面に形成されたイオン交換層を除去することができたため、イオンの溶出を抑制することができた。さらに、ガラス素材の組成をSiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%とした実施例1〜4については実施例5に比べてイオンの溶出を抑制することができ、かつ落下衝撃耐性についてもより優れた結果となった。
【0130】
また、外周端面のイオン交換層は除去されてはいるが、内周端面の圧縮応力層の厚みをやや小さくした実施例6や、外周端面の圧縮応力層の厚みを全て除去した実施例7についても、落下衝撃耐性については実施例1〜4ほどの結果は得られなかったもののイオン溶出については問題のない結果となった。
【0131】
一方で、外周端面におけるイオン交換層を除去しなかった比較例1〜3については、実施例1〜7に比べてイオン溶出量が多い結果となった。これは上述したように、外周端面には成膜が行われないことから、当該面に残存したイオン交換層からイオンが溶出したものと考えられる。特に、内周端面におけるイオン交換層及び圧縮応力層を削った比較例3については、落下衝撃耐性についても評価に劣る結果となった。
【符号の説明】
【0132】
1 ガラス基板前駆体
2 磁性膜
5 内孔
7a 表主表面
7b 裏主表面
10t 外周端面
20t 内周端面
D 磁気ディスク
【技術分野】
【0001】
本発明は、HDD用ガラス基板及びその製造方法に関する。
【背景技術】
【0002】
磁気情報記録装置は、磁気、光、及び光磁気等を利用することによって、情報を情報記録媒体に記録させるものである。その代表的なものとしては、例えば、ハードディスクドライブ(以下、HDDという。)装置等が挙げられる。HDD装置は、基板上に記録層を形成した情報記録媒体としての磁気ディスクに対して、磁気ヘッドによって磁気的に情報を記録する装置である。このような磁気情報記録媒体の基材、いわゆるサブストレートしては、ガラス基板が好適に用いられている。
【0003】
また、HDD装置は記録密度が向上していることにより、そのハードディスクに使用されるガラス基板に対する強度や平滑性に優れたものが要求されてきている。そして、近年においては、HDD用ガラス基板をHDD装置に搭載して使用した場合に、高温高湿環境下による過酷な状況において読み取りエラーが生じないものが要求されている。
【0004】
ここでガラス基板の強度を向上させる方法として、化学強化と呼ばれる、ガラス基板中に存在するアルカリイオンをよりイオン半径の大きなアルカリイオンにイオン交換して圧縮応力層を形成する方法が知られている。例えば特許文献1には、前記化学強化によって形成された圧縮応力層が、ガラス基板主表面の平坦性の低下の原因となっているため、化学強化処理後のガラス基板の主表面を研磨して圧縮応力層の一部を除去する磁気ディスク用ガラス基板の製造方法が開示されている。
【0005】
また、特許文献2には、主表面に形成された圧縮応力層が、内周端面及び外周端面の方に形成された圧縮応力層よりも厚い情報記録媒体用ガラス基板が開示されている。
【0006】
しかしながら、これらのガラス基板に磁性体を製膜し、HDD装置に搭載した場合、読み書きエラーの発生が多く、改善の余地があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−154773号公報
【特許文献2】国際公開第2008/047609号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記化学強化処理によってイオン交換を行ったガラス基板は、強度が増す半面、その表面に不安定な部分が表れる。そのため、ガラス基板表面から交換されたイオンが溶出しやすい状態となるが、ガラス基板をHDD装置に搭載する場合にはその主表面に対して磁性体を製膜することから、ガラス基板の主表面からはイオンは溶出しにくい。しかしながら、ガラス基板の外周端面には製膜がなされないため、主表面への製膜後に熱処理が行われるとガラス基板の外端からイオンが溶出してしまう。そして、外周端面から溶出したイオンはドライブ内に浮遊し、メディアの上に付着するため読み書きエラーの原因となってしまう。このような読み書きエラーは、特に高温高湿環境下で使用されることの多い車載用のHDD(カーナビ等)において多発しており、問題となっていた。
【0009】
そこで、ある一定の強度を有するガラス基板とするために深い圧縮応力層を内周端部に有し、なおかつイオン溶出のない圧縮応力層を外周端部に形成しているガラス基板が必要となる。
【0010】
本発明は、このような従来の問題に鑑みてなされたものであり、優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合にイオン溶出による読み書きエラーの発生頻度が少ないHDD用ガラス基板およびHDD用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
前記課題を解決するために、本発明者らは鋭意検討を行った結果、下記構成によって優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合に読み書きエラーの発生頻度が少ないHDD用ガラス基板を得られることを見出し、本発明を完成するに至った。
【0012】
すなわち、本発明のHDD用ガラス基板は、中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とする。
【0013】
また、前記HDD用ガラス基板において、前記内周端面が有する圧縮応力層とイオン交換層との厚みの合計が50〜200μmであることが好適である。
【0014】
また、前記HDD用ガラス基板の製造方法において、中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することが好適である。
【0015】
また、前記HDD用ガラス基板の製造方法において、前記ガラス基板前駆体の組成として、質量%で、SiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%の各ガラス成分を含有することが好適である。
【発明の効果】
【0016】
本発明によれば、優れた耐衝撃性を有し、かつ、HDD装置に搭載された場合に読み書きエラーの発生頻度が少ないHDD用ガラス基板及びHDD用ガラス基板の製造方法を提供することができる。
【図面の簡単な説明】
【0017】
【図1】HDD用ガラス基板の製造における工程を説明する製造工程図である。
【図2】ガラス基板前駆体の全体構成を示す図である。
【図3】HDD用ガラス基板の製造方法の各工程段階におけるHDD用ガラス基板の断面図である。
【図4】HDD用ガラス基板の表主表面の上に磁性膜を備えている磁気記録媒体の例を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明に係る実施形態について説明するが、本発明は、これらに限定されるものではない。
【0019】
<HDD用ガラス基板>
本実施形態に係るHDD用ガラス基板は、中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、主表面及び外周端面にイオン交換層を有さないことを特徴とする。
【0020】
ここで、前記イオン交換層とは、磁気ディスク用ガラス基板の表層に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいう。すなわち、イオン交換は、磁気ディスク用ガラス基板を化学強化処理液に浸漬することにより行われるため、イオン交換層の厚みと、イオン交換層の深さとは一致する。
【0021】
イオン交換層の厚みは、たとえばエネルギー分散型X線分析装置(XMAX80、株式会社堀場製作所製)等を使用して、割断した磁気ディスク用ガラス基板の表層(主面)より1μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出する方法を採用することができる。
【0022】
また、前記圧縮応力層とは、上記イオン交換層が形成された結果、HDD用ガラス基板の表層において圧縮応力が発生し、該ガラス基板の強度が向上された層をいう。
【0023】
圧縮応力層の厚みは、たとえばポーラリメーター(SF−IIC、神港精機株式会社製)を使用して、割断したガラス基板を屈折率マッチングオイルに浸漬し、直線偏光を透過させてガラス内部応力による偏光の位相変化をアナライザー(検光子)回転角より測定し(セナルモン法)、アナライザーを回転して、透過光が最も暗くなる角度(位相差)を検出することにより算出することができる。圧縮応力値は、同装置で光弾性定数、光路長結果より算出することができる。
【0024】
本発明のHDD用ガラス基板の内周端面は圧縮応力層とイオン交換層とを有している。これらは、後述する本発明のHDD用ガラス基板の製造方法における化学強化工程において形成されたものである。
【0025】
また、前記圧縮応力層とイオン交換層の厚みの合計は50〜200μmであることが好ましく、80〜120μmであることがより好ましい。この厚みの合計が50μmより薄い場合、HDD用ガラス基板の耐衝撃性が劣る場合がある。また、200μmより厚い場合、内周端面の形状が悪化する場合がある。内周端面の形状が悪化すると、ドライブに組み込んだ際に局所的に負荷がかかってしまい、その場合ガラス基板に割れが発生してしまう。
【0026】
また本発明のHDD用ガラス基板の主表面は、イオン交換層を有さない。これは後述する本発明の製造方法における研削工程及び/又は研磨工程において該イオン交換層が除去されるためである。また、主表面は圧縮応力層を有していても有していなくてもよく、圧縮応力層を有さない場合、研削工程及び/又は研磨工程によって該圧縮応力層は全て除去されていることを意味する。
【0027】
そして本発明のHDD用ガラス基板の外周端面もイオン交換層を有さない。これは、後述する本発明の製造方法における外径研磨工程において、外周端面に形成されたイオン交換層が除去されるためである。なお、外周端面は、ガラス基板の耐衝撃性の面から、圧縮応力層を有していることが好ましい。
【0028】
したがって、本発明のHDD用ガラス基板の主表面、特に外周端面はイオン交換層を有していないため、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ない磁気ディスク用ガラス基板を提供することができる。また、内周端面及び外周端面には圧縮応力層を有しているため、優れた耐衝撃性を有する。
【0029】
なお、本発明のHDD用ガラス基板の素材としては、たとえば、二酸化ケイ素、酸化ナトリウム、酸化カルシウムを主成分としたソーダライムガラス;二酸化ケイ素、酸化アルミニウム、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;酸化リチウム−二酸化ケイ素系ガラス;酸化リチウム−酸化アルミニウム−二酸化ケイ素系ガラス;R’O−酸化アルミニウム−二酸化ケイ素系ガラス(R’=Mg、Ca、Sr、Ba)を使用することができ、これらガラス材料に酸化ジルコニウムや酸化チタン等を添加したものであってもよい。
【0030】
ここで、HDD用ガラス基板に形成されたイオン交換層からのイオンの溶出は、骨格成分であるSiO2の含有量と、溶出する各イオンの含有量に大きく影響される。
【0031】
特にSiはガラスの網目構造を形成する重要な元素成分であり、本発明のHDD用ガラス基板の化学的耐久性に寄与している。そのため、ガラス基板中におけるSiの含有量が少なすぎると化学的耐久性が悪化する傾向があり、磁気ディスク装置に搭載して使用する際にイオン溶出が多くなる傾向がある。一方、Siの含有量が多すぎる場合、ガラス素材の溶融温度が高くなるため加工性が劣る傾向があるとともに、優れた化学的耐久性を有することとなるため、後述する化学強化工程においてイオン交換がされにくい傾向がある。
【0032】
また、Liは後述する化学強化工程において、イオン交換されるイオン種である。そのため、ガラス基板中にLiの含有量が多い場合、化学強化後のナトリウムイオンやカリウムイオンの溶出量が増加する傾向がある。一方、Liはイオン交換されるイオン種であるため、ガラス基板の強度にも大きく影響する。すなわち、Liの含有量が少なすぎる場合、Liがイオン交換されにくいことからガラス基板に圧縮応力層を十分に形成できない傾向がある。
【0033】
Naについても、化学強化工程においてイオン交換されるイオン種であり、かつ、イオン交換するイオン種でもある。そのため、Naの含有量が多い場合、化学強化後のカリウムイオンの溶出量が増加する傾向がある。一方、Naの含有量が少なすぎる場合、十分な圧縮応力層をガラス基板に形成できない傾向がある。
【0034】
Kは、化学強化工程においてイオン交換されるイオン種である。そのため、Kの含有量が多い場合、化学強化後のナトリウムイオンの溶出量が増加する傾向がある。一方、Kの含有量が少なすぎる場合、ガラス素材の溶融性が悪化する傾向がある。
【0035】
以上により、HDD用ガラス基板を構成する素材の組成として、質量%で、SiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%の各ガラス成分を含有することが好ましい。このような組成のガラス素材であれば、HDD用ガラス基板の製造工程において、加工性に優れ、化学強化工程において十分に圧縮応力層を形成しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板を提供することができる。
【0036】
<HDD用ガラス基板の製造方法>
本実施形態に係るHDD用ガラス基板の製造方法は、中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とする。
【0037】
本発明のHDD用ガラス基板を製造するための工程は、例えば、図1の(A)及び(B)に示されるように、化学強化工程の後に外径研磨工程、研削工程及び/又は研磨工程を採用すればよい。なお、研削工程は2工程にすると表面粗さ等の面において好ましいことから、それぞれ第1研削工程、第2研削工程とに分けられている。また、研磨工程についても平滑性等の面において2工程とすることが好ましく、それぞれ第1研磨工程、第2研磨工程とに分けられている。
【0038】
また、本発明のHDDガラス基板の主表面及び外周端面におけるイオン交換層が除去されているのであれば、工程の順序は特に限定されず、例えば第1研削工程と第2研削工程との間に化学強化工程を有するものであってもよい。また、研磨工程によって付着した研磨材を除去する洗浄工程や、ガラス基板前駆体の外周端面および内周端面の面取り加工を行う内・外径精密加工等を有していてもよい。
【0039】
以上の製造方法によって得られたHDD用ガラス基板に対して磁性膜を形成することによって、磁気記録媒体が得られHDDに搭載される。
【0040】
図2は、円盤加工工程後のガラス基板前駆体1の全体構成を示している。図2に示すように、ガラス基板前駆体1は、中心孔5が形成されたドーナツ状の円板形状をしている。10tは外周端面、20tは内周端面、7aは表主表面、7bは裏主表面を示している。
【0041】
図3(a)は、図2のガラス基板前駆体1をII−II線に沿った断面を示した図であり、図3(a)は、図1の円盤加工工程(a)後のガラス基板前駆体に相当する。
【0042】
次に、内・外径精密加工工程によって内径及び外径の角部が研削され、ガラス基板前駆体1に対して、いわゆる面取りが施され、ガラス基板を得る(図3(b))。該面取りが施されたガラス基板は、内径研磨工程、続いて表面全体に化学強化工程が施される。この化学強化工程によって圧縮応力層が形成され、その外側にはイオン交換層が形成される(図3(c))。化学強化工程をガラス基板の表面全体に施すと、該圧縮応力層によってガラス基板に対して均一に強度を付与することができる。
【0043】
一般のHDD用ガラス基板は、化学強化工程前に内径研磨工程と外径研磨工程とを採用しているため、外端部と内端部にイオン交換層が存在している。そして、化学強化工程後のガラス基板主表面のみに研磨工程が行われている。
【0044】
近年500GB/P以上の高密度化されたハードディスクが多用されており、さらに高温高湿環境下において使用された場合においてはイオン溶出による読み書きエラーが多発してしまう。つまり、HDD搭載時に製膜されない外周端面にイオン交換層が残存しているため、その後の熱処理において外周端面からイオンが溶出する。そして、外周端面から溶出したイオンはドライブ内に浮遊し、メディアの上に付着するため読み書きエラーの原因となってしまう。
【0045】
以上のような問題を回避するため、前記化学強化工程の後に外径研磨工程を行うことによって外周端面に形成されたイオン交換層を除去する(図3(d))。また、外周端面のイオン交換層を除去したガラス基板に対して、最終的に主表面のイオン交換層を除去するために、主表面のイオン交換層を研削及び/又は研磨する工程によって除去する(図3(e))。
【0046】
上記外径研磨工程と、上記研削及び/又は研磨する工程は、最終的にガラス基板の外周端面又は主表面のイオン交換層が除去されていればよいことから、どちらが先に行われてもよい。
【0047】
以上のように、化学強化工程後に外径研磨工程を備え、さらに研削及び/又は研磨工程を備えることで、外周端面及び主表面に形成されたイオン交換層を除去することができる。その結果、化学強化工程によって形成された圧縮応力層によって優れた耐衝撃性を付与しつつ、外周端面に形成されたイオン交換層を除去することでイオン溶出を低減することができる。
【0048】
以下、上述の各製造工程について順を追って詳述する。
【0049】
<円盤加工工程>
前記円盤加工工程は、所定の組成のガラス素材を溶融、プレス成形し板状に成形したガラス基板から、図2に示すように、内周及び外周が同心円となるように、中心部に貫通孔5が形成された円盤状のガラス基板前駆体1に加工する工程である。
【0050】
(ガラス溶融工程)
まず、ガラス溶融工程として、ガラス素材を溶融する。ガラス基板の材料としては、上述したガラス素材を用いることができる。
【0051】
(プレス工程)
次に、プレス工程として、溶融ガラスを下型に流し込み、上型によってプレス成形して円板状のガラス基板前駆体を得る。なお、円板状のガラス基板前駆体は、プレス成形によらず、例えばダウンドロー法やフロート法で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0052】
ガラス基板の大きさに限定はない。例えば、外径が2.5インチ、1.8インチ、1インチ、0.8インチなど種々の大きさのガラス基板がある。また、ガラス基板の厚みにも限定はなく、2mm、1mm、0.63mmなど種々の厚みのガラス基板がある。
【0053】
(コアリング加工工程)
プレス成形したガラス基板前駆体は、コアリング加工工程で、中心部に穴を開ける。穴開けは、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することで中心部に穴を開ける。
【0054】
<内・外径精密加工工程>
次に、内・外径径精加工工程として、ガラス基板前駆体の外周端面および内周端面の角部を、例えば鼓状のダイヤモンド等の研削砥石により研削して内・外径加工し、ガラス基板を作製する。
【0055】
<内径研磨工程>
内・外径精密加工工程を終えたガラス基板を複数積み重ねて積層し、その状態で内周面の研磨加工を、端面研磨機を用いて研磨する。
【0056】
<化学強化工程>
化学強化工程としてガラス基板表面に圧縮応力層とイオン交換層とをこの順に形成させる。具体的には、ガラス基板を化学強化処理液に浸漬させる方法等が挙げられる。該方法によって、ガラス基板の表面、例えば、ガラス基板表面から5μmの領域に圧縮応力層を形成することができる。また、該圧縮応力層のうち、外側に前記イオン交換層を形成することができる。そして、圧縮応力層を形成することで耐衝撃性、耐振動性及び耐熱性等を向上させることができる。
【0057】
つまり、加熱された化学強化処理液にガラス基板を浸漬させることによって、ガラス基板に含まれるリチウムイオンやナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンに置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みにより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0058】
化学強化工程の処理液に使用した塩は公知のものを使用することができる。塩としては硝酸塩、炭酸塩、硫酸塩などがあげられる。またイオン交換されるイオンとしてはナトリウムやカリウムなどである。その中で硝酸カリウムが最も良い。硝酸カリウムは融点が低いので扱いやすく、かつカリウムイオンの交換によりばらつきなくイオン交換ができる。
【0059】
化学強化工程は、加熱された化学強化処理液にガラス基板を浸漬することによってガラス基板に含まれるリチウムイオン、ナトリウムイオン等のアルカリ金属イオンをそれよりイオン半径の大きなカリウムイオン等のアルカリ金属イオンによって置換するイオン交換法によって行われる。イオン半径の違いによって生じる歪みより、イオン交換された領域に圧縮応力が発生し、ガラス基板の表面が強化される。
【0060】
化学強化処理液は、上記の成分が融解する温度よりも高温になるように加熱される。一方、化学強化処理液の加熱温度が高すぎると、ガラス基板の温度が上がりすぎ、ガラス基板の変形を招く恐れがある。このため、化学強化処理液の加熱温度はガラス基板のガラス転移点(Tg)よりも低い温度が好ましく、ガラス転移点−50℃よりも低い温度とすることが更に好ましい。
【0061】
<外径研磨工程>
本発明の外径研磨工程によって、前記化学強化工程において形成されたガラス基板の外周端面におけるイオン交換層を除去することができる。また、ガラス基板の外周端面での塵等による汚染、ダメージ、又はキズ等の損傷も除去することができる。
【0062】
外径研磨工程はガラス基板を複数積み重ねて積層し、その状態で外周端面の研磨加工を、端面研磨機や研磨ブラシを用いて研磨する。端面研磨機は、公知の装置を使用することができる。
【0063】
この際、研磨砥粒としては、例えば、研磨材を含むスラリー(遊離砥粒)を用いることができる。研磨材は、粒径が1μm〜5μmの酸化セリウムを使用し、水に分散させてスラリー状にして用いるのが好ましい。また、水と研磨材との混合比率は、概ね1:9〜3:7程度が好ましい。該研磨材は、遊離砥粒であることが好ましい。遊離砥粒を用いて研磨することで、ガラス基板の外周端面を効率的に鏡面化することができる。
【0064】
このように、化学強化工程の後に外径研磨工程を行うことにより、ガラス基板の外周端面に形成されたイオン交換層を除去することができる。
【0065】
外径研磨工程の取り代は、前記化学強化工程において形成されたイオン交換層の厚みによるが、5〜100μmであることが好ましい。上記取り代が5μmより小さいとガラス基板の外周端面にイオン交換層が残ってしまう。また、100μmより大きいと圧縮応力層を多く削ってしまい、強度に劣るガラス基板となる場合がある。
【0066】
また、外周端面の面粗さはRmaxが200〜400nm、Raが10〜50nmであることが好ましく、これらの範囲を逸脱すると(Ra及びRmaxが高いと)イオン溶出が多くなる場合がある。また端面加工機ではこれ以上加工を行うことは困難である。ただし、一般的にはRa及びRmaxは低いほど良い。
【0067】
<研削工程>
本発明の研削工程によって、前記化学強化工程において形成されたガラス基板の主表面のイオン交換層を除去することができる。また、ガラス基板表面の大きなうねり、欠け、ひび等を除去することもできる。
【0068】
上述のように、研削工程は第1研削工程および第2研削工程の2工程を有することが好ましい。そして、ガラス基板主表面のイオン交換層の除去は第1研削工程及び第2研削工程の両方で行ってもよく、第2研削工程のみで行ってもよく、後述する研磨工程で行ってもよい。つまり、工程順序として、前記化学強化工程の後に第1研削工程および第2研削工程を行ってもよく、第1研削工程と第2研削工程の間に化学強化工程を行ってもよく、第2研削工程の後に化学強化工程を行ってもよい。
【0069】
(第1研削工程)
第1研削工程として、ガラス基板の両表面を研削加工し、ガラス基板の全体形状、すなわちガラス基板の平行度、平坦度および厚みを予備調整する。また、化学強化工程の後に第1研削工程を行う場合には、取り代が多いことから主表面のイオン交換層を概ね除去することができる。
【0070】
また、第1研削工程において、固定砥粒を用いることが好ましい。固定砥粒を用いることで、主表面のイオン交換層を生産性良く取り除くことができる。
【0071】
(第2研削工程)
第2研削工程として、前記第1研削工程の後にガラス基板の両表面を再び研削加工して、ガラス基板の平行度、平坦度および厚みを微調整する。なお、前記第1研削工程と第2研削工程との間に化学強化工程を行うと、第2研削工程によって主表面に形成されたイオン交換層を除去することができる。
【0072】
第1及び第2研削工程にてガラス基板の表裏の表面を研削する機械として、両面研磨機と呼ばれる公知の研磨機を使用できる。両面研磨機は、互いに平行になるように上下に配置された円盤状の上定盤と下定盤とを備えており、互いに逆方向に回転する。この上下の定盤の対向するそれぞれの面にガラス基板の主表面を研削するための複数のダイヤモンドペレットが貼り付けられている。上下の定盤の間には、下定盤の外周に円環状に設けてあるインターナルギアと下定盤の回転軸の周囲に設けてあるサンギアとに結合して回転する複数のキャリアがある。このキャリアには、複数の穴が設けてあり、この穴にガラス基板をはめ込んで配置する。上下の定盤、インターナルギア及びサンギアは別駆動で動作することができる。
【0073】
該両面研磨機の動作は、上下の定盤が互いに逆方向に回転し、ダイヤモンドペレットを介して定盤に挟まれているキャリアは、複数のガラス基板を保持した状態で、自転しながら定盤の回転中心に対して下定盤と同じ方向に公転する。このような動作している研磨機において、研削液を上定盤とガラス基板及び下定盤とガラス基板との間に供給することでガラス基板の研削を行うことができる。
【0074】
この両面研磨機を使用する際、ガラス基板に加わる定盤の加重及び定盤の回転数を所望の研磨状態に応じて適宜調整する。第1及び第2研削工程における加重は、60g/cm2から120g/cm2とするのが好ましい。また、定盤の回転数は、10rpmから30rpm程度とし、上の定盤の回転数を下の定盤回転数より30〜40%程度遅くするのが好ましい。定盤による加重を大きくし、定盤の回転数を速くすると研磨量は多くなるが、加重を大きくしすぎると面粗さが良好とならず、また、回転数が速すぎると平坦度が良好とならない。また加重が小さく定盤の回転数が遅いと研削量が少なく製造効率が低くなる。
【0075】
第2研削工程を終えた時点で、大きなうねり、欠け、ひび等の欠陥は除去され、ガラス基板の主表面の面粗さは、Rmaxが2〜4μm、Raが0.2〜0.4μm程度とするのが好ましい。
【0076】
なお、第1研削工程では、第2研削工程を効率よく行うことができるように大まかに大きなうねり、欠け、ひびを効率よく除去する。このため、第2研削工程で使用する粗さ#1300メッシュから#1700メッシュより粗い#800メッシュから#1200メッシュ程度のダイヤモンドペレットを使用するのが好ましい。第1研削工程が完了した時点での面粗さは、Rmaxが4〜8μm、Raが0.4〜0.8μm程度とするのが好ましい。
【0077】
また、ガラス基板を研削する方法として、上下の定盤の研削面にパッドを貼り付け、研削剤を含む研削液を供給して研削する方法を用いることもできる。研削剤としては、例えば、酸化セリウム、酸化ジルコニウム、酸化アルミニウム、酸化マンガン、コロイダルシリカ、ダイヤモンドなどが挙げられる。これらを水で分散化してスラリー状として使用する。パッドは硬質パッドと軟質パッドとに分けられるが、必要に応じて適宜選択して用いることができる。硬質パッドとしては、硬質ベロア、ウレタン発泡、ピッチ含有スウェード等を素材とするパッドが挙げられ、軟質パッドとしては、スウェードやベロア等を素材とするパッドが挙げられる。
【0078】
なお、第1研削工程及び第2研削工程で使用する研磨機は、同一構成ではあるがそれぞれの工程専用に用意された別の研磨機を用いて研削加工を行うのが好ましい。これは、専用のダイヤモンドペレットを貼り付けているため交換が大掛かりな作業となり、また、研磨条件を再設定する等の煩雑な作業が必要となり、製造効率が低下するためである。
【0079】
<研磨工程>
本発明の研磨工程によって、ガラス基板の主表面を精密に仕上げる工程であり、具体的には主表面の面粗さをさらに小さくする工程である。
【0080】
本発明の研磨工程によって、前記研削工程によって大きなうねりなどが除去されたガラス基板の主表面をさらに精密に仕上げることができる。また、前記研削工程によってイオン交換層が除去されなかった場合、つまり化学強化工程が前記研削工程の後に行われた場合には、この研磨工程によってガラス基板の主表面のイオン交換層を除去することができる。
【0081】
本研磨工程は、第1研磨工程および第2研磨工程の2工程を有することが好ましいが、前記研削工程によってイオン交換層が除去されなかった場合、化学強化工程の後に第1研磨工程を行うことが好ましい。第2研磨工程による研磨量は非常に小さいため、イオン交換層を完全に除去できない場合があるからである。
【0082】
(第1研磨工程)
第1研磨工程では、前記化学強化工程が研削工程後に行われた場合は、イオン交換層の除去を行う。そして、第2研磨工程で最終的に必要とされる面粗さを効率よく得ることができるように、面粗さを向上させるとともに最終的に本発明の形状を効率よく得ることができる研磨を行う。
【0083】
第1研磨工程による取り代は10〜30μmとするのが好ましい。10μm未満では、キズや欠陥を十分に除去ができず、残存したイオン交換層を除去できない場合がある。また30μmを超える場合は、面粗さをRmaxが2〜60nm、Raが0.2〜0.4nmの範囲とすることができるが、必要以上に研磨を行うことになり製造効率が低下する場合がある。
【0084】
研磨の方法は、研削工程で使用したダイヤモンドペレットと研削液に代えて、パッドと研磨液を使用する以外は第1及び2研削工程で使用した研磨機と同一の構成の研磨機を使用する。
【0085】
パッドは硬度Aで80から90程度の硬質パッドで例えば発泡ウレタンを使用するのが好ましい。パッドの硬度が研磨による発熱により柔らかくなると研磨面の形状変化が大きくなるため硬質パッドを用いるのが好ましい。研磨材は、粒径が0.6μmから2.5μmの酸化セリウムを使用し、水に分散させてスラリー状にして用いるのが好ましい。水と研磨材との混合比率は、概ね1:9〜3:7程度が好ましい。該研磨材は、遊離砥粒であることが好ましい。遊離砥粒を用いて主表面を研磨することで、ガラス基板の主表面の平滑性を向上させることができる。
【0086】
定盤によるガラス基板への加重は、90g/cm2から110g/cm2とするのが好ましい。定盤によるガラス基板への加重は、外周端部の形状に大きく影響する。加重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、加重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。こうした傾向を観察しながら加重を決めることができる。
【0087】
また、面粗さを向上させるために、定盤の回転数を25rpmから50rpmとし、上の定盤の回転数を下の定盤回転数より30%から40%遅くするのが好ましい。
【0088】
(第2研磨工程)
第2研磨工程は、第1研磨工程後のガラス基板の表面を更に精密に研磨する工程である。また第1研磨工程のみでガラス基板主表面のイオン交換層を除去する場合は、仮に該第1研磨工程で除去しきれなかった残存イオン交換層があっても、それを第2研磨工程で完全に除去することができる。
【0089】
この第2研磨工程における取り代は0.3〜3μmとするのが好ましい。研磨量をこの範囲とすると、表面に発生した微小な荒れやうねり、これまでの工程で生じた微小な傷痕といった微小な欠陥を効率良く除去することができる。しかし、第2研磨工程における取り代が0.3μmより小さいと、第1研磨工程での傷が残存する場合があり、3μmより大きいと端面形状が崩れる場合がある。
【0090】
このように、第2研磨工程による取り代は非常に小さいため、この第2研磨工程のみをもって主表面のイオン交換層を除去することは好ましくない。したがって、化学強化工程を第1研磨工程と第2研磨工程の間に行うことは好ましくない。
【0091】
第2研磨工程で使用するパッドは、第1研磨工程で使用するパッドより柔らかい硬度65から80(Asker−C)程度の軟質パッドで、例えば発泡ウレタンやスウェードを使用するのが好ましい。研磨材としては、第1研磨工程と同様の酸化セリウム等を用いることができるが、ガラス基板の表面をより滑らかにするため、粒径がより細かくバラツキが少ない研磨材を用いるのが好ましい。粒径の平均粒子径が40nmから70nmの研磨材を水に分散させてスラリー状にして研磨液として用い、水と研磨材との混合比率は、1:9〜3:7程度が好ましい。
【0092】
定盤によるガラス基板への加重は、90g/cm2から110g/cm2が好ましい。定盤によるガラス基板への加重は、第1研磨工程と同様に外周端部の形状に大きく影響するが、研磨速度が遅いため第1研磨工程ほど効率的に形状を変化させることはできない。加重の加減による外周端部の形状の変化は、第1研磨工程と同様であり、加重を大きくしていくと、外周端部の内側が下がり外側に向かって上がる傾向を示す。また、加重を小さくしていくと、外周端部は平面に近くなるとともに面ダレが大きくなる傾向を示す。外周端部の形状を得るために、こうした傾向を観察しながら加重を決めることができる。定盤の回転数を15rpmから35rpmとし、上定盤の回転数を下定盤の回転数より30%から40%遅くするのが好ましい。
【0093】
上記の様に第2研磨工程をおこなった後のガラス基板主表面の面粗さは、Rmaxが2〜6nm、Raが0.2〜0.4nmの範囲とすることができる。
【0094】
<洗浄工程>
前記洗浄工程は、前記研磨工程が施されたガラス基板を洗浄する工程である。
【0095】
前記粗研磨工程による粗研磨後のガラス基板は、洗浄工程によって洗浄することが好ましい。洗浄工程としては、特に限定されない。具体的には、例えば、以下のような洗浄工程が挙げられる。
【0096】
まず、pH13以上のアルカリ洗剤を用いて、ガラス基板の洗浄を行い、ガラス基板にリンスを行う。次に、pH1以下の酸系洗剤を用いて、ガラス基板の洗浄を行い、ガラス基板にリンスを行う。また、各洗浄の後にリンス槽を用いることが好ましい。これらの洗剤には、場合によって界面活性剤、分散材、キレート剤、還元材などを添加しても良い。また、各洗浄槽には、超音波を印加し、それぞれの洗剤には脱気水を使用することが好ましい。そして、最後に、ガラス基板を取り出し、純水でリンスを行い、IPA乾燥させる。
【0097】
また、この粗研磨後のガラス基板の洗浄は、ガラス基板表面の酸化セリウム量が0.125ng/cm2以下となるように行なわれる。ガラス基板表面の酸化セリウム量が多すぎると、ガラス基板の平坦度を良好にできない傾向がある。
【0098】
<検査工程>
検査工程は、前記工程において得られたガラス基板のキズ、割れ、異物の付着等の有無を目視にて検査する工程である。なお、目視でキズ等が判別できない場合には、光学表面アナライザー(例えば、KLA−TENCOL社製の「OSA6100」)を用いて検査を行う。
【0099】
検査工程で良品と判断されたガラス基板は、異物等が表面に付着しないように、清浄な環境の中で、ガラス基板収納カセットに収納され、真空パックされた後、HDD用ガラス基板として出荷される。
【実施例】
【0100】
以下に実施例を挙げて本発明を具体的に説明するが、本発明はこれらに限定されるものではない。
【0101】
〈実施例1〉
<円盤加工工程>
(ガラス溶融工程、プレス成型工程)
ガラス素材として、ガラス素材1(組成は表1参照)を用い、溶融したガラス素材をプレス成形して、外径が約66mmの円板状のブランクスを作製した。ブランクスの厚みは1.05mmとした。
【0102】
【表1】
【0103】
(コアリング加工工程)
円筒状のダイヤモンド砥石を備えたコアドリルを用いてブランクスの中心部に直径が20.5mmの円形の孔(中心孔)を開けた。
【0104】
<内・外径精密加工工程>
次に、鼓状のダイヤモンド砥石を用いて、ブランクスの外周端面および内周端面を外径65mm、内径20mmに内・外径加工を行った。続いて、上記円盤加工工程後のガラス基板の外周端面および内周端面を、内外周加工機(TKV−1、舘野機械製作所製)により研削した。
【0105】
<内径研磨工程>
次に、上記ガラス基板の内周端面を、端面研磨機を用いて研磨加工した。
【0106】
<化学強化工程>
硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を480℃にて溶融し、前記ガラス基板を4時間浸漬させた。ガラス基板に形成された圧縮応力層の厚みは150μmであり、そのうちイオン交換層の厚みは20μmであった。
【0107】
圧縮応力層の厚みの測定は、ポーラリメーター(SF−IIC、神港精機株式会社製)を用いて行った。また、イオン交換層の厚みは、エネルギー分散型X線分析装置(XMAX80、株式会社堀場製作所製)等を使用して、割断したガラス基板の表層(主面)より1μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出した。
【0108】
<外径研磨工程>
前記化学強化工程後のガラス基板の外周端面を、端面研磨機(BRK−02、舘野機械製作所社製)を用いて研磨加工した。
【0109】
<研削行程>
(第1研削工程)
両面研磨機を使用して、主表面の平坦度が10μmとなるよう、35μmの取り代で主表面を研削した。平坦度は、平坦度測定装置(FT−17、NIDEK社製)で測定した。
【0110】
(第2研削工程)
次に、前記ガラス基板の両表面を再び研削加工し、ガラス基板の平坦度が3μmとなるように、50μmの取り代で主表面を研削した。
【0111】
<研磨行程>
(第1研磨工程)
前記研削工程後のガラス基板の両面を、上記の研削工程で用いた両面研磨機と同じものを用い、研磨液として酸化セリウムを用いて40μmの取り代で主表面を研磨した。
【0112】
(第2研磨工程)
さらに、研削液として上記酸化セリウムの代わりに粒径20nmのコロイダルシリカを用いて研磨を行い、ガラス基板の主表面の粗さを仕上げた。取り代は2μmであった。
【0113】
<洗浄工程>
前記第2研磨工程を行ったガラス基板をスクラブ洗浄した。洗浄液として、KOHとNaOHとを質量比で1:1に混合したものを超純水(DI水)で希釈し、洗浄能力を高めるために非イオン界面活性剤を添加して得られた液体を用いた。洗浄液の供給は、スプレー噴霧によって行った。スクラブ洗浄後、ガラス基板の表面に残る洗浄液を除去するために、水リンス洗浄工程を超音波槽で2分間行い、IPA洗浄工程を超音波槽で2分間行い、最後に、IPA蒸気によりガラス基板の表面を乾燥させた。
【0114】
〈実施例2〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を430℃にて溶融し、前記ガラス基板を1時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを50μmとし、イオン交換層の厚みを5μmとしたこと以外は実施例1と同様の製造工程にて実施例2のガラス基板を作製した。
【0115】
〈実施例3〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を550℃にて溶融し、前記ガラス基板を5時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを200μmとし、イオン交換層の厚みを22μmとしたこと以外は実施例1と同様の製造工程にて実施例3のガラス基板を作製した。
【0116】
〈実施例4〉
ガラス素材として、表1のガラス素材2を用いたこと以外は、実施例1と同様の製造工程にて実施例4のガラス基板を作製した。
【0117】
〈実施例5〉
ガラス素材として、表1のガラス素材3を用いたこと以外は、実施例1と同様の製造工程にて実施例5のガラス基板を作製した。
【0118】
〈実施例6〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を380℃にて溶融し、前記ガラス基板を1時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを40μmとし、イオン交換層の厚みを4μmとしたこと以外は実施例1と同様の製造工程にて実施例6のガラス基板を作製した。
【0119】
〈実施例7〉
化学強化工程において、硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を450℃にて溶融し、前記ガラス基板を4時間浸漬させ、ガラス基板に形成された圧縮応力層の厚みを100μmとし、イオン交換層の厚みを20μmとした後に、外周研磨工程にて外端面での応力層を全て取り除いたこと以外は実施例1と同様の製造工程にて実施例7のガラス基板を作製した。
【0120】
〈比較例1〉
実施例1の製造工程において、外径研磨工程を化学強化工程の前に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例1のガラス基板を作製した。
【0121】
〈比較例2〉
実施例1の製造工程において、化学強化工程を第2研磨工程後に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例2のガラス基板を作製した。
【0122】
〈比較例3〉
実施例1の製造工程において、内径研磨工程を化学強化工程の後に行ったこと以外は実施例1と同様の製造工程及び条件にて比較例3のガラス基板を作製した。
【0123】
(イオン溶出量評価)
各実施例および比較例で作製したガラス基板を、温度150℃、湿度80%環境下にて200時間曝した後、30mLの純水に30分間浸漬させ、その浸漬させた液体に含まれるアルカリイオンの量を下記の条件にてイオンクロマトグラフィにて測定した。
【0124】
・イオンクロマトグラフィの測定条件
装置名:ダイオネクス社製IC2100
使用カラム:CS12A
使用溶離液:メタンスルホン酸
【0125】
(落下衝撃耐性試験)
各基板を製膜後、ハードディスクドライブに組み込み、耐衝撃性試験を行った。この割れ試験は、基板をドライブに組み込んで落下させてそれぞれ荷重を変更しながらテストを行い、基板が割れなかった荷重の設定値を測定し、その値を以下のように評価した。
【0126】
◎:1200G以上
○:1100G以上1200G未満
×:1100G未満
【0127】
実施例1〜7および比較例1〜3の試験結果を表2に示す。
【0128】
【表2】
【0129】
表2の結果から明らかなように、実施例1〜7は外径研磨工程を化学強化工程後に行ったことにより、外周端面に形成されたイオン交換層を除去することができたため、イオンの溶出を抑制することができた。さらに、ガラス素材の組成をSiO2:56〜68%、Li2O:1.8〜4.2%、Na2O:6.0〜12.0質量%、K2O:0.1〜0.5質量%とした実施例1〜4については実施例5に比べてイオンの溶出を抑制することができ、かつ落下衝撃耐性についてもより優れた結果となった。
【0130】
また、外周端面のイオン交換層は除去されてはいるが、内周端面の圧縮応力層の厚みをやや小さくした実施例6や、外周端面の圧縮応力層の厚みを全て除去した実施例7についても、落下衝撃耐性については実施例1〜4ほどの結果は得られなかったもののイオン溶出については問題のない結果となった。
【0131】
一方で、外周端面におけるイオン交換層を除去しなかった比較例1〜3については、実施例1〜7に比べてイオン溶出量が多い結果となった。これは上述したように、外周端面には成膜が行われないことから、当該面に残存したイオン交換層からイオンが溶出したものと考えられる。特に、内周端面におけるイオン交換層及び圧縮応力層を削った比較例3については、落下衝撃耐性についても評価に劣る結果となった。
【符号の説明】
【0132】
1 ガラス基板前駆体
2 磁性膜
5 内孔
7a 表主表面
7b 裏主表面
10t 外周端面
20t 内周端面
D 磁気ディスク
【特許請求の範囲】
【請求項1】
中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、
主表面及び外周端面にイオン交換層を有さないことを特徴とするHDD用ガラス基板。
【請求項2】
前記内周端面が有する圧縮応力層とイオン交換層との厚みの合計が50〜200μmであることを特徴とする請求項1に記載のHDD用ガラス基板。
【請求項3】
中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、
化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、
外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、
研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とする請求項1又は2に記載のHDD用ガラス基板の製造方法。
【請求項4】
前記ガラス基板前駆体の組成として、質量%で、
SiO2:56〜68%、
Li2O:1.8〜4.2%、
Na2O:6.0〜12.0質量%、
K2O:0.1〜0.5質量%
の各ガラス成分を含有することを特徴とする請求項3に記載のHDD用ガラス基板の製造方法。
【請求項1】
中心孔を形成する内周端面に圧縮応力層とイオン交換層とを有し、
主表面及び外周端面にイオン交換層を有さないことを特徴とするHDD用ガラス基板。
【請求項2】
前記内周端面が有する圧縮応力層とイオン交換層との厚みの合計が50〜200μmであることを特徴とする請求項1に記載のHDD用ガラス基板。
【請求項3】
中心孔を有する円盤状のガラス基板前駆体を用いたHDD用ガラス基板の製造方法であって、
化学強化工程によって前記ガラス基板前駆体の全表面に厚みの合計が50〜200μmである圧縮応力層とイオン交換層とを形成した後、
外径研磨工程によって前記ガラス基板前駆体の外周端面に形成されたイオン交換層を除去し、
研削工程及び/又は研磨工程によって前記ガラス基板前駆体の主表面に形成されたイオン交換層を除去することを特徴とする請求項1又は2に記載のHDD用ガラス基板の製造方法。
【請求項4】
前記ガラス基板前駆体の組成として、質量%で、
SiO2:56〜68%、
Li2O:1.8〜4.2%、
Na2O:6.0〜12.0質量%、
K2O:0.1〜0.5質量%
の各ガラス成分を含有することを特徴とする請求項3に記載のHDD用ガラス基板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−77353(P2013−77353A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−217373(P2011−217373)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]